Gas purging in the induction furnace
advertisement

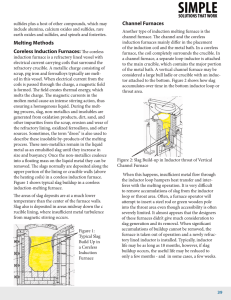
Furnace Technology Gas purging in the induction furnace Grant Cullen from Capital Refractories Ltd explains how the company has its gas diffuser technology for the induction furnace products in use throughout the world following its initial trials just over two years ago. C apital Refractories made a Patent Application encompassing the system’s technology. Over 1,000 gas diffuser units have now been supplied and are in use, from these a mass of information has been accumulated that clearly demonstrates the wide ranging benefits which can be attained by application of this technology. Gas diffusers, or as they are more commonly known, ‘porous plugs’ have been in use for more than 25 years, originally being developed for use in steel ladles operated in electric arc furnace and basic oxygen vessel steelmaking. They are an integral part of the process route for secondary steelmaking. Vacuum tank ladle degassing and temperature homogenising in steel ladles eliminated many of the problems associated with variable temperatures during multi-ladle continuous casting sequences. Over the years, these characteristics, both metallurgical and practical, have been established and well documented. The principal advantages identified are temperature and compositional homogenisation, degassing and cleaner steel. Gas diffuser availability Gas diffusers have been available for foundry ladle applications but have never made the impact seen in the tonnage steel industries, or more recently in reverbratory aluminium melting and holding furnaces. ‘Classical’ steelmaking methods such as the electric arc which has two distinct melt phases in which oxidation where deleterious gases like hydrogen and nitrogen can be removed during the carbon/oxygen reaction and reduction where oxygen and those oxidation products can be removed. Induction furnace melting does not promote these reactions, whilst hydrogen, nitrogen and oxygen can be absorbed by the melt from the atmosphere. This pickup can be inhibited by processes that have been developed to shroud or blanket the melt, making use of the fact that inert argon gas is denser than air by blowing argon gas onto the melt, or dripping liquid argon, as has been described by the SPAL process. Whilst significant progress has been made using these methods to improve metal quality, neither of these methods of delivering argon can address other issues that include melt homogenisation, reduction in gas content of that already in the charge materials such as oxide films on scrap, or promote the removal of non-metallic inclusions from the melt to the slag. Capital Refractories, as a major supplier of induction furnace linings, believed that the benefits identified above could be introduced to coreless induction melting, 350 undertaking a programme of development. For success, seven principles needed to be attained: • Permeable ceramic able to resist penetration if in contact with liquid metal. • Capable of delivering small volumes of purging gas in a controllable manner. • Compatibility with the Capital Refractories’ range of lining materials in the sintered state. • Able to operate for the life of the induction furnace lining. • Ease of installation and operation. • Cost effective. • Safe. From this programme a range of gas diffusers was developed for use with a range of induction furnaces from 40 to 10,000kgs + capacity. This, together with a proven mode of installation and operation, addresses all seven principles. Installation and case studies Figs. 1 to 5 of the operation of an induction furnace melt indicate how the process operates. Since the process was introduced, significant feedback has been received from users, those benefits identified including temperature homgenisation, improvement in casting quality, reduction in nitrogen content, cleaner metal and increase lining life. Further explanation of these identified benefits may be found in the following customer case studies. Temperature homogenisation A UK producer of high nickel alloys (Monel, Inconel, Incalloy) using a brick lined, five-tonne furnace had severe erosion associated with excessive temperature on the furnace barrel approximately 250mm up from the furnace base. The introduction of argon gas via a gas diffuser immediately eliminated this problem. Calculation of the original temperature in this zone indicated that it was in the order of 2,000°C. This has enabled the client to have a melt campaign on a lining of two weeks where previously they were relining every weekend. Improvement in casting quality A Sheffield foundry operating a 300kg induction furnace melting predominantly 13%Cr/4% nickel alloy steel suffered a scrap rate due to casting defects associated with gas in the metal that at times exceeded 20% and in addition caused significant reworking of many more pieces. After the introduction of the gas diffuser and argon purging, scrap castings due to gas defects were eliminated and reworking was significantly reduced. It is believed that this improvement (there were no other changes to practice) was due to reduction in gas content of nitrogen in the metal. Reduction in nitrogen content A UK specialist foundry producing MoCrV high alloy iron in a 600kg induction furnace experienced high scrap rates on hydraulic seals