DIVISION OF CHESTERTON®
TM
COMPOSITES
FOR
CONCRETE
APPLICATION
MANUAL
A.W.
CHESTERTON CO.
225 FALLON ROAD, MIDDLESEX INDUSTRIAL PARK
STONEHAM, MASSACHUSETTS 02180-2999 USA
Tel: (617) 438-7000
Telex: 94-9417 – Fax: (617) 438-8971
Cable: Chesterton Stoneham, Mass.
© A.W.CHESTERTON CO., 1992. All rights reserved.
® Registered trademark owned and licensed by
A.W.CHESTERTON CO. in USA and other countries.
FORM NO. 073260
PRINTED IN USA 9/92
INDEX
DIVISION OF CHESTERTON®
TM
COMPOSITES FOR CONCRETE
APPLICATION MANUAL
SECTION A
BASICS OF CONCRETE
CONSTRUCTION
AND RESTORATION
SECTION B
INSPECTION
AND EVALUATION
OF CONCRETE
SECTION C
TYPES OF PROTECTIVE
OVERLAYMENTS –
ADVANTAGES
AND LIMITATIONS
SECTION D
PRODUCT SELECTION
AND INFORMATION
SECTION E
SURFACE PREPARATION
SECTION F
APPLICATIONS
SECTION G
SPECIFICATIONS
APPENDIX 1
PRODUCT DATA SHEETS
APPENDIX 2
INDUSTRY TERMS
AND DEFINITIONS
APPENDIX 3
EQUIPMENT
MANUFACTURER’S
INFORMATION
APPENDIX 4
COVERAGES AND
CONVERSION TABLES
APPENDIX 5
TROUBLE SHOOTING
APPENDIX 6
MISCELLANEOUS
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
1
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE
CONSTRUCTION AND RESTORATION
BASICS OF CONCRETE
INTRODUCTION
CHEMISTRY
CURE AND SHRINKAGE
JOINT DESIGN
TYPES OF CONCRETE
PORTLAND CEMENT CONCRETES
LATEX MODIFIED CONCRETE
LIGHT WEIGHT CONCRETE
ACID RESISTANT CONCRETE
PROPERTIES OF CONCRETE
PHYSICAL PROPERTIES
COEFFICIENT OF EXPANSION
pH OF CONCRETE
LIMITATIONS OF CONCRETE
CHEMICAL RESISTANCE
POROSITY
PHYSICAL PROPERTIES
CONCERNS FOR OVERLAYMENTS
OVERVIEW
VAPOR PERMEABILITY
MOVEMENTS
SURFACE DEFECTS
WEAK SURFACE LAYER
OTHER LIMITATIONS
OTHER CONSIDERATIONS
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A1
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
BASICS OF CONCRETE
INTRODUCTION
Portland Cement Concrete (PCC), one of the
most common and versatile building materials,
was trademarked in England in 1824.
The name was derived from the Portland stone
widely used in building.
While the name has remained,
makers of Portland cement concrete have
developed varied compounds to meet today’s
call for better and faster setting cements.
Traditional Portland cement compounds still
command a great share of the market, but new
polymeric restoration materials meet the severe
demands of modern industrial environments.
These polymer restoration materials are
widely accepted for areas where cementitious
systems perform poorly, but the reliability of
many of these materials is limited.
ARC Composites were designed to overcome the
limitations of other polymer restoration materials.
This manual explains several factors that must
be addressed before an ARC Composite can be
recommended for a concrete repair.
It serves as a comprehensive guide to sound
concrete repair decisions using ARC Composites.
This manual is arranged in a logical sequence
to facilitate a step by step method for selecting
and applying composites.
The first step, the basics of concrete design,
functions and limitations, is outlined in Section A.
Sections B through F detail the information
required for the selection and installation of
ARC Composites for Concrete.
Section G provides detailed specifications.
The Appendix contains additional useful
support data.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A2
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
BASICS OF CONCRETE
CHEMISTRY
Portland Cement is a blend of calcium silicate,
aluminate and ferrite powders in various
proportions. Gypsum is added to control the
speed of setting. The complete mixture of binder,
additive and the appropriate amount of water,
hardens to form cement. Addition of aggregates
(sand and stone), fly ash or slag to the cement
mixture will produce a variety of properties
when cured. Concrete is the term for the mixture
of cement with stone.
Cement cures by a chemical reaction called
hydration. Both good quality concrete and bad
quality concrete can contain the same materials
but in different proportions; a certain knowhow is
therefore required for making good concrete.
The hardened concrete must fulfill the needs of
the application. Compressive strength is frequently
used as a measure of quality. This property is
easily determined and closely affects the following
other properties of cured concrete.
■ Density.
■ Porosity.
■ Permeability.
■ Chemical Resistance to:
Chlorides, Sulfates and Carbonates.
■ Freeze/Thaw Resistance.
■ Durability.
In addition to aggregates and additives,
the compressive strength of concrete also
depends on the water to cement ratio,
i.e. the weight of water divided by the
weight of cement. In any given mix design,
the cement combines chemically (hydrates)
with only a certain quantity of water.
Additional water is generally included to make
the concrete mix more workable, but ultimately
evaporates from the hardened concrete,
leaving minute pores which reduce strength.
Theoretically the process of curing can
continue for years. However, for most practical
applications, the greater part of the curing
process (hydration and evaporation) is complete
within the first 28 days.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A3
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
BASICS OF CONCRETE
CURE AND SHRINKAGE
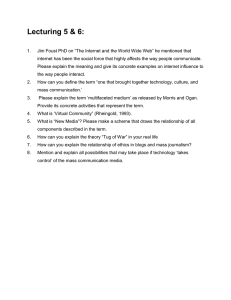
During the first 7 days after concrete is placed,
a wet cure (water soaked burlap or plastic sheet)
or curing compound is applied on the concrete
surface to slow hydration.
This process eliminates premature evaporation
of water thus producing increased physical
properties and helping to reduce shrinkage.
Depending upon the initial water/cement ratio
of the concrete mix and relative humidity
during the curing process, concrete can shrink
anywhere up to 4% or more.
(See Figures 1and 2).
Shrinkage will vary from slab to slab
and is dependent upon a number of factors;
water/cement ratio, curing process, relative
humidity and other environmental conditions.
Since the surface and edges of concrete dry
faster than the rest of the mass, the concrete
will have a tendency to curl when curing.
This will lead to cracks if control joints were
not incorporated into the slab.
(See Figures. 2 and 3).
Figure 2 – Cured Dry Concrete
9.0 M (30')
Cured Dry Concrete
at 28 days
Not to scale
Figure 1 – Fresh Concrete
Shrinkage
4 mm
(3 /16")
Figure 3 – Curling due to Shrinkage
Potential
areas where
stress will
cause
cracking
9.0 M (30' )
Fresh Concrete
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A4
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
BASICS OF CONCRETE
JOINT DESIGN
Since cracking is a normal response in the
curing of concrete, particular attention to joint design
is required in order to produce a high quality slab,
without random cracking.
There are 4 types of joints commonly found
on a concrete floor. These joints can normally be
catagorized as either moving or nonmoving and
should be treated accordingly.
They are: (See Figures 4,5,6 and 7).
Figure 5 – Isolation Joints
Figure 4 – Expansion Joints
Control
Joints
intersect
at corners
Isolation Joint
Not recommended
EXPANSION JOINTS
These are required to accommodate the expansion
and contraction of the concrete induced by thermal
changes, water absorption, loads, vibrations, etc.
Joint width will vary according to design,
(typically 6 mm (1/4") to 25 mm (1") or greater),
but it will always be formed or cut full depth.
Without exception, this is a moving joint.
Correct
ISOLATION JOINTS
Usually isolation joints are found along
perimeters of supporting walls, and in a diamond
pattern around columns.
Changes in temperature, subgrade movement,
deflection, etc. cause structures to move.
Isolation joints are used to prevent random cracks
from forming at transition areas due to these forces.
Typically the joint is formed the full depth
of the concrete. Width will vary from 6 mm (1/4")
to 25 mm (1") wide. Always treat the isolation joint
as a moving joint.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A5
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
BASICS OF CONCRETE
JOINT DESIGN
Figure 7– Construction Joints
Figure 6 – Control Joints
Sawed
Keyed
Rebar
Doweled
Tooled
Concrete Cracks below Joints
CONTROL OR CONTRACTION JOINTS
These joints are formed, sawed or tooled grooves
(1/3 the depth of the thickness of the slab)
in the concrete to regulate the location and
amount of cracking resulting from initial shrinkage
and to avoid the development of high stresses.
This joint should be treated as a moving joint
unless a structural engineer determines
the shrinkage has stopped.
CONSTRUCTION JOINTS
Normally 0.8 mm (1/32") to 3 mm (1/8") wide,
this joint is formed when a previous day’s pour
joins a fresh pour, and serves no specific design
or engineered function.
This joint is usually treated as a nonmoving joint.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A6
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
TYPES OF CONCRETE
There are 3 types of Portland cement concrete
and several specialty design mixes.
PORTLAND CEMENT CONCRETE
Portland Type II is the most common cement
used in concrete.
Characteristics:
■ Normal Setting Times.
■ Excellent Strength.
■ For Structural and Nonstructural Applications.
Applications:
This is the standard cement binder mix
used in the majority of applications.
Portland Type I is a faster setting version
of type II. It is not commonly used.
Portland Type III is the fastest setting version of
Portland cements. Type III is normally used in
marine environments where downtime is limited.
As with all conventional Portland cement concrete
mix designs, a 28 day cure is required before
application of a nonbreathing overlayment.
Characteristics:
■ Rapid setting.
■ Structural material.
LATEX MODIFIED CONCRETE
Commonly called Co-Polymer Concrete,
latex concrete is a mixture of standard concrete
with additives and a water based latex.
Characteristics:
■ Increased waterproofing and abrasion resistance.
(6 mm (1/4") of latex concrete has the same
waterproofing capabilities as 50 mm (2") of
standard type II concrete, and increased
abrasion resistance over type II concrete.)
■ Structural repair material.
When latex concrete is applied in thickness of
8 cm (3") or less, a nonbreathing overlayment
can normally be applied after just 3 days.
However, when the thickness exceeds 8 cm (3"),
a 28 day cure is required.
LIGHTWEIGHT CONCRETE
Light weight concrete contains light weight
aggregates and special blends of cement.
This product is a nonstructural material,
and does not have the ability to support a
coating or overlayment.
Characteristics:
■ Reduces weight of structure. (Dead Load).
■ This system is normally used in high rise office
buildings. (This concrete will support rugs and
vinyl tile only).
ACID RESISTANT CONCRETE
This product contains sulfur cement,
and aggregates, which moderately increases
the acid resistance of the concrete.
Characteristics:
■ Resistant to mild acids.
■ Excellent strength.
■ For structural and nonstructural applications.
Acid resistant concrete can be difficult to apply
and, due to the marginal increase in chemical
resistance over conventional concrete (type II),
owners often opt for protective overlayments
as a viable alternative to acid resistant concrete
when chemical exposure is anticipated.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A7
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
PROPERTIES OF CONCRETE
PHYSICAL PROPERTIES
Portland Cement Concrete has a predictable
and reliable cure cycle.
If the formulation, mix, application and curing
recommendations are closely followed,
a high quality concrete should result.
Below is a list of typical properties for a
340 kg/cm2 (5000 psi) Portland Cement Concrete.
As the test results indicate, concrete achieves
60% or more of its ultimate strength within
the first 7 days after placement.
This is why controlled curing of a concrete member
is so critical during the first 7 days of cure.
REPORT
TEST METHOD
CURE TIME
Compressive
Strength
ASTM C109
(Concrete)
1 Day
7 Days
28 Days
85 kg/cm2
218 kg/cm2
310 kg/cm2
1,250 psi
3,200 psi
4,550 psi
Flexural
Strength
ASTM C78
(Concrete)
1 Day
7 Days
28 Days
28 kg/cm2
58 kg/cm2
80 kg/cm2
320 psi
850 psi
1,100 psi
Splitting
Tensile Strength
ASTM C496
(Concrete)
1 Day
7 Days
28 Days
15 kg/cm2
30 kg/cm2
39 kg/cm2
220 psi
440 psi
580 psi
COEFFICIENT OF EXPANSION
■ As with all construction materials,
concrete will expand and contract in all
dimensions as the temperature changes.
■ The coefficient of expansion for concrete
will range from 6 to 12 x 10 – 6 cm/cm/°C
( 3.2 to 7.0 x 10 – 6 in/in/°F ), while steel
reinforcing rods respond at a typical rate of
11.7 x 10 – 6 cm/cm/°C (6.5 x 10 – 6 in/in/°F ).
■ This thermal property of concrete is a critical
concern when repairing concrete or placing a
protective overlayment on the surface.
The dissimilar materials must have compatible
thermal properties, or failure is likely to occur.
RESULTS
pH OF CONCRETE
■ Concrete is naturally high in alkalinity with
a pH of 10 -13. This high alkalinity acts as a
natural protective barrier from corrosion of
steel reinforcement.
However, there are many protective coatings
that react adversely with the alkalinity in the
concrete and should not be considered as
long term solutions in the protection of the slab.
(See Product Selection for additional details).
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A8
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
LIMITATIONS OF CONCRETE
Like all construction materials, concrete has
limitations that must be addressed in its design,
application and intended service life.
CHEMICAL RESISTANCE
Poor resistance to:
■ Mild acids.
■ Salts.
■ Strong caustics.
PHYSICAL PROPERTIES
■ Low impact resistance.
■ Chips and cracks.
POROSITY
■ Porosity allows chemicals to migrate through
the slab, contaminating soil and ground water.
■ Corrodes reinforcing steel.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A9
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
CONCERNS
FOR OVERLAYMENTS
OVERVIEW
As previously noted, concrete has limitations that
require additional protection in specific applications
through the use of overlayments.
This section will detail some of the critical concerns
that must be addressed before an overlayment
system is selected for an application.
Items covered in this section are as follows:
VAPOR PERMEABILITY
This topic will cover how vapor is created,
how it affects an overlayment and how to overcome
the problem.
MOVEMENTS
Cracking and movement is a normal response
of concrete to applied stresses. This section will
present reasons why cracking may occur.
SURFACE DEFECTS
This section will describe the many problems that
concrete can develop as a result of poor design,
mix, installation and curing.
WEAK SURFACE LAYER (Laitance)
This problem is inherent in all concrete members.
Mechanical preparation will eliminate this problem.
OTHER LIMITATIONS
Concluding this section are items and conditions
found on existing concrete slabs that must be
addressed.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A10
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
CONCERNS
FOR OVERLAYMENTS
VAPOR PERMEABILITY
A concrete slab placed on the ground is referred to
as a slab-on-grade. A vapor barrier must be used
under a slab-on-grade if a nonpermeable flooring
system is to be applied.
Figure 1 – The Substrate
VAPOR BARRIER
AND VAPOR TRANSMISSION
Concrete is moisture permeable.
It absorbs water vapor from the ground
and allows vapor to pass through the slab.
A vapor barrier (typically polyethylene sheeting)
must be installed beneath the slab
to prevent moisture transmission.
To prevent hydrostatic pressure disbondment
caused by vapor transmission,
a vapor barrier should always be used with
any nonbreathing coating or overlayment.
(See Figures 2 and 3)
Substrate
(Concrete
slab)
Compact
soil
(Grade)
Figure 2 – Vapor Transmission Through Substrate
Figure 3 – Vapor Barrier Blocks Vapor Transmission
Concrete
(Slab on
grade)
Concrete
(Slab on
grade)
Vapor
barrier
Compact
soil
(Grade)
Water vapor
Compact
soil
(Grade)
Water vapor
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A11
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
CONCERNS
FOR OVERLAYMENTS
VAPOR PERMEABILITY
Most chemical resistant flooring systems on the
market today have very low permeability.
If they do not allow vapor to pass through them
they are called nonbreathing flooring systems.
If a nonbreathing flooring system is installed
on a slab-on-grade with no vapor barrier,
the flooring system is likely to fail.
(See Figure 4).
Figure 4 – Vapor Permeation
Pinhole
Blister
Nonbreathing
flooring
system
Concrete
(Slab on
grade)
Disbondment
Compact
soil
(Grade)
Water vapor
Figure 5 – Suspended Slabs
Suspended
slab
Slab on
grade
Concrete slabs not on grade are termed
suspended slabs.
When overlayment systems are applied
to suspended slabs, vapor permeation is
generally not a concern.
However, concrete poured directly onto
corrugated metal (metal pan construction) can
entrap moisture and cause flooring problems.
These slabs must have proper drainage
to enable successful floor applications.
Grade
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A12
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
CONCERNS
FOR OVERLAYMENTS
MOVEMENTS
Concrete by its nature is subject to cracking.
Cracking indicates that the concrete has been
forced to absorb the energy from some form of
over stressing the concrete.
Concrete cracking is caused by:
■ Shrinkage during the curing process.
■ Low elongation capabilities.
■ Improper joint design.
(Improper joint design can result in cracking
from shrinkage of the newly placed concrete.)
SURFACE DEFECTS
Concrete curing is sensitive to environmental
conditions (i.e. extreme temperatures, high winds,
wet conditions). Poor control of these factors
can cause surface defects such as crazing,
plastic shrinkage cracks, etc.
Improper curing techniques will cause significant
delays in application of concrete overlayments.
The following pictures will identify surface defects
and their causes.
■ Sensitivity to thermal movement.
Thermal movement results from temperature
change in a concrete member where no
provision was made for movement or controlled
cracking. Expansion and Isolation Joints
allow for thermal movement.
■ Mechanical overload.
Mechanical overload, by either static or
dynamic forces can cause severe cracking
if loading or stresses are not distributed equally
or exceed the bearing capacity of the design.
This problem should be addressed by a
structural or civil engineer.
■ Sub-base/foundation settlement.
The most common reason for settlement cracks
result from improper compaction of the subgrade
material prior to placement of concrete.
This problem is limited and most often ceases
after a certain period of time. Compaction and
drainage systems will reduce settlement problems.
Cracks in concrete can be classified as
moving or nonmoving and must be treated
accordingly. This is best accomplished by a
qualified engineer.
NOTE: If in doubt always treat a crack
as a moving crack.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A13
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
CONCERNS
FOR OVERLAYMENTS
Figure 1 – Dusting
Dusting is the development of a fine,
powdery material that easily rubs off
the surface of hardened concrete.
Dusting is the result of a thin weak layer,
called laitance, composed of water,
cement and fine particles. This layer
exists on new and old concrete
and must be removed before
application of an overlayment
Figure 2 – Scaling
Scaling is the loss of surface mortar and
mortar surrounding the aggregate particles.
This problem results normally from
freeze/thaw conditions.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A14
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
CONCERNS
FOR OVERLAYMENTS
Figure 3 – Mortar Flaking
Mortar flaking over coarse aggregate particles
is another form of scaling that somewhat
resembles a surface with pop outs.
Figure 4 – Pop Outs
Pop Outs are fragments that
break out of the concrete surface
leaving a hole that varies from
6 mm to 50 mm (1/4" to 2") or larger.
Usually a fractured aggregate particle
will be found in the bottom of the hole
and in the popped out piece.
This can be due to porous aggregate
with a high rate of water absorption.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A15
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
CONCERNS
FOR OVERLAYMENTS
Figure 5 – Crazing
Crazing, a network pattern of fine cracks
that do not penetrate much below the surface
and which are usually caused by minor
surface shrinkage.
Figure 6 – Cracking
Unexpected cracking of concrete
is a frequent cause of complaints.
Usually resulting from a
combination of factors such as
drying shrinkage, thermal contraction,
subgrade settlement and applied loads.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A16
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
CONCERNS
FOR OVERLAYMENTS
Figure 7 – Plastic Shrinkage Cracks
Plastic shrinkage cracks are relatively short
shallow cracks that may occur before final finishing
on days that are windy and hot.
Surface moisture evaporates faster than it can be
replaced by rising bleed water.
Figure 8 – Discoloration
Discoloration is an aesthetic problem
that usually has no deteriorating value.
Normally the chemical makeup
causes discoloration.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A17
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
CONCERNS
FOR OVERLAYMENTS
Figure 9 – Blisters
Blisters of varying sizes appear at a time
when bubbles of entrapped air or water,
rising through the plastic concrete,
get trapped under an already sealed surface.
Figure 10 – Internal View of Blister
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A18
SECTION A
DIVISION OF CHESTERTON®
TM
BASICS OF CONCRETE CONSTRUCTION AND RESTORATION
CONCERNS
FOR OVERLAYMENTS
WEAK SURFACE LAYER (Laitance)
Through the process of normal finishing,
concrete has a weak or dusty layer on the top
surface that must be mechanically removed
before any coating or overlayment can
be applied.
NOTE: All concrete, (new or old)
requires mechanical preparation
without exception.
OTHER LIMITATIONS
■Reinforcing Steel.
As a result of the iron oxide expanding up to
2.2 times its original volume, rusting rebar can
create a force up to 150 kg/cm2 (2,200 psi)
resulting in spalled concrete.
Rusting reinforcing steel in the concrete can
cause spalling or worse, it can completely
undermine the concrete member by losing its
structural integrity. The number one reason for
rusting reinforcing steel is a direct result of
improper depth placement of the rebar.
As a general rule, reinforcing steel should be
placed 50 mm (2") below the surface of concrete
to protect from corrosion.
OTHER CONSIDERATIONS
■ The protective overlayment must be compatible
with the thermal movement of the concrete.
■ The overlayment must be able to bond to damp
as well as dry concrete surfaces.
■ The overlayment must be chemically compatible
with concrete.
