Crude overhead system design considerations
advertisement

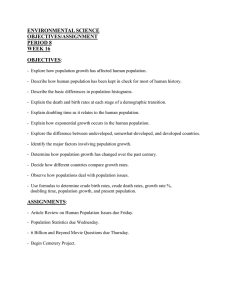
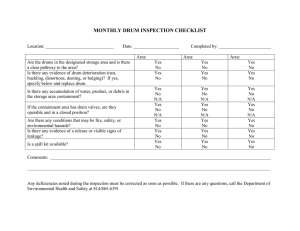
Crude overhead system design considerations Proper crude unit overhead system design is important when building a new unit or revamping an existing one to process different crudes. Overhead condenser designs should meet the specific processing objectives, such as distillate yield, run length and energy recovery Tony Barletta and Steve White Process Consulting Services P rocess flow schemes and equipment design play a major role in atmospheric crude column and condenser system corrosion and fouling. There are two major types of overhead systems — single- and twodrum — but there are many different process flow schemes and several exchanger configurations. Some overhead systems experience severe corrosion and fouling that increase the atmospheric column operating pressure, reduce the distillate yield or require exchanger bundle changes at intervals less than the normal four- to six-year turnarounds. Some crude columns have to be shut down to remove salts deposited on the internals. 290 Raw crude 250 155 C.W. 110 Single drum Sour water Corrosion and fouling The atmospheric crude column and overhead system are exposed to a number of corrosive species, depending on the crude type, slop oil processing and desalter operation. Desalter operation is an integral part of overhead system corrosion and the two cannot be separated. Calcium and magnesium chloride salts hydrolyse in the atmospheric heater, creating HCl. When processing difficult-to-desalt crudes such as Venezuelan extra-heavy, diluted bitumen blends and conventional crudes such as Doba, salt content entering the heater can be high, with large amounts of HCl produced. The most common sources of corrosion and fouling are the presence of strong acid formed from the HCl in the condensers and salts deposited from the reaction of ammonia or amine neutraliser and HCl that leads to fouling and underdeposit corrosion. Process operating conditions that influence corrosion and fouling include the crude column overhead temperature, reflux temperature, overhead vapour water content, crude temperature and water wash. Since the process flow scheme and equipment design determine the localised temperature and location of the initial water condensation www.eptq.com Wet gas Naphtha product Temperature, °F Figure 1 Single-drum system on the exchanger tube wall or inside the column, corrosion and fouling cannot be separated from the process flow scheme and operating conditions. Low crude temperatures entering the crude column overhead vapour exchanger reduce the tube wall temperatures below the water dewpoint, facilitating strong acid formation. Exchanger tube wall temperature is not measured; it must be calculated based on stream rates and properties as well as the exchanger design parameters. Crude oils that are difficult to desalt such as diluted bitumen are a processing challenge, because they pose corrosion and fouling problems in the crude overhead system as well as the top of the crude column. In some cases, the crude column fouling and corrosion can limit unit run length. Corrosion and fouling inside the atmospheric column are caused by low temperature reflux, in conjunction with the presence of HCl, NH3 and amines. When column internal fouling and corrosion are likely, twodrum overhead systems are needed to avoid low temperatures that cause localised (shock) water condensation inside the column. Water absorbs the HCl, NH3 and amines, and once the water vapourises as reflux flowing down the column heated salts are deposited. These salts will continue to accumulate, causing a higher pressure drop. Eventually, they must be removed or column capacity will degrade, requiring a shutdown. Online water washing and the injection of chemical dispersant are common methods used to remove the salts. Increasingly common is the presence of amine-based H2S scavengers that form very corrosive salts at the top of the column when the temperature drops below 275°F (135°C). Design and operation of the condensing system are an integral part of managing the rate of PTQ Q3 2007 53 310 Raw crude 155 250 C.W. Wet gas 110 Product (cold) drum Reflux (hot) drum Sour water Naphtha product Temperature, °F Figure 2 Two-drum system — full-range naphtha product Crude oil out Overhead vapour in Tube wall below water dewpoint 80 Crude oil in t flange Outlet Temperature, °F Figure 3 Cold crude — tube wall temperature below water dewpoint fouling and corrosion at the top of the column. Overhead system exchanger designs are numerous. Typically, horizontal exchangers are used with condensing on either the tube or shell side of the exchangers. Shell-side condensing is most common, even though the likelihood of fouling and corrosion increases because it is more difficult to effectively water wash or chemically treat the areas around the baffles, where low velocity prevents chemical or water wash from reaching the exchanger tubes. Salts and corrosion products deposit in these regions, facilitating under-deposit corrosion. Tube-side condensing is increasingly preferred because it makes it easier to water wash and chemically treat. Vertical tube-side condensation has the benefit of being self-draining and it is relatively easy to distribute wash water and filming and neutralise chemicals to minimise fouling. Crude