Industrial PRT and Errors - International Temperature Scale of 1990
advertisement

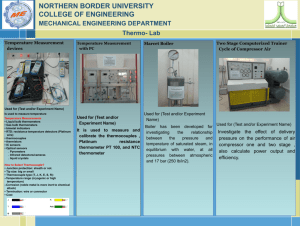
FUNDAMENTALS OF THERMOMETRY PART INDUSTRIAL PLATINUM V <USE) RESISTANCE THERMOMETERS by COMMON TEMPER.xXTURE Henry ERRORS by INDUSTRIAL PLATINUM E. Sostmann, and IN INDCJSTRIAL MEASUREMENT John RESISTANCE P. Tavener THERMOMETERS ABSTRACT The interpolation Scale of 1990, standard over the stipulated temperature in the range International from -189’ Temperto +962-C, ature is a long-stem Standard Platinum Resistance Thermometer (SPRT); or rather, a pair of SPRTs, since no one thermometer can encompass the entire range [ll. Some characteristics required of an SPRT make it unsuitable and unfit for use outside the standardising or calibration laboratory; therefore a variety of industrial-grade platinum resistance thermometers, standards, of high and in quality, have been developed applications such as process for use monitoring as field working and control. DISCUSSION The constrains that ITS(90) 121, are the gallium point and and specific the water triple on the SPRT, stipulated in the text of the it be strain-free, that the ratio of resistances at the water triple point, or the mercury triple point point, Wga= whg and, in (962-C), sistances addition, that the Rga/Rwt = Rhg/Rwt be 2 1.118 07 2 0.844235 if the thermometer ratio of the silver is point Eq. Eq. to be used to and the water 1 2 the silver point triple point re- be wag = Rag/Rtp 2 4.2844 Eq. 3 6 (These IPTS(68), constraints that the replace ratio of W = RlOO/R, Eq. the requirement the resistances Z .0032950 at of the previous 100’ and at O’C Scale, be the ) 4 These requirements attempt to specify the tance element der to conform are a well-meant and strain-freedom purity is not difficult to think of a better formulation). the platinum wire must to this requirement, and it must be mounted on some support in rectly, that if an SPRT is put that it can be heard to touch Ironically, it may be strained from a Laboratory garding the quality e.g., unfortunately of the platinum indirect resis- (it ideally pure, which (contradictorily) provides only straint. Thus, while the well-designed instrument of extraordinary sensitivity and can be easily knocked out of erature; but be a In oralmost fashion a minimum of support, and no conand constructed SPRT [31 is an and repeatability, it is delicate, calibration. It has been said, cor- down onto a surface with enough force so it, it may be strained out of calibration. due to shipping shock as it is returned has been newly calibrated! Precautions reof SPRTs are provided throughout the lit- where it assurance [41. In addition, SPRTs are physically the platinum element inside a sheath forgiving material, in that its elastic fragile. of fused limit and The best of them quartz. Quarts is its breaking point contain an unare the same, but its use is justified by its physical tolerance of high temperatures (its softening point is about 15OO’C), its available purity, its transparency, which allows the platinum element to be viewed, its impermeability to gasses (except under special circumstances) and its obvious indication that it and the construction it contains are fragile and Metallic sheaths, on the other hand, can must be treated with respect. emit vapors which are poisonous to the platinum element, and provide a One manufacturer provides a quarts spurious sense of robustness. sheath inside a metal sheath, with the net effect that the protective inside ment quarts exposed user that the “INDUSTRIAL this I have heading mometers is other fields can be broken to the metallic system GRADE” provided to indicate is by a slight bending, with no vapors, and visible the platinum eleindication to the corrupt. RESISTANCE quotation customary by no means limited of science, technology, THERMOMETERS marks around terminology. to industry, and broad the word The use “Industrial” of such but extends into common application. in ther- numerous 7 Industrial resistance thermometers where the compromise is struck between stability) that it be as free from strain and the requirement that it be rugged for which it is intended. (IRTs) are compromise devices, the requirement (for resistance as may be compatible with use, and durable in the environment It should be mentioned, briefly, that not all industrial thermometers are made of platinum wire. Other constructions resistance are: (a) Nickel, copper, and alloy wire. Nickel and copper wire were once very popular as thermometer materials. Both have temperature coefficients of resistance higher than that of platinum; approximately 6.9 x low3 and 6.5 x low3 Q/Q/-C, respectively, as opposed to 3.9 x 10m3 Q/Q/‘C for platinum. This higher change of resistance with temperature reduced the burden on earlier signal amplifiers; with modern solid state electronics, the advantage is negligible. Nickel is highly non-linear and passes through a sharp change in coefficient in the vicinity of 370-C where its magnetic characteristics change. Copper has a very low specific resistance, a disadvantage for thermometry. Both materials, since they are base metals, are more susceptible to contamination and oxidation than platinum. Both cost less than platinum, but the fraction of the cost of an IPRT which