THERMAL FATIGUE OF A TOOL STEEL: EXPERIMENT AND
advertisement

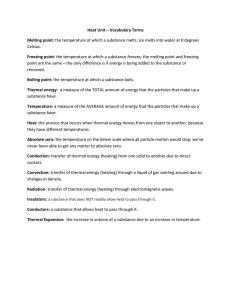
THERMAL FATIGUE OF A TOOL STEEL: EXPERIMENT AND NUMERICAL SIMULATION V. Velay, G. Bernhart and L. Penazzi Research Centre on Materials Tools and Processes (CROMeP) Ecole des Mines d’Albi Carmaux Campus Jarlard 81013 Albi cédex 09 France A. Persson and J. Bergström Department of Materials Engineering Karlstad University SE-651 88, Karlstad Sweden Abstract Tools for die casting and hot forging applications are exposed to thermal cycling, which may induce stresses high enough to cause plastic deformation during each cycle. The tool material behaviour in thermal fatigue loading is determined by the material properties and the thermal and mechanical load conditions. Coupled studies by experimental and numerical simulations are necessary for an increased understanding of the material behaviour as related to the interaction between the thermal and mechanical conditions. In this study, thermal fatigue testing of a tool steel, 55NiCrMoV7, and numerical simulation of its behaviour have been performed. The experimental test is based on induction heating and surface strain measurements by a non-contact laser speckle technique, which enables studies on the surface strain response during thermal cycling. Thermal cycling up to 600 ◦Cwere included. The numerical model was developed to simulate the thermal conditions in the specimen and to evaluate the non-isothermal stress-strain behaviour under thermal fatigue loading. It is based on a thermal analysis and a mechanical cyclic elasto-visco- plastic constitutive model, taking into ac- 793 794 6TH INTERNATIONAL TOOLING CONFERENCE count the cyclic softening of the material and complex loads to which tools are subjected. The results from the experimental and numerical simulations were compared. Keywords: Thermal fatigue, Tool steel, Simulation INTRODUCTION Tools for die casting and hot forging applications are exposed to demanding thermal and mechanical conditions [1]. The cyclic thermal load on the tool during those processes may induce stresses high enough to impose plastic deformation in the tool surface and, eventually, cause thermal fatigue cracking (heat checking). This type of damage is often seen as a network of fine cracks on the die surface, and it is an important life-limiting failure mechanism of die casting and hot forging dies. High levels of hot yield strength, temper resistance, toughness, and ductility are some important mechanical properties required of the tool material. The properties of the tool material and the complex interaction between the thermal cycling and the mechanical conditions determine the behaviour of the material during the tool’s work cycles. Elasto-viscoplastic behaviour models have successfully been utilised to simulate the non-isothermal stressstrain response of material exposed to thermomechanical load conditions [2]. However, running experimental and numerical simulations is necessary for an increased understanding of the behaviour of the material during thermal cycling, as well as for the development of new models to describe the cyclic material response. In this study, the thermal fatigue response of tool steel specimens (55NiCrMoV7) were experimentally evaluated for thermal cycling to 500 and 600 ◦C, and numerical simulations of the behaviour of the material were performed. The test is based on induction heating and surface strain measurements through a non-contact laser speckle technique. This enables studies of the surface response during thermal cycling. The non- isothermal stress-strain behaviour of the material during thermal cycling was numerically simulated using an elasto-visco-plastic constitutive model. The results from the experimental and numerical simulations were compared. 795 Thermal Fatigue of a Tool Steel: Experiment and Numerical Simulation Table 1. Properties of the 55NiCrMoV7 tool steel at different temperatures (Poisson’s ratio ν = 0.30 and density ρ = 7769 kg/m3 ) Temperature [ ◦C] 20 200 300 400 500 600 700 E-modulus [GPa] Yield Strength Rp0.2 [MPa] Thermal expansion coefficient [10−6 ] Thermal conductivity [W/m ◦C] Specific heat [J/kg ◦C] 210 — 181 175 160 — — 1240 1080 1020 890 750 430 — 8.4 11.0 12.2 12.7 13.1 — — 38.6 38.2 35.6 34.0 33.1 31.1 30.9 526 566 587 621 673 733 929 EXPERIMENTAL AND NUMERICAL CONDITIONS MATERIAL A low-alloy special purpose tool steel (55NiCrMoV7 equivalent to AISI L6), with the nominal chemical composition (wt.