Slip-line field model of micro-cutting process with round tool edge

Journal of Materials Processing Technology 211 (2011) 339–355
Contents lists available at ScienceDirect
Journal of Materials Processing Technology
j o u r n a l h o m e p a g e : w w w . e l s e v i e r . c o m / l o c a t e / j m a t p r o t e c
Slip-line field model of micro-cutting process with round tool edge effect
Xiaoliang Jin, Yusuf Altintas
Manufacturing Automation Laboratory, Department of Mechanical Engineering, University of British Columbia, 2329 West Mall, Vancouver, B.C. V6T 1Z4, Canada a r t i c l e i n f o
Article history:
Received 5 July 2010
Received in revised form
20 September 2010
Accepted 6 October 2010
Keywords:
Micro-cutting
Round tool edge
Slip-line field a b s t r a c t
This paper presents a slip-line field model which considers the stress variation in the material deformation region due to the tool edge radius effect. The Johnson–Cook constitutive model is applied to obtain the shear flow stress and hydrostatic pressure as functions of strain, strain-rate, and temperature in the primary shear zone. The friction parameters between the rake face and chip are identified from cutting tests. The sticking and sliding contact zones between the tool and chip are considered in the secondary shear zone. The total cutting forces are evaluated by integrating the forces along the entire chip-rake face contact zone and the ploughing force caused by the round edge. The proposed model is experimentally verified by a series of cutting force measurements conducted during micro-turning tests. Micro-cutting process is analyzed from a series of slip-line field simulations.
© 2010 Elsevier B.V. All rights reserved.
1. Introduction
There has been an increasing demand for high-accuracy miniaturized components in the automotive, biomedical, electronics, and sensor industries. The miniature components usually have complex geometry with small dimensions requiring micron level accuracy.
The manufacturing method commonly used for the production of micro-structured components is photolithography and ion beam etching. However, these methods are time consuming and limited to a few silicon-based materials with planar geometries. Compared to chemical manufacturing processes, the micro-cutting has the advantage of fabricating small components with complex threedimensional features in a broad range of materials.
The chip loads and depth of cuts are typically within the range of
25 m in micro-cutting applications. Since the cutting edge is typically ground with a 5 − 20 m radius, the assumption of having an infinitely sharp cutting edge is not valid in modeling the mechanics of micro-cutting operations. The same argument is valid in finish machining of hardened steel and thermal resistant alloys where the chip loads are comparable to the radius of the cutting edge. The chip is partially sheared and ploughed with excessive plastic deformation around the cutting edge, which needs to be modeled for the accurate prediction of process force, stress, and strain.
The previous cutting mechanics models reveal that the chip formation is due to the shearing of the work material ahead of the tool.
Merchant (1945) developed an orthogonal cutting model assuming
that the shear zone was a thin plane.
∗
Corresponding author. Tel.: +1 604 822 5622; fax: +1 604 822 2403.
E-mail address: altintas@mech.ubc.ca
(Y. Altintas).
0924-0136/$ – see front matter © 2010 Elsevier B.V. All rights reserved.
doi: 10.1016/j.jmatprotec.2010.10.006
posed a triangular slip-line field model based on the rigid-perfect plastic material assumption.
Childs (1980) incorporated the elastic
contact between the tool and chip in the slip-line field model, leading to improved prediction of the process mechanics.
presented a “Parallel-sided shear zone” model and considered the effects of strain, strain-rate, and temperature on the shear flow stress of the material.
Adibi-Sedeh et al. (2003) extended Oxley’s
analysis by applying the Johnson–Cook material model, historydependent power material model, and the Mechanical Threshold
Stress model to match a broader class of materials.
compared different laws of flow stress variation with strain, strainrate, and temperature for the stress and friction modeling in the primary and secondary shear zones. However, these models did not consider the effect of the tool edge radius.
Several publications investigated the effect of the tool edge preparation on the cutting process.
mechanistic model of cutting process in micro-end-milling, which related the cutting force to the effective rake angle due to the round tool edge.
Waldorf et al. (1998) proposed a slip-line field
model considering a stable build-up region above the cutting edge.
Manjunathaiah and Endres (2000) calculated the ploughing force
by proposing the slip-line below the tool edge.
(2000) presented the slip-line field model of cutting process with
chamfered tools and considered the effects of strain, strain-rate, and temperature.
Fang (2003a,b) proposed a generalized slip-line
field model with a round edge tool to predict the shearing and ploughing forces. The effect of the round cutting edge on the cutting process has also been analyzed using Finite Element (FE) methods, which led to the prediction of chip formation, strain, temperature, and stress distributions.
Özel and Zeren (2005) studied the FE mod-
eling and simulation of orthogonal cutting of AISI 1045 steel by
340 X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355
Nomenclature
A
B
C
1
S m
,
2 angle of slip-lines DH, HJ (
◦
) angle to determine the material separation point on the tool’s round edge (
◦
) plastic equivalent strain in Johnson–Cook constitutive model (MPa) strain-related constant in Johnson–Cook constitutive model (MPa) strain-rate sensitivity constant in Johnson–Cook constitutive model thermal softening parameter in Johnson–Cook constitutive model strain-hardening parameter in Johnson–Cook conn
T
T r
T m k
ε
ε
0 stitutive model effective flow stress of workpiece material (MPa) effective strain of workpiece material effective strain rate of workpiece material (s
− 1 ) reference of effective strain rate of workpiece material (s
− 1 ) temperature of workpiece material ( initial work material temperature (
◦
◦
C)
C) melting temperature of workpiece material (
◦
C) shear flow stress of workpiece material (MPa) shear strain of workpiece material shear strain-rate of workpiece material (s
− 1 ) ˙ p
˛
V
∂˛
∂ˇ
V
S 1
V
S 2
V
N hydrostatic pressure of workpiece material (MPa) infinitesimal distance along ␣ slip-line ( m) infinitesimal distance along  slip-line ( m) inclination angle of the slip-lines ( tool rake angle (
◦
)
◦
) cutting velocity of the material (m/s) initial shear velocity of the material (m/s) final shear velocity of the material (m/s) normal velocity of the material (m/s) shear angle at point B (
◦
)
V t
∠ r
B
KCB total change of shear velocity (m/s) intersection angle between slip-line KC and tool rake face (
◦
) tool–chip frictional shear stresses in the sticking contact region (MPa) coulomb friction coefficient in the sliding contact region radial distance along ␣ slip-line in the primary shear zone ( m) inclination angle of ␣ slip-line with respect to the vertical direction (
◦
) thickness of the primary shear zone ( m) index of shear velocity change in the primary shear h q c zone specific heat of the workpiece material (J kg
− 1 density of the workpiece material (kg/m 3 )
K
− 1 ) fraction of the deformation energy contributing to ˇ
T
R
R
BJ the temperature increase radius of the slip-line at the boundary of the shear zone ( m) radius of slip-line BJ ( m) intersection angle between GJ and the back surface of the chip (
◦
) chip ratio
R , G , P * , Q * , L matrix operators for slip-line determination column vector representing the slip-line
F t n normal stress on the rake face (MPa) tangential force (N)
F t f w feed force (N) uncut chip thickness ( m) width of cut (mm) using explicit Arbitrary Lagrangian Eulerian (ALE) method.
(2006) conducted the FE simulation of metal cutting and analyzed
the effects of material properties, chip/tool friction conditions, tool rake angle and cutting edge radius on the chip formation.
Woon et al. (2008) investigated the effect of tool edge radius on the fric-
tional contact and flow stagnation phenomenon in micro-cutting through FE modeling approach.