represents platinum wire is small. Both have faded from popularity as resistance thermometer materials (although copper is still employed in some in-slot temperature monitors in the protective circuits for electric motors). (b) Platinum discussion. films, thin and (c) Non-metallic resistance other semiconductors. These this series. “INDUSTRIAL” Thus an Industrial PLATINUM the RESISTANCE thick. These will thermometers; will be discussed be e.g., in included in this thermistors and a future issue of THERMOMETERS industrial resistance thermometer Platinum Resistance Thermometer of today (IPRT). is likely The IPRT has a longer history than its most refined relative, SPRT. Werner van Siemens is generally acknowledged to have made first, proposing it in his Bakerian Lecture of 1871, and advancing It came rapidly into use, largely three-term interpolation algorithm. cause of its inventor’s reputation , and declined as rapidly, because The Siemens thermometer comprised inherent problems of stability. to be the the a beof 1 meter of 0.1 mm (0.004 inch) diameter platinum wire lain or fire-clay tube, the whole assembly enclosed protection. (Siemens also experimented with sensing impregnated with platinum group metals). wound on a porcein an iron tube for elements of ceramic A committee of the British Association for the Advancement of Science found that the resistance of the Siemens thermometer increased upon each heating, making it necessary to calibrate the thermometer each time it was used (and a calibration is a use). The change in resistance, reported to reach 15% after repeated heatings to 9OO’C, was assigned to chemical alteration in the platinum. (Two probable other reasons for increase in resistance are (a) gradual volatilization of some platinum, resulting in a decrease in sectional area of the wire, and (b) the growth of intergranular boundaries, affecting the conduction mechanism at these points). About 20 years later, Callendar, and Callendar and Griffiths, revived the platinum thermometer for laboratory use over moderate temperature ranges. Callendar found that the clay substrate was a major cause of the variation of resistance; that the platinum wire “became brittle and stuck to the clay”. We can guess now at gross silica contamination. On the other hand, a mica strip, that the platinum touched only at the edges, appeared to be “perfect” insulation in that it did not cause contamination. Callendar also stipulated that all joints with platinum be autogenous fusion weldments without foreign material such as solders; that pressure joints (screws or torsion) be avoided, and that copper conductors in the heated zone be eschewed, because of the volatility of the material; and we observe these strictures today. As a generality, the work of Callendar and Griffith6 was confined to the range 0’ to 550-C. Over this range, they found that a third-order parabolic equation using three fixed points, ice, steam, and the boiling point of sulfur, was adequate to establish an interpolation scheme. Of the famous Callendar equation, which was the basis for International temperature Scales until 1968, more later. PLATINUM AS A THERMALLY SENSITIVE MATERIAL The development of the platinum resistance thermometer paralleled, in time, the development of platinum itself as a workable and pure material. Callendar’s platinum was certainly not equivalent to pure platinum and the SPRT as we think of it today. years Platinum, of the as first refined, occurs as a spongy 19th century, it was beyond technology mass. In the mid ta force this mass 9 into an ingot by methods which retained its metal was obtained, essentially, by hammering. into an ingot which is then further compacted and annealings, ready to niques until roll into for generally is strip, finally and managing in 151. OF INDUSTRIAL A corollary of the in the temperature the form eventually platinum, proprietary A CONFUSION crease it to from the purity, and the Today, it can by successive of draw wrought be melted swagings a square-sectioned into sponge wire. to bar Modern wrought tech- wire, STANDARDS improvement coefficient in of metallurgical techniques resistance exhibited by The purer the material, the higher the temperature recall that most useful coefficient, a, a regrettable and its subsequent replacement Scales: is the coefficient. victim of the remain 10m3 duction SPRTs mum a permitted use Industrial in Europe certainly and control the migration after the war precise devices 400 process-control ever wire, way purity always turned than sensitivity O’C and of approaching the absence best, of has a States. but European Western process IPRTs for hardly were not strain be stable under higher The ideal, process U. of x 10M3 as to 3.928 x of pro- (the commonplace This period consequence, memory, at wire that could engineers Hemisphere thermocouples. a duPont than best mini- much longer history I cannot trace this were century. platinum, and, in fixed, before recent placed, at that time, in the and achieved a coefficients these elements der that they ideal, a is of strain). thermometers in the 20th wire stated is expected 5 IPRTs. between 3.925 3.928 x 10e3. thermometry in the United resistance early of platinum 100-C, and classifying have a coefficients the IPTS-68) and of