Making the Most of Your Calibration Certificate
advertisement

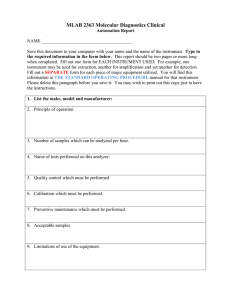
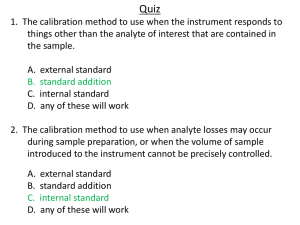
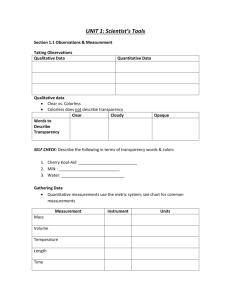
M AKING THE MOST OF Y OUR C ALIBRATION C ERTIFICATE Contents 1. INTRODUCTION 1 2. WHAT IS THE PURPOSE OF A CALIBRATION? 1 2.1 Traceability: relating your measurements to others 1 2.2 Uncertainty: how accurate are your measurements? 2 2.3 Reliability: can I trust the instrument? 2 2.4 Achieving Traceability in your measurements 3 2.5 Adjustment : what a calibration is not 4 2.6 What a calibration certificate contains 5 3. USING YOUR CALIBRATION CERTIFICATE 5 3.1 Characterising the accuracy of an instrument 5 3.2 Applying Corrections to Instrument Readings 3.2.1 A certificate reporting a table of corrections 3.2.2 A certificate reporting a correction equation 3.2.3 A certificate reporting instrument readings 3.2.4 A certificate reporting the value for a material measure 3.2.5 Applying corrections for changes in conditions 6 7 7 7 8 8 3.3 Calculating the uncertainty in your measurements 3.3.1 What does the uncertainty mean? 3.3.2 Calculating the uncertainty 4 ENSURING THAT YOUR CALIBRATION REMAINS USEFUL 9 9 10 11 4.1 Care of the instrument 12 4.2 Recalibration 12 FURTHER INFORMATION 13 APPENDIX: THE INFORMATION REQUIRED ON A CALIBRATION CERTIFICATE 14 1. Introduction You have just had your measuring instrument calibrated, and are now the proud owner of a calibration certificate. What should you do with it? This guide explains. It is arranged in three main sections: What is a calibration? A brief introduction to the concept of traceability and the national measurement system, and how to ensure that your measurements are traceable. How to use the information on your certificate. How to use the certificate to calculate corrections and uncertainties for your measurements. How to ensure that it is still valid to use the information on the certificate sometime after calibration. How to look after your instrument and how to determine when the instrument should be re-calibrated. 2. What is the purpose of a calibration? There are three main reasons for having instruments calibrated: 1. To ensure readings from an instrument are consistent with other measurements. 2. To determine the accuracy of the instrument readings. 3. To establish the reliability of the instrument i.e. that it can be trusted. 2.1 Traceability: relating your measurements to others The results of measurements are most useful if they relate to similar measurements, perhaps made at a different time, a different place, by a different person with a different instrument. Such measurements allow manufacturing processes to be kept in control from one day to the next and from one factory to another. Manufacturers and exporters require such measurements to know that they will satisfy their clients’ specifications. To ensure that measurements can be related in this way New Zealand uses the International System of Units or SI (from the French ‘Système International’), which defines a system of measurement units that cover the measurements we make each day. For example it includes definitions for the metre, the second, and the kilogram. By adopting the SI New Zealanders are able to relate their measurements to other measurements made in New Zealand, or any other country that also uses to the SI. Within New Zealand the Measurement Standards Laboratory (MSL) is responsible for ensuring that we all have access to the SI. MSL does this by developing measurement standards that comply with the SI definitions. Anyone who wishes to relate their measurements to the SI need only send the instrument to MSL and have it compared 1 with the national standards. The comparison process is called a calibration, and the results are presented on a calibration certificate. ‘Second tier’ laboratories that own standards that have been calibrated by MSL may also carry out calibrations. Most countries have a system of accreditation for calibration laboratories. Accreditation is the recognition by an official accreditation body of a laboratory’s competence to calibrate, test, or measure an instrument or product. The assessment is made against criteria laid down by international standards. In New Zealand IANZ is the official body. Accredited calibration laboratories are the only laboratories which have authority to carry out traceable calibrations other than MSL. These laboratories are accredited to ISO Guide 25 Requirements for Technical competence of Calibration and testing laboratories. Accreditation ensures that the links back to the national standard are based on sound procedures. For measurements to be compared they must share a common measurement system. 