Wear 238 Ž2000. 160–167
www.elsevier.comrlocaterwear
The effect of second phase volume fraction on the erosion resistance of
metal-matrix composites
B.F. Levin, J.N. DuPont, A.R. Marder )
Whitaker Laboratory, Materials Science and Engineering Department, Lehigh UniÕersity, 5 East Packer AÕenue, Bethlehem, PA 18015-3195, USA
Received 23 September 1998; received in revised form 22 November 1999; accepted 22 November 1999
Abstract
Metal-matrix composites that consist of a ductile metal-matrix and hard ceramic particles are often used as materials of choice for
protection against solid particle erosion. In this study, a model Ni–Al 2 O 3 system was chosen to analyze the effect of hard second phase
particles on erosion resistance. This system consists of hard Al 2 O 3 particles dispersed within a ductile Ni matrix. Two processing
techniques were used to fabricate the Ni–Al 2 O 3 composites. First, a hot isostatic pressing ŽHIP. technique was used to produce bulk
Ni–Al 2 O 3 alloys. These composite samples contained 0–45 vol.% of Al 2 O 3 with an average particle size of 12 mm. Second, an
electrodeposition technique was developed and Ni–Al 2 O 3 coatings with various volume fractions of Al 2 O 3 Ž0–39 vol.%. were produced
on a pure Ni substrate. In contrast to the bulk powder composites, the electrodeposited composites contained much smaller Al 2 O 3
particles Žf 1 mm.. Erosion testing was conducted at impact angle of 908 using angular alumina. It was found that for both type of
composites, an increase in Al 2 O 3 content led to an increase in erosion rate of the composites and pure Ni showed the best erosion
resistance. However, the electrodeposited Ni–Al 2 O 3 alloys exhibited better erosion resistance than the powder processed Ni–Al 2 O 3
alloys. For erosion test conditions used, the smaller Al 2 O 3 particles in the Ni matrix were more beneficial in terms of erosion resistance
than the large Al 2 O 3 particles. q 2000 Elsevier Science S.A. All rights reserved.
Keywords: Erosion resistance; Metal-matrix composites; Ni–Al 2 O 3 system; Hot isostatic pressing ŽHIP. technique; Electrodeposition technique
1. Introduction
Thermal spray coatings made of a cermet composite of
hard ceramic phases of oxide andror carbide in a metal
binder have been used with some success as a solution to
the erosion problem. Several studies have been conducted
to analyze the effect of hard second phase particles on
erosion resistance of metal-matrix composites w1,2x. Ninham and Levy w3x reported that a large volume percent of
the hard phase Ž) 80%. is necessary to obtain the optimum erosion resistance. However, Kosel and Aptekar w4x
reported that in Cu–Al 2 O 3 cermets, an increase in volume
fraction of second phase particles led to a decrease in
)
Corresponding author. Tel.: q1-610-758-4197; fax: q1-610-7584244.
E-mail address: arm@lehigh.edu ŽA.R. Marder..
erosion resistance; while for Cu–WCŽW2 C. cermets, a
maximum erosion rate was observed at 15 vol.% of hard
phase. These authors suggested that the low toughness of
most hard constituents resulted in a loss of erosion resistance that explained the poor performance of brittle Al 2 O 3
and the possible benefit of the tougher WC. Ramm and
Clyne w5x observed that for thermally sprayed Al–Al 2 O 3
composites, an increase in Al 2 O 3 content caused an increase in the erosion rate at 908 particle impact angle. In
contrast, Lindsley and Marder w6x found that in Fe–Fe 3 C
metal-matrix composites, an increase in volume fraction of
Fe 3 C, from 0 to 20 vol.%, led to an increase in erosion
resistance of composites. A review of previous research
indicates that the effect of the volume fraction, size, and
shape of the hard ceramic phase on the erosion resistance
of metal-matrix composites is not fully understood. The
objective of this research was to investigate erosion behavior of model Ni–Al 2 O 3 metal-matrix composites in which
volume fraction and size of the second phase is systematically varied. The results can be used to determine the
0043-1648r00r$ - see front matter q 2000 Elsevier Science S.A. All rights reserved.