modern a has been probably, The order Cohn today on of the between popular resistance than it has the preparation standard for quite tained. and For platinum of Q/P/‘C (assuming tory, but surement Eq. the measure a straight line a useful inwire. Let us IPTS(68) a = RlOO/RO a is, therefore, the slope of are to attention In the textile fiber the of his- in meapredates the European 3.850 x 10s3; then be ob- United States to IPRTs as more mid-1950s, I made plant; the largest S. I made these from the best about 3.916 x 10e3. Obviously, free; a compromise conditions of industrial was necessary use. in or- 10 In the de crete, pure the facto remained platinum absence of an Il. S. standard, American while standard for the European 3.850 x 10W3, The American de wire in a less than ideal physical a, 3.915 standard, x 10m3 became cast in con- facto standard structure, while reflected the Eu- ropean coefficient, once derived from platinum wire less than ideally now reflected pure platinum wire doped with specific impurities [61. The situation of two (and there were more than two) accepted coefficients would obviously cause problems. For example, a controller scaled for one coefficient would indicate (except at 0-C) improperly if the sensor were of the other coefficient. Many unsuccessful attempts at compure, promise were made, by many standards-writing bodies. SAMA, for example, promulgated a standard in which the sensing element a was required to be 3.923 x 10e3 (a completely unrealistic number for an IPRT) and was then shunted with prescribed shunts to an effective coefficient of either 3.915 x 10s3 or 3.850 x 10m3 (which incidentally altered the shape to the of the characteristic confused situation whose SPRTs are characteristics vidual ever, calibration are specified considered are constants not as curve). The was to produce by their completely response sensors users and of of U. S. manufacturers both coefficients. to be individual instruments, adequately described by indi- and printed interpolation individual sensors, but as tables. members IPRTs, howof a group performing within certain limits. The primary emphasis here is on the interchangeability of like sensors, so that field replacements may be made without the necessity of recalibrating systems or processes. Elements may be checked by the manufacturer on an individual or on a statistical basis, and, often, the difference between thermometers of several accuracy classes represents sorting at inspection. An individual calibration of such a sensor is almost never done except in batch qualification, and is never offered to the user except as an extra-cost option. It seems today that the confusion will eventually be resolved, not on technical grounds, but by demands of the marketplace for harmonisation of standards on a global basis. A task group of the International Electrotechnic Commission (IEC) is formulating a revision of the IEC document on industrial resistance thermometers, and it will be based on the European a coefficient only. The IEC standard will be adopted rapidly and verbatim into the European Community standards documentation, as a DIN, BSA, etc. National standard, and the need to comply will be persuasive to all manufacturers, including those in the United States who wish to export. In the absence of 1, which lists tolerances tional regulations within a uniform standard and coefficients IPTS(68). (Note at for that this IPRTs the time, we offer Table promulgated as Natolerances shown in TABLK 1 INTKRNATIONALLY AGRKKD UPON SPKCIPICATIONS (PRIOR TOITS-90) IKCPUB751 OIWL1985 8s 1901:1981 DIN13760 GOST 6651-U JKHIW SAMRU(1966) 1983 -_-----------__ _____-______ .-. - - __________._ __._, a(0 DBCcj OBnS ID0 5 to 1000 100 100 IO, 46, lo0 100 too TOLERANCB AT0 CLASS A t/-0.06 CLASS B t/-o.!2 t/-0.15 0.03appr t/-0.075 t/-0.06 special t/-0.1 q-0.3 0.5 appr 1stahdard I t/-0.12 0.00385 0.00391 0.00?85 0.00385 0.003115 0.00391 0.001916 ID.003923 -183TO630 -200ro 600 -200ro 600 ,200TO150 ,220l-0 ID50 -200ro a50 -200TO850 -/ 200TO600 k/-0.78-0.5 t/-O.IK-05 t/-l.?K-05 t/-0.7K-05 b/-1.28-05 +/-2.OE-o5 t/-3.OK-05 t/-l.Ix-Ol I COK?F TYPK I A B C COEFP TYPK II A B 3.908028-03 1.90802E-033.96835X-033.908021-033.908028-033.971718~033 .98153K-03 -5.8028-07 .5.802K-07 -5.83~98-075.801958-07-5.8028-07 5.8775847 _I5.85316-01 -1.23758-12 4.27IK-12 -1.35578-12 -1.27358-12-1.27358-12 -3.48138-12 -/ 1.35158-12 1.969688-03 i.8677K-07 4.lllK-12 3.96847K-03 -5.8478-07 -1.35588-12 NOTK:IEC: INTERNATIONAL KLKCTROTKCRNIC COHIIISSION; OIXL: INTKRNATIONAL ORGANIZATION FORLKGAL KKIROLOGY; BS: RRIfIsRSTANDARD; 01~= DmscflK mm FOBR NORIIONG; cosr = Gossrmm (ALL-UNION STANDARD, USSR);JKWI~A : JAPANKSK STANDARD; SANA : SCIKNTIPIC APPARTDS WAKKRS ASSOCIATION (UNITKD STATKS) 12 FIGURE 1 DEG C 5.0 4.5 4.0 3.5 3.0 2.5 2.0 1.5 1.0 0.5 0 -200-100 0 100 200 300 400 500 600 700 800 DEG C INDUSTRIAL RESISTANCE THERMOMETERTOLERANCES SPECIFIED BY IEC IN 1983 CLASS A CLASS I3 13 Table 1 are peratures). standard at 0-C. Fig. 1 shows The Table suggests will be welcome, in place A Table of values from any of these lated the IEC 1983 tolerances that almost any single of these many at conflicting other teminternational standards. of resistance versus temperature may be calcuusing the following algorithms (stipulated