Dehydration of an ethanol-water mixture by sorption using barley as... by James Patrick Law
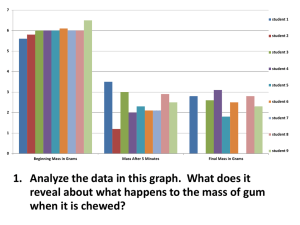
advertisement

Dehydration of an ethanol-water mixture by sorption using barley as the sorbent by James Patrick Law A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science in Chemical Engineering Montana State University © Copyright by James Patrick Law (1983) Abstract: Experiments were conducted to determine the feasibility of utilizing barley as a dehydration agent for the separation of an ethanol-water mixture. The variables tested were mass flux, column geometry, grain particle size distribution, and the number of regenerations of the barley. The mass flux was varied between 0.035 and 0.35 gm/min-sqcm. A vapor phase, fixed-bed adsorption apparatus was used with three different adsorption columns. The adsorption columns used were 1.5” (diameter) X 14” (length), 1.5" X 24", and 2.5” X 23”. Three particle size distributions of ground barley were tested. The particle size distributions were obtained by grinding the barley in a hammer mill with different screen sizes. The screen sizes used were 1/8”, 1/16", and 1/32”. A total of five regeneration runs were made with the 1/32” hammer-milled barley. The initial feed concentration was 75 weight percent ethanol in all runs. The best results were obtained with the smallest particle size distribution and the lowest mass flux. The yield varied between 0.029 and 0.191 grams 99-wt% ethanol produced per gram dried barley. The column geometry had an effect at the low mass fluxes, but had no effect at the high mass fluxes. Effects of column diameter were larger than the effects of column length on the yield. Grain regeneration is necessary if the barley is to be used to produce fermentation ethanol. Ethanol along with water was adsorbed into the barley. DEHYDRATION OF AN ETHANOL-WATER MIXTURE BY SORPTION USING BARLEY AS THE SORBENT by James Patrick Law A thesis submitted in partial fulfillment o f the requirements for the degree of Master o f Science in Chemical Engineering MONTANA STATE UNIVERSITY Bozeman, Montana May 1983 main Lia LYA2 COp 5- ii APPROVAL of a thesis submitted by James Patrick Law This thesis has been read by each member o f the thesis committee and has been found to be satisfactory regarding content, English usage, format, citations, bibliographic style, and consistency, and is ready for admission to the College of Graduate Studies. /V Date 5? 3 ^ 'Jv tXS—'O2''*— Chairperson, Graduate Committee Approved for the Major Department Tfead, Major Department Date Approved for the College of Graduate Studies r - /7 - TJ Date Graduate Dean L iii STATEMENT OF PERMISSION TO COPY In presenting this thesis in partial fulfillment o f the requirements for a master’s degree at Montana State University, I agree that the Library shall make it available to borrowers under the rules o f the Library. Brief quotations from this thesis are allowable without special permission, provided that accurate acknowledgment of the source is made. Permission for extensive quotation from or reproduction o f this thesis may be granted by my major professor, or in his/her absence, by the Director o f Libraries when, in the opinion o f either, the proposed use o f the material is for scholarly purposes. Any copying or use o f the material in this thesis for financial gain shall not be allowed without my written permission. Signature Date iv TABLE OF CONTENTS Page ii STATEMENT OF PERMISSION TO COPY................ hi TABLE OF CONTENTS................................................... iv LIST OF TABLES............................................................... vi LIST OF FIGURES. ...................................................... vh ABSTRACT........................................................................ vih INTRODUCTION............................................................... I Sorption........................................................................ Theories o f Physical Adsorption.............................. Physical Adsorption in Packed B e d s....................... Previous Research........................................................ -Fx U) APPROVAL ........................................................................ RESEARCH OBJECTIVE......................................... 10 MATERIALS, APPARATUS, AND PROCEDURE. . . 11 Materials........................................................................ Apparatus . . ................................................................. Procedure..................................................................... 11 11 RESULTS AND DISCUSSION....................................... 19 Effect o f Mass Flux and Particle Size Distribution Effect of Column G eom etry..................................... Effect of Grain Regeneration.................................. Possible Barley Sorption Process..................... 23 29 29 34 SUMMARY.............. ........................................................... 36 RECOMMENDATIONS FOR FUTURE STUDY . . . 37 LITERATURE CITED 38 16 V TABLE OF CONTENTS-Continued Page APPENDICES............................................................................................................................. 41 APPENDIX A — Results o f R u n s ................................................................................... APPENDIX B —Fortran Computer Program Used to Calculate Yield, and Print R esults............................................................................................... APPENDIX C —Calculations.......................................................................................... 42 97 101 i f / vi # LIST OF TABLES Tables „ Page 1. Common Ethanol-Water Separation Processes and the Approximate Energy Required to Produce One Liter o f 100% Ethanol from a 10-vol% Ethanol Mixture. . .......................................................................................... 2 2. The Particle Size Distributions o f the 1/8”, 1/16”, and 1/32” Hammer-Milled Barley....................................................... ............................................. 12 3. Equations for the Yield as a Function o f Mass Flux for the Various Adsorber Columns and Grain Particle Size Distributions......................... 27 4. Results o f Repeated Runs..................................... ......................................................... 27 Appendix Table 5. List o f Rejected Runs and the Reason for Rejection................................................ 43 vii LIST OF FIGURES Figures Page 1. The five general types o f adsorption isotherm s....................................................... 5 2. The adsorption wave and breakthrough curve....................................... '.......... .. 8 3. Flow diagram for the barley adsorption process..................................................... 14 4. Breakthrough curve for Run 20..................................... ............................................. 21 5. Temperature as a function o f space velocity for 1/32” hammermilled barley..........................................................................,....................................... 22 6 . Yield as a function o f mass flux for the 1.5” X 14” adsorption colu m n ................................................................................ '.......................................... 24 7. Yield as a function of mass flux for the 1.5” X 24” adsorption column ......................................................... : .............................. .................................. 25 8 . Yield as a function of mass flux for the 2.5” X 23” adsorption colu m n ............................................................................ 26 9. Graphical representation o f the 1/8”, 1/16", and 1/32” hammer-milled barley particle size distributions...................................................... 28 10. Yield as a function of mass flux for the 1/32” hammer-milled b arley............................................................................................................. 30 11. Yield as a function of mass flux for the I /1 6 ” hammer-milled b arley.................................................................................. ........................................... 31 12. Yield as a function o f mass flux for the I / 8 ” hammer-milled b arley............................................................................................................................... 32 13. Yield as a function o f the numberof regenerations................................................. 33 Viii ABSTRACT Experiments were conducted to determine the feasibility o f utilizing barley as a dehy­ dration agent for the separation o f an ethanol-water mixture. The variables tested were mass flux, column geometry, grain particle size distribution, and the number o f regenera­ tions o f the barley. The mass flux was varied between 0.035 and 0.35 gm/min-sqcm. A vapor phase, fixedbed adsorption apparatus was used with three different adsorption columns. The adsorp­ tion columns used were 1.5” (diameter) X 14” (length), 1.5" X 24”, and 2.5” X 23”. Three particle size distributions o f ground barley were tested. The particle size distributions were obtained by grinding the barley in a hammer mill with different screen sizes. The screen sizes used were 1/8”, 1/16", and 1/32”. A total o f five regeneration runs were made with the 1/32” hammer-milled barley. The initial feed concentration was 75 weight percent ethanol in all runs. The best results were obtained with the smallest particle size distribution and the low­ est mass flux. The yield varied between 0.029 and 0.191 grams 99-wt% ethanol produced per gram dried barley. The column geometry had an effect at the low mass fluxes, but had no effect at the high mass fluxes. Effects o f column diameter were larger than the effects of column length on the yield. Grain regeneration is necessary if the barley is to be used to produce fermentation ethanol. Ethanol along with water was adsorbed into the barley. I INTRODUCTION Since the 1974 Arab oil embargo and the ever increasing tensions in the Middle East, the United States’ need for alternate energy sources has grown tremendously. Ethanol has long been identified as a possible candidate for the extension of petroleum-based transpor­ tation fuels. Ethanol fuels could play an important role in the transition period between today’s petroleum fuels and the synthetic fuels o f the future. The idea o f using ethanol to supplement petroleum reserves is by no means new. Brazil has been testing different blends o f gasoline and ethanol, which is called gasohol, since the 1920s [ I ] . In 1975 Brazil,launched a program called Proa’lcool, whose purpose was to decrease Brazil’s dependence on foreign oil. Under this program the average blending level o f gasoline is 20-vol% (volume percent) ethanol. In addition to the increased use o f gasohol, there has been an increase in the number of pure ethanol driven vehicles [ 2 ]. Gasohol with up to 20-vol% ethanol can be used without any engine modification. Researchers say the optimum blend is 10-15-vol% ethanol [3]. A major advantage o f mixing ethanol with gasoline is that ethanol is an octane booster. Pure ethanol has a research octane number (RON) of 106-108 [4 ]. In general, ethanol will increase the octane number o f gasoline by 0.5 units for every l-vol% addition of ethanol [5 ]. Several oil companies are currently marketing super unleaded gasoline, which is a mixture containing 90-vol% unleaded gasoline and 10-vol% ethanol. Ethanol can be produced by the fermentation o f grains. The starch in the grain is con­ verted into glucose by the addition of an enzyme. A specific yeast is then added to convert the glucose into ethanol and carbon dioxide. This is carried out until the ethanol concen­ 2 tration reaches approximately 10-vol%. At that point, the ethanol is in sufficient concen­ tration to kill the yeast [ 6 ]. Ethanol which is to be used for mixing with gasoline must be nearly anhydrous. A 20vol% ethanol-gasoline mixture will tolerate only l-vol% water at 70 F [7 ]. Simple distil­ lation cannot be used to produce anhydrous ethanol because there is a minimum boiling point azeotrope at 94.4”wt% (weight percent) ethanol. There are, however, several methods available to produce anhydrous ethanol; the most common being azeotropic distillation. This involves using a third compound, such as benzene, to break up the minimum boiling azeotrope. There are, however, new methods being investigated that require less energy. Several o f these methods are shown in Table I , along with the approximate energy required to produce I liter o f anhydrous ethanol [ 8 ]. Table I . Common Ethanol-Water Separation Processes and the Approximate Energy Re­ quired to Produce One Liter o f 100% Ethanol