2.2 Uncertainty: how accurate are your measurements? Ultimately all measurements are used to help make decisions, and poor quality measurements result in poor quality decisions. The uncertainty in a measurement is a numerical estimate of the spread of values that could reasonably be attributed to the quantity. It is a measure of the quality of a measurement and provides the means to assess and minimise the risk and possible consequences of poor decisions. For example we may want to determine whether the diameter of a lawn mower shaft is too big, too small or just right. Our aim is to balance the cost of rejecting good shafts and of customer complaints if we were to accept faulty shafts, against the cost of an accurate but over engineered measurement system. When making these decisions the uncertainty in the measurement is as important as the measurement itself. A measurement with a stated uncertainty can be compared to others. The uncertainty reported on your certificate is information necessary for you to calculate the uncertainty in your measurements. In section 3.3 we give some guidelines on how to interpret the uncertainty, and an introduction to calculating the uncertainties in your measurements. Measurements are traceable when they can be related to a recognised measurement system, through an unbroken chain of comparisons, each with stated uncertainties. 2.3 Reliability: can I trust the instrument? Many measuring instruments read directly in terms of the SI units, and have a specified accuracy greater than needed for most tasks. With such an instrument, where corrections and uncertainties are negligible, the user simply wants to know that the instrument is reliable. Unfortunately a large number of instruments are not. 2 Approximately one in six of all of the instruments sent to MSL for calibration are judged to be unreliable or unfit for purpose in some way. This failure rate is typical of that experienced by most calibration laboratories and is not related to the cost or complexity of the instrument. Reliability is judged primarily by the absence of any behaviour that would indicate that the instrument is or may be faulty. A calibration certificate will be issued only if an instrument is found to be reliable, and will satisfy its intended purpose. 2.4 Achieving Traceability in your measurements Many quantities of practical interest such as colour, loudness and comfort are difficult to define because they relate to human attributes. Others such as viscosity, flammability, and thermal conductivity are sensitive to the conditions under which the measurement is made, and it may not be possible to trace these measurements to the SI units. For these reasons the international measurement community establishes documentary standards (procedures) that define how such quantities are to be measured so as to provide the means for comparing the quality of goods or ensuring that safety and health requirements are satisfied. To make a traceable measurement three elements are required: 1. An appropriate and recognised definition of how the quantity should be measured, 2. A calibrated measuring instrument, and 3. Competent staff who are able to interpret the standard or procedure, and use the instrument. Traceability is ensured only if these three factors are present in the measurement process. For those who buy their measurement services from other companies it pays to purchase from a laboratory that has been independently assessed as being technically competent to provide the measurement services. In New Zealand ISO Guide 25 accreditation with IANZ’s testing laboratory program provides the only internationally accepted evidence of competence. Accreditation to ISO Guide 25 has specific requirements for technical competence and is distinct from certification to the ISO 9000 series quality systems, which are simply management tools. To facilitate trade between New Zealand and other countries, IANZ has mutual recognition agreements with other countries so that, for example, test reports endorsed by NATA (Australia) and NAMAS (UK) are recognised in New Zealand, and IANZ endorsed reports are likewise accepted in Australia and the UK. 3 Mutual Recognition and Affiliations with Other National Standards Organisations International Accreditation New Zealand Measurement Standards Laboratory Standards New Zealand Calibration Laboratories, Testing Laboratories and Other Users of Measurement Services Figure 1: The measurement system. 2.5 Adjustment : what a calibration is not Calibration does not usually involve the adjustment of an instrument so that it reads ‘true’. Indeed adjustments made as a part of a calibration often detract from the reliability of an instrument because they may destroy or weaken the instrument’s history of stability. The adjustment may also prevent the calibration from being used retrospectively. When MSL adjusts an instrument it normally issues a calibration report with both the ‘as received’and ‘after adjustment’values. 4 Adjustments may completely invalidate an earlier calibration In section 4 we describe how to plan adjustments and calibrations to minimise the loss of confidence in the instrument. 