Steam/water circulation design
advertisement

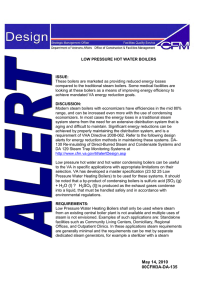
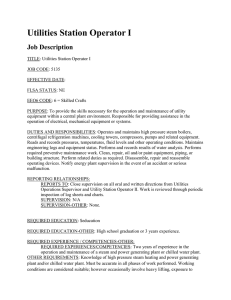
Helsinki University of Technology Department of Mechanical Engineering Energy Engineering and Environmental Protection Publications Steam Boiler Technology eBook Espoo 2002 Steam/Water Circulation Design Sebastian Teir, Antto Kulla Helsinki University of Technology Department of Mechanical Engineering Energy Engineering and Environmental Protection Table of contents Introduction..........................................................................................................................................3 Large volume boilers ...........................................................................................................................3 Shell type boilers..............................................................................................................................3 Fire tube boilers ...............................................................................................................................4 Water tube boilers ................................................................................................................................6 Introduction......................................................................................................................................6 Natural circulation boilers................................................................................................................6 General .........................................................................................................................................6 Natural circulation principle ........................................................................................................6 Advantages and disadvantages.....................................................................................................7 Natural circulation design ............................................................................................................8 Introduction..............................................................................................................................8 Circulation ratio .......................................................................................................................8 Driving force of natural circulation .........................................................................................9 Downcomers ..........................................................................................................................10 Wall tubes ..............................................................................................................................11 Headers...................................................................................................................................12 Boiling within vertical evaporator tubes ................................................................................12 Heat transfer crisis .................................................................................................................12 Optimization of natural circulation design.............................................................................13 Special designs .......................................................................................................................13 Assisted or forced circulation boilers.............................................................................................14 General .......................................................................................................................................14 Principle of forced circulation....................................................................................................14 Flow distribution between parallel riser tubes ...........................................................................15 Boilers types...............................................................................................................................15 Lamont boilers .......................................................................................................................15 Controlled circulation boilers.................................................................................................16 Advantages and disadvantages...................................................................................................16 Once-through boilers......................................................................................................................17 General .......................................................................................................................................17 Once-through boiler types..........................................................................................................17 General ...................................................................................................................................17 Benson design ........................................................................................................................17 Sulzer design ..........................................................................................................................18 Ramzin design........................................................................................................................18 Spiral wall tubes.........................................................................................................................19 Multiple pass