in the standards), which closely resemble the formulations of Callendar (above 0-C) and Callendar-Van Dusen (below O’C). (In these equations, A, B and C are equivalent to but not numerically the same as Callendar-Van Dusen’s a, 6 and Above R(t) 0-C: = 1 + At t Bt’ Below R(t) accord 8). Eq. 6 Eq. 7 0-C: = 1 t At Tables with t Bt2 calculated IPTS(68), continuous functions, (Think of the IPTS(68), between two supports, t C(t using since - 100)t3 these these equations equations will not represent be identically in mathematically and the IPTS(68) interpolation equations do not. and also the ITS(SO), as a long clothesline hung in a catenary curve, but interrupted at interme- diate points by the fixed points which enter into the equation, the curvature of a clothesline supported by intermediate props). ever it is stated by the designers of IPRT standards that the “industrially significant”. (The major difference ences are not IPTS(68) was about 15 mK plus the difference of the individual mometer from constructions the nominal for ITS(SO), it curve). Until we have seen is not possible to estimate the the giving Howdifferfrom ther- equivalent divergence between the industrial scale and the ITS(90). Our prediction is that it will be much larger, because of the nature of the ITS(90) algorithms. Perhaps what we need (I appreciate what heresy I speak) is a quite distinct Industrial Platinum Resistance Thermometer Scale; an International Practical Temperature Scale. THE CONSTRUCTION Most platinum OF IPRT manufacturers wire used for of the SENSING ELEMENTS IPRTs do not stint on the quality of the sensing element, but commonly purchase “reference grade” wire when the a coefficient is to be 3.92 x 10e3 or higher, and the best wire when a is to be 3.85 x 10m2, Lead wires may Occasionally other materials than platinum be commercial grade platinum. are used for lead wires, but platinum is preferable because it avoids ac- 14 cidental mometer. thermoelectric junctions in the hot sane of the finished ther- The resistance at O’C may be lOOQ, ZGOQ, 5GGQ or some other value. For the 1OOQ element a typical wire diameter is 0.025 mm (0.001 inch) for the realistic reason that this is the diameter at which the sum of the cost of the platinum metal and the cost of drawing the wire is a minimum. Higher O’C resistance elements may employ even smaller diameter wire, 0.015 mm (0.0006 inch) being a realistic lower limit imposed by physical handleability. The wire is usually supplied in the hard-drawn condition to avoid stretching it during manufacture. There have been a number of schemes for the disposition of the platinum wire upon the supporting structure. All are contrived to provide some freedom for the wire to expand, contract, etc., with minimum induction of mechanical strain, while still restraining the wire so that the physical motion of the wire as an accelerated mass will not in itself induce strain, or in the extreme example, cause unwanted turn-to-turn contact. A design I used for many years is as follows. .OOl inch diameter wire, coated with a film of Isonel varnish 0.0001 inch thick, was wound onto a high-purity alumina mandrel, and the ends spot welded to platinum lead wires fixed within the mandrel. After trimming to resistance tolerance, the system was dip-coated with ceramic, dried, and fired to anneal and to vaporise and drive off the varnish. (In later production, the winding was surrounded by a loose-fitting ceramic tube, and the interspace filled with ceramic powder compacted centrifugally). This left the wire free in a helical tunnel perhaps 0.0002 inch larger than the wire diameter. Since the thermal expansion of platinum is higher than that of the ceramic mandrel, it was necessary, first to stretch the wire by several cycles from room temperature to liquid nitrogen temperature, and then to re-anneal the wire above its upper temperature of use. FIGURE Alumina 2 core Packed The “tunnel” construction of an element 15 In an experiment to determine the effectiveness of this construction, a large number of thermometers (ca 100) were made using bare wire, which would be closely captured by the coating, and Isonel-coated wire, which could be expected to have the freedom described above. All other details were common to both sets. The close-captured thermometers e3xhibited an a coefficient closely grouped about the mean of 3.915 x lo, while the loosely-retained thermometers were all about 3.920b3. Obviously, the latter were freer from strain. Fig. 2 indicates the tunnel construction. The most usual design, due to Curtis and other workers, is to prepare two fine-diameter coils of platinum wire, and place these within two bores of a four-bore ceramic insulator, the other two bores being used to capture lead wires. The coils are welded together at one end and to the lead wires at the other end. A cement, ceramic or glassbased is introduced into the tubes holding the coils, in such manner that the cement contacts and secures only some specific portion of each turn. Fig. 3 indicates this construction. FIGURE 3 Ceramic tube Platinum The “Z-coil” coil construction of an element and stability with mechanical Stability with temperature change, shock and vibration, are directly contradictory requirements, and one many be satisfied