Peng-Sen Wang and Jeng-Jung Fang Department of Management and Information Technology
advertisement

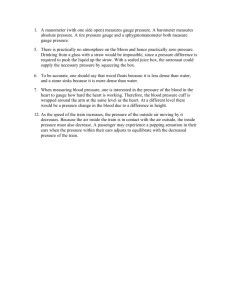
The Analysis and Comparison of Gauge Variance Estimators Peng-Sen Wang and Jeng-Jung Fang Department of Management and Information Technology Southern Taiwan University of Technology 710 Yung-Kung City, Tainan County, Taiwan Abstract The research improves the analysis of the measurement system. It modifies the method for calculating gauge variance. The comparison of gauge variance estimators for many methods based on the criterion of the biasness, variance, and mean squares error (MSE) of the estimators by a factorial arrangement of three parameters in a simulating measurement system shows that the modified estimator proposed is better than or equal to the others. Keywords: Gauge System Analysis, Repeatability, Reproducibility, Interaction 1. Introduction Due to the rapid development of the high-tech industry and the requirement of the high quality from the customers, the accuracy and precision on the measurement system will affect the quality of statistical analysis. Before data collection a complete check including the alignment of gauge itself, the training of operators, and gauge variation study is required so that the analyst can make the correct decision. In the QS 9000, ISO/IEC 17025, and TS 16949 quality assurance systems, the analysis of repeatability and reproducibility of the measurement variation is to apply the verified measurement system to the measurement process. Most of the industries apply these assurance systems to judge the acceptance of their measurement systems. 1 2 Tsai (1988) defined the gauge reproducibility as the variability due to different operators using the same gauge and the gauge repeatability as the variability reflecting the basic precision of the gauge itself. The gauge variability is composed of the gauge reproducibility and the gauge repeatability. The variance components of the total observed variability includes both the part variability and gauge variability. The random effects model used for analyzing a measurement system is presented as Yijk Pi O j POij Rijk i 1, 2, ..., n; j 1, 2, ..., p; k 1, 2, ..., k (1) The Yijk is the kth repeated measurement on the ith part by the jth operator. is the process average. Pi is the ith part effect. Oj is the jth operator effect. POij is the interaction between the ith part and the jth operator. Rijk is the error term. The source of variation can be divided into four components which are parts, operators, interaction between parts and operators, and the random error term. Pi 、 Oj 、 POij, and, Rijk are random factors normally distributed with mean 0 and constant variances equal to P , 2 R2 2 O2 , PO , and respectively. The effects of parts and operators, the interaction between parts and operators, and the error terms are assumed to be additive. The estimated gauge variance is the sum of variances of repeatability and reproducibility. That is 2 2 ˆ2 ˆ gauge ˆ repeatabil ity reproducibility (2) 3 where = ˆ R2 2 ˆ2 ˆ reproducib ility = O and 2. 2 ˆ repeatabil ity 2 + ˆ PO (3) (4) Methods to Analyze Gauge Variation There are three analysis methods widely used to estimate the components of variance in the gauge system. They are ANOVA, Classical GR&R, and Long Form methods. Tsai (1988) developed the ANOVA method to compute the variance components. Montgomery and Runger (1993a, 1993b) emphasized the repeatability and reproducibility study is equivalent to an experiment designed to estimate certain components of variance. Negative estimate of variance component 2 PO is possible. One method to solve the problem is to set it to zero and recalculate the other variance component estimates. A reduced model is then fitted and the estimates of repeatability and reproducibility are then adjusted. Barrentine (1991) introduced the control chart tabular methods to estimate the variance components of repeatability and reproducibility. Montgomery and Runger (1993a) called the methods “Classical Gauge Repeatability and Reproducibility Study” (Classical GR&R). The tabular method tabulates the collected data for k equal to 2 as the form of Table 1. The estimate