COMPARISON BETWEEN SUPERPAVE GYRATORY AND MARSHALL LABORATORY COMPACTION METHODS
advertisement

COMPARISON BETWEEN SUPERPAVE GYRATORY AND MARSHALL LABORATORY COMPACTION METHODS NAEEM AZIZ MEMON A project report submitted in partial fulfillment of the requirements for the award of the degree Master of Engineering (Transportation and Highways) Faculty of Civil Engineering Universiti Teknologi Malaysia 20 OCTOBER -2006 To my beloved mother, father, wife and kids ACKNOWLEDGEMENTS It is with great joy and lightness of spirit that I offer my deepest, most heartfelt thanks to ALLAH for lighting up my heart with the torch of Knowledge; then to my father and my husband who have assisted and supported me in countless ways as I journeyed through the process of undertaking, creating, and, at long last, finally completing this project. First, I would like to take this opportunity to thank my supervisor, Dr. Mohd Rosli Bin Hainin, for his exceptional guidance and encouragement through out my study and this research project. I would like to extend my cordial thanks to all the staff persons of Faculty of Civil Engineering, UTM for helping me in many during my research. Special thanks are reserved to all my family members and friends for their invaluable presence in hard times when I needed them. I am most thankful to my mother, wife and uncle to be my spiritual inspiration. They gave me a chance to figure out myself. I will always owe them for giving me the time to do my masters when they needed me with them the most. ABSTRACT The last decade has witnessed a dramatic increase in vehicular traffic on roads in developing countries like Malaysia. This has raised additional traffic, augmented axle loads and increased tire pressure on pavements designed for earlier era. In this regard, besides considering increasing the pavement thickness due to the traffic loads , steps must also be taken to extend the pavement life by using different compaction methods such as gyratory laboratory compaction method to have durable mix and better simulate field conditions. However, the main shortcoming of gyratory compaction method is that the gyratory compactor is very costly as seven times more than that of the available Marshall hammer.To overcome that shortcoming, studies have been done to compare both laboratory compaction methods but more are needed to verify different findings according to different conditions and climate. In this research four asphalt concrete mixes asphalt wearing course(ACW)10, ACW14, ACW20 and ACB28 were designed using Marshall mix design to evaluate HMA properties such as density and air voids. Based on the Marshall results, specimens were fabricated to obtain the required number of gyrations that could produce same results in terms of density. Using the equivalent number of gyrations samples were designed using superpave to obtain the optimum bitumen content (OBC). The results indicate that at 75 blows Marshall, the equivalent number of gyrations for ACW10, ACW14, ACW20 and ACB28 are 105, 67, 58 and 107 respectively. The results also suggest that there is no significant difference in OBC except for ACW10, which is 0.6%. This shows that numbers of gyrations obtained are reasonable in comparing with 75 blows Marshall. ABSTRAK Dekad yang terakhir telah menyaksikan peningkatan yang mendadak dalam lalulintas di jalan-jalan di negara-negara membangun seperti Malaysia. Ini telah menambahkan pembebanan lalulintas, peningkatan beban gandar, dan pertambahan tekanan tayar ke atas jalan yang direkabentuk untuk zaman terdahulu. Selain daripada pertimbangan untuk meningkatkan ketebalan jalan akibat daripada beban lalulintas, langkah-langkah juga haruslah diambil untuk memanjangkan jangka hayat jalan dengan menggunakan kaedah pemadatan yang berbeza seperti kaedah pemadatan putaran makmal untuk menghasilkan campuran yang lebih tahan lasak dan menyerupai keadaan tapak. Walau bagaimanapun, masalah utama kaedah pemadatan putaran ialah pemadat putaran ini lebih mahal harganya, tujuh kali ganda daripada tukul Marshall yang sedia ada. Untuk mengatasi masalah ini, kajian telah dijalankan untuk membandingkan kedua-dua kaedah pemadatan makmal tersebut tetapi lebih banyak kajian diperlukan untuk mengesahkan keputusan yang berlainan mengikut keadaan dan iklim yang berbeza. Dalam kajian ini, empat campuran konkrit berasfal, lapisan haus konkrit berasfal (ACW)10, ACW14, ACW20, dan ACW28, telah direkabentuk menggunakan rekabentuk campuran Marshall untuk menilai sifat-sifat seperti ketumpatan dan lompang udara. Berdasarkan keputusan Marshall, spesimen-spesimen dihasilkan untuk mendapatkan bilangan putaran(gyration) yang ketumpatan yang sama. diperlukan untuk memperoleh keputusan Dengan menggunakan bilangan putaran(gyration) yang sama, sampel telah direkabentuk menggunakan Superpave untuk mendapatkan kandungan bitumen yang optimum (OBC). Keputusan menunjukkan bahawa pada 75 hentakan Marshall, bilangan putaran(gyration) yang bersamaan untuk ACW10, ACW14, ACW20, dan ACB28 adalah 105, 67, 58, dan 107 masing-masing. Keputusan juga mencadangkan bahawa tiada perbezaan yang nyata dari segi OBC kecuali ACW10, iaitu 0.6%. Ini menunjukkan bahawa bilangan putaran(gyration) yang diperoleh adalah munasabah jika dibandingkan dengan 75 hentakan Marshall. TABLE OF CONTENTS CHAPTER 1 2 TITLE PAGE TOPIC i DECLARATION THESIS ii DEDICATION iii ACKNOWLEDGMENT iv ABSTRACT v ABSTRAK vi TABLE OF CONTENTS vii LIST OF TABLES x LIST OF FIGURES xi LIST OF APPENDICES xii INTRODUCTION 1 1.1 Introduction 1 1.2 Laboratory compaction 2 1.2.1 Compaction by Impact 2 1.2.2 Kneading compaction 3 1.2.3 Gyratory compaction 4 1.3 Problem statement 6 1.4 Objectives 6 1.5 Scope of study 6 1.6 Purpose of study 7 LITERATURE REVIEW 8 2.1 Introduction 8 2.2 Laboratory compaction 9 2.3 Factors affecting compaction 10 2.4 Asphalt Mix design 13 2.4.1 Mix design methods 13 2.4.2 Marshall Mix Design v/s Gyratory 13 Mix design 2.4.3 3 Gyratory v/s Marshall compactor 16 2.5 Pavement performance 19 2.6 Conclusion of the literature review 20 METHODOLOGY 23 3.1 Introduction 23 3.2 Operational framework 24 3.3 Preparation of material for mixes 27 3.3.1 Aggregates 27 3.3.2 Bituminous binder 28 3.3.3 Mineral filler 28 3.4 Sieve analysis 28 3.4.1 Dry sieve analysis 28 3.4.2 Washed sieve analysis 30 3.5 Aggregate blending 31 3.6 Determination of specific gravity for aggregate 32 3.6.1 Course aggregate 32 3.6.2 Fine aggregate 33 3.7 3.7.2 Laboratory Mix design 35 3.7.1 Marshall Mix design 35 3.7.1.1 Mix design preparations 35 Superpave mix design 3.7.2.1 Procedure 3.8 39 40 Measurement of density 43 3.8.1 Bulk specific gravity 43 3.8.2 Maximum Theoretical density 45 3.9 Data analysis 46 3.10 Summary 47 4 RESULTS AND DATA ANALYSIS 48 4.1 Introduction 48 4.2 Marshall test results 49 4.2.1 Optimum bitumen content 49 4.2.2 Density 49 Superpave test results 50 4.3.1 Gyrations 50 4.3.2 Optimum bitumen content 51 4.3 4.4 Discussions 52 5 CONCLUSIONS & RECOMMENDATIONS 54 5.1 Introduction 54 5.2 Conclusion 55 5.3 Recommendations 55 BIBLIOGRAPHY 57 LIST OF TABLES TABLE NO. TITLE PAGE 2.1 Summary of engineering property comparison 15 3.1 Gradation limits for asphaltic concrete (JKR, 2005) 31 3.2 Asphltic concrete ranges (JKR, 2005) 32 3.3 Superpave gyratory compactive effort based on ESALs 41 3.4 Design Bitumen Contents (JKR/SPJ/rev2005) 43 3.5 Minimum sample size requirement for maximum theoretical 46 specific gravity (ASTM D 2041) 3.6 Sample table for data recording and calculation 47 4.1 Marshall test results 50 4.2 Equivalent number of gyrations to simulate density 51 4.3 Comparison of OBC 51 4.4 Comparison between Marshall and Gyratory in terms 52 of compactive effort and OBC LIST OF FIGURES FIGURE NO. TITLE PAGE 1.1 Marshall Impact Hammer 02 1.2 Kneading Compactor 03 1.3 Gyratory Compactor 04 3.1 Flow diagram for laboratory analysis process 26 3.2 Sieve arrangements 29 3.3 Cone test to determine SSD. 34 3.4 Marshall test procedure 39 4.1 OBC v/s NMAS 53 4.2 OBC comparison 53 LIST OF APPENDICES APPENDIX TITLE PAGE A Aggregate gradation for laboratory mix design 63 B Marshall Test Results 68 C Results of Marshall Mix Design with Gyratory Compactor 77 D Superpave Mix Design 82 CHAPTER 1 INTRODUCTION 1.1 Introduction: Compaction of Asphalt concrete mixtures in flexible pavements plays a major role in the performance of these pavements. Mix properties, such as density and air voids are highly dependent on the degree and the method of compaction. These properties in turn affect pavement performance indicators, such as rutting and fatigue cracking. The difference between laboratory compaction methods is not only the result of the evaluation procedure but is also the consequence of the compaction technique used. The goal of a mix design procedure is to combine aggregates and a binder in a proportion that is able to satisfy a desired level of performance. Realistic procedures for evaluating the strength of bituminous mixtures is therefore quite important. There are several factors that affect the strength of bituminous mixtures; one of them is the method of forming a realistic test specimen in the laboratory that represents the structure of the paving mixture when it is placed in the field. Duplicating the composition of a field mixture in the laboratory presents some problems, but they are minor compared to producing in the laboratory a specimen of the mixture that truly represents the mixture as it exists in the field (Blankenship et al.. 1994). The quality of an asphalt pavement depends largely on the quality of the construction techniques used. An asphalt mix might be well designed and well produced, but if it is placed in the road in an improper way, the pavement performance will be poor. Therefore next to mix design, degree of compaction must be considered the main quality parameters of a laid asphalt mixture. A well designed and well produced mixture performs better, has better durability, and has better mechanical properties when it is well compacted. 1.2 Laboratory compaction The objective behind laboratory compation is to simulate the ultimate compaction achieved in and asphalt pavement. Historically three laboratory compaction methods have been used in asphalt laboratory mix design and those are: 1.2.1 Compaction by Impact Figure 1.1: Marshall Impact Hammer This is oldest technique in laboratory compaction. In the beginning of the 20th century, Hubbard and Field used a Proctor hammer to compact asphalt mixtures. This hammer was borrowed from the Geotechnical field. In the 1930s. Bruce Marshall adopted the Hubbard-Field method and began developing the method, which bears his name. The only difference was that he used a compactor face equal to the mould diameter. The number of blows applied to each face of the specimen was set to be 35, 50 or 75 depending upon the anticipated traffic volume. The higher the volume of traffic, the greater the number of blows. This is the most common mix design method used today. The Marshall Mix design or a variation thereof has been adopted by 75 percent of the highway agencies in the U.S. However. Consuegra et al. (1989) concluded that the Marshall hammer least simulates the actual field conditions that will be encountered by pavement during its service life. 1.2.2 Kneading Compaction Figure 1.2: Kneading Compactor In the 1930s and 1940s F.N. Hveem developed a mix design method referred to as kneading compaction. This method was different from the Marshall Mix design method. The compacting force in this compactor is applied through a roughly triangular-shaped foot, which partially covers the specimen face. To effect compaction, tamps are uniformly applied on the specimen face. The traffic volume is represented by the pressure of tamps. More tamps and higher lamp pressure simulates mixtures subjected to high traffic volume. This type of compaction is used primarily in pans of the Western United Stales, but used infrequently elsewhere. 1.2.3 Gyratory Compaction Figure 1.3: Gyratory Compactor Gyratory compaction was developed in the 1930s in Texas (Blankenship et al.. 1994). This compaction produces a kneading action on the specimen by gyrating the specimen through a horizontal angle. The range of the angle varies from 1.00 to 6.00 degrees. During the process of compaction a vertical load is applied while gyrating the mould in a back-and- forth motion. Development and use of compaction via gyratory action has continued by the U.S Army Corps of Engineers and by the Central Laboratory for Bridges and Roads (LCPC) in France (Blankenship. 