B08-Manola.pptx
advertisement

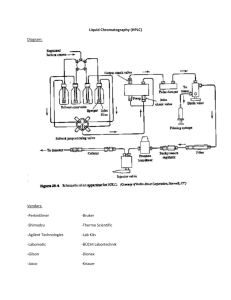
A Bayesian approach to the Comparison of NIR vs HPLC analytical methods in Continuous Manufacturing Process Validation Studies Areti Manola1, Jyh-Ming Shoung1, Steven Novick2, Tara Scherder3, Gilfredo Navarro1, Eric Sanchez1, Stan Altan1 1Janssen R&D, 2MedImmune, 3Arlenda NCB2015 Conference Villanova University October 15, 2015 Outline 1. Overview of Continuous Manufacture Quantitative stakeholders: Process Engineers, Chemometricians, Statisticians 2. Process Performance Qualification Verification of HPLC – NIR calibration o Study Design o Method Comparability/Equivalence 3. Relative Performance Index Comparison of ratios of probabilities P(| y | | method) 2 Bayesian approach 4. Case Study 5. Summary Recent Industry Announcements Continuous manufacturing offers QbD And PAT advantages says ISP By Gareth Macdonald 19-Apr-2011 Continuous manufacturing offers significant advantages for drug production in terms of quality and efficiency, but more research and regulatory input is needed to help the pharmaceutical sector reap the benefits... http://www.in-pharmatechnologist.com/Processing/Continuousmanufacturing-offers-QbD-and-PAT-advantages-says-ISP Though making the switch from batch to continuous manufacturing may be difficult, costly and time consuming, pharma manufacturers and CMOs should begin to consider the switch as in the long-run it will end up saving companies time, money and space, FDA’s CDER Director Janet Woodcock told congressmen in a hearing Thursday. http://www.in-pharmatechnologist.com/Processing/FDA-calls-on-manufacturers -to-begin-switch-from-batch-to-continuous-production 3 http://www.fiercepharmamanufacturing.com/story/vertex-jj -gsk-novartis-all-working-continuous-manufacturing-facilities/2015-02-09 Engineering Definition of Continuous Manufacturing vs Batch Manufacturing 4 FDA Perspective on Continuous Manufacturing, Sharmista Chatterjee, Ph.D. IFPAC Annual Meeting Baltimore, January , 2012 Example of Continuous Manufacturing with On-line Monitoring 5 FDA Perspective on Continuous Manufacturing, Sharmista Chatterjee, Ph.D. IFPAC Annual Meeting Baltimore, January , 2012 Ideal Future Vision of CM 6 Real Time Release Approach Traditional Release Approach Dissolution control through DoE end point Granulation Milling Control through LoD Drying time by NIR Drying Milling Blend Uniformity control through NIR Blending Lubrication Weight, Thickness, Hardness, DT, friability Compression Coating 7 Standard DP release Tests Physical Description Composite Assay(HPLC) Impurity (HPLC) Content Uniformty (Mass) Laboratory NIR Composite Assay Dosage Uniformity by tablet weight control Tablet Thickness Advantages of Continuous Manufacture Scientific/Engineering Integration of QbD concepts Cohesive development, quality and technical operations Application of new methodologies, technologies and equipment Improved process capability Real time understanding of process integrating process engineering, chemometrics and statistical considerations Operational/Business Reduces costs Streamlined facility lay-out Reduction of raw materials and intermediates inventories Flexibility in supply size Payoff Reduction of overall drug substance and drug product development time Improve time to market Assures supply of high quality product Process Engineering Aspects Unit Operations Model: Mixer • Residence Time Distribution Model Pulse of Tracer (i.e., API) Critical process parameters (CPPs) Data (DEM predicted particle velocities) • Unit: Mixer Detector (i.e., PAT tools) Outputs • • 9 Powder properties Unit responses: • Flow Rate • Mixing (RTD) RTD models are used to determine: 1. Disturbance dissipation along process 2. Raw material traceability 3. Scale up requirements MRT t E (t )dt 0 E (t) C (t ) C out 0 (t )dt Chemometric Aspects Process Analytical Technology (PAT) • Near Infra Red (NIR) calibration modeling for PAT during Process Design PAT PLS = assess comparability to HPLC method • Gage R&R designs relating HPLC to NIR during development and subsequently during process validation Statistical Aspects Process Validation • Stage 1 Process Design – DoE, data analysis and interpretation • Stage 2 Process Performance Qualification Statistical sampling protocols for Large n sampling plans IPC sampling Verification of HPLC – NIR calibration • Stability protocol and sampling designs • Definition of sampling frequency and sample size • Stage 3 Continued ProcessVerification (PV) - Process Capability Verification of HPLC – NIR calibration Calibration model is developed during Process Design, Gage R&R to assess equivalence Blocked design is 3 concentrations, at target tablet weight, tablets are the blocks leading to essentially a paired comparison design During the stages of PV, the calibration model will be tested in production Equivalence measures will be calculated Schuirmann’s test We propose a Relative Performance Index using a Bayesian approach to the assessment of an individual analytical determination falling within a prespecified limit of the true value