Sample Chapter
advertisement

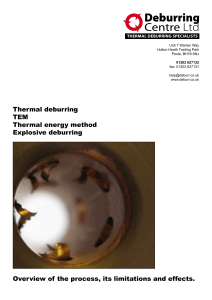
This PDF document is a partial sample chapter from the book... DEBURRING and EDGE FINISHING HANDBOOK Society of Manufacturing Engineers LaRoux K. Gillespie American Society of Mechanical Engineers To order call To1-800-733-4763 order this book, print the last page of this or visit document. www.sme.org/store and search on book title Copyright ©1999 Society of Manufacturing Engineers 1 Overview of Deburring and Edge FFinishing inishing TTechnology echnology One dictionary defines a burr as “a thin ridge or area of roughness produced in cutting or shaping metal.” For most people, this definition conveys the basic idea of a burr. However, for engineers charged with removing burrs from manufactured parts, a process known as “deburring,” this definition is inadequate. What constitutes a “burr-free” part varies among companies and quality control departments. For some, it means having no loose materials at an edge. For others, it means having nothing visible to the naked eye or an edge condition that will not cause any functional problem in the next assembly process. Missing material or a hump of rounded metal at an edge may or may not be called a burr. Burrs and sharp edges create many problems. Sharp edges can be the result of inadvertently leaving a sharp edge or can come from producing a burr that typically has many sharp facets. Burrs on sheet metal parts, for example, cause premature tearing during forming. Plating over burrs and sharp edges allows early corrosion of the material or a poor fit during assembly. Fine burrs left by grinding automotive cylinders can cause engine failure. Undetected burrs on life safety devices can undermine performance. Every automotive mechanic has received cuts and bruises from burrs and sharp edges left on automotive components. Edge quality is of concern for the performance, safety, cost, and appearance of a part. The following is a reasonably complete list of the problems caused by improperly finished edges: • • • • • • • • • • • • • • • • • • • • Cut hands in assembly or disassembly. Interference fits in assemblies. Jammed mechanisms. Scratched mating surfaces that allow seals to leak. Increased or changed friction (not allowable in some assemblies). Increased wear on moving or stressed parts. Electrical short circuits. Cut wires from sharp edges and sharp burrs. Unacceptable high-voltage breakdown of dielectric. Irregular electrical and magnetic fields. “Detuning” of microwave systems. Metal contamination in aerospace assemblies. Clogged filters and ports from loose burr accumulation. Cut rubber seals and O-rings. Excessive stress concentrations. Plating buildup at edges. Paint buildup from electrostatic spray over burrs. Paint thinout over sharp edges from liquid paints. Edge craters, fractures, and crumbling from initially nonsmooth edges. Turbulence and nonlaminar flow. • Reduced formability. • Inaccurate dimensional measurements. After examining the preceding list, it is not surprising that burr technology and edge finishing is a vast and complex world. Burrs have physical properties and thus have various acceptable deburring processes. Furthermore, deburring is a manufacturing cost, and there are trade-offs between cost and product quality. The process of developing common definitions and standards across plants, industries, and countries is still in its early stages. Although this handbook largely concerns burr removal, many of the following chapters also discuss edge finishing. It is important to recognize that a product may need more than simply having the burr removed. Typically, some specific edge configuration is also required. This handbook covers the major elements that designers must consider in the deburring and edge finishing process, including the requirements of typical industrial parts and processes applicable from microscopic features to earth-moving equipment. The single missing aspect of edge finishing that is not covered is edge sharpening, such as for knife and razor-blade edges. This chapter provides an overview of burr technology, and specific topics are covered in more detail in later chapters. The chapter begins with a discussion of burr properties such as material properties, machining properties, and part configurations. It proceeds to an introduction of burr standards. Industrially significant and research deburring processes are introduced, and typical costs and operation are discussed. 