ELECTROLESS NICKEL WITH AHARD CHROME OVERLAY
advertisement

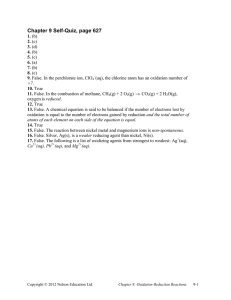
------- _TECHMETALS, INC. P.O. Box 665 • Dayton, Ohio 45401 -~~._-------- • 513/253-1250 ELECTROLESS NICKEL WITH AHARD CHROME OVERLAY Electroless nickel and hard chrome are two competing deposits used extensively for engineering purposes. Each deposit has its own distinct properties and characteristics. When they are combined, they form a highly functional coating. In many areas of application, hard chrome can be replaced by electroless nickel. In some specific applications, it has even proven to be an improvement over hard chrome. Due to the fact that both electro less nickel and hard chrome are normally used for functional (rather than decorative) applications, one is able to gain many advantages. This can be seen by the comparisons in Table 1. STRUCTURE Electroless nickel is an alloy of nickel and phosphorus which as deposited forms a metallic glass coating. Unlike hard chrome and other electroplates, electroless nickel coatings are completely amphorous, and have no crystalline structure containing internal segregation or separate phases. It is the lack of this structure which produces the unusual properties and makes it well-suited for protection against corrosion, erosion, and wear. The internal stress of high phosphorous electroless nickel deposits is very low on most substrates due to their high phosphorous content, purity, and homogeneity. Low phosphorous electro less nickel and those which contain large amounts of codeposited contaminants (cadmium, lead, sulfur) will have high stress and tend to be very porous which leads to a poor base coating underneath the hard chrome. Hard chrome deposits are formed by electrodepositing a chromic acid solution onto a base material. The coating itself may exhibit different characteristics due to the complex forms of acids used in the baths. The electrodeposition of chromium differs from other plating processes not only with respect to the bath, but also in the nature of the coating produced. In the I~A famll, 01 Precision Metal finishers I thickness used in this type of deposit, the coating is normally 0.5 mil or less, forming a highly porous coating. This is the reason why the electroless nickel base is very important to corrosion resistance. The hard chrome deposits structure tends to give it greater wear resistance and galling resistance due to its crystalline structure. Crack structure of (above x 500) chromium as-deposited and (left x 500) chromi urn electropolished to high fi n l sh , The internal stress in the form of a compression stress will form in the base material with this type of coating originating from hydrogen absorption from the electroless nickel deposit. As mentioned before, this stress will be very minimal due to the electroless nickel's quality. These stresses are transferred to the chromium coating where they overcompensate the tensile stress. The compressed stresses which occur are determined by the effect of the basis metal; they gradually fall over time, at the thickness of this type of application 0.5 mil thick or under. The compression stress in this deposit is easily reduced by a heat treatment after coating at 375°F for 2 to 3 hours. UNIFORMITY Electroless nickel coatings are applied without an electrical current, but instead by a autocatalytic chemical reduction. By this process, one is able to uniformly coat all surfaces it wets. With this coating used as the initial coating of the basis metal, it will evenly coat grooves, slots, blend holes, and even thread areas. Because of this ability of uniformity, the base coat is ------------- used as the one to increase or decrease a part's dimensions the most in this type of coating. The thickness of the deposit may be controlled up to 0.1 mil. This unique quality normally will decrease the cost of plating if a complex part requires the coating. Hard chrome coatings, on the other hand, are applied using electrolysis. This requires the use of a cathode (part being plated) and an anode. It is this relationship between the part and the anode which causes the variance in coating thickness. These coatings tend to build up on edges, corners, and any other sharp protrusions. Thus, by limiting this thickness in this part of the coating to 0.5 mil thick, we are able to control size with the coating fairly evenly. HARDNESS AND WEAR RESISTANCE Normally when dealing with chromium deposits the hardness and wear resistance is directly related to the thickness of the chromium deposit. But due to the fact that the chromium deposit in this coating is very thin, 0.5 mil or less, the base coating of electroless nickel is very critical to the hardness and wear characteristics. Electroless nickel as plated has a 48 Rockwell C hardness, and is a very good support material for a hard chrome coating. When parts are subject to heavy loads or wear, the outer coating may break down due to a failure of either the base material or if the coating between the top coating and bottom is of a softer hardness. As such, plating of this coating on soft base materials has been found to be very advantageous on aluminum, beryllium, and other soft alloys. This special structure of the hard chrome deposit is responsible for its hardness and resistance to wear. In this application the hardness of deposit is further added by the very thin, yet very hard and dense network of cracks in the deposit. Comparisons of hard chrome and electroless nickel can be seen in the figure below and further related in Table #2. ... ... Tnt r.mperltur" "F zoo ,zoo Effect of temperature on the elevated temperature hardness of a 10 percent phosphorus electroless nickel. 