■ The overlayment must be compatible with the
chemical and physical environment it will be
subjected to.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
A19
SECTION B
DIVISION OF CHESTERTON®
TM
INSPECTION AND
EVALUATION OF CONCRETE
INTRODUCTION
VAPOR TRANSMISSION
THERMAL CYCLING
CHEMICAL EXPOSURE
SURFACE CONDITION
STRUCTURAL SOUNDNESS
INSPECTION PROCEDURE
INSPECTION SURVEY FORMS
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
B1
SECTION B
DIVISION OF CHESTERTON®
TM
INSPECTION AND EVALUATION OF CONCRETE
INTRODUCTION
To perform a proper inspection and evaluation
for a project, you must understand the basics
of concrete behavior.
This section will guide you through the
inspection and evalution process, with particular
regard to vapor transmission, thermal cycling,
chemical exposure, surface condition and
structural soundness.
This section also provides an “Inspection Survey
Form” which should be completed at each job site.
We explain the reason each survey question
is asked, and why each question is important
to an overlayment.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
B2
SECTION B
DIVISION OF CHESTERTON®
TM
INSPECTION AND EVALUATION OF CONCRETE
VAPOR TRANSMISSION
As discussed in Section A, vapor transmission
is an important consideration before applying
an overlay to a slab-on-grade.
The easiest way to confirm vapor transmission
is to ask the client for “as built” drawings of the floor.
These drawings will show whether a vapor barrier
exists beneath the slab.
If it is not known whether a vapor barrier is
present or is functioning as intended under the
slab-on-grade, a simple test can be performed
to confirm vapor transmission.
Remove the laitance from the surface of the
concrete on approximately 3 or more areas
40 cm x 40 cm (15" x 15") square, and cover each
area with a sheet of clear plastic polyethylene;
secure the plastic to the cleaned areas with
duct tape to ensure the seal is vapor tight
(ASTM D-4263). (See Figure 1).
Observe the sheeted areas over the next 24 hour
period. If condensation appears on the plastic,vapor
transmission is confirmed.
Figure 1
Clear
plastic
Duct
tape
NOTE: Make sure the seal is air and water tight.
If vapor transmission is confirmed, then all parties
should be made aware of the potential failure
of all nonbreathing overlayments.
This is particularly true in outdoor applications.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
B3
SECTION B
DIVISION OF CHESTERTON®
TM
INSPECTION AND EVALUATION OF CONCRETE
THERMAL CYCLING
Most polymers on the market today will expand
and contract 2 to 30 times more than concrete.
This difference may lead to stress at the bond
interface and result in possible delamination or
spalls. (See Figure 2)
ARC Composites are engineered to expand
and contract compatibly with concrete.
However, thermal shock due to high temperature
liquid or steam for extended periods of time may
lead to failures. In this case a hybrid system is
recommended. (See Figure 3).
Acid resistant brick or tile can be used as a
thermal insulator. This is accomplished by using
an ARC Composite as a bed and joint mortar
for the brick or tile. (See Figure 4).
For more information contact your local
ARC representative.
Figure 2 – Thermal Stress
Overlayment
stress due
to thermal
cycling
Concrete
Figure 3 – Thermal Shock
Figure 4 – Acid Brick Composite
Steam
Thermal shock
Overlayment
3/4" tile or
acid brick
988
Compound
Concrete
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
Concrete
B4
SECTION B
DIVISION OF CHESTERTON®
TM
INSPECTION AND EVALUATION OF CONCRETE
CHEMICAL EXPOSURE
Chemical Exposure
and the Effects of Temperature:
When determining product suitability,
be aware that a chemical’s aggressiveness
increases with increased temperature.
Temperatures within our recommended
performance range do not adversely
affect the composite.
However, a chemical becomes
more aggressive when temperatures
elevate. For each 10°C (18°F ) temperature
increase, the reactivity of a chemical
is increased two times.
Due to heightened reactivity, the chemical
may therefore attack the composite.
When in doubt about a product’s suitability,
implement lab tests or trial patches.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
B5
SECTION B
DIVISION OF CHESTERTON®
TM
INSPECTION AND EVALUATION OF CONCRETE
SURFACE CONDITION
CONTAMINATED AND
DETERIORATED CONCRETE
“Water Break Test:”
The presence of oils, grease, sealers and
other insoluble contaminants may be confirmed
by a “water break test”.
Apply clean water to the surface.
If the water forms droplets (like water on a waxed
car), then contaminants must be removed.
“Core Sample:”
If the condition of a concrete floor is suspect,
take full depth core samples in areas of concern
(to determine the depth of deterioration or
contamination). Without this information it is
impossible to assure a permanent repair or
accurately estimate the cost of repair.
The core samples may be taken to
a concrete testing lab for physical property
and chemical contamination testing.
Alternatively, a visual inspection of the
core sample may be made to determine the
depth of deterioration and contamination.
This will also determine the depth of concrete
to be removed.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
B6
SECTION B
DIVISION OF CHESTERTON®
TM
INSPECTION AND EVALUATION OF CONCRETE
STRUCTURAL SOUNDNESS
IDENTIFICATION AND
LOCATION OF SPALLED AREAS
The most common and effective ways
to locate hidden concrete spalls are to
“chain” or “sound” the floor.
“Chaining:”
This method allows the inspector
to cover large areas quickly.
Using a heavy 6 meter (20 foot) section of chain,
slowly walk the entire concrete surface dragging
the chain behind you.
A “hollow” sound indicates a spall or other
potential problem area.
As these areas are located, use spray paint
to identify them for additional preparation
and restoration.
“Sounding:”
For smaller areas, the inspector may use a bar
or hammer. By lightly tapping the concrete,
spalls will be identified when a distinctive hollow
sound is heard. As they are located, spray paint
them for preparation and restoration later.
REMEMBER:
Over 99+% of failures
result from the following.
■ IMPROPER MATERIAL
RECOMMENDATIONS
■ IMPROPER SURFACE PREPARATION
■ IMPROPER INSTALLATION
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
B7
SECTION B
DIVISION OF CHESTERTON®
TM
INSPECTION AND EVALUATION OF CONCRETE
INSPECTION PROCEDURE
STEPS
1. Fill out the accompanying questionnaire
on site with all appropriate parties present
(i.e. product specialist, contractor, customer).
2. Visually examine the area
and address the following items.
■ If a concrete slab is suspect,
recommend full depth core samples be taken.
NOTE: Compressive strength to be minimum
of 170 kg/cm 2 (2500 psi).
Minimum thickness of concrete slab
to be 75 mm (3") or greater.
■ “Chain Drag” or “Sound” the floor surface
to identify spalled areas.
■ Examine the joints and make notations
for repair if necessary.
■ Look for cracks and determine
if they are moving or nonmoving, if in doubt,
always treat as moving cracks.
(This is best determined by a qualified engineer).
4. Job Staging Concerns.
The following items should be addressed
between the contractor and the owner.
■ Time required for the proper application
and curing of the composite flooring.
■ Heat, lights, necessary power, storage,
and potable (clean and fresh) water.
■ Uninterrupted area for duration of work.
■ Ventilation (natural or mechanical)
during application and curing.
■ Traffic control.
■ Protection during and after cure
against damage by other trades.
■ Access to work and storage areas.
■ Appropriate personal protection equipment.
■ If required, perform appropriate tests
to determine vapor transmission and/or
the presence of insoluble contaminants.
3. Identify under what condition
the application will take place.
■ Temperature during application and cure cycle.
■ Time Frame: (weekend, shutdown,
during regular working hours).
■ Leaks or spillage:
(is it likely to occur during project).
■ Determine whether the contractor
can get under the equipment and machines
to install the composite system.
■ Safety hazards:
(flammability, hazardous chemicals,
problem of creating dust, etc.).
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
B8
SECTION B
DIVISION OF CHESTERTON®
TM
INSPECTION AND EVALUATION OF CONCRETE
ARC COMPOSITE
INSPECTION SURVEY FORM
DISTRIBUTOR:
TELEPHONE NO.
FAX/TELEX NO.
ADDRESS
CITY
STATE/COUNTRY
ZIP
SPECIALIST:
TP MANAGER:
1. TYPE OF CONSTRUCTION:
( ) NEW (HOW OLD
( ) RESTORATION
)
2. TYPE OF SUBSTRATE:
( ) CONCRETE
( ) WOOD
( ) STEEL
( ) OTHER
3. IS THE SUBSTRATE:
( ) ON GRADE
( ) SUSPENDED
COMPANY:
ADDRESS
CITY
STATE/COUNTRY
ZIP
CONTACT:
POSITION:
3A. IF ON GRADE
IS THERE A VAPOR BARRIER?
( ) YES
( ) NO
GENERAL INFORMATION:
FLOOR AREA
ROUGH DIMENSIONS
IS PITCH TO DRAINS REQUIRED
4. WHAT IS THE EXPOSURE?
( ) CHEMICAL
( ) MECHANICAL ABRASION
( ) FOOD AND DAIRY
( ) OILS
( ) OTHER
5. IS THERE A TREATMENT
ON THE SURFACE?
( ) YES
( ) NO
5A. IF YES, WHAT TYPE
( ) PENETRATING SEALER
( ) CURING COMPOUND
( ) PAINT
( ) OTHER
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
B9
SECTION B
DIVISION OF CHESTERTON®
TM
INSPECTION AND EVALUATION OF CONCRETE
ARC COMPOSITE
INSPECTION SURVEY FORM
TYPE AND NATURE OF MATERIALS PROCESSED
MATERIALS
CONCENTRATIONS
TEMPERATURE RANGES
°C
°F
PHYSICAL FACTORS IN FLOOR/WALL AREA:
A.USUAL ROOM TEMPERATURE
°C
B. TEMPERATURE RANGE FROM
°C
°F TO
°F
°C
°F
C. TYPE OF TRAFFIC ON AREA
D. TYPE OF EQUIPMENT ON FLOOR
E. METHOD OF ANCHORING EQUIPMENT
F. OPERATING TEMPERATURE OF EQUIPMENT
°C
°F
°C
°F
G. TYPE OF LIQUID SPILL COMING FROM EQUIPMENT
H. TEMPERATURE OF LIQUID
I. HOW LONG IS EXPOSURE BEFORE CLEAN UP
J. TYPE, CONCENTRATIONS AND TEMPERATURE OF CLEANING SOLUTIONS
USED ON EQUIPMENT
MATERIALS
CONCENTRATIONS
TEMPERATURE RANGES
°C
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
°F
B10
SECTION B
DIVISION OF CHESTERTON®
TM
INSPECTION AND EVALUATION OF CONCRETE
ARC COMPOSITE
INSPECTION SURVEY FORM
K. OTHER PHYSICAL FACTORS
NATURE OF WASH DOWN/CLEAN UP:
A. FREQUENCY
B. TYPE OF FLOOR CLEANING LIQUID, CONCENTRATION, AND TEMPERATURE
MATERIALS
CONCENTRATIONS
TEMPERATURE RANGES
°C
°F
FLOOR/WALL SURFACE CONDITIONS:
( ) SPALLED
( ) CRACKED
( ) CHEMICAL CONTAMINATION
( ) RUSTED
( ) PITTED
( ) OTHER
IF CRACKED, WHAT CAUSED THE CRACKS?
CONTROL JOINTS:
IDENTIFY ON PAGE FOUR, SKETCH HOW FAR APART
WHAT IS THEIR CONDITION
EXPANSION JOINTS:
IDENTIFY ON PAGE FOUR, SKETCH HOW FAR APART
WHAT IS THEIR CONDITION
ISOLATION JOINTS:
IDENTIFY ON PAGE FOUR, SKETCH HOW FAR APART
WHAT IS THEIR CONDITION
ARE THERE ISOLATION JOINTS MISSING?
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
B11
SECTION B
DIVISION OF CHESTERTON®
TM
INSPECTION AND EVALUATION OF CONCRETE
ARC COMPOSITE
INSPECTION SURVEY FORM
REMARKS AND SKETCH:
SPECIALIST
DATE
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
B12
SECTION C
DIVISION OF CHESTERTON®
TM
TYPES OF PROTECTIVE OVERLAYMENTS
ADVANTAGES AND LIMITATIONS
OVERVIEW
ABRASION RESISTANCE
CHEMICAL RESISTANCE
DUSTING
TYPES OF PROTECTIVE OVERLAYMENTS
(Advantages and Disadvantages)
CEMENTITIOUS OVERLAYMENTS
(Advantages and Disadvantages)
ACID RESISTANT CONCRETE AND GROUT
ACID RESISTANT BRICK AND TILES
(Advantages and Disadvantages)
RESIN BASED OVERLAYMENTS
(Advantages and Disadvantages)
POLYESTERS
VINYL ESTERS
URETHANES
METHYL METHACRYLATE (MMA)
SAND FILLED EPOXIES
ARC COMPOSITES FOR CONCRETE
(Advantages and Disadvantages)
UNDERSTANDING THE CONCEPT OF AN
ENGINEERED QUARTZ REINFORCED COMPOSITE
ADVANTAGES OF ARC COMPOSITES
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
C1
SECTION C
DIVISION OF CHESTERTON®
TM
TYPES OF PROTECTIVE OVERLAYMENTS ADVANTAGES AND LIMITATIONS
OVERVIEW
Concrete, because of its versatility and low cost,
is one of the most widely used materials in the
construction industry today.
However, when exposed to heavy industrial
or chemical environments, concrete can
deteriorate rapidly.
Overlayments are used to protect and prolong
the life of a concrete surface against abrasion,
chemical exposure and dusting.
As previously noted, concrete has poor abrasion
and chemical resistance and is subject to dusting.
A variety of overlayments serve specific functions
under these conditions.
ABRASION RESISTANCE
A number of treatments improve the
abrasion resistance of concrete.
The 2 most common are: 6 mm (1/4")
cementitious overlayment filled with iron shavings
(commonly called a “shake-on-hardener”),
and secondly, a sand filled epoxy system.
The ideal overlayment system should exhibit
the following properties.
■ Excellent adhesion to damp or dry surfaces.
■ Chemically compatible with the
intended service.
■ Monolithic – no seams, no joints.
■ Compatible with the thermal coefficient of
expansion and contraction of concrete.
■ No shrinkage during or after cure.
■ No exothermic heat.
■ Nonporous.
■ Easy to install.
■ Resistant to cracking and impact.
TYPES OF PROTECTIVE OVERLAYMENTS,
ADVANTAGES AND DISADVANTAGES
The following is an examination of the
advantages and disadvantages of many of the
chemical resistant overlayments which are
currently available on the market.
CHEMICAL RESISTANCE
The following overlayments improve the
chemical resistance of concrete: acid brick,
vinyl ester, polyester, acid resistant concrete
or sand filled epoxy systems.
DUSTING
Common low end treatments are:
penetrating sealers or thin film top coats
such as paint.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
C2
SECTION C
DIVISION OF CHESTERTON®
TM
TYPES OF PROTECTIVE OVERLAYMENTS ADVANTAGES AND LIMITATIONS
CEMENTITIOUS
OVERLAYMENTS
ACID RESISTANT
CONCRETE AND GROUTS
Advantages:
■ Suitable for mild acids
(usually low concentrations
depending on the chemical exposure).
Disadvantages:
■ Some systems are labor intensive and
cost prohibitive in relation to advantages gained.
■ Poor adhesion to existing concrete.
■ Short service life.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
C3
SECTION C
DIVISION OF CHESTERTON®
TM
TYPES OF PROTECTIVE OVERLAYMENTS ADVANTAGES AND LIMITATIONS
ACID RESISTANT
BRICK AND TILES
Advantages:
■ Chemical and abrasion resistant.
■ Carbon bricks are resistant to hydrofluoric acid.
■ Resists thermal shock.
Disadvantages:
■ Joints are subject to pinholes and cracking,
from thermal and physical stress.
■ Mortar may fail due to chemical attack.
■ The bed mortar has limited chemical resistance.
■ Cracks and leaks go undetected
causing major floor deterioration
before problem becomes evident.
■ Membrane normally required for
primary containment.
■ The most expensive and labor intensive
system available.
■ Has 14 meters (46 feet) of joints
per square meter (10.8 sq. ft.) of floor.
All potential points for failure.
■ Common grouts such as Furan and
Potassium Silicate are not recommended
for areas subjected to sodium hydroxide,
commonly found in industrial plants.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
C4
SECTION C
DIVISION OF CHESTERTON®
TM
TYPES OF PROTECTIVE OVERLAYMENTS ADVANTAGES AND LIMITATIONS
RESIN BASED
OVERLAYMENTS
POLYESTERS
Advantages:
■ High Strength.
■ Excellent chemical resistance.
■ Remains stable in elevated
temperature conditions up to 82°C (180°F).
■ Low cost
(more than cement – less than epoxies).
Disadvantages:
■ Short shelf life (3 to 6 months on average).
UV sensitive, must be stored at/or below
room temperature of 25 to 30°C (77 to 86°F).
■ Extremely brittle, does not perform well
when subjected to impact.
■ Sensitive to moisture.
Disbondment to substrate is likely
if moisture is present.
■ Adhesive qualities depend purely on
mechanical interlocking to a dry, rough,
nonalkaline substrate.
(Because of poor wetting ability,
polyester cannot effectively penetrate
the pores of the concrete).
■ High shrinkage during cure
(further reducing adhesive qualities).
■ High coefficient of expansion
leads to disbondment from the concrete.
■ Difficult to bond to itself if repair is needed.
■ Requires a vapor barrier if slab-on-grade.
■ Flammable.
■ Contains styrene which is flammable, toxic
(possible carcinogen), and irritating to work with.
■ Short working time.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
C5
SECTION C
DIVISION OF CHESTERTON®
TM
TYPES OF PROTECTIVE OVERLAYMENTS ADVANTAGES AND LIMITATIONS
RESIN BASED
OVERLAYMENTS
VINYL ESTERS
Advantages:
■ Excellent chemical resistance.
■ Excellent stability at elevated temperatures.
■ Resistant to solvent swelling in immersion.
■ Less flammable than polyesters.
Disadvantages:
■ Short shelf life (3 month average).
■ Extremely brittle, poor impact resistance.
■ Sensitive to moisture during application.
Disbondment to substrate is likely
if moisture is present.
■ Depends on mechanical interlock;
To a dry, rough concrete and nonalkaline
substrate for proper adhesion.
■ High shrinkage during cure.
(further reducing adhesive qualities).
■ High coefficient of expansion
leads to disbondment from the concrete.
■ Difficult to bond to itself if repair is needed.
■ Requires a vapor barrier if slab-on-grade.
■ More expensive than straight polyesters.
■ Irritating vapors.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
C6
SECTION C
DIVISION OF CHESTERTON®
TM
TYPES OF PROTECTIVE OVERLAYMENTS ADVANTAGES AND LIMITATIONS
RESIN BASED
OVERLAYMENTS
URETHANES
Advantages:
■ Excellent impact resistance.
■ Some formulations bridge hairline cracks.
Disadvantages:
■ Short shelf life.
■ Difficult to bond in the presence of moisture.
■ Sensitive to humidity and tendency
to pinhole during installation.
■ Fair acid resistance.
■ Difficult to bond to itself if repair is needed.
■ Hazardous, especially 2 component systems
when isocyanates are present.
■ Not recommended for long term immersion.
■ Requires a vapor barrier if slab-on-grade.
■ Some urethanes contain solvents and
other strong odors restricting indoor use.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
C7
SECTION C
DIVISION OF CHESTERTON®
TM
TYPES OF PROTECTIVE OVERLAYMENTS ADVANTAGES AND LIMITATIONS
RESIN BASED
OVERLAYMENTS
METHYL METHACRYLATE (MMA)
Advantages:
■ Excellent abrasion resistance.
■ Excellent weather resistance.
■ Fair chemical resistance.
■ Fast cure.
■ Compatible with concrete.
Disadvantages:
■ Subject to high shrinkage.
■ Subject to cracking when placed
in applications over 25 mm (1")
■ Can only bond to dry substrate.
■ Requires primer that is difficult to control.
■ Many systems are hazardous and explosive.
■ Odor is a major concern during and after cure.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
C8
SECTION C
DIVISION OF CHESTERTON®
TM
TYPES OF PROTECTIVE OVERLAYMENTS ADVANTAGES AND LIMITATIONS
RESIN BASED
OVERLAYMENTS
SAND FILLED EPOXIES
Advantages:
■ Excellent adhesion and impact resistance.
■ Good chemical resistance.
■ Stable shelf life.
■ User friendly.
Disadvantages:
■ Resin rich systems
(typically 3 parts sand to 1 part epoxy)
are subject to exothermic heat,
causing some shrinkage.
Resin rich systems tend to have much higher
thermal coefficients of expansion than concrete.
This can lead to premature disbondment
from the concrete.
■ Highly filled systems
(typically 7 parts sand to 1 part epoxy by volume)
have excessive air voids which severely
diminish performance.
■ Inconsistent batching can cause differences
in thermal coefficients of expansion
from mix to mix resulting in cracking and
disbondment.
■ Because standard silica sand
is utilized with no coupling agent,
there is no true bond between the epoxy resin
and sand resulting in excessive air voids,
lack of cohesive strength, porosity and
overall diminished performance characteristics.
■ Requires a vapor barrier if slab-on-grade.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
C9
SECTION C
DIVISION OF CHESTERTON®
TM
TYPES OF PROTECTIVE OVERLAYMENTS ADVANTAGES AND LIMITATIONS
ARC COMPOSITES
FOR CONCRETE
Advantages:
■ Totally engineered (no on-site batching).
■ High chemical and abrasion resistance.
■ Excellent impact resistance.
■ Excellent bond to damp or dry substrates.
■ Coupling agents pre-wet quartz
reinforcement, minimizing air voids and
providing uniform bonding between
the quartz particles.