1.1 FUND AMENT ALS FUNDAMENT AMENTALS The fundamental principles of burr technology rely on a few simple concepts. The first principle encompasses the following: • Burr properties are a function of material properties, machining and blanking process, and part configuration. • Acceptable deburring is a function of burr properties, part configuration, acceptance standards, and deburring process parameters. • Cost-effective deburring is a function of acceptable deburring quality; scheduled quantities; cycle time; and environmental, safety, and health issues. • All deburring processes have side effects. The second principle involves five basic approaches to reducing deburring costs: • Improving product design. • Preventing burrs. • Minimizing burr properties. • Removing burrs during the machining and blanking cycle. • Developing or obtaining better deburring processes. The third principle recognizes that edge finishing and edge quality are two different aspects of deburring. The fourth principle recognizes the vast number of processes and process variations used for deburring. Users have over 100 deburring and edge finishing processes from which to choose. The fifth principle recognizes that subtle tricks of the trade can produce major savings by eliminating the need for new machines, training, and maintenance of high-tech equipment. In deburring and edge finishing, innovation is the key to success. 1.2 BURR PROPERTIES The first key to reducing edge issues is minimizing burr size. When burrs are small, deburring requires little thought and effort. If a burr is only .0001 in. thick 3 .0001 in. tall (2.5 3 2.5 µm), it can be removed in a few seconds on any part using any process. In contrast, when a burr is .005 in. thick 3 .005 in. tall (127 3 127 µm) and part tolerances are critical, carefully conceived approaches to removal are required. Figure 1-1 illustrates how manual deburring time increases as burr thickness increases for a simple shape on precision parts. A typical burr size in many operations is .003 in. thick at the root 3 .010 in. high (76.2 3 254 µm). Chapter 4 discusses the different types of burrs, describes how they form, and provides essential information on minimizing them. 1.2.1 Material PProperties roperties Two factors related to workpiece material are directly linked to burr size: (1) the ductility of the workpiece material and (2) the strain-hardening exponent of the material. Large burrs cannot form in brittle materials. Cast irons, for example, often have edges with no visible burrs. These materials have values of elongation of 0.5–3.0% in a 2 in. (50 mm) gage length. Since the material has little capacity for plastic deformation, large burrs cannot form. If, however, the cutting tool heats the cast iron enough to change its structure and the material is no longer brittle at the edges of machined surfaces, a noticeable burr can form. Burr size is also a function of the strain-hardening exponent (or strain-hardening coefficient) (Datsko 1966). Nonstrain-hardening materials will form burrs, but they will be considerably smaller than those formed on materials having large strain-hardening tendencies. As the strain-hardening exponent increases, burr thickness generally increases, but the relationship is not usually directly proportional. (The terms strain hardening and work hardening are synonymous.) Table 1-1 presents typical data on material properties related to burr size that are useful in estimating burr-forming tendencies. As a general rule, so-called aerospace materials (high nickel-content materials) form large burrs. The key factor, again, is high ductility in the material. Thus, stainless steel that work hardens easily will have high strain-hardening exponents and will easily form burrs—very large burrs in some instances. Dull tools can significantly heat a part while being machined, causing normally small burrs to become monstrous. Figure 1-1. Hand-deburring time as a function of burr thickness on precision miniature parts (Wick and Veilleux 1985). Table 1-1. Material properties related to burr size Material Yield strength (ksi) Tensile strength (ksi) Cast iron 55 80 6 1020 steel 30 55 25 Elongation (%) Strain-hardening exponent Burr tendency 0 Low 0.22 Medium 303 Se Stainless 60 180 50 0.56 High Kovar 50 105 72 0.42 High Hiperco 50 57 57 0 Low BeCu 95 102 26 0.10 Medium 2024 Aluminum 11 27 20 0.15 Medium Copper (soft) 10 32 45 0.50 High 4340 Steel 69 108 22 0.09 Medium Vanadium (annealed) 66 78 20 0.35 High 0.78 (Datsko 1966; Gillespie 1977a; Wick and Veilleux 1982) The underlying cause of these monster burrs is poor control of machining, but dull tools increase part temperatures, which further increases ductility and subsequently burr thickness. 