design...................................................................................................................19 Advantages and disadvantages...................................................................................................19 Operation....................................................................................................................................20 Manufacture and use of once-though boilers .............................................................................20 Internet links ..............................................................................................................................21 Combined circulation boilers .........................................................................................................21 General .......................................................................................................................................21 References ..........................................................................................................................................22 ii Introduction As presented in the previous chapter, boilers can be classified by their combustion method, by their application or by their type of steam/water circulation. This chapter will describe the different types of steam/water circulation in boilers. It will not discuss steam/water circulation for the applications listed in Figure 1 under “Others” (i.e. nuclear, solar, and electric). [1] Steam boilers Large volume Water tube Others Fire tube Natural circulation Solar Gas tube Assisted/forced circulation Electric Shell Once-through Nuclear Combined circulation Figure 1: Steam boiler types according to steam/water circulation. Large volume boilers Shell type boilers A steam boiler can be either a large volume (shell) type boiler or a water tube boiler. Shell type boilers are boiler that are built similarly to a shell and tube heat exchanger (Figure 2). In large volume (shell) type boilers a burner or a grate is situated inside a big tube, called chamber. The chamber is surrounded by water in a pressure vessel, that functions as the outer boiler wall. Thus, the water absorbs the heat and some of the water is converted to saturated steam. Flue gases continue from the chamber to the stack so that they are whole the time situated inside the tubes. Nowadays fire-tube Figure 2: Shell type boiler: Höyrytys TTKVfire tube boiler [Hoyrytys]. 3 boilers are the most used type of large volume boilers. Also electric boilers where water is heated with an electrode source can be considered large volume boilers. However, large volume boilers are today used for small-scale steam and hot-water production only and, overall, they are not common in large-scale industrial use anymore. [1] Fire tube boilers Modern fire tube boilers are used in applications that require moderate pressures and moderate demand. As the name implies, the basic structure of a fire tube boiler consists of tubes, where fuel is burned and flue gas is transported, located in a pressurized vessel containing water. Usually boilers of this type are customized for liquid or gaseous fuels, like oil, natural gas and biogases. Fire tube boilers are used for supplying steam or warm water in small-scale applications. [2] Usually fire tube boilers consist of cylindrical chambers (1-3) where the main part of combustion takes place, and of fire tubes. In most of the cases, fire tubes are situated horizontally (fire tubes placed above chambers). 1. Turning chamber 2. Flue gas collection chamber 3. Open furnace 4. Fire tube 5. Burner seat 6. 7. 8. 9. 10. 11. Figure 3: Höyrytys TTK fire tube steam boiler [Hoyrytys]. Fire tubes Manhole Hatch Cleaning hatch Steam outlet Water inlet 12. 13. 14. 15. 16. Flue gas out Blow-out hatch Outlet and circulation Feet Insulation Figure 4: Schematic of the Höyrytys TTKV-fire tube hot-water boiler from Figure 2 [Hoyrytys]. 4 Fire tube boilers generally have tubes with a diameter of 5 cm or larger. They are usually straight and relatively short so that the hot gases of combustion experience a relatively low pressure drop while passing through them. The path of the flue gases goes from burners/grate, through one of the chambers, to the other end of the chamber. There the flue gases turn to reverse direction and return through the fire tubes and continue then to the stack (Figure 4). 1. Turning chamber 2. Flue gas collection chamber 3. Open furnace 4. Flame tube 5. Burner seat 6. Manhole 7. Fire tubes 8. 9. 10. 11. 12. 13. 14. 15. Water space Steam space Outlet and circulation Flue gas out Blow-out hatch Main hatch Cleaning hatch Main steam outlet 16. 17. 18. 19. 20. 21. Level control assembly Feedwater inlet Utility steam outlet Safety valve assembly Feet Inslulation Figure 5: Schematic of the Höyrytys TTK fire tube steam boiler from Figure 3 [Hoyrytys]. Fire tube boilers have a fairly large amount of contained water so that there is a considerable amount of stored heat energy in the boiler. This also allows for load swings where large amounts of steam or hot water are required in a relatively short period of time, as often happens in process applications. Fire tube boilers can take a great deal of abuse and inattention and still function at competent levels. Fire tube boilers have a life expectancy of 25 years or more. Boilers that are older than 75 years are still known to be in operation. Consistent maintenance and careful water treatment go a long way towards insuring the long life of these boilers. Nowadays fire tube boilers are mostly used as district heating boilers, industrial heating boilers and other small steam generators. Fire-tube boilers are not anymore used for electricity production because of their upper limits (4 MPa steam pressure and about 50 kg/s steam mass flow). The steam pressure limit is based on the fact that when the steam pressure in the boiler rises, thicker fire tubes and chambers are needed – thus the price of the boiler rises. As a result of this, boiler types where water/steam mixture is inside the tubes have lower prices for the same steam capacity and pressure. Fire-tube boilers can reach thermal efficiencies of about 70 percent. There are also special types of fire-tube boilers such as scotch marine boilers and firebox boilers, but they will not, however, be discussed further here. The rest of this chapter concentrates on the main types of water tube boilers. 