from a 10-vol% Ethanol Mixture. Separation process Vacuum distillation Azeotropic distillation Distillation to 95-wt%, and molecular sieve Distillation to 95-wt% and low temperature blending with gasoline Carbon dioxide extraction Distillation to 95-wt%, and dehydration with calcium oxide Distillation to 75-wt%, and dehydration with starches Solvent extraction Energy requirements (KJ/1) 7,600 7,400 6,100-7,600 5,860* 2,500** 2,170 < 2,000 1,000 ** *Results in the direct production o f gasohol. **Requires a high capital investment. This project looks at using the starch present in barley to remove the water from an aqueous ethanol mixture. Barley was chosen as a desiccant for several reasons; first, past research at Montana State University has shown great promise for the use of barley in 3 ethanol water separation [9].. Barley can also be used as a feedstock to produce fermenta­ tion ethanol. Also, barley is an abundant cash crop in Montana and several other states. Dehydration is not a new method for separating ethanol and water. Calcium oxide (CaO) has long been used as a desiccant in the dehydration o f many gases and vapors, including ethanol and water mixtures [1 0 ]. The main disadvantage o f using CaO as a desic­ cant is that it reacts with the water to form a hydroxide. This makes the regeneration of the solid very energy expensive. It has been known for many years that starches, such as those found in barley, could be used as a desiccant [1 1 ]. However, it was just recently found thait starches would preferentially adsorb water vapor over ethanol vapor [ 12 ]. Sorption There are three types o f sorption: 1. Absorption 2. Physical Adsorption 3. Chemical Adsorption First, adsorption should be distinguished from absorption. Absorption is the bulk penetraI tion o f a vapor or gas into the structure of the solid, thus forming a solid solution. Adsorp­ tion is the phenomenon where molecules o f a gas or vapor will stick to the surface of the solid, but not form a solid solution. The term sorption is used when both processes may occur simultaneously. Physical adsorption should be distinguished from chemical adsorption, sometimes called chemisorption. Physical adsorption is similar to condensation o f a vapor. The gas or vapor is held to the solid surface by van der Waals forces. Chemical adsorption involves the formation of a chemical bond between the solid and the adsorbed liquid. 4 There are several important differences between physical and chemical adsorption listed below [13]: 1. Physical adsorption will occur on any gas-solid system, provided that the temper­ ature and pressure are suitable. Chemisorption will occur only when the gas and solid are able to form a chemical bond. 2. The heat o f physical adsorption is on the order of the heat o f vaporization for a vapor and the heat o f liquefaction for a gas. The heat of chemisorption is on the order of the heat o f reaction. 3. Physical adsorption is easily reversible by simply reducing the pressure or increas­ ing the temperature. Chemisorption is much less reversible and requires much more rigorous conditions. 4. Several adsorbed layers can be built up with physical adsorption, but only one layer will occur with chemisorption. 5. Chemisorption will occur at much lower pressures and much higher temperatures than physical adsorption. 6 . Physical adsorption occurs almost instantaneously, where as chemisorption may occur instantaneously or might require an activation energy. The adsorption o f water onto biological materials is almost always physical adsorp­ tion [14]. Theories o f Physical Adsorption For a given weight o f adsorbent the amount of gas or vapor adsorbed at equilibrium is a function o f temperature and pressure only. Adsorption data is generally given in terms of isotherms. An isotherm is a plot o f the amount of gas or vapor adsorbed versus pressure at a constant temperature. There are five types o f isotherms for the adsorption o f gases or vapors on solids. These are shown in Figure I . Type I isotherms are associated with systems A D SO RBED TY PE I II TY PE I I I VOLUM E TY PE PRESSU RE PRESSU RE PRESSU RE TY PE IV PRESSU RE TY PE V PRESSU RE F ig u r e I . T h e fiv e g e n e r a l t y p e s o f a d s o r p t i o n is o th e r m s . P q is th e s a t u r a t i o n p re s s u r e . 6 where adsorption is monomolecular. Types II and III isotherms are associated with systems where multilayer adsorption occurs. Types IV and V isotherms are associated with systems where a highly porous adsorbent is used [1 5 ]. The isotherms for biological materials are most similar to the type II isotherm [16]. Nygoddy and Bakker-Arkema [17] developed an isotherm equation for the sorption o f water by starches. They obtained their equation by combining the three following adsorp­ tion theories: 1. Brunauer, Emmett, and Teller’s (BET) theory o f multilayer adsorption. 2. Zsigmond’s capillary condensation theory. 3. Polyany’s adsorption potential theory. The most used theory o f adsorption is the BET theory o f multilayer adsorption. The BET equation appears to represent the shape o f actual isotherms fairly well. It is also used to find the surface area o f a substance because it yields a good value for the volume of gas required to form a monomolecular layer on the surface o f the substance. This theory says that adsorption will occur on one layer until it is completely full, then adsorption will con­ tinue by building more and more layers [18]. ■ Zsigmond’s capillary condensation theory says that the adsorbate exists as a con­ densed liquid in the capillaries o f the sorbent. The adsorbate’s properties are-the same as the bulk liquid phase [1 9 ]. Polyany’s adsorption potential theory says the adsorbent exerts strong attractive forces. These forces attract gas molecules in the vicinity and as a result many layers can buildup [ 20 ]. Physical adsorption o f a gas or vapor on a solid is a spontaneous process, which causes a decrease in the Gibb’s free energy o f the system. The process also.involves a decrease in entropy when the gas or vapor goes from the free gas to the adsorbed film. It follows from the equation, 7 AG = AH - TAS that physical adsorption must always be an exothermic process. Desorption is the process by which the adsorbate is removed from the solid. Biological materials show a hysteresis effect present between the adsorption and desorption isotherms. During desorption more water is contained in the solid at a given pressure than during adsorption. Young and Nelson [21] tried to explain this phenomenon by assuming there are three types o f water sorption in biological materials. First, there is a layer of water adsorbed directly on the outer surface o f the cell. Then, there are several layers o f con­ densed molecules that adhere to the adsorbed layer. There are also molecules that pass through the cell wall and become adsorbed into the interior o f the cell. It was proposed that two or more adsorbed layers are required to push the adsorbed molecules into the interior o f the cell. During desorption the water bound to the surface would have to be removed before the water in the cell. This would mean that at a given pressure more water would be present in the cell during desorption than during adsorption. Physical Adsorption in Packed Beds The unsteady-state adsorption o f gases in packed beds is. very common in industry. The main reason for this is the ease o f operation and low cost o f the adsorption systems. Adsorption is used in many recovery and purification operations such as: decolorizing mineral and vegetable oils, purifying air, dehydration o f gases and vapors, and concentrating valuable solutes from liquid solutions [ 22 ]. In a packed bed where there is a vapor and strongly adsorbed solute, such as ethanol and water, the vapor enters the packed bed and at first the solid adsorbs the solute rapidly and effectively. The effluent from the bottom o f the packed bed is practically solute free (see Fig. 2). The distribution o f the adsorbate in the solid bed is indicated by the horizon­ tal lines in Figure 2. The bulk o f the adsorption takes place over a small adsorption zone, 8 ADSORPTION ZONE ADSORPTION ZONE I I B CONCENTRATION OF SOLUTE IN EFFLUENT A BREAKTHROUGH CURVE ------------- TIM E F ig u re 2 . T h e a d s o r p t i o n w a v e a n d b r e a k t h r o u g h c u r v e . 9 which moves down the column like a wave. The speed o f the wave is usually much slower than the linear velocity o f the vapor in the column. As the adsorption zone gets closer to the bottom of the column, the concentration o f the solute in the effluent starts to rise very rapidly. This is called the break point. Then the concentration o f the solute in the effluent rises until it reaches the inlet concentrations. The portion of the curve after point C on Figure 2 is called the breakthrough curve [2 3 ]. If the process is highly exothermic a temperature wave will follow the adsorption wave. A rise in temperature o f the effluent can be used as an indication o f the start o f the breakthrough curve [2 4 ]. Previous Research There has been some previous work done with the separation o f ethanol and water at Montana State University. Graham [25] did work with a 0.75” X 12” adsorption column and 1/16” hammer-milled Shabet barley. He obtained a correlation for yield as a function of initial temperature and mass flux. The correlation he obtained is shown below: Y = 0.0229/((T-80)0l5209F0 -6436) Y = Yield (milliliters 99-wt% ethanol produced per gram dried barley) F = Mass flux (gm/min-sqcm) T = Temperature (C) He also determined that the initial feed concentration had little effect on the yield for feed concentrations between 75- and 85-wt% ethanol. Runs using specific barley particle sizes showed a decrease in yield for sizes larger than 0.83 millimeters. f 10 RESEARCH OBJECTIVE The purpose o f this investigation was to determine the feasibility o f using barley as a dehydration agent in the separation o f an ethanol-water mixture. The following parameters were considered important in this investigation: 1. Feed space velocity 2. Barley particle size distribution 3. Adsorption column geometry 4. Number o f regenerations 5. Initial barley temperature 6 . Pressure 7. Initial feed concentration 8 . Initial grain moisture content Parameters 1-4 were varied while parameters 5-8 were held constant at the following values:, Initial grain moisture content 0% Initial barley temperature 84-86 C Feed concentration 75-wt% ethanol Pressure atmospheric (640 mmHg) 11 MATERIALS, APPARATUS, AND PROCEDURE Materials All the grain used in this project was Shabet barley. The barley was first separated into three parts, then each part was ground in a Bell Model 10 hammer mill with a different size screen. The three screen sizes used were 1/32”, 1/16”, and 1/8”, thus giving three dif­ ferent particle size distributions. A comparison of the three particle size distributions ob­ tained can be seen in Table 2. After grinding, all the grain was stored in sacks and kept in the refrigerator at 1 0 C. The particle size distributions were found using screens, which varied in size from 16 mesh to 250 mesh. For a list of screen sizes used, see Table 2. The screens were stacked in order o f decreasing mesh and then the sample, usually 115 grams, was placed on the top screen. A Ro-Tap was then used to shake and tap the screens. Two different samples were Ro-Tapped for each particle size distribution. The results that are shown in Table 2 are the average o f the two runs. All grain was ground and sized when the moisture content was 7%. All the ethanol used was anhydrous, and it was mixed with distilled water to form a 75-wt% mixture. Apparatus / The equipment used consisted of five major parts: 1. Feed burette 2. Pump 3. Evaporator 4. Adsorber Table 2. The Particle Size Distributions o f the 1/8”, 1/16”, and 1/32” Hammer-Milled Barley. Percent o f total sample Screen number I 2 3 4 5 . 6 7 8 9 10 11 12 Screen size U.S. mesh Screen opening millimeters 10 18 30 40 - 50 60 70 100 140 200 270 bottom 2.0 1.0 0.589 6.417 0.297 0.246 0.210 0.147 0.106 0.075 0.053 - 1/8” Hammermilled barley 3.25 38.75 10.4 24.7 4.9 4.5 1.6 5.2 . 2.4 3.3 3.3 . 1.7 1/16” Hammermilled barley 1/32” Hammermilled barley 1.7 36.4 9.2 19.7 8.2 4.4 1.4 5.4 3.0 3.1 3.2 1.1 0.0 8.2 14.2 24.7 13.9 7.0 2.0 7.8 4.0 13.3 3.0 1.9 . 