PII: S 0 0 4 3 - 1 6 4 8 Ž 9 9 . 0 0 3 6 3 - 4
B.F. LeÕin et al.r Wear 238 (2000) 160–167
optimum ceramicrmetal combination for erosion protection.
2. Experimental procedure
2.1. Alloy system and processing methods
A model Ni–Al 2 O 3 system was chosen to analyze the
effect of hard second phase particles on erosion resistance.
161
This system consists of hard Al 2 O 3 particles dispersed
within the ductile Ni matrix. Two processing techniques
were used to fabricate the Ni–Al 2 O 3 composites. First, a
hot isostatic pressing ŽHIP. technique described elsewhere
w7x was used to produce bulk Ni–Al 2 O 3 alloys. These
composite samples contained 0–45 vol.% of Al 2 O 3 with
an average particle size of 12 mm. Second, an electrodeposition technique was developed w8x and Ni–Al 2 O 3 coatings
with various volume fractions of Al 2 O 3 Ž0–39 vol.%.
were produced on a pure Ni substrate. Deposition times
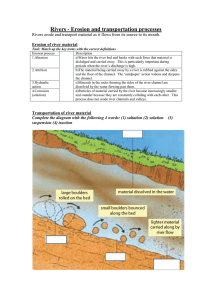
Fig. 1. Light optical photomicrographs of HIP processed Ni–Al 2 O 3 composites: Ža. 21 vol.% Al 2 O 3 , Žb. 27 vol.% Al 2 O 3 , Žc. 37 vol.% Al 2 O 3 , and Žd. 45
vol.% Al 2 O 3 . Dark phase is hard Al 2 O 3 particles and white phase is ductile Ni matrix.
B.F. LeÕin et al.r Wear 238 (2000) 160–167
162
Table 1
Erosion tests conditions
Eroded sample planar dimensions
Sample temperature
Erodent particle velocity
Erodent particles flux
Impingement angle
Erodent
Erodent size range
Average diameter of the erodent
3. Results and discussion
9=9 mm
208C
40"5 mrs
7.2 mgrŽmm2 rs.
908
angular alumina ŽAl 2 O 3 .
355–425 mm
380 mm
were altered to provide coating thicknesses of approximately 100 mm. In contrast to the bulk powder composites, electrodeposited composites contained much smaller
Al 2 O 3 particles Ž0.1 mm.. Therefore, the effect of hard
second phase particle volume fraction and size on erosion
resistance can be analyzed.
2.2. Microstructural characterization
The cermet alloys were cross-sectioned and mounted in
cold curing, thermosetting epoxy and each sample was
mechanically polished to a 0.04 mm surface finish. The
microstructure of the Ni–Al 2 O 3 composites was characterized using Light Optical Microscopy ŽLOM.. A LECO
2001 quantitative image analysis system was used to measure volume fractions and sizes of the hard phase ŽAl 2 O 3 ..
For the bulk Ni–Al 2 O 3 composites, hardness measurements were made on cross-sectioned surfaces using a
Vickers indenter and 1000 g load. In contrast to bulk
Ni–Al 2 O 3 alloys, electrodeposited coatings were only 100
mm thick. Thus, a Knoop indenter with a 100 g load was
used to measure their hardness.
2.3. Erosion tests
The erosion tester used in this study is a vertical-type
unit that is driven by compressed air and has been described in detail elsewhere w9x. The standard test conditions
that were chosen for this study are seen in Table 1. The
erosion testing was conducted at impact angle of 908 using
angular alumina particles. It should be noted that the
erosion rate is dependent on the erodent properties and
impact angle. The test conditions employed here were used
to study the influence of second phase volume fraction on
erosion behavior in power generation applications in which
erosion occurs at normal impact angles due to hard particles Žsuch as fly ash.. Five or six different erosion exposure times Ž0–210 min. were used in this study to adequately obtain the weight loss vs. time plot for each
material, the slopes of which yield the steady state erosion
rate. To quantify weight loss during the erosion experiments, the erosion specimens were ultrasonically cleaned
in acetone and weighed before and after the erosion tests
to the nearest 0.1 mg. The volumetric erosion rates for
each alloy were obtained by dividing weight loss rate by
the density of the material.