5 Water tube boilers Introduction As contrast to large volume boilers, in water tube boilers water/steam mixture is inside the tubes and is heated by external combustion flames and flue gases. The water tube boilers are classified by the way of the water/steam circulation: natural circulation, forced or assisted circulation, once-through and combined circulation type boilers. All boilers for power generation are nowadays water tube boilers. Natural circulation boilers General The natural circulation is one of the oldest principles for steam/water circulation in boilers. Its use has decreased during the last decades due to technology advances in other circulation types. Natural circulation principle is usually implemented on small and medium sized boilers. Typically the pressure drop for a natural circulation boiler is about 5-10 % of the steam pressure in the steam drum and the maximum steam temperature varies from 540 to 560 °C. Natural circulation principle The water/steam circulation begins from the feed water tank, from where feed water is pumped. The feedwater pump (Figure 6) raises the pressure of the feedwater to the wanted boiler pressure. In practice, the final steam pressure must be under 170 bar in order for the natural circulation to work properly. The feed water is then preheated in the economizer almost up to the boiling point of the water at the current pressure. To prevent the feed water from boiling in the economizer pipes the economizer temperature is on purpose kept about 10 degrees under the boiling temperature. From the economizer the feed water flows to the steam drum of the boiler. In the steam drum the water is well mixed with the existing water in the steam drum. This reduces thermal stresses within the steam drum. Superheaters Steam drum Economizer Downcomers Mud drum Evaporator (riser tubes) Feedwater pump Figure 6: Natural circulation principle The saturated water flows next from the steam drum through downcomer tubes to a mud drum (header). There are usually a couple of downcomer tubes, which are unheated and situated outside the boiler. 6 The name "mud drum" is based on the fact that a part of the impurities in the water will settle and this 'mud' can then be collected and removed from the drum. The saturated water continues from the header to the riser tubes and partially evaporates. The riser tubes are situated on the walls of the boiler for efficient furnace wall cooling. The rises tubes are sometimes also called generating tubes because they absorb heat efficiently to the water/steam mixture. The riser tubes forms the evaporator unit in the boiler. After risers, the water/steam mixture goes back to the steam drum. In the steam drum water and steam are separated: the saturated water will return to the downcomer tubes and the saturated steam will continue to the superheater tubes. The purpose of this separation is to protect the inside of the superheater tubes and turbine for impurity deposition. The steam from the steam drum continues to the superheater, where it is heated beyond its saturation point. After the last superheater stage the steam exits the boiler. This type of circulation is called natural circulation, since there is no water circulation pump in the circuit. The circulation happens by itself due to the water/steam density differences between the downcomers and risers. [4] Advantages and disadvantages Natural circulation (NC) boilers have the following advantages compared to other circulation types: • • • • • • NC boilers are more tolerant on feed water impurities than other types of water tube boilers NC boilers have lower internal consumption of electricity than other water tube boiler types. NC boilers have a simple construction. Therefore the investment cost is low and the reliability of the boiler high. NC boilers have a wide partial load range, practically even 0-100 % have the feature to be held in a stand-by state, which means "warm at full pressure". NC boilers have constant heat transfer areas independent of boiler load, since the drum separates the three heat exchangers - economizer, evaporator and superheater - from each other. NC boilers have simpler process control, due to the big volume of water/steam side, which behaves as a "buffer" during small load rate changes. Natural circulation boilers have the following disadvantages compared to other circulation types: • NC boilers have a high circulation ratio (between 5 and 100), which leads up to massive dimensions of the evaporator as the amount of water circulating in wall tubes can be up to 100 times of the mass flow of steam generated. This increases the requirement for space and steel. • NC boilers need large diameters (large volume) of all tubes where the water/steam mixture flows. This is because smaller diameters in tubes would cause pressure drop and thus higher boilers would be needed for adequate pressure difference. • NC boilers need more accurate dimensioning as compared to other boiler types. 