1000 -- 400 ,~ .... ...... % J -, As d'POsitMi --....., ..... 0- •00 200 100 200 '400 ,,400 °c (750 oF! '00 600 1200 :<:,, . ., > t 1000 300 '" "" 4110 TlSt tlmperalure, -<Chromium ...... ~ 500 "c ...... ...... '. '"--=: '00 700 '00 SUPERIOR CORROSION RESISTANCE One of the most beneficial differences between the electroless nickel coating and the hard chrome is that they both are able to offer some corrosion resistance. Both coatings are capable of protecting the base material by sealing it off from the environment. Because of the limited amount of chrome being deposited, its corrosion resistance is very limited due to the cracks in the deposit and the thin amount of plating. 0.5 mil or less. The electroless nickel, on the other had, is very similar to high alloy nickels such as stainless steel. Electroless nickel coatings are resistant to alkalies, salt solutions, many acids, and all types or organic media. Refer to Table #3 at the end of this section for further comparisons. APPLICATIONS KNOWN OF TODAY Aircraft (pistons, hatch locks, brakes and lubrication components) Increased life, added corrosion resistance. Good wear at high temperatures. Food Industry (flatware, gears, bacon presses, shafts, and packaging equipment) Corrosion resistance on complex shapes and increased wear. Hardware (marine use) Increased life and wear over conventiOnal hard chrome and electrodeposited nickel. Hydraulics (rams and shafts used in steel mills, around salt and other chemicals) Gained in corrosion resistance over conventional hard chrome. Oil Field Equipment (ball valves, shafts) Added wear and corrosion. Protection of nickel from weld splatter. Molds (plastic and rubber) Added corrosion resistance, infinite throw into baffles, ports, and molding surfaces. In electroless nickel plating of rubber molds it is particularly important to hard chrome the molding surfaces as many types of rubbers stick to electroless nickel. Stainless Steel (replacement with steel) Electroless nickel applied in place of stainless requiring hard chrome on specific areas. CONCLUSION Electroless nickel with a hard chrome overlay has many unique properties which make it a superior engineering coating. The coating offers high strength, superior abrasion and wear resistance, superior corrosion resistance, and a complete and uniform coating. This coating has proven to be useful in improving life of parts and reducing machining costs as well as material costs. Its list of applications is ever expanding and its potential has only began to be realized. IABLE 1 COMPARISON OF ELECTROLESS NICKEL AND COMMERCIAL HARD CHROMIUM COATINGS PROPERTY MATERIAL STRUCTURE ELECTROLESS NICKEL COMMERCIAL HARD CHROMS, Alloy of 10 to 11 percent dissolved in nickel. Chromium plus trace amounts of oxides and hydrogen. Amorphous; no phase structure, Crystalline; fine grained lamination or segregation. with numerous cracks. INTERNAL STRESS ON STEEL, MPa <7 200-300 DENSITY, g/cm 3 7.75 6.90-7.18 890 1610 ELECTRICAL RESISTIVITY, I1rl-cm 90 14-66 THERMAL CONDUCTIVITY, W/cm-oK 0.08 0.67 MAGNETIC COERCITY Non-magnetic Non-magnetic TENSILE STRENGTH, MPa >700 <200 DUCTILITY, % ELONGATION 1 to MODULAS OF ELASTICITY, GPa 200 100-200 COEFFICIENT OF THERMAL EXPANSION, o l1/m/ C 12 6 ADHESION STRENGTH, MPa 300-400 Good HARDNESS, VHNIOO 480 to 500, as deposited; heat treatable to 1100 800 to 1000 COEFFICIENT OF FRICTION VS STEEL (LUBRICATED) 0.13 0.16 TABER WEAR, RESISTANCE, mg/lOOO cycles 15 to 20, as deposited; 2 to 9 after heat treatment 2 to 3 CORROSION RESISTANCE Excellent resistance to attack by all but the most severely Poor due to cracks; resists oxidizing environments; attacked MELTING POINT, °c 1~ oxidizing environments. «0.1 by halogens and reducing solutions. -------------------_._-------- IDLE 2 COMPARISION OF THE TABER ABRASER RESISTANCE OF DIFFERENT ENGINEERING COATINGS COATING HEAT TREATMENT TWI, MG/1000 Watts Nickel None 25 E1ectro1ess Nickel None 17 E1ectro1ess Nickel 300 E1ectro1ess Nickel 500 E1ectro1ess Nickel 650 Hard Chromium (1) 0C/l 0C/l 0C/l hr 10 hr 6 hr 4 None CYCLES (1) 2 Taber Wear Index, CS-I0 abraser wheels, 1000 gram load, determined as average weight loss per 1000 cycles for total test of 6000 cycles. TABLE 3 COMPARISON OF THE CORROSION BEHAVIOR OF CHROMIUM AND ELECTROLESS NICKEL IN DIFFERENT ENVIRONMENTS ENVIRONMENT CORROSION RATE, llm/y ELECTROLESS NICK~~ TEMPERATURE 10% Acetic acid nil 10% Citric acid nil 660 19 100,000 Conc. Hydrochloric acid 25 46 25,000 30 nil 19 51 17 10% Nitric acid nil 44 Conc. Nitric acid nil >25,000 10% Hydrofluoric acid 10% Lactic acid 10% Malic acid 10% Phosphoric acid 25 5 16 10% Sulfuric acid 280 12 Conc. Sulfuric acid 760 25 10% Sodium hydroxide nil nil 10% Ammonium chloride nil nil 10% Cupric chloride 380 25 10% Cupric nitrate 51 12 10% Ferric chloride nil 780 10% Sodium chloride nil 0.5 (1) Commercial hard chromium deposit; corrosion rates less than 25 um/y reported as nil. (2) Cast chromium metal. (3) Electroless nickel containing 0.05% other elements. 10~% phosphorus and less than