1994). Such development has focused on the application of the principle of gyratory movement and oil the establishment of a new method of asphalt mix design to simulate service under extreme traffic conditions. The use of this compactor became commonplace in the early 1960s; however, the costly gyratory testing machine has achieved little acceptance as a routine mix design tool and is used mainly as a research tool. The LCPC had evaluated parameters affecting gyratory compaction and had finalized a gyratory protocol, where three major variables had been studied: angle of gyration, speed of rotation, and vertical pressure. Today, the gyratory compaction method is commonly used in the mix design process in France. A major difference between the French design process and North American design is that in the French design the compactor simulates density at the end of construction instead of during service. In 1993, The SHRP introduced a trademarked "Superpave" laboratory mix design procedure based on a gyratory compaction device (Cominsky et al.1994). This laboratory design procedure was deemed to be appropriate for original and/or recycled hot mixtures and with and/or without modified binders. The Superpave mix design method recommended three hierarchical levels of design, namely Level 1, 2 and 3 based on anticipated traffic volume. Each design level also took into account the influence of the site climatic conditions. However, in 1995 the SHRP decided to employ the Level 1 design for all volumes of traffic (low, medium and high). The sophisticated and complex analytical techniques and costly test equipment for levels 2 and 3 design did not lend themselves to usage in a Hot Mix Asphalt production facility. The HMA industry concurred with this decision and was of the opinion that most pavements forming part of the National Highway System (NHS) would perform well if designed using the concepts of the Superpave Level I mix design (Decker. 1995). 1.3 Problem statement In developing countries like Malaysia the dramatic growth in vehicular traffic have augmented axle loads and increased tire pressure on the pavements resulting in rutting and cracking. Compaction of asphaltic concrete mixtures in flexible pavements plays a major role in the performance of these pavements. Mix properties, such as density and air voids are highly dependent on the degree and the method of compaction. These properties in turn affect pavement performance indicators, such as rutting and fatigue cracking. 1.4 Objectives Objectives selected for this study were: to compare HMA properties (density and air voids) of laboratory compacted samples and ; to examine co-relation between Marshall and gyratory laboratory compaction methods. 1.5 Scope of Study The key points aimed to maintain the scope during the study were compaction of asphalt concrete mixes by Marshall and gyratory compaction methods to evaluate HMA properties of the mix and to find some co-relations in HMA properties between two laboratory compaction methods. Further more, to compare the effect of different number of blows and different number of gyrations as compactive efforts for ACW10, ACW14, ACW20 and ACB28 mix designs, as performance of mixes in terms of density and air voids were observed according to the serial tests. The compaction methods used to evaluate HMA properties were Marshall and superpave laboratory compaction methods. Standard mix design procedures were differentiated on their method of compaction, which is assumed to simulate field compaction. With the Marshall design methods, specimens are prepared by impact compaction, while in the superpave design method, specimens are fabricated by gyrations. This type of compaction was developed to produce realistic specimens which compared favorably to in-service mixtures after traffic compaction. The gyratory compaction technique was introduced to simulate the increasing loads and tire pressures of vehicles operating on the pavement. Prior to this compaction technique, it was not possible to achieve a realistic field density in laboratory specimens. Recently, the Strategic Highway Research Program (SHRP) adopted, with some modification, the gyratory compaction procedure in asphalt mix design. 1.6 Purpose of study The goal of this study was to compare and evaluate laboratory compaction methods that are widely used and/or resemble as closely as possible. The objective of this study was to select a compaction technique that is able to achieve material and engineering properties (such as air voids and density), which are similar to those of material placed in the field using standard compaction practices. The selected compaction techniques for this study were Marshall Automatic Impact Compaction and Gyratory Compaction. Required aggregates were collected from the Malaysian Rock Products (MRP) quarry, other material required and Laboratory tests facilities were provided by Transportation Laboratory University Technology Malaysia to prepare samples for comparison and evaluation. Procedure as described by the National Asphalt Paving Association (NAPA) to determine the optimum bitumen content (OBC) was selected. The asphalt content percentage, which corresponds to the 4% air void at VTM, is determined. The 4% is the specification of median air void content. CHAPTER II LITRATURE REVIEW 2.1 Introduction Increased traffic, axle loads and tire pressures, coupled with limited financial resources have resulted in commonly occurring overstressed asphalt pavements. These conditions have forced asphalt engineers and researchers to reconsider the current mix design approaches. The proper selection of the aggregates and the asphalt binder can improve pavement performance, depending upon the environmental and traffic conditions to which the pavement is exposed. However, the asphalt concrete mix will not perform as required if the proper compaction procedure is not followed. The most common mix design methods used are the Marshall, Hveem, and gyratory methods, but the Marshall laboratory mix design method is leading as 70% of the agencies throughout the world are still using this method and the introduction of the Superpave laboratory mix design procedure, based on a gyratory compaction device, has given rise to calls for replacing the traditional Marshall mix design method by that of Superpave. Researchers and engineers have worked on identifying the best properties of these mix design methods and have spent time validating the attributes of each method. The validity of performance in the field and the cost of the equipment for the two mix design methods have to be taken into account in selecting whether a Marshall or a gyratory compaction device should be used in future asphalt concrete mix design The following section presents a literature review of laboratory compaction; Marshall and Gyratory mix design, and binder use. 2.2 Laboratory Compaction In general, compaction of an asphalt concrete mixture is defined as "a stage of construction, which transforms the mix from its very loose slate into a more coherent mass, thereby permitting it to carry traffic loads… the efficiency of the compactive effort will be a function of the internal resistance of the bituminous concrete. This resistance includes aggregate interlock, friction resistance, and viscous resistance" (Swanson et al.. 1996). If the resistance of the mix to compactive effort is low then the pavement will he unable to carry traffic loads for any significant period of lime. Hughes(1989), defines compaction as ..."the process of reducing the air-void content of an asphalt concrete mixture. It involves the packing and orientation of the solid particles within a viscoelastic medium into a more dense and effective particle arrangement. Ideally, this process takes place under construction conditions rather than under traffic." Compaction is one of the important factors that have been considered for designing the asphalt pavement and constructing the road. Many studies had been conducted to measure the performances of the asphalt pavement compactive effort but it always led to some question that need to be addressed. This chapter will carry out the previous studies according to the influences of compactive effort to the pavement performance. Compaction of asphaltic concrete mixtures in flexible pavements plays a major role in the performance of these pavements. Mix properties, such as air voids are highly dependent on the degree and the method of compaction. These properties, in turn, affect pavement performance indicators, such as rutting and fatigue cracking. Mix design procedures and specifications are usually derived from laboratory experiments conducted on materials that are to be used in the field. Laboratory conditions are less time consuming and relatively easy to control for these purposes. However, laboratory tests should simulate to a high degree the conditions in the field. In this context, laboratory compaction procedures should simulate compaction in the field, not only in terms of density but also in terms of aggregate particle orientation. A study on how compaction, measured by air voids, influences the performance of dense asphalt concrete pavement surfaces. They found that a 1% increase in air voids tends to produce approximately a 10% loss in pavement life. The used base-course air void level was 7%, and the data were collected from 48 state highway agencies in the United States. The analysis in this study was done on the basis of two performance indicators: fatigue cracking and aging. A high degree of compaction improves the stiffness of asphaltic concrete materials and hence improves the ability of the material to distribute traffic loads more effectively over lower pavement layers and the soil foundation. Good compaction with a target void of 4–7% also increases the resistance of asphalticbound layers to deformation and improves their durability. 2.3 Factors affecting compaction There are many factors affecting the degree of compaction of an asphaltic bound material. These include material temperature, thickness of the laid materials (lift thickness), binder content, and type and grading of the aggregates used in the asphaltic concrete mixture. A study shows the effect of compaction in terms of a number of factors and rated these factors on the basis of the degree to which they contributed to the cause of each pavement distress: permanent deformation; fatigue cracking; lowtemperature cracking; and moisture damage. It was concluded that several factors (environmental conditions, lift thickness, mix properties, type of compaction equipment, and roller operation) played a role in influencing pavement performance indicators except in relation to low-temperature cracking. As part of the Strategic Highway Research Program (SHRP) project A-003, ‘performance related to testing and measuring asphalt–aggregate interaction and mixtures', three compaction methods were studied to determine the extent to which the compaction method affects the fundamental mixture properties of importance to pavement performance in-service. Two gyratory shear compactors, a kneading compactor and a rolling-wheel compactor, were studied. A total of 16 asphalt– aggregate mixtures were tested, and it was found that the method of compaction affected the way test specimens respond to laboratory loading. Regarding resistance to permanent deformation, the kneading compaction produced the most resistant specimens. This was followed in order by rolling-wheel compaction and gyratory compaction. Regarding mixture stiffness, the rolling-wheel compaction produced the stiffest mixtures. This was followed in order by kneading compaction and gyratory compaction. Among the studied compaction methods, the gyratory compaction seemed to be the best in simulating field-compacted mixtures. The gyratory testing machine is a combination of a kneading compactor and a shear testing machine. It is a realistic simulator of the abrasion effects caused by repetitive stress and inter-granular movement of the mass of material within a flexible pavement structure. This method of compaction was developed to simulate the increasing load and tire pressures of vehicles operating on flexible pavements. It was standardized as ASTM D3387 to be used for guidance in selecting optimum asphalt content and establishing density requirements, in addition to obtaining the shear strength factor with regard to shear under load and strain conditions to be adopted in a mix design. Sigurjonsson and Ruth, used the gyratory testing machine to evaluate the asphalt–aggregate mixtures of known performance in terms of their rutting resistance. They concluded that the gyratory compaction machine produced mixtures which were not sensitive to reasonable changes in binder content, gradation, and mineral filler content. This key conclusion eliminated the need for multiple parameter criteria, which can eventually simplify both design and quality control processes. Recently, the Strategic Research Program (SHRP) adopted the use of the gyratory compaction method in the SUPERPAVE mix design under SHRP Designation M-002. Consuergra et al.(1989) performed a combined field and laboratory study that evaluated the ability of five compaction devices to simulate field compaction. The compaction devices evaluated were selected on the basis of their availability and on their uniqueness in mechanical manipulation of the mixture. The devices evaluated were: (a) the Texas Gyratory Compactor; (b) the California Kneading Compactor; (c) the Marshall Impact Hammer; (d) the Mobile Steel Wheel Simulator; and (e) the Arizona Vibratory Kneading Compactor. The results of their study showed that the Texas Gyratory Compactor was best in terms of its ability to produce compacted mixtures with engineering properties similar to those produced in the field. The California Kneading Compactor was ranked second on the basis of its ability to replicate field conditions. Neither the Marshall Impact Hammer nor the Arizona Vibratory Kneading Compactor were found to be very effective. 