This paper presents a slip-line field model for the micro-cutting process with a round edge cutting tool. The model includes the effect of strain, strain rate, and temperature on the shear flow stress of the material. The chip curling, sticking and sliding contact along the tool rake face, and the ploughing effect under the material separation point are considered.
2. Slip-line field model
The material deformation region in the cutting process is divided into three zones: the primary shear zone, secondary shear zone, and tertiary zone. The shape of the slip-line field with tool’s round edge effect was originally proposed by
Fang (2003a,b) . The thickness of
the primary shear zone was influenced by the tool edge radius in his model. However, the material was considered to be rigid plastic with constant shear flow stress, and the tool–chip frictional shear stress along each section of the rake face was assumed to be constant. Due to the high speed and large deformation of the material in the micro-cutting process, the effects of strain, strain-rate, and temperature on the cutting process are considered in the proposed model along the sticking and sliding contact region between the tool and workpiece.
The slip-line field model of orthogonal micro-cutting process with a round edge tool is shown in
Fig. 1 . Plane strain deforma-
tion and steady state cutting conditions are assumed. The primary shear zone consists of three regions: triangular region QEG is due to the pre-flow effect reported by
Armarego and Brown (1969) , since
line QG is a stress-free boundary, all of the slip-lines in QEG intersect with QG at a 45
◦ angle.
Green (1954) proved that region GJNE
Fig. 1.
Slip-line field model of orthogonal micro-cutting process with round tool edge: primary shear zone [GJBTNEQ], secondary shear zone [BCDHJK], tertiary shear zone [BSAUTP].
X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355 is convex upward because of the curling-back effect of the chip; region JBTN is concave downward due to the friction between the chip and the tool rake face. Both region GJNE and region JBTN are composed of circular arcs and straight radial lines; O
1 ter of the circular arcs in region GJNE, and O
2 is the cenis the center of the circular arcs in region JBTN. The shear flow stress and hydrostatic stress are modeled by including the effects of strain, strain-rate, and temperature of the material.
The shape of the secondary shear zone is a curvilinear triangle bounded by BJD as shown in
Fig. 1 . It is assumed that the material
is already strain-hardened; therefore the shear flow stress along each ␣ slip-line is constant in the secondary shear zone.
(1963) proposed that the tool–chip contact consisted of a stick-
ing region and a sliding region. The sticking region is shown as BC and the sliding region is shown as CD in
Fig. 1 . The chip sticks to the
rake face due to high normal pressure, and the ratio between frictional stress and shear flow stress remains constant in the sticking zone. The chip slides with a constant Coulomb friction coefficient in the sliding zone. The sticking shear stress and friction coefficient are influenced by temperature, tool/work material, and the surface roughness of the rake face. In the tertiary shear zone, S is the separation point with the material bifurcating upward and downward. The material under the stagnation point (S) is suppressed to form the finishing surface, which is defined as the ploughing effect. The friction between the workpiece and the tool’s round edge
AB is assumed to be dominated by sticking contact because of the excessive deformation of material.
The three shear zones are composed of two families of slip-lines:
␣ and  lines which are orthogonal to each other. In order to distinguish between ␣ and  lines, it is defined that the shear stress along the  slip-lines exerts a counter-clockwise couple on the material element bounded by the slip-lines, and the shear stress along the
␣ slip-lines exerts a clockwise couple on the bounded element, as shown in
Fig. 1 . The velocity field in the shear zones is the same as
that proposed by
Fig. 2.
Slip-lines in the secondary shear zone.
2.1. Determination of slip-line field geometry
Similar to Fang’s approach, the slip-line field in the secondary shear zone is solved first by using the matrix operator method developed by
followed by the slip-lines in the primary and tertiary shear zones which are determined based on the tool edge geometry and uncut chip thickness.
2.1.1. Determination of slip-lines in the secondary shear zone
Fig. 2 shows the slip-lines of the secondary shear zone BJD. Three
geometric parameters determine the shape of the slip-line field: angular range of DH (
1
), angular range of HJ (
( R
2
) of circular arc BJ with a center O
2
.
2
) and the radius
The angular range of the slip-lines in the secondary shear zone can be obtained from
1 and
2 based on Hencky’s First Theorem.
The angular range of BK and KC is equal to
2 because region BKC is formed along the sticking contact boundary BC, and region JHCK is a regular net constructed by four slip-lines KC, KJ, JH, CH. Since region HCD is along the sliding contact boundary CD, the angular range of HC is derived by
CH
=
1 +
1 − 1
(1) where is the coefficient of coulomb friction along CD.
In the regular net JHCK, the angular range of line JK is equal to
CH
, therefore, the angular range of line BJ is calculated as:
BJ
=
JK
+
KB
=
1 +
1 − 1
+
2
(2)
341
BK
The column vector of line BK and KJ is represented by:
=
KJ
= R
2
· c (3) where c represents the column vector of a unit circle and is expressed as: c = 1 0 0 . . .
T
In region BKC, the column vector of line KC is evaluated as:
CK
= G
∠ KCB
− 1 ·
KC
= R
2
·
CK
BK
(4)
(5) where
∠ KCB = = 0 .
5 cos
− 1 k
(6) is the intersection angle between the slip-line and the rake face in the sticking region, and is determined by the frictional shear stress
( ) along the boundary BC and the material flow stress ( k ) along the ␣ slip-lines.
G , R , P , P * , Q , Q * , L in Eqs.
operators defined by
Dewhurst and Collins (1973) and Dewhurst
The column vectors of slip-lines JH and CH in the region KCHJ are calculated as:
CH
JH
= R
= R
CH
2
·
·
HC
HJ
= R
= R
2
CH
·
· ( P
( P
KJ 2
2 KJ
·
·
KJ
− Q
2 KJ
KC
− Q
KJ 2
·
·
KC
KJ
)
)
(7) where
P
P
KJ 2
2 KJ
= R
= R
CH
2
P
P
∗
∗
2
KJ
; Q
; Q
2 KJ
KJ 2
= R
= R
CH
2
Q
Q
∗
∗
KJ
2
In the sliding zone CDH, the column vector of slip-line HD is calculated as:
HD
= R
1
•
DH
= R
1
•
L
− 1 ·
CH
(8)
2.1.2. Determination of separation point in the tertiary shear zone
In order to determine the slip-lines in the tertiary shear zone, the position of the material separation point S (
round edge is identified. The material separation is due to excessive plastic deformation which results in fracture of the material.
342 X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355
Fig. 3.
Material separation in the tertiary zone.
Since slip-line field theory is based on the continuum-plasticity theory, the FE method is used to identify the separation angle, and is subsequently used in the slip-line field model.
Commercial finite element analysis software ABAQUS/Explicit v6.8 is used. The same material constitutive model and cutting condition with the slip-line field model are applied. The sticking and sliding contact between the tool and workpiece is modeled by assigning the value of shear stress limit in the sticking zone and the coefficient of coulomb friction in the sliding zone. The
ALE technique is applied to simulate the material flow during the cutting process. In ALE analysis, the FE mesh is neither attached to the material nor fixed in space. The mesh, in general, has a motion that is independent of the material and there is no need to pre-define the material separation line ahead of the tool edge.
Fig. 3 shows the vertical velocity components of the workpiece
around the tool edge in the FE model. The position with zero vertical velocity indicates the material separation position. The boundary line CD refers to the line with zero material velocity based on the velocity spectrum. Therefore, the separation angle
S is identified by measuring the angle between line CO and the y -axis as shown in
Fig. 3 , where C is the material separation point, and O is the center
of the round edge.