7 • • • • • NC boilers are quite slow in start-up and "stop" situations (also when the load rate changes a lot) because of the large water/steam tube volume (about 5 times the water/steam volume of a once through boiler). NC boilers are only suitable for subcritical pressure levels (practically for steam pressures under 180 bar in the steam drum). This is due to the lack of density difference in supercritical steam, and thus the lack of a driving force. NC boilers have problems with more frequently occurring tube damages, due to the relative large diameter of the boiler tubes. NC boilers are sensitive to pressure variations. Sudden pressure drops or build-ups causes increased rate of evaporation and thus the steam drum water level will also rise. This can lead to water passing into the superheater tubes and water circulation problems that lead to tube damages. NC boilers require a steam drum, which is a very expensive part of the boiler. Natural circulation design Introduction The following chapters concentrate on some design issues in natural circulation boilers: This chapter will use graphics and photos of an Andritz recovery boiler (Figure 7, manufactured by Foster Wheeler), which is the same boiler that was presented in the chapter on recovery boilers. [3] Circulation ratio The circulation ratio is one important variable when designing new boiler. It is defined as the mass rate of water fed to the steam-generating tubes (raisers) divided by the mass rate of generated steam. Thus, it is meaningful to define the circulation ratio only for water tube boilers: U= m& raisers m& feedwater (1) Figure 7: The feedwater circulation construction of the recovery boiler using natural circulation drum [3]. The variations in circulation ratio result from the pressure level of the boiler, therefore highpressure boilers have low ratios and lowpressure boilers have high ratios, respectively. Other parameters that affect the circulation ratio are the height of the boiler, heating capacity of the boiler and tube dimension differences between riser and downcomer tubes. For certain natural circulation applications dimensioning the circulation ratio is very difficult. The circulation ratio varies between 5 and 100 for natural circulation boilers. The circulation ratio of forced circulation boilers is normally between 3 and 10. For La Mont type of boilers the 8 normal values are between 6 and 10, for controlled circulation boiler between 4 and 5, respectively. Once through boilers generate the same mass rate of steam as has been fed to boiler, thus their circulation ratio is 1. Driving force of natural circulation The driving force of the natural circulation is based on the density difference between water/steam mixture in riser and downcomer tubes, of which the riser tubes represent the lower density mixture and downcomer tubes the higher density mixture. The driving pressure can be defined as following: ∆pd = g ⋅ (H evaporator − H boiling )⋅ (ρ dc − ρ r ) (2) where g is the gravitational acceleration (9,81 m/s2), the heights are according to Figure 8 [m], and ρ dc − ρ r the difference in the average density between the downcomers (dc) and raiser (r) tubes [kg/m3], which is the most difficult parameter to determine. The conditions in the steam drum are such that H2O is there as saturated water. There will be a slight increase in water pressure because of the hydrostatic pressure when the water travels Figure 8: A representation of the height down in downcomer tubes. Thus, the water is parameters of the driving force. subcooled in the header (mud drum) after downcomer tubes. Hence, in riser tubes the water has first to be heated up till the water has reached the evaporation (boiling) temperature before it can evaporate. The boiling height, i.e. the height where water has high enough temperature to boil, can be calculated using the circulation ratio and water/steam enthalpies: H boiling = h ′′ − h ′ ⋅ H evaporator ∆h ⋅ U (3) where h” is the enthalpy [kJ/kg] of saturated steam, and h’ enthalpy of saturated water (at the pressure of the steam drum), U is the circulation ratio, and ∆h is the enthalpy change caused by the rise in evaporation pressure (because of the subcooling of water in downcomer tubes). 9 Downcomers Downcomer tubes have a relatively large diameter because the entire water amount for the evaporator flows through the downcomer tubes before it is lead to wall tubes (riser tubes). Normally the amount of downcomer tubes is between one and six. Downcomer tubes are placed outside the boiler to prevent the water from evaporating, which could decrease the driving force of natural circulation (decrease average density in downcomer tube). If downcomer tubes have to be placed inside boiler construction, heat load to downcomers has to be strongly restricted to prevent downcomer tubes from water boiling. Possible boiling in downcomer tubes complicates circulation because the steam bubbles travel upwards and thus increase pressure loss. Figure 9: Photograph of downcomers from the steam drum [3]. An ideal downcomer tube is as short as possible and the flow velocity of the water transported is as high as possible. Figure 9 and Figure 10 show examples of downcomers in the recovery boiler. Figure 10: Photograph of downcomers from the steam drum [3]. 