■ Maximum packing of the specially graded
reinforcement which lowers the thermal coefficient
of expansion closely matching concrete.
■ Virtually eliminates disbondment or cracking.
■ Low exothermic heat.
■ No appreciable shrinkage.
■ 3 times the compressive strength
and impact resistance of concrete.
■ Extreme abrasion resistance.
■ User friendly.
■ USDA accepted.
Disadvantages:
■ Requires a vapor barrier if slab-on-grade.
■ Not resistant to Hydrofluoric Acid.
■ Not recommended for continuous immersion
over 66°C (150°F).
■ Not recommended for concrete spall repair
outside in depths deeper than 6 mm (1/4").
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
C10
SECTION C
DIVISION OF CHESTERTON®
TM
TYPES OF PROTECTIVE OVERLAYMENTS ADVANTAGES AND LIMITATIONS
UNDERSTANDING
THE CONCEPT OF AN
ENGINEERED QUARTZ
REINFORCED COMPOSITE
THREE BASIC DESIGN ELEMENTS
OF AN ADVANCED ARC COMPOSITE
■ A high performance, epoxy binder
formulated to actively interface with
performance engineered reinforcements.
■ A combination of reinforcements
selected by shape and composition
to optimize packing density and
minimize stress concentrations
at the reinforcement surface.
■ Reinforcements pretreated with
reactive coupling agents to ensure
complete stress distribution
between polymer and reinforcement,
and to minimize air voids.
THE RESULT:
A quartz reinforced composite
designed to maximize the synergy
between polymer and reinforcements,
and engineered to produce an
advanced reinforced composite
consistently reliable in performance.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
C11
SECTION C
DIVISION OF CHESTERTON®
TM
TYPES OF PROTECTIVE OVERLAYMENTS ADVANTAGES AND LIMITATIONS
ADVANTAGES OF ARC COMPOSITES
PRIMARY DESIGN FEATURES AND BENEFITS
+
HIGH
PERFORMANCE
EPOXY BINDER
REINFORCEMENT
SELECTION
AND PACKING
Lowers coefficient
of thermal expansion
more closely
matching concrete
Increases
chemical resistance
Lowers
exothermic heat
Increases
abrasion resistance
No appreciable
shrinkage
Optimal handling
and trowelability
Reduces creep
increases density
Minimal
hazard exposure
Minimizes stress
concentrations
Increases
abrasion resistance
➠
➠
➠
Increases
temperature resistance
+
COUPLING AGENT
REACTIVE
PRETREATMENT
Minimizes
cracking or
reinforcement
disbondment
caused by
thermal cycling
Enhancement of
flexural strength
Enhances
tensile strength
Enhancement of
stress distribution
between polymer
binder and
reinforcement
Enhancement
of compressive
strength
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
C12
SECTION D
DIVISION OF CHESTERTON®
TM
PRODUCT SELECTION
AND INFORMATION
INTRODUCTION
PRODUCT SELECTION GUIDE
ARC COMPOSITES
PRODUCT SELECTION
AND INFORMATION
SPALL REPAIR
REBUILDING AND GRADING/BONDING AGENTS
CONCRETE CRACK REPAIR
CURING SEALERS
CONCRETE SEALERS
CLEANERS
GENERAL PURPOSE CLEANERS
SEVERE CLEANING
ANIMAL FATS AND OILS
PETROLEUM OILS
ACID ETCHING
JOINT SEALANTS
GROUTING COMPOUNDS
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
D1
SECTION D
DIVISION OF CHESTERTON®
TM
PRODUCT SELECTION AND INFORMATION
INTRODUCTION
This section details product selection
and the alternatives available in various
application situations.
For recommendations of products
not listed in the product selection guide,
contact your ARC representative.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
D2
SECTION D
DIVISION OF CHESTERTON®
TM
PRODUCT SELECTION AND INFORMATION
PRODUCT
SELECTION GUIDE
NEW ARC COMPOSITES
CONDITIONS
790
791
798
988
High Abrasion
X
X
X
X
X
X
X
Moderate Chemical
X
Extreme Chemical
High Impact
797 PRIMER
X
X*
X
X
X*
X
X
X
APPLICATIONS
Spall Repair
X*
Verticals and Trenches
Pitch to Drains
X*
X
Joint Nosings
X
X
X
X
X
Crack Repair (Horizontal)
X*
Crack Repair (Vertical)
NONE: REQUIRES EPOXY INJECTION GROUTING
X
Pump Bases
Process Floors
X
X*
X
* = BEST SUITED
NOTE: All applications of ARC Composites
require priming before application of top coat.
For all outside applications and warm porous
concrete surfaces, double prime.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
D3
SECTION D
DIVISION OF CHESTERTON®
TM
PRODUCT SELECTION AND INFORMATION
PRODUCT SELECTION
AND INFORMATION
SPALL REPAIR
Indoor Applications:
ARC Composites
(refer to product selection guide)
are high performance fast setting materials and
should be utilized where down time is limited
or where high abrasion, impact and/or
chemical exposure is encountered.
If down time is not a factor and there is a
substantial amount of material to be applied,
a latex modified concrete may be utilized
following the manufacturer’s instructions.
When placing latex concrete in depths of
75 mm (3") or less, a composite overlay may
be applied over this system in 3 days.
If the repair is deeper than 75 mm (3"),
the full 28 day cure is recommended.
Where spall repairs will exceed 75 mm (3"),
a 340 kg/cm2 (5000 psi) concrete mix may be
placed utilizing an epoxy bonding agent
suited for bonding old to new concrete.
When utilizing any cementitious concrete,
the full 28 day cure must be observed
prior to placing the composite on top of the
repaired concrete.
Outdoor Applications:
For spall repairs that do not exceed more
than 6 mm (1/4") deep, ARC Composites
will function without a problem.
For spalls exceeding 6 mm (1/4") in depth,
follow the spall repair recommendations
for latex modified concrete specified in the
previous section.
REBUILDING AND
GRADING/BONDING AGENTS
For Screed overlayment, grading (pitch to drains),
and rebuilding concrete members, consider the
following items before selecting a material:
■ How much material is required.
■ How soon does the area
need to be back in service.
■ Cost.
If down time is an important consideration,
utilize an ARC Composite
(refer to product selection guide).
Another option is to utilize a latex modified
concrete mortar if the application depth
does not exceed 75 mm (3").
In this instance, a composite overlay may
be placed on top of the latex modified concrete
in as little as 3 days after the repair.
If cost is a major concern, utilize a
340 kg/cm2 (5000 psi) concrete.
Minimum thickness will be 75 mm (3");
always use a suitable epoxy bonding agent
specifically made for bonding new concrete
to old concrete.
With this application, a 28 day cure is required
before a composite overlay can be applied.
CONCRETE CRACK REPAIR
For horizontal cracks, follow the recommended
product and repair procedure in Section E
of this manual.
For vertical cracks, injection grouting is required.
Contact a specialty contractor experienced in
epoxy injection of concrete cracks.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
D4
SECTION D
DIVISION OF CHESTERTON®
TM
PRODUCT SELECTION AND INFORMATION
PRODUCT SELECTION
AND INFORMATION
CURING SEALERS
This type of product is utilized to control
curing of new concrete.
Chesterton does not recommend curing sealers
if a composite overlay will be placed on the surface
after cure. Instead, wet cure the slab for 7 days
by one of the following methods:
1. Place wet burlap over the slab and keep moist
for 7 days, then allow the concrete to cure
for an additional 21 days.
2. Place a plastic sheet of at least 0.1 mm (4 mil)
thickness over the slab and secure for the first
7 days, then allow the concrete to cure an
additional 21 days.
If no overlayment is to be installed,
Chesterton® 415 Concrete Sealer may be
applied (1coat) to cure the slab.
CONCRETE SEALERS
Use Chesterton® 415 Concrete Sealer
when a slab requires protection only against
water penetration and control of dusting (2 coats).
Refer to the product data sheet
for application instructions.
CLEANERS
Cleaners “are not a substitute for
surface preparation”, rather, they will assist
in contaminant removal.
Mechanical preparation is still required
to remove concrete laitance.
(For both old and new concrete surfaces).
GENERAL PURPOSE CLEANERS
Chesterton® 235 Super Steam Cleaner :
Effective if being applied with steam or at ambient
temperature. This product functions as an
excellent all purpose cleaner and is particularly
effective on petroleum oils and grease.
Chesterton® 801 Industrial Marine Solvent:
At ambient temperatures
(i.e., when steam cleaning will not be utilized),
this is an excellent general purpose cleaner.
The product is particularly recommended
for petroleum oils.
SEVERE CLEANING:
ANIMAL FATS AND OILS
1. Chesterton® 235 Super Steam Cleaner
2. Chesterton® 360 Phosphate Free Cleaner
PETROLEUM OILS
1. Chesterton® 235 Super Steam Cleaner
2. Chesterton® 253 Solvent Emulsion Cleaner
3. Chesterton® 801 Industrial Marine Solvent
ACID ETCHING
1. Chesterton® 346 Descaler
and Chemical Cleaner.
2. Chesterton® 338 Super Rust Remover
Follow the instructions in Section E
under acid etching.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
D5
SECTION D
DIVISION OF CHESTERTON®
TM
PRODUCT SELECTION AND INFORMATION
PRODUCT SELECTION
AND INFORMATION
JOINT SEALANTS
For all joints with solvent exposures,
utilize a polysulfide sealant.
For all joints with chemical exposures
not exceeding 50% acid concentrations
and 50% caustic concentrations,
utilize a suitable one component silicone caulk.
For extreme chemical exposures
use a suitable 2 component
Fluoroelastomer sealant.
GROUTING COMPOUNDS
(Flowable for pump pads, bearing pads)
Outside Applications:
Use a cement based grout.
Inside Applications:
Use a high strength flowable epoxy grout.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
D6
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
OVERVIEW
GOALS OF SURFACE PREPARATION
CLEANING OF CHEMICAL CONTAMINANTS
SOUND, ROUGH PROFILE
NEW CONCRETE vs. OLD CONCRETE
GENERAL REQUIREMENTS
STRUCTURAL ASPECTS
SPALLS
CRACKS
JOINTS
TERMINATIONS
MECHANICAL PREPARATION SYSTEMS
(Advantages and Disadvantages)
STEEL SHOT BLASTING
SCARIFIERS
SCABBLERS
DRUM SANDERS
TERRAZZO GRINDING MACHINES
DISC SANDING
CHEMICAL PREPARATION SYSTEMS
CAUSTIC WASHING
ACID ETCHING
SPECIAL CONDITIONS
NEW WOOD SUBFLOOR
EXISTING WOOD SUBFLOOR
METAL SUBSTRATES
COVE BASE
EXISTING FLOOR TOPPINGS
IRON FILLED CONCRETE
LIGHT WEIGHT CONCRETE
TERRAZZO, CERAMIC TILE AND MARBLE
RESILIENT FLOORING
GUIDE TO SURFACE PREPARATION
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E1
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
OVERVIEW
Surface preparation is the single
most important factor in achieving a
successful and long lasting repair.
ARC Composites utilize state-of-the-art
technology, and are tolerant to adverse
application conditions.
However, a short service life will result
if surface preparation is compromised.
This section details many aspects
of surface preparation as well as
tools and equipment required.
BEFORE STARTING
SURFACE PREPARATION,
PROTECT ALL AREAS AND EQUIPMENT
FROM DUST AND DAMAGE
AS THE OWNER REQUIRES.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E2
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
GOALS OF SURFACE
PREPARATION
Surfaces to receive a composite overlay
must be free from all contaminants including;
sealers, dirt, dust, rust, acids, oils, fats and
caustics. In addition, all concrete, both new
and old, requires mechanical preparation
to achieve a sound surface profile.
CLEANING OF
CHEMICAL CONTAMINANTS
Before removing laitance and other weak material
from the concrete surface, it is much easier
to first remove oils, grease, foods and fats with
the appropriate product(s) listed in this section.
Acids and caustic chemicals can destroy
or weaken concrete slabs and may require
extensive removal to achieve a sound surface.
Oils, grease and fats, if not removed,
will inhibit the bond of all overlayments.
SOUND ROUGH SURFACE PROFILE
A sound concrete surface has no surface
laitance (dirt, dust, or weak layer of material).
Removal can be achieved by mechanical
preparation in most instances.
The type of surface profile is normally a result
of the type of machine used in removal.
Never compromise
the preparation of substrates.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E3
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
GENERAL REQUIREMENTS
NEW CONCRETE vs.
OLD CONCRETE
NEW CONCRETE
General Conditions:
■ Substrates in contact with ground
should have an effective vapor barrier to
break capillary contact with the soil and prevent
potential problems from moisture migration.
■ Concrete should have a low water/cement
ratio at time of placement.
■ Concrete should have a light steel trowel finish
with a minimum compressive strength of
200 kg/cm2 (3000 psi) at time of placement.
■ New concrete should be
“wet cured” for 7 days.
■ New concrete should cure
a minimum of 28 days.
■ Concrete should average 3% maximum
moisture content at time of application.
Under no circumstance should maximum
moisture content exceed 7% in any one spot.
(A concrete testing lab can perform the
appropriate moisture test.)
■ Control and expansion joints must be
installed in accordance with standard practice.
(See Section D).
■ Slope to drains must be addressed
if customer requires it.
■ Concrete must be sound, clean, dry and
free from all contaminants and membrane
curing compounds.
■ Surface should be checked for soundness
and any “hollows” removed and patched.
■ All depressions or spalled areas,
as well as all cracks must be prefilled.
■ All concrete should have laitance removed
by mechanically abrading. Acid etching
should only be used as a last resort.
OLD CONCRETE
General Conditions:
■ “Moving” cracks must be treated as outlined
in this section and Section F, “Applications”.
■ All concrete should have laitance removed
by mechanically abrading. Acid etching
should only be used as a last resort.
■ Mechanical abrading is the preferred
method of removing laitance.
Vacuum afterwards to remove loose dust.
■ Do not acid etch unless there is sufficient time
and proper conditions for complete drying.
(Acid etching normally requires 3 consecutive
applications, therefore the slab absorbs
an excessive amount of water).
■ Membrane curing compounds must be
removed by mechanical abrading.
DO NOT TRY TO REMOVE CHEMICALLY.
■ Lightweight concrete is not
an acceptable substrate.
■ If chemical contamination is still suspected
after mechanical preparation is complete
and only sound concrete remains,
secure wire mesh (expanded metal) to the
substrate with mechanical fasteners 30 cm
(1 foot) on center to achieve a mechanical
lock in case of primer bond failure.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E4
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
STRUCTURAL ASPECTS
SPALL REPAIR
Tools Required:
■ Chipping gun (electric or air driven).
■ Chisel bits (no point bits) 12 mm (1/2") wide.
■ Small saw (ex. Makita No.4200N) or hand held
grinder (capable of minimum 9000 RPM).
■ 3 mm x 100 mm (1/8" x 4") dry cut diamond
blade (rating of blade – able to cut granite).
■ Appropriate personal protection equipment.
Scope of Work:
1. Chip out deteriorated concrete
and square off spall. (See Figure 1).
NOTE: If a composite overlay is to follow spall
repair, squaring and keying is not required.
2. If reinforcing steel is encountered,
chip out 2.5 cm (1") below rebar
(this will facilitate an excellent mechanical “lock”
when patching material is placed).
(See Figure 2).
3. Being careful not to cut rebar,
sawcut perimeter of spall 6 mm (1/4") deep.
Feather edges are not acceptable.
Figure 2 – Spall Repair Side View
Figure 1– Spall Repair Top View
Sawcut 6 mm (1/4")
INCORRECT
CORRECT
Re-bar
Spall
25 mm
(1")
Clearance
under
re-bar
Squared off
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E5
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
STRUCTURAL ASPECTS
CRACK REPAIR
Tools Required:
■ Chipping gun (electric or air driven).
■ 12 mm (1/2") wide chisel bits.
■ Electric grinder 100 mm (4") diameter
(capable of minimum 9000 RPM).
■ 6 mm x 100 mm (1/4" wide x 4")
dry diamond blade
(rating of blade, able to cut granite).
■ Chalk line.
■ 100 mm (4") dry diamond grinding wheel.
■ Appropriate personal protection equipment.
■ Optional – Scarifier or Steel shot blast.
Scope of Work:
There are 2 basic types of cracks that require
repair. They are moving and nonmoving cracks.
Shown below are steps and procedures to
follow for proper preparation.
1. Moving and nonmoving cracks:
(Horizontal)
a. Using a dry diamond grinding wheel
or other type of mechanical preparation
equipment remove laitance 100 mm (4")
on each side of crack.
b. With the chipping gun “V” out crack
approximately 25 mm wide x 25 mm deep
(1"wide x 1"deep).
c. Repair crack as described in
Section F “Applications”.
2. Moving and nonmoving cracks:
(Vertical )
Requires injection grouting;
seek a qualified contracting company.
Figure 3 – Prepared Crack
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E6
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
STRUCTURAL ASPECTS
JOINT REPAIR
In Section B, 4 types of joints
requiring repair were identified.
The problems
commonly associated with joints are:
1. Sealant Failure
2. Nosing Damage
EXPANSION JOINT PREPARATION
1. Sawcut 40 mm (11/2") back on each side of
joint and 25 mm (1") deep and chip out.
(See Figure 4)
Tools Required:
■ Chipping gun (electric or air driven).
■ Flat chisel bits (no points).
■ Small saw (ex. Makita No.4200N) or hand held
grinder (capable of minimum 9000 RPM).
■ 6 mm x 100 mm (1/4"x 4")
dry diamond blade
(rating of blade able to cut granite).
■ Chalk line.
■ 100 mm (4") diameter dry diamond
grinding blade.
■ Appropriate personal protection equipment.
■ Optional – Scarifier or Steel shot blast.
The following drawings will outline
preparation for each type of joint.
ISOLATION, CONTROL AND
CONSTRUCTION JOINT PREPARATION
1. Clean joint.
2. Remove deteriorated concrete nosing
as required. (See Figure 5)
Figure 5 – Isolation, Control,
Construction Joint Preparation
Figure 4 – Expansion Joint Preparation
40 mm (1.5") 40 mm (1.5")
100 mm (4")
100 mm (4")
25mm
(1.0")
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E7
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
STRUCTURAL ASPECTS
KEYING COMPOSITE
TO CONCRETE
AND OTHER TOPPINGS
Figure 6 – Preparation for Keying Composite
Figure 7 – Termination of Composite to other Floors
Stop strip
150 mm (6")
6 mm (1/4")
Other
flooring
Concrete
KEYING THE COMPOSITE
TO EXISTING SUBSTRATE
Scope of Work:
1. Sawcut 6 mm (1/4") down at termination
and chip back 150 mm (6") to form a smooth
transition once the composite is installed.
TERMINATION OF COMPOSITE
WHEN MEETING AN EXISTING FLOOR
Scope of Work:
1. If other flooring is less than 6 mm (1/4")
thick “key”as in diagram above.
2. If composite is meeting an existing floor
other than vinyl, tile or other weak material,
the composite may be butted directly to
the existing floor.
3. If composite is to be terminated to a weak
existing floor, place a steel stop strip
between composite and the existing floor.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E8
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
SURFACE
PREPARATION SYSTEMS
The following pages list various types of
mechanical preparation equipment or systems.
Their advantages and disadvantages are detailed.
■ MECHANICAL PREPARATION SYSTEMS
Steel Shot Blasting
Scarifiers
Scabblers
Grinding
■ CHEMICAL PREPARATION SYSTEMS
■ SPECIAL CONDITIONS
■ GUIDE TO SURFACE PREPARATION
SAFETY NOTE:
In addition, the following materials are also
commonly used during Surface Preparation:
■ COMMERCIAL EXHAUST FANS
OR AIR MOVERS
■ INDUSTRIAL RUBBER GLOVES
AND/OR DISPOSABLE WORK GLOVES,
CLEAN RAGS, HARD HATS,
SAFETY GLASSES,
INDUSTRIAL AND RUBBER BOOTS ETC.
■ PROTECTIVE HAND CREAM
■ CARTRIDGE TYPE RESPIRATORS
(REFER TO MATERIAL SAFETY DATA SHEET).
■ ALWAYS KEEP FIRST AID
AND EMERGENCY NUMBERS AVAILABLE.
■ FOLLOW STANDARD CONFINED SPACE
ENTRY AND WORK PROCEDURES
WHEN APPROPRIATE.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E9
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
MECHANICAL
PREPARATION SYSTEMS
STEEL SHOT BLASTING (BLASTRAC)
Advantages:
■ The most effective method for
preparing old or new concrete (no dust).
■ Prepares up to 1,020 m2
(11,000 sq. ft.) per day, depending
on surface condition and size of machine.
■ Floors ready for work instantly.
■ Recommended for fast removal
up to 3 mm (1/8").
■ Best performance on fairly smooth concrete.
Disadvantages:
■ Production depends on an experienced operator.
■ If more than 3 mm (1/8") removal is required,
this method becomes costly.
■ It will not remove rubber or urethane membranes.
■ Machine is extremely noisy.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E10
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
MECHANICAL
PREPARATION SYSTEMS
SCARIFIERS
Advantages:
■ Leaves an excellent surface
for polymer floors.
■ Will remove rubber
and urethane membranes.
■ Removes most paint and coatings
as well as concrete up to 12 mm (1/2") in depth.
■ Best on rough concrete surface.
■ Smoothes out rough concrete
to increase product coverage.
Disadvantages:
■ Low production 185 m2 to 370 m2
(2,000 to 4,000 sq. ft.) per day
depending upon conditions.
■ Some cutters expensive.
■ Dusty without vacuum attachment.
