Document 13476709
advertisement

Heat transfer from vertical, bare and longitudinally finned tubes to a fluidized bed of large particles
by Terry Allen Todd
A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science in
Chemical Engineering
Montana State University
© Copyright by Terry Allen Todd (1982)
Abstract:
Heat transfer coefficients were measured from vertical, bare and longitudinally finned tubes to air
fluidized beds of wheat and millet particles. Experimental parameters were fin height, particle
diameter, and fluidizing air mass velocity.
Results obtained using the bare tube indicate that with a given size of particles, the heat transfer
coefficient increases with increasing air flow rate. Heat transfer coefficients also increased with
decreasing particle size with the bare tube.
Results obtained using the finned tubes show increases in heat transfer coefficients with increasing air
flow rate. Heat transfer coefficients generally decreased then increased with increasing fin height. For
both particle sizes, the highest values of heat transfer coefficients were obtained using the bare tube and
the next highest values were from using a 3/4 inch fin height. The lowest values of heat transfer
coefficients were obtained with a 3/8 inch fin height. The effect of particle size on heat transfer
coefficients varied with fin height but was relatively small compared to the effect of air mass velocity
and fin height.
Correlations were developed using dimensionless quantities in power series equations to obtain an
equation to fit the wheat and millet data. i
HEAT TRANSFER FROM VERTICAL, BARE AND LONGITUDINALLY
FINNED TUBES TO A FLUIDIZED BED OF LARGE PARTICLES
by
Terry Allen Todd
A thesis submitted in partial fulfillment
of the requirements for the degree
of
Master of Science
in
Chemical Engineering
MONTANA STATE UNIVERSITY
Bozeman, Montana
December 1982
V.MN LIB.
ii
75^5
Cop. <9
APPROVAL
of a thesis submitted by
Terry Allen Todd
This thesis has been read by each member of the thesis committee and has been found
to be satisfactory regarding content, English usage, format, citations, bibliographic style,
and consistency, and is ready for submission to the College of Graduate Studies.
30
. /78
Date
Chairperson, Graduate Committee
Approved for the Major Department
3 6 ) / € (r >
Date
i X
/'
(Head, Major Department
Approved for the College of Graduate Studies
I
Date
% Zy
Graduate Dean
^
iii
STATEMENT OF PERMISSION TO USE
In presenting this thesis in partial fulfillment of the requirements for a master’s degree
at Montana State University, I agree that the Library shall make it available to borrowers
under rules of the Library. Brief quotations from this thesis are allowable without special
permission, provided that accurate acknowledgment of source is made.
Permission for extensive quotation from or reproduction of this thesis may be granted
by my major professor, or in his/her absence, by the Director of Libraries when, in the
opinion of either, the proposed use of the material is for scholarly purposes. Any copying
or use of the material in this thesis for financial gain, shall not. be allowed without my
written permission.
ACKNOWLEDGMENT
The author wishes to thank the staff and graduate students of the Department of
Chemical Engineering at Montana State University for the help given in this research.
Special thanks go to Dr. Robert Nickelson, who advised this research, and Lyman
Fellows, who helped with much of the mechanical construction.
Finally, the author would like to thank his parents and friends for their encourage­
ment and support.
vi
TABLE OF CONTENTS
Page
APPROVAL.....................
ii
STATEMENT OF PERMISSION TO USE.........................
iii
VITA.....................................................................................
iv
ACKNOWLEDGMENT.......................................................................................................
v
TABLE OF CONTENTS.................................................................................s .................
vi
LIST OF TABLES...............................................................................................................
viii
LIST OF FIGURES...............
ix
ABSTRACT..........................
xi
INTRODUCTION...............................................................................................................
I
Advantages.................................................................................................................
Disadvantages.............................................................................................................
2
3
PREVIOUS RELATED RESEARCH..............................
5
THEORETICAL BACKGROUND.....................................................................................
8
Mechanism of Fluidized Bed Heat Transfer.....................
8
EXPERIMENTAL EQUIPMENT.......................................................................................
14
Fluidizing Column........... ......................................................................................... .
Fluidizing System .......................................................................................................
Electrical System......................................................
Tube Assembly.........................................................-................................................
14
16
17
17
EXPERIMENTAL PROCEDURE................................. '.............................. ...................
22
Minimum Fluidization V elocity.......................... : .......... ....................... ...............
Procedure for a Typical, R u n .....................................................................................
22
22
via
TABLE OF CONTENTS-Continued
Page
DEVELOPMENT OF THEORETICAL MODEL FOR
FINNED TUBES........................................................................
Finned T u b e s....................................................
Development and Results of Correlations...............................................................
Comparison of Correlations.......................................................................................
Reproducibility of D a ta ........... ................................................................................
24
33
33
43
44
SUMMARY OF RESULTS..........................................................
47
NOMENCLATURE..........................................................................
48
LITERATURE C ITED ......................................................................................................
51
APPENDICES..................................................................................... : ..............................
55
Appendix A. Calculations.........................................................................................
Appendix B. Results of Runs...................................................................................
56
59
viii
LIST OF TABLES
Tables
Page
I. Previous Related Research at Montana State University...................................
II.
7
Finned Tube Dimensions.........................................................................................
19
III. Bare Tube Correlations.............................................................................................
45
Appendix Table
IV. Empirical Correlations Tested..................................................
84
ix
LIST OF FIGURES
Figures
Page
1. Film model for heat transfer.................................................................................
9
2. Packet model for heat tra n sfe r............................................................................
10
3. Particle model for heat transfer............................................................................
12
4. Schematic view of experimental sy ste m .............................................................
15
5. Cartridge heater elem ent................................. ......................................................
18
6. Detailed view of the column assembly.................................................................
21
7. Proposed model of a longitudinal fin....................................................................
25
8. Iimodel versus h, Tubes #2, #3, #4, and # 5 .................................; .....................
28
9. h versus air mass velocity, Tube #1, bare.............................................................
31
IP.
Bare tube data comparison of millet d a ta ..........................................................
32
11. hmodel versus air mass velocity, Tube #2, 1/4 inch fin h eig h t...........................
34
12. hmodel versus air mass velocity, Tube #3, 3/8 inch fin h e ig h t...........................
35
13. Iimodel versus air mass velocity, Tube #4, I /2 inch fin h eig h t...........................
36
14. hmodel versus air mass velocity. Tube #5, 3/4 inch fin height . ........................
37
15. hmodel versus air mass velocity, wheat, alltu b e s .................................................
38
16. Iimodel versus air mass velocity, millet, all tu b e s .................................................
39
17. Correlated Nusselt number versus experimental Nusselt number,
wheat, all tubes................................... .............................................................. .. .
41
18. Correlated Nusselt number versus experimental Nusselt number,
millet, all tu b es..............................................
42
19. hmodel versus air mass velocity, millet, Tube # 3 .....................................
46
X
Figures
Page
Appendix Figures
20. Heat transfer program ...........................................................................................
60
2 1.
Results from Run # I , Wheat, Bare Tube...........................................................
61
22. Results from Run #2, Wheat, Bare Tube......... : ..................................................
62
23. Results from Run #3, Wheat, Bare Tube............. '. .............................................
63
24. Results from Run #4, Millet, Bare T u b e ...........................................................
64
25. Results from Run #5, Millet, Bare T u b e ...........................................................
65
26. Results from Run #6, Millet, Bare T u b e.......................................
66
27. Results from Run #7, Millet, 1/4 inch Fin Height...........................................
,,6 7
28. Results from Run #8, Wheat, 1/4 inch Fin H e ig h t.........................................
68
29. Results from Run #9, Millet, 3/8 inch Fin Height............................................
69
30. Results from Run #10, Millet, 3/8 inch Fin Height............................................
70
3 1.
Results from Run #11, Millet, 3/8 inch Fin Height...........................................
71
32. Results from Run #12, Wheat, 3/8 inch Fin H e ig h t.........................................
72
33. Results from Run #13, Wheat, 3/8 inch Fin H e ig h t.........................................
73
34. Results from Run #14, Wheat, 3/8 inch Fin H eig h t.........................................
74
35. Results from Run #15, Wheat, 1/2 inch Fin H eig h t.........................................
75
36. Results from Run #16, Millet, 1/2 inch Fin H eight........................
76
37. Results from Run #17, Millet, 3/4 inch Fin Height......................■....................
77
38. Results from Run #18, Millet, 3/4 inch Fin Height...........................................
78
39. Results from Run #19, Millet, 3/4 inch Fin H eight:.........................................
79
40. Results from Run #20, Wheat, 3/4 inch Fin H e ig h t.........................................
80
41.
Results from Run #21, Wheat, 3/4 inch Fin H eig h t.........................................
81
42. Results from Run #22, Wheat, 3/4 inch Fin H e ig h t.........................................
82
43. Correlation program ............................................
83
xi
ABSTRACT
Heat transfer coefficients were measured from vertical, bare and longitudinally finned
tubes to air fluidized beds of wheat and millet particles. Experimental parameters were fin
height, particle diameter, and fluidizing air mass velocity.
Results obtained using the bare tube indicate that with a given size of particles, the
heat transfer coefficient increases with increasing air flow rate. Heat transfer coefficients
also increased with decreasing particle size with the bare tube.
Results obtained using th e ,finned tubes show increases in heat transfer coefficients
with increasing air flow rate. Heat transfer coefficients generally decreased then increased
with increasing fin height. For both particle sizes, the highest values of heat transfer coeffi­
cients were obtained using the bare tube and the next highest values were from using a
3/4 inch fin height. The lowest values of heat transfer coefficients were obtained with a
3/8 inch fin height. The effect of particle size on heat transfer coefficients varied with fin
height but was relatively small compared to the effect of air mass velocity and fin height.
Correlations were developed using dimensionless quantities in power series equations
to obtain an equation to fit the wheat and millet data.
I
INTRODUCTION
A fluidized bed is the result of forcing a fluid to flow upward through a column con­
taining solid particles at a velocity sufficiently high to lift and mix the particles in a fluid­
like motion. The quality of fluidization is dependent upon the physical characteristics of
the system and the velocity of the fluid flowing through the system.
Several regimes of fluidization exist and can be characterized by the fluid velocity. At
low fluid velocities the fluid simply passes through the void spaces between stationary par­
ticles. This is a fixed bed.
As the velocity of the flow increases, the drag exerted on the particles increases. With
the fluid flowing upward through the bed, the drag force tends to cause the particles to
rearrange themselves within the bed to offer less resistance to the fluid flow. This rearrange­
ment causes the bed of particles to expand homogenously and is called an expanded bed.
With further increase in the fluid velocity, expansion of the bed continues until the
drag force exerted on the particles is enough to support the weight of the particles. In this
state, the fluid-particle system begins to behave like a fluid. This state is called minimum
fluidization and the velocity corresponding to this state is called the minimum fluidization
velocity. The pressure force across the bed is about equal to the weight of the fluid and
particles in the bed [I]. Only mild mixing of the particles occurs and no bubbles are formed
at minimum fluidization.