2.1.3. Determination of slip-lines in the tertiary and primary shear zones
Fig. 4 shows the slip-lines in the primary and tertiary shear
zones. In the region ASU of the tertiary shear zone, line AU is simplified as a straight line. Since sticking contact between the workpiece and the tool is defined along the tool edge ASB due to the large deformation of the material, the intersection angle between line
AU and the x -axis is equal to determined by Eq.
perpendicular to line AU due to the orthogonality between ␣ and  slip-lines. Therefore, the coordinate of point U ( U x
, U y
) is calculated from the positions of points A ( A x
, A y
) and S ( S x
, S y
), the derivation is shown in
⎧
⎨
U x
=
A x tan + S x cot − A y tan + cot
U y
=
A y cot + S y tan tan + cot
− A x
+ S y
+ S x
(9)
Slip-line NU is determined as a circular arc with the radius and the center O
2.
The inclination angle
3 of O
2
| O
2
U |
N with respect to the y -axis is calculated from the inclination angle of O
2
J in the secondary shear zone as:
3
= ˛ + +
BK
+
KJ
(10) where ˛ is the rake angle of the tool,
BK and
KJ are the angular ranges of slip-lines BK and KJ calculated in the secondary shear zone.
In the convex region GJNE of the primary shear zone, the inclination angle of EG with respect to the y -axis is given as
1
. The length of line EG represents the thickness of the primary shear zone ( h ) and is equal to the length of line BT which is obtained from the geometry of the tertiary zone. In the pre-flow region QEG, line QE intersects with line QG at an angle of 45
◦
. Lines QE and EG are orthogonal and equal to each other. Based on the position of point Q and N, the radius of EN is calculated as:
R
1
=
Q y
− N y cos
1
− h sin
− cos
3
1
(11) where Q y and N y are the y -coordinates of points Q and N.
Q y is determined by the uncut chip thickness t . The detailed procedure to calculate R
1 is shown in
Fig. 4.
Slip-lines in the primary and tertiary shear zones.
X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355 343
Fig. 5.
Polar coordinate setup in primary shear zone.
Based on the position of point N, the inclination angle the center point O
1
3 of line
O
1
N with respect to the y -axis and the radius of NE, the position of and the circular arc NE are determined. Point
Q is the intersection point between line QE and the upper surface of the workpiece, so the x -coordinate of point Q is calculated by the inclination angle
1 of line QE with respect to the x -axis and the uncut chip thickness t . The circular arc GJ is determined by the position of center point O
1 and the radius | O
1
J | = R
1
+ h .
After the position of the lower boundary QENMTUA and upper boundary GJKB are obtained in the primary shear zone and tertiary zone, the slip-lines inside all of the zones can be obtained given that the slip-lines in the convex and concave parts are composed of the circular arcs and radial lines with the center points O
1 and
O
2
, and the slip-lines in the pre-flow region are straight lines which are parallel to lines QE and EG, respectively.
2.2. Stress analysis in the primary shear zone
The stress distribution in the primary shear zone is determined by the geometry of the slip-lines, the material constitutive model, and the cutting conditions. The Johnson–Cook constitutive model developed by
Johnson and Cook (1983) is applied to include the
strain-hardening, strain-rate, and thermal softening effects on the flow stress of the material in the primary shear zone, which is expressed as:
= ( A + Bε n ) 1 + C ln
ε ˙
ε ˙
0
1 −
T − T r
T m
− T r m
(12) where A represents the initial yield strength of the material, B is the strain-hardening coefficient, ε is the equivalent plastic strain, n is the strain-hardening index, C is the strain rate coefficient, ˙ is the material temperature, T m
0 is the reference strain-rate, is the melting temperature, T r room temperature, and m is the thermal softening index.
T is is the
The relationships between the effective stress ( ), strain ( ε ), strain-rate ( ˙ ), shear flow stress ( k ), shear strain ( ), and shear strain-rate ( ˙ ) are given as:
=
√
3 k ; ε = √
3
; ε ˙ = √
˙
3
(13)
Therefore, the distribution of shear strain ( ), shear strain-rate
( ˙ ) and temperature ( T ) in the primary shear zone needs to be modeled in order to show the stress distribution.
2.2.1. Shear strain and strain-rate
The polar coordinate ( , r ) is set up in the convex and concave regions of the primary shear zone shown in
is the inclination angle of each radial line with respect to the y -axis.
Increases from
1 to and decreases from
NJBT.
r is the radial distance from point O
1 the convex region and from O
2 to the point in GJNE of to the point in NJBT of the concave region.
3
3 from EG to NJ in the convex region GJNE, to
2 from NJ to TB in the concave region
The work material enters into the primary shear zone with the velocity V in the x -axis direction.
Fig. 6 shows the material velocity
vectors at point T and B on the slip-line TB. The resultant velocity at point T is represented by V
1
, and the velocity at point B is represented by V
2
. The magnitude of V
1 is equal to the material velocity
V and can be resolved into two velocity vectors:
V
1
V
N 1
V
S 1
(14)
Fig. 6.
Velocity variation along slip-line TB.
344 X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355
Fig. 7.
Velocity transition along the ␣ slip-lines.
velocities at point B, J, G. The velocity transition vectors V t 2
, V t 3
, V t 4 along slip-lines TB, NJ, EG have the same magnitude V t
. The vectors are, however, in different directions.
Along each ␣ slip-line with the angular coordinate of in the convex and concave regions, the normal velocity is parallel to the
␣ slip-line and the magnitude is calculated from
V
N
= V sin (21)
The initial shear velocity at the lower boundary QENMT is perpendicular to the ␣ slip-line and the magnitude is:
V
S
= V cos (22)
Based on the investigation of
(1998) , the shear velocity variation along the
␣ slip-lines can be calculated by the initial shear velocity V
S and magnitude of the velocity transition V t
, and is expressed as an exponential function of the radial coordinate r :
⎧
⎨
V
S
( , r ) = V · cos − V t
·
V
S
( , r ) = V · cos − V t
· r − R
1 h q
R
2
+ h − r h
(Convex Region) ( R
1
≤ r ≤ R
1
+ h ) q
(Concave Region) ( R
2
≤ r ≤ R
2
+ h )
(23) where V
S 1 is the shear velocity with the direction perpendicular to line TB, and V
N 1 is the normal velocity along line TB.
At point B, the velocity of the material is along the tool rake face; therefore, the intersection angle between V
2 and the y -axis is equal to the tool rake angle ˛ .
V
2 is also resolved into two vectors as shown in
V
2
V
N 2
V
S 2
(15) where V
S 2 is perpendicular to line TB and V
N 2 is along line TB.
The shearing of the material takes place in the tangential direction of the  slip-line. Therefore along line TB, the shear velocity changes while the normal velocity remains constant and is expressed as:
V
N 1
=
N 2
(16) as:
Then the velocity transition from point T to point B is derived
V t
=
2
V
1
V
S 2
V
S 1
It can be obtained from
⎧
⎨ V
S 1
| = V cos
V
N 1
| = V sin
2
2
|
S 1
V
N 2
| = tan(
2
− a ) = V sin
2 tan(
2
− a )
(17)
(18)
R where R
1
2 is the radius of the slip-line EN in the convex region, is the radius of the slip-line JB in the concave region, h is the thickness of the primary shear zone, index q determines the characterization of the distribution of the shear velocity along the ␣ slip-line.