■ Experienced operators required
for most efficiency.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E11
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
MECHANICAL
PREPARATION SYSTEMS
SCABBLERS
Advantages:
■ Excellent for removal of poorly bonded toppings.
■ Not expensive.
■ Will remove most curing compounds and coatings.
■ Best for removing spalled concrete fast.
■ Produces an extremely rough surface.
Disadvantages:
■ Noise.
■ Can create unwanted damage
to concrete from vibrations.
■ Fine finish impossible.
■ Excessive product consumption
due to rough finish.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E12
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
MECHANICAL
PREPARATION SYSTEMS
DRUM SANDERS
Advantages:
■ Available at most rental dealers.
■ Low cost.
■ Because of the machines weight
it performs better than disc floor machines.
■ Excellent for wood and
roughing up elastomeric surfaces.
■ Best on small areas that are fairly smooth.
TERRAZZO GRINDING MACHINE
■ Use coarse soft stones (approx. 16 grit)
with plenty of water and silica sand
to prevent clogging.
(Hard stones polish – soft stones scratchcut).
■ Vacuum to pull dust from surface pores.
Advantages:
■ Excellent for contractors
with trained personnel and equipment.
■ Normally used to remove paint coatings.
Disadvantages:
■ Large sanders require 220 volt power.
■ Marginally effective on hard dense concrete.
■ Low production, frequent paper changes required.
■ Not effective on hard steel trowel finishes.
■ Generally not recommended for
surface preparation.
DISC SANDING
Advantages:
■ Marginally effective to remove surface laitance.
■ Fast and ready to use.
Disadvantages:
■ Without trained personnel,
is difficult to achieve proper profile.
■ Machine is heavy and expensive.
■ Wet grinding requires clean rinse and drying.
■ Coverage 185 m2 (2000 sq. ft.)
per day average.
MISCELLANEOUS TOOLS
■ Industrial vacuum.
■ Regular and stiff bristled brooms,
wheel barrows, etc.
■ Masking tape, paper and/or polyethylene
for protection of adjacent surfaces.
Disadvantages:
■ Poor results on hard dense concrete.
■ Does not remove elastomeric membranes.
■ Does a fair job at best.
■ Last choice in mechanical preparation.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E13
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
CHEMICAL
PREPARATION SYSTEMS
CAUSTIC WASHING
Chesterton® 360 Phosphate Free Cleaner:
Caustic washing will clean small concentrations
of animal fats or vegetable oils from the surface
of a concrete slab, so that chemical bonding
can be achieved.
Heavily oil or grease soaked floors will require
repeated treatment, or alternatively a metal lath
will have to be mechanically fastened to the slab
to provide a bond.
■ Protect all areas adjacent to work.
■ Follow Chesterton application instructions
for 360 Phosphate Free Cleaner.
For Rinsing:
■ Flush thoroughly and repeatedly
with clear water, preferably hot.
■ Repeat until all grease, oils, etc., are removed.
■ Following caustic wash, acid etch
and neutralize with ammonia solution
as described under “Acid Etching”.
■ Allow sufficient drying time
for slab to revert to an average maximum
3% moisture content. (usually 24 hours)
SAFETY NOTE:
Do not allow caustic soda
to contact skin or the eyes.
If contact does occur, flush immediately
with clean water for a minimum of 15 minutes
and seek medical assistance.
WEAR RUBBER GLOVES,
RUBBER BOOTS
AND SAFETY GOGGLES.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E14
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
CHEMICAL
PREPARATION SYSTEMS
Generally acid etching is not suitable
for surface preparation and should only
be used as a last resort.
1. If the concrete is contaminated with oils,
grease, etc., first clean the area with an
alkali detergent cleaner prior to acid etching.
(See Page D5).
ACID ETCHING
For normal acid etching applications use
Chesterton® 346 Descaler and
Chemical Cleaner.
In areas with machinery, metal parts,
or on suspended slabs, use Chesterton®
338 Super Rust Remover rather than
Chesterton 346 Descaler and Chemical Cleaner.
The fumes will not corrode metal surfaces, and
338 Super Rust Remover will leave a protective
film on exposed steel.
2. Use acid in sufficient strength
to remove surface laitance
(this may require repeated etching sequences).
3. Apply mixture evenly to all areas, a pump
spray apparatus is recommended.
4. Allow mixture to remain on concrete
until bubbling stops.
5. Best results would be obtained by
mechanical scrubbing with acid to etch evenly.
Combination of acid etching and water
blasting does a good job.
6. Remove all residue immediately by
thoroughly rinsing and brooming or water
blasting with plenty of clean water.
Do not allow acid solution to dry on floor.
7. After thorough rinsing with water,
NEUTRALIZE any acid residue
with a solution of:
1/4 kg (1/2 lb.) Ammonium carbonate
to 4 liters (1 gallon) of water or
1 part Ammonium hydroxide to 5 parts water.
Apply liberally and as evenly as possible.
Allow to react for 10 to 15 minutes.
This step is essential since any acid residues
not neutralized and removed, can bleed
through finished floors.
Check the pH of the rinsed floor
every 46 m2 (500 sq. ft.) following ASTM D-4262.
(pH below 6 is not acceptable)
SAFETY NOTE:
Provide good ventilation,
WEAR RUBBER GLOVES,
RUBBER BOOTS,
RUBBER APRON
AND SAFETY GOGGLES.
To prevent splashing,
always add Acid to Water,
NOT Water to Acid.
Acids and Alkalies
are CORROSIVE CHEMICALS.
Keep away from skin and eyes
and if contact does occur,
flush immediately with water.
Avoid breathing fumes of
concentrated Ammonium Hydroxide –
THEY CAN BE SUFFOCATING.
Acid residues can neutralize alkaline curing
agents and prevent complete cure of polymer.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E15
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
SPECIAL CONDITIONS
NEW WOOD SUBFLOORS
General Conditions:
Plywood:
■ Use all fir plywood.
■ For better stability use 2 layer construction
with exterior (Ext. APAA-C) grade for top layer
and exterior grade CC or better
for first foundation layer.
Thickness:
■ The top layer must be a minimum of 12 mm (1/2").
■ Based on load requirements the customer
should determine the ultimate first layer thickness.
Installation:
■ Double layer of plywood cross lapped
is recommended.
■ Layout full sheets wherever possible
to minimize joints. (Run lengthwise across joints).
■ Locate joints over supports.
■ Provide suitable edge support to prevent
differential deflection between panels.
■ Leave a 3 mm (1/8") spacing
between panel edges.
■ Maintain clearance above steel beams
or rigid pipes, ducts, conduits, etc.
Fastening:
■ For foundation or first layer, use size and length
nail recommended for thickness selected.
■ For top layer use flat head galvanized
wood screws at recommended length and gauge.
■ Place 15 cm (6") on center, along edges and
both directions of each sheet and 25 cm (10")
on center on intermediate supports.
Protection:
■ Protect exterior decks during installation,
and prefill all joints, with 797 Polymer Concrete
Primer and fiber mesh, then top coat with 797.
EXISTING WOOD SUBFLOORS
1. Always cover existing wood strip floors
with plywood.
2. All plywood floors must be clean and dry.
3. Remove all paint, coatings, grease, oil,
dirt, etc. by sanding.
4. Do not sand through top layer of plywood.
5. Grout all joints.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E16
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
SPECIAL CONDITIONS
METAL SUBSTRATES
■ Abrasive blast to cleanliness of Sa3 (SSPC-SP5)
(white metal), 75 to125 micron (3 to 5 mil) profile.
■ Primer must be applied before metal “flash rusts”.
■ Contaminants such as oils, greases and
soluble salts must be removed from the surface
prior to abrasive blasting.
COVE BASE
■ Surfaces to receive cove base must be
sound, clean and dry.
■ Suitable masonry backing include concrete,
concrete block, gypsum wallboard and
basecoat plaster.
■ Backings such as painted surfaces
or finished plaster should be avoided.
EXISTING FLOOR TOPPINGS
■ Satisfactory application over existing floors
(concrete, terrazzo, quarry tile, ceramic tile, etc.)
is contingent on the condition of the substrate.
Top coating brick or tile is a temporary repair,
and therefore is not recommended.
■ See following pages
for specific recommendations.
■ When in doubt, consult your
ARC representative or install a test area.
IRON FILLED CONCRETE
■ Iron filled concrete floors should be etched with
388 Super Rust Remover in sufficient strength
to remove surface laitance.
■ Acid etching produces soluble iron salts
on the surface of iron filled concrete,
which must be removed.
■ For this reason, after acid etching thoroughly
rinse and neutralize with a solution of:
1 part Ammonium hydroxide
5 parts water
(See Acid Etching, Page E15)
■ Rinsing removes the greater amount of
iron salts, while neutralizing with ammonia
“fixes” the remaining iron so that it can not
migrate into the concrete and stain.
Refer to “ACID ETCHING” as described
in this section.
LIGHTWEIGHT CONCRETE
■ Generally not a suitable substrate
beneath heavy vehicular traffic.
■ Try test area.
TERRAZZO, CERAMIC TILE AND MARBLE
■ Top coating terrazzo, ceramic tile or marble
is a temporary treatment and generally is not
recommended for a long-term system.
However, if proceeding to install on these
materials, follow the instructions below.
■ When coating Terrazzo, prepare the same
as old concrete.
■ Ceramic tile and marble must be cleaned,
abraded, scarified to provide a key for bonding.
■ Before installing ARC Composite Floors
over existing tile, joints must be prefilled with
a composite to prevent the recesses from
telegraphing to the surface of the finished
installation.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E17
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
SPECIAL CONDITIONS
RESILIENT FLOORING
■ Existing resilient floor coverings
and residual mastics must be removed.
■ Strip with an EDCO® Strip Deck or other
suitable grinding machine and remove
mastic by grinding or solvent washing.
Follow safety precautions.
■ Wash 3 times to ensure adequate removal.
■ Residual mastic can bleed into the surfacing
and cause stains.
■ If traces of residual mastic remain,
double prime to provide a stain barrier.
NOTE: If this condition exists,
always try a test area first to confirm bond.
■ When double priming, seed wet primer heavily
with silica sand (to provide a mechanical key),
and allow primer to dry overnight.
This procedure will normally seal all potential
staining agents permanently to the subfloor.
MISCELLANEOUS
■ Asphalt, brick, quarry tile and other thick coatings
which would be an unstable base for the coating
must be removed. If not removed, they can
eventually cause an overlayment to crack as the
result of expansion and contractions.
The best way to remove these materials is usually
with a jack hammer with a 15 cm (6") wide
sharpened blade.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E18
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
GUIDE TO
SURFACE PREPARATION
SAND BLAST OR SHOT BLAST
SCARIFY
SCABBLE
CHIPPING GUN
CAUSTIC WASH
DEGREASE
SAWCUT
SPECIAL NOTES
X
SPALLS
Sawcut and square perimeter
if no overlay will be placed on top of the repair.
X* X
Structural
Nonmoving
Horizontal
Cracks
X
X*
Structural
Nonmoving
Vertical
Cracks
“V”out crack and remove laitance on each side
of crack. Alternatively injection grouting system.
Requires injection grouting.
Moving
Horizontal
Cracks
X
Moving
Vertical
Cracks
X
Insoluable
Contaminants
(Oil, Grease,
Mastic, Tar)
X*
Requires injection grouting.
After repair, sawcut new straight joint
(1/3 depth of slab) and place sealant.
X
Insoluable
Contaminants
(Fats and Food Oils)
“V”out crack and remove laitance on each side
of crack. After repair sawcut new straight joint
X* (
1/3 depth of slab) and place sealant.
(NOTE: Do not cut rebar on suspended slabs).
X
X* X
Degrease area. Test (water break test)
and repeat degreasing as required.
After cleaning, shot blast or scarify.
X* X
Caustic wash area. Test (water break test)
and repeat caustic wash as required
after cleaning, shot blast or scarify.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E19
SECTION E
DIVISION OF CHESTERTON®
TM
SURFACE PREPARATION
GUIDE TO
SURFACE PREPARATION
SAND BLAST OR SHOT BLAST
SCARIFY
SCABBLE
CHIPPING GUN
CAUSTIC WASH
DEGREASE
SAWCUT
SPECIAL NOTES
Sealers,
Flexible Membranes,
Rubber Urethanes,
Paint and
Thin Film Coatings
For rubber, flexible membranes,
urethanes, use a scarifer, scabbler or
stripping machine.
For sealers, paint and thin film coatings,
shot blast or scarify.
X* X* X
Laitance and
Dirt on Fairly Smooth
Concrete Surfaces
Old Toppings on
Concrete Slab
Chemical
Contaminants
Acids and Caustics
X X
All concrete new and old
must be mechanically prepared to achieve
a sound, clean, rough profile.
X* X
To remove poorly bonded toppings,
scabble or chip out.
X X* X
Core sample will reveal how deep
to remove unsound concrete,
use your discretion as to which method.
* = BEST METHOD
Acid etching in most cases is not sufficient for preparation of new or old concrete.
If the new concrete was not properly finished, surface laitance could range from 3 to 4 mm (1/8" to 3/16")
deep and would require numerous acid etching sequences to achieve a marginally sound surface.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
E20
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
INTRODUCTION
JOB STAGING
TOOLS AND EQUIPMENT
SET UP
MIXING PRIMER
APPLYING PRIMER
MIXING COMPOSITES
APPLYING COMPOSITES
FLOOR APPLICATION
SPALL REPAIR INSTALLATION
CRACK REPAIR
SUBFLOOR RESTORATION
ISOLATION AND CONTROL JOINTS
CONSTRUCTION JOINT AND CRACKS
EXPANSION JOINT
TERMINATIONS
“KEYING” COMPOSITE TO EXISTING SUBSTRATE
TERMINATION OF COMPOSITE WHEN MEETING AN EXISTING FLOOR
TERMINATION AT END OF DAY
PITCHING
COVE BASE
FINISH DETAILS
CAULKING SEALANTS
BACKER ROD/BOND BREAKER TAPE
TOOLING (Compacting Sealant with Joiner)
SEALANT FAILURES
CLEAN UP
DISPOSAL
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F1
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
INTRODUCTION
This section provides a list of tools and supplies
commonly used, followed by a brief description
of their use. Mixing and applying of both a primer
and composite are then discussed.
Finally, special application conditions are addressed.
JOB PREPLANNING
The key to successful application begins with
organization. Before application begins, make a list
of equipment and tools needed on the project.
Review all repair procedures with project foreman
and coordinate each sequence of application.
Insure that the composite is properly stored.
Recommended storage temperature is between
10°C (50°F) and 32°C (90°F).
24 hours before mixing and applying the composite,
precondition the materials by bringing them to the
suggested temperature range of 21°to 32°C
(70°to 90°F).
NOTE: Temperature extremes which may
occur during shipping will not harm the
product. The shelf life of the product is
2 years in unopened containers.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F2
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
JOB STAGING
TOOLS AND EQUIPMENT
FOR APPLICATION
OF COMPOSITE OVERLAYMENT
Tools generally used during application
are listed below.
A comprehensive check list is provided
in the appendix.
See Section F for further explanation
of selected pieces of equipment.
■ Suitable epoxy, plaster or mortar mixer.
■ Heavy duty 1/2 horsepower drill (slow speed)
with Jiffy type blade for resin and hardener,
and shear paddle for mixing top coat
with Part C reinforcement.
■ Screed box, gauged rake, or screed guides.
■ Trowels for spreading composite evenly.
■ 0.75 m (29" or 30") power trowel
with combination blades in good balance
and working order.
Trowel must not be leaking oil or gas.
■ Spring steel trowels, pool finishing trowels,
pointing trowels, joiners, squeegee,
cove base tool, long handle paint rollers,
paint brushes, measuring bucket, timer,
tape, wheel barrows, shovels, steel strips
for cove base, rags, etc.
■ High intensity lighting and extension cords
(if necessary).
■ Temporary heating equipment (if necessary).
■ Tarps or other waterproof enclosure material
if application outdoors.
■ Adequate ventilation equipment (if necessary).
■ Surface temperature guage.
SAFETY EQUIPMENT:
HARD HATS,
RUBBER GLOVES,
PROTECTIVE HAND CREAM,
SAFETY GLASSES,
FIRST AID KIT, ETC.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F3
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
JOB STAGING
TOOLS AND EQUIPMENT
1. 100 mm (4") diameter saw
(capable of 11,000 RPM)
2. Heavy duty 1/2 horsepower drill
(variable speed) with shear paddle mixer
(mud paddle)
3. Drill with paint paddle mixer
4. Pool finish trowel
5. Cove base trowel
6. Caulking gun
7. Spring steel trowel
8. Pointing trowel
9. Concave joiner
10. 6 mm x 100 mm (1/4" thick by 4")
diameter dry cut diamond blade
11. 3 mm x 100 mm (1/8" thick by 4")
diameter dry cut diamond blade
Allows fast and accurate cutting of joints, cracks,
and squaring of spalls and termination
For mixing of Part C reinforcement into mixed resin
For mixing all A and B resins only
For final pass when hand troweling,eliminates trowel marks
For areas where composite must turn up wall or trench
Delivery system for one component caulks
For distributing and hand troweling composites
For applying composites in tight area (i.e. cracks)
For tooling joints with sealant
For cutting joints or “chasing” out cracks
For squaring spalls and terminations
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F4
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
JOB STAGING
Epoxy Power Trowel
Screed Box
The screed box can distribute freshly mixed
ARC Composites at consistent thicknesses quickly.
This step is followed by power troweling
or hand troweling.
NOTE: The vertical reinforcement can only
be applied by hand tools.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F5
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
JOB STAGING
SET UP
Keep all primer components separate to reduce the
risk of confusing the operator in charge of the
mixing operation. (See Illustration Below).
B
B
A
A
CC CC
B
B
B
B
B
A A A A
B
A
A
CC CC
MIXING PRIMER
Combine Part A and Part B to the proper mix ratio
using a slow speed drill and paint mixer and paddle,
for 1 minute or until completely blended (no streaks).
APPLYING PRIMER
Apply primer with brush, roller, squeegee
or sprayer to the prepared concrete.
Primer should be applied uniformly, in a light wet
coat of between 125 to200 microns (5 to 8 mils)
thick.
HELPFUL HINTS:
1. Where concrete is porous or extremely warm,
the primer can be absorbed into the substrate,
losing its effectiveness. In these cases,
a second coat of primer must be applied.
2. If the concrete is extremely warm,
rapid curing of the primer may occur.
This condition will shorten the “overcoat window”.
3. If primer will exceed the overcoat window
(i.e., top coat is not applied before the end of
the working day) broadcast clean and dry
silica sand on the still wet primer to provide a
rough surface. On the next day, remove excess
sand and reprime prior to applying the top coat.
NOTE: For vertical applications, the contractor
must complete all vertically primed
areas that day!
4. On rough concrete surfaces do not let primer
“puddle”. Spread as evenly as possible.
5. If out gassing (vapor bubbling out of the
concrete, usually due to heating up of the
concrete) occurs, prime the evening before
application and broadcast clean and dry
silica sand to excess. The next day sweep off
excess sand, prime again and apply composite.
6. Apply the composite as temperatures are
cooling (i.e., early in the morning or after sunset).
At these times, the air in the pores of the
concrete is contracting, and the primer is better
absorbed by the concrete.
NOTE: (Refer to Data Sheet for Working Time
at various temperatures).
DO NOT APPLY MORE PRIMER
THAN CAN BE TOP COATED WITHIN
THE “OVERCOAT WINDOW”
(i.e., the time in which the primer is still reactive
and will provide adhesion to subsequent layers
of materials. Generally, this is within 4 hours).
Do not use other primers or coatings,
even on reinforcing steel.
Use only ARC 797 Primer.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F6
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
JOB STAGING
MIXING COMPOSITES
Although the allowable temperature range for
application is 10°C (50°F) to 43°C (110°F),
to facilitate mixing and application, all material
temperatures should be between 21°C to 32°C
(70° to 90°F), optimally 25°C (77°F).
NOTE: It may take up to 24 hours for the
components to adjust their temperature
to the surroundings.
Therefore, temperature conditioning
should begin at least 24 hours prior
to the application.
Open Part A
Stir with clean paint stirrer.
Disburse pigments until uniform in color.
Failure to do so may result in an uneven color.
Combine Part A and B
Using a “slow” speed drill and paint paddle,
mix for 1 to 2 minutes or until completely blended.
Never mix with a hand tool. Always use a slow
speed drill or other acceptable mixing device.
Do not whip excess air into the material.
To mix Part C (reinforcement)
A cement, mortar or plaster mixer may be used.
First place 1 bag of reinforcement and the mixed
polymer in mixer and slowly add the remaining
Part C until completely blended.
NOTE: Quantity of reinforcement will vary
according to composite system selected.
For small jobs
Place the mixed A and B polymer in a
110 liter (30 gallon) drum and use a heavy duty
1/2 horsepower variable speed drill with a
shear paddle. Mix in Part C until completely blended.
Scrape sides and bottom frequently.
(Mixing drum should have a flat bottom to avoid
resin build up in bottom of container.)
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F7
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
JOB STAGING
FLOOR APPLICATION
After material is mixed, the composite may be
lightly and uniformly distributed out by hand screed,
screed rake, box or screed bar.
Failure to evenly distribute material can result in
over consumption of material, rolls, humps and
a generally poor looking floor.
Composite may be hand troweled or power
troweled to compact.
When power troweling, make no more than
3 to 4 passes over composite to avoid blistering.
CRACK REPAIR
Apply primer in “V”ed out crack and allow
20 to 25 minutes to penetrate crack depth.
(Refill “V” as needed.)
If power troweling, make sure trowel is in
excellent balance and working order.