10 Wall tubes Pressure loss caused by wall tubes (or risers, evaporator tubes) of a natural circulation boiler should be at low level because of the natural circulation principle. Thus, vertically installed riser tubes in natural circulation boilers have a larger diameter than riser tubes in forced circulation boilers. All natural circulation boilers must have an upwards-rising arrangement of wall tubes because of the circulation principle. There are variations on how sharp the rise is: In conservative vertical furnace boilers the wall tubes are placed in a straight vertical direction Figure 12: Photograph of the furnace wall [3]. (Figure 11 and Figure 13). In corner tube (Eckrohr) boilers the wall tubes are arranged as slightly rising or horizontal wall-tube banks. This particular boiler has a furnace height of 40 m. The diameters of the water tubes are about 60 mm. The riser tubes are all welded together, and form a gas-tight panel construction, a tube wall. Since the boiler is a recovery boiler, the floor barely slopes (Figure 12 and Figure 14), in order to support the smelt, and is therefore a different structure than coal-fired boilers (which have a wedge-shaped floor for collecting ash). Figure 13: Photograph of the front furnace wall being installed [3]. Figure 14: Photograph of the furnace wall [3]. Figure 11: Photograph of water tubes [3]. 11 Headers The word "header" (Figure 15) is used in boiler technology for all collector and distributor pipes, including the mud drum (Figure 16). The most important design parameter for headers is diameter. It is defined by the flow rate and the number of tubes connected to the header (here the number of riser tubes). Header construction is basically a miniature version of a simple steam drum (diameters are smaller than the ones of steam drums). However, in headers there are usually no internals except the orifices in forced circulation and once-through principle boilers. Small diameter headers are constructed from a tube with welded front and end plates, whereas the big headers are made of bent steel plates in the same way as steam drums. Figure 15: Photograph of the economizer header [3]. Boiling within vertical evaporator tubes The boiling process in a vertical riser tube begins with single-phase water flow in the lowest part of the evaporator. Heat transfer from the furnace produces initially some steam bubbles. Continuous heat transfer increases the steam content in the mixture. In the annular boiling state of the steam/water mixture the tube wall is still covered by a water film, but as the steam content increases water can be found in the tube as mist only. This state is called the misty/drop state (Figure 17). Figure 16: Mud drum and collector headers [3]. Heat transfer crisis Boiling process can be considered also in heat transfer terms. The heat flux in a furnace generated by the combustion process is extremely high. There is a critical value that the heat flux can reach which results in a sudden decrease of the heat transfer capacity of the tube. This is called departure from nucleate boiling (DNB), dryout, burn out, critical heat flux or heat transfer crisis (Figure 18). The phenomenon responsible for this problem is the transition from annular boiling state to Figure 17: Different types of water/steam flow during the boiling process [1]. 12 misty/drop state. In the misty/drop state, the boiler wall is no longer covered with water. This dryout causes the drastic fall in the waterside heat transfer coefficient. Critical heat flux is dependant on operating pressure, steam quality, type of tube, tube diameter, flux profiles and tube inclination. For a boiler design to be acceptable the critical heat flux for the furnace walls must always be greater by a margin than the heat flux generated in the combustion chamber. Optimization of natural circulation design The following are some of the main methods used for natural circulation optimisation. All methods lead to an increase in the driving force: Figure 18: Dryout occurring in an evaporator tube. 1. Increase furnace height or elevate steam drum at higher level. 2. Increase density in downcomer tubes by increasing steam separation efficiency in the steam drum, by pumping feedwater to the steam drum as sub-saturated liquid or by minimizing the axial flow in the steam drum. 3. Decrease density in riser tubes by increasing temperature in lower furnace. Special designs There are some special applications of natural circulation principle that are not currently covered by this eBook, but can be found elsewhere on the net. These specific boiler types are: • Natural circulation boilers with two drums (Figure 19) • Conservative vertical furnace boilers • Corner tube or Eckrohr boilers Figure 19: Recovery boiler utilizing two steam drums [Andritz]. 13 Assisted or forced circulation boilers General In contrast to natural circulation boilers, forced circulation is based on pump-assisted internal water/steam circulation. The circulation pump is the main difference between natural and forced circulation boilers. In the most common forced circulation boiler type, the Lamont boiler, the principles of forced circulation is basically the same as for natural circulation, except for the circulation pump. Thanks to the circulation pump, the operation pressure level of forced circulation boiler can be slightly higher than a natural circulation boiler, but since the steam/water separation in the steam drum is based on the density difference between steam and water, these boilers are not either suitable for supercritical pressures (>221 bar). Practically the maximum operation pressure for a forced circulation boiler is 190 bar and the