3.1. Microstructural analysis
In order to analyze erosion behavior of Ni–Al 2 O 3
composites, it was first necessary to characterize their
microstructures. For powder processed alloys, density
measurements performed using the immersion method indicated that all samples were consolidated to greater than
99% of the theoretical density. Quantitative image analysis
showed that composite samples contained 0, 21.0 " 2.0,
27.0 " 2.0, 37.0 " 3.0, and 45.0 " 3.0 vol.% of Al 2 O 3
with an average size of alumina particles of 12 mm.
Microstructures of the Ni–Al 2 O 3 composites with different volume fraction of hard Al 2 O 3 particles Ždark phase.
are shown in Fig. 1a–d. The effect of alumina volume
fraction on hardness is shown in Fig. 2. An increase in
volume fraction of alumina in the Ni matrix from 0% to
45% led to an increase in hardness of these composites
from 85 to 180 HV1000 .
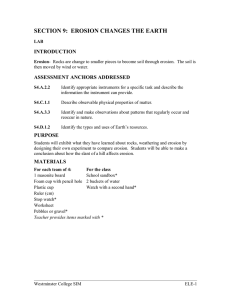
Microstructures of the Ni–Al 2 O 3 electrodeposited coatings are shown in Fig. 3a–d. Most of the alumina particles
Ždark phase. are uniformly distributed within the Ni matrix
Žwhite phase.. However, some agglomeration of the particles can be seen. The composite coatings for erosion tests
contained 5.0 " 1.0, 22.0 " 2.0, 32.0 " 2.0, and 39.0 " 3.0
vol.% alumina with an average size of approximately 1
mm. The incorporated Al 2 O 3 particles significantly increased the hardness of the cermet coatings. An increase in
volume fraction of alumina in the Ni matrix from 5% to
39% led to an increase in hardness of these composites
from approximately 300 to 650 HK 100 as shown in Fig. 4.
The detail microstructural characterization of Ni–Al 2 O 3
powder processed and electrodeposited composites can be
found elsewhere w7,8,10x.
It should be noted that grain size within the nickel
phase was different for the powder processed alloys and
Fig. 2. The effect of volume fraction of Al 2 O 3 on Vickers hardness of
HIP processed Ni–Al 2 O 3 composites.
B.F. LeÕin et al.r Wear 238 (2000) 160–167
163
Fig. 3. Light optical photomicrographs of the electrodeposited Ni–Al 2 O 3 coatings: Ža. 4 vol.% Al 2 0 3 , Žb. 16 vol.% Al 2 O 3 , Žc. 33 vol.% Al 2 O 3 , and Žd.
39 vol.% Al 2 O 3 . Dark phase is hard Al 2 O 3 particles and white phase is ductile Ni matrix.
electrodeposited coatings. In the powder processed Ni–
Al 2 O 3 alloys, the grain size within the nickel phase was
measured in the range of 20 to 50 mm, while the grain size
for pure Ni sample was in the order of 1 mm Žbecause of
the extensive grain growth during the HIP process.. In
contrast, the microstructure of the electrodeposited Ni
coating consisted of fine columnar grains with width of
approximately 5 mm. To determine and isolate the effect
of grain size on erosion behavior of cermet composites,
erosion tests were conducted on powder processed and
electrodeposited Ni samples that provided almost an order
of magnitude variation in the grain size.