Maximum speed for blades should not exceed
80 RPM. Use only combination blades with
curved front edge.
For walls and trenches,
always use vertical reinforcement (Part C).
For terminations, follow guidelines in this section.
Apply another coat of primer over mesh
and broadcast clean and dry silica sand
(until there are “no more wet spots showing”)
to provide a mechanical surface for top coat.
Let stand overnight before applying
top coat system.
The next day sweep excess sand and
reprime before applying top coat.
If crack is a moving crack, snap a straight
chalk line over the newly installed
ARC Composite and recut new joint.
Seal with suitable joint sealant.
Minimum depth of cut to be 1/3 the thickness
of the slab and at least 6 mm (1/4") wide.
NOTE: On suspended slabs do not
cut through reinforcing steel!
SPALL REPAIR INSTALLATION
Prime patch and rebar with ARC 797 primer
(make sure all edges are primed).
Beginning at the edges “work” composite
into edges and work back to the middle.
Use of a screed bar may be necessary
if patch is large.
Always finish with trowel to a tight surface.
Brush excess primer out of “V”.
Mix top coat composite and fill up “V”,
level with the concrete surface.
If overlayment is to be installed:
Apply flood coat of primer
and apply fiberglass mesh (spanning crack).
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F8
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
SUBFLOOR RESTORATION
ISOLATION AND CONTROL JOINTS
(TYPICAL)
CONSTRUCTION JOINT AND CRACKS
(TYPICAL)
203 mm (8")
Composite
Non gassing, non water absorbing backer rod
Fiberglass mesh
2 Component sealant
capable of ( ± 50% joint movement)
ARC 797 Primer
ISOLATION AND CONTROL JOINT REPAIR
1. Clean joint.
2. Apply composite.
3. After cure sawcut new joint.
4. Apply bond breaker tape or backer rod.
5. Apply sealant and tool to concave finish.
CONSTRUCTION JOINT AND CRACK REPAIR
1. Clean joint and adjacent nosing surfaces
(remove all laitance, dirt and other contaminants).
(See Section E).
2. Pour ARC 797 in “V”ed out joint and allow 20
minutes to penetrate crack. (Refill as necessary)
3. Apply composite and fill “V”.
4. Prime 100 mm (4") on each side
of nosing surface with ARC 797.
5. Apply fiberglass cloth and top coat
with ARC 797 and broadcast silica sand.
IMPORTANT NOTE:
If it has been determined that the crack is moving,
complete the following steps.
1. Repeat steps outlined above.
2.Prime and apply composite overlayment.
3. The next day, snap a straight chalk line and
sawcut a new straight joint 1/3 the depth of
the slab and a minimum of 6 mm (1/4") wide.
4. Place bond breaker and sealant as described
under isolation and control joints.
NOTE: If slab is suspended,
do not cut through reinforcing steel!
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F9
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
SUBFLOOR RESTORATION
EXPANSION JOINT
40 mm (1.5")
40 mm (1.5")
Composite
2 Component flexible sealant
capable of ( ± 50% joint movement)
Non gassing, non water absorbing backer rod
EXPANSION JOINT REPAIR
1. Sawcut nosing 40 mm x 25 mm (11/2" x 1")
deep on each side of joint. (See Section G).
2. Clean joint.
3. Place backer rod.
4. Apply composite in prepared joint.
5. On the next day, sawcut joint
and place new backer rod.
6. Tape off sides at joint.
7. Solvent wipe joint sides and apply
sealant and tool to desired concave finish.
IMPORTANT NOTE:
1. All sealant joints are to be twice as wide as
the depth (2 to 1 design).
2. If applying composite overlayment in
conjunction with joint repair, joint nosing cut out
may be reduced in size to 12 mm x 12 mm
(1/2" x 1/2"), providing the nosing is sound.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F10
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
TERMINATIONS
50 mm (6")
Stop strip
Composite
6 mm
(1/4")
“KEYING” COMPOSITE
TO EXISTING SUBSTRATE
1. Sawcut 6 mm (1/4") down at termination
and chip back 150 mm (6") to form
a smooth transition. (See Section E).
2. Install composite.
Other
flooring
TERMINATION OF COMPOSITE
WHEN MEETING AN EXISTING FLOOR
1. If composite is meeting an existing floor
other than vinyl, tile or other weak material,
the composite may be butted directly
to the existing floor.
2. If composite is to be terminated
to a weak existing floor,
place a steel stop strip between
composite and the existing floor.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F11
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
TERMINATIONS
Sawcut
at 45°
Remove
excess
composite
by grinding
TERMINATION AT END OF DAY
1. Whenever possible on large projects,
terminate work at a joint line.
2. If no joint is available, sawcut the previous
application on a 45°angle, remove excess
and prime the angled edge of the composite.
IMPORTANT NOTE:
1. Be careful to keep wet primer
off finished composites (See sketch above).
High point
Mid point
Screed bar
Composite
Drain
PITCHING
Pitching to drains (rise to run) is a straight forward
process.
1. Using a 2% grade, 20 mm per meter
(1/4" per foot), start at the lowest point i.e. (drain)
and measure back to the intended high point.
2. Place a line of composite across the high point.
Then place a line of composite at the mid-point.
Using these 2 points, screed in composite.
(See illustration above).
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F12
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
TERMINATIONS
Stop strip
Stop strip
Backer rod
Sealant
Composite
Composite
Isolation joint
COVE BASE
1. Prime all verticals and let them become tacky.
(On dry, warm or porous concrete double
priming may be necessary).
2. Trowel apply composite to desired thickness.
3. Finish coves with cove base trowel.
4. Finish all vertical surfaces with
conventional method of troweling.
5. If isolation joint is at corner sawcut and
place backer rod and sealant as shown.
IMPORTANT NOTE:
1. If cove base is to be terminated
and a desired finished look is required,
cove base metal strips may be installed
before applying composite
(See diagram above).
2. Strips may be fastened in place
with nail gun or glue.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F13
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
FINISH DETAILS
CAULKING SEALANTS
There are many types of sealants
available on the market:
■ Solvent Acrylic
■ Latex Acrylic
■ Butyl Rubber
■ Bitumens
■ Oil Base
■ Resin Base
■ Polysulfide
■ Silicones
■ Polyurethanes
■ Fluoroelastomers (Viton)
Polysulfides, silicones and
fluoroelastomers are recommended
with ARC Composites.
For all joints except isolation and
expansion joints, use a sealant capable of
±25% movement.
For isolation and expansion joints,
use sealant capable of ±50% movement.
POLYSULFIDE SEALANTS
Are recommended for solvent exposure.
SILICONES
For areas of low to medium chemical exposure.
(Up to 50% sulfuric and 50% caustic).
Flexibility suitable for all joints.
FLUOROELASTOMER SEALANTS
Use for all severe acid requirements.
Flexibility suitable for all joints.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F14
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
FINISH DETAILS
BACKER ROD/BOND BREAKER TAPE
The purpose of a backer rod is threefold:
■ To regulate the depth of the joint.
■ To provide a surface against which
the sealant is compressed when tooled,
thus promoting adhesion to the side walls.
■ To provide a nonadhering back surface.
Where a backer rod cannot be used
(See illustration this section) because of some
joint limitation, bond breaker tape must be used.
There are three main types of backer rods:
1. OPEN CELL BACKER ROD
(i.e. Denver Foam)
Characteristics:
■ Nongas expanding.
■ Can become saturated with moisture
and cause adhesion problems or frost formation.
Sealant
Bond
breaker
tape
JOINT BACKING
(Rigid Joint Backing,
i.e. Control Joints and Cracks)
2. CLOSED CELL
Characteristics:
■ Gas expanding (if punctured).
■ Does not absorb water.
Sealant
Backer
rod
3. CROSS LINK POLYETHYLENE
(i.e. W.R. Meadows “Cera” Rod or Equal )
Characteristics:
■ Closed cell.
■ Nongassing.
■ Nonwater absorbing.
FLEXIBLE JOINT BACKING
(Isolation and Expansion Joints)
IMPORTANT NOTE:
Whenever possible use Type 3 Backer Rod.
BOND BREAKER TAPE
Any tape with bond breaking surface
(i.e. electrician’s tape or teflon backed tape).
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F15
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
FINISH DETAILS
JOINT DESIGN
In order for a sealant to function properly
a 2 to1 joint design is required.
1 to 1
1 to 2
2 to 1
Incorrect
Incorrect
Correct
TOOLING
(Compacting Sealant with Joiner)
Reasons:
■ Forces air from sealant.
■ Forces sealant into joint to insure adhesion
to sides of substrate.
■ Provides the proper contour to sealant surface.
IMPORTANT NOTE:
■ A sealant will not perform properly
(i.e.expand and contract) if more than 2 surfaces
are bonded in the joint.
■ If no backer rod or bond breaker tape is installed
on the bottom of the joint, the sealant is likely to fail.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F16
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
FINISH DETAILS
SEALANT FAILURES
There are three main causes for sealant failure:
■ Poor Design.
■ Wrong Type of Sealant Used.
■ Poor Workmanship.
Adhesive
failure
ADHESIVE FAILURE
Causes:
■ Lack of surface preparation.
■ Improper product selection.
Cohesive
failure
COHESIVE FAILURE
Causes:
■ Improper joint design.
■ Improper product selection.
■ Lack of bond breaker.
NOTE: It is to be noted that joints are
a maintenance item and will require
periodic maintenance.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F17
SECTION F
DIVISION OF CHESTERTON®
TM
APPLICATIONS
CLEAN UP
DISPOSAL
INTRODUCTION
Clean-up and disposal, the final step in every job,
is frequently neglected. Be sure to leave the job site
clean, and properly dispose of waste.
CLEAN UP THE EMPTY CONTAINERS
Cured epoxy, if properly mixed in the correct
stoichiometry (mix ratio), is considered
nontoxic and harmless when disposed.
Whenever possible, mix residual containers
of resin and hardeners to cure the epoxy.
Containers which cannot be mixed are
considered to contain a hazardous waste
if the container is not empty.
An ARC Composite container is considered
empty if there is less than 3 mm (1/8") of residue
remaining on the bottom of the container.
Frequently, small containers can be potted
inside a larger container. All empty containers
should be closed before disposal.
CLEAN YOURSELF FIRST
Your first obligation in clean-up is to clean
yourself first. Remove all contaminated clothing.
Wipe off any contaminated skin using a soft cloth
and then wash well with a mild abrasive soap
and water. When contaminants which could lead to
skin contact or direct inhalation have been removed,
then continue the clean-up.
CLEAN YOUR TOOLS
After your hands are clean, put a pair of clean
protective gloves back on, and clean the tools.
Solvents (as recommended in the manual) can be
used to clean tools, but be certain the gloves are
impervious to the solvent being used.
DISPOSAL
Every state has laws specifying proper and safe
disposal procedures. Know what your state
requires before throwing anything in the trash.
Cured epoxy is considered nonhazardous waste
and can be discarded in most waste disposal
containers. Unreacted epoxy hardener components
in containers not considered empty (more than
3 mm (1/8") of residue) are considered hazardous
and must be disposed as such.
Epoxy resins are generally considered as
nonhazardous, but cannot be discarded with
everyday trash. Consult with your local authorities
for the best method of disposing of these materials.
Pack contaminated paper towels, newspaper,
rags, gloves and tools in a plastic bag.
Seal and dispose in your trash.
CLEAN YOURSELF AGAIN
Now that everything has been cleaned or
disposed of, clean yourself for the final time.
Dispose of gloves and contaminated clothing
in a trash bag. Wash all exposed areas well
with warm water and a mild abrasive soap.
Keep skin moist by rubbing exposed areas
with a mild hand cream.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
F18
SECTION G
DIVISION OF CHESTERTON®
TM
SPECIFICATIONS
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
G1
SECTION G
DIVISION OF CHESTERTON®
TM
SPECIFICATIONS
SPECIFICATIONS
This procedural specification outlines
recommended application procedures for
composite overlayments onto concrete
and wood surfaces.
1.0 PRECONDITIONS
Job Staging:
The contractor and the owner should address
the following issues.
■ Time to permit proper application and
curing of the composite floor.
■ Heat, lights, necessary power, storage
and potable water.
■ Uninterrupted area for duration of work.
■ Ventilation (natural or mechanical)
during application and curing.
■ Traffic control.
■ Protection during and after cure
against damage by other trades.
■ Access to work and storage areas.
■ Appropriate personal protection equipment.
2.0 CONCRETE CONDITIONS
■ Substrates in contact with ground
(slab-on-grade) should have an effective
vapor barrier to break capillary contact
with the soil and prevent potential problems
from moisture migration.
■ Concrete should have a low water/cement
ratio at time of placement.
(Resulting in a maximum of 10 cm (4") slump).
■ Concrete should have a light steel trowel finish
with a minimum compressive strength of
210 kg/cm2 (3000 psi).
■ New concrete should be wet cured for 7 days.
■ New concrete should cure for a
minimum of 28 days.
■ Concrete should have a maximum average
of 3% moisture content at time of application.
Under no circumstances may the moisture
content exceed 7% in any one spot.
■ Control and expansion joints should be
installed in accordance with standard practice.
■ Proper slope to drains must be maintained.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
G2
SECTION G
DIVISION OF CHESTERTON®
TM
SPECIFICATIONS
SPECIFICATIONS
3.0 SURFACE PREPARATION
Concrete Subfloor Requirements:
■ Concrete must be sound, clean, dry and free
from all contaminants and membrane curing
compounds.
■ Surface should be checked for spalls and
soundness. Chain drag area and remove and
patch any “hollows”.
■ Prefill all depressions or spalled areas,
as well as cracks 1.6 mm (1/16") and larger.
■ Repair all cracks as described in
Section F, “Applications”.
■ Remove all laitance and curing compounds
from concrete by mechanically abrading the
surface to achieve the proper profile.
Alternatively, acid etching may be used
only as a last resort to remove laitance,
if no curing compound was used.
Do not acid etch unless there is sufficient time
and proper conditions for complete drying
(3 days recommended to reduce water infiltration
by the rinsing process).
■ Precast concrete sections must be keyed
to minimize deflection and receive adequate
topping to provide a smooth surface.
■ Do not apply composites over
light weight concrete.
New Wood Subfloor Requirements:
Plywood:
■ Use 2 layer fir plywood construction
with exterior (Ext. APAA-C) grade for top layer
and exterior grade CC or better for first
foundation layer.
Thickness:
■ The owner or his engineer shall decide
first layer thickness according to the
load requirement.
The top layer shall be a minimum of 12 mm (1/2").
Installation:
■ Double layer of cross lapped plywood
is required.
■ Layout full sheets wherever possible to minimize
joints (Run sheets lengthwise across joints).
■ Locate joints over supports.
■ Provide suitable edge support to prevent
differential deflection between panels.
■ Leave a 3 mm (1/8") spacing between
panel edges.
■ Maintain clearance above steel beams or
rigid pipes, ducts, conduits, etc.
a minimum of 6 mm (1/4").
Fastening:
■ For foundation or first layer of plywood, use size
and length nail recommended for thickness
of the plywood selected.
■ For the top layer use flat head galvanized wood
screws at the recommended length and gauge,
as determined by a civil or structural engineer.
■ Place screws 15 cm (6") on center.
Protection:
■ Protect exterior decks during installation, and
prefill all joints with primer and silica sand.
■ Broadcast sand to excess (no wet spots).
Existing Wood Subfloor Requirements:
■ Always cover existing wood strip floors
with plywood.
■ All plywood floors must be clean and dry.
■ Remove all paint, coatings, grease,
oil, dirt etc. by sanding and appropriate degreaser.
■ Do not sand thru top layer of plywood.
■ Grout all joints (See above).
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
G3
SECTION G
DIVISION OF CHESTERTON®
TM
SPECIFICATIONS
SPECIFICATIONS
4.0 PRIMER MIXING AND APPLICATION
Each unit contains a 2 component primer
which is packaged to the proper mix ratio.
1. Add primer Part “B” to primer Part “A”
and mix thoroughly.
(use an electric drill and paint paddle).
2. Apply by brush, roller, squeegee or sprayer
to the prepared concrete.
3. This primer coat should be a uniform
light wet coat at a thickness of 125 to 200 microns
(5 to 8 mils).
4. Do not prime more surface area than can be
top coated within the overcoat window
(See data sheet for working times of composites
and primer).
5.0 TOP COAT MIXING AND APPLICATION
Mixing:
To facilitate mixing and application,
all material temperatures should be between
21° to 32°C (70° to 90°F) prior to mixing.
1. Apply composite shortly after application
of primer. The primer must be wet or tacky
when applying the composite.
For product working times and cure schedule,
refer to Product Application Instructions
packaged with the product.
2. Premix Part “A” to disperse pigments.
3. Thoroughly mix top coat Part “A” and Part “B”
in a suitable pail, using a low speed mixer.
4. Transfer the blended resins to a mortar mixer
and gradually add in the reinforcement Part “C”.
Total mixing time should be 2 to 3 minutes.
Make sure all resin is well mixed with
reinforcement.
Application:
The top coat should be applied at a
minimum thickness of 6 mm (1/4").
Minimum application temperature of the
composite is 10°C (50°F), although application
will be easier at 25°C (77°F).
1. After mixing top coat, use screed guides and
rigid bar, or screed box to apply a minimum of
6 mm (1/4"), and finish using steel trowels.
Large areas may be power trowelled
to achieve the required flatness and finish.
(Remove all trowel marks and unevenness
before the product hardens).
2. DO NOT exceed more than 2 to 3 passes
with the power trowel, as air entrapment
may cause blistering.
Power troweling will burnish the surface
and may cause some discoloration (marbling).
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
G4
SECTION G
DIVISION OF CHESTERTON®
TM
SPECIFICATIONS
SPECIFICATIONS
6.0 JOINTS AND TERMINATIONS
Joints and terminations are critical
to the proper functioning of any system.
(See Figures 1,2,3,4,and 5)
CONSTRUCTION JOINT AND CRACKS
(TYPICAL)
Figure 2
Sealants:
The joint width of the sealant must be twice
its depth to provide proper functioning
for expansion and contraction.
203 mm (8")
ISOLATION AND CONTROL JOINTS
(TYPICAL)
Figure 1
Composite
Fiberglass mesh
ARC 797 Primer
Backer rod
2 Component sealant
capable of (± 50% joint movement)
ISOLATION AND CONTROL JOINT REPAIR
1. Clean joint.
2. Apply composite.
3. After cure sawcut new joint.
4. Apply bond breaker tape or backer rod.
5. Apply sealant and tool to concave finish.
CONSTRUCTION JOINT AND CRACK REPAIR
1. Clean joint and adjacent nosing surfaces
(remove all laitance, dirt and other contaminants).
2. Pour ARC 797 in “V”ed out joint and allow 20
minutes to penetrate crack. (Refill as necessary)
3. Apply composite and fill “V”.
4. Prime 100 mm (4") on each side
of nosing surface with ARC 797.
5. Apply fiberglass cloth and top coat
with ARC 797 and broadcast silica sand.
IMPORTANT NOTE:
If it has been determined that the crack is moving,
complete the following steps.
1. Repeat steps outlined above.
2.Prime and apply composite overlayment.
3. The next day, snap a straight chalk line and
sawcut a new straight joint 1/3 the depth of
the slab and a minimum of 6 mm (1/4") wide.
4. Place bond breaker and sealant as described
under isolation and control joints.
NOTE: If slab is suspended,
do not cut through reinforcing steel!
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
G5
SECTION G
DIVISION OF CHESTERTON®
TM
SPECIFICATIONS
SPECIFICATIONS
Figure 3 – Expansion Joint Repair. Typical
40 mm (1.5")
40 mm (1.5")
Composite
2 Component flexible sealant
capable of (± 50% joint movement)
Non gassing, non water absorbing backer rod
EXPANSION JOINT REPAIR
1. Sawcut nosing, 40 mm x 25 mm (11/2" x 1") deep
on each side of joint.
2. Clean joint.
3. Place backer rod.
4. Apply composite in prepared nosings.
5. Solvent wipe joint sides
and apply sealant and tool joint.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
G6
SECTION G
DIVISION OF CHESTERTON®
TM
SPECIFICATIONS
SPECIFICATIONS
Figure 4 – “Keying” ARC Composites
to Existing Substrate. Typical
Figure 5 – Termination of composite
when meeting an existing floor. Typical
150 mm (6")
150 mm (6")
6 mm (1/4")
Composite
6 mm
(1/4")
TERMINATIONS FOR ARC COMPOSITES
1. Sawcut 6 mm (1/4") down at termination
and chip back 150 mm (6") to form a smooth
transition once the composite is installed.
TERMINATIONS FOR ARC COMPOSITES
1. If composite is meeting an existing floor
other than vinyl, tile or other weak material,
the composite may be butted directly
to the existing floor.
2. If composite is to be terminated
to a weak existing floor, place a steel stop strip
between the composite and the existing floor.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
G7
APPENDIX 1
DIVISION OF CHESTERTON®
TM
DATA SHEETS
PRODUCT DATA SHEETS
MATERIAL SAFETY DATA SHEETS
Place current Product Data Sheets
and MSDS. information in this section.
This information is periodically updated,
as products are improved or updated.
Contact your ARC representative
for the most current information available.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP1
APPENDIX 1
DIVISION OF CHESTERTON®
TM
DATA SHEETS
A.W.CHESTERTON®
continually reviews health and safety data
to give our customers the most
current information on our products.
When new information becomes available,
we immediately modify our
Material Safety Data Sheets (MSDS)
and distribute them.
These MSDS’s provide important
health and safety information
which is required under the
OSHA Hazard Communication Standard,
29 CFR 1910.1200, as well as many similar
state and local laws and regulations.