pressure drop in the boiler is about 2-3 bar. Principle of forced circulation The water/steam circulation begins from the feed water tank, from where feed water is pumped. The feedwater pump raises the pressure of the feedwater to the wanted boiler pressure. In practice, the final steam pressure is below 190 bar, in order to keep the steam steadily in the subcritical region. The feed water is then preheated in the economizer almost up to the boiling point of the water at the current pressure. The steam drum is usually the same kind as those used in natural circulation boilers. Figure 20: Principle of forced/assisted circulation. Same symbols used as in Figure 6, except for the circulation pump, marked with an arrow. In a forced/assisted circulation boiler, the circulation pump (Figure 20) provides the driving force for the steam/water circulation. Since the pump forces the circulation, the evaporator tubes can be built in almost any position. Greater pressure losses can be tolerated and therefore the evaporator tubes in a forced circulation boiler are cheaper and have a smaller diameter (compared to natural circulation evaporator tubes). The saturated water flows next from the steam drum through downcomer tubes to a mud drum (header). There are usually a couple of downcomer tubes, which are unheated and situated outside the boiler. The headers that distribute the water to the evaporator tubes are equipped with chokers (flow limiters) for every wall tube in order to distribute the water as evenly as possible. The water continues to the riser tubes, where it evaporates. 14 The steam is separated in the steam drum and continues through the superheaters, as in natural circulation boilers. This type of circulation is called forced circulation, due to the existence of a water circulation pump in the circuit. The steam/water circulation is forced by the pump and does not rely on density differences as in natural circulation. Flow distribution between parallel riser tubes Smooth flow distribution from header to riser tubes prevents riser tubes from overheating. In forced circulation boilers (in this context oncethrough boilers and combined circulation boilers belong to this group as well) water/steam is pushed through evaporator tubes with a pump. Pressure loss strongly defines the water distribution between several parallel-coupled tubes. The tubes with biggest steam fraction (highest pressure loss) get thus the least amount of water (i.e. not enough cooling water). It has been marked that a smooth water Figure 21: Schematic of an orifice for water distribution between tubes is easiest to practice tubes with orifices (chokes, flow limiters) situated in inlet of each riser tube (Figure 21). They give extra pressure loss in each tube and thus the proportional differences in flow losses between parallel tubes become insignificant. Orifices are dimensioned separately for each riser tube to provide a smooth distribution of flow between parallel riser tubes (evaporator tubes). Another possibility is to place small diameter tubes as mouthpieces in each riser tube and thus increase the pressure losses. However, tubes utilizing orifices is a more common practice. Boilers types Lamont boilers The most usual type of forced circulation boilers is the Lamont type, named after an engineer who developed this boiler type. In this type of boilers the pump forces the steam/water circulation. The operational pressures remain below 190 bar because with higher pressures the share of the heat of evaporation becomes too low. The wall tube direction arrangement is not limited for the Lamont type. The pressure loss in wall tubes is 2-3 bar. Applications for Lamont boilers: • • Customized boilers, where the boiler dimensions are determined e.g. by the building where the boiler will be placed. Heat recovery steam generators (HRSGs) and boilers equipped with separate combustion chambers 15 Controlled circulation boilers The controlled circulation principle is also known as thermal, pump-assisted circulation. It has been developed mainly in the USA and it is one kind of modification of Lamont boiler. In this type of boilers the pump merely assists the steam/water circulation. The benefit of controlled circulation boilers is the less need of pumping energy because natural circulation principle is partially used for circulation. Controlled circulation boilers are used for high subcritical pressures up to 200 bar and usually for relatively large boilers. Advantages and disadvantages The advantages of forced circulation (FC) boilers are: • • • • • FC boilers can use tubes with smaller diameter than boilers based on natural circulation due to the more efficient (pump-assisted) circulation. FC boilers have a wide suitability range of power plant sizes. An FC boiler gives also more freedom for placement of heat transfer surfaces and can be designed in almost in any kind of position (thus forced circulation is very common in HRSG:s, boilers in gas turbine based combined-cycle power plants). FC boilers have a low circulation ratio (3-10). Water circulation not reliable on density differences because circulation pump is taking care of the circulation whenever the boiler is operated. Forced circulation boilers have the following disadvantages compared to other circulation types: • • • • • • • • • • FC boilers have restrictions regarding the placement of the circulation pump, since it has to be placed vertically below the steam drum. Otherwise the saturated water could boil (cavitate) in the circulation pump. FC boilers have a higher internal electrical consumption. The