DEFORMING Stress strain behavior of ductile materials σ ε
advertisement

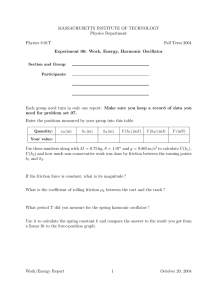
Stress strain behavior of ductile materials σ DEFORMING εe ε εp Elastic-plastic with strain hardening Elastic-perfectly plastic Rigid perfectly plastic Rigid plastic with strain hardening Topics for today’s lecture Process characteristics Deformation processes Material/continuum changes during processing ~ Deforming process characteristics ~ Machining = Local, concentrated ~ Deforming physics ~ Deforming = Over large volume ~ Common deforming processes ~ DFM Force ~ Machining: ~10s - 100s of lbs ~ Stamping: ~10s - 100s of tons Materials - Virtually all ductile materials Shapes - Limited by strain/flow Size - Limited by force/equipment Advantages and disadvantages Important physics Advantages Stress/strain ~ Parallel process: rapid bulk formation ~ Affect CQFR ~ Overall material properties improved ~ Affect deforming force -> equipment & energy requirements Disadvantages ~ Cost of equipment and dies ~ Limited flexibility in shapes and sizes (i.e. compared to machining) ~ Accuracy ~ Repeatability Friction ~ Affect on deforming force -> equipment & energy requirements ~ Why lubrication is needed and can help ~ Friction is not repeatable… quality…. 1 Stress strain behavior of ductile materials Example: 12L14 Steel in Duratec σ 12L14 Steel True Stress-Strain Behavior 600 80 Intercept εe ε εp Tangent modulus 0.41 GPa [0.06 Mpsi] 400 70 60 50 300 40 Young’s modulus 190 GPa [27.4 Mpsi] 30 200 Stress, kpsi Stress, MPa 500 20 100 10 0 0.00 Elastic-plastic with strain hardening 0.01 Elastic-perfectly plastic Rigid perfectly plastic 0.02 0.03 mm /mm Strain, 0.04 0 0.05 Rigid plastic with strain hardening Forging force and friction Forging force and friction Axisymmetric upsetting Fz Purpose h ~ Find Fz(µ) ~ Sensitivity Eqxn: A – Equilibrium in r direction dFinner arc dFfriction top & bottom dFhoop Σ dFr = 0 = −σ r ⋅ h ⋅ r ⋅ dθ − 2 ⋅ µ ⋅ p ⋅ r ⋅ dθ ⋅ dr − 2 ⋅ σ θ ⋅ h ⋅ dr ⋅ dFouter arc dθ + (σ r + dσ r ) ⋅ (r + dr ) ⋅ h ⋅ dθ 2 Assumptions: 2R dσ r 2 ⋅ µ ⋅ p 2 ⋅ µ ⋅σ z = =− dr h h ~ Tresca flow ~ Constant friction coefficient ~ Plastic deformation ⎡ 2µ (R − r )⎤⎥ ⎣ h ⎦ σ z = −Y ⋅ exp ⎢ Eqxn: B - Tresca Yield Criterion σr −σz = Y Forging force and friction Forging force and friction cont. Affect of friction on contact pressure 0 Y=75000 psi h = ½ inch 0 0.05 0.1 0.15 0.2 0.25 mu = 0 mu = .1 mu = .2 mu = .5 Contact pressure [psi] -25000 -50000 -75000 0.3 2 R 1 ⎛ h ⎞ ⎡ ⎛ 2⋅µ ⋅R ⎞ ⎛ 2⋅µ ⋅ R ⎞ ⎤ Fz = ∫ σ z ⋅ 2 ⋅ π ⋅ r ⋅ dr = (π ⋅ R 2 )⋅ ⋅ ⎜⎜ ⎟ ⋅ Y ⋅ ⎢exp⎜ ⎟−⎜ ⎟ − 1⎥ 0 2 ⎝ µ ⋅ R ⎟⎠ ⎣ ⎝ h ⎠ ⎝ h ⎠ ⎦ Now use Taylor’s series expansion (3 terms) to approximate the exponential function -100000 Expand about 0, makes this approximation valid for small values of 2µR/h -125000 Increasing µ -150000 ⎡ ⎛ 2 µ ⋅ R ⎞⎤ Fz = (π ⋅ R 2 )⋅ Y ⋅ ⎢1 + ⎜ ⋅ ⎟⎥ ⎣ ⎝ 3 h ⎠⎦ Distance from center line [inches] 2 Forging force and friction Common processes Y=75000 psi h = ½ inch Affect of part size and friction on forging force Sheet metal Forging force [tons] 10 mu = 0 mu = .1 mu = .2 mu = .5 8 Forging 6 Extrusion 4 Increasing µ 2 Rolling 0 0 0.05 0.1 0.15 0.2 0.25 Part size [inches] Bending and shearing Forging Rolling and extrusion Affect of grain size Properties affected by grain size ~ Strength ~ Hardness ~ Ductility ~ For example (Ferrite) σ y = σo + ky d grain We desire smaller grains for better properties 3 Recrystallization DFM for deforming processes Parting line and flash Draft angle Radii Lubrication http://www.mmat.ubc.ca/other/courses/apsc278/lecture11.pdf Mechanics of spring back Example: Elastic spring back Q: Why do we see spring back? Example: Bending wire A: Elastic recover of material σ Ro ε εSB Ro < R1 ⇒ 1 1 > Ro R1 R1 Quantifying elastic spring back Elastic recovery of material leads to spring back ~ Y = Yield stress E = Young’s Modulus 3 ~ Ri ⎛R Y ⎞ ⎛R Y ⎞ = 4 ⋅ ⎜ i ⋅ ⎟ − 3⋅ ⎜ i ⋅ ⎟ +1 Rf ⎝ t E⎠ ⎝ t E⎠ ~ With increase in Ri / t or Y t = thickness 2 1 1 3 ⎛ Y ⎞ 4 Ri ⎛ Y ⎞ − = ⋅⎜ ⎟ − 3 ⋅⎜ ⎟ Ri R f t ⎝ E ⎠ t ⎝E⎠ OR 3 decrease in E spring back increases c In Titanium re as Y/E ing Rf Steel Ri 4