13 5. Condenser A flow diagram o f the complete apparatus is shown in Figure 3. A 50 milliliter glass feed burette was used for runs 1-25; it was accurate to 0.1 ml. A 100 milliliter glass feed burette, accurate to 0.2 ml, was used starting with run 26. The reason for changing burettes was due to the volume o f feed required. A four channel, low pressure, peristaltic pump was used with 3/3 2 ” tygon tubing. The maximum output o f the pump was approximately .4 ml/min for each channel. The higher flow rates were obtained by connecting two or more channels in parallel. The aqueous ethanol was transported from the feed burette to the pump and from the pump to the evaporator via 3/32” I.D. plastic tubing. The evaporator, which would vaporize the aqueous ethanol, consisted of. one inch pipe filled with copper-clad SB’s. The entire evaporator was wrapped with heating tape and was insulated. It was placed vertically so the aqueous ethanol would enter the top and drip down through the hot SB's. The evaporator was packed with BB’s in order to supply a high surface area so complete vaporization could take place. A thermocouple was placed right below the output o f the evaporator so the temperature of the exiting vapor could be moni­ tored. The output o f the heating tape for the evaporator and the other equipment was con­ trolled by a Powerstat variable transformer. After the vapor left the evaporator, it passed through a 12 inch section of 1/4” I.D. copper tubing. This tubing was wrapped with heating tape and insulated. The purpose of this section was to insure complete vaporization o f the aqueous ethanol. When the higher flow rates were used (4.5 ml/min and above), the evaporator was not able to vaporize all the incoming aqueous ethanol. In those cases, the remainder of the aqueous ethanol was vaporized in this section o f tubing. Complete vaporization was insured by monitoring the temperature at the end o f this section of tubing. ■FEED BURETTE -ADSORBER •PUMP CONDENSER THERMOWELLS EVAPORATOR VALVES WASTE BUCKET F ig u r e 3 . F lo w d ia g ra m f o r t h e b a r le y a d s o r p t i o n p r o c e s s . THERMOCOUPLES 0 .6 3 5 CM. COPPER TUBING 15 There was a series o f valves at the end o f the 12 inch section o f tubing. During pre­ heat, the valve leading to the waste bucket was opened and the vapor was condensed and discarded. ^Vhen the run-was started, that valve was closed and the valve leading to the adsorption column was opened. Four different adsorption columns were used. Runs 1-32 used a 1.5” (diameter) X 14” (length) copper column; runs 33-42 used a 1.5” X 24” copper column; runs 43-60 used a 1.5” X 24” black iron column; and runs 60-75 used a 2.5” X 23” black iron column. All regeneration runs, numbers 57, 62, 64, 65, and 75 used the 1.5” X 24” black iron column. The reason for switching from the copper column to the black iron column on run 43 was because leaks were developing at the entrance and exit o f the copper column. The purpose o f the adsorber was to hold the grain in a fixed position. Heating tape was wrapped around the adsorber and the entire adsorber was insulated. One piece of heat­ ing tape was used with the 1.5” X 14” column. Two separately-controlled pieces of heating tape were used on the other columns. There were thermowells at the entrance, exit, and every 3-4 inches along the adsorption column. Thermowells were placed so the ends were at the center o f the adsorption column. One thermowell was placed at the edge of the col­ umn about halfway up. The thermowells consisted o f 3/16” copper tubing with the ends soldered shut. Thermocouples were placed inside the thermowells as far as they would go. After the vapor left the adsorber, it entered a water-cooled condenser where the sam­ ples were collected in test tubes. The vapor was kept hot until it entered the condenser. This was done in order to prevent the vapor from condensing and dripping back into the adsorption column. All the thermocouples used were chromel-alumel. A Cole-Palmer digital thermometer that was accurate to I C was used to record temperatures. The thermocouples used to measure the temperature o f the vapor leaving the evaporator and the vapor entering the adsorber were held in place with a Swagelok fitting filled with epoxy. 16 Procedure Before the run could begin, the barley had to be dried to 0% moisture. This was accomplished by placing the grain in large aluminum pans with the grain 0 .5-0.7 centimeters deep. The pans were placed in one o f two ovens that were kept at HOC. The samples were allowed to dry for 72-96 hours. It was found that this was sufficient to completely dry the barley. The pump was then set up depending on the flow rate required. The maximum out­ put o f the pump was a 4 ml/min for each channel. To keep a constant flow rate during the run, 3 /3 2 ” tygon tubing was used and changed often. The adsorption column was then blown out with compressed air in order to insure that all the old grain was removed. Teflon tape was wrapped around the threads at both ends of the column. The bottom screen was then placed in the column and the cap was put on. A preweighed sample o f barley (230 grams for the 1.5” X 14” column, 400 grams for the 1.5 X 24” column, and 900 grams for the 2.5” X 23” column) was added. The barley came to within 0.5-1.5 inches o f the top of the column. The top screen was fitted into place and the top cap screwed on. Both the top and bottom caps were then tightened in a pipe vise to prevent leaks. The adsorption column was wrapped with heating tape and an insulation jacket was placed around the entire adsorber. The adsorber was fitted into place and the thermocouples were placed in the thermowells. The Powerstats were turned on and the system was allowed to heat up. The valve to the adsorber was closed, and the valve to the waste bucket was opened. When the temperature o f the evaporator reached 80-83 C the pump was turned on and adjusted to the correct flow rate. The Powerstats controlling the evaporator were set so the output o f the evaporator was 84-92 C. The temperature of the vapor entering the adsorber was kept at 100-110 C. When the high flow rates were used (above 4.5 ml/min), 17 the evaporator could not vaporize all the incoming feed. In those cases the power to the heating tape on the 12 inch section o f tubing was turned up. This would allow complete vaporization to occur before the feed entered thq adsorber. The barley inside the adsorber was heated until a uniform 84-86 C was obtained. Then the vapor was routed up the. adsorber and the run was started. At the start the level of the burette was recorded along with all the temperatures. When the 1.5” X 14” column was being used, the power to the heating tape was turned off when the vapor was routed up the adsorption column. Due to the heat of adsorption, the temperature o f the adsorber would rise to 90-95 C. The exception to this was the slowest space velocity (0.035 gm/min sqcm). In this case a small amount of heat had to be added to maintain the temperature above 84 C. When the other two columns were being used, the power to the bottom section o f heating tape would be shut off at the beginning o f the run. The upper section of heating tape was kept on so the outlet tempera­ ture would not drop below 84 C. Again, the only exception to this was the slowest space velocity where some heat addition was required from the lower section o f heating tape. Temperatures were recorded at various time intervals depending on the space velocity. Generally, temperatures were recorded after every 20-30 milliliters o f feed additions. Sam­ ple tubes were changed at various times depending on run conditions. At the beginning of the runs, samples were changed every 10-15 grams. As the ethanol concentration started to drop, 3-4 gram samples were taken. A good indication of when the ethanol concentration would start dropping was when the exit temperature started to rise. I ' The run was stopped when the barley was saturated. The Powerstats were turned off, and the last sample was allowed to set for 10-15 minutes to collect the last bit of output. The sample tubes were then weighed, and the samples were transferred to smaller sample bottles for analysis. A Beckman gas chromatograph with a Poropack-R packed col­ umn operated at 190 C was used to find the ethanol concentration. A calibration curve 18 of weight percent versus area percent was obtained by making up samples o f known weight percents. The column was allowed to cool for several hours. Then three samples o f barley were taken, one from the top, one from the middle, and one from the bottom. These samples were dried in order to find the moisture content. The overall grain moisture content was taken as the average of the three individual moisture contents. 19 RESULTS AND DISCUSSION A total o f 75 runs were made and o f that number, 54 were used in my analysis. The results for all the useful runs are shown in Appendix A along with a list o f all rejected runs and the reason for their rejection. The purpose o f the runs was to determine the effects of: — Particle size distribution — Space velocity — Column geometry — Multiple grain regenerations Before the above points are discussed, a few general points should be mentioned. As explained in the procedure section, the moisture content o f the barley was taken as the average of the three small samples taken from the adsorption column. This method worked well for the 1.5” X 14” and the 1.5" X 24” adsorption columns. All the grain from two columns was dried and the actual moisture contents were 3-5% higher than the esti­ mated moisture contents. The method did not work as well for the 2.5” X 24” adsorption column. AU the grain from one column was dried and the actual moisture content was 13% lower than the estimated moisture content. This is the reason for the higher percentages (above 100%) of the amount of feed accounted for when the 2.5” X 23” adsorption col­ umn was being used. The results in Appendix A show that some ethanol was adsorbed by the barley. The amount ranged from 12-35% of the ethanol in the feed. These figures were only estimates due to the method of calculating barley moisture content. That is the probable cause for the large range of values obtained. No trend could be found for the differences as a function o f space velocity, particle size distribution, or adsorber geometry. 20 A typical breakthrough curve is shown in FigUre 4. The concentration of water in the effluent was small for 5 minutes. Then the concentration rose very rapidly and leveled out at about 5-6-wt% below the inlet concentration. This phenomenon was most likely due to the fact that as the grain became saturated many adsorbed layers were built up. As stated in the Introduction, Young and Nelson [26] proposed that once two layers were built up, absorption o f the water into the interior o f the barley cells occurs. This would suggest that as the barley became saturated it would start to absorb water molecules making more sites available for adsorption. This process would occur at a much slower rate than the initial adsorption rate, thus removing only 5-6-wt% o f the water in the feed. This would make sense, since initially barley cells contain some water that was removed when the barley was dried. Graham [27] obtained the same results with his experiments. As stated before, the adsorption process releases heat causing the barley temperature to rise. The faster the adsorption takes place the higher the barley temperature rises. Figure 5 shows the maximum temperature o f the barley versus mass flux for the 1/32” hammermilled barley. This is typical of the other particle size distributions. The temperatures shown on Figure 5 are the average maximum temperature the barley attained at the center of the adsorption column. The temperature o f the barley increased as the size of the adsorber increased, due to the fact that less heat could escape in the larger columns. The temperature of the barley would rise as the adsorption wave, as discussed in the Introduc­ tion, would move up the column. The fastest temperature rise observed was with the 1/32” hammer-milled barley, a mass flux o f 0.212 gm/min-sqcm, and the 2.5” X 23” column. A temperature rise o f 11 C was observed in 45 seconds. It should be noted that the thermocouples were placed in thermowells, which would tend to slow down their response. In most cases the temperature would increase 3-7 C in 3-4 minutes. There were some radial temperature gradients in all the columns. These gradients would occur just after the adsorption wave would pass a point. The 1.5” adsorption col- ( WT%) EFFLUENT - A M O UN T O F W ATER IN 1 5 .0 - 10.0 1 5 .0 - - 10.0 T IM E F ig u r e 4 . B r e a k th r o u g h c u r v e f o r R u n 2 0 . (MINUTES) 12 .0 A 100 <1 □ □ □ _ O 96 U □ □ § D < Cd W 92 _ A 2 O £ O 88 _ O GQ A 2 . 5 " x2 3" CO LU M N n L-I 1 .5 " x 2 4 " CO LU M N O I .5 " x l4 " CO LU M N 84 0 .0 0 .1 0 .2 SPACE VELOCITY (GM/MIN CK2 ) Figure 5. Temperature as a function of space velocity for 1/32” hammer-milled barley. 