Forecasting for Operations - Prague 2011
advertisement

Forecasting for Operations
Everette S. Gardner, Jr.
1
Forecasting for operations
Research themes
The damped trend
Case studies
1. Supply chain costs: Specialty chemicals
2. Manufacturing inventory investment: Snack foods
3. Purchasing workload: Water treatment systems
Consequences of forecast errors
How to evaluate forecast performance
2
Research themes
Intermittent demand
Distribution inventory management
Biased forecasting
Bullwhip effect
Sensitivity of costs to forecast errors
3
Intermittent demand
Empirical research is mixed - not clear that
intermittent methods can beat SES
No underlying model exists for the Croston
method or any of its variants (Shenstone &
Hyndman, IJF, 2005)
Why not remove zeroes by aggregation?
(Nikolopoulos et al.,JORS, 2011)
4
Distribution inventory management
The damped trend gives better inventory
performance than other exponential
smoothing methods (Gardner, MS, 1990)
Marginal improvements in forecast accuracy
produce much larger improvements in
inventory costs (Syntetos et al., IJF, 2010)
5
Biased forecasting
Effects (Sanders & Graman, Omega,2009)
Costs are more sensitive to bias than variance
Over-forecasting produces lower costs than
unbiased forecasting in an MRP environment
Objections
Conclusions depend on assumptions
Safety stock is always a better option than adding
bias to the forecasts
6
The bullwhip effect
Definition
Tendency of demand variability to increase as one
moves up a supply chain
Caused by lead times and forecast errors
Is the bullwhip effect inevitable?
Yes – But it can be reduced with centralized
demand information (Chen et al., MS, 2000)
No – Bullwhip effect is due to poor research design
(Fildes & Kingsman, JORS, 2010)
7
Sensitivity of costs to forecast error
Fildes and Kingsman (JORS, 2011)
Research design
Conclusions
8
MRP simulation
Distinguishes between noise and specification error
Demand processes are experimental factors
Cost increases exponentially with demand uncertainty
Cost benefits of improved forecasting are greater than
the effects of choosing inventory decision rules
Performance of the damped trend
“The damped trend is a well established
forecasting method that should improve
accuracy in practical applications.”
(Armstrong, IJF, 2006)
“The damped trend can reasonably claim
to be a benchmark forecasting method
for all others to beat.” (Fildes et al., JORS,
2008)
9
Why the damped trend works
Rationale
The damped trend has an underlying
random coefficient state space (RCSS)
model that adapts to changes in trend
(McKenzie & Gardner, IJF, 2011)
Practice
Fitting the damped trend is a means of
automatic method selection from
numerous special cases (Gardner &
McKenzie, JORS, 2011)
10
yt t 1 At bt 1 vt
SSOE state space models
Constant coefficient
yt t 1 bt 1 t
Random coefficient
yt t 1 At bt 1 vt
t t 1 bt 1 h1 t
t t 1 At bt 1 h*1 vt
bt bt 1 h2 t
bt At bt 1 h*2 vt
{At} are i.i.d. binary random variates
White noise innovation processes ε and v are different
Parameters h and h* are related but usually different
11
Runs of linear trends in the RCSS model
bt At bt 1 h*2 vt
With a strong trend, {At } will consist of long
runs of 1s with occasional 0s.
With a weak trend, {At } will consist of long
runs of 0s with occasional 1s.
In between, we get a mixture of models on
shorter time scales, i.e. damping.
12
Advantages of the RCSS model
Allows both smooth and sudden changes
in trend.
is a measure of the persistence of the
linear trend. The mean run length is thus
/(1 ) and P( At 1)
RCSS prediction intervals are much wider
than those of constant coefficient models.