Based on the shear and normal velocity distribution, the shear strain-rate in the direction of the  slip-line is obtained by the differentiation of shear velocity V
S with respect to the distance traveled in the normal direction. Therefore, the shear strain-rate in the shear zone is derived as:
⎧
⎨
˙ ( , r ) = d v
S dr
= V t q h r − R
1 h q − 1
(Convex Region) ( R
1
≤ r ≤ R
1
+ h ) q − 1
˙ ( , r ) = d v
S dr
= V t q h
R
2
+ h − r h
(Concave Region) ( R
2
≤ r ≤ R
2
+ h )
(24) as:
The magnitude of the velocity transition V t
⎧
⎪
(
(
, x
, x
)
)
=
= x
R
1 x in
˙ ( , r )
V
N dr
( , r )
=
V t
V sin
R
2
+ h
˙ ( , r )
V
N dr
( , r )
=
V t
V sin r − h
R
1 q
The shear strain of the material is zero on the lower boundary slip-line QENMT in the primary shear zone, and accumulates along the ␣ slip-lines toward the upper boundary GJKB. By integrating the shear strain-rate along the ␣ slip-line, the shear strain in the primary shear zone is derived as:
(Convex Region) ( R
1
≤ r ≤ R
1
+ h )
(25)
R
2
+ h − r h q
(Concave Region) ( R
2
≤ r ≤ R
2
+ h )
V t
= V
S 1
+ V
S 2
= V cos
2
+ V sin
2 tan(
2
− ˛ ) (19) where ˛ is the tool rake angle,
2 is the inclination angle of slipline TB with respect to the y -axis, which is calculated as:
2
= + ˛ (20)
Eqs.
(24) and (25) show that the magnitude of the shear strain-
rate and shear strain is affected by the cutting velocity ( V ), the tool–chip contact condition in the secondary shear zone ( ), and the thickness of the primary shear zone ( h ).
In the pre-flow region QEG, all of the ␣ slip-lines have the same inclination angle as line EG, therefore, the shear strain-rate and strain remain constant along each  slip-line in region QEG.
where is calculated in the sticking region BC from Eq.
The magnitude of total velocity transition along each ␣ slip-line is the same as line TB. However, the directions of velocity transition change gradually from line TB to line EG because they are always perpendicular to the ␣ slip-lines. In
V
1 is the resultant velocity at point T, N, E, and V
2
, V
3
, V
4 are the resultant
2.2.2. Temperature distribution
The temperature distribution in the shear zone is determined by the shear-strain and shear strain-rate distribution. At each point in the primary shear zone, the plastic work contributed by an infinitesimal strain increase d ε is:
X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355 345
Fig. 8.
Calculation of hydrostatic pressure in the primary shear zone.
ˇ
T
dε = c dT (26) where c is the specific heat, is the specific density, and ˇ
T is the fraction of the plastic work contributing to the temperature increase and assumed to be 0.9 in the model. By substituting the
Johnson–Cook model (Eq.
which results in the temperature increase is:
ˇ
T
1 + C ln
ε ˙
0
( A + Bε n ) dε = c
1 − ( T − T r
/T m
− T ) m dT (27)
By integrating both sides of Eq.
(27) , and imposing the room tem-
perature T r as the boundary condition:
T r
T c
1 − ( T − T r
/T m
= ˇ
T
1 + C ln
˙
0
− T r
) m dT
Aε +
1 n + 1
Bε n + 1
(28)
The integration is carried out numerically since there is no explicit expression for the left side of Eq.
2.2.3. Shear stress and hydrostatic pressure
The shear flow stress is evaluated from Eqs.
on the shear strain, strain-rate, and temperature distribution: k = √
3
= √
3
A + B √
3 n
1 + C ln √
˙
3
× 1 −
T
T − T r m
− T r m
(29)
Based on the equilibrium equations in the absence of body forces under plane strain condition, the relationship between the hydrostatic pressure and the shear flow stress is expressed as:
⎧
∂p
∂˛
+ 2 k
∂
∂˛
−
∂k
∂ˇ
= 0 (Along ␣ slip-line)
(30)
∂p
∂ˇ
− 2 k
∂
∂ˇ
−
∂k
∂˛
= 0 (Along  slip-line) where ∂˛ and ∂ˇ are the infinitesimal distances along slip-lines ␣ and  , respectively, is the inclination angle of ␣ slip-line with respect to the x -axis.
Fig. 8 shows the Cartesian coordinate of any point W in the
convex and concave regions, the polar coordinate ( , r ) and the directions of ␣ and  slip-lines. The infinitesimal distance along ␣ and  slip-lines and the rotation angle of ␣ slip-line are expressed as:
∂˛ = − ∂r ; ∂ˇ = r · ∂ ; ∂ = − ∂ (Convex Region)
∂˛ = ∂r ; ∂ˇ = − r · ∂ ; ∂ = − ∂ (Concave Region)
(31)
From Eqs.
(30) and (31) the stress equilibrium equation is
derived as:
∂p ( , r )
∂
= − 2 k ( , r ) − r ·
∂k ( , r )
∂r
(32) for both the convex and concave regions. Eq.
distribution of hydrostatic pressure in the shear zone is influenced by the variation of shear flow stress along the direction of the ␣ slip-line.
Based on the overstressing theory developed by
rigid vertex G between the slip-line field and the free chip surface should not be overstressed, which is expressed mathematically as:
1 + 2 −
4
≥ p
G k
G
≥ − 1 + 2 cos −
4
(33) where is the angle between the slip-line GJ and the back surface of the chip in
satisfies the condition that:
3
4
≥ ≥
4
(34)
The convex and concave regions are divided into small elements in order to calculate the distribution of the hydrostatic pressure. In the model, the radial lines are divided into 100 elements and the circular arcs are divided into 500 elements uniformly. The stress distribution along EG is calculated by applying Eq.
EG:
∂p
∂r
+
∂k
∂
1
2 r
= 0 (35)
346 X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355
The partial differentiation of the equation is approximated as: p r
+
∂k
∂
2
·
1 r
= 0 where the radial increment r is selected as r = h /100, p is the difference of hydrostatic pressure between two neighboring elements along GE, r is the length of each element. The derivation of ∂ k / ∂ is shown in
Appendix B . The hydrostatic pressure of each
element along GE is calculated recursively from point G to point E.
The hydrostatic pressure distribution in the convex and concave regions is obtained by approximating Eq.
p ( , r )
= − 2 k ( , r ) − r ·
∂k ( , r )
∂r
(37) where the angular span of the convex and concave regions is divided into 500 differential elements as convex region and = (
3
−
2
= (
3
−
1
)/500 for the
)/500 for the concave region.
p is the difference of hydrostatic pressure, and is the intersection angle between two neighboring radial lines in the primary shear zone. The derivation of ∂ k ( , r )/ ∂ r is shown in
tribution of hydrostatic pressure along each radial line is obtained recursively starting from line EG to line TB in Eq.
2.3. Identification of slip-line parameters
There are four geometric parameters used to determine the shape of the slip-line field as shown in
Fig. 9 : angle ranges of slip-
line DH (
1
) in sticking and HJ (
2
) in the sliding contact region, the radius of the slip-line BJ ( R
2
), and the inclination angle of line EG with respect to the y -axis (
1
) in the pre-flow region. The stress distribution in the primary shear zone and along the tool edge is influenced by the hydrostatic pressure at point G ( p
G
) and the tool–chip contact parameters ( / k & ), therefore, the hydrostatic pressure at point G and the tool–chip contact parameters need to be identified.