%) 0.56 C, 1.70 Ni, 1.10 Cr, 0.5 Mo, 0.10 V, 0.20 Si, 0.70 Mn and Fe balance, was used as test material. The specimens were hardened (austenitizing 1h at 875 ◦C, followed by oil quenching) and tempered (2h at 560 ◦C) to a nominal hardness of 42 HRC. The properties of the tool steel at different temperatures are given in Table 1. EXPERIMENTAL CONDITIONS The test equipment is based on induction heating and surface strain measurements through a non-contact laser speckle technique, which makes it possible to calculate the strains induced in the specimen surface during thermal cycling. The strain obtained by the laser speckle technique is the total strain of the surface, which is composed of mechanical and thermal strain. The test specimens were hollow cylinders with a diameter of 10 mm, a length of 80 mm and having a 3 mm axial hole for internal cooling. An induction unit (25 kW, 3 MHz) heats approximately 20 mm of the specimen surface. Induction heating using a frequency of 3 MHz results in heating of only a thin surface layer. Continuous cooling was performed by circulating 796 6TH INTERNATIONAL TOOLING CONFERENCE Table 2. Temperature cycles used in the thermal fatigue tests Designation 500/fast 500/slow 600/fast Maximum temperature [◦ C] Minimum temperature [◦ C] Heating time [s] Total cycle time [s] 537 495 602 170 180 183 0.2 1.1 0.3 9.7 12.1 11.8 silicon oil of 60 ◦Cthrough the specimen. More information is presented elsewhere [3]. Three different temperature cycles were obtained by varying the maximum temperature and heating time, see Table 2. The cycles included a steep ramp to the maximum temperature, followed by cooling to the minimum temperature. The total cycle time was set to obtain approximately the same minimum temperature for all cycles. The three temperature cycles are denoted as given in Table 2, where 500 and 600 denotes the maximum temperatures, and fast and slow is short and long heating time, respectively. Finally, K-type (Chromel-Alumel) thermocouples with a wire diameter of 0.13 mm were welded to the specimen to measure the surface temperature in the middle of the specimen, as well as at several positions within 15 mm from that position. GENERAL METHODOLOGY OF THE NUMERICAL SIMULATIONS To get a more complete understanding of the stress-strain loops during testing, numerical simulations of the sample behaviour were performed. This is an approach, complementary to the experimental method, to evaluate thermal loads at different locations on the surface as well as within the specimen. The latter is quite difficult to achieve from an experimental point of view. The numerical analysis using the ABAQUS finite element software was made in two steps. First, a pure thermal analysis was performed to reproduce the surface thermal loads and to obtain the temperature evolution in the specimen. Second, a mechanical analysis was performed, using an elasto-viscoplastic constitutive model and the previous thermal maps. Here, Thermal Fatigue of a Tool Steel: Experiment and Numerical Simulation 797 the numerical simulation methodology assumes a weak coupling between thermal and mechanical analysises. Due to the axisymmetrical geometry of the specimen, only a quarter of the specimen is meshed with four node rectangular axisymmetric elements and used in the calculations. The sample geometry and the axisymmetrical meshing is shown in Fig. 1. The meshing is refined near the centre and near the surface of the sample in order to take into account the thermal gradient, why the surface element thickness is only 2 µm. A comparison with an analytical solution [4] for the case of a semi- infinite medium was used to validate the accuracy of the meshing refinement. From the numerical simulations, temperature-strain loops at several locations in the specimen were obtained, and they were compared to those from the experimental tests. In addition, stress-strain loops, which give useful information with respect to heat checking occurrence, were also calculated. Figure 1. Three dimensional specimen design and axisymmetrical meshing. Thermal analysis conditions Three different thermal cycles were investigated, using the same maximum temperatures and heating rates as obtained in the experimental study (see Table 2). The following boundary conditions were considered for thermal analysis. 798 6TH INTERNATIONAL TOOLING CONFERENCE Table 3. Parameters applied in the numerical simulations Designation 500/fast 500/slow 600/fast Oil exchange coefficient [W/m2 K] Air exchange coefficient [W/m2 K] Heat flux [MW/m2 ] 2200 2200 2200 20 20 20 8.37 2.28 7.65 Convective exchange conditions to describe the internal oil cooling and the external air cooling. The exchange coefficients (oil and air) were estimated from literature (hollow cylinder) [5]. After approximating the Prandtl, Nusselt and Reynolds numbers and considering oil properties, values retained in this simulation are reported in Table 3. A radiative condition was applied on the heating surface. A constant black body emissivity (equal to 1) was used, since the specimens were pre-oxidised