Increasing the fluidizing velocity above minimum fluidization causes bubbles to form
from the excess fluid. The bubbles expand and coalesce as they rise upward through the
bed, carrying particles with them. When a bubble reaches the top surface of the bed it
bursts and releases the particles on the top surface. Agitation becomes more violent and
2
the movement of solids becomes more vigorous. This regime of fluidization is called aggre­
gative or bubbling fluidization.
Bubble size increases as fluid velocity increases until the bubble diameter approaches
the diameter of the column. This is the onset of slugging. The top surface of the bed rises
and collapses with regular frequency as slugs form and burst. Slugging is strongly affected
by vessel geometry and gas distributor design. Slugging is usually undesirable since it
increases the problems of entrainment and lowers the performance potential of the bed for
both physical and chemical operations [2].
Another regime which occurs with large particles (greater than Imm in diameter), as
used in this investigation, is spouting. The spouted bed is a combination of a jetlike upwardmoving, dilute fluidized phase surrounded by a slow, downflow-moving bed through which
gas percolates upwards. The spouted bed is limited in applications because of poor contact­
ing of gas and solid.
The fluid bed has both desirable and undesirable characteristics. A number of advan­
tages and disadvantages are [ 1,2,3,4]:
Advantages
1. Ease of handling fluidized solids.
2. Rapid mixing of solids leads to nearly isothermal conditions throughout the bed.
3. Well suited to large-scale operations.
4. High heat and mass transfer rates between gas and solids.
5. High rates of heat transfer between the fluidized solid and immersed surfaces.
6. Earlier implementation of continuous recycling of solids.
3
Disadvantages
1. The process demands the expenditure of power for fluidization.
2. Particle attrition and elutriation require that particles be replaced and lead, to gas
clean-up and solids recovery problems.
3. Counter-current contacting of solids and gases is, in general, not possible because
of the high degree of mixing that occurs. This provides a less favorable driving force.
4. Operating rates are limited by the minimum fluidization velocity and the terminal
velocity of the particles.
5. The absence of thermal gradients may be undesirable for certain applications.
6. Confident scale-up is difficult when reaction conditions are critical.
Despite some of its drawbacks, there are many industrial applications of fluidized
beds. The use of fluidized beds by the petroleum industry in the catalytic cracking and
reforming of oil [2] has led to much of the early development of fluidized bed technology.
Recent studies show promise in the use of fluidized beds of limestone or dolomite to
reduce sulfur dioxide emissions from coal combustion [5,6,7] . Other industrial appli­
cations of fluidized beds include [2,8]: coal processing, coking, gasification, and combus­
tion; reduction of iron ore; ore roasting, calcining, and drying; calcining of nuclear wastes;
thermal coking of residual oils; and several chemical synthesis reactions.
Heat transfer is a very important factor in the design of a fluidized bed system. There
are several methods in which heat may be transferred to dr from the fluidized bed, includ­
ing: heat transfer surfaces immersed in the bed; heat transfer surfaces around the periphery
of the bed; injecting hot gases into the bed; and exothermic reactions occurring in the bed.
The objectives of this research were to experimentally study heat transfer from verti­
cal, bare and longitudinally finned tubes immersed in an air fluidized bed. Millet and wheat
were used as the bed material. Heat transfer coefficients were determined experimentally
4
and correlations were developed to predict Nussell numbers from experimental parameters
used in this investigation. Experimental variables included fin height, particle diameter, and
fluidizing air mass velocity.
5
PREVIOUS RELATED RESEARCH
There have been numerous authors that have reported information on heat transfer
from immersed surfaces in fluidized beds. The bulk of published experimental work has
been for fluidized beds of small or intermediate particle size (less than Imm in diameter).
Published work has consisted of heat transfer from horizontal or vertical immersed cylin­
drical tubes [9-24] and from horizontal or vertical immersed extended surface tubes [17,
18,25-31].
In fluidized beds of large particles the major fraction of the total heat transfer is by a
gas convection mechanism [9-13]. Adams and Welty [9] and George etal. [11] developed
a gas convection model of heat transfer to a horizontal cylinder immersed in a large parti­
cle, gas fluidized bed. They were able to predict instantaneous local heat transfer coeffi­
cients around the circumference of the cylinder. The assumptions of the model are expected
to be valid for spherical particles when the gas convection mode of heat transfer dominates.
Recently Catipovic, Fitzgerald, George, and Welty [24] conducted experiments to validate
the Adams-Welty model. Results support the main assumptions of the model and show
that the range of applicability is wider than originally expected.
Botterill and Denloye [13] modeled heat transfer by gas convection to vertical tubes
in packed and fluidized beds. The quiescent bed coefficient was taken as a measure of the
interphase gas convective component of the heat transfer coefficient. The results of their
model compare closely to those of Baskakov and Suprun [12].
Chen and Withers [17] studied heat transfer from bare and helical finned vertical
tubes in a fluidized bed. Experimental variables included fin height, fin spacing, particle
size, and gas mass velocity. Gains of up to 190% for heat transfer coefficients were observed
6
with some of the finned tubes compared to the bare tubes. Data from Chen and Withers
fall between correlations of Wender and Cooper [15 ] and Genetti, Schmall, and Grimmett
[18].
Genetti, Schmall, and Grimmett [18] have also investigated the relationship of tube
orientation to heat transfer coefficients with bare and finned tubes in fluidized beds. Mini­
mum heat transfer coefficients were observed at orientation angles of 45 and 60 degrees
from horizontal for bare and serrated fin tubes respectively.
Numerous investigations into heat transfer from immersed surfaces in air fluidized
beds have been conducted at Montana State University under the direction of W. E. Genetti
and R. L. Nickelson. Table I is a summary of recent investigations made at M.S.U.
Table I. Previous Related Research at Montana State University.
I n v e s tig a to r
Tube Type and O r ie n t a t io n
E x p e r im e n ta l P a ra m eters
B a r t e l (26)
19 73
h o r i z o n t a l b u n d le o f carbon
s t e e l s e r r a t e d f in n e d and
b a r e tu b e s
f i n h e i g h t , tu b e s p a c in g ,
p a r t i c l e d ia m e te r , f l u i d i z i n g
gas v e lo c ity
P r ie b e (27)
1975
h o r i z o n t a l b u n d le , o f carb on
s t e e l s e r r a t e d f in n e d t u b e s ,
s t a i n l e s s s t e e l and co p p er
s p in e d tu b e s
K r a to v il
19 76
h o r i z o n t a l b u n d le o f c o p p e r
h e l i c a l f in n e d tu b e s
f i n h e i g h t , f i n s p a c in g ,
p a r t i c l e d ia m e te r , f l u i d i z i n g
gas v e lo c ity
V an d erh o o f (32)
19 78
v e r t i c a l b u n d le o f carb on
s t e e l s e r r a t e d f in n e d tu b e s
f i n h e i g h t , f i n w id th , f i n
s p a c in g , p a r t i c l e d ia m e te r ,
f lu i d i z in g gas v e lo c it y
E v e r ly (29)
19 78
c o i l e d co p p e r s p i r a l tu b e s
g r o o v e d e p th , number o f f l u t e s
f l u t e p i t c h , p a r t i c l e d ia m e te r ,
f lu i d i z in g gas v e lo c it y
Y u ric h
1979
v e r t i c a l b u n d le o f co p p er
h e l i c a l f in n e d t u b e s , co p p er
s p i r a l tu b e s
f i n h e i g h t , f i n s p a c in g , g r o o v e
d e p t h , number o f f l u t e s , f l u t e
p i t c h , p a r t i c l e d ia m e te r ,
f lu i d i z in g gas v e lo c it y
s i n g l e , v e r t i c a l carb on
s t e e l b a r e and l o n g i t u d i n a l l y
f in n e d tu b e s
f i n h e ig h t, p a r t ic le ty p e ,
p a r t i c l e d ia m e te r , f l u i d i z i n g
gas v e lo c ity
(28)
(33)
H ic k e l (34)
1981
, f i n and s p in e h e i g h t , s p in e
m a t e r ia l , s p in e s p er tu r n ,
_ p a r t i c l e d ia m e te r , f l u i d i z i n g
gas v e lo c ity
THEORETICAL BACKGROUND
Mechanism of Fluidized Bed Heat Transfer
Current texts by Kunii and Levenspiel [2], Davidson and Harrison [35], and Botterill
[ I ] describe several major heat transfer models or mechanisms that have been developed to
explain bed-to-surface heat transfer. It is generally understood that heat transfer to an im­
mersed surface in a fluidized bed consists of three superimposed components of: particle
convection, gas convection, and thermal radiation [36]. Particle convection is due to parti­
cle motion in the fluidized bed and against the surface. Gas convection allows for the heat
transfer between the surface and the gas flowing through the particles. Radiation is due to
radiant exchange between the surface and the particles which the surface can “see.” Because
this experimental work was done at low temperatures (less than 600 degrees Celsius), radi­
ant heat transfer will be neglected [37].
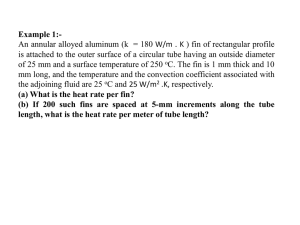
An early attempt to explain fluidized bed heat transfer was a film model, Figure I ,
proposed by Levenspiel and Walton [38]. In this model the major resistance.to heat trans­
fer is considered to be in a thin laminar layer of fluidizing gas near the surface. The scour­
ing action of the fluidized particles against the film decreases its thickness, thereby decreas­
ing the resistance to heat flow. A simple expression was derived in terms of modified Nusselt and Reynolds numbers for the effective gas film thickness, assuming the film is broken
whenever a particle touches the heat transfer surface. They then predicted the overall heat
transfer coefficient that would be obtained if heat transfer was limited by the average
thickness of the gas film developing between the points of contact where the film is broken.
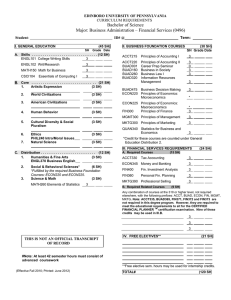
Mickley and Fairbanks [22] developed a packet model as shown in Figure 2. Their
model proposed that “packets” of particles contact the heat transfer surface for a short
9
Figure I . Film model for heat transfer.
10
Figure 2. Packet model for heat transfer.
I
11
amount of time. Unsteady state heat conduction from the transfer surface to the packet of
particles begins on contact. This unsteady state conduction of heat into the packet is the
controlling resistance. After the brief contact between the packet and the transfer surface,
the packet leaves the surface, breaks up, and dissipates heat to the bulk of the bed material.
Mickley and Fairbanks found that bed to surface heat transfer coefficients were propor­
tional to the square root of the thermal conductivity of the quiescent bed, as their model
predicted. The assumption that the packet of particles and gas can be treated as a uniform
medium with thermal properties of the bed at minimum fluidization is unrealistic when
close to the transfer surface because of surface effects on local particulate packing.