13
Methods automatically identified
in the M3 time series
Method
14
%
Damped trend
43.0
Holt
10.0
SES w/ damped drift
24.8
SES w/ drift
2.4
SES
0.8
RW w/ damped drift
7.8
RW w/ drift
2.5
RW
0.0
Modified exp. trend
8.3
Linear trend
0.1
Simple average
0.3
Case 1: Chemicals supply chain
Scope
4 plants: N. and S. America, Europe, Asia
10 component chemicals, 25 products
400 customers, 250,000 tons of annual production
Production and transportation plans based on
Damped trend
Optimization
Simulation
15
Examples of chemicals demand series
1
3
16
2
4
Scaled errors
Average forecast error measures are misleading
Drastic changes in scale
Some observations near zero
Alternative - Scaled errors (Hyndman & Koehler,
2006)
17
Based on in-sample, one-step errors from the naïve
method
If scaled error is less than 1, we beat the naïve method
Mean absolute scaled error
Horizons 1-6
All products
Critical products
1.4
1.2
1.0
0.8
0.6
0.4
0.2
0.0
Holt
18
SES
Damped
Proportions of total demand
for 25 time series
4%
4%
20%
23%
26%
19
Mean absolute scaled error
Horizons 1-6
All products
Critical products
1.4
1.2
1.0
0.8
0.6
0.4
0.2
0.0
Holt
20
SES
Damped
Supply chain model
Damped
trend
Monthly
demand
forecasts
Actual demand
MIP:
Minimize
total supply
chain cost
Monthly
production
schedule
21
Inv. on hand
Inv. in transit
Backorders
MIP:
Disaggregate
monthly
schedule
Simulation:
daily mfg. &
shipments
Detailed
weekly
schedule
Top-level mixed integer program (MIP)
Objective: Minimize total supply chain costs,
including
22
Inventory carrying
Production
Transportation
Import tariffs
Top-level MIP continued
Data requirements
Demand forecasts
Pending orders
Shipments in transit
Inventory levels
Machine and storage capacity
Business rules for
23
Production run lengths
Transportation modes
Supply chain model
Damped
trend
Monthly
demand
forecasts
Actual demand
MIP:
Minimize
total supply
chain cost
Monthly
production
schedule
24
Inv. on hand
Inv. in transit
Backorders
MIP:
Disaggregate
monthly
schedule
Simulation:
daily mfg. &
shipments
Detailed
weekly
schedule
Second-level MIP
Disaggregates top-level schedule
Weekly schedule for each machine at each plant
12-week horizon
Data requirements
Forecasts
Week-ending inventories
Pending orders
Scheduled in and out bound shipments
Bootstrap safety stocks (Snyder et al., IJF, 2002)
25
Supply chain model
Damped
trend
Monthly
demand
forecasts
Actual demand
MIP:
Minimize
total supply
chain cost
Monthly
production
schedule
26
Inv. on hand
Inv. in transit
Backorders
MIP:
Disaggregate
monthly
schedule
Simulation:
daily mfg. &
shipments
Detailed
weekly
schedule
Simulation model
Executes manufacturing plans on a daily basis
using actual demand history
Feeds production, inventories, backorders, and
shipments to the MIP models
Sources of uncertainty
Demand
Transportation lead times
Machine breakdowns
27
Cost vs. weighted lateness
(tons x days)
250,000
Weighted lateness
Holt
200,000
SES
150,000
100,000
50,000
0
114
Damped
trend
115
116
117
118
119
Total supply chain cost (Millions of $)
28
120
121
Cost vs. percentage of backorders
Percentage of backorders
30%
Holt
25%
20%
SES
15%
10%
Damped
trend
5%
0%
114
115
116
117
118
119
Total supply chain cost (millions of $)
29
120
121
Case 2: Snack-food manufacturer
Scope
82 snack foods
Food stocks managed by commodity traders
Packaging materials managed with subjective
forecasts and EOQ/safety stock inventory rules
Problems
Excess stocks of perishable packaging materials
Difficult to predict inventory on the balance sheet
30
11-Oz. corn chips
Monthly packaging inventory and usage
$2,500,000
$2,000,000
Actual Inventory
from subjective
forecasts
$1,500,000
$1,000,000
$500,000
$0
Month
31
Monthly Usage
Snack-food manufacturer
Solution
Automatic forecasting with the damped trend
Retain EOQ/safety stock inventory rules
32
Damped-trend performance
11-oz. corn chips
$500,000
Outlier
$450,000
$400,000
$350,000
$300,000
$250,000
$200,000
33
Actual
Forecast
Investment analysis: 11-oz. corn chips
Forecast annual usage (000s)
Economic order quantity
Standard deviation of forecast errors
Probability
of shortage
0.1
0.05
0.001
0.00001
0.0000001
34
$4,138
$318
$34
Safety
Order Maximum
stock