0 .3 23 umns had gradients of 2-4 C, while the 2.5” adsorption column had gradients o f up to 6 C. The radial temperature gradients did not last very long. After the adsorption wave had passed the temperature at the wall would slowly increase until it reached the temperature at the center o f the column. Effect of the Mass Flux and Particle Size Distribution The criteria for evaluation in this project was the amount o f 99-wt% ethanol pro­ duced per gram o f dried barley. This quantity was determined by mathematically mixing the samples obtained until a mixture of 99-wt% was obtained. The weight o f this mixture was divided by the amount o f dried barley present at the start o f the run. This was done with the aid o f a Fortran computer program shown in Appendix B. This program also printed the results shown in Appendix A. Figures 6 , 1 , and 8 show the yield as a function o f mass flux and particle size for the 1.5” X 14”, 1.5” X 24", and the 2.5” X 23” adsorption columns respectively. The equa­ tions for the lines shown on the figures are listed in Table 3. The lines were obtained by linear regression. The yield was found to be linear in reciprocal mass flux in all cases. The yields for the 1/32” hammer-milled barley were highest at all conditions. The yields for the 1/8" and 1/16” hammer-milled barley were very close to each other in all cases. The results for the 1/8” and 1/16” hammer-milled barley were so similar for the 1.5” X 24” column that one equation was found to represent both particle size distributions. This was due to how close the two. particle size distributions were to each other. Figure 9 is a plot o f percent of the total weight o f barley screened versus pan number for the three particle size distributions. The screen sizes for the various pans are shown in Table 2. BARLEY BARLEY O l / l 6" H A M M E R -M IL L E D BARLEY □ 1 /8 " HAM M ER- M I L L E D P R O D U C E D /G R A M D R IE D H A M M E R -M IL L E D 0 .0 4 (G R A M S 9 9 -W T % ETHANOL Y IE L D A 1 /3 2 " M A SS FLU X (GM/MIN CM^) Figure 6. Yield as a function of mass flux for the 1.5” X 14” adsorption column. BARLEY (GRAMS 99-WT?S ETHANOL PRODUCED/GRAM D R IE D BARLEY Y IE L D 0.20 V I / 3 2 " HAMMER-MILLED BARLEY O 1 /1 6 " □ 1 /8 " 0.16 . 0.12 - 0.08 _ _ HAMMER-MILLED BARLEY HAMMER-MILLED BARLEY - 0.04 0.00 0.0 Figure 7. Yield as a function of mass flux for the 1.5” X 24” adsorption column. BARLEY) D R IE D YIELD P R O D U C E D /G R A M ETHANOL 99-W T % (GRAM S 0.20 A 1 / 3 2 " HAMMER-MILLED BARLEY O 1 /1 6 " HAMMER-MILLED BARLEY 0 .1 6 L-J 1 / 8 " 0.12 HAMMER-KIL LED BARLEY . to On 0.08 0.04 o.oo I— — — 4— 0.0 - H - 4— — 0.10 M ASS 4 —“ “ T" 0.20 FLUX ( G M /M IN CM2 ) Figure 8. Yield as a function of mass flux for the 2.5” X 23” adsorption column. 0.30 27 Table 3. Equations for the Yield as a Function o f Mass Flux for the Various Adsorber Columns and Grain Particle Size Distributions. Yield as a function o f mass flux (F)* (gm 99-wt% ethanol produced/gm i dried barley) Correlation . coefficient Column geometry Grain size distribution 1.5” X 14” 1/8” 1/16” 1/32” Y=0.00242/F + 0.0572 Y=0.00348/F + 0.0536 Y=0.00407/F + 0.0840 0.84 0.95 0.99 1.5” X 24” 1/8” & 1/16” 1/32” Y=0.00247/F + 0.00578 Y=0.00328/F + 0.081 0.97 0.92 2.5” X 23” 1/8” 1/16” 1/32” Y=0.00144/F + 0.0523 Y=0.00162/F + 0.0599 Y=0.00155/F + 0.0786 0.92 0.93 0.98 *F = Mass flux (gm/min-sqcm). In order to determine the approximate error in the values reported, several data points were repeated. Table 4 shows the repeated runs and the conditions used. Generally the repeatability was good-the maximum deviation was 15%. Table 4. Results of Repeated Runs, Column geometry Grain size distribution Mass flux (gm/min-sqcm) Yield* 1.5” X 14” 1/16” H.M. 0.325 0.337 0.066 0.063' 1.5” X 14” 1/8” H.M. 0.212 0.196 0.219 0.214 0.071 0.068 0.062 0.068 1.5” X 24” 1/8” H.M. 0.219 0.219 0.216 0.071 0.074 0.068 1.5” X 24” 1/16” H.M. 0.317 0.327 0.059 0.057 1.5” X 24” 1/32” H.M. 0.225 0.212 0.087 0.094 *Yield = Grams 99-wt% ethanol produced/gram dried barley. 30 . 0 20.0 - PERCENT OF TOTAL SAMPLE W E IG H T 40.0 10.0 - PAN NUMBER Figure 9. Graphical representation of the 1/8” , 1/16” , and 1/32” hammer-milled barley particle size distributions. 29 Effect o f Column Geometry Figures 10, 11, and 12 show yield as a function o f mass flux and adsorption column geometry for the 1/32”* 1/16”, and the 1/8” hammer-milled barley respectively. The col­ umn geometry had an effect on the 1/32” and 1/16” hammer-milled barley at the lowest mass flux, but there was no effect at the higher mass fluxes. The 1.5” X 14” and the 1.5” X 24” adsorption columns showed about the same yields after 0 .1 gm/min-sqcm. The 2.5” X 24” adsorption column showed lower yields until about 0.2 gm/min-sqcm; the column geometry had no apparent effect after that. The column geometry had less effect on the 1/8” hammer-milled barley; however, the 2.5” X 23” adsorption column was lower at the low values o f the mass flux. The increase in adsorption column length had little effect on the yield. The increase in adsorption column diameter decreased the yield by 20-30% at the low mass fluxes. This could be due to the increase in temperature in the larger diameter column. The curve obtained by Graham [28] is plotted on Figure 11. He used a 0.75” X 12” adsorption column. The yields were considerably higher at the low mass fluxes, but the yield drops off very fast and is about the same as the other yields at the high mass fluxes. Effect o f Grain Regeneration A total o f five runs were made with the same 1/32” hammer-milled barley. All the runs were made with a mass flux o f 0.32 gm/min-sqcm. This mass flux was chosen because a small variation in flow would not affect the yield. All the runs were made with the 1.5” X 24” adsorption column. A plot o f yield versus number o f runs is shown in Figure 13. Initially the yield drop­ ped 20%, then the yield stays at a constant 0.075 over the next four runs. BARLEY D R IE D 1/2" ETHANOL 0.12 0.08 0.04 (G R A M S x 1 4 ” COLUMN x 24" COLUMN x 23' COLUMN 0.16 99-W T % Y IE L D P R O D U C E D /G R A M 0 . 20 0 .00 0.20 0.10 M ASS FLUX (G M /M IN CM ) Figure 10. Yield as a function of mass flux for the 1/32” hammer-milled barley. (GRAMS 9 9 -WTfo ETHANOL PRODUCED/GRAM D R IE D BARLEY Y IE L D 0.20 G R A H A M 'S C O R R E L A T IO N □ I 1/2" x 14" COLUMN O I 1 /2 " x 24" COLUMN A 2 1 /2 " x 23" COLUMN CO L U M N 0.12 _ _ 0.08 0.00 MASS FLUX (G M /M IN CM^) Figure 11. Yield as a function of mass flux for the 1/16” hammer-milled barley. (GRAMS 99-W T% ETHANOL PRODUCED/GRAM D R IE D BARLEY) Y IE L D 0.20 □ I 1 /2 " x 14" COLUMN O I 1 /2 " x 24" COLUMN A 2 1/2" x 23" COLUMN 0.12 0.00 MASS FLUX (G M /M IN CM^) Figure 12. Yield as a function of mass flux for the 1/8” hammer-milled barley. BARLEY) D R IE D P R O D U C E D /G R A M (GRAM S 99-W T % ETHANOL Y IE L D % 0 . 0 5 - - 1 2 3 R E G E N E R A T IO N Figure 13. Yield as a function of the number of regenerations. 4 NUMBER 5 34 Run 45 was made with grain that was dried for a period o f 500 hours in the oven at a temperature of 110C. The results o f this run were about 20% lower than the value obtained for run 52 where the barley was dried for 100 hours. It could be possible that the regenera­ tion did not affect the sorptive capacity, but the time it spent in the oven was the cause of the decrease in sorptive capacity. Sair and Fetzer found that severe desiccation can reduce the ability of starches to adsorb water [29]. It has been proposed that the hydroxyl groups present in starches play an important role in water sorption. The high heat required to dry the barley could cause mutual bonding of the hydroxyl groups, thus reducing the sorptive capacity [30]. Possible Barley Sorption Process In order for the barley sorption process to be economically feasible, regeneration of the grain would be necessary. Since the barley contains some ethanol, it should not be used for anything except fermentation to produce ethanol. As shown in Appendix C, four regenerations are required to dehydrate the ethanol created by fermenting one batch of barley. The barley adsorption process would be tied directly to a conventional distillation column. The distillation column would output 75-wt% ethanol directly to the barley adsorption column. If one barley adsorption column was used, four regenerations would be required for each batch o f fermentation ethanol. This would be very inefficient since the distillation column would have to be heated up four times for each batch of ethanol. A more feasible alternative would be to have four columns in parallel. Then the entire batch could be distilled and concentrated at the same time. At the end of the run the bar­ ley from one column would be dumped and fermented. New barley would be put in its place, and the columns would be regenerated. As shown in Appendix C, the time required to regenerate the barley is about 7 hours. The fermentation requires 36-48 hours [31], so 35 a run could be made every other day. The time required for the distillation and adsorption is much less than the time required for regeneration. It should be noted that for the barley adsorption system, the yield is not known for larger columns. More tests would be required in order to know how the yield varies in large columns. ,From the data in this report it can be concluded that the yield will not increase in a larger adsorption column. ' This type o f a process would undoubtedly be very expensive and difficult to run. At this point there are more attractive methods, such as molecular sieve adsorption, which would be easier and less costly to run. 36 SUMMARY This investigation o f the separation o f an ethanol-water mixture by sorption using barley as the sorbent has produced the following results and conclusions: 1. The amount o f 99-wt% ethanol produced per gram of dried barley is inversely proportional to the mass flux. 2. The smallest particle size distribution provided the greatest yield under all con­ ditions. 3. An increase in adsorption column length has no effect on the yiel^l, but an increase in column diameter decreases the yield at low values o f mass flux. 4. Absorption in addition to adsorption o f the water vapor occurs when barley is used as a sorbent. 5. Both ethanol vapor and water vapor are adsorbed by the barley. 6. Regeneration of the barley will decrease the sorptive capacity. '7 . An increase in the adsorption column diameter will increase the temperature of the grain, thus lowering the yield. 8. Regeneration will be necessary if the process is to be used on a large scale. 9. The use o f this process would be difficult because o f grain regeneration and temperature control. 10. The repeatability o f the data obtained was good. 37 RECOMMENDATIONS FOR FUTURE STUDY 1. Experiments with even more finely ground barley should be run. • 2. The adsorption process should be tried at pressures greater than atmospheric. 3. A small scale distillation unit, with a barley adsorption unit should be tested with . each other to determine the best operating conditions. 38 LITERATURE CITED ri ji 39 LITERATURE CITED 1. Paul, I. K. E thyl Alcohol Production and Use as a Motor Fuel, Noyes Data Corp., Park Ridge, New Jersey, 1979, p. 275. 2. Goodrich, R. S. “Brazil’s Alcohol Motor Fuel Program,” Chemical Engineering Pro­ gress, vol. 78, No. I, Jan. 1982, pp. 29-34. 3. Paul, J. K. Op. c it, p. 277. 4. McCallum, P. W., Timbrio, T. J., and Bechtold, R. J. “Methanol/Ethanol: Alcohol Fuels for Highway Vehicles,” Chemical Engineering Progress, vol. 78, No. 8, Aug. 1982, pp. 53-59. 5. Paul, J. K. Op. cit., p. 334. 6. Kirk, R. E. (Ed.). Encyclopedia o f Chemical Technology, vol. I, Interscience Encyclo­ pedia, 1947, pp. 252-286. 7. Paul, J. K. Op. cit., p. 315. 8. Eakin, D. E., Donovan, J. M., and Cysewski, G. R. “Preliminary Evaluation of Alter­ native Ethanol/Water Separation Processes,” PNL-3823, Pacific Northwest Labora­ tory, Richland, Washington, 1981, p. 3. 9. Graham, G. “Sorption o f Water Vapor From an Ethanol-Water Mixture Using Barley as the Sorbent,” Master’s Thesis, Montana State University (under preparation). 10. Ladish, M. R., and Dyck, K. “Dehydration o f Ethanol: New Approach Gives Positive • Energy Balance,” Science, vol. 206, Oct. 6, 1979, pp. 898-900. 11. Sair, L., and Fetzer, W- R- “Water Sorption by Starches,” Ind. Eng. Chem., vol. 36, No. 31, March 1944, pp. 205-08. 12. Ladish, M. R., and Dyck, K. Loc. cit. / 13. Young, D. M., and Crowell, A. D. Physical Adsorption o f Gases, Butterworth, London, 1962, p. 2. ' 14. Nygoddy, P. O., and Bakker-Arkema, F. W. “A Generalized Theory o f Sorption Phe­ nomena,in Biological Materials (Part I: The Isotherm Equation),” Transactions of the A.S.A.E., 1970, pp. 612-17. 15. Young, D. M., and Crowell, A. D. Loc. cit. 16. Nygoddy5P. O., and Bakker-Arkema, F. W. Loc. cit. 40 17. Ibid. 18. Mantell, C. L. Adsorption, 2nd ed., McGraw-Hill, New York, 1951, pp. 25-26. 19. Nygoddy, P. O., and Bakker-Arkepia, F. W. Loc. cit. 20. Mantell, C. L. Loc. cit. 21. Young, I. H., and Nelson, G. L. “Theory o f Hysteresis Between Sorption and Desorp­ tion Isotherms in Biological Materials,” Transactions o f the A.S.A.E., 1968, pp. 260263. 