Botterill and Williams [39] modified the Mickley and Fairbanks model to consider
the separate roles played by emulsion gas and solids, instead of assuming mean properties
for the emulsion. For the short contact times considered, heat cannot travel far into the
emulsion; hence a layer of emulsion slightly greater than one particle diameter thick is all
that needs to be examined. Results show that the solids, with their large heat capacity,
provide an effective heat sink, so heat transfer is located primarily in the region around
the contact points of particles with the surface. Therefore the heat flux can be taken to be
proportional to the number of contact points per unit surface.
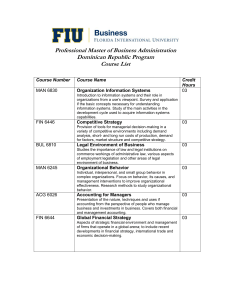
Ziegler et al. [40] proposed a similar particle model which was extended by Genetti
and Knudsen [23]. A particle is viewed to move to the surface where it is bathed by a fluid
at the transfer surface temperature. It absorbs heat from the gas by unsteady state conduc­
tion while the gas temperature remains unchanged and particle-surface contact is ignored.
This mechanism is shown in Figure 3.
Botterill and Denloye [13] suggest that for large particle systems the heat transfer at
minimum fluidization conditions, before particle circulation, can be used to estimate the
gas convection component. The quiescent bed transfer coefficient (taken as a measure of
12
P a r t i c l e from th e
b u l k m e d iu m
P a r t i c l e a t the
surface receiv in g
e n e r g y from th e f i l m
H eat tr a n s f e r su rface
H eated p a r t i c l e
r e t u r n i n g to th e
b u l k m e d iu m
Figure 3. Particle model for heat transfer.
13
the convective heat transfer component) has been correlated over an experimental range of
operating pressures up to 10 atm.
14
EXPERIMENTAL EQUIPMENT
Most of the equipment used in this research was already assembled and operable, hav­
ing been used in similar investigations by Vanderhoof, Yurich, and Hickel. Modifications
were made to improve reliability of data and ease of operation. A schematic diagram of the
experimental system is shown in Figure 4.
Fluidizing Column
The fluidization column was constructed of 6.35 mm thick clear plexiglas, with an
inside diameter of 34.3 cm and a height of 1.5 m above the distributor plate. Flanges,
1.9 cm thick, were attached to the top and bottom of the column. One access port, 10.2 cm
in diameter, was located with its center 15.2 cm above the distributor plate. This access
port was not used and was plugged with wood to minimize effects on fluid dynamics.
A 15 cm high galvanized steel funnel, 34.3 cm bottom diameter and 48.3 cm top
diameter, was fitted with a rubber gasket and bolted to the top flange of the column to
serve as a disengagement section. A steel perforated plate was sandwiched between two
plexiglass plates, 6.35 mm thick, with a 48.3 cm hole cut in the center, and attached to the
top of the funnel. This perforated plate allowed for filling of the column and served as the
air exit port. Air leaving the column through the perforated plate was vented outside
through a 20 cm stove pipe. The column was supported by a wooden frame anchored to
the floor.
The distributor plate consisted of two layers of a lightweight cotton cloth sandwiched
between two layers of 100 mesh stainless steel wire cloth which was placed between two
5
(I) Power S u p p ly ;
(2) S w i t c h B o x ;
(3) H i g h L i m i t T e m p e r a t u r e C o n t r o l l e r ;
(4) P o w e r s t a t ;
(5) D i g i t a l T e m p e r a t u r e I n d i c a t o r ;
(6) W a t t m e t e r ;
(7)
Column;
(8) B e d M a n o m e t e r ;
(9) S e c o n d a r y O r i f i c e M a n o m e t e r ;
(1 0 ) S e c o n d a r y
A ir B low er;
(11) S e c o n d a r y A i r V a l v e ;
(1 2 ) S e c o n d a r y O r i f i c e ;
(1 3) M a in
O rifice;
(14) M ain O r i f i c e M an o m e te r;
(1 5) M a i n A i r V a l v e ;
(1 6 ) B y p a s s
V alve;
(17) Main A i r B lo w e r
Figure 4. Schematic view of experimental system.
16
sheets of 0.79 mm thick steel perforated plates. The perforations were 6.35 mm in diameter
and were spaced 1.27 cm apart center-to-center.
A funnel, 34.3 cm in diameter at the top and 5 cm in diameter at the bottom, was
bolted to the bottom flange of the column. The distributor plate was supported by this
funnel which was 30.5 cm high and made of 16 gauge galvanized steel. A 2.5 cm diameter
drain pipe was fastened to the distributor plate and extended through the side of the fun­
nel. A gate valve was attached to the end of the drain pipe.
Pressure taps were placed just above the distributor plate and near the top of the
column to measure pressure drop across the fluidized bed ."
Fluidizing System
Air was supplied to the column by two blpwers. The first was a Sutorbilt blower
driven by a 5.59 KW electric motor. The second blower was a size 4L Sutorbilt blower
driven by a 2.24 KW electric motor. The two blowers were connected in parallel to the
bottom of the funnel attached to the bottom of the column. A flexible rubber hose con­
nected the funnel to a T-connection which fed to a 6.35 cm, nominal diameter, schedule
40 pipe that ran from the larger blower, and a 5.1 cm, nominal diameter, schedule 40 pipe
that ran from the smaller blower. Air flow rates were measured by utilizing 3.8 cm orifices
with vena contracta taps in both feed lines and reading pressure differences from water
filled manometers. Gate valves were located in both feed lines, however these were left
open at all times. Air flow rates were controlled by adjusting a gate valve for a 5.1 cm by­
pass line located on the feed line from the larger blower. A similar bypass was located on
the feed line of the smaller blower, but was left closed at all times.
Two sizes of particles were used as the bed material, wheat with a mean diameter of
4.72 mm and millet with a mean diameter of 2.35 mm. The particle densities were nearly
17
identical at 1300 and 1312 Kg/m3 respectively. A stagnant bed height of 46 cm was used
in all runs.
Electrical System
The electrical system consisted of the heater, power supply and thermocouple system.
A Watlow Firerod cartridge heater was used as the heat source in this investigation. As
shown in Figure 5, the cartridge was 25.4 cm long, comprised of a heated section 16.5 cm
long and two insulated ends, one 7.6 cm long and the other 1.3 cm long. The cartridge
heater was 1.59 cm in diameter and fit inside the bare and finned tubes.
The tube surface temperature was monitored by two thermocouples. The thermo­
couples were attached midway between the ends of the fin material, located 180 degrees
apart, in the bare areas between fins. One thermocouple was attached to a Fenwall Model
524 high limit controller which was connected between the powerstat and 110 volt power
supply. The high limit controller would shut off power to the heater if tube temperatures
reached undesirably high temperatures. The other thermocouple attached to the tube sur­
face was connected to an Omega Model 2176A multipoint digital thermometer. Another
thermocouple was used to measure the bed temperature. It was located in a thermowell
30.5 cm above the distributor plate and extended 7.6 cm into the bed. This thermocouple
was also connected to the Omega digital thermometer.
A Powerstat, variable transformer, was used to adjust heater temperature and power
input to the heater was measured by a Simpson Model 390 wattmeter.
.
Tube Assembly
A total of five different vertical tubes, one bare and four longitudinally finned, were
investigated. Tube surface areas and fin heights are given in Table II. The finned tubes were
30.5 cm long and had an outside diameter of 2.54 cm. The iron fin material was removed
In su lated
H eated S e c tio n
1 6 .5 ,
1 . 3 cm
Figure 5. Cartridge heater element.
I n s u l a t e d end
H eater
Leads
Table II. Finned Tube Dimensions.
Tube
No.
Tube
GD.
F ins
per
Tube
Fin
H eight
in
( cm)
F in
Thickness
in
( cm)
-in
(cm)
I
1.0
(2.54)
0.
2
1.0
(2.54)
12
0.25
(0.64)
0 .0 4
(0.10)
3
1.0
(2.54)
12
0 .3 7 5 (0.95)
0.04
4
1.0
(2.54)
12
0.50
(1.27)
5
1.0
(2.54)
12
0 .7 5
(1.91)
F in
Length
in
( cm)
T otal Surface
Area
ft2
(m2 )
0.
0.2618
(0.0243)
6 .5
(16.5)
0.5326
(0.0495)
(0.10)
6 .5
(16.5)
0 .6 6 8 1
(0.0621)
0.04
(0.10)
6 .5
(16.5)
0 . 8 0 35
(0.0746)
0.04
(0.10)
6 .5
(16.5)
1.0743
(0.0998)
0.
0.
20
from 7.6 cm of one end of the tube and 6.35 cm from the other end, leaving 16.5 cm of
the tube finned. The heaters were wrapped with metal tape and coated with copper antisieze compound to maximize contact between the heater and the tube. The heaters were
than inserted into the tubes sp the 7.6 cm insulated end of the heater corresponded to the
7.6 cm bared end of the finned tube. A set screw held the heater in place. The opposite
end of the tube was sealed with Permatex sealant. The tube assembly was then mounted
onto a frame.
The frame was then inserted and bolted inside the column. The heater leads and
thermocouple wires were run through a 20 cm long piece of flexible conduit to a hole in
the column 51 cm above the distributor plate. A detailed view of the column assembly is
shown in Figure 6.
21
H e a te r and
Therm ocouple
Leads
P lex ig lass
Co lu m n
C onduit
Support
Frame
D istrib u to r
P late
Figure 6. Detailed view of the column assembly.
H eated
T ube
22
EXPERIMENTAL PROCEDURE
Minimum Fluidization Velocity
The first step of this investigation was to determine the minimum fluidization veloci­
ties for wheat and millet particles. The minimum velocities were determined by a visual
observation of the bed. The particles were poured into the top of the column until a static
height of 46 cm above the distributor plate was attained. Both blowers were turned on and
the appropriate valves adjusted until the bed was bubbling freely. The heating tube was
turned on and the bed was fluidized for two hours until normal operating temperature was
reached. Air flow was then regulated until the bed was just beginning to expand. The pres­
sure drop across the bed was measured using a water filled manometer. The air flow rate
was regulated several times from both increasing and decreasing flow rates and pressure
drops across both feed-line orifices were measured.
Procedure for a Typical Run
The finned tube to be investigated was chosen and installed in the column as described
earlier. The column was filled to a static height of 46 cm with the appropriate bed material.
The power to the heater was turned on and adjusted to 500 W. The main and secondary
blowers were turned on and flow adjusted so the bed was operating at minimum fluidization
conditions. The column was operated for 90 minutes to reach steady state. The tempera­
tures of the tube surface and bed were then recorded. The pressure drop across the bed,
main feed line, and secondary feed line orifice were then recorded, and an estimate of the
expanded bed height was made. The wattmeter reading was also recorded. The flow rate
was then adjusted to increase flow through the bed and the bed was operated for one hour
23
to reach a new steady state. Readings were recorded and flow rate increased as before. This
procedure was repeated until all of the desired flow rates had been investigated.