castings, almost all castings being scrapped when nitrogen levels exceeded 0.04%. Prior to introducing the argon purge in the furnace, the average nitrogen was 0.041%. Argon was introduced during meltdown and right up until tapping. After the first week of argon purging FTJ December 2007 Furnace Technology average nitrogen was 0.033%. Lower nitrogen returns were subsequently recycled back to the furnace, the figure then falling to 0.022%. There have been significant cost savings from the massive reduction in scrap rate and also in not having to remelt accumulated own arisings and degass in an AOD. Cleaner metal A US foundry specialising in NiHard and NiResist irons together with a wide range of steel alloys for wear parts applications has reported a significant reduction in nonmetallic inclusions since introducing the gas purging process to its induction furnace. The first indication of this came via the furnace operatives who reported that the volume of slag appeared to be greater on melts treated with argon. Subsequent metallographic examination confirmed cleaner metal. A Dutch foundry manufacturing castings for the North Sea oil industry was an early proponent of the gas diffuser system after trials showed improvements in impact strength of steel thus treated due to reduction in inclusion count. Fig 1. This illustrates a typical induction furnace melt with atmospheric gases above the melt, dissolved gases (H2 and N2) in the melt plus typical non-metallics Fig 2. The argon gas is turned on and flow is established via the gas diffuser, through the lining and into the melt Increase in lining life An increase in lining life was an unexpected gain from the development of the process, although it was anticipated that homogenising temperature (as previously described) would have a positive effect on the condition of the lining. A significant number of clients now report increase in lining life since introducing the process. A lost wax foundry in east Lancashire melting grade 316 stainless steel averaged 80 melts on a lining although the company had to reline after reaching around this number of melts due to slag build up on the furnace sides which progressively reduced capacity. Subsequent to introducing the gas diffuser, the lining was so clean during the first campaign that it was wrecked at 120 melts, although upon examination it was discovered that the lining could have comfortably run a further week. The foundry now averages 140 heats per campaign and reports superior casting surface-finish after shot blasting compared with previous casts. Again, the amount of slag rising to the melt surface and being removed is greater than prior to introducing the purging process. A stainless foundry near Milwaukee in the US reported that its first campaign achieved 156 melts compared to 70-80 previously, the company now being in the process of converting a further nine furnaces to the gas diffuser system. Capital Refractories Ltd; tel: (+44) 1246 811163; fax: (+44) 1246 819573; e-mail: info@capital-refractories.com www.capital-refractories.com FTJ December 2007 Fig 3. The swarm of argon gas bubbles start to float non-metallics to the surface of the melt. Gases in the melt diffuse into the argon bubbles, which have lower partial pressures Fig 4. The argon passing through the melt, as well as floating non-metallics to the top, forms a blanket on the melt, shielding the melt from those atmospheric gases. If deemed a requirement, argon can be turned on as soon as the charge is added, displacing the air and ensuring melting is conducted in an inert atmosphere Fig 5. The slag, containing those non-metallics floated out of the melt during the gas purging, can be removed prior to tapping thus preventing potential entrainment in the castings. The blanket of argon will continue to shield the metal during tapping. For certain metals, argon purging in the ladle may be advisable, as well as shrouding the mould 351 Furnace Technology Understanding refractory corrosion Because consumables related to melting operations are expensive, in order to keep costs in check, a thorough understanding of the processes involved is highly desirable. I n their paper ‘Corrosion resistance of castables in channel furnaces for ferrous foundry’ presented at the 2007 WFO Technical Forum organised by the WFO and VDG, J Soudir and L Ronsoux from Calderys Central Research Department, St. Quentin Fallavier, France, said that corrosion of refractory in service is a complex phenomena, which has a multitude of origins and processes. Therefore, predicting corrosion resistance and thus selecting a precise product for a given application can be difficult. A possible way to approach chemical corrosion mechanisms and identify castable and slag characteristics that are interesting to evaluate to help in selecting the correct refractory, is to consider relation (1), that gives the speed of dissolution of a given refractory compound into a liquid slag. SpD = dn/dt = D.A.