circulation pump consumes typically about 0,5-1,0 % of the electricity produced by the controlled circulation unit in question. FC boilers need a higher level of water quality than boilers based on natural circulation. FC boilers require a mass flow rate of 1000-2000 kg/(m2s) for maximum pressure levels. FC boilers are only suitable for subcritical pressure levels (practically for operation pressures under 190-200 bar). This is due to the lack of density difference in supercritical steam, which is the principle for the operation of the steam/water seperation in the steam drum. FC boilers require a circulation pump and flow limiting orifices, which increase the capital cost of the boiler. FC boilers are sensitive to pressure variations. Sudden pressure drops or build-ups causes increased rate of evaporation and thus the steam drum water level will also rise. This can lead to water passing into the superheater tubes and water circulation problems that lead to tube damages. FC boilers require control and regulation of the co-operation between the feed water pump and circulation pump, which is difficult in controlled circulation units. A steam drum is required, which is a very expensive part of the boiler. Reliability of FC boilers is lower than that of natural circulation boilers, due to possible clogging of orifices and failures in circulation pump operation. 16 Once-through boilers General A once-through (or universal pressure) boiler can be simplified as a long, externally heated tube (Figure 22). There is no internal circulation in the boiler, thus the circulation ratio for once-through boilers is 1. In contrast to other water tube boiler types (natural and controlled circulation), oncethrough boilers do not have a steam drum. Thus, the length of the evaporator part (where saturated water boils into steam) is not fixed for once through boilers. Once-through boilers are also called universal pressure boilers because they are applicable for all pressures and temperatures. However, oncethrough boilers are usually large sized boilers with high subcritical or supercritical steam pressure. A large modern power plant unit (about 900 MWth) based on the once-through design can be over 160 m high with a furnace height of 100 m. Q Figure 22: Simplified once-through boiler principle The once through boiler type is the only boiler type suited for supercritical pressures (nowadays they can reach 250-300 bars). The available temperature range for once through type is currently 560-600 °C. Pressure losses can be as high as 40-50 bar. Once-through boilers need advanced automation and control systems because of their relatively small water/steam volume. They do not either have a buffer for capacity changes as other water tube boiler types do. Once-through boiler types General There are three main types of once through boilers: Benson, Sulzer and Ramzin design. Benson design The simplest and most common design is the Benson design (UK, 1922). In Benson boilers, the point of complete evaporation (where all the water has turned into steam) varies with the Figure 23: Benson design once-through boiler. capacity load of the boiler (Figure 23). The temperature of the superheated steam is regulated by the mass flow ratio of fuel and 17 water. The Benson-design is used in the biggest power plants in Finland, e.g. Meri-Pori, Haapavesi and IVO Inkoo. Sulzer design Sulzer monotube boiler was invented in Switzerland by Gebrüder Sulzer Gmbh. The Sulzer boiler uses a special pressure vessel, called Sulzer bottle, for separating water from steam (Figure 24). The steam is free from water after the bottle. Therefore the point of evaporation in a Sulzer boiler is always at the bottle, and thus constant. Originally the bottle was used for separating impurities (concentrated salts etc.) from the steam. Another typical feature for Sulzer type boilers is the controlling the water flow of each tube outgoing from a certain header with separate Figure 24: Sulzer design once-through boiler. The separation bottle is marked with an arrow. orifices for each tube. Ramzin design The Ramzin boiler is a Russian design, which is known for the coil-like formation of the evaporator tubes surrounding the furnace (Figure 25). Due to the tilted and bended water tubes the construction of Ramzin boilers is complicated and thus expensive. The tilted design of the furnace is nowadays also used occasionally in Sulzer and Benson design. Figure 25: Ramzin once-through boiler. 18 Spiral wall tubes Once-through boilers use a special design on water tubes. These are called spiral or rifled wall tubes (Figure 26). The rifles in the tube increase the wall wetting, i.e. improve the contact between the tube wall and steam/water mixture and thus improves the internal heat transfer coefficient. The rifled wall tube is also more resistant against dryouts. Due to the more complex manufacture process of spiral tubes, the spiral wall tube is more expensive than regular smooth wall tubes. Smooth wall tubes are used in tilted wall tube design (like in Ramzin boilers). Figure 26: Sketch of a spiral wall tube Multiple pass design In order to obtain the high mass flux necessary for efficient tube cooling, the lower part of the furnace can be divided into two sequential water flow paths. These two parallel paths are formed by altering first and second pass tubes around the furnace. As illustrated in the picture (Figure 27), the water from the economizer flows up the first pass tubes to the outlet headers, where the water is mixed and led to downcomers. From the downcomers the water/steam mixture is led to the