The blowers and power to the heaters were then shut off and the particles were
removed through the drain pipe. The bottom of the column was taken apart and the heater
assembly removed. This procedure was repeated until all five tubes and both particle sizes
had been investigated.
24
DEVELOPMENT OF THEORETICAL MODEL FOR FINNED TUBES
All tube temperatures in this investigation were measured from the surface of the
tube. This temperature is the same as the temperature at the base of each fin. Use of this
temperature to calculate heat transfer coefficients, h, would assume that a uniform temper­
ature profile exists across the fin. Since a uniform temperature profile does not exist across
the fin, the temperature distribution in the fin must be taken into account.
Figure 7 shows a fin and the coordinate system used in this model, the height of the
fin is much greater than the width, therefore heat conduction only in the x direction will
be considered. A steady state energy balance was taken around a differential fin element to
find the temperature profile.
Heat flows by conduction through the differential element, entering at the left edge
(x) and leaving at the right edge (x+ x), and by convection from the outer surface of the
fin. During steady state conditions no energy accumulates within the differential element.
-k Y W dTj
+k Y W dTg
d x |x
rate of heat
flow by contion into ele­
ment at x
-2 Y h Ax (T-Tb) = 0
c^x I x+Ax
-
rate of heat flow
by conduction
but of element
at x+Ax
-
rate of heat flow = 0
by convection
from surfaces
between x and x+Ax
where,'
k
= thermal conductivity of the fin material, W/m-k
Y = length of the fin, m
W = thickness of the fin, m
T
= fin temperature, 0C
Ty = bed temperature, °C
25
-►I F i n H e i g h t
Face o f
B ase o f F in
Figure 7. Proposed model of a longitudinal fin.
th e F in
26
h
= heat transfer coefficient, W/Hr-m2-k
Dividing through by Ax, and taking the limit as Ax->0, and simplifying, the following
differential equation for the temperature profile along the fin is obtained.
d2T
2h
(T-Tb) = 0
dx2" ~ kW
Introducing the dimensionless variables,
T-Tb
; X = x/L;
Q
m2
Ts-Tb
2hL2
kW
where,
L = fin height, m
Tg = tube surface temperature, °C
and simplifying yields the following differential equation,
d20
- m20 = 0
dX2
The solution of this equation is of the form,
0 = C1Sinh (mX) + C2 Cosh (mX)
(I)
The two boundary conditions are,
a) 0 = I
b) -
at X = 0
kd0
at X = I
LdX
Applying the boundary conditions to equation (I) yields values of C1 and C2.
_
1
(hCosh(m) + (km/L) Sinh(m))
(hSinh(m) + (km/L) Cosh(m))
C2 = I
Substituting these values of C1 and C2 back into equation (I) yields the following equa­
tion for the dimensionless temperature profile along the fin.
27
6
(hCosh(m) + (km/L) Sinh(m)) Sinh(mX)
(hSinh(m) + (km/L) Cosh(m))
= Cosh(mX)
Applying Fourier’s law, the heat transferred to each fin can be determined.
kYW (T,-Ty) a ,
Qfin
X=O
Taking the derivative of equation (2) with respect to x, substituting it into equation (3),
and evaluating at x=0 gives an expression for the amount of heat entering each fin.
kYW(Ts-Tb )m (mCosh(m) + (km/L) Sinh(m))
^ fin
L
(hSinh(m)
+ (km/L) Cosh(m))
An overall energy balance on the finned tube gives,
Q = NQfin + Qtube
where,
' Qtube = h A ( V T b)
A
= Area of bare tube - Area occupied by the base of fins.
= " DLtUbe " NWY
Substituting the equations for Qfin and Qtube into the energy balance' and rearranging
yields,
q
(Tr Tb )
NkYWm (hmodelCosh(m) + (km/L) Sinh(m))
(hIiiodel^n h (m ) + (km/L) Cosh(m))
+ hIUOdel (» DLtube-NWY)
The terms on the left-hand side of equation (4) are all measured quantities and allow values
of h-model, the average heat transfer coefficient, to be calculated. This model assumes that
the heat transfer coefficient is constant over the entire surface of the tube and fins.
The heat transfer coefficient in equation (4) is based on the model and accounts for
the temperature profile along the fin. A computer program, shown in Figure 20, utilizes a
Wegstein convergence routine to calculate values of h-model. Figure 8 illustrates the
28
Tube #2,
L= 1 / 4 i n c h
Tube #3,
L= 3 / 8 i n c h
T u b e # 4 , L= 1 / 2
Tube #5,
(W /H r-m -K)
Figure 8. hmodel versus h
Tubes #2, #3, #4, and #5.
in c h
L= 3 / 4 i n c h
29
relationship between values of the heat transfer coefficient, h, and the modeled heat trans­
fer coefficient, h-model, for the four different finned tubes.
30
RESULTS AND DISCUSSION
Bare Tube
Results obtained with the bare tube are shown in Figure 9. The experimentally
measured heat transfer coefficients h are plotted against air mass velocity G. Figure 9 shows
the heat transfer coefficients obtained for both wheat and millet particles. The data indi­
cates that with a given size of particles, the heat transfer coefficient increases with increasing air flow rate. The heat transfer coefficient increases rapidly at flow rates slightly above
minimum fluidization and then levels off at higher flowrates. The heat transfer coefficients
also increase with decreasing particle size, but this increase was relatively small for the par­
ticle sizes used in this investigation.
Figure 10 shows a comparison of the bare tube data for millet, with published results
of Baskakov and Suprun [12] and Catipovic et al. [11], and a published correlation of
Genetti et al. [18] as well as the correlation developed as part of this investigation. Similar
results were obtained for wheat also.
The data of Baskakov and Suprun shown is for a vertical bare tube using fireclay par­
ticles with 2-3 mm diameters. Data of Catipoyic et al. is for a horizontal cylinder using
dolomite particles with diameters of 2 mm. The correlation of Genetti et al. was developed
for tubes at angles of 0, 30, 45, 60 and 90 degrees with respect to horizontal and particle
diameters of 0.114, 0.20, and 0.47 mm. Although the particles used to develop this corre­
lation are much smaller than those used in this investigation, a reasonable fit to the millet,
data is obtained.
The bare tube data of this investigation fit between the data of Catipovic et al. and
Baskakov and Suprun.
31
O
O
A
A
A
A
O
a
+
CD'
a
a
A
-f-
+
+
+
O
00"
A
+
+
s S
I
CN
(W /H r-:
E
O
<£)
O
in"
B a re Tube
A M ille t
+ W heat
O
N"
o
roZOO
2'50
JOO
J5 0
TOO
MASS VELOCITY x lO™1 ( K g /H r - m 2 )
Figure 9. h versus air mass velocity
Tube # I , bare.
450
32
150
I
o
Bare Tube Data o f t h i s T h e s i s
—- C o r r e l a t i o n o f t h i s T h e s i s
140
130
Data o f C a t i p o v i c , e t a l .
120
_ HO
W
I
NE
I
£ 100
80
t
0 .9
I _________ I
1 .0
1 .1
1 .2
1 .3
1 .4
1 .5
R e l a t i v e A ir Mass V e l o c i t y
Figure 10. Bare tube data comparison of millet data.
1 .6
1 .7
G/G
1 . 8 I .!
I
33
Finned Tubes
Results obtained with the four different tubes are shown in Figures 11, 12, 13, and
14. Average heat transfer coefficients, h-model, are plotted against air mass velocity G,
for both wheat and millet particles. Data indicate that the effect of particle size on heat
transfer coefficients varies with fin height. Results from using tube #3 show wheat having
a higher average heat transfer coefficient for a given level of fluidization than millet.
Results from using tube #4 show particle size to have nearly no effect on average heat
transfer coefficients. Results from using tubes #2 and #5 show millet having liigher average
heat transfer coefficients than wheat. In general, values of average heat transfer coefficients
for wheat and millet, with a given finned tube and relative fluidization velocity, did not
vary more than 10%.
Figures 15 and 16 show the effect of fin height on average heat transfer coefficients
for a given particle. The data indicate a general trend of heat transfer coefficients decreas­
ing in value with increasing fin height from tube #1 to tubes #2 and #3, and heat transfer
coefficients increasing with fin height from tube #3, to tubes #4 and #5.
The average heat transfer coefficients generally increase with increasing air flow rate
in a similar manner as the bare tube data. In most case, a leveling off of heat transfer coef­
ficient values was observed at higher air flow rates.
Gains in heat transfer duty, hA, were as large as 64 and 67 percent for wheat and mil­
let respectively, when compared to a bare tube of the same over the fin dimension. Heat
transfer duty increased as fin height increased .
Development and Results of Correlations
Correlations of data were developed using selected quantities in power series equa­
tions. A computer program, shown in Figure 43, employed the complex method of Box
34
O
O
Oj
OV
A
a
a
a
a
a
+
a
+
+
+
O
CO'
P
(W /H r-
f
r4
Q)
O
CO'
rO
g
O
UY
T u b e #2
A M ille t
+ W heat
o
'T'
<50
MASS VELOCITY X 10
Figure 11. Iimode] versus air mass velocity
Tube #2, 1/4 inch fin height.
-I
2
(K g /H r- m )
35
o
o
O
CD
+
O
00
+
+
A
+
A
+
X
(M/Hr-
I
rH
O
N
O
CO'
Qj
rO
I
O
in"
T u b e #3
A M ille t
+ W heat
O
roZOO
Z50
JOO
J50
MASS VELOCITY x IQ - 1
Figure 12. Fmodel versus air mass velocity
Tube #3, 3/8 inch fin height.
400
(K g /H r- m 2 )
450
36
O
o
O
CT)
+
+A
+
+ A+
*
A
O
A+
CO'
A
+
O
N .'
(W /H r-
A
+
O
rH UD'
CD
rO
a
O
T u b e #4
A
LO
A M ille t
+ W heat
CD
A
r^ rOO
250
3 '0 0
350
MASS VELOCITY x 10~
Figure 13. hmode, versus air mass velocity
Tube #4, 1/2 inch fin height.
i
400
9
(K g /H r-m )
450
(W /H r-
37
MASS VELOCITY x 1 0 _ 1
Figure 14. hmodej versus air mass velocity
Tube #5, 3/4 inch Fin height.
( K g /H r- m 2 )
38
o
O
A
I
o
CTf
A
\
A 0+
+
0
o+
X
^
»
D
®X
^ X
□ □
0
%
X0
A
O
&
X0
O
CO'
I
A
+
AS>
(W /H r-
K. *
H
D3
X
O
CD'
rS
g
W heat
O
in"
A T ube
X
□
O
+
#1*
#2,
#3,
#4,
#5,
Tube
Tube
Tube
Tube
o
v"
JOO
350
MASS VELOCITY x 10*"
B a re Tube
L= 1 / 4 "
L= 3 / 8 "
L= 1 / 2 "
L= 3 / 4 "
Too
(K g /H r-m )
Figure 15. hmodel versus air mass velocity, wheat, all tubes.