1.2.2 Effects of Machining and Blanking Processes Typical burrs are not the result of poor planning or poor engineering. They are a natural result of machining and blanking processes. Large burrs, however, may be the result of poor planning. For example, the cost of burr removal may be increased when certain machining or blanking processes are selected. They may also result from choices made in other manufacturing operations. The sequence in which dimensions are machined or blanked affects the location of burrs and the effort required to remove them. Inattention to tool sharpness can make deburring by traditional means impossible. Feeds, speeds, depths of cut, cutter geometry, sequence of cutter paths, and even machine tool design and repair affect burr sizes and consequently the cost of burr removal. Chapter 4 discusses the impact of process variables on burr sizes. Chapter 5 provides a complete look at how several products can be machined to reduce deburring costs. Clearly, high feed rates will typically, but not always, increase burr dimensions. Processes that normally employ rough-and-finish passes to hold tolerances also tend to have smaller burrs, because the finish passes are taken at smaller tooth or chip loads. The geometry of cutters also plays an important role in burr production. With over 50 designs of countersink cutters alone, not surprisingly some cutters produce smaller burrs than others do. The challenge is to find the most costeffective cutters. From a business viewpoint, cost effectiveness includes the costs of removing burrs and finishing the surface as well as producing the specific feature. Chapter 3 provides insight into preventing burrs. 1.2.3 E ar t Configuration Eff fects of PPa A variety of strategies and some software exists for designing parts and processes so that burrs are a less-costly problem. Part configuration affects the bottom line in three ways: 1. It defines geometry conditions that do not produce burrs. 2. It defines geometry conditions that produce smaller burrs. 3. It defines simple approaches to putting burrs where they can be easily removed at the least cost. Chapter 5 provides basic guidance on the effects of part geometry on burr formation. The chapter provides an example of how the angles at which a milling cutter traverses a part (and the angles on the part) can affect burr size and shape. Other examples show how simple design changes can prevent the need for removing burrs. Although the topic of part configuration is not simple, the many examples provided in later chapters may prevent hundreds of hours of unnecessary effort. Part geometry affects not only burr size but also the ease of burr removal. Figure 1-2 provides a simple analysis of the impact of angles. The ratchet wheel shown in Figure 1-2 has milled teeth; a blanked contour would involve similar deburring issues. Note that the angle at different teeth ranges from R1 to R4, and each angle is significantly different from the others. Mechanical deburring, such as tumbling processes, work on each edge for the same amount of time (at least in this example). Because of the angle differences, each edge after deburring will have a different radius, though it may not have had a burr initially. The center hole will also have a somewhat different radii than the other edges. If each edge begins with a different-sized burr (a common occurrence), the final edges will have even more differences. These differences are the result of part-geometry 1.3 EDGE ST AND ARDS STAND ANDARDS Figure 1-5 illustrates two edge conditions: a burr-laden edge and a rounded edge after removal of a burr. Deburring has many levels and variations, as shown in Table 1-2. This variation suggests the need for some form of edge standard, including a definition of “burr-free.” The edge quality requirements listed in Table 1-2 are examples of product needs and illustrate why a simple “burr-free” note on a drawing does not adequately reflect product needs. Clearly articulating desired edge conditions is a low-cost strategy for reducing deburring and edge finishing costs. As