22. Treybal, R. E. Mass Transfer Operations, 2nd ed., McGraw-Hill, New York, 1968, p. 542. 23. Ibid,, p. 542. 24. Ibid., p .5 4 3 . 25. Graham, G. Loc. cit. 26. Young, J. H., and Nelson, G. L. Loc. cit. 27. Graham, G. Loc. cit. 28. Ibid. 29. Sair, L., and Fetzer, W. R. Loc. cit. 30. Ibid. 31. Kirk, R. E. Loc. cit. 32. Gird, J. W. “On-Farm Production and Utilization of Ethanol Fuel,” Cooperative Ex­ tension Service Facts, Facts #126, Montana Cooperative Extension Service, August 1980. 41 APPENDICES 42 ft APPENDIX A RESULTS OF RUNS 43 Table 5. List o f Rejected Runs and the Reason for Rejection. Run number Reason for rejection 1-12 Start up 25 Bad mass balance 26 Valve was left open 34 Bad mass balance 37 Powerstat blew a fuse 40 Leak detected after start 43 Bad mass balance 46 Hose burst 49 Feed concentration too low 61 Feed concentration too low 69 Valve was left open I I 44 RESULTS RUN NUMBER 13 1 , 5 ' X 14" COLUMN a SAMPLE NUMBERS I- I I- 2 I- 3 I- 4 I- 5 I—6 I- 7 I- 8 I- 9 1-10 1-11 1-12 fSlIu zI IZ2I i S MILLED CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 4 .5 8 8 .1 3 1 0.2 6 1 2 .8 2 1,5.28 2 0 .3 4 2 4 .9 3 2 9 .5 5 3 2 .3 4 3 6 .9 6 4 1.6 1 4 9 .1 9 .0198 .0352 ,0444 »0555 ,0662 .0881 »1079 »1279 .1400 ,1600 .1801 .2129 CUMULATIVE WEIGHT PERCENT ETHANOL .994 .99 5 .996 .996 ,996 ,98 4 .960 -X & .919 .909 .896 .07678 GRAMS 99 WT.X ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 0 .0 6 2 .6 4 C GRAMS TOTAL SAMPLE WEIGHT 4 9 .1 9 GRAMS BARLEY MOISTURE CONTENT 6 .8 0 PERCENT 16.85 AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT PERCENT 1 0 5 .4 3 4 9 .5 3 16.51 GRAMS GRAMS GRAMS 4 4 .0 6 5 .1 3 GRAMS GRAMS AMOUNT OF ETHANOL. ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQ U ID 5 ,4 7 1 1 ,0 5 3 2 .4 8 GRAMS PERCENT PERCENT 45 RESULTS RUN NUMBER 14 1 ,5 " X 14" COLUMN a SAMPLE NUMBERS I- I I- 2 I- 3 V-I I- 6 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 6 ,2 0 .0268 ,0448 .0542 .0660 .0754 .0854 1 0,3 5 12,51 15.24 1 7 .4 2 1 9 .7 3 1 :1 2 9 .1 0 3 3 .7 3 } :u 348v.il 1-10 H 6MIS & &UE X CUMULATIVE WEIGHT PERCENT ETHANOL .998 .998 '.Il76 '.111 '.Htt , .1260 .1460 ! I :il? 6 *,889 , .915 »06643 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 8 9 .0 5 6 .7 6 C GRAMS TOTAL SAMPLE WEIGHT 4 4 .8 6 GRAMS BARLEY MOISTURE CONTENT 5 .5 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 13.44 102.71 4 3 .7 3 1 4 .5 8 GRAMS PERCENT GRAMS GRAMS 3 9 .8 8 1.98 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION.OF ETHANOL IN ADSORBED LIQUID 3 .8 5 8 .8 0 2 8 .6 3 GRAMS PERCENT PERCENT 46 RESULTS RUN NUMBER 15 . 4' . COLUMN 1 . 5 ' X, 1 Jffi-Sffirf0PBflIB HHn SAMPLE NUMBERS I- I 1 I- 4 I- 5 I- 6 I- 7 V -1 1-10 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 4 .6 8 9 .7 7 1 4 .9 6 1 9 .5 8 2 4 .5 8 2 7 .7 7 .0203 .0423 .0648 .0848 .1064 CUMULATIVE WEIGHT PERCENT ETHANOL .996 I .993 .984 .974 .967 .959 .1202 .1412 .1606 .1759 .1959 ^ f o 2 4 0 .6 3 4 5 .2 5 .12653 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 8 8 .0 7 0 .8 5 C GRAMS TOTAL SAMPLE WEIGHT 4 5 .2 5 GRAMS BARLEY MOISTURE CONTENT 7 .6 0 PERCENT 1 9 .0 0 AMOUNT OF LIQUID ADSORBED INTO BARLEY 9 0 .6 9 PERCENT AMOUNT OF FEED ACCOUNTED FOR 4 8 .1 9 GRAMS AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 1 6 .0 6 GRAMS GRAMS 4 3 .3 9 1 .8 6 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID 4 ,8 0 9 .9 5 2 5 .2 5 GRAMS PERCENT PERCENT 47 RESULTS RUN NUMBER 16 1 .5 » X 14” COLUMN MASS FLUX .10 8 GM/MIN SQCM GRAIN SIZE 1 /1 6 1 HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 3 I- 4 I--I I- 7 I- 8 I. CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL 7 .1 3 1 0 .3 6 1 3 .2 6 1 5.2 7 .0309 .0449 .0574 *0661 .997 .997 ,998 .998 2 2 .7 6 2 6 .0 4 *0857 .0985 .1127 9 , .989 .979 .•III :B 8 1-10 :? ? ! GRAMS 99 WT,% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 1 .0 5 0 .1 1 G GRAMS TOTAL SAMPLE WEIGHT 3 2 .6 1 GRAMS BARLEY MOISTURE CONTENT 5 .8 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT .09729 1 4.2 2 9 3 .4 6 3 5 .1 2 11.71 GRAMS PERCENT GRAMS GRAMS 3 1 .2 2 1 .3 9 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID 3 .9 0 1 1.1 0 2 7 .4 2 GRAMS PERCENT PERCENT 48 RESULTS RUN NUMBER 17 a SAMPLE NUMBERS I- I I- 3 I- 4 . I- 5 1~ 6 9 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL 4 .8 0 9 .3 9 1 4.3 7 1 7 .9 7 2 2 .0 4 2 5 .8 8 .0208 .0407 ,0622 .0778 .0954 .1120 .996 .998 .998 .998 .998 .998 m :??7 I-Ii . .993 .983 .1398 .1599 3 6 .9 3 4 2 .1 4 4 7 .8 3 1-10 _ SF&Xoffl ms HEEk. 8:31 3 2 .3 0 I: I I- 1 ,5 " X 14" COLUMN :lo7i4 ,14544 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 8 9 .0 8 0 .7 8 C GRAMS TOTAL SAMPLE WEIGHT 4 7 .8 3 GRAMS BARLEY MOISTURE CONTENT 8 .1 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 2 0 .3 6 8 4 .4 1 5 1 .1 4 1 7 .0 5 PERCENT GRAMS GRAMS 4 6 .2 4 1 .5 9 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQ U ID \ GRAMS 4 .9 0 9 .5 9 2 4 .0 8 GRAMS PERCENT PERCENT 49 RESULTS RUN NUMBER 18 1*5" X 14" COLUMN _ GRAIN SIZE ! / 1S" HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I: I I- 6 I- 7 I- 1 1-10 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL 7 .5 9 1 1 ,1 6 1 3 .7 8 1 5 .9 8 1 8.9 2 2 2 .3 6 2 6 .7 2 3 1 .9 0 3 7 ,1 9 4 3 .2 8 .0329 .0483 .0597 .0692 .0819 .0968 .1157 .1381 .1610 .1874 .999 .999 *999 ♦999 .994 .983 ♦967 ♦953 *939 .928 GRAMS 99 WT*% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 8 7 .0 6 0 .0 5 .08699 C GRAMS TOTAL SAMPLE WEIGHT 4 3 .2 8 BARLEY MOISTURE CONTENT 6 .1 0 GRAMS PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT QF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 15.01 9 7 .0 7 4 3 .7 1 14*57 GRAMS PERCENT GRAMS GRAMS 4 0 .1 4 3 .1 4 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID 3 .5 7 8 .1 7 2 3 .7 9 GRAMS PERCENT PERCENT 50 RESULTS RUN NUMBER 19 1 . 5 ' X 1 4 ' COLUMN GRAIN SIZE 1 /3 2 * HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 4 I- 5 I- 6 i-1 I- 9 1-10 1-11 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL 5 .5 2 8 .8 0 .0239 .0381 .998 .998 . m 1 6.3 7 1 9 .4 8 !I:!! 2 9 .2 5 3 3 .3 6 3 9 .9 2 :??? , .0709 .0843 .999 .997 -.0I 9I 8O? .1266 .1444 .1728 .949 .932 M .962 .09560 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 8 9 .0 5 6 .1 6 C GRAMS TOTAL SAMPLE WEIGHT 3 9 .9 2 GRAMS BARLEY MOISTURE CONTENT 5 .5 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 1 3.4 4 9 5 .0 2 4 0 .0 2 1 3 .3 4 GRAMS PERCENT GRAMS GRAMS 3 7 .2 0 2 .7 2 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQ U ID GRAMS GRAMS 2 .8 2 7 .0 6 2 1 .0 0 GRAMS PERCENT PERCENT 51 RESULTS RUN NUMBER 20 1*5" X 14" COLUMN ow M SAMPLE NUMBERS CUMULATIVE WEIGHT (GRAMS) m E E e. WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL I- I I- 2 I- 3 5 ,0 5 7 .7 3 1 0 .4 2 .0219 .0335 .0451 .999 .999 .999 }: 5 I—6 I- 7 I- 8 I- 9 H :B . 1 9 .2 2 2 2 ,0 6 2 6 .9 4 3 1 .4 4 3 9 .2 3 .0832 .0955 ♦ 1166 .1361 .1698 *964 ♦949 ♦927 ♦9 11 .892 1-10 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY 9 0 .0 FINAL GRAIN TEMPERATURE FEED ADDITIONS 5 0 .2 8 C GRAMS TOTAL SAMPLE WEIGHT 39*23 GRAMS BARLEY MOISTURE CONTENT 5 .0 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT .06139 1 2.1 6 1 0 2 .1 9 3 8 .5 4 1 2 .8 5 GRAMS PERCENT GRAMS GRAMS 3 4 .9 8 4 .2 5 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID 3 .5 6 9 .2 3 2 9 .2 5 GRAMS PERCENT PERCENT 52 RESULTS RUN NUMBER 21 1 . 5 ' X 1 4 ' COLUMN MASS FLUX .297 GM/MIN SQCM GRAIN SIZE 1 /3 2 ' HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 3 I- 4 I- 5 I- j I- 8 I- 9 1-10 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 7 .1 5 9 .9 4 1 4.2 6 1 6.8 8 .0310 .0430 .0513 ,0617 .0731 .998 .998 .998 .998 .998 5*. 2 2 9 ,2 9 3 3 .3 0 4 0 .6 9 .1268 .1442 .1761 . .964 .949 .927 11.86 CUMULATIVE WEIGHT PERCENT ETHANOL •.III :iin 11 GRAMS 99 UT.Z ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 0 .0 5 5 .3 0 C GRAMS TOTAL SAMPLE WEIGHT 4 0 .6 9 GRAMS BARLEY MOISTURE CONTENT 5 .4 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT .09252 13.19 9 7 .4 3 4 0.4 1 1 3 .4 7 GRAMS PERCENT GRAMS GRAMS 3 7 .7 2 2 .9 7 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID 2 .6 9 6 .6 6 2 0 .4 1 GRAMS PERCENT PERCENT 53 RESULTS RUN NUMBER 22 1 ,5 ' X 1 4' COLUMN GRAIN SIZE 1 /3 2 * HAMMER MILLED SAMPLE NUMBERS IIIIIIIII- I 2 3 4 5 6 7 8 9 1-10 1-11 WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT (GRAMS) CUMULATIVE WEIGHT PERCENT ETHANOL .998 .999 .999 .999 .999 ,998 .992 .985 ,976 .963 .958 .0300 .0654 .0955 .1190 .1414 .1659 .1868 .2054 .2292 6 ,9 2 1 5.1 0 2 2 .0 5 2 7 .4 8 3 2 .6 7 3 8 .3 2 4 3 .1 6 4 7 .4 4 5 2 .9 4 6 0 .4 8 6 2 .7 2 ,2618 .2715 GRAMS 99 UT,Z ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 8 7 .0 9 3 . 31 .19193 C GRAMS TOTAL SAMPLE WEIGHT 6 2 .7 2 GRAMS BARLEY MOISTURE CONTENT 9 .3 0 PERCENT 2 3 .6 9 AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 9 2 .6 0 6 4 .8 0 2 1 .6 0 GRAMS PERCENT GRAMS GRAMS 6 0 .1 1 2 .6 1 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 4 .6 9 7 .2 4 1 9 .8 2 GRAMS PERCENT PERCENT 54 RESULTS RUN NUMBER 23 1 ,5 " X 1 4' COLUMN MASS FLUX ,21 2 GM/MIN SQCM GRAIN SIZE 1 /1 6 ' HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 4 i l l (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL 5 ,5 5 1 3.4 6 18.22 2 3 .9 4 ,0240 0583 0789 1036 .999 .998 .985 .960 cuB h T e M 3 7 .3 3 m .93C .917 .904 1616 1926 4 4 .4 8 .07143 GfcAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 0 .0 6 1 .7 8 C GRAMS TOTAL SAMPLE WEIGHT 4 4 ,4 8 GRAMS BARLEY MOISTURE CONTENT 5 .0 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY 9 1 .6 8 AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 12,16 4 2 .4 8 1 4.1 6 GRAMS PERCENT GRAMS GRAMS 4 0 .2 0 4 .2 8 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQ U ID GRAMS GRAMS 2 .2 8 5 .3 6 1 8 .7 2 GRAMS PERCENT PERCENT 55 RESULTS RUN NUMBER 24 1 , 5 ' X 1 4 “ COLUMN MASS FLUX .1 0 2 6 M/MIN SQCM GRAIN SIZE 1 /3 2 ' HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 3 I- 4 I- 5 67 I- 8 I- 9 1-10 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 8 .0 2 .0347 .0499 .0622 .0761 .0868 11.52 1 4,3 6 1 7.5 7 2 0 .0 5 cM vE eT -.I9T7 .994 ,989 .977 .1191 .1299 .1492 2 7 ,5 1 3 0 .0 0 3 4 .4 6 l ht ,995 ,996 .997 ,997 .997 -.OT Sfctt. B GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 8 8 .0 5 3 .4 0 .12695 C GRAMS TOTAL SAMPLE WEIGHT 3 4 .4 6 GRAMS BARLEY MOISTURE CONTENT 7 ,3 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED 1 8.1 9 9 8 .6 1 3 9 .4 9 1 3 .1 6 GRAMS PERCENT GRAMS GRAMS AMOUNT OF ETHANOL IN PRODUCT 3 3 .6 7 AMOUNT. OF WATER IN PRODUCT ,7 9 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY * FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID 5 .8 1 .14.72 3 1 .9 6 GRAMS PERCENT PERCENT 56 RESULTS RUN NUMBER 27 1 ,5 " X 14" COLUMN MASS FLUX ,1 9 6 GM/MIN SQCM GRAIN SIZE 1 /1 6 * HAMMER MILLED SAMPLE NUMBERS IIIIIIIII- I 2 3 4 5 6 7 8 9 . CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 5 .0 1 1 1.5 4 1 6.7 3 .0217 ,0500 .0724 .0875 ,1023 .1205 ,1338 .1479 ,1783 2 0 .2 0 2 3 .6 4 2 7 .8 3 3 0.9 1 3 4 .1 7 4 1 ,1 9 CUMULATIVE WEIGHT PERCENT ETHANOL .997 .997 .988 .973 .957 .940 ♦931 ♦921 ,905 GRAiMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 0 .0 5 7 .0 2 .06806 C GRAMS TOTAL SAMPLE WEIGHT 4 1 ,1 9 GRAMS BARLEY MOISTURE CONTENT 6 .0 0 PERCENT 1 4.7 4 AMOUNT OF LIQUID ADSORBED INTO BARLEY 9 8 . 09 AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 4 1 .9 5 1 3 .9 8 GRAMS PERCENT GRAMS GRAMS 3 7 .2 6 3 .9 3 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQ U ID GRAMS GRAMS 4 .6 9 1 1 .1 7 3 1 .7 9 GRAMS PERCENT PERCENT 57 RESULTS RUN NUMBER 28 1 , 5 “ X 1 4 “ COLUMN sM$ M SAMPLE NUMBERS I- I I- 2 I- 3 I- 4 I- 5 I- 6 I- 7 l:1-10I CUMULATIVE WEIGHT (GRAMS) MB ECeb WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL .0190 ,0502 .0617 ,998 .997 ,99 0 .-O0B 7K :??§ .1038 .1255 .952 .934 : I1I I i :IS .904 4 .3 9 11.59 1 4.2 4 2 3 .9 7 2 8 .9 8 !!.-S0I .1805 4 1 .7 0 .06210 GRAMS 99 WT,% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 8 9 .0 5 8 .7 5 C GRAMS TOTAL SAMPLE WEIGHT 4 1 ,7 0 GRAMS BARLEY MOISTURE CONTENT 6 ,0 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY 9 6 .0 7 AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 14.74 4 2 .3 3 1 4.1 1 GRAMS PERCENT GRAMS GRAMS 3 7 .7 1 3 .9 9 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID 4 .6 2 1 0 .9 2 3 1 .3 4 GRAMS PERCENT PERCENT 58 RESULTS RUN NUMBER 29 1 .5 * X 1 4 ' COLUMN GRAIN SIZE 1/16^ HAMMER MILLED SAMPLE. NUMBERS I- I . I- 2 I- 3 I- 4 I- 5 I- 6 I- 7 I- 8 WEIGHT OF PRODUCT PER GRAM BARLEY . CUMULATIVE WEIGHT (GRAMS) CUMULATIVE WEIGHT PERCENT ETHANOL .993 .99 5 .994 .9 8 3 .970 .95 3 ♦940 .927 .0266 .0446 .0617 .0795 .0962 .1174 .1339 .1557 6 .1 4 1 0 .3 0 1 4.2 6 1 8.3 6 2 2 .2 3 2 7 .1 1 3 0 .9 3 3 5 .9 6 .06776 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 8 8 .0 5 2 .2 7 C GRAMS TOTAL SAMPLE WEIGHT 3 5 .9 6 GRAMS BARLEY MOISTURE CONTENT 7 .1 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 1 7.6 5 1 0 2 .5 7 4 0 .2 1 1 3 .4 0 GRAMS PERCENT GRAMS ' GRAMS 3 3 .3 2 2 .6 4 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 6 .9 0 1 7 .1 5 3 9 .0 6 GRAMS PERCENT PERCENT 59 RESULTS RUN NUMBER 30 1 . 