of repeatability is obtained from the average of the p average ranges. p R R j p j 1 4 where the R j is the average of the ranges of repeated measurements over all the parts taken by the jth operator. The Classical GR&R method estimates repeatability as R d2 repeatability (5) The value d2 depends on the number of repeated measurements taken on the same part by the same operator. Here d2 is equal to 1.128. Table 1 Tabular Form for the Classical Gauge Repeatability and Reproducibility Study Operator 1 … Operator p Measurements … Measurements Part Number X R … 1 2 x112 X 11 R11 … x1p1 x211 x212 X 21 R21 … . . . . . … n xn11 xn12 X 21 Rn1 X 1 R1 1 2 1 x111 2 Average X R x1p2 X 1 p R1p x2p1 x2p2 X 2 p R2p . . . . xnp1 xnp2 X np Rnp X p R p … The estimator of reproducibility is obtained from the difference R max X j min X j , j = 1, 2, …, p X The estimator of reproducibility is j j (6) 5 ˆ reproducibility R X (7) d2 MSA (1991) reference manual introduced another tabular approach similar to control chart tabular method which is called Long Form method. The estimators of repeatability and reproducibility are computed as ˆ repeatability ˆ reproducibilty = = R R X d2 (8) d2 R 2 d 2 nk 2 (9) The repeatability and reproducibility of the three analysis methods are summarized in the Table 2. Table 2 Repeatability and Reproducibility Estimators of Classical GR&R, ANOVA, and Long Form Methods ˆ repeatability Classical GR&R ANOVA Long Form ˆ reproducibility R R d2 MS R R d2 X d2 MS O n 1MS PO nMS R nk RX d2 2 R d 2 nk 2 6 Other related gauge analysis methods can be found in the articles such as Dolezal (1998), and Burdick and Larsen (2002). Table 3 and Table 4 are the results of gauge variability analysis for measurements without and with interaction between operators and parts respectively. Comparing the results of the two tables, one can observe that Classical GR&R and Long Form methods cannot precisely estimate the gauge variance while there is interaction between parts and operators. Table 3 Repeatability, Reproducibility, and Gauge Variance Estimates for Data without Interaction Between Parts and Operators ˆ repeatability ˆ reproducibility ˆ gauge Classical GR&R 3.783 1.418 4.039 Long Form 3.783 1.285 3.995 ANOVA 2.576 3.983 4.743 Table 4 Repeatability, Reproducibility, and Gauge Variance Estimates for Data with Interaction Between Parts and Operators ˆ repeatability ˆ reproducibility ˆ gauge Classical GR&R 2.261 1.462 2.692 Long Form 2.261 1.418 2.668 7 ANOVA 3.506 3.863 5.216 In order to make both Classical GR&R and Long Form methods suitable to the cases of with interaction between parts and operators, referring to the tabular form in Table 1, we first calculate R X ij max X ij min X ij , i = 1, 2, …, n n R X ij R X ij n i 1 and By replacing (10) j j (11) R X with R X into the reproducibility variance estimator of Classical ij GR&R and Long Form methods, the two methods can be applied to estimate the gauge variance for the cases there are interactions between parts and operators. The modified reproducibility estimator of the two analysis methods are summarized in the Table 5. Table 5 Modified Reproducibility Estimators of Classical GR&R and Long Form Methods ˆ reproducibility Modified R X ij d 2 Classical GR&R 8 Modified Long Form R X ij d2 R 2 d2 nk 2 Table 6 shows the values of the repeatability, reproducibility, and total gauge variance estimate for the five methods of ANOVA, Classical GR&R, Modified Classical GR&R, Long Form, and Modified Long Form based on the same measurements used in Table 4. It showed that Modified Classical GR&R and Modified Long Form methods are both much better to estimate the gauge variance than Classical GR&R and Long Form methods while there is interaction between parts and operators. Table 7 shows Modified Classical GR&R and Modified Long Form methods also generate good variance estimates for data without interaction between operators and parts based on the same measurements used in Table 3. In summary, the Modified Classical GR&R and Modified Long Form methods are much better than the Classical GR&R and Long Form methods in estimating the gauge variance on either case of with or without interaction between parts and operators. Table 