obvious as it sounds, however, companies continue to omit this simple step in their battle against the burr. Nevertheless, as customer expectations increase, clear standards are becoming more important. To illustrate the range of standards, consider the case of manufacturers and researchers who identify the microscopic slivers left on ground surfaces (surfaces, not edges) as burrs. One company reportedly checks for burrs at 4003 magnification. The idea of burr-free parts is meaningless without some reference to inspection approaches. Omitting reference to magnification levels of inspection does not necessarily or legally imply “when viewed with the aided eye.” One company uses no magnification, another 103, and another 40–1003. What exactly does the term burr-free mean? Without clearly written, detailed, and uniform burr and edge finishing standards, we will continue to face unexpected scrap and functional problems. The lack of uniform standards creates three problems today: Figure 1-2. Phosphor bronze ratchet and edge radii produced by centrifugal barrel finishing (Gillespie 1978). effects. For some products, the differences in edge results are not critical. For critical applications, the choice of deburring approaches becomes much more difficult. The number of edges on a part and the total length of edges to be deburred on a single part may not be apparent. Both of these factors provide some measure of the difficulty of obtaining perfect edges when high precision is required. Figure 1-3 shows that a single gear tooth has 10 different line segments that must be burr-free. For a miniature instrument gear small enough to fit under a fingernail and having 12 teeth, 120 edge segments must be burr-free. Figure 1-4 illustrates a simple fine-pitch 5.8 3 0.35-5h mm screw that is .320 in. (8 mm) long. It has 17 threads with 24.4 in. (620 mm) of burrs on the crests. This small part has over 24.8 in. (629.9 mm) of thread to deburr! A burr left anywhere on its crest could jam its mating part. The burrs on a single part of this design could, if broken off into loose particles of .00076 in. (0.019 mm) diameter or length, produce 32,632 particles. 1. The lack of detailed definitions of what is and is not a burr cause many parts to be rejected when they should not be rejected and some to pass when they should not pass. The cost of both actions is enormous. Every company has faced the problem of an inspector, floor supervisor, or engineer arguing about whether the small speck on the part is a burr or only “raised material.” Needless to say, the lost time, unnecessary rework, and confusion is expensive. 2. The lack of a concrete and detailed understanding of edge needs (as opposed to merely knowing word definitions) causes overzealous deburring, which can waste tens of millions of dollars each year. Failing to meet real needs causes scratches, cuts, tears, product failures, assembly-line stoppages, excessive scrap, cycle time delays, and widespread frustration on the part of everyone in manufacturing. 3. Constantly changing, undocumented standards create unnecessary expense and delays. People may argue about whether a burr is normal or atypical or whether it is the same size as it was yesterday. “You accepted it last week, why won’t you accept it today?” is a common refrain. Even if the words in the specifications do not change, if they exist, the implementation of standards may change daily. How does this happen? Every Figure 1-3. Line segments on a gear tooth (Gillespie 1982). Figure 1-4. Fine-pitch screw (5.8 × 0.35-5h) has over 2 ft of burrs on its crests. Figure 1-5. Definition of edge conditions (Takazawa and Kato 1997). Table 1-2. Overview of edge quality requirements Class Grade Drawing definition Radius tolerance E0 Exceptional high-quality edge 0.0002R 0.01–0.02 mm E1 High-quality edge 0.002R 0.3–5 mm E2 Sharp edge 0.02R E3 Rounded edge E4 Chamfered edge E5 Dull edge (Takazawa and Kato 1997) Qualitative evaluation Quantitative evaluation Typical application Interference microscope SEM Diamond microtome knife edge Cuts paper Universal tool microscope, profile measuring machine, light section Edge of cutting tools, edge of dies 8–30 mm Cuts fingernail Same as above Hydraulic orifice edge 0.2R or chamfer 0.08–0.3 mm Will not cut finger Stereo microscope Replica measurements Mechanical parts, gyro pivots, piston rings, hydraulic spools 0.5R or chamfer 0.4–0.6 mm Naked eye, magnifying glass Optical comparator Mechanical parts No cut fingers UL sharpness gage Some automotive parts time a personnel change occurs in inspection, engineering, or manufacturing, a wealth of knowledge regarding intent and practice is lost. Furthermore, memories fade over time on some long-approved issues. Written standards, when consistently used, can prevent this problem. Chapter 2 provides an overview of standards as well as references to additional works on this topic. 