only at the expense of the other. In the construction described above, the manufacturer has a wide range of choice between sticking down only a very small fraction of each turn of wire, for best thermal stability, a very large fraction (or all) of each turn for best mechanical stability, or any desired compromise between these. These basic designs have been in use for many years. This is not to say that there has been no improvement over these years. The modern IPRT is superior for the following reasons, among others: 16 a: The drilled without b: fine platinum sapphire or contaminating Ceramic reached a years ago. wire employed diamond dies, the platinum. materials, mandrels, development stage c: Techniques have ti be thin and long, lar, etc. to include Examples been short is now which drawn give substrata of developed and fat, purity and laserresults cements, undreamed which very two or more electrically of available shapes and through repeatable of permit sensing small, flat and separate sizes are have even 10 elements rectangu- matched shown in elements, Table 2 [71. FILM ELEMENTS Much work has been done to develop platinum sensors thinand thick-film technology, but the results have been to appointing. The hoped for results of lower cost and performance alent to that of wrought-wire sensors have simply not been and there is now reason to doubt that they can be. (a) Film thermometers but a substrate material not yet been identified. sion strain gages! must be of identical Many film mounted intimately mechanical elements are (b) The paste or film, which contaminated, and therefore usually which is subject to the problems to expansion excellent based on date disequivrealized, a substrate, properties thermal has expan- contains very little metal, is easily is sealed under a glassy coating, of (a) and also may contaminate the platinum. tirely (c) The different (d) sintering (e) inhomogeneity from wrought Characteristics temperature, The thin of the paste wire; resembling, vary from provides rather, batch to characteristics enspongy platinum. batch, as a function of a problem not etc. film units are so small that self-heat leads, etc., are is solved. to the (f) mechanical generation of attachments of thermal emfs. weak and susceptible Thermal Developments wide range of Detectors tc. IEC 751- 1983. International using wire produce conforming a 17 All dimensions in mm Detectors shown same size Resistance tolerance at 0-c Ceramic length Ceramic diameter Sensing length 0.1% 25+0 - 0,s 1,5+0 - 0.03 z-L1 PlOO/2516 P2100/2516 0.1% 25+0 -0.5 1,6+0 - 0.03 22=, P100/2020 P2100/2020 0.1% 20+0 -0.5 2.0 + 0 - 003 17 2 1 0.1% 15+0 - 0.5 4,5*0 1Zfi 0.1% 15+0 -0.5 3.2 + II 0.03 12fl 0.1% 15+0 2.8 + 0 12fl i;--~~ P100/7040 P100/5024 , P2100/5024 .~~~ P100/5015 P2100/5015 ___~ PlOO/3045 P2100/3045 PiOO/3038 P2100/3038 P100/2532 P2100/2532 P100/2528 P2100/2528 P100/2524 P2100/2524 -.. PlOO/2515 P2100/2515 P100/1545 P2100/1545 C .~~ P100/1532 P2100/1532 I ~~__ PlOO/l528 P2100/1528 .___~~ ( 0.5 ~~ PiGO/ P2100/1524 __~~~ c P100/1520 P2100/1520 (--'I - 0.03 _____ --~~ - 0.03 0.1% 15+0 -0.5 2.4 + 0 - 0.03 0.1% 15+0 - 0.5 2.0 + 0 12?1 - 0.03 ~. ~~~~~~~~~~~ ___-.~ P100/1516 P2100/1516 0.1% 15+0 - 0.5 ,.s+o P100/1515 P2100/1515 O,l% *5+0 -0.5 1.5+0 - 0.03 12c1 O.,% *5+0 - 0.5 1.2 z 5% 12?1 P100/1512 -. -___- P100/1509 P100/1012 lZIl 12Z1 0.03 18 Nevertheless accuracy great tion; e.g., HOUSING or home THE film sensors seem adaptable stability, and where cost heating IPRT and air conditioning to is uses which a paramount require considera- no systems. SENSOR Almost all IPRT sensors require some sort of enclosure when they are put to use, to protect the sensor, provide for the securing of external connecting wires, close off the spaces into which they are inserted, couple them to a process or an environment, etc. The variety is limited only by the configuration of the sensor chosen, and the ingenuity of the designer. For those who need only one or a few special configurations, it is not excessively difficult to buy sensors and assemble thermometers on a do-it-one’s-self basis. Precautions include the necessity to preserve cleanliness, to make impeccable joinings of wires, to pay attention to thermal coupling between the sensor and the outside environment, and to provide adequate electrical isolation. For those who require more than a few thermometers, it is usually more effective to adapt to the many commercial configurations available, or to seek an assembler willing to make up special configurations. It is possible to mount IPRT sensors in tubes, wells, drilled holes in casings, machine screws, etc. CALIBRATING THE IPRT Accurate calibration compared to calibrating fixed points into which mersion, and the rest of an an IPRT. an SPRT is SPRT, in at least one sense, is One has only to have a suitable fits, diametrally and with sufficient simple set of im- straightforward. The majority of IPRTs cannot be calibrated in the usual sort of ITS(90) fixed point cell, because they won’t fit, or they are not designed for sufficient immersion, or because they won’t tolerate the temperatures along the length of the lead wires. bration as “like” whatever The concept of the “Like Standard” of IPRTs. It comprises the creation as possible to the thermometer