6 Repeatability, Reproducibility, and Gauge Variance Estimates for Data with Interaction Between Parts and Operators 9 ˆ repeatability ˆ reproducibility ˆ gauge ANOVA 3.506 3.863 5.216 Classical GR&R 2.261 1.462 2.692 2.261 4.592 5.119 Long Form 2.261 1.418 2.668 Modified Long Form 2.261 4.579 5.1062 Modified Classical GR&R Table 7 Repeatability, Reproducibility, and Gauge Variance Estimates for Data without Interaction Between Parts and Operators ˆ repeatability ˆ reproducibility ˆ gauge ANOVA 2.576 3.983 4.743 Classical GR&R 3.783 1.418 4.039 3.783 1.949 4.255 Long Form 3.783 1.285 3.995 Modified Long Form 3.783 1.855 4.213 Modified Classical GR&R 3. Comparison Now we will compare the gauge variance estimators of the five different analysis methods by simulating a measurement system based on the criterion of the biasness, 10 variance, and mean squares error (MSE) of the gauge variance estimate. We generated the measurements according to the random effects model of equation (1) and calculated the gauge variance estimates of the five methods. Then compare the gauge variance estimates with its true value. The procedure of simulating the measurements is as follows: 1. Choose the values of n, p, and k. 2. Set the values of , 3. Simulate one set of measurements according to the values in step (1) and (2). 4. Compute the gauge variance estimates of the five methods (ANOVA, CRR, LF, P2 , O , PO , and R2 . 2 2 MCRR, and MLF). 4. 5. Repeat step (3) and (4) for 10000 times. 6. Calculate the criterion values of each 10000 estimates for comparison. Criterions for Comparison There are three criteria for comparison. They are MSE, sample variance, and mean ratio of the gauge variance estimates. The MSE of gauge variance estimator is n (ˆ MSE = i 1 2 gauge 2 gauge )2 n (12) where n is the number of simulation runs. In our example n is equal to 10000. The MSE is a combined index of accuracy and precision of an estimator. The smaller of the MSE value, the better the estimator is. 11 The sample variance of the gauge variance estimates is presented as Equation (13). The smaller of it, the higher precision of the estimator and the narrower width of its confidence interval are. n 2 ˆ gauge n 2 2 i 1 ˆ ( ) n gauge n i 1 2 Var ( ˆ gauge ) = n 1 2 (13) The mean ratio of the gauge variance estimates to its true value is showed as Equation (14). If the ratio is equal to 1, the estimator is then unbiased. n Mean ratio = 5. 2 ˆ gauge i 1 2 gauge n (14) Result of Comparison The research first compared the five methods under various combinations of npk values for the case with interaction between parts and operators. We set process average μ to 0, P2 to 0, 2 2 O2 to 1, PO to 1, and R to 0.25. Ten thousand simulation runs are conducted for various npk values. Sample variance, MSE, and mean ratio of the gauge variance estimates are calculated for each of the five methods. The result of mean ratios of the gauge variance estimates for the five different methods are presented in Table 8. It showed that ANOVA method produces unbiased gauge 12 variance estimator. The MCRR method generates overestimated estimator while MLF, CRR, and LF methods generate underestimated estimators. They also revealed MCRR and MLF estimators are much better than those of CRR and LF. Table 9 showed the result of sample variances of gauge variance estimates. The MLF estimator has the smallest variance while the LF estimator is the second smallest. Table 8 Mean Ratios of Gauge Variance Estimates Computed by Five Methods for Various npk Values under the Case with Interaction Between Parts and Operators npk ANOVA CRR MCRR LF MLF 30 0.997 0.808 1.153 0.656 0.927 40 1.005 0.764 1.124 0.661 0.965 60 0.997 0.717 1.096 0.652 0.992 80 0.994 0.692 1.098 0.601 0.945 90 0.998 0.800 1.113 0.652 0.898 Table 9 Sample Variances of Gauge Variance Estimates Computed by Five Methods for Various npk Values under the Case with Interaction Between Parts and Operators npk ANOVA CRR MCRR LF MLF 30 1.716 2.481 2.461 1.534 1.522 13 40 2.660 6.072 5.033 2.493 2.067 60 1.302 1.985 1.832 1.227 1.132 80 2.304 5.433 4.337 2.226 1.778 90 1.219 1.899 1.710 1.174 1.057 The results of mean square errors (MSE) of the gauge variance estimates