3.2. Erosion behaÕior
Erosion weight loss vs. time plots for both types of
Ni–Al 2 O 3 composites are shown in Fig. 5a,b. The volumetric steady state erosion rates for all alloys are listed
in Table 2. For the powder processed Ni–Al 2 O 3 alloys,
the composite with the largest volume fraction of Al 2 O 3
164
B.F. LeÕin et al.r Wear 238 (2000) 160–167
Table 2
Erosion rates for the Ni–Al 2 O 3 alloys tested
Fig. 4. The effect of volume fraction of Al 2 O 3 on hardness of electrodeposited Ni–Al 2 O 3 composites.
Ž45 vol.%. showed the highest erosion rate, while pure Ni
showed the lowest erosion rate. Similar results were observed for the electrodeposited Ni–Al 2 O 3 composites for
which the alloy with the largest Al 2 O 3 content Ž39 vol.%.
Fig. 5. Erosion kinetics for HIP processed and electrodeposited Ni–Al 2 O 3
composites: Ža. HIP processed composites and Žb. electrodeposited coatings. Erosion conditions: velocity, 40 mrs; impact angle, 908; temperature, 208C; erodent, Al 2 O 3 .
Alloy
Erosion rate
Žcm3 rmin.=10 6
Ni powder processed
Ni–21 vol.% Al 2 O 3 , powder processed
Ni–27 vol.% Al 2 O 3 , powder processed
Ni–37 vol.% Al 2 O 3 , powder processed
Ni–45 vol.% Al 2 O 3 , powder processed
Ni electrodeposited
Ni–5 vol.% Al 2 O 3 , electrodeposited
Ni–23 vol.% Al 2 O 3 , electrodeposited
Ni–32 vol.% Al 2 O 3 , electrodeposited
Ni–39 vol.% Al 2 O 3 , electrodeposited
18.33"0.2
28.86"0.12
30.62"0.50
43.88"1.2
49.34"0.5
16.20"0.1
20.18"0.2
22.68"0.5
22.62"0.3
28.86"0.2
had the highest erosion rate and pure Ni exhibited the
lowest erosion rate.
The effect of volume fraction of Al 2 O 3 particles on
erosion resistance of the Ni–Al 2 O 3 composites is shown
in Fig. 6. It can be seen that an increase in Al 2 O 3 content
led to an increase in erosion rate of the composites.
Subsequently, an increase in hardness of the Ni–Al 2 O 3
composites produced a decrease in their erosion resistance
as shown in Fig. 7. These results indicate that the increase
in hardness of the composites due to the additions of
second phase particles does not necessarily lead to an
increase in erosion resistance. The effect of hardness on
erosion behavior must be considered in combination with
microstructure of the cermet materials that will be discussed later. Also, electrodeposited and powder processed
Ni showed similar erosion resistance in spite of the large
difference in grain size Ž5 and 50 mm, respectively..
However, additions of Al 2 O 3 particles to the Ni matrix
resulted in significant increase in erosion rates. Thus, the
effect of grain size of Ni on erosion resistance is significantly less than the effect of Al 2 O 3 volume fraction. In
addition, Fig. 6 indicates that electrodeposited Ni–Al 2 O 3
Fig. 6. The effect of volume fraction of Al 2 O 3 on the erosion resistance
of Ni–Al 2 O 3 composites. Erosion conditions: velocity, 40 mrs; impact
angle, 908; temperature, 208C; erodent, Al 2 O 3 .
B.F. LeÕin et al.r Wear 238 (2000) 160–167
Fig. 7. The effect of hardness on erosion resistance of Ni–Al 2 O 3
composites: Ža. powder processed composites and Žb. electrodeposited
composites.