Since the chip freely curls back after the material passes through the shear zones, the resultant force along the slip-lines that form the chip boundary should be zero (GJ, JH, HD). The stress distribution along the chip boundary slip-lines is obtained from the stress analysis of the primary and secondary shear zones. The directions of the stresses are shown in
Fig. 9 . The distribution of hydrostatic
pressure and shear flow stress along slip-line GJ is calculated by dividing GJ into 500 differential elements, then the forces in the X and Y directions on each element of GJ are calculated as: dF x
= ( p · sin + k · cos ) · dl · w dF y
= ( p · cos − k · sin ) · dl · w
(38) where p is the hydrostatic pressure and k is the shear flow stress on the element, is the angular coordinate of the element shown in
is the width of cut, and dl is the length of the element which is calculated by: dl = l
GJ
500
The total force along GJ is obtained by summing up all of the elemental forces in the X and Y directions. The force along slipline JH is calculated based on the force calculation procedure by
Johnson et al. (1982) which is based on the hydrostatic pressure
p
J and shear flow stress k
J of point J. After the total forces along slip-line GJ, JH and HD are calculated, the force constraint which the model parameters need to satisfy is expressed as:
F xGJ
+ F xJH
+ F xHD
= 0
F yGJ
+ F yJH
+ F yHD
= 0
(39)
Based on the geometry of the slip-line field, the chip thickness can be obtained by measuring the distance from point B to point G in
Fig. 9 . The predicted chip thickness will also be compared to the
experimental results in order to identify the model parameters.
The flow chart of the model’s parameter identification and cutting force prediction is shown in
2.4. Prediction of cutting forces
The cutting force is predicted by evaluating the total force along the tool edge in the tangential and feed direction, which is determined by the normal and shear stress distribution along the boundary lines DC, CB, BS, and SA in
Fig. 8 . Since DC and CB are in the
secondary shear zone, and BS and SA are in the tertiary shear zone, the shear flow stress and hydrostatic pressure have to be modeled
Fig. 9.
Identification of parameters in the slip-line field model.
Fig. 10.
Flow chart of parameter identification and cutting force prediction.
3
=
BJ
· l
BY l
BJ
X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355
Fig. 11.
Stress analysis in the secondary shear zone.
in the secondary and tertiary shear zones based on the slip-line geometry and the stress distribution in the primary shear zone.
2.4.1. Stress analysis in the secondary shear zone
Slip-line BJ is divided into 500 angular elements in the primary shear zone. By generating the slip-line from each element of line
BJ, 500 ␣ slip-lines are formed in the secondary shear zone. For any
␣ slip-line YZ in
Fig. 11 (a), the hydrostatic pressure
p
Y and shear flow stress k
Y at point Y are obtained from the stress distribution in the primary shear zone. The angular range
3 of slip-line BY is calculated as: where l
BY and l
BJ are the lengths of BY and BJ, and range of line BJ which is derived from Eq.
(40)
BJ is the angular
Since line YZ is perpendicular to line BJ at point Y, the inclination angle of line YZ with respect to the x -axis at point Y is:
1
=
B
−
3
=
−
2
− ˛ − −
3
(41) where
B is the inclination angle of the ␣ slip-line with respect to the x -axis at point B, is the intersection angle between the ␣ slipline and tool rake face in the sticking region which is derived from
Eq.
The inclination angle of line YZ with respect to the x -axis at point
Z is calculated as:
2
=
−
2
− ˛ − ϕ (42) where ϕ is the intersection angle between the slip-line and the tool rake face. In the sticking region BC, ϕ is equal to ; in the sliding region CD, ϕ is derived based on the definition of L in Eq.
developed by
ϕ = +
KY
2
1 +
= + (
3
−
2
2
)
1 + where
KY is the angular range of line KY.
In the secondary shear zone, it is assumed that the shear flow stress along each ␣ slip-line remains constant since the material is already strain-hardened after the deformation in the primary shear zone. Also, the thermal effect is neglected in the calculation of the hydrostatic pressure distribution along the ␣ slip-line. Based on Hencky’s equation, the relationship between the hydrostatic pressure and the shear flow stress along ␣ slip-line is expressed as: p + 2 k = cons tan t (43) where is the inclination angle of the ␣ slip-line with respect to the x -axis. Therefore, the shear flow stress and hydrostatic pressure at point Z is calculated as: k
Z
= k
Y p
Z
= p
Y
+ 2 k
Y
(
1
−
2
)
(44)
From the Mohr circle shown in
Fig. 11 (b), the normal and shear
stress on the rake face at point Z is obtained as: nZ
= − p
Z
− k
Z sin(2 ϕ )
Z
= k
Z cos(2 ϕ )
(45)
Then the elemental force normal and tangential to the tool rake face is: dF nZ
= nZ
· l
BD
/ 500 · w dF tZ
=
Z
· l
BD
/ 500 · w
(46) where l
BD
/500 is the length of each element, w is the width of cut.
The elemental force is projected into the x and y directions, and then the elemental forces in the x and y directions at point Z are: dF xZ
= dF nZ cos ˛ − dF tZ sin ˛ dF yZ
= − dF nZ sin ˛ − dF tZ cos ˛
(47)
The elemental force at other points along the tool rake face BD is calculated following the same procedure as point Z, and then the total force along BD is obtained by summing up all of the elemental force in the X and Y directions.
2.4.2. Stress analysis in the tertiary shear zone
347
Line BT is divided into 100 small elements in the stress analysis of the primary shear zone; therefore, 100  slip-lines are generated from line BT toward the tool edge BA in the tertiary shear zone. Due to the bifurcation of the material at point S, the direction of shear stress along SB is tangential to the tool edge from S to B, and the
348 X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355
Fig. 12.
Stress analysis in the tertiary shear zone.
direction of shear stress along SA is from S to A. From
the intersection angle between the ␣ slip-line and the tangential direction of tool edge is in region SPB, and the intersection angle between  slip-line and the tangential direction of tool edge is in region ASU. Since the sticking contact is defined along the tool edge, is equal to the angle calculated in Eq.
the secondary shear zone.
For each  slip-line YZ in the tertiary shear zone, the inclination angle of the slip-line with respect to the x -axis at point Y is:
1
= −
2
(48)
The inclination angle of the  slip-line with respect to the x -axis at point Z is:
2
=
2
− − where is the intersection angle between line OZ and OA.
(49)
By assuming that the shear flow stress along the  slip-line remains constant, and neglecting the thermal effect, the relationship between the hydrostatic pressure and the shear flow stress along the  slip-line is expressed by Hencky’s equation: p − 2 k = cons tan t (50)
Therefore, the hydrostatic pressure at point Z is calculated as: k
Z
= k
Y p
Z
= p
Y
− 2 k
Y
(
1
−
2
)
(51)
Fig. 12 (b) shows the stress Mohr circle along SB and Fig. 12 (c)
shows the stress Mohr circle along SA, then the normal and shear stress along the round edge is obtained as: n
= − p − k sin(2 )
= k cos(2 ) along edge SB (52)
Table 1
Cutting conditions of microturning experiment.
Cutting test
3
4
1
2
5
Width of cut (mm)
0.1
0.3
0.5
0.1
0.3
Uncut chip thickness ( m)
15, 17, 19, 21, 23, 25, 30, 40, 50, 60, 70, 80
15, 17, 19, 21, 23, 25 30, 40, 50, 60, 70, 80
15, 17, 19, 21, 23, 25 30, 40, 50, 60, 70, 80
21
21
Cutting speed (m/min)
200
200
200
150, 200, 250, 300, 350
150, 200, 250, 300, 350
X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355 349
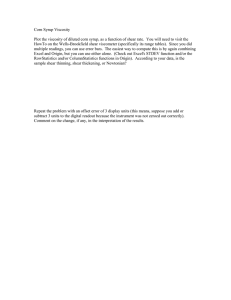
Fig. 14.
SEM image of the material on the cutting edge.
Fig. 13.
(a) Setup for microturning experiment; (b) SEM image of the cutting edge.
n
= − p − k sin(2 )
= − k cos(2 ) along edge SA (53) where p and k are the hydrostatic pressure and the shear flow stress of one element on the tool edge.