2.4 Asphalt Mix Design This section reviews the literature pertaining to the laboratory and field research performed on asphalt concrete mixes in order to evaluate present asphalt mix design methods. 2.4.1 Mix Design Methods The objective of an asphalt concrete mix design method is to determine the proper proportions of aggregates and asphalt to produce an economical mix that meets the Performance requirements of the pavement. Over the years, several mix design methods have been developed and implemented by different agencies. This review focuses on the Marshall and Superpave methods since they are currently used. This section reviews the literature pertaining to the laboratory and field research performed on asphalt concrete mixes in order to evaluate present asphalt mix design methods. 2.4.2 Marshall Mix Design v/s Gyratory Mix Design Button et al. (1994) compared four compaction devices (Texas gyratory compactor, Exxon rolling wheel compactor. Elf linear kneading compactor and Marshall hammer) to determine which of them would most closely simulate actual field compaction. The study was limited lo dense-graded mixtures showed that specimens compacted via gyratory compactor most often simulated pavement cores. This occurred in 73% of the performed tests. The Marshall compactor gave the least probability of producing specimens simulating the pavement cores (in 50 % of test performed). However, the difference between field cores and the specimens produced in the laboratory by the four-compaction methods were relatively small when all the test results or each method are evaluated as a whole. Similarly, Von Quintus et al. (1991) described the effect of five different laboratory compactors (Texas gyratory compactor, Rolling wheel compactor. Kneading compactor, Arizona vibratory/kneading compactor, and standard Marshall hammer) on the selected properties of the compacted mixtures. Field cores and specimens compacted in the laboratory were tested for indirect tensile strength (ITS), strain at failure, resilient modulus and creep and their aggregate particle orientation was evaluated. The authors compared the similarity between laboratory compaction and field compaction techniques. Their results are given in Table 2.1 (Von Quimus. 1991). To facilitate the ranking of compaction devices, three procedures were used to define which compaction device more closely simulated the engineering properties of field cores. The ranking of the compactors by order of performance: the Texas Gyratory compactor followed by Rolling Wheel compactor, California Kneading compactor, Arizona Vibratory / Kneading compactor, and lastly, the standard Marshall hammer. Another study to evaluate the ability of five compaction devices to simulate field compaction is described in Consuegra's et al.. (1989). These devices are the mobile Steel wheel simulator, the Texas gyratory compactor, the California kneading compactor, the Marshall Impact hammer, and the Arizona vibratory /kneading compactor. The ability of these compaction devices to simulate field compaction is based on the similarity between mechanical properties such as resilient moduli, indirect tensile strength and strains at failure and tensile creep data of laboratorycompacted specimens and field cores. Table 2.1: Summary of Engineering Properties Comparisons S.No Compaction devices Percentage of Indifference in properties between laboratory-compacted specimens and field cores 1 Texas Gyratory 63 2 Rolling Wheel 49 3 Kneading Compactor 52 4 Arizona Vibratory/ Kneading 41 5 Standard Marshall hammer 35 The mixture properties were evaluated based on ITS test at 5, 25 and 40 0C, creep load strains at 25 0C and 40 0C with a loading time of 300 sec. and slopes of creep curve at 250C and 40 0C. While highest level of similar properties between laboratory -compacted specimens and field the Texas gyratory compactor demonstrated cores. The Marshall impact hammer ranked as the least effective. This was attributed to the lack of a kneading motion by the Marshall Impact hammer. The authors concluded that the Marshall hammer is the least able lo simulate any of the construction and traffic compaction methods. AI-Sanad (1984) investigated the effect of various laboratory compaction methods on three different mixtures. The compaction methods were the Marshall hammer, the kneading compactor, and the gyratory compactor. The Marshall hammer produced high impact stress energy and resulted in an excellent orientation of aggregates. Nevertheless, the specimens compacted with this compactor in the laboratory gave different stress-strain curves than pavement cores having the same density and asphalt content. He concluded that the compaction method affects the stability. The kneading compactor produced specimens with greater stability than the Marshall hammer and the gyratory compactor. The specimens compacted by the Marshall hammer and the gyratory compactor have approximately the same stability, but the level of air voids in cores compacted by the Marshall method was higher than that compacted by the gyratory method. Murfee and Manzione (1991) analyzed the plastic behaviour of Marshall and gyratory mixes in order 10 determine if the asphalt mixtures are appropriate for fighter aircraft taxiways. The flexible and composite pavement test sections were prepared to study rutting of asphalt pavements under high tire inflation pressures. Late-model aircraft such as F-16s which require tire inflation pressures in the order of 310 psi were considered for this study. 2.4.3 Gyratory Compactor v/s Marshall Compactor Harman et al. (1995), Investigated the applicability of the Superpave gyratory compactor (SGC) to Held management of the production process. Based on production results, tolerance limits were established for SGC acceptance parameters. The Federal Highway Administration - Office of Technology Applications (FHWAOTA) recommended that these parameters be asphalt binder content, voids in total mix. and voids in mineral aggregate. The volumetric properties of SGC specimens were compared to those of the Marshall specimens in Harman's paper. As the cost of an SGC is approximately seven times that of a Marshall compactor and as there are relatively few units available for design and field quality control, an effective solution to this conundrum would be to utilize the Marshall hammer lo field control the quality of Superpave mixes. The collected data indicated that there is no correlation between the SGC and the Marshall compactor. If the voids in specimens compacted with the SGC' are compared to those compacted with the Marshall compactor, it is obvious that me SGC produces a compactive effort greater than that with Marshall. There is no fixed correction factor or constant which would permit the estimation of gyratory volumetric based on Marshall specimens. In other words, the data from Marshall-compacted specimens is not transformable for use in volumetric comparisons. In addition, the SGC and Marshall Specimen volumetric react differently to changes in asphalt cement content. The authors emphasized the impracticality of adjusting a Superpave-designed mix based on Marshall Held data. They are of the opinion that surrogate compactors should not be employed in the field management of Superpave mixes Hafez and witezak (1995) compared the design asphalt contents results obtained by the Marshall procedure to the Superpave gyratory Level 1 procedure. The Superpave designs were conducted to adequately sustain a traffic volume comparable to traffic represented by 75 blows in the Marshall procedure. Five mix groups and three climatic regions, from cool to warm were evaluated. They concluded that the difference in asphalt content within any specific mix type was not sensitive to the air void le\el that was selected in developing the design value. The design range of the air voids was from 3-0°o to 5.0%. The Superpave climatic regional changes dictated an increase of approximately 1.0% of additional asphalt required per climatic region in the Level 1 mix design as compared to a Marshalldesigned mix. Furthermore, the design asphalt contents for the standard and wet process (manufacturer-pre-blended) asphalt rubber mixes were comparable in the Marshall and the Superpave specimens in warm climatic regions. Conversely, for wet process (plant-blended) asphalt rubber mixes. Marshall mixes required a 0.5°o to 0.8% asphalt content less than the Superpave-designed mixes if polymer-modified asphalt cement was used to meet equivalent traffic and climatic conditions. Andersen el al. (1995), described the results of the quality control evaluation of asphalt mixtures with equipment developed in the SHRP. They focused on the feasibility of using SGC for Held quality assurance. The four asphalt contents used in the evaluation of the SGC were 4.0, 4.5, 5.0, and 5.5 % in mixes. The Marshall Mix design method was evaluated only at 4.5°o design asphalt content. Alt specimens compacted with the SGC were prepared with approximately 5.000 gm of the mixture and subjected to 204 gyrations. T he 4.5% specimens compacted with (he Marshall Compactor comprised approximately 1200 gm of the mixture with the standard 75 blows. The research concentrated on the control of the mixture components (asphalt content, aggregate gradation) and the mixture volumetric and densification properties (percentage of air voids). It was concluded that there was a close correlation between the percentage of voids in mineral aggregate (VMA) and the percent voids in filled asphalt (VFA) with (lie percentage of air voids established for both SGC and Marshall specimens. The percentage VFA was generally higher than the design values. Both the SGC and Marshall procedures were sensitive to changes in asphalt content and somewhat less significantly, to gradation- In the field specimens the average difference in air voids was 0.3% for the two SGC specimens and 0.6% for the three Marshall specimens. For the specimens designed in the laboratory, the average difference in air voids was 0.1% for the three SGC specimens, and 0.6% for the three Marshall specimens. One may conclude that the SGC procedure produces specimens with less variance within the group. This could be attributed to the compaction process and might also be due to the larger specimen size in the SGC procedure. The authors concluded that the SGC procedure appeared to be at least as good a tool for a field control as the Marshall procedure is. The lesser variability resulting from the SGC would in still greater confidence in the test results. Harman et. al.. (1995) evaluated the use of the SGC in the field management process. They inspected four different paving projects. The designed mix was specimend directly from the delivery vehicles and sent to the FHWA-OTA mobile laboratory for compaction by a prototype SGC. The quality level of SGC and standard Marshall test results were statistically analyzed. A volumetric property analysis was performed to compare the SGC specimens, and the Marshall specimens. The three control parameters utilized were asphalt binder content. VTM and VMA, Study outputs dictated that production tolerances should be ±0.4 % for asphalt cement (AC) ± 1.1 % VMA. Thus the V, (air voids) and VMA were set lower for SGC mixes than those of Marshall mixes (±1.5 % for Va and VMA). The greater compactive effort by the SGC resulted in lesser VTA's and VMA's for all four study locations. The SGC specimens had on average a 1.7% lower V, and a 1.6% lower VMA than the Marshall specimens. It became obvious that specimens with lower void levels would offer less variability and therefore lower standard deviations during production. To come up with conclusions for compaction comparison (SGC versus a surrogate Marshall Compactor) the authors considered the following facts: the cost of SGC (7 times more than the Marshall compactor), the relatively few SGC's currently available for design and field quality control, and the widespread availability of the Marshall hammer. However the data obtained from these four study locations indicated the following: no correlation of data between the SGC and Marshall compactor the SGC produces more compactive effort the difference in SGC / Marshall compactive effort is not consistent among the four mixes. it is not possible to establish a fixed correlation factor in order to estimate volumetric through the use of Marshall compactor. Based on these results, the authors indicated that the determination of appropriate tolerance limits based on local production which lakes into account the regional difference should be within the purview of each U.S. slate highway agency. they concluded that a Marshall compactor should not be used as a surrogate for field verification of Superpave designed mixes. The primary reason is that the Marshall Compactor compacts aggregate and asphalt differently from the SGC'. As a result. Marshall Compactors are not recommended for use in the field management of Superpave mixes. 