165
alloys exhibited better erosion resistance than powder processed Ni–Al 2 O 3 alloys. Although both types of Ni–Al 2 O 3
composites contained approximately the same volume fraction of Al 2 O 3 particles; the size of these particles is an
order of magnitude smaller for the electrodeposits than for
the powder alloys. Therefore, for the studied erosion test
conditions, small Al 2 O 3 particles in Ni matrix were more
beneficial in terms of erosion resistance than large Al 2 O 3
particles. Similar results were obtained by Lindsley and
Marder w6x for the Fe–Fe 3 C alloy system in which composites with small carbide ŽFe 3 C. particles were more
erosion resistant than those with large particles. Typically,
small particles are less likely to fracture during impact
than large particles because the former contain fewer
pre-existing defects Ži.e., cracks.. Pre-existing defects in
brittle ceramic particles create stress concentrations and
may cause rapid crack propagation and fracture during
impact. Also, Kapoor and Vecchio w11x reported that during tension testing of a 6061 Al–Al 2 O 3 composite, large
Al 2 O 3 particles exhibited more cracking than small Al 2 O 3
particles.
The main cause of the weight loss in the erosion tested
Ni–Al 2 O 3 composites was cracking and debonding of
brittle Al 2 O 3 particles. An SEM image of the eroded
surface of powder processed Ni–27 vol.% Al 2 O 3 alloy is
shown in Fig. 8. It can be seen that near the eroded surface
Al 2 O 3 particles are cracked and detached from the surface
Žsee arrows.. Also, Fig. 8 illustrates that because of the
poor bonding with the Ni matrix, some Al 2 O 3 particles
were removed from the Ni matrix. Therefore, both cracking and debonding of the Al 2 O 3 particles can be responsible for an increase in erosion rate with an increase in
volume fraction of Al 2 O 3 as shown in Fig. 6. Once
Fig. 8. SEM image of the eroded surface of Ni–27 vol.% Al 2 O 3 powder processed alloy. Cracking and removal of Al 2 O 3 particles are evident.
166
B.F. LeÕin et al.r Wear 238 (2000) 160–167
particles are cracked or debonded, they lose their load
carrying capacity and the matrix surrounding it experience
a larger stress that result in accelerated erosion loss.
A detrimental effect of hard second phase particles on
erosion resistance of metal-matrix composites was observed in FeAl–Al 2 O 3 and FeCrAlY–Cr3 C 2 thermal spray
coatings by Stein et al. w12x. In these coatings, hard carbide
and oxide particles were deliberately added to the ductile
matrix ŽFeAl and FeCrAlY. using plasma and high velocity oxygen fuel spraying ŽHVOF. techniques. Because of
the in-flight oxidation of metal powder during spraying,
some FeCrAlY–Cr3 C 2 coatings also contained oxide particles. The authors conducted erosion tests using the same
experimental conditions as this study. Therefore, the erosion behavior of thermal spray, powder processed and
electrodeposited metal-matrix composites could be compared. Fig. 9 shows the effect of volume fraction of hard
second phase particles on erosion resistance of thermal
spray coatings, powder processed and electrodeposited
composites. It can be seen that additions of the hard
second phase to a ductile matrix led to an increase in
erosion rate. Also, for thermal spray coatings, an increase
in volume fraction of second phase particles above 45%
caused accelerated damage. Fig. 9 indicates a good agreement between results obtained in this study and those
reported by Stein et al. w12x.
Lindsley and Marder w6x analyzed the erosion resistance
of Fe–Fe 3 C metal-matrix composites with various volume
fractions of hard Fe 3 C carbides Ž0–20%.. In contrast to
mechanically alloyed Ni–Al 2 O 3 system, different volume
fractions of Fe 3 C carbides were obtained by quenching and
subsequent tempering of Fe–C alloys with 0–1.2 wt.% C.
Therefore, the metallurgically produced Fe 3 C carbides are
expected to have good interface bonding with the ductile
Fe matrix and tempered carbide precipitates have a crystallographic relationship with the martensite matrix w13x. It
was found that an increase in volume fraction of Fe 3 C led
to an increase in erosion resistance of Fe–Fe 3 C composites. In contrast, powder processed and electrodeposited
Ni–Al 2 O 3 composites contain Al 2 O 3 particles that were
mechanically added to the Ni matrix and thus have weaker
bonding with the matrix when compared to Fe 3 C particles
in Fe–Fe 3 C composites. For example, Gu et al. w14x
showed that in Al–SiC composites formed by the diffusion
bonding between Al matrix and SiC particles through
oxidation of SiC produced a significant increase in interfacial strength compared with mechanically alloyed Al–SiC
composites. Stronger interfacial bonding in metal-matrix
composites promotes higher load transfer between the
matrix and the particles and results in higher strength.