The elemental force normal and tangential to the tool edge is: dF n
= n
· l
AB
/ 100 · w dF t
= · l
AB
/ 100 · w
(54) where l
AB is the length of the circular arc AB.
By projecting the elemental force into the x and y directions, the elemental force in the x and y directions is: dF x
= dF n sin − dF t cos dF y
= dF n cos + dF t sin dF x
= dF n sin + dF t cos dF y
= dF n cos − dF t sin along line SB along line SA
(55)
(56)
The total force along tool edge AB is obtained by summing up all of the elemental forces along SB and SA in the X and Y directions.
Table 2
Johnson–Cook parameters for brass.
Material
Brass
A [MPa]
112
B [MPa]
505
C [ − ]
0.009
n [ − ]
0.42
m [ − ]
1.68
T m
[
◦
C]
916
Fig. 15.
Tangential and feed force with uncut chip thickness; Predicted: simulation results when using the Johnson–Cook parameters in
simulation results when initial yield strength A and strain-hardening coefficient B in
Table 2 are reduced by 20%. Cutting edge radius: 20
m.
350 X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355
Table 3
Chip thickness measurement for carbide tool with 20 m edge radius.
Uncut chip thickness ( m)
Chip thickness ( m)
15
38.6
17
43.5
19
46.0
21
52.5
23
58.9
25
61.5
40
110
60
161
80
217
The total tangential ( F t
) and feed ( F f
) cutting force is calculated by adding all of the forces along the tool rake face and round edge:
F t
= F xDC
+ F xCB
+ F xBS
+ F xSA
F f
= F yDC
+ F yCB
+ F yBS
+ F ySA
(57)
3. Experimental validation
3.1. Experimental conditions
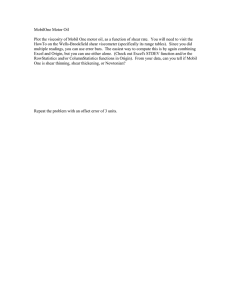
A series of turning tests have been performed on MIKROTOOL micro-machining center. A brass bar (Alloy 260) with a 6 mm diameter was turned along a longitudinal direction with a SANDVIK
Carbide insert (TCGT110201-UM) as shown in
ness of the workpiece was measured to be 77 HRB, and the tool rake angle was 5
◦
. The cutting edge radius of the tool was measured by fitting a circle into the SEM image of the tool cutting edge
(
Fig. 13 (b)), and the edge radius was measured to be 20
m for the first set of experiments. The turning tool holder was clamped on a
Kistler Type 9256 three component mini-dynamometer to measure the cutting forces. The chips were collected and their thickness was measured.
The uncut chip thickness was selected to be comparable with the tool edge radius, and a range of cutting speed (150–350 m/min) was tried to investigate its effect on the process, see
The constants of the material model for brass were borrowed from
Johnson and Cook (1983) , and the coefficients
A , B , C , n , m and
T m are listed in
The SEM image of the tool cutting edge after the cutting process with w = 0.5 mm width of cut, v = 200 m/min cutting speed and t = 25 m uncut chip thickness is shown in
material on the cutting edge confirms the assumption of sticking contact between tool and workpiece at the tool round edge.
In order to identify the shear stress ratio ( /k ) in the sticking region, and the coulomb friction coefficient in the sliding region, the thickness of the cut chips were measured at several
Fig. 16.
Tangential and feed force with cutting speed; Predicted: simulation results when using the Johnson–Cook parameters in
Table 2 ; Predicted (scaled): simulation
results when initial yield strength A and strain-hardening coefficient B in
are reduced by 20%. Cutting edge radius: 20 m.
Fig. 17.
Cutting force with tool edge radius.
locations of the chip under the optical microscope at the cutting speed v = 200 m/min. The model assumes that the friction parameters don’t change with the cutting speeds. The mean values of the chip thickness for each uncut chip thickness are listed in
The parameter identification procedure is based on the flow chart in
®
X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355 function “fmincon” is applied in the
⎧
⎨ F xGJ
+ F xJH
F yGJ
+ F yJH
+ F xHD
< 10
− 3
+ F yHD
< 10
− 3
(N)
(N)
−
E
< 0 .
01
(58) where is the predicted chip ratio, and
E is the measured chip ratio from the experiment. By averaging the shear stress ratios and the coulomb friction coefficients identified from the three cutting conditions respectively, it is obtained that:
/k = 0 .
95
= 0 .
15
(59)
By applying the identified tool–chip contact condition, the geometric parameters and the hydrostatic pressure at point G are identified based on the first two parts of Eq.
objective.
The material separation angle, which determines the cutting and ploughing region, is identified to be 56
◦ by FE simulation for turning brass with the Carbide tool with an edge radius of 20 m. The variation of the separation angle is found to be less than ± 1
◦ when the uncut chip thickness changes between 15 m and 25 m; therefore, a constant separation angle of 56
◦ is considered in the slip-line field model for this tool. Simulation and experimental results of
Woon et al. (2008) showed that the stagnation angle at the tool
round edge was in the range of 58.5
± 0.5
◦
, and was not sensitive to the change of uncut chip thickness for the tool with a 10 m edge radius. The parameter q in Eq.
(23) is considered to be unity (
q = 1) for linear distribution of shear strain (Eq.
rate (Eq.
(24) ) in the primary shear zone.
3.2. Experimental comparisons
351
The experimentally measured tangential and feed forces are compared against the simulated values obtained with the proposed slip-line field model in
Fig. 15 . In order to eliminate the
effect of the 0.1 mm tool nose radius, the experimental forces with w = 0.1 mm width of cut are subtracted from the forces with w = 0.3 mm and w = 0.5 mm width of cuts, which lead to the cutting forces at w = 0.2 mm and w = 0.4 mm width of cuts. The sources of errors include the difference between the Johnson–Cook material parameters and the actual property of the tested workpiece, and the assumption of a constant shear stress along the  slip-lines in the ploughing regions. When initial yield strength A and strainhardening coefficient B in the borrowed Johnson–Cook material model (1983) are reduced by 20%, the simulated tangential and
Fig. 18.
Strain, strain-rate, temperature, and shear flow stress along line GB.
352 X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355
4. Simulation results and discussions feed forces are in close agreement with the experimental measurements (see
Fig. 15 ). The hardness of the tested material appears to
be 11 HRB higher (17%) than the brass used in Johnson–Cook. The strain hardening may be affected as well.
There is hardly any change in the tangential and feed forces when the cutting speed is increased for the brass, see
strain-rate increases with the cutting speed, which results in the increase of material shear stress which is considered in the model.
However, the temperature also increases with the cutting speed because of the increased cutting energy which, in turn, reduces the material shear stress, and counterbalances the effect of the strain-rate.
In order to validate the predictive capability of the proposed model, additional experiments were conducted when the tool edge radii were 15 m and 35 m. The cutting speed was 200 m/min and the uncut chip thicknesses were varied from 17 m to 80 m.
Fig. 17 shows the comparison of cutting forces between the pre-
dicted and experimentally measured forces. The Johnson–Cook parameters used in the simulations were the same as the scaled values explained by
Fig. 15 . Since tool–chip contact property
was not affected by the tool geometry. The same tool–chip friction parameters identified from 20 m tool edge radius were applied in the simulations. It is observed that both the tangential and feed forces increase when the tool edge radius increases.
The simulations are capable of capturing both the trend and the magnitude of the force variation with respect to the tool edge radius.