2.5 Pavement Performance Bahia and Anderson (1995) defined four temperature zones wherein the asphalt binder influences the pavement performance. The first zone is. that where the temperature is higher than l00 0C. Most asphalt binders become totally viscous and behave like Newtonian fluids at temperatures above 100 0C. The malleability or workability of asphalt during the mixing and construction of HMA can thus be adequately measured by its viscosity. The second zone is that of temperatures between 45 0C and 85 0C. This is the highest range of temperature for pavement in service. The main failure in this zone is rutting. The objective is to achieve a high resistance to permanent deformation and the low relative elasticity of asphalt reflecting a more elastic component of the total deformation. Asphalts in the intermediate temperature zone between 0 0C and 45 0C are commonly harder and more elastic than asphalts in higher temperature zones. The primary failure mode is fatigue damage and is caused by repeated loading: cycles. A softer and more elastic material offers better resistance to fatigue damage. This is due to lower stress for a given deformation which results in an easy asphalt recovery from its preloading conditions. The fourth temperature zone is the low -temperature zone under 0’C. The main failure mode here is thermal cracking brought about by thermal cooling and resultant shrinkage. During the cooling process, asphalt stiffness increases continuously with the corresponding' greater stresses for a given shrinkage strain. 2.6 Conclusions of the Literature Review The preceding review of available literature leads to make the following conclusions: Marshall and gyratory Compaction: The orientation of the aggregates is important in order to develop mixture strength through stone-on-stone contact. The method of compaction affects the stability of specimens, Specimens compacted with the gyratory compactor exhibited similar properties to that of field core specimens. The Marshall compactor gives the least probability of producing specimens similar to pavement cores. Air voids are greater in specimens compacted by Marshall when compared with specimens compacted by a gyratory device. The rotational compaction pressure of the gyratory compactor permits the preparation of customized densities to meet the requested compactive effort. There is close correlation between pavement voids and voids obtained in the laboratory with the gyratory unit. A low degree of correlation characterizes the 75-blow Marshall compactive effort. Test equipment for Superpave mix design is approximately 7 limes more costly than the standard Marshall compactor - a net inhibiting factor in terms of increasing the use of the Superpave design and associated test equipment SGC and Marshall Specimen volumetric react differently too change in asphalt binder content. There is no consistent correlation between these two compactors Aggregates and asphalt contents are compacted differently in the Marshall compactor than in SGC. The re-orientation of aggregates during gyratory compaction results in specimens that are much denser and having a lower VMA than those compacted by Marshall. Therefore the Marshall resemble gyratory compactor should not be used as a surrogate for the gyratory compactor in the field management of Superpave mixes. Mixes designed with the SGC cannot he tested and controlled in the field using the Marshall because of differences in VMA (voids in mineral aggregates). Each locality or region has to evaluate material being used for mix design with an understanding of historical performance. Additional studies are necessary in order to identity and validate the best laboratory compaction method. Further evaluation of the gyratory compactor as a design tool for asphalt mixes is needed in order to supplement the Marshall design. The SGC method appears lo be an effective field control tool and at least as good as the Marshall method in one study. The conclusion of this section is that compaction is one of the most important factors in designing and constructing asphalt pavements. Engineers working in the field of transportation should focus on evaluating and developing current compaction equipment from the point of view of cost and applicability based on postconstruction performance. CHAPTER III METHODOLOGY 3.1 Introduction The main objective of this research was to compare the two laboratory compaction techniques and to examine correlation between these two methods, which are Marshall and gyratory. In other words this research was carried out to identify under which condition both laboratory compaction method give same results. To conduct this comparison between these two compaction methods, the specimen were prepared according to some standards, in this case samples were prepared and tested according the JKR/SPJ/2005 and NAPA as a guide line to attain the laboratory works and materials to fulfill the Malaysian Road Works circumstances. ACW10, ACW14, ACW20 and ACB28 were used as a gradation limit for asphaltic concrete mixtures. Table 3.1and Table 3.2 shows the appropriate envelops for gradation limits of aggregates and asphalt concrete ranges stated by JKR, used in this project respectively. Several of the tests accomplished in Highway & Transportation Laboratory, University Technology Malaysia. 3.2 Operational Framework It is known that, control over quality of compaction focuses on air voids and density. In this case it is decided to use density as the material property to control the compaction quality. Based on the density this project was divided in to different stages to find some correlation between Marshall and Gyratory laboratory compaction methods. The laboratory work consisted of two series of tests with the first being tests done prior to mixing and second series being the tests done on prepared specimens. The tests conducted for the first series were sieve analysis, and determination of specific gravity for aggregate (coarse and fine). The aggregate obtained from the quarry was sieve to separate the aggregate into different sizes for later use. Washed sieve analysis was done to determine the percentage of dust and silt-clay material in order to check the need for filler material. Aggregate blending satisfying the JKR gradation limits are to be used. Subsequently, the process of specific gravity determination for coarse and fine aggregate takes place. The second series involved the mix design. A total of 128 specimens (Marshall and Superpave) were prepared. The sample preparation incorporates specifying the mixing and compaction temperatures, sample shot-term aging, and determining the optimum bitumen content. The Rice method was used in determining the maximum theoretical specific gravity, and water displacement method was used in determining the bulk specific gravity. The general procedures for laboratory works are illustrated in Figure 3.1. Since density was taken as the control factor and it was not possible to regulate density of Marshall compacted specimens unlike gyratory compacted specimens, so Marshall compaction was carried first. To accomplish above task mixes were prepared based on Marshall Laboratory mix design method. ACW10, ACW14, ACW20 and ACB28 mixes were prepared based on 75-blows (heavy traffic). Density at OBC was obtained after using Marshall Compactor as laboratory compactive effort Same density was achieved by gyratory compactive effort using same mix designed under Marshall laboratory mix design method and the equivalent number of gyration required to obtain the density were observed. Based on equivalent number of gyrations required to achieve the same density as of Marshall compacted samples, mixes were prepared using Superpave Mix design method. Differences between two laboratory compaction methods in terms of density and optimum bitumen contest were observed. Dry sieve analysis to distribute the aggregates into different sizes Washed sieve analysis to determine the percentage of dust and silt-clay material Aggregate blending to obtain the desired gradation that is well within the gradation limits Determination of specific gravity for coarse and fine aggregate Mix design for AC10, AC14, AC20, and AC28 Determination of Maximum Theoretical Specific Gravity Determination of Bulk Specific Gravity Determination of the Density Determination of Equivalent gyrations for superpave to obtain same density Determination of OBC using superpave Analyses and Discussion Figure 3.1: Flow diagram for laboratory analysis process 3.3 Preparation of Materials for Mix Materials used for this study were aggregate, bituminous binder, filler, and anti-stripping agent. All materials were prepared in accordance to the Standard Specification for Road works published by JKR (JKR/SPJ/rev2005). 3.3.1 Aggregates According to JKR/SPJ/rev2005, aggregate for asphaltic concrete were mixture of coarse and fine aggregates, and mineral filler. Course aggregates The coarse aggregate must conform to the requirements –the Los Angeles Abrasion Value shall not be more than 25% (ASTM C 131), the weighted average loss of weight in the magnesium sulphate soundness test of 5 cycles shall not be more than 18% (AASHTO T 104), flakiness index shall not be more than 25% (MS30), water absorption shall not be more than 2% (MS30), and polished stone value shall not be less than 40 (MS30). Fine aggregates Fine aggregate normally consists of quarry dusts. Fine aggregate must conform to the requirements – sand equivalent of aggregate fraction passing the 4.75mm sieve shall be not less than 45% (ASTM D 2419), fine aggregate angularity shall not be less than 45% (ASTM C 1252), the Methylene Blue value shall be not more than 10mg/g (Ohio Department of Transportation Standard Test Method), the weighted average loss of weight in the magnesium sulphate soundness test of 5 cycles shall not be more than 18% (AASHTO T 104), and the water absorption shall not be more than 2% (MS 30). 3.3.2 Bituminous Binder Bituminous binder for asphaltic concrete was the bitumen of penetration grade 80-100, which conforms to MS 124. 3.3.3 Mineral Filler Mineral filler for this study was ordinary Portland cement. It must be sufficiently dry and shall be essentially free from agglomerations. The coarse aggregate, fine aggregate and mineral filler of the final gradation passing 75µm sieve to bitumen, by weight shall be in the range of 0.6 to 1.2. The mineral filler will also serve the purpose as an anti-stripping agent. 3.4 Sieve Analysis There are two methods for determining aggregate gradation, i.e. dry sieve analysis and washed-sieve analysis. 3.4.1 Dry Sieve Analysis Dry sieve analysis was performed on aggregates obtain from quarry, Malaysian Rock Product Sdn. Bhd. (MRP), Ulu Choh, Kulai, Johor. This test was done to separate the aggregate into different sizes. Dry sieve analysis was in accordance to ASTM C 136. Arrangement of different sive sizes used for aggregate gradation is shown in Figure 3.2. Figure 3.2: sieve arrangement The apparatus used for dry sieve analysis were: (i) Sieves with various sizes starting from 37.5mm to pan; (ii) Mechanical Sieve Shaker; and (iii) Balance with the accuracy of 0.5 g. The procedures for dry sieve analysis was as follow: (i) The sieves were arranged in order of decreasing size of opening from top to bottom on the sieve shaker. (ii) Placing of aggregate was performed on the top sieve and turn on the shaker to start the sieving. (iii) Aggregate that have been sieved was separated according to the size. (iv) For mixing, total aggregate of different sizes as designed was weighed. 