overhead systems Crude column overhead systems condense naphtha product and column reflux, or a portion of it. Some of this heat is recoverable. Consequently, many overhead systems exchange part of the condensing heat with raw crude. Overhead systems use either a single drum (Figure 1), where product and reflux are withdrawn at approximately 110°F (43°C), or two drums (Figure 2), where reflux is withdrawn from the first hot drum and product from the second cold drum. Often, these drums are referred to as reflux or hot and product or cold drums. The reflux drum operates as high as 280°F (138°C) with no water present, or as low as 190°F (88°C) with a water phase. Some systems force water condensation at the inlet of the condensing side of the exchanger to dilute the acid strength, thus avoiding corrosion. Forced water condensation results in a lowertemperature (approximately 190°F/ 88°C) hot drum, increasing the likelihood of shock water condensation, corrosion and salt formation inside the column. There are many factors involved with selecting a single- or two-drum system. Two-drum systems were originally conceived to recover more heat, but they also cost more. They have much higher reflux temperatures than a single drum too, preventing or minimising shock water condensation in the column. Higher energy recovery is possible because all the reflux heat is recoverable against crude, whereas only a portion of this heat is hot enough to recover in a single-drum system. Single drums cool reflux and product to the same low temperature. Figures 1 and 2 show typical operating temperatures. Assuming all heat below 250°F (121°C) is lost to air and water cooling, the two-drum system recovers all the reflux heat, whereas the single-drum system cannot because the reflux temperature is 110°F (43°C), the same as the product. Reflux heat between 250– 110°F (121–43°C) is lost to air and water with the single drum. Moreover, the two-drum system has 15–20°F (8–11°C) higher temperature overhead vapour because the column overhead has a higher endpoint than the same stream feeding a single drum. The hot drum is essentially the top theoretical stage in the column in the single-drum system. The reflux drum can be operated dry or wet. Operating the crude versus overhead exchanger without water wash requires a higher crude temperature entering the exchanger as well as control of the hot drum temperature. Strong acid formation occurs at the location where water initially condenses. When no water is added to the overhead vapour entering the exchanger, the exchanger tube wall temperature must be kept above the water dewpoint. A small amount of water in the presence of HCl forms a strong acid. Maintaining the tube wall temperature above the water dewpoint typically requires crude inlet temperatures in the range of 160°F (71°C), depending on crude viscosity and other factors affecting the exchanger heat-transfer coefficient. Charging cold crude directly from storage to the hot drum exchanger ensures the tube wall temperature is below the water dewpoint (Figure 3), resulting in high corrosion rates when using carbon steel. Crude temperature is the controlling variable, but the reflux drum temperature must also be controlled high enough to maintain the tube wall temperature above the water dewpoint. Forced water condensation in front of the hot drum exchanger prevents strong acid formation. Large amounts of water are circulated from the boot to the front of the exchanger, forcing water condensation and diluting the acid (Figure 4). Neutraliser is used to maintain the pH in an acceptable range. Moreover, the water dissolves the neutralised salts, preventing deposition and underdeposit corrosion. It also reduces the exchanger inlet temperature to 54 PTQ Q3 2007 www.eptq.com approximately 225°F (107°C) and results in outlet temperatures of approximately 190°F (88°C), depending on the amount of heat recovered. Forced water condensation reduces the reflux temperature below the water dewpoint inside the crude column, which can lead to corrosion and fouling when processing many synthetic and heavy crude oils and slop oils. Avoiding shock water condensation requires a reflux drum temperature of 230°F (110°C) or higher to prevent internals and vessel wall corrosion (Figure 5) and fouling from salts deposition. Water wash 155 Raw crude C.W. Reflux (hot) drum Wet gas 110 Product (cold) drum Sour water Single or two drums? A single-drum system costs a lot less, but it has the disadvantage of cold 100– 125°F (38–52°C) reflux. Even though the column overhead temperature is above the water dewpoint, the cold reflux causes localised water condensation on the top tray. Strong acids form when the water absorbs the HCl, causing high corrosion rates when the column vapour HCl content is high. In the presence of NH3 or amine, high HCl content causes salt to deposit on the trays, typically two to three trays from the top of the column. Moreover, when desalting heavy crudes, it is not uncommon to have reasonable desalter operation with intermittent rag layer formation, resulting in periodic brine (salt and water) carryover from the desalter. During these events, large amounts of hydrolysable salts flow to the heater and end up in the overhead of the column. When cold reflux is present, large quantities of salt accumulate inside the column. Single-drum systems with cold reflux, in conjunction with poor desalting