prior to the thermal fatigue tests. Surface heating was introduced through a flux density cycle, which was non-uniform on the heating surface in order to reach a better fitting with the experimental thermal cycles. The flux density for the different thermal cycles at the point A (the middle location) is reported in Table 3. The boundary conditions considered in the thermal analysis are summarised in Fig. 2. Final mechanical results are directly related to the reliability of the temperature distribution of the specimen. Several measurements have been performed along the specimen axis beneath the induction coil to obtain the surface temperature. On the upper zone, an increased temperature was observed at 6 mm from the middle of the sample, whereas at the lower zone no temperature increase was measured. Thus, the surface temperature distribution is non-uniform, therefore in the simulation, flux density was progressively adjusted in order to reach a best fitting with the surface thermal cycles at all locations. The flux amplitude was adjusted to increase from the middle of the specimen to the location 6 mm, then decreasing to a distance Thermal Fatigue of a Tool Steel: Experiment and Numerical Simulation Figure 2. 799 Summary of the boundary conditions considered in the thermal analysis. equal to 15 mm from the middle position The shape of the flux density is defined previously, see Fig. 2. Mechanical analysis conditions A three dimensional elasto-viscoplastic model is implemented in ABAQUS [6] with the Z-ABA [7] software. Model description and parameters identification process are reported elsewhere [8]. It includes two different internal variables: 800 6TH INTERNATIONAL TOOLING CONFERENCE A kinematic component (back stress) allows the description of cyclic plasticity. An isotropic component (drag stress) describes the cyclic softening. These components accounts for properties and complex load conditions of martensitic tool steels in hot work applications. The general methodology of the weak coupling between thermal and mechanical calculations is presented in Fig. 3. Figure 3. Methodology of the thermo-mechanical calculation. RESULTS EXPERIMENTAL SURFACE STRAIN RESPONSE Typically, the surface strain obtained by the laser speckle technique increases with temperature, followed by an almost constant or a slightly in- Thermal Fatigue of a Tool Steel: Experiment and Numerical Simulation 801 creasing strain level during the first part of the cooling, see Fig. 4. Subsequently, the surface strain decreases with temperature. It is seen that the strain loops may end with a residual surface strain. The following strain loop begins where the previous loop ended. A difference in the surface strain response in the tangential and axial direction, respectively, is also observed, see Fig. 4b. From the surface strain response such as those of Fig. 4, the maximum surface strain (εmax ) and the residual surface strain ( εresidual ) of each cycle can be deduced and represented as a function of number of cycles, see Figs. 5 and 6. For the 500/fast and 500/slow cycles, it is seen that the maximum surface strains are approximately constant with number of cycles, whereas an increase of the maximum strain is observed for the 600/fast cycle, see Fig. 5. It is also seen that the maximum strain is somewhat higher for the 500/slow cycle than for the 500/fast cycle (see also Fig. 4a), and that the strain level during the initial cycles for the 600/fast cycle is approximately equal to that for the 500/slow cycle. The residual surface strain for the 500/fast cycle has a tendency to decease with number of cycles, whereas that for the 500/slow cycle seem to fluctuate around zero residual strain, see Fig. 6. For the 600/fast cycle, an initial decrease of the residual surface strain with number of cycles is seen, followed by an increasing level with number of cycles. (a) (b) Figure 4. Example of surface strain response during thermal cycling (cycle 55). (a) Comparison of surface strain response for the 500/fast and 500/slow cycle, respectively (tangential strain), including definition of maximum strain (εmax ) and residual strain (εresidual ). (b) Comparison between tangential strain (εϕ ) and axial strain (εz ) for the 500/fast cycle. 802 6TH INTERNATIONAL TOOLING CONFERENCE (a) 500/fast cycle. (b) 500/slow cycle. (c) 600/fast cycle. Figure 5. Maximum surface strain vs. number of cycles. Thermal Fatigue of a Tool Steel: Experiment and Numerical Simulation (a) 500/fast cycle. (b) 500/slow cycle. (c) 600/fast cycle. Figure 6. Residual surface strain vs. number of cycles. 