39
o
o
A
o
X
CD
/
A
A +
x x
+
X
O
O
OO
A
□
O
O
□
6
(W /H r-
CM
E
H
01
K.
O
^
rO
e
O
m'
6
X
□
O
+
o
^ 1OO
2'50
M ille t
T u b e #1,
T u b e #2,
T u b e # 3,
T u b e #4,
T u b e #5
JOO
MASS VELOCITY x 10
B are
L= 1 / 4
L= 3 / 8
L= 1 / 2
L= 3 / 4
4'00
(K g / H r -m )
Figure 16. hmo(lel versus air mass velocity, millet, all tubes.
4'50
40
[44], to find the minimum of the difference squared of the experimental and calculated
Nusselt numbers. Seven quantities were investigated, each being a function of one or more
of the experimental parameters: particle Reynolds number (Re), ratio of the gas flow rate
to the gas flow rate at minimum fluidization (G/Gmf), gas flow rate - gas flow rate at mini­
mum fluidization (G-Gmf), Archimedes number (Ar), (I - void fraction), a fin height ratio
term (I + fin height/,0625), where 0.0625 is the height of the highest fin in feet, and the
mass flow rate at minimum fluidization (Gmf).
Several combinations of the above groups were evaluated using the computer program.
Equations of the form:
N u = a Bb Cc Dd Ee
Nu = a Bb Cc + d Ee Ff
were used to find the constants a, b, c, d, e, and f, where B, C, D, E, and F represent the
variable quantities. The equations were assembled with groups that included functions of
the three experimental parameters: fin height, particle diameter, and mass flow rate. Most
of the groups were selected because of their use in published correlations.
The correlation giving the best fit to the wheat and millet data is:
Nu = 0.558 (G-Gmf)0'2 8 5 O - E r -02 9 + 0.003 (l+ L /.0 6 2 5 ro lls Ar0'542
Results of the correlation are shown in Figures 17 and 18 for wheat and millet,
respectively, where correlated Nusselt numbers are plotted versus experimental Nusselt
numbers.
Figure 17 shows nearly all correlated Nusselt numbers are within 10% of the experi­
mental Nusselt numbers for the wheat data.
Figure 18 shows higher percentage differences between experimental and correlated
Nusselt numbers for the millet data, as compared to the wheat data. An explanation for
the higher percentage differences is because the values of Nusselt numbers are much lower
CORRELATED N U S S E L I
41
^10%
V2
V3
14
EXPERIMENTAL
T5
NUSSEL T
Figure 17. Correlated Nusselt number versus experimental Nusselt number, wheat, all tubes.
CORRELATED N U S S E L t
42
+ 15%
-15%
EXPERIMENTAL
NUSSELT
Figure 18. Correlated Nusselt number versus experimental Nusselt number, millet, all tubes.
43
for the millet data than for the wheat data. It appears that the correlation does not fit the
data as well at conditions near minimum fluidization (low Nusselt numbers). Deviations
between experimental and correlated Nusselt numbers in this region are as high as 42%.
Nearly all correlated values at moderate (4-6) or high (6-9) experimental Nusselt numbers
are within 15% of experimental values.
Comparison of Correlations
The correlation giving the best fit to the wheat and millet data is an attempt to pre­
dict the two superimposed components of particle and gas convection. The terms (G-Gmf)
and (1-e) are functions of mass flow rate and give a relative indication of particle motion
in the bed. The dependence of the Nusselt number on the (1-e) term is very small, how­
ever. The term (l+L/0.0625) is a function of fin height, and the Archimedes number (Ar)
is primarily a function of particle diameter. Together, these two terms account for the gas
convective component of heat transfer. This term is consistent with the correlation of
Baskakov and Suprun to predict the gas convective component of heat transfer:
Nucony = 0.0175 Ar0'46 Pr
With large particles, the gas convective component of heat transfer becomes very
important. The large particles cannot move fast enough to fully utilize their higher heat
storage capacity. This is a similar mechanism to the film model. The total heat transfer is
a large particle fluidized bed, appears to be by a combination of the film mechanism and
the packet mechanism, therefore making modeling difficult.
It should be noted that there is an important dimensionless group which does not
appear in these correlations. The Prandtl number (Pr) appears in several published corre­
lations [ 12,16,41 ]. In this investigation, the Prandtl number remained nearly constant in
44
all runs, varying only slightly from 0.71 to 0.72. Since it was always nearly constant, it was
included in the constant term of the power series equation.
Several published correlations for bare vertical and horizontal tubes are listed in Table
III.
Other correlations evaluated in this investigation, that did not fit the data as well as
the present results, are listed in Table IV along with the minimum sum of the differences
squared of the experimental and calculated Nusselt numbers. These correlations are strictly
empirical and have no theoretical basis.
Reproducibility of Data
,
Results of Catipovic et al. [11] and Baskakov and Suprun [12] are compared to the
bare tube data of this investigation with reasonable agreement in Figure 10. Experiments
run with tubes #1, #3, and #5 were run three times each under the same conditions to
check the consistency of the data. Figure 19 shows the results of three runs made, with
tube #3 and millet, and illustrates a typical spread of the data.
Table III. Bare Tube Correlations.
C o r r e la tio n
A u thor
G e n e t t i , e.t a l .
(18)
Surface
Nu= l l ( l - t ) 0 - 5
. . .
li
0 ,4 4
0 .2 (6 -4 5 )2
( 6 - 4 5 ) ^ + 120
2
Bare tu b e s 0 t o 90
d e g r e e s from
h o rizo n ta l
P a r tic le s
G la s s s p h e r e s
0 .1 1 4 , 0 .2 0 ;
and 0 .4 7 mm
Re0 ’ 2 4 ( P / . 0 0 8 ) l l 2 3 .
Zenz and
Othmer (41)
Nu= 1 4 (G/Gmf) ° - 33Pr0 - 33
(Dt ZDp )'0 -67
Bare h o r i z o n t a l
tu b e
—
V reedenberg
(16)
Nu= 420 P r 0 , 3
Bare h o r i z o n t a l
tube
C oarse p a r t i c l e s
G
D i.
S if
DP 3/ s A 9
0V =
> 205=
o /^ " 6 6
Wender and
Cooper (15)
Nu= O. O33 ( l - € ) (Cs / C g )
Bare v e r t i c a l
tube
G la s s s p h e r e s
0 . 0 4 1 - 0 . 8 9 mm
(DG ^) *23 (Cg T^ZKg) - 43
B askakov and
Suprun (12)
Nu= 0 . 0 175A r- 46P r - 3 3 (UZUm) *3 '
Bare v e r t i c a l
"tube
Corundum 0 . 1 6 - 0 . 5 mm
F i r e c l a y 0 . 8 - 5 mm
B o t t e r i l l and
D e n loye (13)
Nu= 0 . 8 6 SA r-39Kg D-0
Bare v e r t i c a l
tu b e
Copper s h o t 0 . 1 6 - 0 .6 2 mm, sand 0 . 1 6 2 . 3 7 mm
46
O
o
O
of
O
CO"
<5>A ° +
I
O Ao+
A
O +
(W /H r-
O
K."
o
H CO"
QJ
rO
A
O
g
T u b e #3
O
LO'
+ Run #9
A Run #10
O Run #11
O
xT"
^oo
^o-
?do"
MASS VELOCITY X 10
Figure 19. Hmodel versus air mass velocity, millet, Tube #3.
Too
(K g /H r-m
2
4'50
)
47
SUMMARY OF RESULTS
1.
Heat transfer coefficients for all tubes increased with increasing fluidizing air mass
velocity. The rate of increase in heat transfer coefficients was greatest for air mass
velocities slightly above minimum fluidization.
2.
The effect of particle size on heat transfer coefficients varied with fin height, but was
relatively small compared to the effect of air mass velocity and fin height. In all cases,
values of heat transfer coefficients for wheat and millet, with a given tube and relative
fluidization velocity, did not vary more than ten percent.
3.
For both wheat and millet particles, tube #1 (bare) gave the highest heat transfer coef­
ficients and tube #5 (3/4 inch fin height) gave the second highest values.
4.
Tube #3 (3/8 inch fin height) gave the lowest values of heat transfer coefficients for
both wheat and millet.
5.
Nearly all values of correlated Nusselt numbers are within ±10% of experimental
values for wheat. Most values of correlated Nusselt numbers for millet are within
±15% of experimental values.
6.
Gains in heat transfer duty, hA, were as large as 64 and 67 percent for wheat and mil­
let respectively, when compared to a bare tube of the same over the fin dimension.
48
NOMENCLATURE
Symbol
Definition
Dimension
a,b,c,
d,e,f
Parameters in correlation program
Dimensionless
A
Area of base section of tube
m2
Ac
Cross sectional area of column
m2
A1
Archimedes number
Dimensionless
B5C5D,
E5F
Variables in correlation program
Dimensionless
C1,C2
Constants
Dimensionless
Heat capacity of gas
KJ/Kg-K
Constant pressure heat capacity
KJ/Kg-K
C0
Orifice constant
Dimensionless
Cs
Heat capacity of solid (particle)
KJ/Kg-K
Cv
Constant volume heat capacity
KJ/Kg-K
D5Dt
Tube diameter
m
Particle diameter
m
g
Acceleration of gravity
m/sec2
Sc
Gravitational constant
Kgrn-mZKgf-S2
G
Air mass flow rate
Kg/Hr-m2
Gmf
Air mass flow rate at minimum fluidization
Kg/Hr-m2
h
Heat transfer coefficient
W/Hr-m2-K
^model
Temperature averaged heat transfer coefficient
W/Hr-m2-K
k
Thermal conductivity of fin
Cg '
cP
0P
’ W/m-K
49
Symbol
Definition
Dimension
Thermal conductivity of gas
W/m-K
Kr
Ratio of Cp/Cy
Dimensionless
L
Height of fin
m
-^tube
Length of tube
m
m
Dimensionless variable
N
Number of fins
Dimensionless
Nu
Nusselt number
Dimensionless
P1
Upstream pressure
Pa
P2
Downstream pressure
Pa
Pr
Prandtl number
Dimensionless
Q
Total heat input
W/Hr
Heat loss from fin
W/Hr
Heat loss from tube base
W/Hr
Re
Reynolds number
Dimensionless
Sc
Cross sectional area of orifice
m
T
Temperature of fin
0C
Bed temperature
°C
Air temperature
°c
Tube surface temperature
°c
U
Gas velocity
m/sec
Um
Gas velocity at maximum h
m/sec
W
Thickness of fin
m
X
Distance along fin
m
X
Dimensionless distance along fin
Dimensionless
Y
Length of fin
kS
■ Dimensionless
r
Q f in
Q fu b e
Tb
Tf
Ts
»
m
50
Definition
Symbol
Dimension
Y0
Expansion factor
Dimensionless
/3
Ratio of orifice diameter to inside pipe diameter
Dimensionless
e
Void fraction of bed
Dimensionless
TT
Pi, 3.1416
Dimensionless
6
Dimensionless temperature
Dimensionless
Viscosity of gas
Kg/m-sec
Density of gas
Kg/m3
Density of solid
Kg/m3
"g
Pg
Ps
LITERATURE CITED
52
LITERATURE CITED
1. Botterill, J. S. M.,
F lu id -B e d H e a t T ra n sfe r,
2. Kunii, D., and Levenspiel, O.,
1st ed. Academic Press, New York, 1975.