(Cs-C)/e (1) SpD: speed of dissolution of the considered compound; t: time; C: concentration of the considered compound in the slag at time t; Cs: concentration of considered compound when saturation of the compound in the melt is reached; Cs-C: gap to saturation, the driving force of the dissolution; D: coefficient of diffusion of the considered compound in the slag; A: area of the interface compound/slag; e: thickness of the boundary layer. The authors said that, looking at the various parameters of this relationship and following the initial remarks, it is evident that D is directly linked process. Access to this data in simple systems is possible, but will not be easy to determine in the case of complex multicomponent castable and slag systems; e is a function of slag viscosity (from temperature) and from agitation level, which is almost impossible to determine in practice. It thus appears that trying to foresee the corrosion resistance of several castables in a given application by the evaluation of the corrosion speed is not really feasible as it is impossible to obtain all the data describing the system (refractory, slag, operating conditions). It is restrictive, as it takes no account of thermo-mechanical phenomena such as thermocycling, mechanical stresses etc. The aim of this particular paper was to propose several simple ways to obtain an initial evaluation of refractory corrosion resistance. Guidelines were proposed on characteristics to be taken into consideration regarding castables, slags and their systems to permit the first castable selection or ranking. Characteristics and parameters on castables Refractoriness Fig. 1. Configuration of the interface refractory/slag. to temperature, thus Sp increases with T; A is the real contact area between slag and refractory, SpD thus being directly influenced by the infiltration capability of slag. Porosity and capillary structure of the castable, regarding slag viscosity or wettability will be parameters to evaluate. Cs-C is the driving force of the dissolution 352 One of the first parameter to take into consideration is the refractoriness of the castables under consideration, which can be tested in several ways. One of the easiest and quickest is to estimate the liquidus temperature of the castable matrix (fraction below 100µm), expressed in a ternary system in order to be able to use ternary phase diagrams. Infiltration resistance and behaviour It has already been mentioned that infiltration of slag into refractory is a phenomenon of major importance. Infiltration of liquid into a refractory can be divided into two main cases. These are infiltration of a capillary system by a wetting liquid (slag at the upper part of channel furnace bath for example) or penetration of nonwetting liquid under pressure (iron at the bottom of vessel for example. Looking at the parameters influencing infiltration depth of slag against time, it is clear that only the equivalent radius Re is a physical refractory parameter that has a direct influence and must be taken into consideration for castable selection or ranking. Access to Re can be achieved using a simple test method consisting of measuring infiltration depth of the oil with well-known rheological characteristics (selected to be close to estimated physical characteristics of slags at operating temperature) at room temperature against time. Infiltration speed, values of Re, as far as total accessible porosity for the tested castables after treatment at operation temperature can thus be established. Values of Re may vary with treatment temperature and time for a given castable, as the capillary structure may change with sintering time. This is particularly the case for castable containing fume silica, closing porosity and modifying tortuosity after long sintering time, resulting in a strong reduction of infiltration speed. Characteristics and parameters on slags One of the first physical characteristics of slag to take into consideration is its viscosity. This characteristic cannot be easily measured or estimated from data banks for complex slag composition. However, one way for getting an initial feeling and ranking of slag consistency FTJ December 2007 Furnace Technology at a given temperature, is to measure deformation and flow temperature using hot microscopy. Ranking of slag capability to infiltrate castable (ranking of viscosity) can also be finetuned taking into account potential slag modifications during infiltration of refractory (modification due to temperature decrease against infiltration depth or chemical composition changes due to refractory component dissolution). Testing modified slags (for example those containing increased amount of manganese oxides or SiO2, MgO, Cr2O3 etc gives an initial first idea about slag viscosity changes that can results from process modification. Examples of these include increase of manganese oxides level in slag due to changes of quality melted or from dissolution of refractory compound (SiO2, MgO or Cr2O3 from castable additives) during slag penetration. Characteristics and parameters on system castable plus slag As previously mentioned, gap to saturation Cs-C is an important parameter describing the system (refractory: slag) and governing the speed of dissolution. Nevertheless this parameter is difficult to access without powerful thermodynamical calculation tools, and anyway only describes the behavior of individual refractory components and not the global refractory behavior. Thus several more easily accessible characteristics of the systems (refractory:slag) are listed below, that can be considered as providing a global picture of the ‘chemical compatibility’ of the systems, and thus a first way of ranking castables. Refractoriness of the system (slag-matrix) The composition of this system can be approximated FTJ December 2007 using the hypothesis that all the porosity of the castable is located in the matrix, and that 100% of the porosity is infiltrated by slag. Refractoriness is estimated reading liquidus temperature of this composition and phases present at 1600°C in a ternary phase diagram, especially the amount of solid phase remaining. Ranking of castables will thus be done considering the highest percentage of solid phase remaining and the highest solidus temperature. Chemical compatibility of the system (slag –matrix) The first rough ranking of the compatibility permitted from the refractoriness evaluation can be fine-tuned by taking into consideration rules of further slag oxides (as Fe or Mn oxides) or alkali, or special addition in castables (MgO from A.M spinel, Cr203 for example). This fine-tuning can be achieved using basics information from binary phase diagrams as eutectic temperature (when existing) and satu­ration composition of a given refractory compound (MgO, Cr2O3 etc) into the considered slag component. The highest compatibility will be considered for systems having the highest eutectic temperature and the lowest saturation concentration. Acidity and basicity of slags and castables Another easy way to rank castables against given slag, or to fine-tune first ranking established from previous methods involves calculating the acidity or basicity index using the relationship (2) (basicity index) applied to slag and to refractory matrix. infiltration depth between the two cycles will reduce the thickness of the slag infiltrated layer spalling at each cycle due to the different thermal expansion coefficient of the infiltrated area. This can be achieved by selecting a castable with a low Re and also by a castable containing additives that will strongly increase the viscosity of the penetrating slag after dissolution in the first millimeters of slag penetration. In the case of an acidic slag, these additives can be SiO2 and Cr2O3, but not MgO from Al2O3.MgO spinel, which would decrease penetrating slag viscosity, and thus increase penetration speed. Cupolas under the spotlight In the paper ‘Cupola melting and coke consumption’ Dr M Lemperle from Küttner GmbH & Co. KG, Germany, said that the coke consumption of cupolas has been a frequently discussed issue, higher coke rates resulting in both a lower melt rate and higher costs. In the past, research work B = ([CaO]+[MgO]+[FeO]+[MnO])/([SiO2]+[TiO2]+[P2O5]) has focused on the properties Simplified formula : B = ([CaO]+[MgO])/[SiO2] of the different coke grades (2) employed, today every operator The ranking of castables would thus be carried agreeing that coarse foundry out by considering the closest indexes and coke combined with low avoiding as much as possible using the most basic reactivity shows best results. castables for high acidic slags and reverse. Unfortunately, such an ideal coke is not always available, at least not reasonably priced. Conclusions This forced foundrymen to employ cheaper alternative Applying these simples comparison methods, and fuels instead of foundry coke, for example the simplest one from the last point, blast furnace coke, anthracite, can help avoid wrong and devastating selection as form coke and even natural Al2O3.MgO spinel-containing products (basic) for gas having been employed to application involving high acidic slags. replace part of the expensive If associated with a minimum knowledge of foundry coke. All these degradation mechanisms in furnace and foundry alternative fuels, however, practice, these simples methods can allow the finecould not really offer smooth tuning of a castable selection or help find the route operation or economy. to refractory performances improvement. In many cases it was reported For example, a focus on castable infiltration that the lower price of the resistance, especially infiltration speed, will be the solution for solving the problem of high wear due alternative fuel was used up to lining spalling resulting from rapid infiltration by a higher consumption. associated with thermal cycling. Furthermore, there are many In such a case, thermal cycling resulting from other influences on the coke the process cannot be improved as a foundry rate, which are not always process parameter. But reducing the slag understood and considered. 353 Furnace Technology Moisture, ash content and ash composition of coke It is clear that high moisture and ash contents will increase coke consumption because the energy carrier carbon will decrease accordingly. The water content of the coke should certainly be measured from time to time in order to be aware that any unexpected higher coke consumption could be attributable to the increased moisture in the coke. Coke ash contains mainly silica and alumina, therefore acting strongly acidic. The higher the SiO2 / CaO ratio the more limestone has to be charged to reach the required basicity. Addition of limestone means higher coke consumption, a higher slag rate and the decomposition of limestone into lime and CO2 according to CaCO3 => CaO + CO2 which requires energy. Besides the coke properties, other effects also influence coke consumption. Equivalent oxygen enrichment If the blast is reduced and 20% of the withdrawn amount is replaced by pure oxygen the overall oxygen rate into the