803 804 6TH INTERNATIONAL TOOLING CONFERENCE THERMAL ANALYSIS OF NUMERICAL SIMULATION The output of the thermal analysis is the temperature field in the specimen during the thermal cycling. An example is given in Fig. 7, where the thermal map at the end of the heating period (time t0 ) for the 500/fast thermal cycle is shown. Figure 7. cycle. Thermal map [Kelvin] at the end of the heating time (0.2 s) for the 500/fast Figure 8 shows the evolution of the temperature on the surface of the specimen and compares simulation and experiment. In Fig. 9 is the radial temperature distribution at maximum surface temperature shown for the three different thermal cycles. A comparison between experimental and simulated temperature cycles is shown in Fig. 10, where the effect of the locally increased temperature is included. RESULTS OF MECHANICAL SIMULATION As an example, axial stress versus mechanical strain for cycle number 1, 2, 10 and 20, are reported in Fig. 11 for point A (defined by Fig. 2) for fast heating. It shows plastic accommodation of the material in the compressive range. Thermal Fatigue of a Tool Steel: Experiment and Numerical Simulation 805 Figure 8. Evolution of surface temperature for the 500/fast cycle (comparison experiment/simulation). Figure 9. Evolution of the radial temperature within the specimen (at the end of the heating time) for the three different thermal cycles. DISCUSSION THERMAL ASPECT First, the calculated surface temperature distribution can be compared with the experimental measurements, e.g. the surface temperature history 806 Figure 10. 6TH INTERNATIONAL TOOLING CONFERENCE Typical cooling curve due to the overheating phenomenon (500/fast cycle). Figure 11. Plastic accommodation of the material for the 500/fast thermal cycle (cycles 1, 2, 10 and 20). of Fig. 8. Here, the initial temperature cycle is at a lower level, but it increases with time and reaches a more stable temperature cycle within 10 thermal cycles. Experiment and simulation compare well to each other. Thermal Fatigue of a Tool Steel: Experiment and Numerical Simulation 807 Radial temperature profile evolution is reported in Fig. 9 for the mid plane at time t0 (maximal temperature at the end of the heating period) and for the three cycles. The most important gradient is observed for the faster heating time cycle (0.2 s) and a maximal temperature of 500 ◦C. The value of the cycle with a maximal temperature of 600 ◦Cis lower because its heating time is longer (0.3 s). Moreover, the increased temperature in the upper portion beneath the induction coil, seems to have a significant influence on the shape of the thermal cycles. Indeed, during each cycle, a fast cooling after the cycle maximum temperature is observed during a few milliseconds followed by a change of the slope of the cooling rate, see Fig. 10. This phenomenon is only reached when the localized increased temperature effect is introduced, whereas a continuous exponential shape is calculated if not taken into account. Note that only a direct surface thermal impact is reproduced by the simulation. Indeed, the in-depth magnetic induction (as used in the experiments) is not considered in this work. The average depth of the surface layer, affected by the high frequency induction used in the tests, is estimated to only about 10 µm using the magnetic properties of the martensitic steel around 400 ◦C [9]. MECHANICAL ASPECT The typical appearance of the surface strain response during thermal cycling is exemplified in Fig. 4. During heating, the total strain (εtot ) of the surface, composed of mechanical strain (εmech ) and thermal strain (εth ) according to Eq. 1 [10], increases with temperature. εtot = εmech + εth (1) The response during heating is a result of the constraint conditions of the cooler bulk material, which retains the expansion of the surface. During the initial part of the cooling, the surface contracts simultaneously as the bulk material expands and, consequently, maintain or slightly increase the total strain level. Thereafter, both the surface and bulk are contracting. From Fig. 4b, it is seen that the surface response in the tangential and axial direction is different. This indicates that there is a difference in constraint conditions between the tangential and axial direction, as a result of the temperature distribution within the specimen. 