5 ' X 1 4 “ COLUMN M im i # SAMPLE NUMBERS I- I fci I- 4 I- 5 I- 6 I- 7 B r nm , CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 5 .4 8 .0237 .997 1 7 .5 5 2 2 .2 5 2 8 .1 1 3 8 .9 3 .0760 .0963 .1217 .1685 .980 .955 .929 ,897 m i. CUMULATIVE WEIGHT PERCENT ETHANOL GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 2 .0 5 0 .9 8 C GRAMS TOTAL SAMPLE WEIGHT 3 8 .9 3 GRAMS BARLEY MOISTURE CONTENT 5 .7 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT .06362 1 3.9 6 1 0 3 .7 6 3 9 .6 7 1 3 .2 2 GRAMS PERCENT GRAMS GRAMS 3 4 .9 0 . 4 .0 3 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID 4 ,7 7 1 2 .0 3 3 4 .1 6 GRAMS PERCENT PERCENT 60 RESULTS RUN NUMBER 31 1 . 5 ' X 1 4' COLUMN MASS FLUX .19 3 GM/MIN SQCM GRAIN SIZE I / 8 ' HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 3 I- 4 V-1 I- 7 I- 8 . CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 4 .3 0 m 2 2 .0 4 .0186 .0384 .0512 .0625 ■m .0954 .997 .998 ,998 .996 2 7 .9 6 .1210 :??? .962 .937 8.86 1 1 .8 2 1 4 .4 3 CUMULATIVE WEIGHT PERCENT ETHANOL .06976 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 0 .0 4 4 .9 3 C GRAMS TOTAL SAMPLE WEIGHT 2 7 .9 6 GRAMS BARLEY MOISTURE CONTENT 6 .0 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY 9 5 .0 5 AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 1 4.7 4 3 2 .0 3 1 0 .6 8 GRAMS PERCENT GRAMS GRAMS 2 6 .2 1 1 .7 5 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 5 .8 2 1 8 .1 8 3 9 .4 9 GRAMS PERCENT PERCENT 61 RESULTS RUN NUMBER 32 1 ,5 " X 2 4 ' COLUMN CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL I- I I- 2 6 .3 7 1 5.9 5 .0159 ,0399 .998 .998 I: I. I- 6 25'.42 2 8 .7 4 3 2 .7 5 3 6 .0 5 4 1 .2 0 M .0819 .0901 .1030 I SAMPLE NUMBERS I- 7 I- 8 .994 .988 .979 .08754 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 4 ,0 7 7 .3 3 C GRAMS TOTAL SAMPLE WEIGHT 4 1 .2 0 GRAMS BARLEY MOISTURE CONTENT 5 .3 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED 2 2 .3 9 8 2 ,2 3 4 7 .6 9 1 5 .9 0 GRAMS PERCENT GRAMS GRAMS AMOUNT OF ETHANOL IN PRODUCT 4 0 .3 4 AMOUNT OF WATER IN PRODUCT .86 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQ U ID GRAMS GRAMS 7 .3 5 15.41 3 2 .8 3 GRAMS PERCENT PERCENT 62 RESULTS RUN NUMBER 33 1 , 5 ' X 24" COLUMN MASS FLUX >121 W M I N SBCM GRAIN SIZE 1/16» HAMMER MILLED SAMPLE NUMBERS I- I 1-. 2 I- 3 I- 4 I- 5 I- 6 I- 7 I- 8 I- 9 WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT (GRAMS) CUMULATIVE WEIGHT PERCENT ETHANOL .998 .99 8 .998 .998 .998 .998 .997 .995 .986 .0152 ,0318 .0449 .0530 .0628 .0704 .0772 .0835 .0955 6 .0 7 1 2 .7 2 1 7,9 7 21.21 2 5 .1 0 2 8 .1 4 3 0 .8 7 3 3 .3 8 3 8.2 1 ,09003 GRAMS 99 tiT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 6 .0 6 2 .2 1 TOTAL SAMPLE WEIGHT BARLEY MOISTURE CONTENT C GRAMS 3 8 .2 1 4 .0 0 GRAMS <PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED 1 6 .6 7 8 8 .2 1 4 1 .1 6 1 3 .7 2 GRAMS PERCENT GRAMS GRAMS AMOUNT OF ETHANOL IN PRODUCT 3 7 .6 7 AMOUNT OF WATER IN PRODUCT .5 4 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 3 .4 9 8 .4 ? 2 0 .9 6 GRAMS PERCENT PERCENT 63 RESULTS RUM NUMBER 3 5 1 , 5 ' X 2 4 ' COLUMN . MASS FLUX ,14 4 GM/MIN SQCM GRAIN SIZE I / 8 ° HAMMER MILLED CUMULATIVE OiMs - I --I - 4 I- 5 H I- 9 1-10 m Mm WEIGHT OF - M m r® 5 .8 7 .0147 .995 11:14 :% %1 .0575 M .996 2 3 .0 0 2 7 .3 2 .0683 8:1 \V ,i .989 .0892 .0975 ,1109 .1224 .1384 3 9 .0 0 4 4 .3 7 4 8 .9 6 5 5 .3 6 .983 .972 .‘It. GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 4 .0 8 7 .2 6 C GRAMS TOTAL SAMPLE WEIGHT 5 5 .3 6 GRAMS BARLEY MOISTURE CONTENT 5 .4 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT '0 8 76 2 2 .8 3 8 9 .6 1 5 8 .6 4 1 9 .5 5 GRAMS PERCENT GRAMS GRAMS 5 2 .9 2 2 .4 4 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID .5 .7 2 9 .7 6 2 5 .0 6 GRAMS PERCENT PERCENT 64 RESULTS RUN NUMBER 36 1 .5 " X 24" COLUMN MASS FLUX .309 GM/MIN SQCM GRAIN SIZE 1 /3 2 " HAMMER MILLED SAMPLE NUMBERS IIIIIIIII- I 2 3 4 5 6 7 8 9 1-10 1-11 WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT (GRAMS) 5 .6 8 1 1 .0 8 1 8.1 4 22.51 2 4 .9 3 2 8 .0 3 3 1 .0 1 3 2 .7 2 3 7 .7 5 4 2.7 1 4 8 .5 1 CUMULATIVE WEIGHT PERCENT ETHANOL ♦0142 .0277 .0454 .0563 .0623 .0701 .0775 .0818 .0944 .1068 .1213 .998 .999 .999 .999 .999 .999 .998 .994 .980 .966 .952 GRAMS 99 WT,% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 8 .0 7 9 .0 6 C GRAMS TOTAL SAMPLE WEIGHT 4 8 .5 1 GRAMS BARLEY MOISTURE CONTENT 5 .3 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT ,08551 2 2 .3 9 8 9 .6 8 5 3 .1 7 1 7 .7 2 GRAMS PERCENT GRAMS GRAMS 4 6 .1 7 2 .3 4 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 7 .0 0 1 3.1 7 3 1 .2 8 GRAMS PERCENT PERCENT 65 RESULTS RUN NUMBER 38 1 .5 - X 2 4 ' COLUMN _ m GRAIN SIZE 1 /1 6 ^ HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 3 I- 4 I- 5 I—6 I- 7 I- 8 I- 9 WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 7 .9 7 1 6 .1 3 2 2 .6 3 2 7 .0 4 3 4 .5 9 3 8 .5 0 4 2 .3 4 4 6 .8 9 5 5 ,3 8 ,0199 .0403 ,0566 «0676 ,0865 .0963 ♦ 1058 ♦ 1172 ♦1384 CUMULATIVE WEIGHT PERCENT ETHANOL .994 .995 •.995 .985 .977 .97 0 .07694 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 5 .0 8 4 .6 7 C GRAMS TOTAL SAMPLE WEIGHT 5 5 .3 8 GRAMS BARLEY MOISTURE CONTENT 5 .7 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY 9 3 .9 6 AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 2 4 .1 8 5 9 .6 7 1 9.8 9 GRAMS PERCENT GRAMS GRAMS 5 2 .4 6 2 .9 2 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID 7 .2 1 1 2i0 8 2 9 .8 1 GRAMS PERCENT PERCENT 66 RESULTS RUN NUMBER 41 1 . 5 " X 2 4 " COLUMN GRAIN S I ^ E l / i ! ^ HAMMER HlLLED SAMPLE NUMBERS I- I I- 2 I- 3 CUMULATIVE WEIGHT (GRAMS) 8 .79 15.82 22.42 I: J 1™ 6 ?2.*?6 46.75 51.22 i- ? S.'Ii 62,89 I- 7 1-10 WEIGHT OF PRODUCT PER GRAM BARLEY .0220 .0396 .0561 CUMULATIVE WEIGHT PERCENT ETHANOL .997 .997 ,997 :KH .1169 ■Ml .1280 .994 .989 .1572 .965 .12 5 2 9 GRAMS 9 9 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADD ITIO NS 9 4 .0 1 1 6 . 21 C GRAMS TOTAL SAMPLE WEIGHT 62.89 GRAMS BARLEY MOISTURE CONTENT 7 .20 PERCENT 31.03 AMOUNT OF L I Q U I D ADSORBED INTO BARLEY 8 0 .8 2 AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 70.44 23.48 GRAMS PERCENT GRAMS GRAMS 60.66 2.23 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQ U ID GRAMS GRAMS 9 .78 13,89 3 1 .5 2 GRAMS PERCENT PERCENT 67 RESULTS RUN NUMBER 42 1 . 5 ' X 2 4 " COLUMN MASS FLUX » 0 8 7 GM/MIN SQCM GRAIN S I Z E 1 / 1 6 ' HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 3 i-i IIII- 6 7 8 9 CUMULATIVE WEIGHT (GRAMS) 7 .76 15.29 22.88 WEIGHT OF PRODUCT PER GRAM BARLEY ,0194 .0 3 8 2 .0572 13:11 •. 0 9m4 7 37.89 41.49 44.61 5 0 .3 3 CUMULATIVE WEIGHT PERCENT ETHANOL .997 .998 ,998 m .997 .1037 ,1115 .1258 .993 .988 .980 GRAMS 9 9 U T . Z ETHANOL PRODUCED. PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 93.0 76,03 .10895 C GRAMS TOTAt SAMPLE WEIGHT 50.33 GRAMS BARLEY MOISTURE CONTENT 5 ,6 0 PERCENT AMOUNT OF L I Q U I D ADSORBED INTO BARLEY 9 7 .4 0 AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER I N FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 23.73 55.54 18.51 GRAMS PERCENT GRAMS GRAMS 49.31 1.02 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L I Q U I D GRAMS GRAMS 6.23 1 1 .2 2 2 6 .2 7 GRAMS PERCENT PERCENT 68 RESULTS RUN NUMBER 44 1 , 5 ° X 2 4 ° COLUMN MASS FLUX , 2 8 6 GM/MIN SQCM GRAIN S I Z E I / 8 ° HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 3 I- 4 I- 5 I- 6 I- 7 I- 8 I- 9 WEIGHT OF PRODUCT PER GRAM BARLEY .0234 .0430 .0561 ,0725 .0826 ,0921 ,1020 .1126 .1387 CUMULATIVE WEIGHT (GRAMS) 9 .37 17.21 22.43 29.01 33.04 36.83 4 0.79 45.06 55,47 CUMULATIVE WEIGHT PERCENT ETHANOL .993 ,983 .971 .954 ,941 .929 .918 .908 .889 .0 2 9 2 9 GRAMS 9 9 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 93.0 76,46 C GRAMS TOTAL SAMPLE WEIGHT 55,47 GRAMS BARLEY MOISTURE CONTENT 5.30 PERCENT AMOUNT OF L I Q U I D ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 22.39 101.82 58.39 19,46 GRAMS PERCENT GRAMS GRAMS 49,29 6 .18 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQ U ID GRAMS GRAMS 9.10 15,58 4 0 .6 4 GRAMS PERCENT PERCENT 69 RESULTS RUN NUMBER 45 1 , 5 ' X 2 4 ' COLUMN MASS FLUX . 3 1 7 GM/MIN SQCM GRAIN S I Z E 1 7 1 6 ' HAMMER MILLED SAMPLE NUMBERS IIIIIII- I 2 3 4 5 6 7 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 10.40 16.84 23.11 2 8.65 34,74 40,79 47,60 .0260 .0421 .0578 .0 7 1 6 .0869 ,1020 .1190 CUMULATIVE HEIGHT PERCENT ETHANOL .999 .998 .991 .982 :?il .920 .0 5 9 1 0 GRAMS 9 9 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADD ITIO NS 94.0 62.64 C GRAMS TOTAL SAMPLE WEIGHT 47.60 GRAMS BARLEY MOISTURE CONTENT 4 .00 PERCENT AMOUNT OF L I Q U I D ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER I N FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER I N PRODUCT 16.67 1 02,60 48.20 16.07 GRAMS PERCENT GRAMS GRAMS 43.80 3.80 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQ U ID GRAMS GRAMS 4.40 9,12 2 6 .3 8 GRAMS PERCENT PERCENT .70 RESULTS RUN NUMBER 4 7 1 , 5 " X 2 4 " COLUMN ,8818 K i;2!? 8 # 8 E C n SAMPLE NUMBERS I- I I- 2 I- 3 1:3' 1™ 6 CUMULATIVE WEIGHT (GRAMS) 9.27 15.26 2 0.82 I- 7 32.68 37.07 }:§ 1-10 57.87 WEIGHT OF PRODUCT PER GRAM BARLEY ♦0 2 3 2 .0382 .0521 CUMULATIVE WEIGHT PERCENT ETHANOL .996 .996 .997 .0817 .0927 *??2 ,984 .970 .1447 .922 m m Il-Il GRAMS 9 9 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 94.0 77,76 ,07 3 8 5 C GRAMS TOTAL SAMPLE WEIGHT 57,87 GRAMS BARLEY MOISTURE CONTENT 4.00 PERCENT AMOUNT OF L I Q U I D ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 16.67 95,85 5 5 .9 0 18.63 GRAMS PERCENT GRAMS GRAMS 5 3 .3 3 4 .54 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL I N ADSORBED L I Q U I D GRAMS ' GRAMS 2 .58 4,61 15.46 GRAMS PERCENT PERCENT 71. RESULTS RUN NUMBER 48 1 .5 ' X 24' COLUMN MASS FLUX . 2 7 7 GM/MIN SQCM GRAIN S I Z E 1 / 1 6 ’ HAMMER MILLED SAMPLE NUMBERS IIIIII- I 2 3 4 5 6 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 12.35 17.54 23.18 27.71 32.28 38.08 CUMULATIVE WEIGHT PERCENT ETHANOL .0309 .0439 ♦0 5 8 0 .0693 .0807 .0952 .997 .997 .992 .983 .972 .957 GRAMS 9 9 U T . X ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADD ITIO NS 93.0 48.38 C GRAMS / TOTAL SAMPLE WEIGHT 38.08 GRAMS BARLEY MOISTURE CONTENT 3 .50 PERCENT AMOUNT OF L I Q U I D ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 14.51 108.69 39.44 13.15 AMOUNT OF WATER IN FEED GRAMS PERCENT GRAMS GRAMS 36.43 1.65 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQU ID 'I .06023 GRAMS GRAMS 3.01 7 .64 20.78 GRAMS PERCENT PERCENT 72 RESULTS RUN NUMBER 50 1 , 5 " X 2 4 " COLUMN MASS FLUX . 2 2 5 GM/MIN SQGM GRAIN S I Z E 1 / 3 2 " HAMMER MILLED CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL I- I 9.60 .0240 .996 I- 4 I- 5 I- & 1-7 I- 8 I- 9 1-10 27.19 31.16 35.29 39.61 43.69 49.97 57.14 _ . ''V- SAMPLE NUMBERS I-1 m H:»- •Mi »0680 .0779 .0882 .0990 .1092 .1249 .1428 .996 .995 .989 ♦9 7 8 .966 ,950 .934 GRAMS 9 9 WT,% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADD ITIO NS ' 96.0 78.62 GRAMS TOTAL SAMPLE WEIGHT 57.14 GRAMS BARLEY MOISTURE CONTENT 5.20 PERCENT AMOUNT OF L I Q U I D ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT ,08708 C 21.94 100.58 59.31 19.77 GRAMS PERCENT GRAMS GRAMS 53.34 3.80 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L I Q U I D GRAMS GRAMS 5 ,9 7 1 0 .0 6 2 7 .2 1 GRAMS PERCENT PERCENT 73 RESULTS RUN NUMBER S I 1 .5 " X 24' COLUMN MASS FLUX .3 2 7 GM/MIN GRAIN SIZE 1 /1 6 " HAMMER - WEIGHT OF CUMULATIVE SAMPLE NUMBERS ■ cR tr a m ! 7 SHHfSUB I- I I- 2 I- 3 I- 4 I- 5 1 2.9 9 1 8 .9 5 2 1 .9 6 2 5 .3 3 2 9 .0 5 .0325 .0474 ,0549 .0633 .0726 .998 I- 4 9 .6 3 .1241 ♦923 $8 m .*992 .985 .975 ,05729 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 3 .0 6 4 .8 0 C GRAMS TOTAL SAMPLE WEIGHT 4 9 .6 3 GRAMS BARLEY MOISTURE CONTENT 3 .8 0 PERCENT 1 5,8 0 AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 1 0 0 .9 7 4 9 .0 7 1 6 .3 6 GRAMS PERCENT GRAMS GRAMS 4 5 .8 1 3 .8 2 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 3 .2 6 6 .6 4 2 0 .6 3 GRAMS PERCENT PERCENT RESULTS RUN NUMBER 5 2 X 2 4 ' COLUMN aunTiS SAMPLE NUMBERS I- I I- 2 I- 3 i'-l 1-6 I- 7 I- 8 I Z3 8^ HAMMER MILLED WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE . WEIGHT (GRAMS) 10.66 16.86 19.52 i? :!! 