The intent of these laws is
to ensure that persons handling
and/or using a product are made aware
of any hazards associated with it.
Please contact your ARC representative
if you would like our most up-to-date MSDS.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP1.1
ARC 790
PRODUCT DATA SHEET
Description
Benefits
A quartz reinforced composite for the repair and protection of concrete
surfaces subjected to physical attack. ARC 790 is also used as an
underlayment to rebuild and slope floors prior to topcoating with other
ARC composites. Its consistency is ideal for horizontal applications and
is easily screedable, and is hand or power trowelable. It is applied at a
minimum thickness of 6 mm (1/4") and up to 15 cm (6"). Non-shrinking.
No solvents, 100% solids. Color: Light gray.
ARC 790 is formulated to be compatible with the thermal coefficient of
expansion and contraction for concrete. It has the unusual ability to bond
to damp surfaces. ARC 790 can be used as a durable overlayment (in dry
applications). When cured, it provides outstanding physical properties. If
chemical protection is required, it must be overcoated. Consult your ARC
representative for material selection. ARC 790 can be used indoors or
outdoors. As a stand alone system it should not be used in areas
subjected to freeze/thaw cycling.
• Fast curing. Supports foot traffic in as little as 3 hours.
• Compatible thermal coefficient of expansion provides long-term
resistance to disbondment.
• Moisture insensitive primer provides outstanding adhesion to damp
concrete, a unique feature for concrete overlayments.
• Screedable consistency makes installation and finishing easy
with either hand tools or power equipment.
• The reinforcement is engineered to minimize air entrapment and
improve mixing.
• ARC 790 is stronger than standard concrete, and its tough resin
structure resists mechanical impact.
• USDA Authorized.
Chemical Resistance
ARC 790 cannot be used as a chemical barrier or in water immersion
without a topcoat.
Composition - Polymer/Quartz Composite
Matrix - A two component, moisture insensitive, compounded epoxy
resin; reacted with a modified aliphatic amine curing agent.
Reinforcement - A proprietary blend of quartz reinforcement which are
pretreated with a polymeric coupling agent, engineered to produce optimal
handling and achieve a thermal coefficient of expansion compatible with
concrete.
Suggested Uses
• Filling of pot holes and honey-combed concrete
• Grouting and leveling machinery bases
• Patching of spalled or flaked concrete
• Rebuild ramps, thresholds, and berms
• Repair and strengthening of expansion joint edges (nosings)
• Sloping and grading prior to over-coating
• Leveling floors
Technical Data
TEST METHOD
Cured Density
Volumetric Density
Compressive Strength
Tensile Strength
Flexural Strength
Flexural Modulus of Elasticity
Bond Strength:
Excellent - 100% Concrete Failure
Linear Coefficient of Thermal Expansion
Thermal Compatibility to Concrete
Impact Resistance
Taber Abrasion
Maximum Weight Loss
Maximum Temperature (Dependent on Service)
Water Immersion Continuous
Intermittent
--------------------------------(ASTM C-579)
(ASTM C-307)
(ASTM C-580)
(ASTM C-580)
ARC 790
1,88 g/cc
532 cc/kg
480 kg/cm2
85 kg/cm2
160 kg/cm2
1,1 x 105 kg/cm2
----------------(ASTM C-531)
(ASTM C-884)
(ASTM D-4272)
>28 kg/cm2
5,22 x 10-6 cm/cm/°C
PASSES
Greater than concrete
(ASTM D-4060)
-----------------
(H18/250 g wt/500 cycles)
0,145 g
---------------------------------
66°C (150°F)
93°C (200°F)
117 lb/cu.ft.
14.7cu.in./lb.
6,800 psi
1,200 psi
2,300 psi
1.6 x 106 psi
>400 psi
9.4 x 10-6 in/in/°F
ARC 791
PRODUCT DATA SHEET
Description
A quartz reinforced composite designed to resurface and restore concrete
surfaces, to protect new concrete, and to repair concrete damaged by
chemical and physical abuse. ARC 791 has excellent resistance to a broad
spectrum of chemicals that are destructive to concrete. ARC 791 is available in both horizontal and vertical grades. Both are trowelable
overlayments which can be used at a thickness as low as 6 mm (1/4"). The
horizontal grade may be screed applied hand or power troweled. The vertical grade has superior sag resistance making it ideal for vertical rebuilding
and small resurfacing projects; it may be hand troweled only. Both systems
are user friendly and will close easily to prevent chemical attack of the substrate by permeation. Both grades produce a dense textured surface.
Non-shrinking, no solvents, 100% solids. Colors are gray and red.
ARC 791 is generally used to repair and upgrade concrete surfaces or
used as a replacement for acid resistant tiles, epoxy mortars, fiberglass,
and other overlayments. It is formulated to be compatible with concrete.
The ARC 791 systems have the unusual ability to bond to damp surfaces.
COMPOSITION - Polymer/Quartz Composite
Matrix - A compounded epoxy resin reacted with a modified aliphatic
amine curing agent.
Reinforcement - Both the horizontal and vertical reinforcements are
densely packed proprietary blends of quartz which are pretreated with a
polymeric coupling agent, engineered to produce optimal handling performance and achieve a thermal coefficient of expansion compatible with
concrete.
Suggested Uses
• Acid and Alkali Spill Areas
• Bottling Lines
• Equipment Bedding
• Pump Bases/Grouting
• Waste Water Treatment
• Bleaching Areas
• Concrete Tanks/Sumps
• Food Processing Plants
• Trenches/Drains
• Structural Support Columns
Benefits
• Fine textured, sealed surface produces a tough, durable, chemical
resistant, low maintenance overlayment.
• Compatible thermal coefficient of expansion provides long-term
resistance to disbondment, suitable for light steam cleaning.
• Moisture insensitive primer provides outstanding adhesion to damp
concrete, a unique feature for concrete overlayments.
• User friendly consistency makes installation and finishing fast and easy.
• The reinforcement is engineered to minimize air entrapment and to
improve mixing.
• ARC 791 is stronger than standard concrete and its tough resin structure
resists mechanical impact.
• USDA Authorized
Chemical Resistance
All samples cured 7 days at room temperature 21°C (70°F), immersed in
chemical for 14 days at 21°C (70°F), and tested at ambient conditions,
21°C (70°F).
1 = Continuous long term immersion
2 = Short term/intermittent immersion
3 = Splash and spills with immediate cleanup, vapors
4 = Not recommended for direct contact
ARC 791
H
ARC 791
H V
Other Compounds
Acids
Acetone
3
10% Acetic
2 2
Benzene
2
20% Acetic
3 3
Bunker C
1
50% Acetic
4 4
2-Butoxyethanol
2
10% Hydrochloric
2 1
Carbon Tetrachloride
2
20% Hydrochloric
3 2
Chloroform
3
37% Hydrochloric
3 3
Deionized Water
1
10% Nitric *
1 1
Dibutyl Phthalate
1
20% Nitric *
2 2
1
69% Nitric
4 4 Diesel Fuel
Ethyl Acetate
2
20% Phosphoric
2 1
Formaldehyde
1
85% Phosphoric
2 2
Gasoline
2
50% Sulfuric
2 1
1
70% Sulfuric *
2 2 Hexane
1
98% Sulfuric *
3 3 Isopropanol
Methanol
3
Alkalies & Bleaches
Methyl Ethyl Ketone
3
28% Ammonium Hydroxide 1 1
Methylene Chloride
4
45% Potassium Hydroxide 1 1
Mineral Spirits
2
6% Sodium Hypochlorite
1 1
Perchloroethylene
2
50% Sodium Hydroxide
1 1
Salt Water
1
Sewage
1
Toluene
2
1,1,1-Trichloroethane
2
Xylene
2
* = Discolors
H = Horizontal
V = Vertical
Technical Data
PROPERTY ( TEST METHOD)
Cured Density
Compressive Strength
Tensile Strength
Flexural Strength
Flexural Modulus of Elasticity
Bond Strength
Excellent – 100% Concrete Failure
Linear Coefficient of Thermal Expansion
Thermal Compatibility to Concrete
Impact Resistance
Taber Abrasion
Maximum Weight Loss
Maximum Service Temperature (Water Immersion)
Continuous
Intermittent
---------------(ASTM C 579)
(ASTM C 307)
(ASTM C 580)
(ASTM C 580)
---------------(ASTM C 531)
(ASTM C 884)
(ASTM D 4272)
(ASTM D 4060) (H-18)
ARC 791 HORIZONTAL
1,90 gm/cc (118 lb/cu.ft)
590 kg/cm2 (8,300 psi)
98 kg/cm2 (1,400 psi)
250 kg/cm2 (3,600 psi)
1,5 x 105 kg/cm2 (2.1 x 106 psi)
ARC 791 VERTICAL
1,88 gm/cc (117 lb/cu.ft)
760 kg/cm2 (10,800 psi)
180 kg/cm2 (2,600 psi)
280 kg/cm2 (3,900 psi)
1,1 x 10 5 kg/cm2 (1.5 x 10 6 psi)
>28 kg/cm2 ( >400 psi)
1,7 x 10-5 cm/cm/°C
(9.6 x 10 -6 in/in/°F)
Passes
Greater than Concrete
>28 kg/cm2 ( >400 psi)
2,6 x 10 -5 cm/cm/°C
(1.5 x 10 -5 in/in/°F)
Passes
Greater than Concrete
142 mg
148 mg
66°C (150°F)
93°C (200°F)
66°C (150°F)
93°C (200°F)
V
3
2
1
2
1
3
1
1
1
2
1
2
1
1
3
3
4
1
2
1
1
2
2
2
ARC 988
PRODUCT DATA SHEET
Description
A high performance, quartz reinforced composite designed to resurface
and restore concrete surfaces, to protect new concrete, and to repair
concrete damaged by severe chemical and physical abuse.
ARC 988 provides protection against chemical attack from highly
aggressive substances including concentrated acids, alkalies and a wide
variety of organic solvents. It is a trowelable overlayment which can be
used at a thickness as low as 6 mm (1/4"). Its sag resistance makes it ideal
for both vertical and horizontal applications. ARC 988 closes easily with a
trowel, sealing the surface to prevent chemical attack on the substrate by
permeation. The product produces a dense, fine textured surface.
Non-shrinking, 100% solids. Colors are grey or red.
ARC 988 is generally used to repair and upgrade concrete surfaces or
used as a replacement for acid resistant tiles, phenolics, furans, polyesters,
sulfonated concretes and other overlayments. It is formulated to be
thermally compatible with concrete. ARC 988 has the unusual ability to
bond to damp concrete. ARC 988 is chosen over other ARC Composites
for Concrete for its superior chemical resistance. Because of its high
modulus of elasticity ARC 988 is recommended for isothermal (indoors)
applications.
Composition - Polymer/Quartz Composite
Matrix - A modified multifunctional epoxy resin reacted with a
cycloaliphatic amine curing agent.
Reinforcement - A proprietary blend of quartz reinforcements which are
pretreated with a polymeric coupling agent, and engineered to produce
optimal handling, high performance, and achieve a thermal coefficient of
expansion compatible with concrete.
Suggested Uses
• Battery Rooms
• Pickling & Plating Lines
• Bleaching Areas
• Sumps, Trenches & Pits
• Chemical Containment
• Pump & Equipment Bases
• Concentrated Acid Areas
• Waste Water Treatment
Benefits
• Protects concrete and provides chemical containment of concentrated
acids such as sulfuric acid up to 98%.
• Fine textured sealed surface produces a tough, durable, chemical
resistant, low maintenance overlayment.
• Compatible thermal coefficient of expansion provides long-term
resistance to disbondment.
• Suitable for light steam cleaning.
• Moisture insensitive primer provides outstanding adhesion to damp
concrete, a unique feature for concrete overlayments.
• User friendly consistency makes installation and finishing fast and easy.
• The reinforcement is engineered to minimize air entrapment
and to improve mixing.
• ARC 988 is stronger than standard concrete, and its tough resin
structure resists mechanical impact.
• USDA Authorized.
Chemical Resistance
All samples cured 12 days at room temperature 21°C ( 70°F ),
immersed in chemicals for 14 days at 21°C ( 70°F ), and tested at
ambient conditions, 21°C ( 70°F ).
1 = Continuous long term immersion
2 = Short term/intermittent immersion
3 = Splash and spills with immediate clean up, vapors
4 = Not recommended for direct contact
Acids
Other Compounds
20% Acetic
1
Deionized Water
50% Acetic
3
Dibutyl Phthalate
37% Hydrochloric
1
Diesel Fuel
20% Nitric
1 Ethyl Acetate
69% Nitric*
3 Formaldehyde
85% Phosphoric
1 Gasoline
70% Sulfuric
1 Hexane
98% Sulfuric*
1 Isopropanol
Methanol
Alkalies & Bleaches
28% Ammonium Hydroxide
1 Methyl Ethyl Ketone
45% Potassium Hydroxide
1 Mineral Spirits
6% Sodium Hypochlorite
1 Perchloroethylene
50% Sodium Hydroxide
1 Salt Water
Sewage
Other Compounds
Toluene
Acetone
2 1,1,1-Trichloroethane
Benzene
1 Xylene
Bunker C
1 * = DISCOLORS
2-Butoxyethanol
1
Carbon Tetrachloride
1
Chloroform
1
Technical Data
PROPERTY ( TEST METHOD)
Cured Density
Compressive Strength
Tensile Strength
Flexural Strength
Flexural Modulus of Elasticity
Bond Strength
Excellent – 100% Concrete Failure
Linear Coefficient of Thermal Expansion
Thermal Compatibility to Concrete
Impact Resistance
Taber Abrasion
Maximum Weight Loss
Maximum Service Temperature Dependent on Service
( Water Immersion ) Continuous
( Water Immersion ) Intermittent
----------------( ASTM C 579 )
( ASTM C 307 )
( ASTM C 580 )
( ASTM C 580 )
1,98 gm/cc (123 lb/cu.ft )
1,000 kg/cm2 (14,200 psi )
210 kg/cm2 ( 3,000 psi )
387 kg/cm2 ( 5,500 psi )
1,3 x 10 5 kg/cm 2 (1.8 x 10 6 psi )
----------------( ASTM C 531)
>28 kg/cm2 ( >400 psi )
2,2 x 10 -5 cm/cm/°C
(12.1 x 10 -6 in/in/°F )
( ASTM C 884 )
( ASTM D 4272 )
( ASTM D 4060 ) ( H-18/250 gm wt/500 cycles )
-----------------
Passes
Greater than Concrete
---------------------------------
66°C (150°F )
93°C ( 200°F )
0,136 gms
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Surface Preparation
ARC 988 19 kg Kit
Proper surface preparation is important for the long term performance
of this system. For detailed information on surface preparation and
application, please refer to ARC Application Manual for Concrete.
Generally new concrete must be cured for a minimum of 28 days.
Remove all grease, oils, and grime by washing with an emulsifying alkaline
waterbase cleaner. All surface contaminants including old coatings,
chemical salts, dust, loose concrete, and the laitence layer must be
removed. This is best accomplished by hydro-blasting, steel shot-blasting,
scabbling, scarifying, or dry abrasive blasting. The resulting surface must
be structurally sound and free of all contaminants. Surface dampness is
acceptable, standing water is not. For slab on grade applications a vapor
barrier is recommended. If no vapor barrier is present check for vapor
transmission.
The 19 kg kit contains all materials in their correct mix ratios.
Mix and apply primer as described above. The resin kit can be mixed
in the pail which the components are shipped in.
ARC 797 Primer: Mixing and Application
Each system kit and 19 kg kit contains a two component primer ( ARC 797)
which is packaged in the proper mix ratio. Add Primer Part B to Primer
Part A and mix thoroughly; the properly mixed primer should be clear not
cloudy. Apply with a brush, roller, squeegee or spray to the freshly
prepared concrete. The primer coat should be a uniform wet coat with a
wet film thickness of 175 - 250 microns ( 7-10 mils ). Do not prime more
surface area than can be top coated within 4 hours. For vertical substrates
and applications where concrete is porous, double prime the area.
All cracks must be prefilled with mixed ARC 797 primer and covered with
fiberglass or nylon mesh.
NOTE: To reduce the chance of vapor blistering or disbondment, the
overlayment should not be installed while the concrete’s temperature is
rising. In applications it is best to install in the evening or at night
to avoid this problem.
Each mixed A & B kit of ARC 797 primer covers approximately 5 m 2
( 55 square feet ) for the system kit and 1,4 m2 (15 sq. ft.) for the 19 kg kit.
Working Time - Minutes
ARC 797 Primer
ARC 988 Top Coat
10°C
50°F
65 min.
NR
16°C
60°F
40 min.
50 min.
25°C
77°F
30 min.
40 min.
32°C
90°F
18 min.
20 min.
NR =Not Recommended.
“Working time” begins when mixing is initiated.
ARC 988 Top Coat: Mixing and Application
To facilitate mixing and application, all material temperatures should be
between 21°- 32°C ( 70°-90°F ) prior to mixing. ARC 988 should be applied
shortly after application of primer. The primer must still be wet or tacky
prior to applying ARC 988, otherwise the area must be reprimed.
This is normally within 4 hours of application.
ARC 988 should be applied at a minimum thickness of 6 mm (1/4 inch).
Minimum application temperature is 16°C ( 60°F ), although application
will be easier at 25°C ( 77°F ).
ARC 988 System Kit
Premix Part A to disperse pigments. Thoroughly mix Top Coat Part A
and Part B in a suitable pail, using a slow speed mixer. Next transfer
the blended resins to a mortar mixer and gradually add in the quartz
reinforcement. For vertical applications, add 3 bags of vertical
reinforcement. Total mixing time should be a minimum of 3 minutes
or until uniformly blended.
NOTE: 1A + 1B + 3 bags of reinforcement will require a mixer suitable
to handle 35 liters (1 1/4 ft 3 ) mix.
Application
The ARC 988 may be distributed to the floor surface by using screed
guides and rigid bar, or screed box, not exceeding 1,2 m ( 4 ft ) wide.
Apply a minimum of 6 mm (1/4 inch) and finish the surface using
steel trowels. The ARC 988 may be applied by use of a hawk and trowel,
pressing it firmly onto the substrate to promote contact with the primer.
Finish the surface to the desired texture with a trowel. Remove all trowel
marks and unevenness before the end of “ Working Time”, ( see chart ).
All horizontal cracks must be pre-filled with ARC 797 and fiber mesh.
All vertical cracks must be pressure injected with a suitable injection
system. All pre -existing joints must be respected.
Packaging and Coverage
ARC 988 is available in two package sizes; a 19 kg Kit covering 1,4 m2
when screeded at 6 mm (15 ft 2 at 1/4"), and a System Kit covering
4,1 m 2 at 6 mm (45 ft 2 at 1/4"). The 19 kg Kit is packaged in a 20 liter pail
which contains its own ARC 797 Primer Pack, ARC 988 Resin Pack and
QRV - vertical reinforcement. The ARC 988 System Kit contains a
ARC 797 Primer Kit, a ARC 988 Resin Kit and 3 bags of QRV - vertical
reinforcement. The ARC 988 Resin Kits should only be used in
combination with the QRV - vertical reinforcement and not with the
QRH - horizontal reinforcement.
Curing Schedule
10°C
16°C
25°C
32°C
50°F
60°F
77°F
90°F
Foot Traffic
NR
5 hrs.
2 hrs.
1.5 hrs.
Light Load
NR
8 hrs.
4 hrs.
3 hrs.
Full Load
NR
34 hrs.
13 hrs.
8 hrs.
Full Chemical
NR
14 days
12 days
5 days
NR = Not Recommended.
Cure times are based on substrate temperature and thickness of 6 mm (1/4 inch).
Thicker films will cure more rapidly.
Clean Up
Use commercial solvents ( Acetone, Xylene, Alcohol, Methyl Ethyl Ketone )
to clean tools immediately after use. Once cured, the material would have
to be mechanically abraded.
Storage
The recommended storage temperature is between 10°C ( 50°F ) and
32°C ( 90°F ). Excursions beyond this range which may occur during
shipping, are acceptable as long as the material is prewarmed to room
temperature before use. The shelf life is two years in unopened containers.
Mix each liquid component well before using.
Safety
Before using any products, always review the appropriate Material Safety
Data Sheet ( MSDS ) or appropriate Safety Sheet for your area.
Follow standard confined space entry and work procedures, if appropriate.
Technical Data reflects results of laboratory tests and is intended to indicate general characteristics only. A.W. CHESTERTON CO. DISCLAIMS ALL WARRANTIES EXPRESSED, OR IMPLIED,
INCLUDING WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A PARTICULAR PURPOSE OR USE . LIABILITY, IF ANY, IS LIMITED TO PRODUCT REPLACEMENT ONLY.
MIDDLESEX INDUSTRIAL PARK, 225 FALLON ROAD
STONEHAM, MASSACHUSETTS 02180-9101 USA
TEL: (617) 438-7000 – FAX: (617) 438-8971 – TELEX: 94-9417
CABLE: CHESTERTON STONEHAM, MASS.
© A.W.CHESTERTON CO., 1996. All rights reserved.
® Registered trademark owned and licensed by
A.W.CHESTERTON CO. in USA and other countries.
FORM NO. E77083
REV. 4/96
Surface Preparation
Proper surface preparation is important for the long term performance of
this system. For detailed information on surface preparation and application, please refer to ARC Application Manual for Concrete.
Generally new concrete must be cured for a minimum of 28 days. Remove
all grease, oils, and grime by washing with an emulsifying alkaline waterbase cleaner. Follow with a thorough rinsing. All surface contaminants
including old coatings, chemical salts, dust, loose concrete, and the laitence layer must be removed. This is best accomplished by hydro-blasting,
steel shot-blasting, scabbling, scarifying, or dry abrasive blasting. The
resulting surface must be structurally sound and free of contaminants.