808 6TH INTERNATIONAL TOOLING CONFERENCE The temperature cycle with the long heating time (1.1 s) to 500 ◦Cincreases the slope of the strain response during heating as well as the maximum level of the surface strain, as compared to those for the short heating time (0.2 s), see Figs. 4a and 5a,b. The long heating time increases the contribution from the interior thermal expansion of the material and, therefore, decreases the mechanical surface strain as compared to the short time. The mechanical strain generates the stress which contributes to mechanical damage through fatigue or creep. The mechanical surface strain imposed during heat cycling can be estimated based on the experimentally obtained surface strain response, temperature cycle, and thermal expansion coefficient of the tool material. A mechanical surface strain response during thermal cycling to 500 ◦Cis exemplified by Fig. 12. The figure also illustrates the relation between the total, thermal and mechanical surface strain. From Fig. 12, it is seen that a maximum compressive mechanical strain of about 0.38% is imposed. This magnitude in compressive mechanical strain is somewhat higher than that obtained by the numerical simulations, cp. Fig 11. Figure 12. Example of total (εtot ), thermal (εth ), and mechanical (εmech ) surface strain response for the 500/fast cycle (axial strain). From the surface strain response such as those of Fig. 4, it is expected that an elastic behaviour during the heat cycling results in zero residual surface strain at the end of the strain history. The residual strain, see Fig. 6, Thermal Fatigue of a Tool Steel: Experiment and Numerical Simulation 809 represents a cyclic creep strain and it is governed by the plasticity of the material and the constraint conditions [11]. From a numerical aspect, the 20 first cycles were simulated. The experimental phenomena previously described were equally observed (see Fig. 13). Indeed, the shape of the loops for the different cycles (500 ◦Cslow and fast) are in a good correlation with experiment. Numerical simulation confirms the experimental difference between tangential and axial responses (see Fig. 13b). In the slow heating case, simulation reveals that no plasticity occurs during all the thermal cycles. So here, the shape of the loops is only due to thermo-elasticity. On the contrary, in the fast heating case, an important plastic strain is calculated at the first cycle, which subsequently decreases with the number of cycles (see Fig. 13c). Thus, the shape of the total strain loop can be explained not only by the thermal expansion variation, but also by a compressive plastic strain effect. Figure 14 shows the evolution of maximal and residual strains for the 500/slow and fast configuration. Same trends, as the previously reported experimental ones, are observed for maximal strain even if the calculated level are higher (between 10 to 20%). For the two simulated configurations, there is a stabilisation during the 10 first cycles and values are constant afterwards. Nevertheless, the calculated residual strain tend to zero for the two test configurations; similar to experimental results. Several aspects may be considered to explain differences between calculated and experimental results: Error in the calculated bulk temperature distribution where no experimental correlation has been made. Incomplete model formulation. Error in the experimental strain measurements. Since the thermal cycling to 500 ◦Cis below the tempering temperature (560 ◦C) of the tool steel, microstructural stability is expected. However, when the material is exposed to heat cycling above the tempering temperature microstructural stability cannot be maintained. The maximum surface strain increases with number of cycles during thermal cycling to 600 ◦C, whereas not at the lower temperature 500 ◦C(see Fig. 5), due to different yield conditions and increased softening at the higher temperature. No numerical result for the 600/fast cycle are reported in this paper. Indeed, the 810 6TH INTERNATIONAL TOOLING CONFERENCE behaviour model is not accurate when important microstructural evolutions occur. However, it can be improved in order to take into account these evolutions [12]. IMPLICATIONS FOR THE USE OF TOOLS The difference in results between slow and fast heating rates illustrates the effect of thermal gradients in a tool. The fast heating rate induces a (a) (b) (c) Figure 13. Example of calculated surface strain response during thermal cycling. (a) Comparison of surface strain response for the 500/fast and 500/slow cycle, respectively (tangential strain). (b) Comparison between tangential strain and axial strain for the 500/fast cycle. (c) Evolution of the axial plastic strain vs. temperature. Thermal Fatigue of a Tool Steel: Experiment and Numerical Simulation (a) 811 (b) Figure 14. (a) Maximum surface strain vs. number of cycles for the 20 first cycles (500/fast and 500/slow cycle). (b) Residual surface strain vs. number of cycles for the 20 first cycles (500/fast and 500/slow cycle). larger gradient leading to a higher degree of constraint and higher mechanical stresses and strains, why there is a greater risk of plastic deformation and surface damage. Here, the 500/slow cycle is approximately thermoelastic, while the 500/fast cycle induces plastic deformation. For tooling applications the thermal load may be converted into typical heat inputs, dependent