3.4.2 Washed Sieve Analysis Washed sieve analysis was done to determine the amount of dust and silt-clay coated on aggregates. It was used to determine the total filler needed for the particular mix. Washed sieve analysis was performed in accordance to ASTM C 117 and AASHTO T 27. The apparatus used for washed sieve analysis were: (i) Sieve size of 0.075mm; (ii) Container; (iii) An oven capable of maintaining a uniform temperature of 110±5°C; and (iv) Balance with the accuracy of 0.1g. The procedures for washed sieve analysis was as follows: (i) The aggregate samples will be weighed before being placed in the container. (ii) Fill the container with water until all the aggregates are submerge. Thoroughly wash the samples to remove the dust and silt-clay material and to bring the particles finer than the 0.075mm into suspension. (iii) Carefully, pour the sample onto the 0.075mm sieve to separate the dust and the aggregate. (iv) Repeat steps (ii) and (iii) until the water is clear to ensure that all the dust and silt-clay material are thoroughly removed. (v) Dry the washed sample in an oven at a temperature of 110 ± 5°C for 24 hours. (vi) Weigh the sample after 24 hours and the percentage of material finer than 0.075mm is calculated as follow: Percentage of Material Finer than 0.075mm = A− B × 100 A Where, A = Original dry mass of sample, g B = Dry mass of sample after washing, g 3.5 Aggregate Blending The aggregate blending was used to determine the proportion of aggregates needed for a specified mix. There were few steps involved, namely gradation analysis, blending, and specific gravity determination. However, since the aggregates were sieved earlier into individual size, the gradation process was ignored. Aggregate blending involved the process of proportioning the aggregates to obtain the desired gradation that were well within the gradation limits. The gradation limits for the mixes prepared were as specified by JKR/SPJ/rev2005 and are shown in Table 3.1. For this study, the mixes prepared were ACW10, ACW14, ACW20, and ACB28. The mixes combined coarse aggregates, fine aggregates, and mineral filler. A smooth curve within the appropriate gradation envelope is desired. Table 3.1: Gradation limits for asphaltic concrete (JKR, 2005) Mix Design AC10 BS Sieve Size, mm AC14 AC20 ACB28 Percentage Passing (by weight) 37.5 - - - 100 28.0 - - 100 100 20.0 - 100 76 – 100 72 – 90 14.0 100 90 – 100 64 – 89 58 – 76 10.0 90 – 100 76 – 86 56 – 81 48 – 64 5.0 58 – 72 50 – 62 46 – 71 30 – 46 3.35 48 – 64 40 – 54 32 – 58 24 – 40 1.18 22 – 40 18 – 34 20 – 42 14 – 28 0.425 12 – 26 12 – 24 12 – 28 8 – 20 0.150 6 – 14 6 – 14 6 – 16 4 – 10 0.075 4–8 4 – 18 4–8 3–7 Table 3.2: Design Bitumen Contents (JKR/SPJ/rev2005) 3.6 Mix Bitumen Content AC10 – Wearing Course 5.0 – 7.0% AC14 – Wearing Course 4.0 – 6.0% AC20 – Wearing Course 4.5 – 6.5% AC28 – Binder Course 3.5 – 5.5% Determination of Specific Gravity for Aggregate The specific gravity of an aggregate provides a mean of expressing the weight-volume characteristics of material. Specific gravity for coarse and fine aggregate was determined separately. For coarse aggregate, it is the aggregates that retained on the 4.75mm sieve while fine aggregates were those that passing 4.75mm sieve. 3.6.1 Specific Gravity for Coarse Aggregate The procedure for determining specific gravity for coarse aggregate was in accordance to AASHTO T 85 and ASTM C 127. The apparatus used to conduct this test were: (i) Balance that is accurate to 0.5g of the sample weight; (ii) Sample container; (iii) Water tank; and (iv) Sieves of 4.75mm sieve. The procedure for determining specific gravity for coarse aggregate was as follow: (i) Weigh the aggregate and wash it so as to clean it from dust. (ii) Soak the aggregate in water for 24 hours. (iii) After 24 hours, the aggregate is weighed together with the water and the mass is recorded as ‘A’ (iv) Dry the aggregate with a damp towel until it is saturated surface dry and weigh again. The mass of aggregate is recorded as ‘B’. (v) Dry the aggregate in an oven for 24 hours at 110 ± 5°C. (vi) Cool the aggregate before weighing for the third time and the mass of aggregate is recorded as ‘C’. (vii) Specific gravity for coarse aggregate can be determined with the following formula: Specific Gravity (Coarse Aggregate) = C B− A Where, A = Weight of aggregate in water, g B = Weight of saturated surface dry aggregate in air, g C = Weight of oven dry aggregate, g 3.6.2 Specific Gravity for Fine Aggregate The procedure for determining specific gravity for fine aggregate was in accordance to AASHTO T 84 and ASTM C 128. The apparatus needed were: (i) Balance having the capacity of 1kg with the accuracy of 0.1g; (ii) Pycnometer; (iii) Mould in the form of a frustrum of a cone with dimensions as follow: 40 ± 3mm inside diameter at the top, 90 ± 3mm inside diameter at the bottm, and 75 ± 3mm in height; and (iv) Tamper weighing 340 ± 15g and having a flat circular face 25 ± 3mm in diameter. The procedure for determining the specific gravity of fine aggregate will be as follow: (i) Weigh a ¾ filled pycnometer and is recorded as ‘A’. (ii) Pour the water away until the pycnometer is left to about ¼ filled. Add in about 500g fine aggregate and shake well to get rid of the air. (iii) Fill the pycnometer with water until the original level of ¾ of its volume. Weigh the pycnometer and record as ‘B’. (iv) Dry the aggregate in an oven until the aggregate achieve a constant weight. Weigh the oven dry aggregate and record it as ‘C’. (v) Mix the aggregate with water until the aggregate sticks together. Then, perform the cone test. If about 1/3 of the aggregate slumps after 25 light drops of tamper about 5mm above the top surface of the fine aggregate in a cone, the aggregate is saturated surface dry. The weight of saturated surface dry aggregate is weighed record as ‘D’. (vi) Specific gravity for fine aggregate can be determined with the following formula: Specific Gravity (Fine Aggregate) = C D − ( B − A) Where, A = Weight of pycnometer filled with water,g B = Weight of pycnometer with water and aggregate, g C = Weight of oven dry aggregate in air, g D = Weight of saturated surface aggregate, g Figure 3.3: Cone test to determine the saturated surface dry condition for fine aggregate Laboratory Mix design: 3.7 Marshall and Superpave laboratory mix design methods were use to compared the effect of compactive efforts on the hot mix asphalt properties of the mixes. 3.7.1 Marshall Mix Design In the first stage four mixes were prepared based on Marshall laboratory mix design method, the main purpose of design was to eliminate the optimum bitumen content (OBC) of each mixes. For this purpose 15 samples for each mix were prepared and 75 Marshall blows were used as laboratory compactive effort, considering the mix design for heavy traffic. See Appendix B to find the design part of the mixes. 3.7.1.1 Mix design preparation a) The apparatus that used in the preparation of mix designs are; i. Specimen mould Assembly, ii. Compaction Hammer, iii. Compaction Pedestal, iv. Specimen mould Holder, v. Breaking Head, vi. Oven, vii. Mixing Apparatus, viii. Thermometer, and ix. Mixing Tools, b) Test specimens ; i. Aggregates mix that had been dried at 1050C to 1100C, and ii. Heated asphalt cement. c) Preparation of Mixtures i. Aggregates were weighted according the amount of each size fraction that required being compact, ii. Then, put the pan on the hot plate and being heated to 280C iii. Charge the pan with the heated aggregates and dry mix thoroughly, iv. Preheated bituminous materials that required to the mixture are weighted, v. Prevention of losing the mix during the mixing must be taken with subsequent handling. The temperature shall not to be more than the limits, vi. Afterward, the aggregates and the bituminous are rapidly mixed until thoroughly coated, vii. Lastly, the mixture is removed from the pan and ready for compaction process. d) Compaction of specimens; The procedure begins with record the mixture temperature and observed until it reach the desirable compaction temperature. The process will follow as listed below: i. The mold assembly and the face of compaction hammer were cleaned and being heated in the boiling water or hot plat or oven at 930C to 1500C, ii. Filter paper that was cut into pieces is placed in the bottom of the mold before the mixture is introduced, iii. The mixture that has been prepared then placed in the mold, and being stirred by the spatula or trowel for 15 times around the perimeter and 10 times over the interior, iv. The collar is removed and the surface will be smoothed with the trowel to slightly rounded shape, v. Next, the compaction temperature is recorded once again, vi. The collar then will be assembled to the compaction pedestal in the mold holder, vii. The 50 blows or 75 blows of compaction hammer are applied with a free fall in 500mm from the mold base, and the compaction hammer is assured to be perpendicular to the base of the mold assembly, viii. After compaction, the base plate is removed and the same blows are compacted to the bottom of the sample that has been turned around, ix. After that, the collar is lifted from the specimen carefully, x. Next, transfer the specimen to smooth surface at room temperature for xi. Over-night, xii. Lastly, record the weight and examine the specimen. The procedure of the mixing and compaction are shown in Figure 3.4. a).aggregates are heated for 24 hours prior to mixing b) The temperature is read and being controlled c) The aggregates and the bitumen mixing process. d) The mix is into the mould the temperature is controlled. e) The specimen is compacted according to desire blows. Figure 3.4: 3.7.2 Marshall Test procedure Superpave Mix Design The Superpave mix design procedure has been published by several organizations. The publications are the Asphalt Institute’s Superpave Mix Design, SP-2, third edition, the AASHTO test procedure, T 312, Preparing and Determining the Density of Hot Mix Asphalt (HMA) Specimens by Means of the Superpave Gyratory Compactor, and the AASHTO practice, PP-28-2000, Standard Practice for Superpave Volumetric Design for Hot Mix Asphalt (HMA). For the purpose of this study, the AASHTO T 312 procedure is adopted. A total of 60 specimens were for second and third stage, 4 types of mix (AC10, AC14, AC20, and AC28), three binder contents at the interval of 0.5% for each type of mix with two specimens for each binder content to obtain the OBC and two loose specimens for each to determine the maximum theoretical specific gravity. 3.7.2.1 Procedure Generally, the AASHTO T 312 procedure is divided into two parts, i.e. sample preparation and sample compaction. The sample preparation involves determining the number of gyration from estimated traffic level, specifying mixing and compaction temperatures, and sample short-term aging.. The sample compaction involves heating the specimen moulds and base plates, compaction until Ndes, and determining the asphalt binder content. a) Apparatus The apparatus that will be needed for producing the specimens are: (i) An oven to heat up the aggregate, bitumen, and compaction mould; (ii) A pan for aging process; (iii) Scoop for mixing process and to transfer the aggregate into the mould; (iv) Gloves for blending and compaction process; (v) Container for heating bitumen; (vi) Thermometer readable to 200°C for checking and maintaining the temperature of aggregate, bitumen, and the mix; (vii) Balance; (viii) Marker to mark the specimens; (ix) Mixing wok; (x) Paper disc for compaction; (xi) Superpave Gyratory Compactor b) Specimen Preparation The procedure for specimen preparation listed below is a summary of the AASHTO T 312. (i) The levels of gyrations specified are 75 and 100 gyrations. The gyration number that relates to the ESALs is given in Table 3.2. Subsequently, determine that the aggregate meets the required consensus properties for the traffic level and verify that the asphalt binder grade is appropriate for the climate and traffic application. (ii) Specimens with 100mm diameter size require about 1200g of mix for each specimen while specimens with 150mm diameter size will require about 4700g of mix for each specimen. Two specimens will be required for each asphalt binder content. (iii) After all the specimens are compacted for the three asphalt binder contents, the optimum asphalt binder content is selected and two additional specimens are then compacted to Nmax at the optimum asphalt binder content. (iv) Determine the temperatures for mixing and compaction. (v) Heat the aggregate and bitumen to the mixing temperature prior to mixing. (vi) Immediately after mixing, place each individual mixture in a flat pan in an oven for 2 hours of short-term aging at a temperature equal to the mixture compaction temperature. Table 3.3: Superpave gyratory compactive effort based on ESALs Design ESALs 20 years SGC compactive effort (number of gyrations) Ninitial Ndesign Nmax <300,000 6 50 75 300,000 to <3,000,000 7 75 115 3,000,000 to <30,000,000 8 100 160 ≥30,000,000 9 125 205 The procedure for specimen compaction is listed below: (i) Preheat the specimen moulds and the base plates at the compaction temperature. (ii) Once the short-term aged mixture reaches compaction temperature, place it in the preheated mould, level the mixture, and place a paper disk on top of the mix. Place the loaded mould into the SGC. Centre the mould under the loading ram and start the SGC so that the ram extends down into the mould cylinder and contacts the specimen. The ram will stop when the pressure reaches 600 kPa. Apply the 1.25° gyration angle and start the gyratory compaction. (iii) Compaction will proceed until Ndes has been completed. During compaction, the ram measured and recorded on the SGC printer. The height is measured after each revolution. (iv) After Ndes has been reached by the SGC, the gyration angle will be released and the ram will be raised. Remove the mould from the SGC and extrude the compacted specimen from the mould. Allow the specimen to cool before extrusion to facilitate specimen removal without any distortion. (v) Identify the compacted specimen by marking it with the specimen code. (vi) Repeat compaction procedure until all required mixtures are compacted. (vii) Once the optimum asphalt binder content is determined, mix and age two mixtures at the optimum binder content and compact. c) Determination of Optimum Bitumen Content The optimum bitumen content is the amount that provides the desired air voids (4% for wearing course and 5% for binder course), the minimum VMA requirement and meets the VFA range. Table 3.4 shows the specification of bitumen content as stated in JKR/SPJ/rev2005. Table 3.4: 3.8 Design Bitumen Contents (JKR/SPJ/rev2005) Mix Bitumen Content AC10 – Wearing Course 5.0 – 7.0% AC14 – Wearing Course 4.0 – 6.0% AC20 – Wearing Course 4.5 – 6.5% AC28 – Binder Course 3.5 – 5.5% Measurement of Density To measure the relative compaction for a HMA mix, the specific gravity is used. This section discusses the method of analysis that will be carried out on the specimens. To calculate the relative density for a specimen, the bulk specific gravity of the specimens along with the maximum theoretical specific gravity is needed. The degree of compaction performed by the SGC is measured in terms of relative density, %Gmm. This is express as follow: Relative Density = Gmb × 100 Gmm Where, Gmb = Bulk Specific Gravity Gmm = Maximum Theoretical Specific Gravity 3.8.1 Bulk Specific Gravity This test is useful in calculating percent air voids and the unit weight of compacted dense mixes. The specimens that are compacted will be taken out from the mould and let to cool at room temperature. Bulk specific gravity will be determined using the water displacement method. The specimens will be weighed in three conditions, i.e. in air, in water, and saturated surface dry. The method is in accordance to ASTM D 2726. Apparatus: (i) Balance; and (ii) Water bath. The procedure for determining bulk specific gravity is: (i) Mass of specimen in water – immerse the specimen in a water bath at 25°C for 3 to 5 min then weigh water. Designate the mass as ‘C’. (ii) Mass of saturated surface dry specimen in air – surface dry the specimen by blotting quickly with a damp towel and then weigh in air. Designate this mass as ‘B’. (iii) Mass of oven-dry specimen – oven dry the specimen to constant mass at 110 ± 5°C. Allow the specimen to cool and weigh in air and designate this mass as ‘A’. (iv) The bulk specific gravity for the specimens is calculated using the following equation: Bulk Specific Gravity = A B −C Where, A = Weight of dry specimen in air B = Weight of saturated surface dry specimen in air C = Weight of saturated specimen in water Density = Bulk SG X 997.0 997.0 = density of water in kg/m3 at 25°C 3.8.2 Maximum Theoretical Specific Gravity The purpose of conducting this test is to determine the density and maximum theoretical specific gravity of loose HMA specimens. The maximum theoretical specific gravity will be determined using the Rice method (also in accordance to ASTM D 2041). The apparatus needed were: (i) Vacuum container; (ii) Balance; (iii) Vacuum pump or water aspirator; (iv) Residual pressure manometer; (v) Manometer or vacuum gauge; (vi) Thermometer; and (vii) Water bath. The procedure involved will be as follow: (i) The size of the sample shall conform to the requirements as shown in Table 3.4. (ii) Separate the particles of the sample of mixture by hand, taking care to avoid fracturing the aggregate, so that the particles of the fine aggregate portion are not larger than 6.3mm. (iii) Oven dry the sample to constant mass at a temperature of 105±5°C. (iv) Cool the sample to room temperature, place it in a tared container and weigh. Designate the net mass of the sample as ‘A’. Add sufficient water at a temperature of approximately 25°C to cover the sample completely. (v) Remove air trapped in the sample by applying gradually increased vacuum until the residual pressure manometer reads 30mm of Hg or less. Maintain this residual pressure for 5 to 15 min. As the vacuum is working, a mechanical device will agitate the container. (vi) At the end of the vacuum period, gently release the vacuum. (vii) Suspend the container and contents in the water bath and determine the mass after 10 ±1min immersions. Record the mass as ‘B’. (viii) The maximum theoretical specific gravity can be calculated as follow: Maximum Theoretical Specific Gravity = A A− B Where, A = Mass of oven dry sample in air, g B = Mass of water displaced by sample, g Table 3.5: Minimum sample size requirement for maximum theoretical specific gravity (ASTM D 2041) Size of Largest Particle of Aggregate in Mixture, mm 3.9 Minimum Sample Size, g 50.0 6000 37.5 4000 25.0 2500 19.0 2000 12.5 1500 9.5 1000 4.75 500 Data Analysis The data obtained was analyzed and reflected in such a way in Table 3.5, that it can achieve the objectives. The density and air voids based on compactive effort of each mix was calculated from the bulk specific gravity and maximum theoretical specific gravity in the first stage, equivalent number of gyrations to achieve the same density were observed in the second stage and in the last stage OBC was obtained to observe and compare the difference between two laboratory compaction methods. Table 3.6: Sample table for data recording and calculation Mix Design (OBC) Compactive Effort Blows Gyrations Marshall Gyratory ACW10 ACW14 ACW20 ACB28 Comparison of the data was made by plotting the required graphs of Gmm versus asphalt content, VTM versus asphalt content in the first stage to get the density at OBC, in the second stage, number of gyrations versus Gmm to obtain the equivalent number of gyrations at same density and for third and last stage graph were plotted for asphalt content versus VTM to obtain the OBC at equivalent number of gyration to analyse the difference between two laboratory methods to examine the correlation. 3.10 Summary Chapter 3 describes the methodology that was used for the study. All the data was obtained through laboratory testing. The operational framework was given to illustrate the whole testing program. Mixes prepared were ACW10, ACW14, ACW20, and ACB28 and compacted with the help of Marshall and Gyratory laboratory compactors. Tests conducted were dry and washed sieve analysis, aggregate proportioning, determination of specific gravity for coarse and fine aggregate, determination of bulk specific gravity, and determination of maximum theoretical specific gravity. From the data obtained, relative density was calculated. All the results and analysis for the laboratory works will be discussed in the Chapter 4. CHAPTER IV RESULTS AND DATA ANALYSIS 4.1 Introduction In this chapter the author discuss precisely about the outcome of the laboratory tests that has been accomplished for the project. Comparisons of Marshall and Gyratory laboratory compaction methods based on four laboratory mix designs (ACW10, ACW14, ACW20 and ACB28) was carried out. This chapter presents the results of testing specimen manufactured by the Marshall and gyratory laboratory compaction methods using standard 80/100 Asphalt cement (AC). The Marshall method was taken as a benchmark for comparing the difference between two-compaction methods. Since density was taken as the control factor and it was not possible to regulate density of Marshall compacted specimens unlike gyratory compacted specimens, so Marshall Compaction was carried first. To accomplish above task mixes were prepared based on Marshall Laboratory mix design method. ACW10, ACW14, ACW20 and ACB28 mixes were prepared based on 75-blows for heavy traffic. Densities of specimens compacted by Marshall Automatic Impact hammer were observed at optimum bitumen contents (OBC) that is at 4% air voids. Same densities were achieved by fabricating the samples with gyratory compactor using same mix design as used for Marshall Laboratory mix design method and the equivalent number of gyration required to simulate density with Marshall, were observed. Based on equivalent number of gyrations, mixes were prepared using Superpave Mix design method and compacted with the help of gyratory compactor to obtain OBC. Difference between two laboratory compaction methods in terms of density and optimum bitumen content was observed. 4.2 Conventional Test Results (MARSHALL MIX DESIGN) As mentioned above, two conventional tests were employed. These were density and OBC. The data from the Marshall tests were used to plot graphs of the two parameters against the asphalt content percentage. Data from Marshall test results to obtain density at OBC is mentioned in Appendix B. The two parameters were; 4.2.1 i. density, ii. air voids (VTM). Optimum Bitumen Content The primary objective of Marshall tests was to determine the optimum bitumen content (OBC) of the designed mixes, which were ACW10, ACW14, ACW20 and ACB28 with 75, blows compaction using Marshall Automatic Impact hammer as laboratory compactive efforts. 4.2.2 Density Densities were set to be the main criteria along with OBC for comparison between two laboratory compaction methods. Densities were obtained at OBC for ACW10, ACW14, ACW20 and ACB28. OBC for ACW10 was calculated as 6.3 % and the mean density was observed as 2.288 gm/cm3, for ACW14, OBC was calculated as 5.8 % and the mean density was observed as 2.300 gm/cm3, for ACW20 OBC was calculated as 4.9% and the mean density was observed as 2.289 gm/cm3 and in case of ACB28 OBC was 4.8 % and the mean density was observed as 2.334 gm/cm3. Table: 4.1 Marshall test results (OBC and Density) No. of Blows VTM (%) OBC (%) Density (gm/cm3) ACW10 75 4 6.3 2.288 ACW14 75 4 5.8 2.300 ACW20 75 4 4.9 2.289 ACB28 75 4 4.8 2.334 Mix Design Procedure as described by the National Asphalt Paving Association (NAPA) to determine the OBC was selected. The asphalt content percentage, which corresponds to the 4% air void at VTM, was determined. The 4% is the specification of median air void content. Table 4.1 shows the density at OBC from Marshall results. The data is included in the Appendix B, which shows the results and graphs obtained from Marshall tests. 4.3 Conventional Test Results (SUPERPAVE MIX DESIGN) 4.3.1 Gyrations Based on the observed density with Marshall at OBC, mixes were fabricated with the help of gyratory compactor to obtain equivalent number of gyrations required to simulate the density with Marshall compacted samples. From the Table given below it was observed that the same densities were obtained for ACW10, ACW14, ACW20 and ACB28 at 105, 67, 58 and 107 gyrations respectively. Table 4.2 shows the Equivalent number of gyrations to achieve same density as of Marshall compacted samples. Appendix C contains the Data obtained from the specimens compacted by the gyratory compactor to observe Equivalent number of gyrations to simulate the density. Table 4.2: Equivalent number of gyrations to simulate density Mix Design 4.3.2 ACW10 No. of Gyrations 105 BRD (gm/cm3) 2.288 ACW14 67 2.300 ACW20 58 2.289 ACB28 107 2.334 Optimum Bitumen Content (OBC) In the last stage after obtaining the equivalent number of gyrations to simulate the density, six samples for each mix design at different asphalt contents at an interval of 0.5% were compacted by gyratory compactor to obtain OBC to compare the difference between two laboratory compaction methods in terms of OBC. Table 4.3 reveals the results regarding comparison of OBC for Marshall and gyratory compacted samples at equivalent number of gyrations and blows. Table 4.3: Mix Design Comparison of OBC ACW10 No. of Gyrations 105 OBC (%) 6.9 VTM (%) 4 ACW14 67 5.7 4 ACW20 58 4.8 4 ACB28 107 4.9 4 From the test results shown in above table it can be observed that for ACW10, OBC at 105 gyrations was observed as 6.9%, for ACW14 OBC at 67 gyrations was observed as 5.8%, for ACW20 OBC at 58 gyrations was observed as 4.8% and for ACB28 OBC at 107 gyrations was observed as 4.9%. All the results were in the range of NAPA specifications. According to the analysis of results mentioned in table 4.1, 4.2, and 4.3 indicates that higher would be nominal maximum aggregate size, less amount of Asphalt would be required , as Optimum Bitumen Contest for ACW10 was calculated as 6.42% and it was 4.9% in case of ACB28. 