2.6 What a calibration certificate contains Your calibration certificate must contain certain information if it is to fulfil its purpose of supporting traceable measurements. This information, which is listed in ISO Guide 25, can be divided into several categories (see appendix for more detail): • it establishes the identity and credibility of the calibrating laboratory; • it uniquely identifies the instrument and its owner; • it identifies the measurements made; and • it is an unambiguous statement of the results, including an uncertainty statement. In some cases the information contained in your certificate might seem obvious but ISO Guide 25 grew out of the experience that stating the obvious is the only reliable policy. 3. Using your calibration certificate In this section we give a brief introduction to the methods used to characterise the accuracy of measuring instruments. This will help you to make corrections to your instrument readings and calculate the uncertainty in your measurements. Throughout the discussion we refer to ‘the instrument’. The term includes all indicating instruments such as thermometers, voltmeters and mass balances. It also includes ‘material measures’ such as standard masses, standards of electrical quantities, and photometric reflectance. 3.1 Characterising the accuracy of an instrument From experience we all know that measuring instruments are not perfect. One person may get nearly the same result every time a measurement is made, but another person may define the measurement differently and get a different result because the instrument is sensitive to the measurement setup. Even if a measurement is repeated by the same person with the same instrument a slightly different reading is expected. For example, when a wooden rule is used to measure a length some of the variation between measurements is due to an inability to position the rule against the object in exactly the same place every time. Some of the variation is also due to an inability to read the scale accurately, changes in the length of the rule with temperature and humidity, and similar changes in the length of the object. These variations are typical of every measurement. 5 Some measuring instruments are better than others. For example a steel rule may have better quality scale markings, and be less sensitive to environmental influences than a wooden rule. Repeated measurements made with the steel rule usually result in smaller variations between readings. One of the tasks of the calibration laboratory is to measure just how accurate each measuring instrument is. To measure the variations in readings associated with a particular instrument, a number of comparisons are made with a more accurate instrument. The differences between the readings of the two instruments provide us with information for calculating the uncertainty. Figure 2 gives a pictorial view of the results of measurements we might expect for the wooden rule. We can describe the variations in terms of the centre and the width of the distribution of readings. 1. The centre of the distribution of readings is characterised by the mean, which will usually be biased away from the reference value. 2. The width of the distribution is characterised by the standard deviation or a range of values. The calibration certificate provides you with: 1. The means to apply corrections to the instrument’s readings, which removes the bias. For material measures the certificate will give the average value, e.g. the certificate for a standard mass will report the average mass. 2. A number which measures the width of the distributions of the measured values for the corrected instrument readings or values. This is the uncertainty. The results supplied on the certificate are sufficient to relate the instrument readings to the SI over the entire range of interest. Note that the range of interest can be less than the full range of the instrument as specified by the manufacturer. Where non-SI units are used e.g. pounds, gallons etc., MSL will provide a conversion factor to the appropriate SI units. 3.2 Applying Corrections to Instrument Readings Certificates are presented in a manner that simplifies the application of the results to your measurements. Here we give some examples of how to apply corrections to instrument readings. The calibration certificate reports results at selected points over the range of interest, as it is not practical to take or report measurements at every possible reading of most instruments. The spacing and number of points selected are sufficient to allow corrections for any reading to be deduced with sufficient accuracy by linear interpolation. If linear interpolation is considered inadequate, then an appropriate equation for the correction terms will be given. As a general rule, extrapolation of corrections is not recommended. 