to manner is necessary to adapt it to An intended textile steam. is a useful one in the caliof a reference thermometer, be calibrated, but altered in a fixed point cell. example is shown in Fig. 4. This small sheathed thermometer is to be screwed into the hot zone of a spinnerette for making a fiber. In use, the tip projects into a stream of high-velocity Since the leads are external to the heated system, they are Tel- 19 fan and insulated. the leads The hexagonal will not tolerate nut the is too large temperature. to fit a fixed-point cell, A “like standard” was made by (a) reducing the diameter of the hex nut and the threaded portion (b) substituting glass-insulated leads for the Teflon leads of the working thermometers. It was then possible to obtain calibrations of the “like standard” at fixed points, so that the “like standard” could serve as a reference thermometer for comparison calibrations of the working thermometers. FIGURE 4 Teflon The depth diately the when side ature test leads object The The hex removed fiberglas “like” leads standard The short length of the thermometer meant that the immersion would not be sufficient. The paper by John Tavener which immefollows will suggest the errors inherent in the system. However “like standard” had, intentionally, the identical deficiencies, and the standard and a working thermometer were screwed side-byinto a copper block, and the block immersed in a constant-temperbath, these deficiencies cancelled almost exactly. One might well ask: but in use, did the working thermometer accurately realise the temperature of the steam? In this real-world example, no one really cared. The relevant matters were (a) once the process had been optimised, the working thermometer maintained the preset temperature (b) any replacement, of the working thermometer (say in the event of its failure) had the same calibration and characteristics. COMMON ABSTRACT ERRORS - JOHN IN TEMPERATURE MEASUREMENT P. TAVENER It is the first law of thermometry that a thermometer senses temperature except its own, While it is easy to obtain steady readings temperature from a resistance thermometer, it is much more difficult be sure that these readings indicate the temperature of the object environment of interest. no of to or 20 Of the almost infinite some of the more of the magnitude, number obvious are and corrective of ways discussed measures in which here, together which may errors can with an be applied. occur, estimate INTRODUCTION If two systems in thermal equilibrium are each the same temperature as a third, then they are also the same temperature as each other. But no perfect system exists. The temperature of an object is affected by the thermometer, and the thermometer may be temporarily or permanently affected by the system into which the thermometer is immersed. In obtaining a need to be considered, system temperature. 1: Thermal steady before lag; the electrical inertia 2: The thermometer’s 3: Immersion (including the 5: DC errors; ilar metals 1: Thermal large diameter ter immersion or well were If caused error, environment) lead by of is by the the following as the correct thermometer’s thermal or capacity by heat transfer to the thermometer the emfs necessity caused by of from the passing a junctions system current between dissim- resistance a small-diameter pocket should absent. the thermometer an air gap. caused thermal effects of lag. delay caused thermometer 4: Self-heating, through the 6: Effects reading with a thermometer, one can accept the reading thermometer is inserted loosely into a or well, one feels instinctively that the thermomebe deeper than if it were a tight fit, or the pocket Not necessarily true: the size of an air gap around almost irrelevant, compared to the fact that there is (I once had the problem of designing a thermometer for a reactor bypass cooling water loop, which had to show a 63% response time of 2 seconds in water flowing turbulently at 2000 feet per minute at 3000 psig, so that the fast response had to be achieved in a mechanically The sensing element was mounted in a hole very rugged construction. drilled in a taper pin, and embedded in a beryllium oxide paste. The 21 interior of the sheath time was 8 times longer driven tight, as However mometer and the thermometer was reamed with the a result of the the combination the temperature itself, give heat flow required to sponse time. I describe to hold the taper pin loosely in place very slight air gap! causes a finite model in Fig. 5: I analogue model Fig 5: Thermal lag. Ti = the initial and T are the temperatures of the tively, R, is the thermal resistance system, achieve C is the heat a 63% response. Then of Fig. ways and = -(Ts In by - Ti) exp the T thermal lag temperature of the thermometer, T, system and the thermometer respecbetween the thermometer and the the temperature thermometer, and measurement (the r is time shaded to area multiples Eq. (-r/T) time constant are commonly to be no general consensus Usually, however, a manufacturer provides was determined. a practical waiting for Te/(Ts in in of expressing there appears this information. formation he small error of of c 6) is Te Other ature, the capacity re- 5 -L An electrical between the therthe heat capacity of as thermal lag. The or cool