31.74 37,25 46.69 CUMULATIVE WEIGHT PERCENT ETHANOL .0267 .0422 ,0488 .996 .994 .991 .0794 .0931 ,1167 .962 .946 .925 m GRAMS 9 9 UT *Z ETHANOL PRODUCED PER GRAM DRIED BARLEY F I NAL GRAIN TEMPERATURE FEED ADDITIONS 9 4 .0 62.21 C GRAMS TOTAL SAMPLE WEIGHT 46.69 GRAMS BARLEY MOISTURE CONTENT 4 .30 PERCENT AMOUNT OF L I Q U I D ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT .0 4 9 7 4 17.97 103.95 48.50 16.17 GRAMS PERCENT GRAMS GRAMS 43.17 3.52 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L I Q U I D GRAMS GRAMS 5.33 10.99 2 9 .6 5 GRAMS PERCENT PERCENT 75 RESULTS RUN NUMBER 53 1 .5 ' X 24' COLUMN MASS FLUX .03 9 GM/MIN SQCM GRAIN SIZE 1 /3 2 ' HAMMER MILLED SAMPLE NUMBERS IIIIIIII- I 2 3 4 5 6 7 8 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 1 0 .5 0 2 3 .0 9 3 5 .7 4 4 3 .2 2 5 2 .7 1 5 8 .5 6 6 3 .2 0 7 0 .3 3 CUMULATIVE WEIGHT PERCENT ETHANOL .996 .996 .996 .996 .995 .994 .992 .985 .0263 .0577 .0894 .1080 .1318 .1464 .1580 .1758 ,16196 GRAMS 99 MT.Z ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 87*0 1 15 .34 C GRAMS TOTAL SAMPLE WEIGHT 7 0 .3 3 GRAMS BARLEY MOISTURE CONTENT 8 .0 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED 9 1 .1 3 7 8 .8 3 2 6 .2 8 AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 3 4 .7 8 PERCENT GRAMS GRAMS 6 9 .2 5 1 .0 8 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN GRAMS ADSORBED L IQ U ID GRAMS GRAMS 9 .5 8 12.15 2 7 .5 5 GRAMS PERCENT PERCENT f 76. RESULTS RUM NUMBER 54 X 24" COLUMN u MASS FLUX .2 1 6 GM/HIN SQCM GRAIN SIZE I / 8 " HAMMER MILLED SAMPLE NUMBERS IIIIIIIII- I 2 3 4 5 6 7 8 9 WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT (GRAMS) CUMULATIVE WEIGHT PERCENT ETHANOL .0178 . 0366 .0457 .0549 .0592 .0638 .0727 . .0871 .1025 7 .1 2 1 4.6 2 1 8.2 9 2 1 .9 4 2 3 .6 7 2 5 .5 3 2 9 .0 9 3 4 .8 5 4 1 .0 2 .996 .997 .997 .99 7 .996 ♦995 .986 .967 .948 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 3 .0 6 0 .4 8 C GRAMS TOTAL SAMPLE WEIGHT 4 1 .0 2 GRAMS BARLEY MOISTURE CONTENT 5 .3 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT . *06883 2 2 .3 9 1 04 .84 4 7 .5 5 1 5 .8 5 GRAMS PERCENT GRAMS GRAMS 3 8 .8 8 2 .1 4 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 8 .6 7 18.24 3 8 .7 4 GRAMS PERCENT PERCENT 77 RESULTS RUN NUMBER 55 1 .5 ' X 24' COLUMN MASS FLUX .34 7 GM/MIN SQCM GRAIN SIZE 1 /3 2 ' HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 3 I- 4 !--I I- 7 I- 8 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 7 .8 3 1 6 .3 3 .0196 .0408 .0555 .0663 .996 .997 .997 .997 ..0976 ‘Ssl? .M .985 .1189 *958 22.2 0 2 6 .5 1 ‘5? 33. 3 9 .0 4 4 7 .5 5 CUMULATIVE WEIGHT PERCENT ETHANOL GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 7 .0 6 8 .6 9 C GRAMS TOTAL SAMPLE WEIGHT 4 7 .5 5 GRAMS BARLEY MOISTURE CONTENT 4 .8 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT .09139 2 0 .1 7 9 8 .5 9 5 0 .7 9 1 6 .9 3 GRAMS PERCENT GRAMS GRAMS , 4 5 .5 3 2 .0 2 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID 5 .2 6 1 0 .3 6 2 6 .0 8 GRAMS PERCENT PERCENT 78 RESULTS RUN NUMBER 56 1 ,5 " X 24" COLUMN MASS FLUX .03 7 GM/MIN SQCM GRAIN SIZE 1 /1 6 " HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 3 I- 4 I- 5 1-6 I- 7 I- 8 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL .0305 .0617 .0816 .1013 .1128 .1238 .1355 .1452 , ,996 .997 »997 , .996 .994 .992 .989 .986 12.20 2 4 .6 9 3 2 .6 4 4 0 .5 2 4 5 .1 4 4 9 .5 3 5 4 .2 0 5 8 .1 0 GRAMS 99 UT', % ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 8 6 ,0 9 3 ,7 4 ,13083 C GRAMS TOTAL SAMPLE WEIGHT 5 8 .1 0 GRAMS BARLEY MOISTURE CONTENT 7 .8 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED 3 3 .8 4 9 8 .0 8 6 8 .9 5 2 2 .9 8 GRAMS PERCENT GRAMS GRAMS AMOUNT OF ETHANOL IN PRODUCT 5 7 .2 9 AMOUNT OF WATER IN PRODUCT .81 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 1 1.6 7 1 6 .9 2 3 4 .4 8 GRAMS PERCENT PERCENT 79 RESULTS RUN NUMBER 57 1,5» X 2 4 ' COLUMN GRAIN SIZE 1/32= HAMMER MILLED REGENERATION NUMBER I SAMPLE NUMBERS I- 3 I- 4 I- 5 I- 6 1 -7 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL m li:n itM .0508 ,0619 .0689 .0757 .0955 2 9 .2 9 3 2 .1 8 4 0 .5 8 .995 .995 .995 .995 .990 GRAMS 99 WT,Z ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 5 ,0 6 1 ,7 8 C GRAMS TOTAL SAMPLE WEIGHT 4 0 .5 8 GRAMS BARLEY MOISTURE CONTENT 4 .4 0 PERCENT ' AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED .09454 19.56 9 7 .3 5 . 4 5 .1 1 , 15,04 GRAMS PERCENT GRAMS GRAMS AMOUNT OF ETHANOL IN PRODUCT 4 0 .1 6 AMOUNT OF WATER IN PRODUCT .42 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQ UID GRAMS GRAMS 4 .9 4 1 0,9 6 2 5 .2 6 GRAMS PERCENT PERCENT ! 80 RESULTS RUN NUMBER 58 1*5" X 2 4 ' COLUMN MASS FLUX .03 5 GM/MIN SQCM GRAIN SIZE I / 8 ' HAMMER MILLED SAMPLE NUMBERS IIIIIIII- I 2 3 4 5 6 7 8 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 1 2.7 6 2 2 .7 7 3 0 .8 5 3 8 .6 3 4 2 .0 3 4 6 .2 6 5 0 .2 2 5 3 .2 8 , .0319 .0569 .0771 .0966 .1051 .1156 .1255 .1332 CUMULATIVE WEIGHT PERCENT ETHANOL .997 ♦997 .997 .996 .995 .993 .990 .988 GRAMS 99 MT.Z ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 88*0 82*08 C GRAMS TOTAL SAMPLE WEIGHT 5 3 .2 8 GRAMS BARLEY MOISTURE CONTENT 7 .9 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED .12585 34.31 106.71 6 5 .6 9 2 1 .9 0 GRAMS PERCENT GRAMS GRAMS AMOUNT OF ETHANOL IN PRODUCT 5 2 .6 3 AMOUNT OF WATER IN PRODUCT .6 5 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQ U ID GRAMS GRAMS 13.06 1 9.8 9 3 8 .0 7 GRAMS PERCENT. PERCENT 81 RESULTS RUN NUMBER 59 1 . 5 “ X 2 4 “ COLUMN MASS FLUX .209 GM/MIN SQCM GRAIN SIZE 1 /3 2 “ HAMMER MILLED REGENERATION RUN NUMBER 2 SAMPLE NUMBERS IIIIIIIII- I 2 3 4 5 6 7 8 9 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 6 .7 5 1 1.8 3 1 6.7 3 2 1 .3 2 2 5 .9 2 2 8 .8 4 3 1 .9 6 3 6 .8 2 4 7 .3 0 .0169 .0296 .0418 ♦0533 .0648 .0721 ♦0799 .0921 .1182 CUMULATIVE WEIGHT PERCENT ETHANOL .995 .995 .995 .99 5 ♦994 .994 .988 .971 .941 GRAMS 99 MT.X ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 6 .0 6 8 .2 6 C . GRAMS TOTAL SAMPLE WEIGHT 4 7 .3 0 GRAMS BARLEY MOISTURE CONTENT 5 .1 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT .07671 2 1 .5 0 1 00 .79 5 1 .6 0 1 7 .2 0 GRAMS PERCENT GRAMS GRAMS 4 4 .5 0 2 .8 0 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID 7 .0 9 1 3 .7 5 3 3 .0 0 GRAMS PERCENT PERCENT 82 RESULTS RUN NUMBER 60 1 . 5 ' X 24" COLUMN MASS FLUX .2 3 6 GM/MIN SQCM grr e b e n e r a t io n 2run Anumber IL 3ED SAMPLE NUMBERS 1-1 I- 2 I- 3 I- 4 I- 5 I- 6 I- 7 WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT (GRAMS) CUMULATIVE WEIGHT PERCENT ETHANOL .994 .995 .995 .995 .0180 .0345 .0440 .0530 ,0612 .0712 .0960 7 .2 1 13.81 1 7.5 8 21.2 0 2 4 .4 8 2 8 .4 8 3 8 .3 8 .966 .07552 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 4 .0 6 0 .4 8 C ^ GRAMS TOTAL SAMPLE WEIGHT 3 8 .3 8 GRAMS BARLEY MOISTURE CONTENT 4 .7 0 PERCENT 19.73 AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT. OF WATER IN PRODUCT 9 6 .0 8 4 3 .5 8 1 4 .5 3 GRAMS PERCENT GRAMS GRAMS 3 7 .0 6 1 .3 2 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 6 .5 2 1 4 .9 5 3 3 .0 4 GRAMS PERCENT PERCENT 83 RESULTS RUN NUMBER 61 2 , 5 ' X 2 3 ' COLUMN .1 1 3 GM/MIN SQCM MASS FLUX GRAIN SIZE I / 8 “ HAMMER MILLED SAMPLE NUMBERS I- I I- 2 1 -3 I- 4 I- 5 I- 6 I- 7 I- 8 I- 9 1-10 ' CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 1 5 .1 8 3 0 .7 7 4 6 ,4 8 5 4 .6 8 5 9 .7 1 6 5 .0 0 7 1 .3 4 8 1 ,6 9 8 9 .8 2 9 9 .1 9 .0 1 6 9 .0 3 4 2 .0 5 1 6 .0 6 0 8 ,0 6 6 3 ,0 7 2 2 .0 7 9 3 .0 9 0 8 .0 9 9 8 .1 1 0 2 CUMULATIVE PERCENT El .9 9 3 .9 9 5 .9 8 8 .9 7 3 .9 6 3 .9 5 2 .9 3 9 .921 .9 0 9 .8 9 7 ' GRAMS 99 WT,% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN: TEMPERATURE FEED ADDITIONS 9 5 ,0 1 3 5 .6 5 .0 4 6 1 5 C GRAMS TOTAL SAMPLE WEIGHT 9 9 .1 9 GRAMS , BARLEY MOISTURE CONTENT 7 .0 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 6 7 .7 4 1 2 3 .0 6 1 2 5 .2 0 4 1 .7 3 GRAMS PERCENT GRAMS GRAMS 8 8 .9 2 1 0 .2 7 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY . FRACTION OF ETHANOL IN ADSORBED LIQ U ID GRAMS GRAMS 3 6 ,2 7 2 8 .9 7 5 3 .5 5 GRAMS PERCENT PERCENT 84 RESULTS RUN NUMBER 62 2 , 5 " X 23" COLUMN MASS FLUX ,1 1 6 GM/MIN SQCM GRAIN SIZE I / 8 ' HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 4 I- 5 I- 6 I- 1 9 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL 1 6 .9 2 3 0 .2 7 .0 1 8 8 ,0 3 3 6 .9 9 6 ,9 9 6 :n& :8I?27 .9 8 5 .9 7 6 .9 6 5 .9 5 6 .9 4 3 ,0 6 9 2 .0 7 6 9 .0 8 4 8 .0 9 2 2 ,1 0 3 5 6 2 .3 1 6 9 .1 8 s i -? ! 9 3 .1 2 .0 5 8 7 5 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 4 .0 1 2 7 .8 7 C GRAMS TOTAL SAMPLE WEIGHT 9 3 .1 2 GRAMS BARLEY MOISTURE CONTENT 5 .1 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED 1 1 0 .6 5 1 0 6 .1 2 3 5 .3 7 AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 4 8 .3 7 PERCENT GRAMS GRAMS 8 7 .8 4 5 .2 8 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN GRAMS ADSORBED L IQ U ID GRAMS . GRAMS 1 8 .2 8 1 7 .2 2 3 7 .7 9 GRAMS PERCENT PERCENT RESULTS RUN NUMBER 63 2 * 5 " X 23° COLUMN MASS FLUX ,2 2 5 GMXMIN SQCM GRAIN SIZE 1 / 3 2 ° HAMMER MILLED SAMPLE NUMBERS CUMULATIVE WEIGHT (GRAMS) .9 9 8 .9 9 8 .9 9 8 .9 9 8 .9 9 8 .9 9 8 ,9 9 5 .9 8 3 ,9 6 7 .9 4 3 ,941 .0191 .0 3 6 3 .0 4 7 9 .0 6 3 9 ,0 7 1 9 . .0 7 8 3 .0 8 4 9 .0 9 2 8 .1041 .1 2 4 5 .1 2 6 2 1 7 .2 0 3 2 .6 6 4 3 .1 5 5 7 ,5 2 6 4 ,7 5 7 0 .4 7 7 6 ,4 0 8 3 .5 3 9 3 .7 1 1 1 2 .0 4 1 1 3 .5 9 I- I I- 2 I- 3 1 -4 I- 5 I- 6 I- 7 I- 8 I- 9 1-10 1 -1 1 ' CUMULATIVE WEIGHT PERCENT ETHANOL WEIGHT OF PRODUCT PER GRAM BARLEY / GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 1 0 1 ,0 152. 93 TOTAL SAMPLE WEIGHT BARLEY MOISTURE CONTENT .08 8 0 4 C GRAMS 1 1 3 .5 9 5 ,9 0 ' GRAMS ' PERCENT 5 6 .4 3 AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED PERCENT 1 1 1 ,1 8 1 2 7 .5 1 4 2 .5 0 GRAMS GRAMS GRAMS AMOUNT OF ETHANOL IN PRODUCT 1 0 6 ,9 3 AMOUNT OF WATER IN PRODUCT 6 .6 7 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQ U ID GRAMS GRAMS 2 0 .5 9 1 6 .1 5 3 6 ,4 9 GRAMS PERCENT PERCENT 86 RESULTS RUN NUMBER 64 1 , 5 ' X 2 4 ' COLUMN■ GRAIN S I Z E 1 / 3 2 * * HAMMER MILLED REGENERATION RUN NUMBER 4 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL I- I I- 2 10.39 16,64 .0260 ,0416 .995 ♦9 9 6 I- 5 I- 6 I- 7 I- 8 I- 9 1-10 30.21 34.02 38.97 43.98 48.94 53.93 SAMPLE NUMBERS i :® § ,0755 .0851 .0974 .1099 .1223 .1348 . $ $ . ,991 .985 •973 ,960 ♦9 4 9 ♦9 3 9 GRAMS 9 9 WT,% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 93.0 7 3 . 44 C GRAMS TOTAL SAMPLE WEIGHT 53.93 GRAMS BARLEY MOISTURE CONTENT 5.40 PERCENT 22.83 AMOUNT OF L I Q U I D ADSORBED INTO BARLEY 104.53 AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT .07734 57.57 19.19 GRAMS PERCENT GRAMS GRAMS 50.64 3.29 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQU ID GRAMS GRAMS 6.94 12.05 30.38 GRAMS PERCENT PERCENT 87 RESULTS RUN NUMBER 65 2 . 5 " X 23" COLUMN .0 3 2 GM/MIN SQCM MASS FLUX GRAIN SIZE I / 8" HAMMER MILLED SAMPLE ' NUMBERS IIIIIIIII- I 2 3 4 5 6 7 8 9 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL .0 1 5 3 .0 3 1 6 .0 4 8 4 .0 6 5 4 .0 7 7 6 .0 8 6 9 .0 9 5 8 .1 0 5 0 .1 1 3 7 .9 9 7 .9 9 8 ♦998 .9 9 8 .9 9 7 .9 9 5 .991 .9 8 7 .9 8 3 1 3 .8 0 2 8 .4 1 4 3 .5 3 5 8 .8 7 6 9 .8 7 7 8 .1 9 8 6 .2 0 9 4 .4 7 1 0 2 .3 0 . .0 9 8 7 3 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 0 .0 1 5 5 .5 2 TOTAL SAMPLE WEIGHT C GRAMS 1 0 2 .3 0 BARLEY MOISTURE CONTENT 6 .3 0 GRAMS PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED 6 0 .5 1 1 0 4 .6 9 1 2 2 .1 1 4 0 .7 0 GRAMS PERCENT GRAMS GRAMS AMOUNT OF ETHANOL IN PRODUCT 1 0 0 .5 5 AMOUNT OF WATER I N 1 PRODUCT 1 .7 5 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQ U ID GRAMS GRAMS 2 1 .5 6 1 7 .6 6 3 5 .6 3 GRAMS PERCENT PERCENT 88 RESULTS RUN NUMBER 66 2 , 5 » X 2 3 » COLUMN MASS FLUX , 3 0 4 GM/MIN SQCM GRAIN S I Z E 1 / 1 6 " HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 3 I- 4 I- 5 I- 6 V-I I- 9 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY 13.52 31.24 39.55 49.60 5 8 .8 3 , 6 7.30 ♦0 1 5 0 .0347 ,0439 ,0551 .0654 ,0748 CUMULATIVE WEIGHT PERCENT ETHANOL ,997 .997 .996 .993 .987 ♦9 7 7 m ,1064 *953 ♦9 3 1 k4:l? 95.74 GRAMS 9 9 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 100.0 127.87 .06040 C GRAMS TOTAL SAMPLE WEIGHT 95.74 GRAMS BARLEY MOISTURE CONTENT 5,20 PERCENT AMOUNT OF L I Q U I D ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL I N PRODUCT AMOUNT OF WATER IN PRODUCT 49.37 113.48 108.83 3 6 .2 8 GRAMS PERCENT GRAMS GRAMS 89.14 6 .60 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L I Q U I D GRAMS GRAMS 19.69 18.09 39.88 GRAMS PERCENT PERCENT 89 RESULTS RUN NUMBER 67 2 .5 " X 23" COLUMN StiI uW RflIBl E I eb SAMPLE NUMBERS I- I I- 2 I- 3 I-1 I- 6 I- 7 V -? 1-10 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL 1 4 .3 7 3 0 .5 7 4 8 .5 6 6 4 .8 6 7 6 .8 2 8 8 .1 4 9 6 .5 8 .0 1 6 0 .0 3 4 0 .0 5 4 0 .0721 .0 8 5 4 .0 9 7 9 .1 0 7 3 .9 9 8 .9 9 9 ♦999 '9 9 9 .9 9 9 .9 9 7 .9 9 5 HfcK -M .1 3 5 5 . 