6 3.2.1 A certificate reporting a table of corrections Consider a calibration certificate reporting corrections: Instrument reading(units) 100 110 120 Correction (units) -0.2 -0.3 -0.3 The result of a measurement in which the instrument gave a reading of 110 units is obtained by adding the correction to the reading: corrected result = 110 + (-0.3) = 109.7 units. By convention a correction is added to the instrument reading 3.2.2 A certificate reporting a correction equation The corrections may be presented as a simple polynomial equation. Consider a certificate that reports the corrections as correction = 0.1 + 0.004 × reading - 0.001 × reading2 The result of a measurement in which the instrument gave a reading of 50.0 units is obtained by adding the correction to the result: corrected result = 50.0 + 0.1 + 0.004 × 50 - 0.0002 × 502 =50.0 + 0.1 + 0.2 - 0.5 =49.8 As with the table of corrections the equation should be chosen to be valid over the range of interest to the user. 3.2.3 A certificate reporting instrument readings For instruments that are expected to be used at particular points in their range or as calibration sources (e.g. voltage sources) it is often more convenient to present the results in terms of a measured value versus the instrument reading. This simplifies the use of the certificate at the points reported. Consider a certificate for a calibration source with the following table of results. Measured Value(units) 10 20 Instrument Reading(units) 14.7 24.9 7 30 35.2 To obtain a value of 10 units at the output of the source, the user simply adjusts the instrument to read 14.7 units. For values not listed on the table linear interpolation is used. There are two cases: 1. The user requires a value of 15 units: instrument reading = 14.7 + 15 - 10 ×(24.9 - 14.7) = 19.8 units . 20 - 10 2. The instrument gives a reading of 20 units reference value = 10 + 20 - 14.7 ×(20 - 10) = 15.2 units . 24.9 - 14.7 3.2.4 A certificate reporting the value for a material measure The calibration result for a material measure is conventionally reported as a measured value: Nominal value (units) 100 Measured Value (units) 100.032 Note that a calibration is not an assurance that the measured value is equal to the nominal value or any value previously marked on the material measure. Calibration does not necessarily involve adjustment. Consider a material measure having a measured value as given by either of the tables above. Suppose the material measure is used with an indicating instrument and a reading of 100.001 units is obtained. The correction for the indicating instrument is then: correction = measured value of reference standard- reading = 100.032 - 100.01 = 0.02 units where the correction has been rounded to the resolution of the instrument. 3.2.5 Applying corrections for changes in conditions Most instruments are sensitive to the conditions in which they are operated. These influence quantities include environmental factors, operating methods and conditions, and instrument settings. For factors that may affect the performance of the instrument, the calibration conditions will be specified on the certificate. 8 The results reported on the certificate apply only for the conditions specified. Where the instrument may be operated in different conditions the calibration laboratory may report information on the sensitivity of the instrument to the influence quantity. Consider the example of a material measure of value 100.032 units calibrated at a temperature of 20.5 °C. The measure is used at 25 °C and the user ascertains, by separate measurement or from the certificate or from manufacturer’s specifications, that value will increase with temperature by 0.01 units per °C. The correction to the value reported on the certificate is then: correction = ( 0.01)×(25 − 20.5)= 0.045 units . The temperature coefficient may have been reported as 0.01% per °C or as 100×10-6 units/unit per °C. In this case the correction is calculated as correction = 100.032 ×( 0.0001)×(25 − 20.5)= 0.045 units. If a correction is not applied then a term accounting for the change in temperature should be included in the uncertainty. 3.3 Calculating the uncertainty in your measurements 3.3.1 What does the uncertainty mean? The uncertainty statement on your certificate should say something like: “The expanded uncertainty in the reported results is estimated to be ±0.4 mm at the 95% level of confidence. This is calculated using a coverage factor of 2.2 (see the ISO Guide to the Expression of Uncertainty in Measurement, 1993 for an explanation of terms).” What does “ expanded uncertainty … at the 95% level of confidence” mean? Number of Readings Distribution of Readings Reference Value Bias Measured Length 9 Figure 2 Consider Figure 2, which shows the distribution of readings for the wooden rule. The uncertainty measures the width of this distribution. As we can see, the edges of the distribution are not very well defined. To make the definition of the uncertainty clear, the international measurement community has decided that for calibrations and most tests the uncertainty shall be that which encloses 95 % of the area under the distribution. This is the shaded area in Figure 2. The expanded uncertainty, U, is obtained by multiplying the standard deviation, u, by the coverage factor, k, which generally has a value in the range 2 to 3, but often assumed to have a value of 2.0. U ≈k ×u The ISO “Guide to the Expression of Uncertainty in Measurement” describes how to more accurately calculate the coverage factor. The probability “95%” in the uncertainty statement means that there is 1 chance in 20 that the reported results are in error by more than the stated uncertainty. The certificate should contain sufficient information, namely the measurement conditions and/or the effects of influence variables, to calculate the uncertainty in measurements made with the instrument. 