1.4 DEBURRING PROCESSES Figure 1-6 illustrates the most commonly used deburring processes. Unfortunately, no single machine or process produces all the required edge quality on every edge for every burr without side effects. Table 1-3 outlines the known deburring processes in use worldwide. Each process has a segment of the edge finishing business to which it is particularly well suited. Some of the more common approaches, as well as some less common but novel approaches, are outlined in the following section. 1.4.1 Mass -finishing PProcesses rocesses Mass-finishing Vibratory deburring has been a mainstay of finishing for several decades, but today centrifugal disk machines (also called roll flow by some manufacturers) are encroaching on the popularity of vibratory machines because of their faster action. Barrel tumbling, another mass-finishing process, is still a major force in finishing some plastic eyeglass parts and other metal operations. Centrifugal barrel finishing is the fastest of the mass-finishing processes, but it is a batch process, whereas others, such as vibratory deburring, can be continuous-flow processes. Which type of mass-finishing machine is the most cost effective continues to be debated and may depend on how knowledgeable the vendors and users are. Almost any existing process can be made more effective, and valid comparisons of output or costs depend on a clear understanding of how the comparison is being made. Comparing a poorly operated process with a new, optimized process will produce a different result than comparing an existing process that has been optimized with the new process. Figure 1-6. Principal deburring processes and their removal mechanisms. Table 1-3. Known deburring processes (1997)a Process Quantity in U .S U.S .S.. Abrasive finishing (A)b Barrel tumbling (Al) Loose belt tumbling (A1A) Vibratory finishing (A2) Vibratory shaker mixer finishing (A2s) Roll-flow (centrifugal disk) finishing (A3) Centrifugal barrel finishing (A4) Spindle finishing (A5) Vibratory spindle finishing (A5a) Fluidized bed spindle finishing (A5a) Recipro finishing (A6) Orboresonant finishing (A7) Flow finishing (A8) Cascading media (A9) Chemical loose abrasive finishing (AC) Chemical barrel tumbling (AC l) Chemical vibratory finishing (AC2) Chemical roll-flow (centrifugal disk) finishing (AC3) Chemical centrifugal barrel finishing (AC4) Chemical spindle finishing (AC5) Chemical fluidized bed spindle finishing (AC5a) Chemical recipro finishing (AC6) Chemical orboresonant finishing (AC7) Chemical flow finishing (AC8) Cryogenic loose abrasive finishing (ACRY) Cryogenic barrel tumbling (ACRYL) Cryogenic vibratory finishing (ACRY2) Cryogenic vibratory shaker mixer finishing (ACRY2s) Cryogenic roll-flow (centrifugal disk) finishing (ACRY3) Cryogenic centrifugal barrel finishing (ACRY4) Cryogenic spindle finishing (ACRY5) Cryogenic fluidized bed spindle finishing (ACRY5a) Cryogenic recipro finishing (ACRY6) Cryogenic orboresonant finishing (ACRY7) Cryogenic flow finishing (ACRY8) Magnetic loose abrasive finishing (AM) Chemical magnetic loose abrasive finishing (AMC) Quantity worldwide 8,000 10 12,000 15 300 1,000 500 0 1 0 5 5 35 16,000 50 30,000 30 500 2,000 1,200 20 40 5 10 10 50 100 200 5 10 0 0 0 0 0 200 400 10 20 0 0 0 0 0 50 50 0 0 0 0 0 0 0 0 90 90 0 0 0 0 0 0 0 0 Magnetic abrasive barrel finishing (Aml) Magnetic abrasive vibratory finishing (AM2) Magnetic abrasive spindle finishing (AM5) Magnetic abrasive cylindrical finishing (AM5a) Magnetic abrasive tube-ID finishing (AM5b) Magnetic abrasive ball finishing (AM5c) Magnetic abrasive special shape finishing (AM5d) Magnetic abrasive prismatic finishing (AM7) Mixed metal fiber magnetic finishing (AM8) 5 0 0 0 0 0 0 0 0 400 0 5 5 5 5 5 5 1 Chemical magnetic abrasive barrel finishing (AMCL) Chemical magnetic abrasive vibratory finishing (AMC2) Chemical magnetic abrasive spindle finishing (AMC5) Chemical magnetic abrasive cylindrical finishing (AMC5a) 0 0 0 0 0 0 0 0