An Investigation into the use of FEA methods for the
advertisement

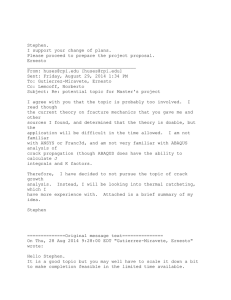
Master’s Project Proposal: An Investigation into the use of FEA methods for the prediction of Thermal Stress Ratcheting By: Huse, Stephen 09/03/14 Abstract: The selected topic for my master’s project is the prediction for the onset of thermal ratcheting through the use of numerical FEA methods. Thermal ratcheting results from a combination of severe pressure and thermal stresses and results in fatigue failure at low cycles. This project will compare the current analytical methods used in the ASME commercial code for thermal ratcheting to the FEA results of this project, with the goal being to be able to more accurately predict the onset of thermal ratcheting for complex geometry. The first part of the project will focus on development of the FEA calculation methods using the computer program ABAQUS, Reference (a) for simple pipe geometry. This FEA calculation will require two models, one for heat transfer analysis and the other for elastic-plastic analysis (which uses the results from the heat transfer analysis). The models will include input of geometry, thermal properties, mechanical properties, and load conditions. The second part of the project will broaden the focus to include thermal ratcheting analysis for a valve nozzle. Background: Thermal ratcheting is a low cycle fatigue mechanism that accumulates plastic strain with each stress cycle. Structures such as nuclear piping systems are subjected to the type of low cycle, high stress conditions that result in plastic strain and thermal ratcheting. The current ASME analysis requirements for thermal ratcheting are designed to prevent ratcheting from starting. Primary and secondary stresses are limited such that the structure does not enter the ratcheting regime. Primary stresses are loads such as deadweight and pressure that do not reduce when strain occurs, but will continue until ductile failure occurs. Secondary stresses are loads such as thermal expansion moments and thermal gradient stress that will reduce when strain occurs. In the design of piping systems, it is important to give special attention to locations prone to stress concentrations such as welds or geometry discontinuities. Accurate modeling of accumulated plastic strain due to ratcheting is hindered by many complex and hard to model factors. Material hardening and cyclic stress history are two of the major factors that are difficult to accurately model. Kinematic hardening, the increase in strength past yield, occurs in many materials and continues as loading increases until the ultimate tensile strength at which point the material experiences ductile failure. A linear kinematic hardening model will tend to under predict thermal ratcheting accumulated strains while a nonlinear kinematic hardening model will tend to either over predict ratcheting strains or predict elastic shakedown. For this project, a simplifying assumption will be the use of elastic, perfectly plastic material properties. The history of stress cycles is not always well known and can affect the analysis. The earlier that large stress cycles are applied the earlier that failure of the material will occur. However, because cyclic history may not be well known, the worst case loading history is usually assumed for analyses. The failure mode of thermal ratcheting was made popular by the work of Bree, reference (c). In his article, he proposed what is now known as the Bree diagram or shakedown diagram, as shown in Figure (1). The Bree diagram was created from analyses of thin walled tubing in nuclear fuel applications where thermal gradient stresses can be very high. The diagram analytically predicted the stress combinations necessary for plastic strains to accumulate in piping and pressure vessels. Bree analyzed a condition in which pressure built up in nuclear fuel cans due to off gassing of fission materials. Combined with this pressure was a thermal gradient present when the reactor was operating, but zero when the plant was cold. This cyclic thermal load can cause yielding of the material to maintain stress at the yield strength. When the plant cools down, the residual stress may cause further plastic strains. Therefore, both cooldown and heatup can produce plastic strains