F l u i d i z a t i o n E n g in e e r in g ,
1st ed., Wiley, 1969.
3. Othmer, D. F., F l u i d i z a t i o n , Reinhold Publishing Corp., New York, 1956.
4. Leva, M., F l u i d i z a t i o n , McGraw-Hill Book Co., New York, 1959.
5. Montagna, J. C., Swift, W. M., Smith, G. W., Vogel, G. I., and Jonke, A.
S y m p . S e r i e s , v74, n l76, 1978, pp. 203-211.
6. O’Neill, E. P., and Realms, D. L.,
107.
7. Coates, N. H., and Rice, R. L.,
129.
A .I .C h .E . S y m p . S e r ie s ,
A .I .C h .E . S y m p . S e r i e s ,
8. Grace, J. R., and Matsen, J. M., ed.,
1980, pp. 12-21.
9. Adams, R. L., and Welty, J. R.,
F lu id iz a tio n ,
F lu id iz a tio n ,
v73, n l61, 1977, pp. 100-
vl70, n l4 1 , 1974, pp. 124-
1st ed., Plenum Press, New York,
A .I .C h .E . J o u r n a l,
10. Grace, I. R., and Matsen, J. M., ed.,
1980, pp. 225-234.
A ., A . J . C h . E .
v25, n3, 1979, pp. 395-404.
1st ed., Plenum Press, New York,
11. George, A. H., Catipovic, N. M., and Welty, I. R., “An Analytical Study of Heat Trans­
fer to a Horizontal Cylinder in a Large Particle Fluidized Bed,” A.S.M.E. paper No.
79-HT-78,18th Annual Heat Transfer Conference, 1979.
12. Baskakov, A. P., and Suprun, V. M.,
April 1972, p. 53.
I n t e r n a t i o n a l C h e m ic a l E n g in e e r in g ,
13. Botterill, I. S. M., and Denloye, A. O. O.,
pp. 194-202.
14. Canada, G. S., and McLaughlin, M. H.,
pp. 27-37.
15. Wender, L., and Cooper, G. T., A .I .C h .E .
16. Vreedenberg, H. A.,
A .I .C h .E . S y m p . S e r i e s ,
A .I .C h .E . S y m p . S e r i e s ,
J o u r n a l,
v74, nl76, 1978,
v74, nl76, 1978,
v4, n l , 1958, pp. 15-23.
C h e m i c a l E n g in e e r in g S c i e n c e ,
17. Chen, J. C., and Withers, J. G.,
333.
vl2, n2,
vl I, 1960, pp. 274-285.
A .I .C h .E . S y m p . S e r ie s ,
v74, n l7 4 , 1978, pp. 327-
53
18. Genetti, W. E., Schmall, R. A., and Grimmett, E. S.,
n l 16,1971, p. 90.
19. Mickley, H. S., and Trilling, C.
20. Wicke, E., and Petting, F.,
A .I .C h .E . S y m p . S e r i e s ,
A .., I n d u s t r i a l E n g r . C h e m .,
C h e m -In g -T e c h ,
v41, n6, 1949, p. 1135.
v26, n6, 1954, p. 301.
21. Toomey, R. D., and Johnstone, H. F.,
n5, 1953,p . 51.
C h e m ic a l E n g r . P r o g r e s s S y m p . S e r ie s ,
22. Mickley, H. S., and Fairbanks, D. F.,
A .I .C h .E . J o u r n a l,
23. Genetti, W. E., and Knudsen, J.
v67,
v49,
v l, 1955, pp. 374-385.
G .,I n t . C h e m . E n g r. S y m p . S e r ie s ,
v30, 1968, p. 147.
24. Catipovic, N. M., Fitzgerald, T. J., George, A. H., and Welty, J. R., A J . C h . E .
v28,n5, 1982, pp. 714-719.
J o u r n a l,
25. Genetti, W. E., Yurich,. S. P., and Vanderhoof, D. W., “Heat Transfer from Vertical
Finned Tube Bundles in a Fluidized Bed,” A.S.M.E. paper No. 80-HT-l 18, 1980.
26. Bartel, W. J., and Genetti, W.
27. Priebe, S. J., and Genetti, W.
E ., A .I .C h .E . S y m p . S e r i e s ,
E ., A .I .C h .E . S y m p . S e r i e s ,
v85, n l2 8 , 1973, pp. 85-93.
v73, n l61, 1977, pp. 38-43.
28. Kratovil, M. T., M.S. Thesis, Montana State Univ., 1976.
29. Everly, D. W., M.S. Thesis, Montana State Univ., 1978.
30. Bartel, W. J., Genetti, W. E., and Grimmett, E.
1971, p. 85.
S ., A .I .C h .E . S y m p . S e r i e s ,
v67, n ll6 ,
31. Grace, pp. 195-200.
32. Vanderhoof, D. W., M.S. Thesis, Montana State Univ., 1978.
33. Yurich, S. P., M.S. Thesis, Montana State Univ., 1979.
34. Hickel, S. D., M.S. Thesis, Montana State Univ,, 1981.
35. Davidson, J. F., and Harrison, D.,
F lu id iz a tio n ,
Academic Press, New York, 1971.
36. Staub, F. W., “Heat Transfer to Surfaces Immersed in Fluidized Beds,” Presented at
National Science Foundation Fluidization and Particle System-Research Needs and
Priorities, R.P.I., Troy, New York, Oct. 1979.
37. Botterill, J. S. VL., A .I .C h .E .
S y m p . S e r ie s ,
38. Levenspiel, O., and Walton, J. S.,
1954,p .I .
v69, nl28, 1973, p. 26.
C h e m ic a l E n g r . P r o g r e s s S y m p . S e r i e s ,
v50, n9,
54
39. Botterill, J. S. M., and Williams, I.
R . , I n s t . C h e m . E n g r s .,
40. Ziegler, E. N., Koppel, L. B., and Brazelton, W. T.,
v3,n4, 1964, p.324,
v41, 1963, p. 217.
Jn d. E n g . C h e m . F u n d a m e n ta ls ,
41. Zenz, F. A., and Othmer, D. F.,
Publishing Co., New York, 1960.
F l u i d i z a t i o n a n d F lu id - P a r tic le S y s t e m s ,
42. Perry, R. H., and Chilton, C. H.,
Hill Book Co., New York, 1973.
C h e m ic a l E n g i n e e r s ’ H a n d b o o k ,
43. Geankoplis-, C. J.,
Boston, 1978.
T r a n s p o r t P r o c e s s e s a n d U n it O p e r a tio n s ,
44. Beveridge, G. S. G., and Schechter, R. S., O p t i m i z a t i o n :
McGraw-Hill Book Co., New York, 1970.
Reinhold
5th ed., McGraw-
Allyn and Bacon, Inc.,
T h e o r y a n d P r a c tic e ,
55
APPENDICES
56
APPENDIX A
CALCULATIONS
57
CALCULATIONS
Air Mass Velocity
Air flow rates were calculated for each blower using the following equation [42]:
CYS
G = 3600 c- (2g(Pi -P2) P1/(I-P 4 ))°-s
AC
and the sum of the flow rates from each blower taken as the total air flow through the bed.
For a square-edged orifice,
Y0 = I -
(0.41 - 0 .3 5 ( 0
Hr
where,
K1 = CpZCv
The orifice coefficient was nearly constant at 0.61 for the range of flow rates used in
this investigation.
Air Thermal Conductivity
The air thermal conductivity was found by linear interpolation between values listed
in Geankoplis [43]. The linear equation fitting the thermal conductivity data is:
Kg = 7.54 X 10-s Tb + 0.0242
Air Viscosity
The air viscosity was found by fitting the following equation to experimental data
[43]:
Mg = 4.47 X IO'3 Tb + 1.734
58
Heat Transfer Coefficients
Heat transfer coefficients were calculated using the following equation and the Wegstein convergence routine.
Q
(Ts_Tb^
^rnodel
NkYWm (hTnodel Cosh(m) + (km/L) Sinh(m))
L
(hmodel Sinh(m) + (km/L) Cosh(m))
'(TrDLtu b e -NW Y)
Particle Nusselt Number
Nu
hmodel
Particle Reynolds Number
GD.
Prandtl Number
Pr
KS
Archimedes Number
8 DpPgCps Pg)
Ar
59
APPENDIX B
RESULTS OF RUNS
60
150
160
100
DIMENSION D Z l(1 0) ,D Z 2 (1 0 ), D Z 3 U o 1 ,W A T T (1 0) ,TS(IO),TB(IO)
REAL LENGTH,KR
READ ( 1 0 , 1 5 0 ) DZ1,DZ2,DZ3,WATTfTS,TB
FORMAT( 10F«3)
READ(1 0 , 1 6 0 ) FT? READ(10,160) DP? REAB(1 0 , 1 6 0 ) XFINH
READ(1 0 , 1 6 0 ) N? READ(10,160) XGMF? READ(10,160) DENP
FORMAT(4F,8)
2 , 6X,'ARCHIMEDES',/,21X,'MAIN',2X,
3'SEC',3X,'NUMBER',3X,'(KG/HR-',2X,'(W/HR-',6X,
S yz <W / H R - 3 X , 'NUMBER' , I l X , ' PRANBTL', 3X, ' NUMBER' , / , 21X,
u \ Ln ) ? a Xp (Cn) p 12X9
6 ' M 2 ) ', 6 X ? 'M 2 - K ) ', 7 X ,' M 2 - K )' ,2 0 X ,' N U M B E R ',/ /)
200 F0RMAT(20X,F5*2,2X,F5*2,2X,F5*I , 4X,F6»1»3X,F6»2,4X
lfF6«2,5X ,F5,2,3X<F6tl,3X,F4»2,6X ,F9«l,/>
WRITE ( 1 0 8 , 1 0 0 )
KR=I,4? DW=62,185 XGRAV=4, 173E08? THICK=.00333
XX=1770«94? LENGTH=.54166? XKM=35.
DO 20 , 1 = 1 , N
P1=XX+(DZKI)+DZ2(I))*5.182
P2 = X X + ( D Z l ( I) i D Z 3 ( I )) $ 5 , 1 8 2
P3=XXFDZ1(1 ) 8 5 , 1 8 2
B I = , 608? B2=,741
Y1=1-(P1-P3)8(,41-,35#B1*%4)/(P1%KR)
Y 2 = 1- (P 2-P 3)% (, 41- ,3 5*B 28 *4 )/( P2 8K R )
DA1=3.2949E-058P1
DA2=3.2949E-058P2
DA3=3,2949E-05%P3
BX1=1-B1**4? BX2=1-B2**4
55
60
70
XVIS=(2.458(TB(I ) - 3 2 * ) + 1 5 3 8 . I > 8 2 . 688E-05
XRE=GWDP/XVIS
IF(XFINH.EQ.O.O) HTRUE=HEXP?GO TO 70
El=HEXP? EZ=HEXPil,
EE=El? NY=O.