4.4 Discussions Table 4.4: Comparison between Marshall and Gyratory in terms of Compactive effort and OBC. Mix Design Compactive Effort (OBC) Blows Gyrations Marshall Gyratory ACW10 75 105 6.3 6.9 ACW14 75 67 5.8 5.7 ACW20 75 58 4.9 4.8 ACB28 75 107 4.8 4.9 The results from the analysis of all laboratory experiment are compiled in Table 4.4. From the above-analyzed results a significant difference in number of gyrations and number of blow was observed in case of ACW10 and ACB28, while in case of ACW14 and ACW20 it was not significant. These finding does not agree with the previous research, which suggest that 75 blows Marshall are equal to 75 or 50 gyrations and also another study done in this regard, which show that 90 gyrations are equivalent to 50 blows Marshall. In this particular study it was observed that more compactive effort by gyratory compactor was required when material was more on finer side as in case of ACW10, and also more number of gyrations were needed to compact the specimen for coarser material as for ACB28 (see figure 4.1). As the particles gets extremely courser as in case of ACB28, then it becomes difficult for the particles to move around and get to denser condition, hence require more compactive effort. On the other hand for ACW10 when particles are more on finer side it also needs more compactive effort to be compacted due to more surface area of aggregates that increase the friction thus hinders the compaction. There was no significant difference observed in OBC using equivalent compactive effort for ACW14, ACW 20 and ACB28; however there was slight difference of 0.6% for ACW10, which could be probably due to the lager amount of aggregate in the gyratory(see figure 4.2). NMAS v/s Gyrations OBC Comparison 110 100 90 OBC No. of Gyrations 120 80 70 60 50 5 10 15 20 25 30 8 7 6 5 4 3 2 1 0 Marshall Gyratory 10 NMAS (Nominal Maximum Aggregate Size) Figure 4.1: OBC v/s NMAS. 14 20 28 NMAS Figure 4.2: OBC Comparison CHAPTER V CONCLUSIONS AND RECOMMENDATIONS 5.1 Introduction Over the past decade major changes have occurred in loading conditions under which pavement have to perform. Axle loads and tire pressure have been increased dramatically with the size of vehicles (expansion in trucking industry) and also load repetition have intensified with growing number of vehicles. Changes in material due to new laboratory mix designs and a growth in the use asphalt binders have been occurring, but the most important factor which affects the pavement performance most is laboratory compaction technique used during mix design. The main objective of this research was the laboratory comparison of Marshall compaction to the Gyratory compaction and to determine the effect of laboratory compaction on the hot mix asphalt properties like density and air voids. The subsidiary objective was to investigate the correlation between Marshall and Gyratory laboratory compaction methods. In order to achieve these objective following framework was developed and a laboratory investigation was carried out to perform the task. Since density was taken as the control factor and it was not possible to regulate density of Marshall compacted specimens unlike gyratory compacted specimens, so Marshall Compaction was carried first. To accomplish this task mixes were prepared based on Marshall Laboratory mix design method. ACW10, ACW14, ACW20 and ACB28 mixes were prepared based on 75-blows (heavy traffic), density at OBC was obtained after using Marshall Compactor as laboratory compactive effort for above four mixes. Same density was achieved by fabricating the specimens with the help of gyratory compactor using same mix design and the required number of gyration required to simulate the density were observed. Based on equivalent number of gyrations mixes were prepared using Superpave Mix design method and difference between two laboratory compaction methods in terms of density and OBC was observed. 5.2 Conclusions From this study, the following conclusions can be drawn; a) The numbers of Marshall blows were not equivalent to the number of gyrations. b) The relationship between Marshall and Superpave Gyratory laboratory compaction is mix specific as it was found that 75 blows Marshall were equivalent to 105, 67, 58 and 107 for ACW10, ACW14, ACW20 and ACB28 respectively. c) Using equivalent compactive effort for mix designs from both methods, it was observed that OBC has no significant difference except for ACW10, which was 0.6%. This shows that numbers of gyrations obtained are reasonable in comparing with 75 blows Marshall. 5.3 Recommendations No proper co-relation was developed between Marshall and Gyratory laboratory compaction methods, as it was observed that relationship between Marshall and Superpave Gyratory is mix specific, hence more mixes must be compared with different intensities of compactive effort, such as for light and medium traffic. From the literature review it was observed that no such study regarding comparison between Marshall and Gyratory laboratory compaction methods has been done previously for Malaysian conditions, hence it is needed to have more study in this area according to local climate and conditions. Some of the studies done out side Malaysia shows that the relationship between Marshall and Superpave Gyratory is also material specific along with mix specific as the hot mix asphalt properties might change with the change of material like aggregate, and asphalt. Hence it is also required that research should be carried out with different material. For this research aggregate for preparation of laboratory samples was collected from Malaysian Rock Product (MRP) quarry, hence to verify the above research which shows that it is also material specific, studies should be done with different source of material to verify according to local conditions and climate. At this time gyratory should be used for research only, mix designs should be performed with the Marshall mechanical hammer until other additional research is performed to fully evaluate gyratory compaction method for the different materials and different designs such as light and medium. REFERENCES References: Abd El Halim. A.O.. "Pavement and Materials". Notes from Course Lectures 1994. Adam. V.. Shah, S.C.. and Arena. P.J., Jr.. '-Compaction of Asphalt Concrete Pavement with High Intensity Pneumatic Roller". Research Report 10-1. ResearchProject 61-78. 1963. Al-Sanad. H.A.. "The Effect of Laboratory Compaction Methods for Asphaltic Concrete Mixtures". Indian Highways. Vol.12 .No.6. June 1984. pp. 13-18. Anderson. R.M.. Bosley. R.D.. Creamer. P.A.. "Quality Management of HMA Construction Using Superpave Equipment: A Case Study" Transportation Research Record No. 1513. National Research Council. Washington. D.C. 1995. pp. 18-24. Anderson, DA., Chrisitensien. D.W.. and Bahia. H.U.. "Physical Properties of Asphalt Cements and the Development of Performance-Related Specifications". Journal of the Association of Asphalt Paving Technolgists. Vol.60. 1991. pp. 437-475. Bahia. H.U "Critical Evaluation of Asphalt Modification Using Strategic Highway Research Program Concepts". Transportation Research Record No.1488.National Research Council. Washington. D.C. 1995. pp 82-88 Bahia. H C'.. and Anderson. D.A.. "Strategic Highway Research Program Binder Rheological Parameters: Background and Comparison with Conventional Properties". Transportation Research Report No.l488. National Research Council. Washington. D.C. 1995. pp. 32-39, BIankenship. P.B.. Mahboub, K.C.. and Huber. G.A. "Rational Method for Laboratory Compaction of Hot-Mix Asphalt". Transportaton Research RecordNo .1454. National Research Council. Washington. D.C. 1994. pp. 144-150. Bowes. W.H.. Russel. L.T- Suter. G.T.. Mechanics of Engineering Materials". BRS Publications. 1990. pp. 299. Brennen. M.. Tia. M.. Altschaefel. A.. Wood. L.E.- "Laboratory Investigation of the Use of Foamed Asphalt for Recycled Bituminous Pavements". ransportation Research Record No.911 National Research Council. Washington. D.C. 1983. pp.80-87. Brown. E.R.. "Density of Asphalt Concrete - How Much Is Needed?".Transpiration Research Record No. 1282. National Research Council. Washington. DC 1990. pp. 27-32. Brown. S.F., and Bruton, J.M.. "Improvements to Subgrade Strain Criterion". Journal of Transportation Engineering. ASCE. Vol. 110.N'o. 6. 1984. pp. 551-567. Button, J.W.. Little. D.N., Jagadam. V.. Pendleton. OJ.. "Correlation of Selected Laboratory Compaction Methods with Field Compaction" Transportation Research Record No.l 454. National Research Council. Washington. D.C 1994. pp. 193-200. Cominsky, R.J.. el al. "The Superpave Mix Design Manual for New construction and Overlays". Report No. SHRP-A-407. Strategic Highway Research Program. National Research Council. Washington. DC. 1994. Consuegra. A., Little. D.N., Von Quintus. H., Burati. J., "Comparative Evaluation of Laboratory Compaction Devices Based on their Ability to Produce Mixtures with Engineering Properties Similar to Those Produced in the Field" Transportation Research Record No.l228. National Research Council. Washington. DC. 1989. pp. 80-87. D'Angclo. J.A., Paugh. Ch., Hannan. T.P., "Comparison of the Superpave Gyratory Compactor to the Marshall for Field Quality Control" Journal of the Association of Asphalt Paving Technologists. Vol.64. 1095. pp.611635. Decker. D.S.. "An Industry Discussion on Superpave Implementation". Proceeding of the Fortieth Annual Conference of Canadian Technical Asphalt Association 1995. pp. 229-237. El Hussein. H.M., and Yue, Z., “Criteria for Evaluation of Rutting Potential Based on Repetitive Uniaxial Compression Test". Transportation Research Record No.I454. National Research Council. Washington. D.C. 1994. pp 74-81. Epps. J.A., Galloway. B,M., Harper. W.J., Scott. W.W., Jr., and Seay, J.W., "Compaction of Asphalt Concrete Pavements". Research Report 90-2F ResearchStudy Number 2-6-65-90. Texas Transportation Institute. College Station Texas.July 1969. - Finn, F.N., "Factors Involved in the Design of Asphaltic Pavement Surfaces" NCHRP Report No.39. Transportation Research Board National Research council Washington. D.C. 1967. pp 112. Gervais. F.A., and Abd El Halim. A.O., "Rutting of Asphalt Overlays: Analytical and Field Studies". Canadian Technical Asphalt Association. Vol.35. 1990. pp. 34-45. Goetz. W.H., "The Evolution of Asphalt Concrete Mix Design", Asphalt Concrete Mix Design: Development of More Rational Approaches ASTM STP 1041. Gartner. W., Jr. Ed. ASTM. Philadelphia. 1989 pp. 5-14 Linden RN, Mahoney JP, Jackson NC. Effect of compaction on asphalt concrete performance. Transportation research record No. 1217. Washington, DC: Transportation Research Board, National Research Council, 1992:20]28. Powel WD, Lister NW. Compaction of bituminous materials. In: Pell PS, editor. APPENDICES APPENDIX A Aggregate Gradation for Laboratory Mix Design Sieve Size, mm ^0.45 14 10 5 3.35 1.18 0.425 0.15 0.075 DUST 3.279 2.818 2.063 1.723 1.077 0.68 0.426 0.312 0 MIX DESIGN: AC10 Lower Upper Limit Limit 100 100 90 100 58 72 48 64 22 40 12 26 6 14 4 8 - Percent Passing 100 95 65 56 27 15 10 6 Cumulative retained 0 5 35 44 73 85 90 94 100 Percent Retained 0 5 30 9 29 12 5 4 6 AC10 Gradation 120 100 Percentage Passing 80 Lower Limit Upper Limit MDL AC10 Gradation 60 40 20 0 0.000 0.500 1.000 1.500 2.000 Sieve Size 2.500 3.000 3.500 Sieve Size, mm ^0.45 20 14 10 5 3.35 1.18 0.425 0.15 0.075 Pan 3.850 3.279 2.818 2.063 1.723 1.077 0.680 0.426 0.312 MIX DESIGN: AC14 Lower Upper Limit Limit 100 100 90 100 76 86 50 62 40 54 18 34 12 24 6 14 4 8 Percent Passing 100 93 79 56 47 23 14 10 6 0 Cumulative retained 0 7 21 44 53 77 86 90 94 100 Percent Retained 0 7 14 23 9 24 9 4 4 6 AC14 Gradation 120 100 Percentage Passing 80 Lower Limit Upper Limit MDL AC14 60 40 20 0 0.000 0.500 1.000 1.500 2.000 2.500 Sieve Size 3.000 3.500 4.000 4.500 Sieve Size, mm ^0.45 28 20 14 10 5 3.35 1.18 0.425 0.15 0.075 Pan 4.479 3.850 3.279 2.818 2.063 1.723 1.077 0.680 0.426 0.312 MIX DESIGN: AC20 Lower Upper Limit Limit 100 100 76 100 64 89 56 81 46 71 32 58 20 42 12 28 6 16 4 8 Percent Passing 100 94 80 72 58 49 33 22 12 6 0 Cumulative retained 0 6 20 28 42 51 67 78 88 94 100 Percent Retained 0 6 14 8 14 9 16 11 10 6 6 AC20 Gradation 120 100 Percentage Passing 80 Lower Limit Upper Limit MDL AC20 60 40 20 0 0.000 0.500 1.000 1.500 2.000 2.500 Sieve Size 3.000 3.500 4.000 4.500 5.000 Sieve Size, mm 37.5 28 20 14 10 5 3.35 1.18 0.425 0.15 0.075 Pan ^0.45 5.109 4.479 3.850 3.279 2.818 2.063 1.723 1.077 0.680 0.426 0.312 MIX DESIGN: AC28 Lower Upper Percent Limit Limit Passing 100 100 100 90 100 95 72 90 85 58 76 70 48 64 56 30 46 36 24 40 28 14 28 17 8 20 10 4 10 5 3 7 4 0 Cumulative retained 0 5 15 30 44 64 72 83 90 95 96 100 Percent Retained 0 5 10 15 14 20 8 11 7 5 1 4 AC28 Gradation 120 100 Percentage Passing 80 Lower Limit Upper Limit MDL AC28 60 40 20 0 0.000 1.000 2.000 3.000 Sieve Size 4.000 5.000 6.000 APPENDIX B Marshall Test Results for ACW10, ACW14, ACW20 & ACB28 MAKMAL JALAN RAYA FAKULTI KEJURUTERAAN AWAM UNIVERSITI TEKNOLOGI MALAYSIA MARSHALL TEST RESULT BITUMEN: ASPHALTIC CONCRETE WEARING COURSE (ACW10) 2.6236 1.030 80/100 PEN Quarry Product: Mix MRP LABORATORY MIX TYPE OF MIX: SG. AGG. Effective: SG. BIT: % BIT. SPEC. SPEC. Saturated IN IN VOL. FILLED TOTAL NO. NO. surface dry (SSD) AIR WATER cc. BULK THEOR. BIT AGG. VOIDS AGG. (BIT) MIX a b c d e f g h i j k l m n 100-i-j 100-j 100(i/l) 100-(100g/h) % Bit. % Bit. by wt. of Agg. of MIX. BULK VOLUME - % TOTAL VOIDS - % MAX. d bx g (100-b)g c-e f SGbit SG(eff)agg 2.236 2.236 2.275 2.249 2.269 2.272 2.258 2.266 2.259 2.282 2.258 2.266 2.295 2.307 2.313 2.305 2.288 2.303 2.309 2.300 2.435 10.9 81.4 7.7 18.6 58.8 7.7 2.418 12.1 81.6 6.3 18.4 65.9 6.3 2.401 13.2 81.2 5.6 18.8 70.2 5.6 2.384 14.5 82.1 3.3 17.9 81.5 3.3 2.367 15.6 81.5 2.8 18.5 84.7 2.8 5.00 1206.6 1192.1 1203.9 1200.8 1187.6 1202.2 669.5 660.9 675.4 537.1 531.2 528.5 5.50 1201.2 1197.0 1186.1 1200.0 1196.4 1185.4 672.4 670.4 661.1 528.8 526.6 525.0 6.00 1201.9 1208.9 1213.5 1201.3 1208.2 1211.9 670.0 679.4 676.7 531.9 529.5 536.8 6.50 1207.2 1206.2 1217.0 1207.1 1205.9 1217.5 681.3 683.5 690.6 525.9 522.7 526.4 7.00 1199.9 1204.0 1203.3 1199.7 1204.1 1203.4 675.6 681.2 682.2 524.3 522.8 521.1 AVG AVG AVG AVG AVG SPEC. GRAV. 26th July 06 % BIT by wt. WEIGHT-gm DATE: ACW10 9.0 8.0 VTM (%) 7.0 6.0 5.0 4.0 3.0 2.0 1.0 0.