that accumulate until fatigue failure occurs. The prevention of this fatigue failure is the reason for thermal ratcheting checks in commercial code. Figure 1: Bree’s Shakedown Diagram from Reference (c) figure 3 for non-work hardening material with yield stress Sy unchanged by changes in temperature For figure (1), the X axis is primary stress over yield stress. For primary stress due to internal pressure in a cylinder, the stress can be calculated with a thin walled PDo PDo approximation resulting in which leads to X _ axis where P is pressure, Do 2t y 2t is outer diameter, t is pipe wall thickness, and σy is yield strength at the average fluid temperature of the transient. The Y axis is half of the maximum secondary stress range due to a linear thermal gradient over yield stress. The stress resulting from a linear through wall temperature gradient is t ET1 where σt is the maximum elastic thermal stress, E is Young’s 21 v modulus, α is the mean thermal coefficient of linear expansion, ∆T1 is the linear temperature gradient across the wall, and v is Poisson’s ratio. This leads to Y_axis = ET1 where the terms are the same as before. 21 v y The different regions in Figure (1) are as follows: E is the pure elastic region where no plastic strain occurs, S1 and S2 are the plastic shakedown regions where initially, plastic strain accumulates but then tapers off as the pipe settles into a purely elastic response, P is the plastic stability region where plastic strain will cycle between the maximum and minimum stresses, but will not continue to failure, and lastly, R1 and R2 are the ratcheting regions where the combination of primary and secondary stresses result in eventual failure of the structure. The thermal discontinuity that Bree considered was a linearized temperature gradient through the wall of the piping. Temperature gradients, as illustrated in Figure (2), are the sum of the mean temperature, T, the linearized temperature gradient, V (more commonly written as ∆T1), and the surface temperature gradient, ∆T2. Figure 2: Illustration of temperature gradients from Reference (e), Figure NB-3653.2(b)-1 The mean temperature causes no local stresses to occur, but will cause thermal expansion moments in the constrained run of piping. The surface temperature gradient will cause surface stresses that may lead to crack initiation and fatigue crack failure. The linearized or average temperature difference will cause stresses that lead to thermal ratcheting failure. Problem Description: Nuclear power plants, in particular, are susceptible to high thermal ratcheting strains due to rapid increases and decreases in the temperature of the bulk water flowing through piping and pressure vessels. When cold water from outside the plant quickly flows through piping that was previously hot, the inside of the pipe thermally contracts while the outside diameter remains hot, causing a through wall temperature gradient resulting in tensile stress on the inside of the pipe. After the piping cools down, hot water from inside the plant can quickly flow through the piping resulting in the inside of the pipe thermally expanding while the outside temporarily remains cold. This temperature inequality or gradient creates a compressive thermal stress on the inside of the pipe. Related to the local through wall gradients and stresses is the gross thermal expansion and contraction of the piping system from changes in the mean temperature of the piping resulting in potentially high secondary moments which bend the piping and create stress. However, for this project the secondary stress will be limited to stress due to through-wall temperature gradients. The previously discussed loads combined with large primary stresses due to high pressures can result in plastic strain and thermal ratcheting. This project will attempt to predict the onset of thermal ratcheting by the use of the FEA software, ABAQUS, Reference (a). The student version of ABAQUS limits the user to 1000 nodes per model. In order to conserve the number of nodes, modeling will be done axisymmetrically. For bending moments, a three-dimensional half-symmetry model would be created, but this involves many nodes and the full version of ABAQUS. The slight disadvantage to threedimensional modeling is increased computational times whereas an