Thus, because of the strong interface bond with the matrix,
Fe–Fe 3 C composites exhibited an increase in erosion resistance with an increase in volume fraction of hard phase,
while mechanically alloyed Ni–Al 2 O 3 composites showed
opposite effect. In the present study, material wastage
during erosion of Ni–Al 2 O 3 metal-matrix composites occurred by Ž1. particle cracking and Ž2. particle debonding
along the matrixrparticle interface. Therefore, an increase
in interfacial strength along with a decrease in particle size
may provide improved erosion resistance.
4. Conclusions
Erosion testing was conducted on powder processed and
electrodeposited Ni–Al 2 O 3 composites at impact angle of
908 using angular alumina. The following can be concluded from this work:
1. An increase in volume fraction of Al 2 O 3 particles from
0–45 vol.% led to an increase in erosion rate of the
composites. Pure Ni alloys showed the best erosion
resistance.
2. For the current erosion test conditions, small Al 2 O 3
particles in electrodeposited composites Žf 1 mm. were
more beneficial in terms of erosion resistance than large
Al 2 O 3 particles in powder processed composites Žf 12
mm..
3. Poor interface bonding between the ceramic particles
and the ductile matrix contributes to the detrimental
effect on erosion resistance of composites.
Acknowledgements
Fig. 9. Volumetric erosion rate vs. measured hard phase content for
thermal spray coatings and Ni–Al 2 O 3 composites. Erosion conditions:
velocity, 40 mrs; impact angle, 908; temperature, 208C; erodent, Al 2 O 3 .
This research was sponsored by the US Department of
Energy under grant No. DE-FG22-95PC95211. The authors would like to thank Dr. B.H. Rabin from Idaho
National Engineering Laboratory for fabricating and providing powder processed alloys for this study.
B.F. LeÕin et al.r Wear 238 (2000) 160–167
References
w1x
w2x
w3x
w4x
w5x
w6x
w7x
w8x
K. Anand, H. Conard, Wear of Materials I Ž1989. 135–142.
B.Q. Wang, K. Luer, Wear 174 Ž1994. 177–185.
A.J. Ninham, A.V. Levy, Wear of Materials II Ž1987. 825–831.
T.H. Kosel, S.S. Aptekar, Corrosion ’86 Ž1986. Paper no. 113.
D.A.J. Ramm, T.W. Clyne, Proceedings of the Thermal Spray
Conference Ž1994. 789–794.
B. Lindsley, A.R. Marder, Metallurgical Transactions A 29A Ž1998.
1071A–1079A.
B.H. Rabin, R.J. Heaps, Ceramic Transactions 34 Ž1993. 173.
K. Barmak, S.W. Banovic, C.M. Petronis, D.F. Susan, A.R. Marder,
Journal of Microscopy 185 Ž1997. 265–274, Pt. 2.
167
w9x B. Lindsley, K. Stein, A.R. Marder, Measurement Science and
Technology 6 Ž1995. 1169.
w10x S.W. Banovic, K. Barmak, A.R. Marder, Journal of Materials Science 33 Ž1998. 639–645.
w11x R. Kapoor, K.S. Vecchio, Materials Science & Engineering, A 202
Ž1995. 63–75.
w12x K. Stein, B. Shorr, A.R. Marder, in: Proceedings in Elevated Temperature Coatings, TMS, Warrendale, PA, 1996, pp. 99–114.
w13x A.K. Sinha, in: Ferrous Physical Metallurgy, Butterworth, Stoneham, MA, 1989, pp. 528–536.
w14x M. Gu, Y. Gin, Z. Mei, R. Wu, Shanghai Jiao Tong University,
Shanghai, China, 1997.