Surface dampness is acceptable, standing water is not. The presence or
absence of a vapor barrier should be confirmed for all slab on grade application. For slabs on grade a vapor barrier is recommended. If no vapor
barrier is present check for vapor permeation.
ARC 797 Primer: Mixing and Application
Each kit contains a two component primer (ARC 797 primer) which is
packaged in the proper mix ratio. Add Primer Part B to Primer Part A and
mix thoroughly; the properly mixed primer should be clear not cloudy.
Apply with a brush, roller, squeegee or with spray equipment to the freshly
prepared concrete. The primer coat should be a uniform wet coat with a
wet thickness of 175 - 250 microns (7 - 10 mils). Do not prime more surface area than can be top coated within 4 hours. For vertical substrates
and applications where the concrete is porous, double prime the area. All
cracks must be prefilled with mixed ARC 797 primer and covered with
fiberglass or nylon mesh.
NOTE: To reduce the chance of vapor blistering or disbondment, the overlayment should not be installed while the concrete's temperature is rising.
In applications it is best to install in the evening or at night to avoid this
problem.
Each mixed A & B kit of ARC 797 primer covers approximately 5 m2 (55
square feet) depending on condition of substrate.
Working Time - Minutes
ARC 797
ARC 791
10°C
50°F
65
2 hr.
16°C
60°F
40
70
25°C
77°F
30
50
32˚C
90˚F
18
35
"Working time" begins when mixing is initiated.
ARC 791 Top Coat: Mixing and Application
To facilitate mixing and application, all material temperatures should be
between 21°- 32°C (70°- 90°F) prior to mixing. ARC 791 should be applied
shortly after application of the primer. The primer must still be wet or tacky
prior to applying ARC 791, otherwise the area must be reprimed. This is
normally within 4 hours of application.
ARC 791 should be applied at a minimum thickness of 6 mm (1/4 inch) for
horizontal and vertical applications. Minimum application temperature is
10°C (50°F), although application will be easier at 25°C (77°F).
Premix Part A to disperse pigments. Thoroughly mix Top Coat Part A and
Part B in a suitable pail, using a slow speed mixer. Transfer the blended
resins to a mortar mixer and gradually add in the Quartz Reinforcement.
For horizontal applications; add 3 bags of horizontal reinforcement. For
vertical applications; add 3 bags of vertical reinforcement. Total mixing time
should be a minimum of 3 minutes or until uniformly blended.
NOTE: For the System Kit 1A + 1B + 3 bags of horizontal reinforcement will
require a mixer suitable to handle a 35 liter (1 1/4 ft3) mix.
The horizontal grade may be distributed to the floor surface by using screed
guides and rigid bar, or screed box, not exceeding 1,2 m (4 ft) wide. Rough
screed a minimum of 6 mm (1/4 inch) and finish the surface of ARC 791
using steel trowels. Large areas may be power troweled to achieve the
required flatness and finish. The vertical grade may be applied by use of a
hawk and trowel, pressing it firmly onto the surface to promote contact with
the primer. Finish the surface to the desired texture with a trowel. Remove all
trowel marks and unevenness before the end of the "Working Time", (see
chart). All horizontal cracks must be pre-filled with ARC 797 and fiber mesh.
All vertical cracks must be pressure injected with a suitable injection system.
All pre-existing joints must be respected.
PACKAGING AND COVERAGE
ARC 791 Vertical Grade is available in two package sizes. A 19 kg Kit covering 1,4 m2 (15 sq.ft.) and a System Kit covering 4,1 m2 (45 sq. ft.). The 791
Horizontal Grade is available only in the system kit covering 4,6 m2 (50 sq.
ft.). All coverages are based on a screed thickness of 6 mm (1/4").
The 19 kg Kit is packaged in a 20 liter pail which contains its own ARC 797
primer pack, ARC 791 resin pack and QRV- Vertical Reinforcement. The
ARC 791 System Kit contains a ARC 797 primer pack, ARC 791 resin pack
and 3 bags of the selected reinforcement. QRV -Vertical Reinforcement is
included in the ARC 791 Vertical System Kit. QRH-Horizontal Reinforcement
is included in the ARC 791 Horizontal System Kit. All components are premeasured and pre-weighed. Also included in every kit is a Technical Data
Sheet, a brush, and mixing tool that is used for mixing the primer.
Curing Schedule
10°C
16°C
25°C
32°C
50°F
60°F
77°F
90°F
Foot Traffic
16 hrs
9 hrs
6 hrs
4.5 hrs.
Light Load
24 hrs
19 hrs
11 hrs
8.5 hrs.
Full Load
72 hrs
42 hrs
24 hrs
19 hrs.
Full Chemical
19 days
13 days
7 days
5 days
Cure times are based on substrate temperature and thickness of 6 mm (1/4 inch). Thicker films will
cure more rapidly.
Clean Up
Use commercial solvents (Acetone, Xylene, Alcohol, Methyl Ethyl Ketone) to
clean tools immediately after use. Once cured, the material would have to be
mechanically abraded.
Storage
The recommended storage temperature is between 10°C (50°F) and 32°C
(90°F). Excursions beyond this range which may occur during shipping, are
acceptable as long as the material is prewarmed to room temperature before
use. The shelf life of the components is two years in unopened containers.
Safety
Before using any products, always review the appropriate Material Safety
Data Sheet (MSDS) or appropriate Safety Data Sheet for your area. Follow
standard confined space entry and work procedures, if appropriate.
Technical Data reflects results of laboratory tests and is intended to indicate general characteristics only. A.W. CHESTERTON CO. DISCLAIMS ALL WARRANTIES EXPRESSED, OR IMPLIED,
INCLUDING WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A PARTICULAR PURPOSE OR USE . LIABILITY, IF ANY, IS LIMITED TO PRODUCT REPLACEMENT ONLY.
MIDDLESEX INDUSTRIAL PARK, 225 FALLON ROAD
STONEHAM, MASSACHUSETTS 02180-9101 USA
TEL: (617) 438-7000 – FAX: (617) 438-8971 – TELEX: 94-9417
CABLE: CHESTERTON STONEHAM, MASS.
© A.W.CHESTERTON CO., 1996. All rights reserved.
® Registered trademark owned and licensed by
A.W.CHESTERTON CO. in USA and other countries.
FORM NO. E77081
REV. 5/96
Surface Preparation
Packaging and Coverage
Proper surface preparation is important for the long term performance
of this system. For detailed information on surface preparation and
application please refer to the ARC Application Manual for Concrete
or consult with your ARC representative.
Generally new concrete must be cured for a minimum of 28 days at 21°C
(70°F). Remove all grease, oils, and grime by washing with an emulsifying
alkaline waterbase cleaner. All surface contaminants including old
coatings, chemical salts, dust, loose concrete, and the laitence layer
must be removed. This is best accomplished by hydro-blasting, steel
shot-blasting, scabbling, scarifying, or dry abrasive blasting. The resulting
surface must be structurally sound and free of contaminants. Surface
dampness is acceptable, standing water is not. For slab on grade
application a vapor barrier is recommended. If no vapor barrier is present
check for vapor transmission.
ARC 790 is available in a 19 kg unit. The 19 kg unit covers 1,4 m2 when
screeded at 6 mm (15 sq.ft. at 1/4 inch). All components are pre measured
and pre weighed. Each 19 kg unit contains a single ARC 797 primer kit, a
ARC 790 resin kit & 1 bag of reinforcement (QRH). Also included in every
kit is a Technical Data Sheet, a brush, and mixing tool that is used for
mixing the primer.
Curing Schedule
ARC 797 Primer: Mixing and Application
Cure times are based on substrate temperature and screeded thickness of 25 mm (1 inch).
Thicker films will cure more rapidly.
Each kit contains a two component primer (ARC 797 primer) which is
packaged in the proper mix ratio. Add Primer Part B to Primer Part A
container and mix thoroughly, until the mixture is no longer cloudy. Apply
with a brush, roller, squeegee or spray to the freshly prepared concrete.
The primer coat should be a uniform coat with a wet thickness of 125-175
microns (5-7 mils). Prime only that surface area which can be top coated
within 4 hours. For applications where concrete is porous, double prime
the area. All cracks must be prefilled with mixed ARC 797 primer and
covered with fiberglass or nylon mesh.
Foot Traffic
Light Load
Full Load
10°C
50°F
11 hrs.
18 hrs.
66 hrs.
16°C
60°F
4.5 hrs.
7.5 hrs.
28 hrs.
25°C
77°F
3 hrs.
5 hrs.
15 hrs.
32°C
90°F
2 hrs.
4 hrs.
10 hrs.
Clean Up
Use commercial solvents (Acetone, Xylene, Alcohol, Methyl Ethyl Ketone)
to clean tools immediately after use. Once cured, the material would have
to be mechanically abraded.
Storage
The mixed ARC 797 primer kit included in the 19 kg Kit covers
approximately 1,4 m2 (15 sq. ft.)depending on condition of substrate.
The recommended storage temperature is between 10°C (50°F) and 32°C
(90°F). Excursions beyond this range which may occur during shipping, are
acceptable as long as the material is prewarmed to room temperature
before use. The shelf life of components is two years in unopened
containers.
Working Time - Minutes
Safety
ARC 797
ARC 790
10°C
50°F
65
1hr
16°C
60°F
40
50
25°C
77°F
30
40
32°C
90°F
18
35
Before using any products, always review the appropriate Material Safety
Data Sheet (MSDS) or appropriate Safety Sheet for your area. Follow
standard confined space entry and work procedures, if appropriate.
“Working time” begins when mixing is initiated.
ARC 790 Top Coat: Mixing and Application
To facilitate mixing and application, all material temperatures should be
between 21°-32°C (70°-90°F) prior to mixing. ARC 790 should be applied
shortly after application of the primer. The primer must still be wet or tacky
prior to applying ARC 790, this is normally within 4 hours. Otherwise the
area must be reprimed.
The ARC 790 should be applied at a minimum thickness of 6 mm
(1/4 inch). Minimum application temperature is 10°C (50°F), although
application will be easier at 25°C (77°F).
Premix Part A to disperse pigments. Thoroughly mix Top Coat Part A and
Part B and transfer into the pail. Gradually add in the Quartz Reinforcement
and blend for a minimum of 3 minutes or until uniformly blended.
ARC 790 may be distributed to the floor surface by using screed guides
and rigid bar, or screed box, not exceeding 1,2 m (4 ft) wide. Rough screed
a minimum of 6 mm (1/4 inch) and finish using steel trowels. Finish the
surface to preferred texture by trowel. Large areas may be power troweled
to achieve the required flatness and finish. Remove all trowel marks and
unevenness before the end of "Working Time", see chart. All horizontal
cracks must be prefilled with ARC 797 and fiber mesh. All pre-existing
joints must be respected.
Technical Data reflects results of laboratory tests and is intended to indicate general characteristics only. A.W.CHESTERTON CO. DISCLAIMS ALL WARRANTIES EXPRESSED, OR IMPLIED,
INCLUDING WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A PARTICULAR PURPOSE OR USE . LIABILITY, IF ANY, IS LIMITED TO PRODUCT REPLACEMENT ONLY.
225 FALLON ROAD, MIDDLESEX INDUSTRIAL PARK
STONEHAM, MASSACHUSETTS 02180-9101 USA
TEL: (617) 438-7000 – FAX: (617) 438-8971 – TELEX: 94-9417
CABLE: CHESTERTON STONEHAM, MASS.
© A.W.CHESTERTON CO., 1994. All rights reserved.
® Registered trademark owned and licensed by
A.W.CHESTERTON CO. in USA and other countries.
FORM NO. E70002 REV. 3/94
PRINTED IN USA 5/94
APPENDIX 2
DIVISION OF CHESTERTON®
TM
INDUSTRY TERMS
AND DEFINITIONS
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP2
APPENDIX 2
DIVISION OF CHESTERTON®
TM
INDUSTRY TERMS AND DEFINITIONS
INDUSTRY TERMS
AND DEFINITIONS
Absorption
The process by which a liquid is drawn into
and tends to fill permeable pores in a porous
solid body: also the increase in weight of a
porous solid body resulting from the penetration
of a liquid into its permeable pores.
Accelerator
A substance which, when added to concrete,
mortar, or grout, increases the rate of hydration
of the hydraulic cement, shortens the time
of setting, or increases the rate of hardening,
strength development, or both.
A.C.I.
American Concrete Institute
Admixture
A material other than water, aggregates,
hydraulic cement and fiber reinforcement
used as an ingredient of concrete or mortar,
and added to the batch immediately before
or during its mixing.
(ie. air entraining additives etc.)
Aggregate
Granular material, such as sand, gravel,
crushed stone, crushed hydraulic-cement
concrete, or iron blast furnace slag,
used with a hydraulic cementing medium
to produce either concrete or mortar.
Anchor Bolt
A metal bolt or stud, headed or threaded,
either cast in place, or drilled into finished
concrete, used to hold various structural
members or embedments in the concrete,
and to resist shear, tension, and vibration
loadings from various sources such as wind,
machine vibration, etc.: known also as a
Hold-down bolt or a Foundation bolt.
A.S.T. M.
American Society for Testing and Materials
Bar Chair
An individual supporting device used
to support or hold reinforcing bars
in proper position to prevent displacement
before or during concreting.
Base Plate
A plate of metal or other approved material
used to distribute vertical loads,
as for building columns or machinery.
Bearing Capacity
The maximum unit pressure which a soil
or other material will withstand without failure
or without settlement to an amount detrimental
to the integrity or the function of the structure.
Blistering
The irregular raising of a thin layer
at the surface of placed mortar or concrete
during or soon after completion of the
finishing operation.
Bond Strength
Resistance to separation of mortar and
concrete from reinforcing steel and other
materials with which it is in contact;
a collective expression for all forces
such as adhesion, friction due to shrinkage,
and longitudinal shear in the concrete
engaged by the bar deformations
that resist separation.
Bonding Agent
A substance applied to a suitable substrate
to create a bond between it and a succeeding
layer as between a new concrete slab
poured on top of an old concrete slab.
Broadcast
To disperse granular material, such as sand,
over a horizontal surface so that a thin,
uniform layer is obtained.
Broom Finish
The surface texture obtained by stroking
a broom over freshly placed concrete.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP2.1
APPENDIX 2
DIVISION OF CHESTERTON®
TM
INDUSTRY TERMS AND DEFINITIONS
INDUSTRY TERMS
AND DEFINITIONS
Bug Holes
Small regular or irregular cavities,
usually not exceeding 12 mm (1/2") in diameter,
resulting from entrapment of air bubbles
in the surface of formed concrete
during placement and compaction.
Cast-In-Place
Mortar or concrete which is deposited in the
place where it is required to harden as part of
the structure, as opposed to precast concrete.
Catalyst
A substance that initiates a chemical reaction,
enabling the reaction to proceed under
milder conditions than otherwise required.
The catalyst does not, itself, alter or enter into
the reaction.
Cathodic Protection
The form of corrosion protection
wherein one metal is caused to corrode
in preference to another, thereby protecting
the latter from corrosion.
Coefficient of Thermal Expansion
Change in linear dimension per unit length
or change in volume per unit volume
per degree of temperature change.
Cold Joint
A joint or discontinuity resulting from a delay
in placement that precludes a union of the
material in two successive lifts.
Compaction
The process whereby the volume
of freshly placed mortar or concrete
is reduced to the minimum practical space
usually by vibration, centrifugation, tamping,
or some combination of these;
to mold it within forms or molds and around
embedded parts and reinforcement,
and to eliminate voids other than entrained air.
Composite
A material formed from two or more
distinct components, resulting in functional
properties not present in any of the
individual components.
Normally with the purpose to achieve
specifically designed or engineered properties.
Usually a reinforced material
with two distinct material groups:
the matrix and the reinforcement.
Compressive Strength
The measured maximum resistance of a
concrete or mortar specimen to axial loading;
expressed as force per unit cross-sectional area;
or the specified resistance used in design
calculations.
Concrete
A composite material that consists essentially
of a binding medium within which are
embedded particles or fragments of aggregate;
in portland cement concrete, the binder
is a mixture of portland cement and water.
Coupling Agent
Coupling agents are chemicals
which are added to blends to join relatively
non-compatible chemicals together.
Reinforcements are typically treated with
coupling agents to improve resin attachment
which in turn improves the final properties
of the composite.
Coving
The area where the floor meets a wall.
Concrete, Structural
Concrete used to carry structural load
or to form an integral part of a structure;
concrete of a quality specified for structural use;
concrete used solely for protective cover, fill,
or insulation is not considered structural concrete.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP2.2
APPENDIX 2
DIVISION OF CHESTERTON®
TM
INDUSTRY TERMS AND DEFINITIONS
INDUSTRY TERMS
AND DEFINITIONS
Construction Joint
The surface where two successive placements
of concrete meet, across which it is desirable to
develop and maintain bond between the two
concrete placements, and through which any
reinforcement which may be present is not
interrupted.
Contraction Joint
Formed, sawed, or tooled groove in a concrete
structure to create a weakened plane thus
regulating the location of cracking resulting from
the dimensional change of different parts of the
structure.
Core
A cylindrical sample of hardened concrete
or rock obtained by means of a core drill.
Crack Chaser
A tool or machine used to rout out a crack
and widen the top into a “V”.
Crazing
A network pattern of fine cracks that do not
penetrate much below the surface of hardened
concrete caused by minor surface shrinkage.
Curing
The maintenance of a satisfactory moisture
content and temperature in concrete during its
early stages so that desired properties may
develop.
Curing Agent (ARC Composites)
A curing agent is the co-reactant with a polymer
resin. When the curing agent reacts with a resin,
the mixture solidifies, forming the matrix phase
of a composite.
Curing Compound
A liquid that can be applied as a coating to
the surface of newly placed concrete to retard
the loss of water or, in the case of pigmented
compounds, to also reflect heat.
This provides an opportunity for the concrete
to develop its properties in a favorable
temperature and moisture environment.
Curling
The distortion (rising up) of a slab’s corners and
edges due to difference in moisture content or
temperature between the top and bottom of a slab.
Dampproofing
Treatment of concrete or mortar to retard the
passage or absorption of water,or water vapor,
either by application of a suitable coating to
exposed surfaces, or by use of a suitable
admixture or treated cement, or by use of
pre-formed films such as polyethylene sheets
under slabs on grade.
Dead Load
A constant load present on a structure due to the
mass of the members, the supported structure,
and permanent attachments or accessories.
Deflection
A variation in position or shape of a structure
or structural element due to effects of loads
or volume change, usually measured as a
linear deviation from an established plane
rather than an angular variation.
Delamination
A separation along a plane parallel to a surface
as in the separation of one coating from another,
or itself, or in the case of a concrete slab,
a horizontal splitting, cracking, or separation of a
slab in a plane roughly parallel to, and generally
near, the upper surface; found most frequently in
bridge decks and caused by the corrosion of
reinforcing steel or freezing and thawing;
similar to spalling, scaling or peeling except that
delamination affects large areas and can often
only be detected by tapping.
Dowel
1. A steel pin, commonly a plain round steel bar,
which extends into two adjoining portions of a
concrete construction, as at a joint in a pavement
slab, so as to transfer shear loads;
2. A deformed reinforcing bar intended to transmit
tension, compression,or shear through a
construction joint.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP2.3
APPENDIX 2
DIVISION OF CHESTERTON®
TM
INDUSTRY TERMS AND DEFINITIONS
INDUSTRY TERMS
AND DEFINITIONS
Dusting
The development of a fine powdery material that
easily rubs off the surface of hardened concrete.
Efflorescence
A deposit of salts, usually white, formed on a
surface, the substance having emerged in solution
from within concrete or masonry and deposited by
evaporation.
Exothermic Reaction
A chemical reaction which produces heat as a
by-product of its reaction.
Expansion Joint
A separation provided between adjoining parts of
a structure to allow for movement due to expansion
and contraction. May also be an isolation joint
intended to allow independent movement between
adjoining parts of a structure.
Finishing
Leveling, smoothing, compacting, and otherwise
treating surfaces of fresh or recently placed
concrete or mortar to produce desired appearance
and service.
Flexural Strength
A property of a material or structural member
that indicates its ability to resist failure in bending.
Floating
The operation of finishing a fresh concrete
or mortar surface by use of a float, preceding
troweling when that is to be the final finish.
Footing
That portion of the foundation of a structure
which spreads and transmits load directly
to the piles, or to the soil or supporting grillage.
Grade Beam
A reinforced concrete beam, usually at
ground level, to form a foundation for the walls
of a superstructure.
Grout
A mixture of cementitious material and water,
with or without aggregate, proportioned to produce
a pourable consistency without segregation of the
constituents; also a mixture of other composition
but of similar consistency.
Hairline Cracking
Small cracks of random pattern in an exposed
concrete surface.
Honeycomb
Voids left in concrete due to failure of the mortar
to effectively fill the spaces among course
aggregate particles.
Hydration
Formation of a compound by the combining of
water with some other substance; in concrete,
the chemical reaction between hydraulic cement
and water.
Hydro-Blast
(See water blast – this section).
Hydrophobic
A hydrophobic chemical is a compound which is
“water fearing”. Polymers formed from hydrophobic
ingredients are typically water resistant or water
repellant.
Isolation Joint
A separation between adjoining parts of a concrete
structure, usually a vertical plane, at a designed
location such as to interfere least with performance
of the structure, yet such as to allow relative
movement in three directions and avoid formation
of cracks elsewhere in the concrete and through
which all or part of the bonded reinforcement is
interrupted.