for comparing NIR vs HPLC 12 Relative Performance Index Assuming the HPLC is the gold standard method, the probability of a single analytical determination y from HPLC (or NIR) falling within some interval of the true value µ is calculated as follows: Δ Δ Φ Pr_ H P(| y | | HPLC) Φ σ HPLC σ HPLC Δ bias Δ bias Φ Pr_ N P(| y | | NIR) Φ σ NIR σ NIR where (•) is the CDF of standard normal distribution. The Relative Performance Index is defined as follows: Rel_Pfm Pr_ N / Pr_ H 13 Method Comparison using the Relative Performance Index Given delta, Bias and MethodVariability OC Curves of probability of falling within delta of true value Pr_ NIR Pr_ HPLC Rel_Pfm across delta of true value Criterion for equivalence Pr(Rel_Pfm≥1)≥PC, where PC is a desired probability level 14 Case Study - Data Description A single CM batch was sampled as follows: 20 locations chosen equispaced throughout the CM run 3 tablets per location Tested by both NIR and HPLC methods HPLC Location = 1 NIR Location = 2 HPLC Location = 3 NIR Location = 4 Location = 5 102 100 98 102 Location = 6 Location = 7 Location = 8 Location = 9 Location = 10 Location = 11 Location = 12 Location = 13 Location = 14 Location = 15 Assay 100 98 102 100 98 102 Location = 16 Location = 17 Location = 18 Location = 19 Location = 20 100 98 HPLC 15 NIR HPLC NIR Method HPLC NIR Tablet 1 2 3 Statistical Model Variance component model : y j ( i ),k M k Li T j ( i ) j ( i ),k where Yj(i),k = assay of jth tablet (j=1,2,3) from ith (i=1,2,…,20) location from kth (k=HPLC, NIR) method, Mk = overall mean from kth method, Li = random effect of ith location: ~ N(0, L2) Tj(i) = random effect of jth tablet from ith location: ~ N(0, T2) j(i),k = residual error from kth method: ~ N(0, k2), k = 1, 2 Preliminary analysis showed no location effect, therefore the random effect of location was dropped from final model. 16 REML Parameter Estimates Effect Fixed Random (SD) Parameter Estimate (se) Lower Upper HPLC 100.01 (0.10) 99.81 100.32 NIR 100.18 (0.05) 100.08 100.29 Bias* (NIR-HPLC) 0.17 (0.09) -0.02 0.36 Tablet 0.35 0.26 0.53 Residual (HPLC) 0.70 0.58 0.86 Residual (NIR) 0.20 0.11 1.04 *The 90% confidence interval for Bias = (0.01, 0.33) 17 95% Confidence Interval JAGS – Posterior Samples A Bayesian simulation of the posterior distribution and credible intervals based on the previous model was done using JAGS with vague priors: Mean[HPLC], Mean[NIR] ~ N( Mean=100, SD=10 ) SD_Tablet ~ U(0, 5) SD_HPLC, SD_NIR ~ U(0, 5) 60,000 posterior samples: 18 Number of chains=3 Burn-in = 20000 No. of sample = 20000 thin=25 JAGS – Parameter Estimates and Credible Intervals Effect Fixed Random (SD scale) 19 Parameter Mean (Median) 95% Credible Interval Lower Upper HPLC 100.02 (100.02) 99.81 100.22 NIR 100.19 (100.19) 100.08 100.29 Bias* (NIR-HPLC) 0.17 (0.17) -0.02 0.36 Tablet 0.36 (0.36) 0.21 0.47 Residual (HPLC) 0.72 (0.71) 0.59 0.89 Residual (NIR) 0.19 (0.20) 0.02 0.37 *The 90% credible interval for Bias = (0.01, 0.33) Normal Density Plots of HPLC and NIR centered on the true mean Given Estimated mean bias and median of sigmas for HPLC and NIR methods NIR Bias=0.17 Bias SD 0 0.7144 0.17 0.1973 2.0 Normal Density 1.5 1.0 0.5 0.0 20 -2 -1 0 X 1 2 OC Curves of Probability of Falling within delta of True Value Given Estimated mean bias and median of sigmas for HPLC and NIR methods 21 Relative Performance Index across delta values Given Estimated mean bias and median of sigmas for HPLC and NIR methods 22 Summary of Posterior Distribution (JAGS) of Relative Performance Index with Various deltas 23 delta 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95 1.00 Mean 2.21 2.25 2.29 2.31 2.28 2.21 2.11 2.01 1.90 1.79 1.70 1.61 1.53 1.47 1.41 1.35 1.31 1.26 1.23 1.20 Median 2.01 2.05 2.11 2.15 2.17 2.15 2.10 2.02 1.91 1.80 1.70 1.61 1.53 1.46 1.40 1.34 1.30 1.26 1.22 1.19 Maximum 24.06 12.13 8.46 6.64 5.78 4.91 4.24 3.72 3.33 3.01 2.75 2.54 2.36 2.21 2.08 1.97 1.87 1.79 1.71 1.64 Minimum 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.86 0.89 0.92 0.95 0.97 0.99 1.01 1.02 1.02 1.02 Pr(Rel_Pfm ≥ 1) 0.819 0.849 0.890 0.929 0.959 0.980 0.991 0.996 0.999 0.999 >0.999 >0.999 >0.999 >0.999 >0.999 >0.999 1.000 1.000 1.000 1.000 Comparison of Schuirmann’s Test and Relative Performance Index for Method Comparison Test Criterion delta= 0.25 delta = 0.50 Schuirmann’s 90%Credible Interval of Bias 90%CI = (0.01, 0.33) 90%CI = (0.01, 0.33) Fail Pass Pr(RPI ≥ 1) = 0.96 Pr(RPI ≥ 1) = 1.0 Pass Pass Pr(RPI ≥ 1) ≥ 80% Relative Performance Index 24 Summary CM is being actively encouraged by the FDA; companies are now engaged in weighing its costs/benefits CM offers many scientific and business advantages, major quantitative stakeholders are process engineers, chemometrician, statisticians working together to ensure quality Equivalence of NIR to gold standard HPLC can be established through a Relative Performance Index evaluated through Bayesian calculations • Made possible because Tablet dispersion can be removed orthogonally given the paired comparison design • Provides a natural interpretation of method performance 25