axisymmetric model may take seconds, a complex three-dimensional model could take minutes or hours to complete. For the pipe model, the following inputs will be used: Table 1: Pipe Geometry from Reference (i), Table A-6 Description Geometry Outer Diameter Thickness Inner Diameter Length Value 3 NPS, Schedule 80 3.5 0.3 2.9 10.0 Units inches inches inches inches Table 2: Material Properties for NiCrFe, seamless pipe and tube, Spec SB-167, Alloy N06600, size ≤ 5 inches from Reference (e), Section II, Part D, Material Properties, Tables Y-1, TE-4, TCD, TM-4, and PRD Temperature T (°F) 70 100 150 200 250 300 350 400 450 500 550 600 650 700 750 800 850 900 Conductivity k (10-3 BTU/s/in/°F) 0.199 0.201 0.206 0.211 0.215 0.222 0.227 0.234 0.238 0.245 0.250 0.257 0.262 0.269 0.273 0.280 0.287 0.292 Specific Heat Cp (BTU/lb) 0.108 0.109 0.111 0.113 0.114 0.116 0.116 0.118 0.118 0.120 0.121 0.122 0.123 0.125 0.126 0.128 0.130 0.131 Density, ρ (lb/in.3) Young’s Modulus, E (106 psi) Poisson’s Ratio, v 31.0 30.3 29.9 29.4 0.30 29.0 28.6 28.1 27.6 27.1 0.31 Mean Coefficient of Thermal Expansion α (10-6 in./in./°F) 6.8 6.9 7.0 7.1 7.2 7.3 7.4 7.5 7.6 7.6 7.7 7.8 7.9 7.9 8.0 8.0 8.1 8.2 Yield Stress σy (ksi) 30.0 30.0 29.2 28.6 28.0 27.4 26.8 26.2 25.7 25.2 24.7 24.3 23.9 23.5 23.2 22.9 22.6 22.3 Note: Conductivity was converted from units of BTU/hr/ft/°F by dividing by (3600*12) Specific heat was calculated from the equation cp=k/TD/ρ where TD is thermal diffusivity from Table TCD, and ρ is converted to units of lb/ft3 = 0.3*123=518.4 Table 3: Water Properties from Reference (i), Table A-3 Temperature T (°F) 32 40 50 60 70 80 90 100 150 200 250 300 350 400 450 500 550 600 Conductivity K (BTU/hr/ft/°F) 0.319 0.325 0.332 0.34 0.347 0.353 0.359 0.364 0.384 0.394 0.396 0.395 0.391 0.381 0.367 0.349 0.325 0.292 Kinetic Viscosity v (ft2/s) 1.93 1.67 1.4 1.22 1.06 0.93 0.825 0.74 0.477 0.341 0.269 0.22 0.189 0.17 0.155 0.145 0.139 0.137 Density ρ (lb/ft3) 62.4 62.4 62.4 62.3 62.3 62.2 62.1 62 61.2 60.1 58.8 57.3 55.6 53.6 51.6 49 45.9 42.4 Prandtl Number 13.7 11.6 9.55 8.03 6.82 5.89 5.13 4.52 2.74 1.88 1.45 1.18 1.02 0.927 0.876 0.87 0.93 1.09 Methodology: Thermal ratcheting strain will be calculated using the current requirements of the ASME Boiler and pressure vessel code, Reference (e), Section III, Division 1 – NB-3653.7. As input, this code requires that the linear through wall gradient of temperature, ∆T1, be calculated. 1 T T kr c p r r r t where r is radius, k is thermal conductivity of the cylinder, T is temperature (time and location dependent), t is time, ρ is density, and cp is specific heat. The PDE general heat transfer equation for a hollow cylinder is For steady-state conditions, the right hand side goes to zero and the equation is 1 T simplified to kr 0 . Multiplying by r, dividing by k (independent of r for r r r T A , where A is the first integration isotropic materials) and integrating gives r r T A , which integrates to T r A ln r B . constant. Dividing by r gives r r For non steady state conditions, which covers almost all scenarios, the easiest way to solve the PDE for the maximum ∆T1 when temperature is dependent on time is by numerical methods. Also, a common analysis assumption is that the outside of the pipe is perfectly insulated, having a convective heat loss of zero resulting in a slightly higher ∆T1 which is conservative. This simplifying assumption is good based on comparing heat transfer rates of convection between water and metal, the conductivity of metal, and the convection between metal and air. The result of the comparison is that the metal conduction and fluid to metal forced convection is over an order of magnitude greater than metal to air under free convection. Additionally, much of the hot piping in proximity to manned areas have insulation for safety. If the piping has insulation on its outside then the assumption of no heat loss is further reinforced. Fluid temperature versus time, fluid flow rate versus time, and initial temperature of the pipe are all needed for solving the PDE. The temperature and flow rate of the fluid are then used to calculate the heat transferred to the pipe through convection. The heat transferred by convection is based on the surface area, instantaneous difference in temperature between the bulk fluid and inside surface of