furnace remains unchanged. Because of the relation melt rate = const x total O2 the melt rate will not change for equivalent oxygen enrichment. As a result, however, the iron temperature will increase because less nitrogen has to be heated up. This allows coke reduction in the range of 10% to 15% per 2% equivalent oxygen enrichment and reduces the temperature to the initial value. Heat losses by shell cooling An example of this highlighted in the presentation involved a 30 tonne per hour unlined shell cupola using 100m3 per hour of cooling water with a typical ∆T of 15 °C. For this type of cupola this means a heat loss of 100m3 per hour x 15°C x 4180kJ per m3°C = 6300MJ per hour. This corresponds to approximately 220kg per hour of coke with a CV of 29MJ per kg. This may be compared to a 30 tonnes per hour cupola with refractory lined shell using 100m3 per hour of cooling water with a typical ∆T of 3°C that reduces the coke losses to 44kg per hour. Coke savings are 220kg - 44kg = 176kg coke per hour. Coke savings by increased hearth height Conditioning the blast Increase of hot blast temperature by 100°C results in coke savings of approximately 1.4%. Today, metal recuperators are available for hot blast up to 750°C, drying of the blast may save about 1% of coke. Oxidation and reduction reactions Alloying additives like ferro-silicon (FeSi), silicon carbide (SiC) and ferro-manganese (FeMn) are unfortunately burnt-off to some extent and form SiO2 and MnO2, which are lost in the slag. High amounts of heat are released, however, during this burn-off reaction. This also saves coke but at high costs and often explains very low coke consumption claimed by some operators. Special advantage can be taken from low grade SiC that contains larger amounts of carbon. This material in briquette form may be available at lower price and serve as a coke substitute. Reduction of iron oxides present on the scrap surface and the reduction of SiO2 in the coke ash consume high amounts of heat which have to be covered by additional coke. To counteract this, rusty and small sized scrap with high specific surface areas should be avoided. Pre-heating zone Pre-heating the scrap charge to its melt temperature has to be accomplished above the coke bed. The height of the cupola shaft has therefore to be designed according to the size and composition of the metallic materials that are to be processed. Steel scrap of large dimensions in particular may not reach the required melt temperature in short shafts being typically designed for small shredder scrap, pig iron and returns. In these cases the hearth suffers from heat deficiency that has to be compensated by additional coke. Manual of Foundry Technology The complete manual can be purchased at a cost of £30.00 (ICME Member) or £110.00 (nonmember). Alternatively individual chapters may be purchased at a cost of £15.00 each. Postage and package should be added at 15% of total order price (surface mail). Airmail prices should be sought from ICME bookshop. Tel: +44 (0) 1568 797111. Fax: +44 (0) 1568 797197. Email: icmebookshop@rivers-media.co.uk 354 FTJ December 2007 Furnace feeding using mobile charging devices Mobile charging devices are used for feeding melting furnaces, especially induction units for iron as well as for rotary-type furnaces used in secondary aluminium melting plants. T he two designs of the charging devices differ from each other in several characteristics. Those associated with induction furnaces comprise a carriage, a vibrating feeder including unbalance motors and a pontoon-shaped bin. A version equipped with an additional transverse carriage base frame allows the feeding of numerous furnaces by one charging device. In general, the bin must be capable of receiving the mass of the inserted material that corresponds to the furnace content, the required volume of the bin being roughly calculated by assuming a medium density of 1.6t/m³. Attention should be paid to the fact that, due to an unfavourable filling (gradient), the utilisation of the volume is not optimal and therefore only around two-thirds of the total volume of the bin is effectively utilised. An asymmetric design results in a good material flow behaviour within the bin, the material flow on one side being forced and slowed down on the other; this avoids material sticking and bridging. Typical materials are scrap, press bales and return scrap. A limiting of the maximum dimensions per unit up to around 400mm is required to allow an undisturbed operation and material flow. The charging of the machine bin is normally A unit designed for an aluminium rotary furnace FTJ December 2007 Maximum efficiency may be achieved by incorporating the furnace chargers into the original plant design effected by means of a crane magnet or an attached charging container incorporating a bottom dump flap. Noise level considerations An increasingly important aspect is the noise level reduction during charging and operation of the charging device, the following noise reducing concepts having been well proven in this application: * Use of a sandwich-construction for the bin and vibrating feeder. That means these parts are fitted with a replaceable wear lining comprising a highly damping rubber layer inserted between the machine body and the wear lining. * The vibrating feeder, which is arranged beneath the bin, operates with