the thermometer effect with an electrical FIGURE The response when it was - HES) of thermal resistivity to be measured, and rise to an effect known warm this pin. than - Ti) of the situation, a sufficient = -exp response the user can make time. Fig. 6 shows (-s/T) time. 1 found in the literon how to present specifies the the error factor how the in- arbitrarily Eq. 2 22 FIGURE 6 Ts //I/L”‘: Tay The effect 1 T 2r of thermometer response 3r etc. time on a measurement FIGURE 7 100% 10% 1% 0.1% 100 PPM 10 PPM 1 PPM 0 2 4 6 8 Time (units Temperature error Te/(Ts - Ti) ment time in multiples of r 10 12 14 of T) plotted against measure- EXAMPLE: Estimate the minimum measuring time to achieve an accuracy of better than 0.1% when measuring a temperature near 15O'C with a thermometer whose response time is 15 seconds. The maximum error O.l'C/(150' is - 20') From Fig, 7, the minimum = 0.07% measurement Eq. 3 time is 7r = 105 sec. In systems where the temperature is not constant, ment errors become more complex. Consider the situation the measurein which the 23 T To - Ar Time Temperature in a system error with due to the thermometer the system temperature tine constant constantly rising In systems where the temperature is not ment errors become more complex. Consider the system temperature rises continually, as in Fig. error components, an exponential component T el and = -(To a constant - AT - Tl) exp constant, situation 8. Here the measurein which the there are two (-r/T) 4 Eq. 5 component T e2 = -AT of Eq. where the system temperature rise of the system temperature. Ts = To t A, and A is the rate The exponential component, T el, can be dealt with by waiting for a long enough time. The constant component Te2 can be dealt with only by using a thermometer of shorter time constant. 2: Thermal capacity. When a thermometer is immersed into a system, heat will flow between the system and the thermometer until equilibrium is reached. Unless the system temperature is under external control, a permanent change in the system temperature will result. The smaller the heat capacity of the thermometer, the smaller will be the effect upon the system temperature. A simple model of the measurement process provides an estimate of the resultant temperature error: Let Ct and Cs be the heat capacities respectively, T, be the final system initial and final temperatures of the of the thermometer temperature, and thermometer. Then and the Ti and Tf system be the 24 T, = -[Ct/(Cs and + Ct)l[T, - Til Eq. 6 rearranging, T&T, - Ti) = Ct/(Cs + Ct) Therefore, to achieve less mometer Ct should be at of the system C,. EXAMPLE: used to Suppose measure than least 1% error, 100 times a thermometer the temperature has a heat capacity of a cup of coffee. perature error due to heat capacity. coffee is 80-C, the initial temperature the heat capacity of coffee = the lOOOJ’C-‘. From Eq. T, of the therheat capacity of 5J’C-l, Estimate the and is tem- Assume that the temperature of the of the thermometer is 20-C, and heat capacity of 250 ml of water = 5, = [5J’C-1/1000J’C-1][80’C The thermometer thermistors and than O.O2J’C-1, pacities would the heat capacity smaller than the of show used very while - 2O’Cl in this Example fine thermocouples mercury-in-glass as much as a 12-C error; 200J’C-1. even in = 0.3-C Eq. 8 is a small sheathed IPRT. Small can have heat capacities less thermometers may have heat ca- Such a mercury-in-glass 30 liters of coffee, the error thermometer would be 0.1 ‘C. In many measurements, mometer, so that the the system temperature. it initial is possible to temperature preheat of the or precool thermometer the is close 3: Thermometer immersion depth. A definition: A thermometer is ciently immersed in a system when there is zero heat flow between sensor and the external non-system environment through the sheath or other thermometer parts that extend from the sensor to ent temperature. Heat flowing through replaced by the system ation. A simple model: the thermometer in the forms from of or to conduction, ambient therto suffithe leads, ambi- is absorbed convection and or radi- 25 6T = qR Eq. where 8T = temperature sistance. This can be Fig. 9: difference, q = heat compared to Ohm’s Law, FIGURE Contact resistance 9 flow and R = thermal reand repfesented shown in 9 T Leakage Resistance TS 1 System Temperature Therm Temp Ambient Temperature a: The greater age; therefore practicable. the the immersion thermometer depth, the greater the should be immersed b: The greater likely to be. the immersion depth, the smaller the resistance ta leakas far as may be contact resistance is c: The contact resistance also depends upon the thermal conductivity of if a fluid how fast the fluid is flowing, whether the flow is the system, laminar or turbulent, and whether there is cavitation behind the thermometer. A simple formula is: T, = (Ta - T,) Eq. where length length stant K, exp (-L/Lo) 10 T, = temperature error, T, = system temperature, L = immersion of the thermometer, L, a constant called the “characteristic of the thermometer”, Ta = ambient temperature, and K, = a conalways less than 1. In instances where the conductivity of the system is poor, where high precision is required, a simple experiment will determine and estimate the magnitude of T,. At least three measurements must made. at immersion depths of L1, L2 and L3 = 8L. Temperatures of T2 and T3 are obtained. Ts and, = Tl rearranging + [T2 Eq. - T,I%(T 10, 2 - Tl) - 03 - Tl)l Eq. or L, be T1, 11 26 L, = [sL)/ti[(Ts EXAMPLE: cm give system Suppose measured - T1)/(Ts that measurements temperatures of temperature and the Ts = [119 = 123-C - 11512/[2(119 Lo - 3cm]/&z[(123 q [4cm 4: Self-heating ement; in order be passed thermometer, - T2)l Eq. at immersion depths 115’, 119’ and 121°C. characteristic - length 115) - - (121 115)/(123 - - error. A resistance thermometer to make a measurement of its through which it. This inevitably is inevitable: of the of 3, 4 and 5 What is the thermometer? 