986 1 2 1 ,9 7 -M >12371 GRAMS 99 UT.X ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 2 .0 1 7 7 .5 5 TOTAL SAMPLE WEIGHT C GRAMS 1 2 1 .9 7 BARLEY MOISTURE CONTENT 8 .0 0 GRAMS PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED 7 8 .2 6 1 1 2 .7 7 1 5 0 .1 7 5 0 .0 6 GRAMS PERCENT GRAMS GRAMS AMOUNT OF ETHANOL IN PRODUCT 1 2 0 .2 1 AMOUNT OF WATER IN PRODUCT 1 .7 7 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 2 9 .9 7 1 9 .9 6 3 8 .2 9 GRAMS PERCENT PERCENT 90 RESULTS RUN NUMBER 68 2 , 5 " X 23" COLUMN MASS FLUX .3 0 8 GM/MIN SQCM GRAIN SIZE I / 8" HAMMER MILLED SAMPLE NUMBERS II- I 2 I: I I- 5 I™ 6 i1:1 I- 9 CUMULATIVE . WEIGHT (GRAMS) HEIGHT OF PRODUCT PER GRAM BARLEY 1 7 .1 8 2 8 .9 9 4 0 .7 6 5 0 .1 6 5 8 .0 3 6 5 .5 2 .0191 .0 3 2 2 .9 9 9 .9 9 9 :S $ .0 6 4 5 .‘I?? Ibll 9 5 .6 1 .-O 0I12I CUMULATIVE WEIGHT PERCENT ETHANOL .9 9 0 .9 7 8 .0 7 2 8 .9 2 7 .1 0 6 2 ,0 6 4 1 3 GRAMS 99 WT,% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 6 ,0 1 2 9 ,6 0 C GRAMS TOTAL SAMPLE WEIGHT 9 5 .6 1 GRAMS BARLEY MOISTURE CONTENT 5 ,4 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT 5 1 ,3 7 1 1 3 ,4 1 1 1 0 .2 4 3 6 .7 5 GRAMS PERCENT GRAMS GRAMS 8 8 ,6 1 7 .0 0 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED L IQ U ID GRAMS GRAMS 2 1 .6 3 1 9 ,6 2 4 2 .1 1 GRAMS PERCENT PERCENT ( 91 RESULTS RUN NUMBER 70 2 , 5 ° X 23° COLUMN MASS,FLUX ,1 1 4 GM/MIN SQCM GRAIN SIZE 1 / 1 6 “ HAMMER MILLED SAMPLE NUMBERS X- CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL I I- 2 I- 3 I- 4 I- 5 I- 6 1 2 .8 2 2 7 ,9 9 3 9 .0 7 5 0 .5 8 5 8 .4 3 6 4 .5 1 .0 1 4 2 »0311 »0434 .0 5 6 2 .0 6 4 9 .0 7 1 7 ,9 9 8 .9 9 9 .9 9 8 .9 9 8 .9 9 8 .9 9 6 I- 8 I- 9 1-10 8 7 ,9 0 1 0 4 .1 8 ‘. 0 8 7 6 .0 9 7 7 .1 1 5 8 *.?8§ .9 7 2 .9 5 0 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 5 .0 1 4 6 .8 8 TOTAL SAMPLE WEIGHT C GRAMS 1 0 4 ,1 8 BARLEY MOISTURE CONTENT 5 .0 0 GRAMS PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT, OF WATER IN PRODUCT .0 8 0 2 6 4 7 .3 7 1 0 3 ,1 8 1 1 3 ,6 6 3 7 ,8 9 GRAMS PERCENT GRAMS GRAMS 9 8 .9 6 5 .2 2 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 1 4 .7 0 1 2 .9 3 3 1 ,0 3 GRAMS PERCENT PERCENT 92 RESULTS RUN NUMBER 71 2 ,5 = X 23= COLUMN MASS FLUX ,1 0 8 GiVMIN SQCM GRAIN S IZ E 1 /3 2 = HAMMER MILLED SAMPLE NUMBERS CUMULATIVE WEIGHT (GRAMS) I 2 3 1 5 .4 7 3 3 .3 6 5 1 .4 8 5 I- 6 I- 7 I- 8 I- 9 1-10 1-1 1 7 9 ,3 8 8 8 .1 0 9 3 .8 9 1 0 5 .2 5 1 1 6 ,6 4 1 2 9 .1 5 III- WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL .0 1 7 2 .0 3 7 1 .0 5 7 2 ,9 9 7 ,9 9 8 .9 9 8 .0 8 8 2 ,0 9 7 9 .1 0 4 3 ,1 1 6 9 .1 2 9 6 ♦ 1435 ,9 9 6 .9 8 7 .9 8 0 .9 6 6 .9 5 3 .9 4 2 m H:J) GRAMS 99 UT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS ' 9 6 ,0 1 7 8 ,8 5 TOTAL SAMPLE WEIGHT C GRAMS 1 2 9 .1 5 BARLEY MOISTURE CONTENT ,09 4 8 1 5 .9 0 GRAMS PERCENT AMOUNT OF LIQUID ABSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED 5 6 .4 3 1 0 3 .7 6 1 3 9 ,1 8 46,3.9 GRAMS PERCENT GRAMS GRAMS AMOUNT OF ETHANOL IN PRODUCT 1 2 1 .6 1 AMOUNT OF WATER IN PRODUCT 7 .5 4 GRAMS GRAMS AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQU ID 1 7 .5 7 1 2 .6 2 3 1 .1 4 GRAMS PERCENT PERCENT 93 RESULTS RUN NUMBER 72 2 . 5 ' X 23" COLUMN MASS FLUX .2 0 7 GM/MIN SQCM GRAIN SIZE I / 8 ' HAMMER MILLED SAMPLE NUMBERS I- I I- 2 I- 3 I- 4 I- 5 I- 6 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL .9 9 8 .9 9 8 ,9 9 5 .9 8 5 .9 7 4 .9 4 7 .0 1 8 6 .0 3 5 3 ,0501 ,0 6 3 2 .0721 ,0 9 0 2 1 6 .7 7 3 1 ,7 6 4 5 .1 2 5 6 .8 4 6 4 .8 6 8 1 ,2 1 GRAMS 99 WT,% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 5 .0 1 1 4 .0 5 C GRAMS TOTAL SAMPLE WEIGHT 8 1 .2 1 GRAMS BARLEY MOISTURE CONTENT 6 .2 0 PERCENT 5 9 .4 9 AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT .0 5 7 0 6 PERCENT 1 2 3 .3 7 1 0 5 .5 2 3 5 .1 7 GRAMS GRAMS GRAMS 7 6 .8 9 4 .3 2 ' AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 2 8 .6 3 2 7 .1 3 4 8 .1 3 GRAMS PERCENT PERCENT 94 RESULTS RUN NUMBER 73 2 . 5 " X 23" COLUMN .3 2 3 GM/MIN SQCM MASS FLUX GRAIN SIZE 1 /3 2 " HAMMER MILLED SAMPLE NUMBERS IIIIIII- I 2 3 4 5 6 7 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRQM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL .0 2 0 4 .0381 .0 5 2 7 .0 6 3 5 .0 7 3 9 .0 8 2 9 .0 9 9 7 .9 9 8 .9 9 9 ♦999 .9 9 9 .9 9 7 .9 8 6 .9 6 2 1 8 .3 8 3 4 .3 2 4 7 .4 6 5 7 .1 3 6 6 .4 9 7 4 .6 2 8 9 .7 0 GRAMS 99 WT.% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 8 .0 1 4 6 .0 2 C GRAMS TOTAL SAMPLE WEIGHT 8 9 .7 0 GRAMS . BARLEY MOISTURE CONTENT 6 .0 0 PERCENT 5 7 .4 5 AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT . 07973 - 1 0 0 .7 7 1 1 0 .3 6 3 6 .7 9 GRAMS PERCENT GRAMS GRAMS 8 6 .3 0 3 .4 0 AMOUNT OE ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 2 4 .0 6 2 1 .8 0 4 1 .8 8 GRAMS PERCENT PERCENT 95 RESULTS RUN NUMBER 74 2 . 5 ° X 2 3 ' COLUMN ,0 3 6 GM/MIN SQCM MASS FLUX GRAIN SIZE 1 / 1 6 “ HAMMER MILLED SAMPLE NUMBERS IIIII1“ I- I 2 3 4 5 6 7 CUMULATIVE WEIGHT (GRAMS) WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT PERCENT ETHANOL .0 2 0 2 .0 3 9 6 .0 5 9 3 ,0 7 6 9 .0 8 9 3 .0 9 7 0 .1 1 1 4 .9 9 6 .9 9 7 .9 9 7 .9 9 7 ,9 9 5 .9 9 3 ,9 8 6 1 8 .1 4 3 5 .6 0 5 3 .3 3 6 9 .1 7 8 0 .3 7 8 7 ,3 2 1 0 0 .2 9 GRAMS 99 WT,% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 2 .0 1 4 4 .2 9 TOTAL SAMPLE WEIGHT C GRAMS 1 0 0 .2 9 BARLEY MOISTURE CONTENT 6 .0 0 GRAMS PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT .1 0 3 4 8 5 7 .4 5 1 0 9 .3 2 1 1 8 .3 0 3 9 .4 3 GRAMS PERCENT GRAMS GRAMS 9 8 .8 9 1 .4 0 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID . GRAMS GRAMS' 1 9 .4 1 1 6 .4 1 3 3 .7 9 GRAMS PERCENT PERCENT 96 RESULTS RUN NUMBER 75 1 , 5 ° X 2 4 ' COLUMN MASS FLUX ,2 3 6 GM/MIN SQCM GRAIN SIZE 1 / 3 2 ' HAMMER MILLED REGENERATION RUN NUMBER 5 SAMPLE NUMBERS I- I I- 2 I- 3 I- 4 I- 5 I- 6 I- 7 I- 8 I- 9 WEIGHT OF PRODUCT PER GRAM BARLEY CUMULATIVE WEIGHT (GRAMS) 1 1 ,4 0 1 7 .6 6 2 2 .1 4 2 8 .2 9 3 4 ,3 1 3 8 .8 9 4 2 .8 1 4 6 .3 1 5 2 .1 7 CUMULATIVE WEIGHT PERCENT ETHANOL ,0 2 8 5 .0 4 4 2 .0 5 5 4 .0 7 0 7 .0 8 5 8 ,0 9 7 2 ,1 0 7 0 .1 1 5 8 .1 3 0 4 . »996 .9 9 6 .9 9 5 .9 9 2 .9 8 5 .9 7 9 .971 .9 6 3 .9 5 0 GRAMS 99 WT,% ETHANOL PRODUCED PER GRAM DRIED BARLEY FINAL GRAIN TEMPERATURE FEED ADDITIONS 9 3 ,0 7 6 .9 0 C GRAMS TOTAL SAMPLE WEIGHT 5 2 .1 7 GRAMS BARLEY MOISTURE CONTENT 6 .1 0 PERCENT AMOUNT OF LIQUID ADSORBED INTO BARLEY AMOUNT OF FEED ACCOUNTED FOR AMOUNT OF ETHANOL IN FEED AMOUNT OF WATER IN FEED AMOUNT OF ETHANOL IN PRODUCT AMOUNT OF WATER IN PRODUCT .0 7 5 1 5 2 5 ,9 9 1 0 1 .6 4 5 8 .6 2 1 9 .5 4 GRAMS PERCENT GRAMS GRAMS 4 9 .5 5 2 .6 2 AMOUNT OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL ADSORBED INTO BARLEY FRACTION OF ETHANOL IN ADSORBED LIQUID GRAMS GRAMS 9 .0 7 1 5 ,4 7 3 4 .9 0 GRAMS PERCENT PERCENT 97 APPENDIX B FORTRAN COMPUTER PROGRAM USED TO CALCULATE YIELD AND PRINT RESULTS i 98 DIMENSION X ( 2 0 ) » ETOH( 2 0 ) ? CUMPER( 2 0 ) ? TOTALW( 2 0 ) » TQTALF( 2 0 ) & ,IG (3 ),A R E A (3 ),D IA (3 ),IH E IG H T (3 ),G R W T (3 ) 556 REAL MOIST K=I TOTAL=O TETOH=O R E A D ( 1 0 , 5 ) N R U N , N , F E E D , M O I S T , T I M E , I C O L , ! G R A I N , GTEMP 5 F0RM AT(8F.4) IF (NRUN.EQ.99) GOTO 558 IG (1)=85IG (2)=16?IG (3)=32$DIA(1)=1.5?DIA(2)=1.5 D I A( 3 )= 2. 5 ?I HEI GHT( 1 )= 14 5I HE IG HT( 2 )= 24 $I HE I6 HT (3 >= 23 AREA(1)=11. 4?AREA(2)=U. 4?AREA(3)=31.67 6 100 GRHT( I ) = 2 3 1 ♦ JGRUT( 2 ) = 4 0 0 * DO 5 5 , 1 = 1 , N R E A D ( 1 0 , 6 ) X ( I ) , E T O H (I) F0RMAT(2F*3) E T O H (I)= E T O H (I)S X (I) TETOH=TETOHtETOH(I) TOTAL=TOTALtX(I) TOTALW(I)=TOTAL TOTALF(I)=TOTALZGRWT(ICOL) CUMPER(I)=TETOHZTOTAL I F ( C U M P E R d ) , L T , , 9 9 , A N D .K .E Q ,I ) GOTO 100 GOTO 55 K=O YEILD= ( , 99-CUMPER ( I - I ) ) Z ( ( CUMPER ( I ) -CUMPER ( I - D ) Z X ( D ) ItT O T A L -X (I) YEILD=YEILDZGRWT(ICOL) 55 CONTINUE WR1TE(108,2> NRUN 2 FORMAT( ZZZ, 2 0 X ? ' RESULTS RUN NUMBER',1 3 , Z) WRITE ( 1 0 8 , 4 1 ) D I A ( I C O L ) , !HEIGHT(ICOL) 41 F 0 R M A T ( Z ,2 2 X ,F 3 ,I , ' “ X ' , I 2 , ,g COLUMN') SPACE=(FEEDS, 846ZTIM E) ZAREA( ICOL) WRITE ( 1 0 8 , 4 2 ) ' SPACE 42 FORMAT( 17X,'MASS FLUX ' , F 5 . 3 , ' GMZMIN SQCM') W RITE(1 0 8 , 4 3 ) IG (IG R A IN ) 43 F0RMAT(16X,'GRAIN SIZE 1 Z ' , I 2 , ' ° HAMMER M IL L E D ') WRITE ( 1 0 8 , 3 ) 3 FORMAT (Z Z Z ,1 2 X ,'C U M U L A T IV E ',5 X ,'W E IG H T OF ) 99 WRITE ( 1 0 8 , 1 3 ) F0RMAT(X,'SAMPLE',7X,'WEIGHT'% 6X,'PRODUCT PER'SX,'CUMULATIVE' WEIGHT') WRITE ( 1 0 8 , 1 4 ) 14 FORMAT( X , ' NUMBERS' , 5 X , ' ( GRAMS) ' , 6 X , ' GRAM BARLEY',6X,'PERCENT ' % ,'E T H A N O L ',/) WRITE( 1 0 8 , 2 0 ) ( ! ,T O T A L W d ) , TOTALF( I ) ,CUM S P E R (I)),1 = 1 ,N 20 . FORMAT(X,' I - ' »I 2 , 8 X , F 6 « 2 , 1 0 X , F 5 , 4 , 1 3 X , F 5 * 3 ) W R IT E (1 0 8 ,1 9 ) 19 FORMAT( / / / ) WRITE ( 1 0 8 , 2 5 ) YEILD 25 FORMAT(/,X,'GRAMS 99 WT.% ETHANOL PRODUCED', S' PER GRAM DRIED B A R L E Y ',4 X ,F 7 ,5) WRITE ( 1 0 8 , 9 4 3 ) GTEMP 943 F O R M A T (/,X ,'F IN A L GRAIN TEMPERATURE ' , F A . I , ' O FEED=FEEDW,864 WRITE ( 1 0 8 , 3 5 ) FEED 35 F O R M A T (/,X ,'F E E D A D D I T I O N S ' , 5 X , F 7 . 2 , 2 X ,'G R A M S ') W RITE(1 0 8 , 4 5 ) TOTAL 45 FO R M A T(/,X,'TO TA L SAMPLE W E IG H T ',5 X ,F 7 .2 , 2 X ,'G R A M S ') ADS=( MO1 S T / ( I - M O IS T ) ) WGRWT( I COL) XMOIST=MOISmOO W R ITE(1 0 8 , 3 6 ) XMOIST 36 FORMAT(/,X,'BARLEY MOISTURE C O N T E N T ',F 7,2 , ' PERCENT') W RITE(1 0 8 , 6 5 ) ADS 65 FORMAT(/,X,'AMOUNT OF LIQUID ADSORBED INTO BARLEY', S 5 X , F 7 . 2 , 2X,'G R A M S') Acc=((TOTALtADS)ZFEED)WlOO W RITE(1 0 8 , 7 5 ) ACC 75 FORMAT(/,X,'AMOUNT OF FEED ACCOUNTED F O R ' , 5 X , F 7 . 2 » ' PERCENT') FEED=FEEDWACC/100 ETOHI=FEEDW,75 H20=FEEDW,25 H200=TQTAL-TETOH W RITE(1 0 8 , 8 5 ) ETOHI 85 FORMAT(/,X,'AMOUNT OF ETHANOL IN F E E D ' , 5 X , F 7 . 2 , 2X ,'G R A M S ') WRITE(1 0 8 , 9 5 ) H20 95 FORMAT(/,X,'AMOUNT OF WATER IN F E E D ' , 5 X , F 7 , 2 , 2X,'G R A M S') WRITE ( 1 0 8 , 9 6 ) TETOH 13 100 96 105 125 135 F0RMAT(/,X,'AMOUNT OF ETHANOL IN P R O D U C T ',5 X ,F 7 ,2 , 2X,'G R A M S') WRITE ( 1 0 8 , 1 0 5 ) H200 FORMAT(/,X,'AMOUNT OF WATER IN P R O D U C T ',5 X ,F 7 .2 , 2 X ,'G R A M S ') ADSB=ETOHI-TETOH H R IT E (1 0 8 » 1 2 5 ) ADSB FORMAT(/,X,'AMOUNT OF ETHANOL ADSORBED INTO BARLEY', & 5 X ,F 7 ,2 , 2X ,'G R A M S ') FRAC=ADSB/ET0HI8100 W R IT E (1 0 8 ,1 3 5 ) FRAC FORM AT;/,X,'FRACTION OF ETHANOL ADSORBED INTO BARLEY', & 5 X ,F 7 .2 ,' PERCENT') PE R =(A D S B /(A D S B iH 20-H 200))8100 W R ITE;1 0 8 , 1 4 5 ) PER 145 FORM AT;/,X,'FRACTION OF ETHANOL IN ADSORBED L I Q U I D ' , 8 5 X ,F 7 .2 ,' PERCENT') WRITE ( 1 0 8 , 5 5 5 ) 555 FORMAT ( / / / / / / / / / ) GOTO 556 558 END 101 APPENDIX C CALCULATIONS 102 CALCULATIONS A. Calculation o f the number o f regenerations required to dehydrate the ethanol pro­ duced from fermenting the barley: Amount o f ethanol produced by fermenting barley: 0.3 grams 99-wt% ethanol produced/gram barley fermented [32] Yield for the first run: 0.094 grams 99-wt% ethanol produced/gram dried barley , Yield for each additional run: * . 0. 075.grams 99-wt% ethanol produced/gram dried barley / I Number o f runs required to consume barley produced by fermentation: 0 .3 0 -0 .0 9 4 I + — o"075----- = ^ B. ^ ^ regenerations Calculation o f the approximate time required to regenerate the barley. The method o f regeneration is to blow hot air (120 C) in the top o f the adsorption column to drive off the liquid from the barley. I Assumptions: 1. All the liquid is on the surface—none has been absorbed into the interior o f the barley. This assumption is made because absorption is important only when the concentration o f water in the effluent is 15-20 wt%. Under actual operating con­ ditions, the process would be shut down when the concentration o f the effluent dropped below 99-wt%. 2. AU the adsorbed liquid has the properties o f liquid water. 3. There is no heat loss in the adsorption column during regeneration. This example uses run number 57 as an example; 425 grams o f barley were charged to the adsorber. I 103 From the results on page 87: mass o f liquid adsorbed into barley = 19.5 grams Since the final grain temperature, is nearly at the boiling point o f water, the only energy required to remove the water is the latent heat. q = mX KJ q = 0.0195kg X 2256 — = 44KJ kg The energy required to heat the grain from 95 to 120 C is: q = CpmAT Cp = 1.4 H _ KJ . q = 1.4 — — X 0.425kg X (120-95) C = 14KJ kg C The total energy required for regeneration is the sum o f the two previous quantities: 1 . 44KJ + 14KJ = 58KJ : ' The hot air is blown through the adsorption column at the same velocity the run was made (2.4 grams/min). Using the ideal gas law: nRT V = M moles x 62400 crfm m H g x 3 29 mm mole K I 640 mmHg The heat given off by the air: q = VpCp AT q = 3171 KJ X 8.95X10"7 — X 1.1 ------- X (120-95) C min cm3 kg C = 0.078 KJ/min The total regeneration time is: 58KJ/0.078 min 743 min = 12.4 hours 3171 cm" min M ONTANA ST A T E U N IV E R SIT Y L IB R A R IE S stksN378.L412@Theses RL Dehydration of an ethanol-water mixture 3 1762 00173445 6 MAIN LIB. N378 L412 c o p .2 DATE Law, James P atrick Dehydration o f an ethanol-w ater mixture by so rp tio n using barley as the sorbent I S S U E D TO