second pass tubes, from where it is collected and mixed in the second pass header. The water/steam mixture then flows to the headers for the 3rd pass tubes, which the rest of the evaporator consists of. Using two passes, the lower part of the furnace has effectively twice the water mass flow of the upper part. Thanks to the headers, the temperature differences between individual tubes are decreased. Figure 27: Multiple pass furnace design Advantages and disadvantages Once-through (OT) boilers have the following advantages compared to other circulation types: • OT boilers can use tubes with smaller diameter than boilers based on a steam drum due to their lack of internal circulation. • OT boilers have a secure external water circulation (relies on process feed water pump) 19 • Spiral (rifled) water wall tubes are more resistant against dryouts than smooth evaporator tubes. • OT boilers have a no internal circulation (circulation ratio = 1) and thus there are no regulation or design needed for the internal circulation. • The OT boiler is the only boiler able to operate at supercritical pressures, since there is no density dependant steam separation needed (the Sulzer-bottle is not used for supercritical steam values). • OT boilers do not use a steam drum, which decreases boiler expenses. Once-through (OT) boilers have the following advantages compared to other circulation types: • • • • • OT boilers require high level of water control, since the steam/water goes directly through the boiler and into the turbine. OT boilers require complicated regulation control, due to small water/steam volume (no buffer for capacity changes), lack of steam drum, and the fact that the fuel,air and water mass flows are directly proportional to the power output of the boiler. OT boilers require a large mass flow rate of 2000-3000 kg/(m2s) in furnace wall tubes. Spiral wall tubes are more expensive than smooth wall tubes due to a more complicated manufacture process. OT boilers have no capacity buffer, due to the lack of a steam drum and their oncethrough nature. Operation The basic difference between once through boiler types has traditionally been the point of total evaporation in tubing. However, supercritical pressure range operation removes this clear difference between water and steam states, and thus both Sulzer and Benson boilers are similarly operated in supercritical pressures. However, the development has led to constant point of evaporation also for Benson boilers (thanks to improved process control) and nowadays the operational behaviour of once through boiler is very similar. Today the biggest operational differences between Benson and Sulzer types are the control system and heat-up procedures. Overall, all once through boilers need certain special arrangements for heat-up procedure and low capacity operation. Manufacture and use of once-though boilers Benson boilers are nowadays mostly manufactured by companies that belong to the Babcock group (Deutsche Babcock, etc.). Sulzer boilers are mostly manufactured (by license) by ABB Combustion Engineering, Mitsubishi, EVT, Andritz, etc. Ramzin boilers can be found in Russia. Most of the new capacity of conventional steam power plants is based on once through principle, because it allows higher steam pressures and thus higher electricity efficiency. A Sulzer boiler can be found e.g. at Naantali power plant in southwestern Finland (also at Mussalo power plant). The boiler of the Meri-Pori power plant, situated in western Finland, is based on a Benson type. Also Inkoo and Haapavesi power plants use Benson design boilers. 20 Internet links Here's a list of links to interesting reading regarding once-through boilers: • • • • • • Siemens-Westinghouse: BENSON publications and references Siemens-Westinghouse: Benson boilers BOOSTER Co.Ltd: About the Once-Through Boiler Mitsubishi Once-through boilers Babcock & Wilcox Company: Supercritical (once-through) boiler technology (PDF) Foster-Wheeler: The once-through supercritical boiler (PDF) Combined circulation boilers General This boiler type is a combination of controlled circulation boilers and once-through boilers. Combined circulation (once-through with superimposed recirculation) boilers can be used for both subcritical and supercritical steam pressure operation. Figure 28 shows a simplified principle of the combined circulation. When the firing rate is between 60 and 100 %, the boiler operates as a once-through boiler. At lower than 60 % capacity load, combined circulation boilers operate as forced circulation boilers in idea to maintain adequate water/steam flow in wall tubes. The biggest advantage of combined circulation type boilers is reduced demand of pump energy because the operation mode changes depending on the capacity load. Main disadvantages are the troublesome co-operation between feed water pump and circulation pump and also the high level needed for water treatment (as needed for once through boilers). Figure 28: Simplified principle of combined circulation (Combustion) The main manufacturer of this type of boilers is ABB Combustion Engineering and other companies with a license from ABB CE. However, Mitsubishi is practically the only license user company outside USA. 21 References 1. Esa Vakkilainen, lecture slides and material on steam boiler technology, 2001 2. Ahonen, V. “Höyrytekniikka II”. Otakustantamo, Espoo. 1978 3. Recovery Boiler Operation Manual, Ahlstrom Machinery Corporation 1999, CD-rom, Andritz. 4. Huhtinen, M., Kettunen, A., Nurmiainen, P., Pakkanen, H. ”Höyrykattilatekniikka”. Painatuskeskus, Helsinki. 1994. 22