the pipe, and the convective heat transfer coefficient, h. The convective heat transfer coefficient, h, for turbulent flow inside a cylinder is calculated with the Dittus-Boelter equation which is seen in Reference (d), Equation (3.2.99): Nu 0.023 Re 0.8 Pr n hd k where Nu is the Nusselt number equal to Re is the Reynolds number equal to vd , , Pr is the Prandtl number, n is 0.4 for the fluid cooling the pipe and 0.3 for the fluid heating the pipe, h is the convective heat transfer coefficient, d is the inner diameter, k is the thermal conductivity of the fluid, ρ is density of the fluid, v is velocity, is the kinematic viscosity, All properties are at bulk fluid temperature, Tb. This equation is then solved for h and used for the heat transferred to the piping with the equation Q hATb Tid where A is the surface area and Tid is the temperature of the inner diameter of the pipe. ABAQUS will accept as input the convective heat transfer coefficient and bulk fluid temperature to perform numerical analysis of the heat transfer distribution. Then, to model cyclic thermal cycles, the analysis step is repeated. The second ABAQUS model will then have constant pressure applied and will read the varying thermal cycles resulting in a stress loadset as shown in figure 3 where the top is primary stress and the bottom is secondary stress. For the project, the loading conditions will be iterated to initiate ratcheting. Figure 3: Stress versus time from Reference (h), Pg 2 The geometry and material properties and pressure films for the models will be built in the ABAQUS pre-processor software, hypermesh. Thermal model conditions will be added by direct editing of the .inp file. The ABAQUS structural model will invoke nonlinear FEA methods for calculating large plastic strains. The material properties applied will be elastic-perfectly plastic. The effects of reduced integration elements and convergence studies may be considered as proof of model integrity. Resources Required: The computing resources required includes the FEA analysis software, ABAQUS, Reference (a) as well as additional supporting software such as MS word, MS excel, and HYPERMESH (ABAQUS pre-processor). These softwares are all currently available for use on two different machines. The input files will be created partly by user input and partly with input from existing thermal analyses. The student version of ABAQUS is limited to 1000 node models, which limits the modeling to axisymmetric models. Expected Outcomes / Objectives: Calculate onset of thermal ratcheting with numerical methods. Compare the accumulated plastic strains from the numerical method with the analytical method results (Bree diagram and ASME code). Provide sufficient description of the ABAQUS input file sections to enable readers to create a thermal ratcheting input file for ABAQUS. Milestone List: Task Project Proposal Numerical model of Pipe First Progress report Numerical model of valve nozzle Finish Researching references Second Progress report Final Draft Preliminary final report Final Report Deadline 9/12 9/19 9/26 10/3 10/10 10/17 11/7 11/28 12/12 References: a) ABAQUS (Version 6.13) [Software]. (2013). Providence, RI: Dassault Systèmes Simulia Corp. b) Shah, V., Majumdar, S., & Natesan, K. (2003). Review and Assessment of Codes and Procedures for HTGR Components. Argonne, IL: Argonne National Laboratory. c) Bree, J. (1967). Elastic-plastic behaviour of thin tubes subject to internal pressure and intermittent high-heat fluxes with application to fast nuclear reactor fuel elements.Journal of Strain Analysis, (2), 226-38. d) Kreith, F. (2000). The CRC handbook of thermal engineering. Boca Raton, Fla.: CRC Press. e) 2010 ASME boiler & pressure vessel code an international code. (2010). New York, NY: American Society of Mechanical Engineers. f) Moreton, D., & Ng, H. (1981). The Extension and Verification of the Bree Diagram. Transactions of the International Conference on Structural Mechanics in Reactor Technology, L(10/2). g) Bari, S. (2001). Constitutive Modeling for Cyclic Plasticity and Ratcheting. h) Cailletaud, G. (2003). UTMIS Course 2003 – Stress Calculations for Fatigue - 6. Ratcheting. Ecole des Mines de Paris: Centre des Materiaux. i) Kreith, F. (1965). Principles of heat transfer. Second edition. Scranton, Pa.: International Textbook.