or intermittent brine carryover, lead to fouling and corrosion inside the column. Naphtha product Figure 4 Two-drum system — forced water condensation Overhead vapour to condensers 270 Reflux 110 Internal reflux temperature increases as it flows down tower Localised temperature on top tray below water dewpoint Salt lays down once water vapourises Temperature, °F Figure 5 Shock condensation inside the column — corrosion and fouling Single-drum systems Single-drum systems separate the naphtha product, reflux, water and gas from the overhead condenser outlet. Cold reflux is returned to the atmospheric column, naphtha product to the saturate gas plant or stabiliser, sour water to the desalter or sour water stripper, and gas to the overhead compressor. Water condensation is often forced at the inlet of the crude overhead vapour exchanger by circulating water wash (Figure 6). This helps avoid fouling and corrosion in the exchangers, but it does not address shock water condensation inside the column. Forcing water condensation in front of the first exchanger dilutes the acid strength. Water is circulated to the exchanger inlet at a high enough rate to ensure 30–50% excess water above the theoretical dewpoint. Furthermore, neutralising amines are used to control www.eptq.com Water wash Raw crude Forced water condensation Wet gas C.W. Single drum Sour water Naphtha product Figure 6 Single-drum system — forced water condensation PTQ Q3 2007 57 Temperature control of hot drum – bypass crude Raw crude C.W. TC Wet gas Reflux (hot) drum Product (cold) drum Sour water Naphtha product Figure 7 Reflux drum temperature control to maintain the overhead vapour temperature control. The hot drum product is pumped to the cold drum exchanger inlet so it can be cooled to the product drum temperature before routing to the downstream unit. The flow scheme also needs the capability to provide column reflux from the cold drum when the amount of heat removal before the hot drum is insufficient to meet the reflux rate. Operating the reflux drum wet or dry continues to be a debate. When processing bitumen upgrader crudes from Venezuela or Canada and other heavy crudes, it is essential to maintain the column reflux above the water dewpoint; otherwise, severe corrosion and fouling will occur inside the column. Furthermore, the crude column overhead vapour temperature must be operated higher than normal to prevent corrosive salt formation from the amine H2S scavengers or other amines. Exchanger design Crude oil out Overhead vapour in Areas in front and behind baffles prone to fouling and corrosion t flange Crude oil in Difficult to water wash around baffles Outlet Figure 8 Horizontal exchanger, shell-side condensing the water pH. Forcing water condensation decreases the exchanger inlet temperature to approximately 225°F (107°C), with the resultant outlet even lower, causing a reflux temperature below the water dewpoint for the top tray. Single-drum systems always force water condensation in the top of the column. Processing crudes that are difficult to desalt leads to fouling and corrosion inside the column and in external systems such as top pumparound exchangers. Two-drum systems Two-drum systems have a reflux and product drum. Overhead vapour from the crude column is exchanged with crude, generating hot reflux, vapour and often a liquid product. Vapour from the hot drum requires an additional heat exchanger surface to condense the product and water prior to the cold drum. Sometimes, an additional crude exchanger service is used on the hot drum vapour to recover some of the naphtha product heat. In the crude preheat train, this exchanger is located upstream of the crude overhead exchanger, raising the crude temperature into the exchanger. This increases the tube wall temperatures in the exchanger, which is one of the primary factors influencing the corrosion rate. Hot drum temperatures operate between 280–170°F (138–77°C), depending on whether the drum is operated dry or with forced water condensation at the inlet. Preventing water condensation inside the column requires a reflux temperature above the water dewpoint, which is approximately 225°F (107°C) when producing full-range naphtha overhead. The hot drum must be operated dry to ensure the reflux is always above the column top tray water dewpoint. Operating dry requires temperature control that bypasses part of the crude around the exchanger to ensure the exchanger outlet temperature (Figure 7) is high enough to prevent water formation. Hot drum flow schemes need provisions to make a liquid product when heat removal condenses more reflux than is required The crude overhead vapour exchanger design is critical to meeting reliability and heat-recovery objectives. Important design decisions include shell- or tubeside condensing, horizontal or vertical design and shell-side baffle type. Determining which fluid is on the shell or tube side of the exchanger is the first decision. With heavy crude on the tube side, the heat-transfer coefficients are very low, requiring a high surface area. Tube-side crude velocities should be maintained above 5–6 ft/s (1.52–1.8 m/ s); otherwise, rapid fouling occurs. Yet, even these moderate velocities generate an extremely high tube-side pressure drop because crude in the tube is in the laminar regime. Hence, as crude oils get heavier, crude must be on the shell side and column overhead vapour