After experimental validation of the model with cutting force measurements, further simulation tests have been carried out to have more insight to the process parameters which are difficult to measure experimentally. The simulated results of effective strain, strain-rate, temperature, and shear flow stresses along line GB for the feed rates (i.e. uncut chip thickness) 15, 19, 21, 25 m are shown in
Fig. 18 . Since line GJ and line JB are divided into 500 elements,
the x -axis which shows the number of elements along GB includes a total of 1000 elements. It is observed that the strain decreases along GJ and then increases along JB. This is because the intersection angle ( ) between the radial line and the y -axis increases in the convex region and then decreases in the concave region shown in
Fig. 5 . The strain-rate is constant along GJ because the strain-rate
is independent of the intersection angle as indicated in Eq.
The distribution of temperature along GJ follows the same trend with the strain, since when the strain increases, more shear energy is transferred into thermal energy, which results in the increase of temperature. The variation of shear flow stress is due to the combined results of the strain-hardening, strain-rate, and thermal softening effects. By comparing the strain at different uncut chip thickness values, it is observed that the strain decreases when the uncut chip thickness increases from 15 m to 25 m. The chip thickness increases when the uncut chip thickness increases, which results in a large angular span of the primary shear zone. Therefore, for the same element number along line GB, the inclination angle
Fig. 19.
Strain, strain-rate, temperature and shear flow stress along line NJ.
X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355 increases when the uncut chip thickness increases. The strain in the primary shear zone changes inversely with the inclination angle of the slip-line as illustrated in Eq.
(25) , therefore, the increase of
uncut chip thickness results in the decrease of the strain.
Fig. 19 shows the strain, shear strain rate, temperature, and
shear flow stress distribution along slip-line NJ for uncut chip thickness values of 15, 19, 21, 25 m. The strain increases linearly along
NJ while the strain-rate remains constant. This is because the index q of the shear velocity variation in Eq.
unity in the simulation. The increase of temperature along NJ is because more shearing energy is transferred into thermal energy as a result of the strain increase. The increase of shear flow energy is attributed to the strain-hardening effect.
The sensitivities of the tangential and feed forces to the coefficient of friction and stagnation angle are analyzed at cutting speed of v = 200 m/min and feed rate of t = 25 m. The coefficient of friction is varied from 0.1 to 0.5, and the stagnation angle is increased from 30
◦ to 70
◦
. The simulated tangential and feed forces increase by 22% and 11% respectively, when the coefficient of friction increases by 500%. The tangential force increases by 11%, while the feed force decreases by 27% when the stagnation angle is increased from 30
◦ to 70
◦
. The decrease of the feed force is attributed to the increased ploughing at higher stagnation angles.
Since the material is suppressed downwards, the vertical component of the friction force in the ploughing region is negative. As the friction force in the ploughing region increases, the total feed force
353 decreases. However, these are rather exaggerated variations in the friction and stagnation angle. In reality, the friction may change less than ± 50% based on the lubricant and surface quality of the tool.
The stagnation angle changes between 50
◦ and 60
◦ depending on the edge radius and friction. The force changes by 3–4% with the realistic friction and stagnation angle changes.
Fig. 20 shows the distribution of normal and friction stresses
along tool–chip contact from point D to point A at v = 200 m/min and t = 25 m. The absolute value is plotted regardless of the direction of the stress. The normal stress increases from point D to the stagnation point S and then decreases to point A. The increase of the friction stress from point D to point B is due to the decrease of the inclination angle of the ␣ slip-lines with respect to the y -axis from line NJ to TB. Since the shear strain decreases from point B to point T along TB, the shear flow stress decreases from point B to A along the tool edge, resulting into the decrease of the friction stress.
5. Conclusion
The slip-line field model of the micro-cutting process with round edge tool including strain, strain-rate, and temperature effects is presented. The plastic deformation zones are divided into the primary shear zone, the secondary deformation zone where the chip moves along the regular rake face of the tool, and the tertiary zone where the material bifurcates upward to form the chip and downward to form the machined surface. A set of orthogonal microturning tests were conducted under a range of uncut chip thickness values and cutting speeds. The friction at the tool–chip contact is identified from the orthogonal cutting tests with one tool geometry and applied on the tools with different edge geometry. The material separation angle is obtained from the Finite Element model by investigating the velocity direction of the material along the round edge. The total force is obtained by adding the cutting force along the rake face of the tool and the ploughing force along the round edge below the material separation angle. The distribution of shear strain, shear strain-rate, temperature, and shear flow stress is obtained with different uncut chip thickness values, and the increase of the shear strain, temperature, and shear flow stress with respect to the decrease of uncut chip thickness is observed. The predicted cutting force is in agreement with the experimental results with respect to the variation of uncut chip thickness, cutting speed and edge radius.
It is shown that the micro-cutting process can be modeled and predicted effectively using the slip-line field model. The accuracy of the predictions can be improved by identifying the tool–chip friction properties from cutting tests. The realistic variation of stagnation angle around the curved cutting edge and friction alter the cutting forces only by 3–4%, while they may have stronger effects on strain, stress and temperature distributions at tool–chip material contact. Like in Finite Element models, the prediction accuracy is highly dependent on the correctness of the constitutive material model, identification of stagnation point on the round edge, and friction between the tool and chip. In addition to analytical insight to the micro-cutting process, the slip-line field approaches are computationally faster than Finite Element methods. After the tool–chip friction parameters are identified from one edge radius value, they can be used to predict the cutting forces for other tool edge radii.
However, slip-line fields are based on plastic flow laws, and cannot accommodate the fracture and non-homogenous materials.
Fig. 20.
Distribution of normal and friction stress along tool–chip contact.
Acknowledgement
This research is supported by Canadian NCE AUTO-21 C303-
CDM Research Grant in Micro Machining of Dies. The authors acknowledge the SEM tests conducted at University of Windsor by
354
From
Fig. 4 line UA is perpendicular to line US, and the inclina-
tion angle of line UA with respect to the x -axis is , therefore it is
Appendix B.
X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355
Prof. A. Alpas. Professor T. Childs provided valuable feedback on the slip line field model and experimental analysis of tool and chip surfaces.
Appendix A.
(1) The procedure to calculate the position of point U in
⎧
⎨
S x
−
A y
U x
− U y
A x
− U x
S y
− U y
=
= tan tan
2
+
From
(C1) it is calculated that the position of U is:
⎧
⎨ U x
=
U y
=
A x tan + S x cot tan + cot
− A y
A y cot + S y tan − A x tan + cot
+ S y
+ S x
(C1)
(C2)
(2) The procedure to calculate the radius of EN in
Since line QE is tangential to EN at point E, the inclination angle of line QE with respect to the x -axis is − y -coordinate of point E is calculated as:
1
, therefore the
E y
= Q y
− h sin
1
(C3)
From circular arc EN and the position of center O
1
, it can be derived that:
E y
= O
1 y
+ R
1 cos
N y
= O
1 y
+ R
1 cos
1
3
(C4)
E y
From
− N y
= R
1
(cos
1
− cos
3
) (C5)
Combining
(C3) and (C5) , the radius of EN is calculated as:
R
1
=
Q y
− N y cos
1
− h sin
− cos
3
1
(C6) derivative. Based on Eq.
(12) , the derivative of effective stress along
the radial direction is:
∂
∂r
The derivative of temperature could be expressed as the strain
= nBε
+
+ [
C
A n − 1
+
[1
Bε n
+
[ A + Bε n
C ln ˙
] 1 −
]
][1 + C ln ˙
1 −
T − T r
T m
− T r
T − T r
T m
− T r m
ε ] − m ·
T
∂ ˙ ε
∂r
− m
T r
T m
− T r
∂ε
∂r m − 1
·
1
T m
− T r
∂T
∂r
(C12)
By replacing the elements ∂ε / ∂ r , ∂ ˙ ε/∂r and ∂ T / ∂ r in Eq.
with
(C9)–(C11) , the derivative of shear flow stress is expressed as
the function of strain, strain-rate and temperature:
∂k
∂r
= √ q
3( r − R )
ε 1 −
T − T r
T m
− T r m nBε n − 1
[1 + C ln ˙ ε ]
−
ˇ
T c m
( A + Bε n
)
2
(1 + C ln ˙ ε )
2
( T − T r
) m − 1
( T m
− T r
) m m
+
C ( q − 1)
3 ( r − R )
[ A + Bε n ] 1 −
T − T r
T m
− T r
(C13)
(2) The derivation of shear flow stress along the angular direction ( ∂ k / ∂ ) in the convex region:
From Eq.