on melt temperature, melt thermal capacity and work piece wall thickness. The heat input used in the present tests (2.2–8.4 MW/m2 ), may be related to typical figures in tooling applications of forging (2 MW/m2 ) [13], aluminium die casting (5 MW/m2 ) [14], and brass die casting (9.8 MW/m2 ) [15]. Often in tooling applications as die casting, there is an extra cooling of the tool surface by spraying, the intention being to cool or to lubricate. This will introduce an effect of reversed plasticity, furthermore increasing the mechanical damage in the die. As an example, the impact of the industrial spraying process has been investigated using the thermal cycle with a maximal temperature of 500 ◦Cand a fast heating. In this case, the external exchange coefficient which reproduces the air cooling is increased (equal to the oil coefficient) in order to take spraying into account. Thus, the cooling at point A is faster than in the previous case (see Fig. 15), and the minimum temperature reaches the oil temperature. The changes in cooling conditions have a significant impact 812 6TH INTERNATIONAL TOOLING CONFERENCE Figure 15. Evolution of the thermal cycle in the case of the spraying process. on the mechanical calculation, where the behaviour model allows to confirm the reversed plasticity, see Fig. 16. In this case, a very important compressive plastic strain level is also observed at the first cycle (ten times higher) in comparison with the previous thermal cycles investigated, see Fig. 13c, which is due to the very drastic cooling occurring in the spraying process. Thermal Fatigue of a Tool Steel: Experiment and Numerical Simulation 813 Figure 16. Evolution of the axial plastic strain versus temperature in the case of the spraying process (reversed plasticity). CONCLUSIONS In this study, the surface strain response of a tool steel during thermal fatigue was experimentally evaluated. In addition, the non-isothermal stressstrain behaviour of the material during thermal cycling was numerically simulated using an elasto- viscoplastic constitutive model. The following conclusions can be drawn. The cyclic surface strain response of a tool steel exposed to thermal cycling is significantly influenced by the maximum temperature and heating rate of the applied heat cycle. Numerical simulation is able to provide the thermal map of the specimen validated by comparison with experimental surface temperature measurements. The model implemented in ABAQUS translates the strain levels and gives a good description on the shape of the strain loops. It allows the calculation of stress, mechanical and plastic strain components which can afterwards be used for lifetime prediction. 814 6TH INTERNATIONAL TOOLING CONFERENCE Simulation can be used for parametric study and is, in this way, an interesting tool to define/optimise experimental test configurations, as well as for optimising in-service conditions of hot-work tools. REFERENCES [1] J.R. DAVIS (Ed.), in "ASM Speciality Handbook, Tool Materials" (ASM International, Materials Park, Ohio, 1995) p. 218, p. 251. [2] Z. ZHANG, D. DELAGNES and G. BERNHART, in International Journal of Fatigue 24(2002) p. 635. [3] A. PERSSON, J. BERGSTRÖM and C. BURMAN, in Proceedings of the 5th International Conference on Tooling, Leoben, 1999, p. 167. [4] J.F. SACADURA, in ”Initiation aux transferts thermiques ” (Lavoisier, Paris, 1993) p. 225. [5] M. NECATI OZISIK, in ”Heat conduction”, 2nd edition, a wiley interscience publication, p. 59. [6] HIBBITT, KARLSSON and SORENSEN, in ”ABAQUS/Standard” User manual [7] Z-SET, Ecole Nationale Supérieure des Mines de Paris – Northwest Numerics and Modelling, http://www.nwnumerics.com/ . [8] V. VELAY, G. BERNHART, Z. ZHANG and L. PENAZZI, in proceedings of the Conference on Applied Mechanics, Materials Science, Joining and Forming Processes, Paderborn, 2002, p.64. [9] S. JEAN, in Méthodologie d’exploitation mécanique et microstructurale d’un essai de fatigue thermique: application à l’étude du faiencage d’un acier pour outil de forge à chaud, PhD thesis, Ecole des Mines de Paris, 1999. [10] H. SEHITOGLU, in "ASM Handbook, Vol. 19" (ASM International, Materials Park, Ohio, 1996) p. 527. [11] S. SURESH, in "Fatigue of Materials, 2nd ed." (Cambridge University Press, Cambridge, 1998). [12] Z. ZHANG, D. DELAGNES and G. BERNHART, in Proceedings of the 6th International Tooling Conference, Karlstad, September 2002. [13] Z. MALINOWSKI, J.G. LENARD and M.E. DAVIES, in Journal of Materials Processing, 41(1994) p. 125, p. 142. [14] V.VENKATASAMY, J.BREVICK, C.MOBLEY and G. PRIBYL, in Proceedings of the 19th International Die Casting Congress and Exposition, Minneapolis, 1997, p. 151. [15] A. PERSSON, S. HOGMARK and J. BERGSTRÖM, Submitted to Journal of Materials Processing Technology.