Jitterbug
A grate tamper for pushing coarse aggregate
slightly below the surface of a slab to facilitate
finishing.
Joint Sealant
Flexible material used to exclude water, chemicals
and solid foreign materials from joints.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP2.4
APPENDIX 2
DIVISION OF CHESTERTON®
TM
INDUSTRY TERMS AND DEFINITIONS
INDUSTRY TERMS
AND DEFINITIONS
Laitance
A weak surface layer containing cement and fines
from aggregates, brought by water to the top of
overwet concrete, the amount of which is generally
increased by overworking or over-manipulating
concrete at the surface by improper finishing or by
job traffic.
Live Load
Any load that is not permanently applied
to structure.
Load-Bearing Wall
A wall designed and built to carry superimposed
vertical and shear loads as opposed to
nonload-bearing walls.
Matrix
A material in which something is imbedded
for protection; one phase of a composite.
With epoxies this would be the cured mixture
of the resin and curing agent.
Monolithic Concrete
Concrete casts with no joints other than
construction joints.
Mortar
A mixture of cement paste and fine aggregate.
Moving Cracks
When a slab is improperly designed these cracks
develop, and because of thermal changes or load,
the crack will deflect, expand and contract.
N.A.C.E.
National Association of Corrosion Engineers
Nonmoving Cracks
Cracks in concrete that do not move; therefore
they are not detrimental to overlaymants placed
over the concrete. Construction joints are an
example of nonmoving joints.
Shrinkage cracks may or may not be moving.
Overlay Concrete:
A layer of concrete or mortar, seldom thinner than
25 mm (1"), placed on and usually bonded onto
the worn or cracked surface of a concrete slab
to either restore or improve the function of the
previous surface.
Overlay Epoxy:
Typically an epoxy mortar filled with 3 to 8 parts
of graded sand to one part epoxy.
Parge
To coat with plaster, particularly foundation walls
and rough masonry.
Plastic Concrete
This term denotes concrete while it is still pliable
in its early curing stage.
Plastic Cracking
Cracking that occurs in the surface of fresh
concrete soon after it is placed and while it is
still plastic.
Popout
The breaking away of small portions of a concrete
surface due to internal pressure which leaves a
shallow, typically conical, depression.
Pot Life
Timed interval after preparation during which
a liquid or plastic mixture is usable.
Precast
A concrete member that is cast and cured in other
than its final position; the process of placing and
finishing precast concrete.
Punky
Slang used to denote weak porous concrete.
Rebar
Abbreviation for “reinforcing steel” bar.
Reinforced Concrete
Concrete containing adequate reinforcement
(prestressed or not prestressed) and designed
on the assumption that the 2 materials
act together in resisting forces.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP2.5
APPENDIX 2
DIVISION OF CHESTERTON®
TM
INDUSTRY TERMS AND DEFINITIONS
INDUSTRY TERMS
AND DEFINITIONS
Reinforcement (Concrete):
Bars, wires, strands and other slender members
which are imbedded in concrete in such a manner
that the reinforcement and the concrete act together
in resisting forces.
Reinforcement (Composites):
Reinforcements are engineered combinations of
specially treated materials which consider optimal
packing densities, surface pretreatments,
and maximum performance to synergistically
enhance the performance of the composite.
Release Agent
Material used to prevent bonding of concrete
or other material to a surface.
Resin
A resin is a chemical compound which reacts with
another chemical compound (curing agent) to form
a chain or complex network called a polymer.
When groups of resins are blended with
reinforcements, fillers and handling aids,
the mixture is called the base or “A” component.
Rise to Run
Also known as slope to pitch.
This phrase denotes how much a floor must slope
from one point to another.
Sandblast
A system of cutting or abrading a surface such as
concrete by a stream of sand ejected from a nozzle
at high speed by compressed air.
Saturated Surface Dry
Condition of an aggregate particle or other porous
solid when the permeable voids are filled with water
and no water is on the exposed surfaces.
Sawed Joint
A joint cut in hardened concrete, generally not to
the full depth of the member, by means of special
equipment.
Scaling
Local flaking or peeling away of the near-surface
portion of hardened concrete or mortar.
Screed Bar
The bar (usually a rigid magnesium or aluminum)
used to distribute a material to form a new surface.
Often used in conjunction with screed guides (strips).
Screed Box
A piece of equipment designed to distribute a
material to a given thickness.
(See Section F – Applications).
Screed Guide (or Screed Strips)
Strips of metal, plastic or other suitable material
used in conjunction with screed bar to regulate the
thickness of an application. This is determined by
the thickness of the screed guide.
Screeding
The operation of forming a surface to a
specific thickness.
Settling
The lowering in elevation of sections of pavement
or structures due to their weight, the loads imposed
on them, or shrinkage or displacement of the
support.
Shrinkage Cracking
Cracking of a structure or member due to failure
in tension caused by external or internal restraints
as reduction in moisture content develops, or as
carbonation occurs or both.
S.I.S.
Swedish Institute of Standards
Skid Resistance
A measure of the frictional characteristics
of a surface.
Slab
A flat, horizontal or nearly so, molded layer of plain
or reinforced concrete, usually of uniform but
sometimes of variable thickness, either on the
ground or supported by beams, columns, walls,
or other framework.
Solvent
A liquid in which another substance
may be dissolved.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP2.6
APPENDIX 2
DIVISION OF CHESTERTON®
TM
INDUSTRY TERMS AND DEFINITIONS
INDUSTRY TERMS
AND DEFINITIONS
Spall
A fragment, usually in the shape of a flake,
detached from a larger mass by a blow,
by the action of weather, by pressure,
or by expansion within the larger mass.
S.S.P.C.
Steel Structures Painting Council
Straight Edge
A rigid, straight piece of either wood or metal
used to strike off or screed a concrete surface
to proper grade, or to check the level of a finished
grade.
Strike Off Bar
See Screed Bar.
Structural Cracks
When a concrete member is improperly designed
or overloaded beyond its capacity, cracks can
develop and undermine the concrete members
integrity or function.
Subgrade
The soil prepared and compacted to support a
structure or a pavement system.
Synergy (Synergistically)
A result of adding one material to another which
will produce numerous increases in performance.
(ex. 1+1=9)
Thermal Shock (Epoxy overlayments)
Epoxy mortar matrix systems expand and
contract two to five times greater than concrete
when temperatures have a rapid change in a short
period of time. This phenomenon could create
stress at the bond line and cause a failure in the
concrete.
Thixotropy
The property of a material that enables it to stiffen
in a short period on standing, but to acquire a lower
viscosity on mechanical agitation, the process being
reversible; a material having this property is termed
thixotropic or shear thinning.
Tooling
The act of compacting and contouring a material
in a joint.
Vapor Barrier
Waterproof membrane placed under concrete floor
slabs that are placed on grade.
Water Blast (Hydro-Blast)
A system of cutting or abrading a surface such as
concrete by a stream of water ejected from a nozzle
at high pressure. Minimum 550 kg/cm2 (8000 psi)
required to remove weak or deteriorated concrete
surfaces.
Tensile Strength
Maximum unit stress which a material is capable of
resisting under axial tensile loading; based on the
cross-sectional area of the specimen before loading.
Thermal Movement
Change of dimension of a material resulting from
change of temperatures.
Thermal Shock (Concrete)
The subjection of newly hardened concrete to a
rapid change in temperature which may have a
detrimental effect.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP2.7
APPENDIX 3
DIVISION OF CHESTERTON®
TM
EQUIPMENT MANUFACTURER’S
INFORMATION
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP3
APPENDIX 3
DIVISION OF CHESTERTON®
TM
EQUIPMENT MANUFACTURER’S INFORMATION
EQUIPMENT
MANUFACTURER’S
INFORMATION
The following manufacturer’s listing is provided
as a courtesy to those people requiring sources
for purchase of equipment listed herein.
A.W.CHESTERTON® Company
disclaims any responsibility for these listed
firm’s service or support.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP3.1
APPENDIX 3
DIVISION OF CHESTERTON®
TM
EQUIPMENT MANUFACTURER’S INFORMATION
EQUIPMENT
MANUFACTURER’S
INFORMATION
FLOOR PREPARATION MACHINERY
(Shot Blast, Scarifiers, Scabblers Etc.)
Bartell Industries Limited
219 Toryork Drive
Weston, Ontario M9L 1Y2
(416) 749-1253 For Local Distributor
(800) 344-8577
Equipment Development Company, Inc.
100 Thomas Johnson Drive
Frederick, MD 21701
(301) 663 -1600
Nelco Manufacturing Company
6215 Aluma Valley Drive
P.O. Box 1186
Oklahoma City, OK 73121
(405) 478 -3440
Americ Corporation
2420 East Oakton, Unit 1
Arlington Heights, IL 60066
(708) 364-4646
Etramo
Bisshoppenhoflaan 635
B-2100 Antwerp-Belgium
011-03-325-7805
Jardine Engineering House
260 King’s Road
P.O. Box 517 GPO
Hong Kong
011-80-71717
MAINTENANCE EQUIPMENT
(Sweepers, Buffers, Vacuums, Etc.)
Hillyard Chemical Company
302 North Fourth Street
St. Joseph, MO 64502
(816) 233-1321 For U.S. and Canadian Distributor
HAND TROWELS
Goldblatt Tool Company
(See Plaster and Mortar Type Mixers)
Marshalltown Trowel Company
P.O. Box 738
Marshalltown, IA 50158
(515) 754-6116
Red Devil Inc.
2400 VauxHall Road
Union, NJ 07083
(201) 688-6900
Cleform
4343 Easton Rd.
104 S. 8th Avenue
St. Joseph, MO 64503
(800) 253-3676
Builders Tool Supplies Limited
70 Snidercroft Rd.
Concord, Ontario L4K 1B1
(416) 669-2391 Canadian Distributor
MIXERS
Jiffy Mixer Company Inc.
1342 Bell Avenue
Unit 3H
Tustin, CA 92680
(714) 669-9907
Man-u-Fab Inc.
Kol Mixal
3737 3rd St. N.E.
Minneapolis, MN 55421
(612) 781-2012 For Local Distributor
Indco Incorporated
P.O. Box 589
New Albany, IN 47150
(812) 945- 4383 For Local Distributor
(800) 942- 4383
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP3.2
APPENDIX 3
DIVISION OF CHESTERTON®
TM
EQUIPMENT MANUFACTURER’S INFORMATION
EQUIPMENT
MANUFACTURER’S
INFORMATION
POWER TOOLS
(Grinders, Saws, Pneumatic Hammers Etc.)
Equipment Development Company, Inc.
100 Thomas Johnson Drive
P.O. Box 1186
Frederick, MD 21701
(301) 663-1600
W. W. Grainger, Inc.
333 Knights Bridge Parkway
Lincolnshire, IL 60069
Americ Corporation
2420 East Oakton, Unit 1
Arlington Heights, IL 60066
(708) 364-4646
Etramo
Bisshoppenhoflaan 635
B-2100 Antwerp-Belgium
011-03-325-7805
Tyrolit Abrasives
274 Watline Avenue
Mississauga, Ontario Canada L4Z 1P4
(416) 890-5858
Jardine Engineering House
260 King’s Road
P.O. Box 517 GPO
Hong Kong
011-80-71717
POWER TROWELS
Equipment Development Company
100 Thomas Johnson Drive
Frederick, MD 21701
(301) 663-1600
Koehring Company
1752 Stanley Avenue
Dayton, OH 45404
(513) 461-4860
Bartell Industries Limited
219 Toryork Drive
Weston, Ontario M9L 1Y2
(416) 749-1253 For Local Distributor
(800) 344-8577
Superior Power Trowel, Inc.
211 Kenroy Lane, Suite 7
Roseville, CA 95678
(800) 327-9779
Whiteman Industries
A. Multiquip Co.
P.O. Box 6254
Carson, CA 90749
(800) 421-1244 (800) 228-8846 (CA only)
Goldblatt Tool Company
(See Plaster Mixers)
Both Electric and Gasoline
Marshalltown Trowel Company
(See Hand Trowels)
Americ Corporation
2420 East Oakton, Unit 1
Arlington Heights, IL 60066
Etramo
Bisshoppenhoflaan 635
B-2100 Antwerp-Belgium
011-03-325-7805
Tyrolit Abrasives
274 Watline Avenue
Mississauga, Ontario
Canada L4Z 1P4
(416) 890-5858
Jardine Engineering House
260 King’s Road
P.O. Box 517 GPO
Hong Kong
011-80-71717
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP3.3
APPENDIX 3
DIVISION OF CHESTERTON®
TM
EQUIPMENT MANUFACTURER’S INFORMATION
EQUIPMENT
MANUFACTURER’S
INFORMATION
(Hillyard True-Line Tape Liner)
Hillyard Company (Game Lines)
302 North Fourth Street
St. Joseph, MO 64502
(816) 233-1321 U.S. and Canadian Distributor
(“Lid-Off” Plastic Lid Removers)
PLASTER AND MORTAR
TYPE MIXERS
Goldblatt Tool Company
511 Osage
Kansas City, KS 66110
(913) 621-3010
SPRAY EQUIPMENT
Graco Inc. ( U.S.) Limited
P.O. Box 1441
Minneapolis, MN 55440-1444
(612) 378-6000
Graco Pumps of Canada
3400 American Drive
Mississauga, Ontario M4V 1C1
(416) 677-0640
Spraying Systems Com (U.S.)
North Avenue at Schmale Rd.
Wheaton, IL 60188
(312) 665-5000
The DeVilbiss Company (U.S.)
P.O. Box 913
Toledo, OH 43692
(419) 470-2161
DeVilbiss Canada Limited
P.O. Box 3000
Barrie, Ontario L4M 4V6
(705) 728-5501
MISCELLANEOUS
(Diamond Blades, Screed Boxes, Etc.)
(Moisture Meters)
Delmhorst Instrument Company
Boonton, NJ 07005
(201) 334-2557
Indco Incorporated
P.O. Box 589
New Albany, IN 47150
(812) 945-4383 U.S. and Canadian Distributor
(“Tooke” Dry Film Thickness Gauge)
P.O. Box 589
New Albany, IN 47150
(812) 945-4383 U.S. and Canadian Distributor
Equipment Development Company, Inc.
100 Thomas Johnson Drive
Frederick, MD 21701
(301) 663-1600
W. W. Grainger, Inc.
333 Knights Bridge Parkway
P.O. Box 1186
Lincolnshire, IL 60066
Etramo
Bisshoppenhoflaan 635
B-2100 Antwerp-Belgium
011-03-325-7805
Tyrolit Abrasives
274 Watline Avenue
Mississauga, Ontario Canada L4Z 1P4
Jardine Engineering House
260 King’s Road
P.O. Box 517 GPO
Hong Kong
011-80-71717
Dry Diamond Blades
6 mm x 100 mm
(1/4" Thickness x 4" Diameter)
3 mm x 100 mm (1/8" Thickness x 4" Diameter)
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP3.4
APPENDIX 4
DIVISION OF CHESTERTON®
TM
COVERAGES AND CONVERSIONS
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP4
APPENDIX 4
DIVISION OF CHESTERTON®
TM
COVERAGES AND CONVERSIONS
COVERAGES AND
CONVERSIONS
CONVERSION FACTORS
LENGTH:
1 inch = 2.54 cm
1cm = 0.39 inch
1 foot = 0.305 m
1 m = 3.28 feet
1 yard = 0.914 m
inches to centimeters... multiply by 2.5
centimeters to inches... multiply by 0.4
feet to meters... multiply by 0.305
meters to feet... multiply by 3.3
VOLUME:
1 fluid ounce = 29.57 ml
10 ml = 0.34 fl oz
1 quart (32 fl oz) = 946.35 ml 1 l = 1.06 US qt
1 gal (128 fl oz) = 3.79 l
3.79 l = 1 US gal
ounces to milliliters... multiply by 30
milliliters to ounces... multiply by 0.034
quarts to liters... multiply by 0.95
liters to quarts... multiply by 1.06
1 inch3 = 16.39 cm3
1 foot 3 = 1,728 inch3 = 7.481 gal
1 yard 3 = 27 feet 3 = 0.7646 m3
TEMPERATURE:
°C = °F – 32 ÷ 1.8
°F = 1.8 x °C + 32
SPECIFIC WEIGHT:
1 lb water = 27.7 inch3 = 0.1198 gal
1 ft 3 water = 62.43 lb
1 gallon water = 8.345 lb
AREA:
π = 3.14159
circular inch = 0.7854 inch2 (1 inch diameter)
square inch = 6.452 cm2
square feet to square meters... multiply by 0.0929
square meters to square feet... divide by 0.0929
WEIGHT:
1 oz = 28.3 g
10 g = 0.35 oz
1 lb = 0.45 kg
1 kg = 2.20 lb
ounces to grams... multiply by 28.3
grams to ounces... multiply by 0.035
pounds to kilograms... multiply by 0.45
kilograms to pounds... multiply by 2.2
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP4.1
APPENDIX 5
DIVISION OF CHESTERTON®
TM
TROUBLESHOOTING
PIN HOLES IN CONCRETE
BLISTERING
CRACKING
DISBONDING
POORLY FINISHED SURFACE
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP5
APPENDIX 5
DIVISION OF CHESTERTON®
TM
TROUBLESHOOTING
TROUBLESHOOTING
This section will address potential problems
that may be encountered after an application
of an overlayment.
Read this before the application and follow
the manual guidelines.
PIN HOLES IN COMPOSITE
This problem occurs
for one of the following reasons:
1. Over mixing the composite or using a
high speed drill which entraps air bubbles,
resulting in out gassing.
2. Vapor permeation, resulting from water vapor
passing up through the slab and causing
pinholing in the composite.
Solution:
Prime the evening before application
and apply silica sand to excess
(until there are no more “wet spots”).
The next day sweep the excess sand and
reprime and apply composite.
Whenever possible apply composite in the
early morning or evening as vapor direction of travel
is reversed and will enhance the bond.
Always mix composite with a variable
slow speed drill @ 200 RPM max for 1 minute
or until completely mixed (no streaking).
BLISTERING
This problem occurs as a result of over mixing
(incorporating too much air into resin),
applying in direct sunlight outdoors or
working the surface too much.
Solution:
Mix with variable slow speed drill.
Only make as many passes with power trowel
as needed to seal composite
(normally 2 to 4 passes is sufficient).
Do not apply in direct sunlight.
(Prime evening before as noted above).
CRACKING
This will be a direct result of placing composite
over an existing crack in the substrate or
over a moving joint.
NOTE: The composite will not crack
of its own accord as the concrete
is the weakest member.
Solution:
Always fill cracks and treat joints
as described in Sections E and F.
DISBONDING
This is the number one cause of failure
in the industry.
Several factors can lead to disbondment:
1. Surface preparation:
Accounts for 95% of disbondment failures.
2. Vapor transmission:
Can cause the composite to “lift” before cure.
3. Primer misapplication:
Primer applied too thinly or cured before
application of composite.
4. Thermal Shock:
Sudden thermal changes
(i.e., intense steam cleaning).
Solution:
All concrete, new and old, must be mechanically
prepared to remove all weak, dusty, cracked
and deteriorated areas.
Before priming concrete, double check that
the surface is sound, hard, clean, crack free,
contaminant free and rough profile.
Apply primer. If concrete is porous a second coat
may be required. Remember primer must still be
wet or tacky before applying composite.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP5.1
APPENDIX 5
DIVISION OF CHESTERTON®
TM
TROUBLESHOOTING
TROUBLESHOOTING
Delamination:
This is normally a result of poor
concrete soundness.
The composite was applied on top of
delaminated spalls.
Solution:
Always sound the surface to detect “hollows”
that reveal delamination within the concrete.
Staining, Marbling and Chalking:
When chemicals are severe,
the composite may stain.
However, this is natural and should have
no effect on the performance of the system.
Marbeling is normally a direct result of
over working the surface during application
and will not have any effect on performance.
Chalking is caused by UV attack.
This white chalk dust has absolutely
no effect on composite performance and
is a normal characteristic of epoxy systems
when used outdoors and where the
composite is subject to U.V. attack.
Solution:
None. This is a normal function and reaction of
epoxy composites and will not affect performance.
POORLY FINISHED SURFACE
When a composite surface is fairly level
but the surface is open.
Solution:
Clean floor. Mix and apply top coat
using only A and B , roll on, and
broadcast silica sand to excess.
The next day sweep off excess and apply
top coat of A and B via short nap roller.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP5.2
APPENDIX 6
DIVISION OF CHESTERTON ®
TM
MISCELLANEOUS
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP6
APPENDIX 6
DIVISION OF CHESTERTON ®
TM
MISCELLANEOUS
MISCELLANEOUS
BREAKDOWN FOR
ARC ORIGINAL
POLYMER COMPOSITES
INDUSTRIAL UNIT PACKAGING
790
791
798
988
PRIMER RESIN (PART A)
4
4
4
4
PRIMER CURING AGENT (PART B)
4
4
4
4
TOP COAT RESIN (PART A)
4
4
4
4
TOP COAT CURING AGENT (PART B)
4
4
4
4
REINFORCEMENT (PART C)
8
8
8
8
790
798
PRIMER RESIN (PART A)
1
1
PRIMER CURING AGENT (PART B)
1
1
TOP COAT RESIN (PART A)
1
1
TOP COAT CURING AGENT (PART B)
1
1
REINFORCEMENT (PART C)
1
1
16 kg KIT
COVERAGES: Refer to the back of data sheets for product of choice.
NOTE: Depending on the roughness of surface, the coverages will vary.
ARC COMPOSITES FOR CONCRETE – APPLICATION MANUAL
© A.W. CHESTERTON COMPANY, 1992. All rights reserved.
AP6.1