115)1 119)] = 1.44 cm Eq. 13 Eq. 14 is a passive electrical resistance, a current results in 12 some heating elmust of P = 12R the Eq. 15 This results in an elevation of the apparent temperature of the thermometer (which measures only its own temperature) and an elevation of the system temperature. The problem is to evaluate whether this heating is significant in terms of the accuracy required of the measurement. The mometer in self-heating a controlled effect is readily environment determined and making by placing measurements the least two impressed currents. From this the so-called “zero power sistance”; that resistance which would be measured if it could be sured with no impressed power; and the actual resistance measured any current may be estimated as a difference from Ro: Ro = [Rl 5: Voltage - i121[(R2 errors. Most age across the unknown Therefore any extraneous are a source of error. The largest amplifier develops Any output voltage by an voltage equivalent of the - Rl)/(i22 - i12)1 resistance-measuring resistor voltages therat at remeaat Eq. systems with that acrosm which arise in compare the 16 volt- a reference resistor. the measurement path DC error is caused by imperfect amplifiers. The ideal zero voltage when both inputs are at zero potential. which occurs under theme conditions can be replaced DC input voltage Vo,, referred amplifier. Most manufacturers of to as the amplifiers input supply offset data 27 sheets range giving a typical or maximum from 20 PV to 5 mV depending amplifier. The (e.g., temperature, important offset sources Thermal voltage and Power, supply of emfs error are in value for Vos, which upon the type or its sensitivity voltage and operational another to important various represent time) amplifier type may quality typically of the parameters the most circuits. of DC error. They are generated when junctions of leads of dissimilar materials act as thermocouple junctions. (Even joints in copper wire from two different manufacturers may produce emfs as high as 0.2 PV’C-I. The emf of a copperplatinum junction is typically 6 to 8 PV’Cvl. the assembling a thermometer, junctions from different types of wire, become contaminated. The net emf can pairs of junctions close to each other and, if solders are used at all, employing maker In Voltaic metals, should perfect, emfs arise from should avoid T, where V, instrument error electrochemical caused by DC activity between voltage errors is dissimilar The the given problem joints are by Eq. = Ve/S is the lead especially wire that may have be further reduced by keeping (i.e., at the same temperature), “low thermal” solders. in the same way that batteries generate voltage. not occur if the same wire is used throughout, and the’ environment is clean and dry. Temperature making input voltage error (mV) and S is the sensitivity of 17 the (mVC-I). Although it is possible to reduce some of these errors by good by exchanging leads and averaging measurements) volttechnique (e.g., age errors limit the practical accuracy of a DC resistance thermometer. AC techniques are free from voltage errors but may be subject to resistance time constant limitations (81. 6: Lead resistance 3-wire and 4-wire errors and their errors. systems. mitigation Industrial PRTs may be connected The reference provides a discussion [91. as 2-wire, of these 28 FOOTNOTES [l] John standards P. Tavener, for ITS-90, Platinum Isotech [21 H. Preston-Thomas, 90), Metrologia 2’7, pp 131 C. Isotech H. Jour Meyers, Therm The 3-10 I am indebted for mund Cohn Corporation, the preparation of pure [61 Dr. Sigmund Standard p 10 et [7] TDI From and [8] See resistors, Therm [91 Ibid., Mount platinum the life H. E. Sostmann, resistance V2 N2 pp 67-69 Pages 72-73 of TDI, Hemisphere bridges, of 1990 (ITS- resistance thermometers, platinum resistance thermometers, with Vernon, wire. Michael New York, O’Shaughnessy, for Sig- information about the revered metallurgist of the premier supplier of thermometer coefficient. to purify Southport, agent, Fundamentals Scale interpolation platinum many years (the world’s pure platinum learning how the catalog its Western Temperature as seq. a conversation Bert Brenner, for Cohn Corporation wire) favored not spent my taminate it!“. Thermometers Vl Nl pp 31-37 International (1990) Coiled-Filament V2 Nl pp 16-24 [4] Henry E. Sostmann, Isotech Jour Therm V2 Nl [51 Resistance Jour Therm He said to me once: platinum in order then England. please see of thermometer For Page Thermometry measurements, “I to have con- the addresses 3 of this issue. Part IV, of Standard Isotech Jour