∂ε
∂
= √
3
·
V t
V
·
( r − R ) q h q
· −
1 sin
2
· cos = −
1 tan
ε (C14)
From Eq.
∂ ˙ ε
∂
= 0
From Eq.
(C15)
∂T
∂
= ˇ
T
[ A + Br n
] · [1 + C · ln ˙ ε ] · 1 −
T − T
T m
− T r r m
·
1
· c
T
·
∂ε
∂
(C16)
(1) The derivation of shear flow stress along the radial direction
( ∂ k / ∂ r ) in the convex region:
In Eqs.
(24) and (25) , the effective strain and strain-rate are
expressed as:
ε = √
3
·
˙ = v v
√
· q
3 h
·
· v
T sin r − R h
· r − R h q − 1 q
(C7)
(C8)
∂ε
∂r
The derivative of strain and strain-rate could be obtained that:
= √
3
· v · v
T sin
· q ( r − R ) q − 1 h q
= r q
− R
ε (C9)
∂ ε ˙
∂r
= v
√
· q
3 h
·
( q − 1)( r − R ) q − 2 h q − 1
= q − 1 r − R
(C10)
Based on the Johnson–Cook model, the reference value of effective strain-rate is 1.0 s
− 1 , then from Eq.
that: m
∂T
∂r
= ˇ
T
[ A + Br n ] · [1 + C · ln ˙ ε ] · 1 −
T − T r
T m
− T r
·
1
· c
T
·
∂ε
∂r
(C11)
Based on Eq.
(12) , the derivative of effective stress along the
angular direction is:
∂
∂
= nBε n − 1
+
C
[1 + C ln ˙
[ A + Bε n
] 1 −
ε ] 1 −
T − T r
T m
− T r
T − T r
T m
− T r m
∂ ˙ ε
∂ m
+ [ A + Bε n ][1 + C ln ˙ ε ] − m ·
T − T r
T m
− T r
∂ε
∂ m − 1
·
1
T m
− T r
(C17)
∂T
∂
By replacing the elements ∂ε / ∂ r , ∂ ˙ ε/∂r and ∂ T / ∂ r in Eq.
with
(C14)–(C16) , the derivative of shear flow stress is expressed
as the function of strain, strain-rate and temperature:
∂k
∂
= √
ε
3
[1 + C ln ˙ ε ] 1 −
T − T r
T m
− T r m − 1 tan
× nBε n − 1 −
ˇ
T m c
( A + Bε n
)
2
(1 + C ln ˙ ε )
( T − T
( T m
− r
T
) m − 1 r
) m
(C18)
X. Jin, Y. Altintas / Journal of Materials Processing Technology 211 (2011) 339–355
References
Adibi-Sedeh, A.H., Madhavan, V., Bahr, B., 2003. Extension of Oxley’s analysis of machining to use different material models. Journal of Manufacturing Science and Engineering 125, 656–666.
Armarego, E.J.A., Brown, R.H., 1969. The Machining of Metals. Prentice-Hall, Englewood Cliffs, NJ.
Astakhov, V.P., 1998. Metal Cutting Mechanics. CRC Press, Boca Raton, FL.
Childs, T., 1980. Elastic effects in metal cutting chip formation. International Journal of Mechanical Sciences 22, 457–466.
Childs, T., 1998. Material property needs in modeling metal machining. In: Proceedings of the CIRP International Workshop on Modeling of Machining Operations,
Atlanta, USA, pp. 193–202.
Childs, T., 2006. Numerical experiments on the influence of material and other variables on plane strain continuous chip formation in metal machining. International Journal of Mechanical Sciences 48, 307–322.
Dewhurst, P., Collins, I.F., 1973. A matrix technique constructing slip-line field solutions to a class of plane strain plasticity problems. International Journal for
Numerical Methods in Engineering 7, 357–378.
Dewhurst, P., 1985. A general matrix operator for linear boundary value problems in slip-line field theory. International Journal for Numerical Methods in Engineering 21, 169–182.
Fang, N., 2003a. Slip-line modeling of machining with a rounded-edge tool – Part
I: new model and theory. Journal of the Mechanics and Physics of Solids 51,
715–742.
Fang, N., 2003b. Slip-line modeling of machining with a rounded-edge tool – Part
II: analysis of the size effect and the shear strain-rate. Journal of the Mechanics and Physics of Solids 51, 743–762.
Green, A.P., 1954. On the use of hodographs in problems of plane plastic strain.
Journal of the Mechanics and Physics of Solids 2, 73–80.
Hill, R., 1954. The mechanics of machining: a new approach. Journal of the Mechanics and Physics of Solids 3, 47–53.
Johnson, G.J., Cook, W.H., 1983. A constitutive model and data for metals subjected to large strains high strain rates and high temperatures. In: Proceedings of the
7th International Symposium on Ballistics, pp. 541–547.
355
Johnson, W., Sowerby, R., Venter, R.D., 1982. Plane-Strain Slip-Line Field for Metal
Deformation Process. Pergamon Press Ltd., Oxford, UK.
Kushnir, V.S., 1982. Thermomechanical Approach in Metal Cutting (in Russian).
Irkutsk University Pabl., Irkustsk.
Lee, E.H., Shaffer, B.W., 1951. The theory of plasticity applied to a problem of machining. Journal of Applied Mechanics 18, 405–413.
Lee, H.U., Cho, D.W., Ehmann, K.F., 2008. A mechanistic model of cutting forces in micro-end-milling with cutting-condition-independent cutting force coefficients. Journal of Manufacturing Science and Engineering 130,
0311021–0311029.
Manjunathaiah, J., Endres, W.J., 2000. A new model and analysis of orthogonal machining with an edge-radiused tool. Journal of Manufacturing Science and
Engineering 122, 384–390.
Merchant, M.E., 1945. Mechanics of the metal cutting process, II. Plasticity conditions in orthogonal cutting. Journal of Applied Physics 16, 318–324.
Oxley, P.L.B., 1989. Mechanics of Machining – An Analytical Approach to Assessing
Machinability. Ellis Horwood Limited, England, 1-135.
Özel, T., Zeren, E., 2005. Finite element method simulation of machining of AISI
1045 steel with a round edge cutting tool. In: Proceedings of the 8th CIRP International Workshop on Modeling of Machining Operations, Chemnitz, Germany, pp. 533–542.
Ren, H., Altintas, Y., 2000. Mechanics of machining with chamfered tools. Journal of
Manufacturing Science and Engineering 122, 650–659.
Waldorf, D.J., DeVor, R.E., Kapoor, S.G., 1998. Slip-line field for ploughing during orthogonal cutting. Journal of Manufacturing Science and Engineering 120,
693–698.
Woon, K.S., Rahman, M., Neo, K.S., Liu, K., 2008. The effect of tool edge radius on the contact phenomenon of tool-based micromachining. Journal of Materials
Processing Technology 48, 1395–1407.
Zorev, N.N., 1963. Interrelationship between shear processes occurring along tool face and on shear plane in metal cutting. In: Proceedings of
International Research in Production Engineering Research Conference, pp. 42–49.