quantity investment
$44
$318
$362
$56
$318
$375
$106
$318
$424
$146
$318
$464
$177
$318
$496
Safety stocks vs. shortages
11-oz. corn chips
$200,000
$180,000
Target
Safety stock
$160,000
$140,000
$120,000
$100,000
$80,000
$60,000
$40,000
$20,000
$0
0
10
20
30
40
50
60
70
Shortages per 1,000 order cycles
35
80
90
100
Safety stock vs. forecast errors
11-oz. corn chips
$200,000
Safety stock
$150,000
$100,000
$50,000
$0
($50,000)
($100,000)
($150,000)
($200,000)
36
Forecast errors
11-Oz. corn chips
Target vs. actual packaging inventory
$2,500,000
$2,000,000
Actual Inventory
from subjective
Actual Inventory
forecasts
from subjective
forecasts
$1,500,000
$1,000,000
$500,000
$0
Target maximum
inventory based on
damped trend
37
Month
Monthly Usage
Forecasting regional demand
Forecast total unit demand with the damped
trend
Forecast regional percentages with simple
exponential smoothing
38
Regional sales percentages: Corn chips
50%
South
40%
30%
20%
East
North
West
10%
0%
Mar
39
Jun
Sep
Dec
Mar
Jun
Sep
Dec
Packaging inventory (millions of $):
82 products
183
200
180
135
160
140
120
100
80
60
40
20
0
Actual
40
Target
Case 3: Water treatment company
Scope
Assembly of systems and distribution of supplies
Annual sales = $16 million
Inventory = $6 million (23,000 SKUs)
Inventory system
Reorder monthly to maintain 3 months of stock
Numerous subjective adjustments
Forecasting system
6-month weighted moving average
Numerous subjective adjustments
41
Problems
Forecasts vs. reality
Annual forecasts on stock records = $29 million
Annual sales = $16 million
Purchasing workload
76,000 purchase orders per year
Messy stock records
42
Dead stock
Substitute items not linked to primary items
Water treatment company:
Inventory status
7,526 with no hits
in 12 months
33%
6,336 active items
27%
43
2,200 obsolete
9%
2,928 substitute
items
13%
4,202 with
inadequate
demand to stock
18%
Solutions
Forecast demand with the damped trend
Develop a decision rule for what to stock
Use the forecasts to do an ABC classification
Replace the monthly ordering policy with a
hybrid inventory control system:
44
Class A
Class B
Class C
JIT
EOQ/safety stock
Annual buys
Water treatment supplies:
One-step MASE
1.2
1.0
0.8
0.6
0.4
0.2
0.0
Moving
average
45
Moving
Damped trend
average +
subjective
adjustments
What to stock?
Cost to stock
Average inventory balance x holding rate +
Number of stock orders x transportation cost
Cost to not stock
Nbr. of customer orders x drop-ship transportation cost
46
ABC classification based on
damped-trend forecasts
47
Class
Sales forecast
System
Items
Dollars
A
> $36,000
JIT
3%
75%
B
$600 - $35,999
EOQ
49%
18%
C
< $600
Annual buy
48%
7%
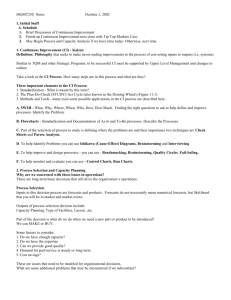
Annual purchasing workload
Total savings = 58,000 orders (76%)
40,000
Monthly ordering
ABC system
35,000
30,000
25,000
EOQ
20,000
EOQ
15,000
Annual
buys
JIT
10,000
JIT
5,000
0
A
48
B
C
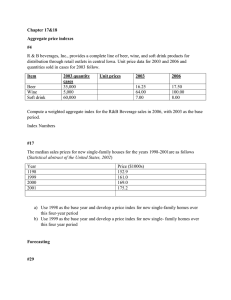
Inventory investment
Total savings = $591,000 (15%)
Monthly ordering
ABC system
3,000,000
2,500,000
JIT
2,000,000
EOQ
1,500,000
EOQ
1,000,000
Annual
buys
JIT
500,000
0
A
49
B
C
Consequences of forecast errors
Limited capacity creates interactions amongst
products:
Under-forecasting
Over-forecasting
50
Chain reaction of backorders
Premium transportation
Excess stocks
Chain reaction of backorders (limited capacity put to
wrong use)
Premium transportation
Consequences of forecast errors (cont.)
Errors often reverse themselves before system
has fully responded to
51
Backorders, or
Excess stocks
How to evaluate forecast performance
Operational measures
Backorder delay time
Percent of time in stock
Percent of orders filled immediately
Number of purchase orders or production setups
Financial measures
Manufacturing, distribution, and supply chain costs
Value of backorders
Inventory investment on the balance sheet
52
Future research
Research is needed:
In real operating systems
Gardner & Makridakis (IJF,1988)
On the benefits of improved forecasting
Fildes & Kingsman (JORS, 2010)
On the relationship between forecast accuracy
and operational performance
Syntetos et al. (IJF, 2010)
53
Presentation and papers
available at
www.bauer.uh.edu/gardner
54