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5 6.5 7.0 7.5 Bit. Content (%) 2.320 Density (g/cu.cm) 2.300 2.280 2.260 2.240 2.220 2.200 4.5 5.0 5.5 6.0 Bit. Content (%) MAKMAL JALAN RAYA FAKULTI KEJURUTERAAN AWAM UNIVERSITI TEKNOLOGI MALAYSIA MARSHALL TEST RESULT TYPE OF MIX: ASPHALTIC CONCRETE WEARING COURSE (ACW14) SG. AGG. Effective: 2.614 SG. BIT: 1.03 BITUMEN: 80/100 PEN MRP Laboratory Mix Quarry Product: Mix DATE: % BIT % BIT. SPEC. SPEC. Saturated IN IN VOL. FILLED TOTAL NO. NO. surface dry AIR WATER cc. BULK THEOR. BIT AGG. VOIDS AGG. (BIT) MIX a b c d e f g h i j k l m n 100-i-j 100-j 100(i/l) 100-(100g/h) % Bit. % Bit. by wt. by wt. of Agg. of MIX. WEIGHT-gm BULK SPEC. GRAV. VOLUME - % TOTAL 28th July 2006 VOIDS - % MAX. d b xg (100-b)g c-e f SGbit SGag 4.50 1193.5 1209.4 1181.6 1205.2 661.6 679.3 531.9 530.1 2.221 2.220 9.7 81.1 9.2 18.9 51.4 9.2 1210.0 1204.0 1206.7 1202.1 684.0 677.9 526.0 526.1 2.221 2.294 2.285 2.445 5.00 11.1 83.2 5.7 16.8 66.2 5.7 1225.3 1201.0 1224.2 1200.2 693.2 674.6 526.4 526.4 2.290 2.280 2.280 2.427 5.50 12.2 82.4 5.4 17.6 69.3 5.4 1213.7 1203.9 1213.2 1203.1 686.9 679.9 526.8 524.0 2.280 2.303 2.296 2.410 6.00 13.4 82.7 3.9 17.3 77.4 3.9 1200.3 1215.2 1199.8 1214.5 685.8 688.9 514.5 526.3 2.299 2.332 2.308 2.393 6.50 AVG AVG AVG AVG ACW14 2.320 Density (g/cu.cm) 2.300 2.280 2.260 2.240 2.220 2.200 4.0 4.5 5.0 5.5 6.0 6.5 7.0 6.0 6.5 7.0 VTM (%) Bit. Content (%) 10.0 9.0 8.0 7.0 6.0 5.0 4.0 3.0 2.0 1.0 0.0 4.0 4.5 5.0 5.5 Bit. Content (%) MAKMAL JALAN RAYA FAKULTI KEJURUTERAAN AWAM UNIVERSITI TEKNOLOGI MALAYSIA MARSHALL TEST RESULT TYPE OF MIX: ASPHALTIC CONCRETE WEARING COURSE (ACW20) SG. AGG. Effective: 2.615 SG. BIT: 1.03 80/100 PEN MRP Laboratory Mix BITUMEN: Quarry Product: Mix DATE: % BIT % BIT. SPEC. SPEC. Saturated IN IN VOL. FILLED TOTAL NO. NO. surface dry AIR WATER cc. BULK THEOR. BIT AGG. VOIDS AGG. (BIT) MIX a b c d e f g h i j k l m n 100-i-j 100-j 100(i/l) 100-(100g/h) % Bit. % Bit. by wt. by wt. of Agg. of MIX. WEIGHT-gm BULK VOLUME - % TOTAL VOIDS - % MAX. d b xg (100-b)g c-e f SGbit SGag 2.321 2.325 2.310 2.319 2.332 2.348 2.328 2.336 2.339 2.373 2.375 2.362 2.347 2.362 2.371 2.360 2.357 2.359 2.360 2.359 2.446 10.1 84.7 5.2 15.3 66.1 5.2 2.428 11.3 84.9 3.8 15.1 74.9 3.8 2.411 12.6 85.4 2.0 14.6 86.2 2.0 2.394 13.7 84.8 1.4 15.2 90.6 1.4 2.377 14.9 84.3 0.8 15.7 95.1 0.8 4.50 1211.2 1211.3 1212.0 1207.8 1209.1 1206.3 690.8 691.2 689.9 520.4 520.1 522.1 5.00 1215.1 1217.4 1222.1 1211.2 1215.9 1217.8 695.8 699.5 699.0 519.3 517.9 523.1 5.50 1227.5 1222.8 1226.7 1224.1 1221.7 1225.0 704.1 708.0 711.0 523.4 514.8 515.7 6.00 1220.4 1228.1 1228.0 1217.6 1227.4 1226.9 701.6 708.4 710.5 518.8 519.7 517.5 6.50 1233.2 1233.1 1231.5 1232.5 1232.8 1231.3 710.4 710.6 709.7 522.8 522.5 521.8 AVG AVG AVG AVG AVG SPEC. GRAV. 2nd August 2006 ACW20 7.0 6.0 VTM (%) 5.0 y = 14157x -5.1894 R2 = 0.9796 4.0 3.0 2.0 1.0 0.0 4.0 4.5 5.0 5.5 6.0 6.5 7.0 6.0 6.5 7.0 Bit. Content (%) Density (g/cu.cm) 2.350 2.300 2.250 2.200 4.0 4.5 5.0 5.5 Bit. Content (%) MAKMAL JALAN RAYA FAKULTI KEJURUTERAAN AWAM UNIVERSITI TEKNOLOGI MALAYSIA MARSHALL TEST RESULT ASPHALT CONCRETE BINDER COURSE 28 2.611 1.03 80/100 PEN MRP LABORATORY MIX TYPE OF MIX: SG. AGG. Effective: SG. BIT: BITUMEN: Quarry Product: Mix % BIT. SPEC. SPEC. Saturated IN IN VOL. FILLED TOTAL NO. NO. surface dry (SSD) AIR WATER cc. BULK THEOR. BIT AGG. VOIDS AGG. (BIT) MIX a b c d e f g h i j k l m n 100-i-j 100-j 100(i/l) 100-(100g/h) % Bit. % Bit. by wt. of Agg. of MIX. BULK SPEC. GRAV. VOLUME - % TOTAL 7th August-2006 % BIT by wt. WEIGHT-gm DATE: VOIDS - % MAX. d bx g (100-b)g c-e f SGbit SG(eff)agg 2.319 2.302 2.308 2.310 2.315 2.335 2.346 2.332 2.337 2.322 2.313 2.324 2.320 2.343 2.364 2.342 2.358 2.494 7.8 85.4 6.8 14.6 53.6 7.4 2.476 9.1 85.7 5.2 14.3 63.5 5.8 2.457 10.2 85.0 4.8 15.0 67.7 5.4 2.440 11.4 85.2 3.4 14.8 76.9 4.0 3.50 1201.3 1212.5 1203.9 1193.1 1198.9 1191.5 686.8 691.7 687.7 514.5 520.8 516.2 4.00 1197.1 1214.9 1217.3 1188.0 1211.3 1212.9 683.9 696.2 700.3 513.2 518.7 517.0 4.50 1213.2 1208.6 1208.4 1209.1 1203.1 1203.1 695.9 690.5 688.3 517.3 518.1 520.1 5.00 1227.4 1219.5 1219.3 1223.8 1215.1 1217.3 699.8 700.8 704.4 527.6 518.7 514.9 5.50 1225.5 1224.4 706.2 519.3 AVG AVG AVG AVG ACB28 7.5 7.0 6.5 VTM (%) 6.0 y = 61.68x -1.7581 R2 = 0.963 5.5 5.0 4.5 4.0 3.5 3.0 2.5 3.4 3.6 3.8 4.0 4.2 4.4 4.6 4.8 5.0 5.2 5.4 5.6 Bit. Content (%) 2.345 Density (g/cu.cm) 2.340 2.335 2.330 2.325 2.320 2.315 2.310 2.305 3.4 3.6 3.8 4.0 4.2 4.4 4.6 4.8 Bit. Content (%) 5.0 5.2 5.4 5.6 APPENDIX C Results of Marshall Mix Design with Gyratory Compactor for ACW10, ACW14, ACW20 & ACB28 Mixes MAKMAL JALAN RAYA FAKULTI KEJURUTERAAN AWAM UNIVERSITI TEKNOLOGI MALAYSIA MARSHALL MIX DESIGH WITH GYRATORY COMPACTOR TYPE OF MIX: ASPHALTIC CONCRETE WEARING COURSE (ACW10) SG. AGG. Effective: 2.6236 SG. BIT: 1.03 BITUMEN: 80/100 PEN MRP Laboratory Mix Quarry Product: Mix DATE: WEIGHT-gm BULK SPEC. GRAV. % BIT % BIT. SPEC. SPEC. Saturated IN IN VOL. FILLED TOTAL NO. NO. surface dry AIR WATER cc. BULK THEOR. BIT AGG. VOIDS AGG. (BIT) MIX a b c d e f g h i j k l m n VOIDS - % 100-i-j 100-j 100(i/l) 100-(100g/h) MAX. % Bit. by wt. VOLUME - % TOTAL 7th August 2006 d b xg (100-b)g c-e f SGbit SGag of Agg. 35.00 6.42 4667.1 4668.3 4685.0 4682.9 2560.2 2574.2 2106.9 2094.1 2.224 2.236 AVG 50.00 79.5 6.6 20.5 67.9 6.6 4643.20 4671.70 2595.4 2604.8 2.230 2.257 2.252 13.9 4652.20 4679.50 2100.500 2056.8 2074.7 2.387 6.42 AVG 75.00 80.4 5.5 19.6 71.8 5.5 4706.10 2651.30 2.255 2.284 14.1 4711.9 2065.750 2060.6 2.387 6.42 4659.6 4651.90 2603.60 2056.0 2.263 81.1 4.7 18.9 74.9 4.7 2630.20 2641.00 2.273 2.287 2.289 14.2 4665.30 4680.50 2058.300 2040.0 2044.4 2.387 4670.2 4685.4 2042.200 2.288 2.387 14.3 81.6 4.1 14.3 81.6 4.1 AVG 100.00 6.42 AVG 2.500 Density (g/cu.cm) 2.400 2.300 y = 2.0494x 0.024 R2 = 0.991 2.200 2.100 2.000 25 30 35 40 45 50 55 60 No. of Gyrations 65 70 75 80 85 90 95 100 MAKMAL JALAN RAYA FAKULTI KEJURUTERAAN AWAM UNIVERSITI TEKNOLOGI MALAYSIA MARSHALL MIX DESIGN WITH GYRATORY COMPACTOR TYPE OF MIX: ASPHALTIC CONCRETE WEARING COURSE (ACW14) SG. AGG. Effective: 2.614 SG. BIT: 1.03 80/100 PEN MRP Laboratoyr Mix BITUMEN: Quarry Product: Mix DATE: WEIGHT-gm BULK SPEC. GRAV. % BIT % BIT. SPEC. SPEC. Saturated IN IN VOL. FILLED TOTAL NO. NO. surface dry AIR WATER cc. BULK THEOR. BIT AGG. VOIDS AGG. (BIT) MIX a b c d e f g h i j k l m n VOIDS - % 100-i-j 100-j 100(i/l) 100-(100g/h) MAX. % Bit. by wt. VOLUME - % TOTAL 9th August 2006 d b xg (100-b)g c-e f SGbit SGag of Agg. 35.00 5.80 4689.7 4586.5 4656.4 4571.8 2576.5 2546.8 2113.2 2039.7 2.203 2.241 AVG 50.00 12.5 80.1 7.4 19.9 62.9 7.4 4624.1 4623.6 4594.4 4610.5 2563.7 2596.9 2060.4 2026.7 2.222 2.230 2.275 2.400 5.80 AVG 75.00 12.7 81.2 6.1 18.8 67.3 6.1 4619.7 4613.7 2636.5 1983.2 2.252 2.326 2.400 5.80 4642.0 4636.4 2632.4 2009.6 2.307 2.400 13.0 83.5 3.5 16.5 79.0 3.5 AVG 2.317 2.500 Density (g/cu.cm) 2.400 2.300 y = 1.8246x0.0549 R2 = 0.9727 2.200 2.100 2.000 25 30 35 40 45 50 55 60 No. of Gyrations 65 70 75 80 85 90 95 100 MAKMAL JALAN RAYA FAKULTI KEJURUTERAAN AWAM UNIVERSITI TEKNOLOGI MALAYSIA MARSHALL MIX DESIGN WITH GYRATORY COMPACTOR TYPE OF MIX: ASPHALTIC CONCRETE WEARING COURSE (ACW20) SG. AGG. Effective: 2.6150 SG. BIT: 1.03 80/100 PEN MRP Laboratory Mix BITUMEN: Quarry Product: Mix DATE: WEIGHT-gm BULK SPEC. GRAV. % BIT % BIT. SPEC. SPEC. Saturated IN IN VOL. FILLED TOTAL NO. NO. surface dry AIR WATER cc. BULK THEOR. BIT AGG. VOIDS AGG. (BIT) MIX a b c d e f g h i j k l m n VOIDS - % 100-i-j 100-j 100(i/l) 100-(100g/h) MAX. % Bit. by wt. VOLUME - % TOTAL 11th August 200 d b xg (100-b)g c-e f SGbit SGag of Agg. 50.00 4.90 4665.5 4667.5 4654.5 4656.5 2658.4 2660.4 2007.1 2007.1 2.319 2.320 AVG 75.00 84.4 4.6 15.6 70.5 4.6 4509.8 4621.3 2578.7 2680.9 2.320 2.321 2.370 11.0 4521.9 4630.8 2007.1 1943.2 1949.9 2.432 4.90 AVG 100.00 85.3 3.5 14.7 75.9 3.5 4659.6 2714.6 2.345 2.391 11.2 4663.7 1946.6 1949.1 2.432 4.90 4665.7 4661.6 2716.6 1949.1 2.392 1949.1 2.391 2.432 11.4 87.0 1.7 13.0 87.2 1.7 AVG 2.500 Density (g/cu.cm) 2.400 2.300 y = 2E-05x 2 - 0.0009x + 2.3272 R2 = 1 2.200 2.100 2.000 25 30 35 40 45 50 55 60 No. of Gyrations 65 70 75 80 85 90 95 100 MAKMAL JALAN RAYA FAKULTI KEJURUTERAAN AWAM UNIVERSITI TEKNOLOGI MALAYSIA MARSHALL MIX DESIGN WITH GYRATORY COMPACTOR TYPE OF MIX: ASPHALTIC CONCRETE WEARING COURSE (ACB28) SG. AGG. Effective: 2.611 SG. BIT: 1.03 BITUMEN: 80/100 PEN MRP Laboratory Mix Quarry Product: Mix DATE: WEIGHT-gm BULK SPEC. GRAV. % BIT % BIT. SPEC. SPEC. Saturated IN IN VOL. FILLED TOTAL NO. NO. surface dry AIR WATER cc. BULK THEOR. BIT AGG. VOIDS AGG. (BIT) MIX a b c d e f g h i j k l m n VOIDS - % d b xg (100-b)g 100-i-j 100-j 100(i/l) 100-(100g/h) f SGbit SGag MAX. % Bit. by wt. VOLUME - % TOTAL 16th August 2006 c-e of Agg. 40.00 4.80 4724.9 4685.8 2648.7 2076.2 2.257 AVG 60.00 10.5 82.3 7.2 17.7 59.4 7.2 4788.5 4758.4 2705.3 2083.2 2.257 2.284 2.432 4.80 AVG 80.00 10.6 83.3 6.1 16.7 63.7 6.1 4592.3 4579.1 2612.5 1979.8 2.284 2.313 2.432 4.80 4505.2 4485.6 2563.8 1941.4 2.310 2.312 2.325 2.432 10.8 84.3 4.9 15.7 68.6 4.9 2.325 2.432 10.8 84.8 4.4 15.2 71.1 4.4 AVG 100.00 4.80 4632.9 4626.9 2642.6 1990.3 AVG 2.500 Density (g/cu.cm) 2.400 2.300 y = 2.0407x 0.0286 R2 = 0.9909 2.200 2.100 2.000 25 30 35 40 45 50 55 60 No. of Gyrations 65 70 75 80 85 90 95 100 APPENDIX D Results of Superpave Mix Design for ACW10, ACW14, ACW20 & ACB28 MAKMAL JALAN RAYA FAKULTI KEJURUTERAAN AWAM UNIVERSITI TEKNOLOGI MALAYSIA SUPERPAVE TEST RESULT TYPE OF MIX: ASPHALTIC CONCRETE WEARING COURSE (ACW10) SG. AGG. Effective: 2.624 SG. BIT: 1.03 80/100 PEN MRP Laboratory Mix BITUMEN: Quarry Product: Mix DATE: % BIT % BIT. SPEC. SPEC. Saturated IN IN VOL. FILLED TOTAL NO. NO. surface dry AIR WATER cc. BULK THEOR. BIT AGG. VOIDS AGG. (BIT) MIX a b c d e f g h i j k l m n 100-i-j 100-j 100(i/l) 100-(100g/h) % Bit. % Bit. by wt. by wt. of Agg. of MIX. WEIGHT-gm BULK SPEC. GRAV. VOLUME - % TOTAL 4th September 2006 VOIDS - % MAX. d b xg (100-b)g c-e f SGbit SGag 5.50 4607.4 4641.2 4571.8 4617.7 2535.2 2593.1 2072.2 2048.1 2.206 2.255 11.9 80.3 7.8 19.7 60.6 7.8 4630.6 4659.2 4618.5 4646.6 2567.7 2586.2 2062.9 2073.0 2.230 2.239 2.241 2.418 6.00 13.0 80.3 6.7 19.7 66.1 6.7 4650.7 4643.5 2603.2 2047.5 2.240 2.268 2.401 6.50 4653.1 4646.5 2606.6 2046.5 2.270 2.384 14.3 80.9 4.8 19.1 74.9 4.8 AVG AVG AVG 2.269 9.0 8.0 y = 1010.8x -2.8382 R2 = 0.943 VTM (%) 7.0 6.0 5.0 4.0 3.0 5.0 5.5 6.0 Bit. Content (%) 6.5 7.0 MAKMAL JALAN RAYA FAKULTI KEJURUTERAAN AWAM UNIVERSITI TEKNOLOGI MALAYSIA SUPERPAVE TEST RESULT TYPE OF MIX: ASPHALTIC CONCRETE WEARING COURSE (ACW14) SG. AGG. Effective: 2.614 SG. BIT: 1.03 80/100 PEN MRP LABORATORY MIX BITUMEN: Quarry Product: Mix % BIT. SPEC. SPEC. Saturated IN IN VOL. FILLED TOTAL NO. NO. surface dry AIR WATER cc. BULK THEOR. BIT AGG. VOIDS AGG. (BIT) MIX a b c d e f g h i j k l m n 100-i-j 100-j 100(i/l) 100-(100g/h) % Bit. % Bit. by wt. of Agg. of MIX. BULK SPEC. GRAV. VOLUME - % TOTAL 8th September 2006 % BIT by wt. WEIGHT-gm DATE: VOIDS - % MAX. d b xg (100-b)g c-e f SGbit SGag 5.00 4609.7 4657.5 4589.1 4642.4 2602.5 2630.8 2007.2 2026.7 2.286 2.291 11.1 83.2 5.7 16.8 66.0 5.7 4639.2 4684.6 4628.7 4671.5 2618.0 2634.4 2021.2 2050.2 2.288 2.290 2.279 2.427 5.50 12.2 82.6 5.2 17.4 70.0 5.2 4650.9 4645.3 2632.4 2006.5 2.284 2.317 2.410 6.00 4653.5 4648.3 2647.0 2006.5 2.317 2.393 13.5 83.3 3.2 16.7 80.8 3.2 AVG AVG AVG 2.317 7.0 6.0 VTM (%) 5.0 4.0 3.0 2.0 y = 979.92x -3.1537 R2 = 0.8463 1.0 0.0 4.0 4.5 5.0 5.5 Bit. Content (%) 6.0 6.5 7.0 MAKMAL JALAN RAYA FAKULTI KEJURUTERAAN AWAM UNIVERSITI TEKNOLOGI MALAYSIA SUPERPAVE TEST RESULT TYPE OF MIX: ASPHALTIC CONCRETE WEARING COURSE (ACW20) SG. AGG. Effective: 2.615 SG. BIT: 1.03 BITUMEN: 80/100 PEN MRP LABORATORY MIX Quarry Product: Mix DATE: % BIT % BIT. SPEC. SPEC. Saturated IN IN VOL. FILLED TOTAL NO. NO. surface dry AIR WATER cc. BULK THEOR. BIT AGG. VOIDS AGG. (BIT) MIX a b c d e f g h i j k l m n 100-i-j 100-j 100(i/l) 100-(100g/h) % Bit. % Bit. by wt. by wt. of Agg. of MIX. WEIGHT-gm BULK SPEC. GRAV. VOLUME - % TOTAL 21st September 2006 VOIDS - % MAX. d b xg (100-b)g c-e f SGbit SGag 4.00 4550.9 4513.3 2588.0 1962.9 2.299 8.9 84.4 6.7 15.6 57.3 6.7 4628.3 4655.4 4604.3 4636.7 2638.7 2656.5 1989.6 1998.9 2.299 2.314 2.320 2.463 4.50 10.1 84.6 5.3 15.4 65.8 5.3 4660.8 4649.7 2679.8 1981.0 2.317 2.347 2.446 5.00 2.347 2.428 11.4 85.3 3.3 14.7 77.3 3.3 AVG AVG AVG 8.0 7.0 VTM (%) 6.0 5.0 4.0 3.0 2.0 y = 493.17x -3.0758 R2 = 0.9547 1.0 0.0 3.5 4.0 4.5 Bit. Content (%) 5.0 5.5 MAKMAL JALAN RAYA FAKULTI KEJURUTERAAN AWAM UNIVERSITI TEKNOLOGI MALAYSIA SUPERPAVE TEST RESULT TYPE OF MIX: ASPHALTIC CONCRETE WEARING COURSE (ACB28) SG. AGG. Effective: 2.611 SG. BIT: 1.03 80/100 PEN MRP LABORATORY MIX BITUMEN: Quarry Product: Mix % BIT. SPEC. SPEC. Saturated IN IN VOL. FILLED TOTAL NO. NO. surface dry AIR WATER cc. BULK THEOR. BIT AGG. VOIDS AGG. (BIT) MIX a b c d e f g h i j k l m n 100-i-j 100-j 100(i/l) 100-(100g/h) % Bit. % Bit. by wt. of Agg. of MIX. BULK SPEC. GRAV. VOLUME - % TOTAL 22nd September 2006 % BIT by wt. WEIGHT-gm DATE: VOIDS - % MAX. d b xg (100-b)g c-e f SGbit SGag 4.00 4600.2 4565.3 2623.2 1977.0 2.309 9.0 84.9 6.1 15.1 59.4 6.1 4648.2 4657.3 4637.2 4642.9 2650.7 2659.6 1997.5 1997.7 2.309 2.322 2.324 2.460 4.50 10.1 85.0 4.9 15.0 67.5 4.9 4660.2 4655.3 2663.9 1996.3 2.323 2.332 2.442 5.00 2.332 2.425 11.3 84.8 3.8 15.2 74.7 3.8 AVG AVG AVG 7.0 y = 113.45x -2.1001 R2 = 0.9969 VTM (%) 6.0 5.0 4.0 3.0 2.0 3.5 4.0 4.5 Bit. Content (%) 5.0 5.5



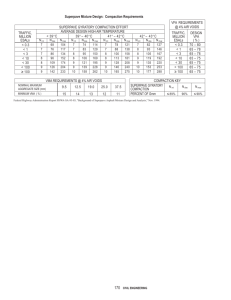

![TP437.100 [TEST PROCEDURE]](http://s3.studylib.net/store/data/008957221_1-fd136b5fb891a730eb0027599b902af8-300x300.png)