3.3.2 Calculating the uncertainty There are two main aspects to the calculation of uncertainty: calculating the uncertainty due to each of the factors affecting the measurement, and combining these uncertainties to find the total uncertainty in the measurement. Although a detailed treatment is beyond the scope of this guide, we can provide a general outline. For more detailed information refer to the ISO “Guide to the expression of uncertainty in measurement” or to the training courses offered by MSL. The various uncertainties that may have to be considered in your measurement fall into one of several categories: • Uncertainties associated with the instrument. This is the uncertainty reported on the certificate. • Uncertainties associated with your measurement process. These factors include departures from the method used in the calibration, operator related effects, sampling effects, and transfer media related effects such as calibration bath instability. • Uncertainties associated with environmental factors, including temperature, pressure and humidity. • Uncertainties associated with the drift of the instrument with time. You will need to consider these factors where they are not included in the uncertainty reported on the certificate. 10 The expanded uncertainty in the measurement is given by 2 2 2 2 U total = k × ucert + u meas + uenv + u drift Uncertainties combined in this way are said to be ‘added in quadrature’ or ‘root-sumsquare’. To calculate the uncertainty due to a specific factor in a measurement it is necessary to build up a description of the likely variations caused by that factor. There are many methods for gathering this information. The simplest method for calculating an uncertainty is to make comparative measurements as described in section 3.1. Where comparative methods are impractical it is necessary to infer the distribution by other methods which may include theory, other people’s work, manufacturer’s specifications, subsidiary experiments, etc. These methods are often less objective and require assumptions to be made. To make your measurements traceable it is essential that you record these assumptions. Records provide the means for checking results and incorporating later improvements to estimates of the uncertainties. As an example we consider a calculation of the uncertainty due to environmental factors, Uenv for a material measure with a temperature coefficient of 0.01 units per °C. The temperature of the laboratory is not 20.5 °C, which was the calibration condition, but fluctuates between 22 °C and 28 °C. If we assume that the mean temperature is 25 °C we can apply a correction as described in section 3.2.5 above. In addition if the standard deviation in the temperature is 1.5 C we can calculate an uncertainty based on the known temperature coefficient of the measure. The uncertainty in the material measure due to the temperature variation is utemp = 0.01×1.5 units. This is combined with any other environmental uncertainties to give: 2 2 2 2 u env = utemp + uhum + u press +L One of the most important uncertainties you will have to estimate is that due to the drift of an instrument with time. Ideally you should have at least two calibrations carried out on the instrument separated by perhaps one year. This enables you to make estimates of the likely drift and hence predict corrections and estimate uncertainties. With only one calibration you may have to rely on the manufacturer’s specification for the drift and the uncertainty will probably be greater. 4 Ensuring that your calibration remains useful 11 A calibration certificate provides the user with an assurance that the instrument will be reliable in use. This assurance is based on the calibration laboratory’s knowledge and expertise on the behaviour of similar instruments, but is conditional upon reasonable care and use of the instrument. Proof that the instrument performance continues to be consistent with its calibration history rests with the user. 4.1 Care of the instrument To demonstrate adequate care of an instrument ISO Guide 25 recommends a log for the instrument that contains procedures for use, records of calibrations and checks, records of repair and servicing, and most importantly, restrictions on the use of the instrument to approved staff and sites. This ensures that you can: (1) demonstrate through regular checks and calibrations that the instrument is stable, and (2) demonstrate that the instrument has not been exposed to conditions or use that may adversely affect its performance. Adjustments, other than front panel offset or scale adjustments that are a part of the normal measurement procedure, will cause an irreversible change in the instrument’s behaviour. This effectively breaks the link between your measurements and the SI, so immediately invalidating the certificate. For this reason non-routine adjustments (e.g. those requiring screwdriver or password access to the instrument) should not be carried out unless that instrument has had to be repaired, or because the inconvenience of having to make corrections is intolerable. If you must adjust the instrument it is best to co-ordinate the adjustment with the calibration laboratory. To ensure that your history of stability is not broken and that the certificate can be used retrospectively, the calibration laboratory will carry out measurements before and after the adjustment. 