DIM=(28EE%XFINH8&2/(XKM%THICK))*8.5
EC=((-12.SXKMBLENGTH%THICK%DIM%(EE%C0SH(DIM)iXKM%DIM%SIN
lH(DIM)/XFINH)/(XFINH&(EE8SINH(DIM)iXKM%DIM8C0SH(DIM)/X
2FI NH )))iHEXP*FT)/(3,1 4 1 5 9 / 1 2 , -LENGTH$12%THICK)
CALL C0NV(EE,EC,1,NY)
IF(NY-1)55,60,50
EE=E2? NY=2« ? GO TO 50
HTRUE=(EEiEC)/2«
XKG=2.0E-058TB(I)i,0134
m
m
,M i D M ! ^ r R x4 ^ i / x ® ; 2 2 4 o , x v i s / x K 6
WRITE(108,200)DZ2(I)%2,54,DZ3(I)%2,54,XRE,G84.8824,
?HTRUE85. 6 7 8 3 , XNUS, XXGMF84. 8 8 2 4 , XPRAN, XARCH
CONTINUE
Figure 20. Heat transfer program.
DP
MAIN
(CM)
DP
SEC
(CM)
REYNOLDS
G
NUMBER
(KG/HRH2)
QZ(TS-TB)
(W/HRH2-K)
HTRUE
(W/HRM2-K)
NUSSELT
NUMBER
G-GMF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
14.22
1 1 .9 4
215.3
3132,4
78.32
78.32
13 ,7 8
447,1
.72
3 5 6 9 1 25 .9
17.27
11.94
224,8
3288,4
89.21
89.21
15.62
603.1
.72
3 5 3 2 2 74 ,6
21.59
11,68
237,3
3471,1
91,19
91.19
1 5, 97
785.8
.72
3 5 3 2 7 7 3 .2
25.15
11.43
245.8
3604.2
90.97
90,97
1 5 .9 0
918.9
.72
3515300.7
29.21
1 1 .4 3
256.0
3764.2
90.64
90.64
15 .8 0
1078.8
.72
3 4 9 7 4 6 6 ,6
34.04
11.18
266,9
3923,6
91,31
91 .3 1
15.92
1 23 8 ,3
,7 2
3498453.7
37.59
1 1. 1 8
275,2
4045,7
91,89
91,89
16 ,0 2
1 36 0 .4
.7 2
3 4 9 7 4 6 6 .6
40,64
1 0 .9 2
280.2
4129.2
92.94
9 2 .9 4
16 .1 6
1 44 3 .9
.7 2
3480750.0
45.47
10.67
289.3
4263.7
92.47
92.47
1 6 .0 8
1578,4
.7 2
3 4 8 0 7 50 .0
Figure 2 1. Results from Run #1,
Wheat, Bare Tube.
DP
MAIN
(CM)
DP
SEC
(CM)
9.14
1 1. 9 4
194.2
2833.5
76.19
76.19
13 .3 7
1 1 .1 8
11.68
200.9
2945.4
79.12
79.12
14.22
1 1 .4 3
212.5
3100.7
90.51
21.08
11.18
234.8
3416.9
28*96
11.18
257.7
39.37
1 1 .1 8
48.77
10.67
REYNOLDS
G
NUMBER
(KG/HRH2)
QZ(TS-TB)
(W/HRM2-K)
HTRUE
(W/HRM2-K)
NUSSELT
NUMBER
G-GMF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
148.2
.72
3560 401 .9
1 3 .8 3
260.0
,72
3524230.1
90.51
1 5 .8 9
415.4
.72
35 583 97 .2
91.66
91.66
1 6 .1 3
731.6
.72
35 766 82 .0
3740.9
90.76
90.76
16 .01
10 55 .6
.71
35 961 20 .5
283.2
4 1 1 0 .1
92.22
92.22
16 ,2 6
14 2 4 . 8
.71
35 971 33 ,4
300.9
4368.2
92.32
92.32
1 6 .2 8
1 6 82 .8
.71
35 96 12 0,5
Figure 22. Results from Run #2,
Wheat, Bare Tube.
DP
MAIN
(CM)
DP
SEC
(CM)
7,11
1 2 ,7 0
19 2. 0
2744.5
71.44
71.44
12,78
8,38
1 2 .1 9
1 94 .6
2803.3
73,85
73.85
10.16
1 2 .1 9
202.3
2921.8
78.68
1 3, 2 1
1 1 ,6 8
211,4
3068.2
15.75
1 1. 6 8
220.8
1 9 ,3 0
11.43
24,64
REYNOLDS
G
NUMBER
(KG/HRM2)
QZ(TS-TB)
(W/HRM2-K)
HTRUE
(W/HRM2-K)
NUSSELT
NUMBER
G-GMF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
59,2
.71
3 7 2 1 2 14 ,6
13 ,11
11 8.0
.71
3 6 6 4 5 9 1 ,6
78.68
13,94
236.5
»71
3 6 4 5 6 6 6 ,7
85,57
85.57
15,09
382.9
,72
3 6 0 7 2 4 1 .5
3204,6
90.95
90.95
1 6 .0 4
519.3
.72
3608253.9
230,9
3360,5
90.47
90.47
15.92
675.2
.72
35 89 76 3 .1
10.92
244.5
3 5 5 8 ,1
89.87
89.87
15 .8 1
872,8
,72
3 5 8 9 7 63 ,1
28,70
10.92
254.9
3719.9
91.43
91.43
16.05
10 34 ,6
.72
35 71 4 1 4 .1
36.32
1 0 ,6 7
271,9
3977.4
90.95
90.95
15.93
1292.1
.72
3 5 5 2 2 0 8 ,5
42.42
10.67
285.0
4179.2
92.63
92.63
16,18
1493.9
72
3 5 3 4 1 4 3 ,7
Figure 23. Results from Run #3,
Wheat, Bare Tube.
DP
MAIN
(CM)
DP
SEC
(CM)
2.79
13.72
84.0
2405.0
89,31
89.31
7.97
18 3 , 6
.71
464 01 7 .5
3 .8 1
13.72
87.3
2518.0
9 3 .4 1
93.41
8.28
296.5
.71
45 6 7 9 1 . 3
5.08
13.46
90.5
2623,5
93.80
93.80
8,27
402,0
,71
45 20 67 ,3
7.11
13 .2 1
95.4
2774.0
93,51
93,51
8.23
552.5
.71
44 97 96 .0
9.40
13 .21
1 0 0 .7
2935.2
93,98
93.98
8.25
713.8
.71
4474 79.1
12.95,
12.70
106.7
3118.0
92,84
92,84
8,13
896,5
,7 2
445 11 7 .4
17.53
12.45
1 1 4 .0
3339.7
93.21
93.21
8,15
1 11 8 .2
.72
4 4 2 77 4 .0
24.64
11.94
123.3
3622.4
93.80
93.80
8.18
1 4 00 .9
.72
440386.8
32.26
11.68
132.4
3898.6
92,84
92.84
8.08
1 677 .1
.72
4380 18.1
41 .9 1
11.43
142.6
4209.4
9 3 .1 1
9 3 .1 1
8 ♦08
1 9 8 7 .9
72
4 3 5 79 0 .6
REYNOLDS
G
NUMBER
(KG/HRM2)
Figure 24. Results from Run #4,
Millet, Bare Tube.
QZ(TS-TB)
(W/HRM2-K)
HTRUE
(W/HRM2-K)
NUSSELT
NUMBER
G-GMF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
DP
MAIN
(CM)
DP
SEC
(CM)
2.29
1 3, 4 6
80.4
2325,0
93.89
93.89
8.30
103,5
.71
4546 12.0
4.32
13.46
8 8 .1
2553.4
92.73
92,73
8.18
331.9
.71
4 5 2 38 5 ,4
5.84
13 ,21
92.2
2673.8
93,04
.9 3 . 0 4
8.21
452.3
.71
4523 85. 4
7,87
1 2 .9 5
96.8
2814.5
91,31
9 1 .3 1
8.04
593,0
,71
4500 49. 1
1 0. 4 1
1 2. 7 0
1 0 1 .8
2968,6
92.73
92.73
8,14
747.1
.71
4 4 7 85 6 .9
12.95
1 2 .4 5
106.2
3102.7
91.19
91.19
7.99
881.2
.72
4 45 5 55 ,9
16,76
12.45
11 3,1
3304.1
92.14
92,14
8.07
10 8 2 . 6
.72
4 45 5 55 .9
21,34
1 2. 1 9
1 1 9 .5
3500,6
92.63
92.63
8.10
12 79 .1
.72
443 14 8 .0
26.67
11.94
1 2 6 .5
3707,2
92.84
92,84
8,11
14 8 5 , 7
72
4 43 2 72 .6
REYNOLDS
G
NUMBER
(KG/HRM2)
Figure 25. Results from Run #5,
Millet, Bare Tube.
QZ(TS-TB)
(W/HRM2-K)
HTRUE
(ti/HRM2-K)
NUSSELT
NUMBER
G-GMF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
DP
MAIN
(CM)
DP
SEC
(CM)
2.03
1 2 .7 0
78.3
2 2 4 1 ,1
67.61
6 7 .6 1
6,04
19.7
.71
4647 45. 8
2.54
1 2 .7 0
79,9
2307.9
80,40
80,40
7.12
86.4
,71
4 56 0 63 .0
3.81
1 2 .1 9
83,4
2418.6
92,48
92.48
8,16
197.1
,71
452258.1"
6.10
1 1 .9 4
89,8
2610.3
93.72
93.72
8.25
388.8
.71
4 5 0 56 6 ,7
9.14
1 1 .6 8
96.8
2 8 1 8 .1
93.36
93.36
8.21
596,6
.71
449 01 1 ,5
1 2. 9 5
1 1 .1 8
1 0 3 ,6
3016,4
94.57
94,57
8 .3 1
794.9
.71
44 8 8 8 0 . 2
1 7 .0 2
10.92
1 1 0 ,0
3212,4
94,08
94.08
8.25
991.0
,71
4 4 6 57 2 .0
21.84
1 0 .4 1
11 6, 1
3399.7
93,62
93.62
8.19
1 1 78 .3
.72
444028,1
26.42
10 .41
1 2 2 .5
3590,2
94 .4 1
94.41
8.25
13 68. 7
.72
443 39 7 .3
35.56
9.91
1 3 2 ,7
3891,9
94.36
94,36
8.24
16 70 .4
.72
4 42 3 87 ,8
REYNOLDS
G
NUMBER
(KG/HRH2)
Figure 26. Results from Run #6,
Millet, Bare Tube.