are presented in Table10. It showed that MLF method generates the best estimator while considering the accuracy and precision together in spite that MLF estimator is biased. In summary under the interaction between parts and operators, the ANOVA estimator is unbiased while MLF estimate has the smallest variance. The MLF estimator is the best while both accuracy and precision are taken into consideration. The MCRR and MLF methods are much better than CRR and LF methods. Table10 Mean Square Errors (MSE) of the Gauge Variance Estimates Computed by Five Methods for Various npk Values under the Case with Interaction Between Parts and Operators npk ANOVA CRR MCRR LF MLF 30 1.686 2.667 2.522 2.133 1.514 40 1.130 1.735 1.525 1.623 1.042 60 1.389 2.442 2.063 2.076 1.259 80 0.884 1.640 1.168 1.636 0.817 90 1.179 2.263 1.711 2.026 1.073 14 The research also compared the five methods under various combinations of npk values for the case without interaction between parts and operators. The results are shown in Table 11, 12, and 13. Under the case without interaction between parts and operators, ANOVA gauge variance estimator is unbiased as expectation. Both ANOVA and MLF gauge variance estimators about have the same precision. While taking accuracy and precision into consideration together, ANOVA and MLF gauge variance estimators are the best and there is almost no difference between them. Table11 Mean Ratios of Gauge Variance Estimates Computed by Five Methods for Various npk Values under the Case without Interaction Between Parts and Operators npk ANOVA CRR MCRR LF MLF 30 1.005 1.256 1.313 1.025 1.070 40 1.002 1.178 1.241 1.022 1.076 60 1.000 1.237 1.300 1.013 1.062 80 0.988 1.145 1.216 0.997 1.057 90 1.001 1.232 1.296 1.009 1.060 120 0.988 1.213 1.279 0.995 1.047 240 0.999 1.100 1.182 1.007 1.080 Table12 Sample Variances of Gauge Variance Estimates Computed by Five Methods for Various npk Values under the Case without Interaction Between Parts and Operators 15 npk ANOVA CRR MCRR LF MLF 30 1.030 1.695 1.673 1.049 1.035 40 2.054 5.078 4.979 2.083 2.043 60 1.075 1.770 1.739 1.094 1.075 80 1.976 4.884 4.780 2.003 1.961 90 1.008 1.656 1.629 1.024 1.007 120 1.000 1.646 1.618 1.017 1.000 240 0.963 1.577 1.548 0.974 0.956 Table 13 Mean Square Errors (MSE) of the Gauge Variance Estimates Computed by Five Methods for Various npk Values under the Case without Interaction Between Parts and Operators npk ANOVA CRR MCRR LF MLF 30 1.072 1.855 1.887 1.085 1.080 40 0.710 1.084 1.107 0.742 0.737 60 1.033 1.796 1.821 1.056 1.045 80 0.670 0.996 1.015 0.690 0.680 90 1.004 1.725 1.752 1.014 1.004 120 0.997 1.714 1.735 1.015 1.000 240 0.396 0.557 0.572 0.437 0.430 16 6. Conclusion In this article, we modified both the Classical GR&R and Long Form methods to make them both suitable to either case of with or without interaction between parts and operators. After comparing the five estimation methods (ANOVA, Classical GR&R, Long Form, Modified Classical GR&R, and Modified Long Form methods) by simulating a measurement process and calculating the gauge variance estimates for each method, it showed the Modified Long Form method is a very good choice to estimate gauge variability no matter there is interaction between parts and operators or not. Reference 1. AIAG Editing Group, “Measurement Systems Analysis-Reference Manual (MSA)”, Automotive Industries Action Group, 1991. 2. Barrentine, L. B., Concepts for R&R Studies, ASQC Quality Press, Milwaukee, WI. 3. Burdick, R. K.; Larsen, G. A. and Allen, A. Elizabeth, “Comparing Variability of Two Measurement Process Using R&R Studies,” Journal of Quality Technology, Vol.34, No.1, pp.97-105 2002 4. Dolezal, K. K. and Burdick, R. K. and Birch, N. J., “Analysis of a Two-Factor R&R Study with Fixed Operators,” Journal of Quality Technology, Vol.30, No.2, pp.163170 1998 5. Montgomery, D. C. and Runger, G. C., “Gauge Capability Analysis and Designed Experiments. Part II: Experimental Design Models and Variance Component Estimation”, Quality Engineering, Vol.6, No.2, pp.289-305 1993a 17 6. Montgomery, D. C. and Runger, G. C., “Gauge Capability Analysis and Designed Experiments. Part I: Basic Methods”, Quality Engineering, Vol.6, No.1, pp.115-135 1993b