low amplitude and conveys the material with a vertical acceleration of around 1g. Due to this, no micro-throw occurs during the feeding operation, which results in a significantly reduced noise level. An adequate design of the vibrating feeder incorporating these parameters makes a frequency inverter become unnecessary. At the outlet side, the charging device is fitted with a docking flange which is almost closed, its contours being designed in such a way as to allow it to dock onto the opened furnace lid. The result is an efficient isolation of the noise source and fumes at the section where the materials drop in A charging machine suitable for an induction furnace installation 355 Furnace Technology the furnace. Charging devices for the feeding of rotary furnaces This version, used in aluminium melting plants, is different from the types used for induction furnaces because the charge is typically press bales made from aluminium sheet, shredded aluminium scrap and a covering salt. Key feature is the elongated discharge chute nozzle that leads into the centrically arranged feeding opening in the rotary furnace during the feeding process. In order to avoid temperature losses within the furnace, the charging process has to take place quickly. For this reason the vibrating conveyors operate at high amplitudes, allowing a high conveying speed. The chute is highly stressed due to the highly dynamic bending moments resulting from the extensive thermal load as well as un-calculable loads arising from collisions caused by the rotation of the furnace with nonsmelted aluminium compressed bales. The endurance strength in the chute area can be significantly influenced by the design engineer who has to maximise the structural strength without increasing the weight. Furthermore, the application of highquality, heat-resistant material offers a favourable effect. As the materials do not melt as quickly as demanded, the travelling gear of the machine is temporary used to feed the furnace by powerful backwards and forwards movements with additional aluminium bales. The installation of an all-wheel driven travelling gear has been well proven in this mode of operation. The consideration of an exhaust cover to reduce the dust and smoke emissions is more complicated than that for a crucible furnace. Nevertheless, it is possible to install an efficient multi-gap exhaust device in the front section of the bin. The electrical control is executed, depending on customer needs, using the conventional relay technique or the PLC. The execution of power supply must be paid particular attention as it can be provided using a spring-loaded cable reel, a trail cable or an energy chain. The spring-loaded cable reel is often chosen due to its stability. Jöst GmbH; Tel: (+49) 2590 98208 202; Fax: (+49) 2590 98101; email: info@joest.com www.joest.com 356 The advantages of oil fired crucibles Over some decades now, the availability of natural gas and the comparatively low energy running cost of modern gas-fired and electric furnaces has resulted in a sharp decline in the overall demand for oil fired units. However, Morganite Molten Metal Systems, continues to offer a range of products for those parts of the world unable to access gas or power electricity. M anual oil fired crucible furnaces are available as lift outs up to 235kg of copper; bale-outs up to 600kg of aluminium and 500kg of copper; central axis tilters up to 300kg of copper and hydraulic tilting lip pour furnaces to 600kg aluminium or 1500kg of copper. The general description and sizes of these can be found in pdf form at www.morganmms.com under ‘library, furnaces, data sheets’. They are capable of melting a wide range of metals and alloys from zinc, aluminium, copper based alloys, through to iron. The Morgan manual oil burner system has the advantage of simplicity, tolerance to a wide range of fuel oils, and can raise temperatures high enough to melt iron to 1450°C. The only supply requirements are gravity supply of oil in the viscosity range of 25-40 seconds Redwood 1, with a head of three metres and an electrical supply sufficient to operate the combustion air fan motor, typically 3kW. Heavy fuel oils can also be used in conjunction with fuel line heating to reduce their viscosity to the operating range. The simple, robust controls are all manually adjusted to give fast melting or holding and they require little or no maintenance, other than routine cleaning. For further detailed information contact: Morganite Molten Metal Systems. Tel: +44 (0) 1905 728200. Furnace Technology in India The latest advances in melting technology will be covered at the 68th World Foundry Congress to be held in Chennai, India in February 2008. There will be a wide ranging mix of technical debate, backedup with visits to some of the leading lights of the metal casting industry in India. Technical papers covering the latest furnace design and developments will give delegates a comprehensive overview of the on-going improvements in the supply of quality melting technology. The 68th World Foundry Congress will be held at the Chennai Trade Centre, Chennai, India from 7-10 February 2008. The full programme of technical papers, works visits, social and partners programme is now available at www.wfcindia08.com or from the Institute of Indian Foundrymen. email: info@wfcindia08.com FTJ December 2007