4.2 Recalibration Placing the burden of proof of validity of the certificate with the user clarifies the question of recalibration. Traditionally a certificate was treated like a dog licence with an expiry date. Recalibration is required as soon as you no longer have confidence in the results because you are unable to demonstrate that the measurements are traceable. As a general guide MSL recommends that instruments be calibrated: (1) when they are first purchased, (2) after one year’s service (depending on use) to confirm the stability, then 12 (3) as necessary up to a maximum interval of five years. Further information Anyone requiring information on the use of specific instruments or guidelines on the methods for calculating the uncertainty can obtain information from several sources: • MSL conducts seminars and workshops on a number of areas of measurement, namely temperature, electrical , light and colour, pressure, length, and mass measurement. Each of these one-day courses includes detailed advice on calculating uncertainty, which is tailored to the needs of the respective users. • MSL conducts a one-day course on Measurement, Uncertainty and Calibration, which includes more general advice on the calculation of uncertainty. • The ISO Guide to the Expression of Uncertainty in Measurement is available from the Standards New Zealand (Private Bag 2439 Wellington). This is a very mathematical handbook suitable only for those who have a good grasp of 6th and 7th form mathematics, and already have some experience of handling uncertainties, but it does give the internationally accepted procedure for calculating uncertainties. • A free uncertainty calculator in the form of a Microsoft Office 97 spreadsheet is available for downloading at http://www.irl.cri.nz/msl/calcer.htm. This spreadsheet implements the method for combining uncertainties recommended in the ISO Guide to the Expression of Uncertainty in Measurement. • ISO Guide 25 Requirements for Technical Competence of Testing and Calibration Laboratories is available from Standards New Zealand or IANZ (Private Bag 28908 Remuera, Auckland 1136). • Traceable Temperatures : An introduction to temperature measurement and calibration J V Nicholas and D R White. (Wiley, Chichester) 1994. Further information is also available on our web site at http://www.irl.cri.nz/msl/ 13 Appendix: The information required on a calibration certificate Information Required Title: “Calibration Certificate.” Name and address of calibration laboratory. Unique identification of certificate e.g a report number. Each page should be numbered and the total number of pages given. Unambiguous identification of the instrument, including make, model, serial number and software version numbers. Date of calibration Identification of calibration method used or unambiguous description of any non-standard method used, and/or departures from standard methods. Conditions under which the calibration is carried out e.g. ambient temperature, loading conditions, instrument options. Measurements and derived results. Why? To establish what the document claims to be. So you know who to contact for further information. So you and the laboratory can trace all work relating to the calibration and use of the instrument. So you know that the information is complete. So you know that this is the correct report and that the instrument is complete. So you know how current the results are. How were the results obtained? How will they relate to measurements I make? This and the next information category is the “fine print” of the report: read with care! This ensures that you can reproduce the calibration conditions and ensure that the results are applicable to your situation. These form the heart of the report, what you have paid your money for! A statement of the estimated uncertainty To enable you to calculate the uncertainty in of the calibration results. your measurements. A signature and title of the person(s) This indicates that the report has gone accepting responsibility for the report through the quality system of the laboratory. contents A statement that the certificate shall not This ensures that all relevant information is be reproduced in full, without the always available to the user of the written approval of the laboratory. certificate, and that the data used in the certificate cannot be used to mislead. ISO Guide 25 accreditation An assurance that the laboratory is endorsement. competent to provide all of the above information. 14