condensation will be on the tube side. Tube-side condensation has the benefit of eliminating areas around the baffles where the velocity is low and corrosion products and salts tend to accumulate (Figure 8). Furthermore, the outside tube surfaces close to the baffles do not get properly treated with chemical or water wash even when forced condensation is used. Tube-side condensation is preferred even for light crude oils. The exchangers can be oriented horizontally or vertically with tube-side condensing. Horizontal exchangers have been typically used. Vertical onepass tube-side exchangers have the advantage of being self-draining, eliminating areas where corrosive low pH water can accumulate (Figure 9). Vertical exchangers have the disadvantage of higher exchanger cost and higher installation cost because additional platform levels and structure are needed to accommodate the vertical 58 PTQ Q3 2007 www.eptq.com design. However, vertical exchangers are gaining favour and are preferred. When crude is on the shell side, minimising fouling requires proper baffle selection and design. A standard vertical baffle has dead areas that simply cannot be avoided even with optimised baffle spacing and cut ratios. Hence, exchangers such as the proprietary Helixchanger, which use quadrantshaped segmented baffles to generate nearly true plug flow, should be employed to minimise fouling, optimise pressure drop and maximise the heattransfer coefficient throughout the run. Overhead system exchanger metallurgy ranges from carbon steel to upgrades such as dual alloy stainless, all the way to exotic materials like titanium and hastelloy. Carbon steel is by far the most common material, but it is subject to rapid corrosion when strong acid is formed or solids deposit, generating under-deposit corrosion. When carbon steel is used, the exchanger tube wall temperature must be above the water dewpoint or forced water condensation is needed to ensure sufficient water is present to avoid strong acid formation or salt formation. Both hastelloy and titanium permit much lower pH water than carbon steel, but even these materials will corrode. Overhead system design Overhead condenser designs should meet the specific processing objectives. When feeding light, easy-to-desalt crude oils, a single-drum system using carbon steel exchangers with forced water condensation is the lowest-cost design. Maximising energy recovery requires a two-drum system. Determining whether the hot drum should use forced water condensation or not depends on whether crude column fouling is likely. When processing difficult-to-desalt crudes that are likely to form salts inside the column, it is necessary to pull fullrange naphtha overhead using a twodrum system with the hot drum operating dry. When operating dry, to minimise corrosion in the crude overhead vapour exchanger before the hot drum, the system must be designed to prevent the exchanger tube wall from operating below the water dewpoint and possibly upgraded metallurgy. Furthermore, the hot drum needs a control system with the capability of bypassing crude the exchanger to maintain drum temperature. This sometimes reduces the hot drum liquid rate below the reflux rate needed to control the naphtha endpoint. The flow scheme needs to be designed with the flexibility to reflux some cold drum liquid to the column (Figure 10). The system shown in Figure 10 has a dry reflux drum with temperature control and forced water condensation www.eptq.com in the raw crude, fin-fan and cooling water exchangers in front of the cold drum. The hot drum temperature is maintained by bypassing part of the crude around the exchanger, which increases the hot drum vapour rate and temperature leaving the drum. The cold drum system forces water condensation by circulating water from the boot. The hot drum can either produce a liquid product that is routed to cold drum crude exchanger, or the cold drum can supply a small amount of reflux to the crude column when the hot drum heat removal is insufficient to meet reflux requirements. This design supplies reflux to the crude column at temperatures that are always well above the column top tray water dewpoint. This prevents fouling and corrosion inside the column. When processing slops containing amines or diluted bitumen containing amine scavenger, the hot exchanger metallurgy will need to be upgraded due to the formation of corrosive salts. Column overhead vapour Crude out Crude in Conclusions Proper crude unit overhead system design is important when building a new unit or modifying an existing system to process different crudes. Heavier, lower-priced crudes continue to be the main feedstock for new unit construction and the revamp of existing units in certain refining regions. While these crudes are lower priced, they also are more difficult to process. The crude overhead system is an integral part of unit reliability and profitability. Tony Barletta is a chemical engineer with Figure 9 Vertical exchanger, one-pass tube-side condensing Process Consulting Services in Houston, Texas, USA. Email: tbarletta@revamps.com Steve White is a chemical engineer with Process Consulting Services in Houston, Texas, USA. Email: swhite@revamps.com Temp. control of hot drum–bypass crude Cold raw crude TC C.W. Wet gas Sour water Naphtha product When required Figure 10 Overhead system design: two-drum system for meeting specific requirements PTQ Q3 2007 59