QZ(TS-TB)
(ti/HRM2-K)
HTRUE
(ti/HRH2-K)
NUSSELT
NUMBER
G-GMF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
DP
MAIN
(CM)
DP
SEC
(CM)
QZ(TS-TB)
(W/HRM2-K)
HTRUE
(ti/HR- M2-K)
NUSSELT
NUMBER
1.78
1 3. 7 2
78.5
2269.0
71.39
72.86
6.45
47.5
.71
4553 40. 0
2.54
1 3. 4 6
81.3
2357.5
82.80
84.77
7.48
1 36 .0
.71
45 2 0 6 7 . 3
4.06
13.21
86.3
2511.6
87.06
89.23
7.85
290,2
»71
448 89 0 ,3
6.10
1 2 .9 5
91.7
2678.2
88.71
90.96
7.98
456.8
.71
446323.1
8.89
12 .7 0
97.9
2868.8
88.55
90.79
7.94
647.3
.72
443 14 8 ,0
1 2. 1 9
12.45
104.2
3058.2
8 8 .5 1
90.75
7.92
836.7
.72
4416 37. 4
18.29
11 .9 4
113.6
3343.5
88.79
91.04
7.92
1 122 .0
.72
4390 08. 5
25.65
11.94
1 2 5. 1
3666.0
88.97
91.24
7,97
1 4 44 .5
.72
442643.1
33.02
1 1. 4 3
1 32 .1
3 9 1 0 .1
88.60
90.84
7.87-
1 688 ,6
«72
4339 46.4
42.16
1 0 .9 2
141.2
4183.5
89.00
91.27
7.90
1 962 .0
.72
4 3 2 96 8 .5
REYNOLDS
G
(KG/HRNUMBER
M2)
Figure 27. Results from Run #7,
Millet, 1/4 inch Fin Height.
G-GHF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
DF
MAIN
(CM)
DP
SEC
(CM)
7,37
13.21
19 4. 2
8,99
12 ,9 5
11,68
REYNOLDS
G
NUMBER
(KG/HRM2)
QZ(TS-TB)
(ti/HRM2-K)
HTRUE
(ti/HRH2-K)
NUSSELT
NUMBER
2794,8
59.97
61,02
10.85
1 9 9. 5
2887,1
6.3,81
64.99
12 ,70
210.5
3047,8
73,73
15 , 2 4
1 2, 4 5
222.5
3226,0
19,56
12 .19
235,7
24.13
1 1,9 4
29,72
G-GMF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
1 0 9 ,5
.71
36 652 94 ,2
11.49
201.8
,71
36 24 91 5 ,2
75,30
13,31
3 6 2 ,5
.71
36 22 8 17 ,4
76.71
78,40
13.84
540,7
,71
36 09 4 50 ,6
3421.3
80«06
81,90
1 4 ,4 4
735,9
.72
36 01 16 7 .2
2 4 7 ,7
3605,4
8 3 ,5 1
8 5 .5 1
15.04
920,0
.72
3584727.1
11 ,6 8
261.4
3809.4
85,77
87,88
15 .4 4
1124.1
.72
35 765 66 ,1
34.54
1 1 ,6 8
273,0
3985.1
86,26
88,39
15.51
1 2 99 .8
,72
3562351.1
40.64
11 .4 3
285.7
4173,6
85,27
87.36
1 5 .3 2
14 88.3
.72
35 58 3 05 ,2
47.24
1 0, 9 2
297,4
4344.7
85.97
88,09
1 5 .4 4
16 59,3
,72
35 57 30 5 ,4
Figure 28. Results from Run #8,
Wheat, 1/4 inch Fin Height.
1.78
1 3. 9 7
79.8
2284.6
41.98
43.18
3.85
6 3 .1
.71
463010.6
2.54
1 3 .7 2
82.2
2373.2
50.17
51.88
4.60
1 5 1 .7
.71
456070.1
3.56
1 3. 4 6
85.6
2474.5
65.06
67.98
6 .0 1
2 5 3 .1
.71
454 49 0 .7
5.08
1 3 .4 6
90,7
2622.9
68.14
71.35
6 .3 1
401.4
.71
4 54 2 28 .2
7.11
13 .21
95.5
2773.6
71.13
74.62
6.57
55 2 .1
.71
45 04 45 .5
9.14
1 2 .9 5
99.6
2901.6
72.55
76.19
6.69
O
CO
O
.71
44 76 72 .6
14.48
1 2. 7 0
10 9. 6
3201.6
72.89
76.56
6 .7 1
98 0 .1
.72
4451 17.4
21.84
12.19
1 2 0. 2
3522.0
74.91
78.79
6.89
1 3 0 0 .5
.72
4428 98. 7
31.24
1 1. 6 8
13 1. 5
3863.6
74.66
78.52
6«84
1642.1
,72
44 02 58 .0
37.34
11.43
1 37, 9
4061.1
76.22
80.24
6.98
1 83 9.6
.72
438 51 1 .6
Figure 29. Results, from "Run #9,
Millet, 3/8 inch Fin Height.
HTRUE
(ti/HRH2-K)
G-GMF
DP
SEC
(CM)
REYNOLDS
G
NUMBER
(KG/HRH2)
QZ(TS-TB)
(ti/HRH2-K)
NUSSELT
NUMBER
DP
MAIN
(CM)
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
DP
MAIN
(CM)
DP
SEC
(CM)
1.52
1 3. 7 2
77.2
2229.2
41.41
42.58
3.77
7.7
.71
455998.9
2.54
1 3 .7 2
81.6
2373.6
55.56
57.67
5.08
1 52 .1
.71
449669.4
3.81
1 3 .4 6
85.9
2501.2
67.83
7 1 .0 1
6.24
279.7
.71
44 8 2 5 4 . 1
5.59
13 .21
90.9
2651.3
72*76
76 .41
6 .7 1
429.8
.71
44 6 8 4 0 . 8
7.87
12.95
96.5
2813.3
73.33
77.04
6.77
591.8
.71
4 47 3 53 .1
,10.41
12.95
1 0 2 .0
2983.9
73.97
77.76
6«80
762.4
.72
443848.0
13.72
12.70
1 07 .9
3160.6
73.85
77.62
6.79
9 3 9 .1
.72
44 3 1 5 1 . 3
20.57
12.19
118.0
3 4 6 6 .1
75.43
79.37
6.92
1244.6
.72
44 0 5 0 8 . 3
28.45
1 1. 6 8
1 27 .4
3758.3
76.76
80.83
7.02
1 5 36 .9
.72
43 7 2 7 0 . 6
41.15
1 1 .4 3
1 4 1 .9
4187.2
78.13
82.36
7.15
1 9 65 .7
.72
43 6 5 2 8 . 5
REYNOLDS
G
NUMBER
(KG/HRH2)
QZ(TS-TB)
(ti/HRH2-K)
Figure 30. Results from Run #10,
Millet, 3/8 inch Fin Height.
HTRUE
(ti/HRM2-K)
NUSSELT
NUMBER
G-GHF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
KTRUE
(W/HRH2-K)
NUSSELT
NUMBER
G-GMF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
79,6
2268.5
39.14
40.18
3.60
47.0
.71
4 67 9 08 ,7
2.79
1 3 .7 2
83.4
2404.2
57,06
59,29
5,26
182,7
.71
4 5 6 99 9 ,0
4.06
1 3 .4 6
87,5
2527.0
69.16
72.46
6,41
305.5
,71
45 5 0 1 6 . 2
6.35
13 .21
94.0
2713,9
72.48
76 .1 1
6.74
492.4
,71
45 5 5 4 2 , 7
9.14
1 2 ,9 5
1 0 0 .3
2901.4
75.33
79,25
7. 0 1
6 7 9 ,9
♦71
4 54 6 18 ,7
12 . 7 0
12.70
10 7. 1
3103,6
74,52
78.36
6 .9 1
,71
45 2 3 2 7 . 8
17.53
1 2, 4 5
1 14 .9
3340.2
76.68
80.75
7 ,1 1
1 11 8,7
.71
45 0 0 5 4 . 5
24.38
1 2 .1 9
124.4
3 6 3 0 .1
77.16
7.13
1408.6
,71
4 46 1 99 .6
34.80
1 1, 6 8
1 3 5 .7
3990,4
7 7 .3 1
81.44
7 ,0 9
1 7 6 8 ,9
,72
43 95 72 .4
Figure 3 1. Results from Run #11,
Millet, 3/8 inch Fin Height.
CN
CO
OO
1 3.7 2
CO
1.78
i-4
QZ(TS-TB)
(ti/HRH2-K)
DP
SEC
(CM)
CO
CN
6
REYNOLDS
(KG/HRNUMBER
M2)
DP
MAIN
(CM)
DR
MAIN
(CM)
DP
SEC
(CM)
5.84
1 3 .3 3
1 8 5 .6
2683,9
58.79
61,17
1 0 ,8 2
7.11
1 2. 9 5
1 90 .2
2759,3
62,51
65.20
9.14
1 2 .7 0
1 9 8 .5
2886.7
69.61
13.21
1 2 .4 5
213.7
3116.9
1 8 .5 4
1 2 .1 9
230.5
22.86
1 1 .6 8
28.96
REYNOLDS
G
NUMBER
(KG/HRM2)
QZ(TS-TB)
(W/HRM2-K)
HTRUE
(ti/HRM2-K)
NUSSELT
NUMBER
G-GMF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
-1.4
,71
3631136.1
11 .50
74,0
.71
3606 301 ,0
72.95
1 2 .8 4
201.4
.72
3588 848 .5
69.68
73.04
12 .83
4 3 1 .6
.72
3567 454 .0
3373.3
7 2 .4 1
76.04
13.31
688.0
.72
3543219.9
240.4
3533.3
75.30
79.22
13 .82
848.0
.72
3514 260 .9
1 1 .6 8
256.6
3779,7
76,37
80.40
1 3 ,9 9
109 4. 4
.72
3496960,9
33.53
11.18
264.6
3913,2
78.96
83.27
1 4 .4 4
1 2 27 ,9
.7 2
34 70 03 6.7
41.15
1 0 .9 2
280.0
4153.4
78.61
82.89
14 .34
1468.1
.72
3450166.1
46.48
10 .41
2 88 ,1
4284.8
79.02
83.34
14 .3 8
1 5 99 ,5
.72
3431 427 .2
Figure 32. Results from Run #12,
Wheat, 3/8 inch Fin Height.
DP
MAIN
(CM)
DP
SEC
(CM)
6,10
1 3 ,0 8
185.1
2686,6
66,77
69.85
1 2 ,3 2
7,87
12,70
192.7
2798.1
68,97
72.25
11,43
12 ,7 0
208.0
3031,4
69.19
16,26
1 2 ,1 9
223.3
3261.5
21,34
11 .9 4
237,6
26,16
1 1, 4 3
33.02
QZ(TS-TB)
(ti/HRH2-K)
HTRUE
(ti/HRH2-K)
NUSSELT
NUMBER
G-GMF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
1.2
.72
35 99 14 2.4
1 2 .7 4
1 1 2 ,8
.72
3 5 9 8 0 97 ,9
72.49
1 2 .7 4
346,0
CM
Is-*
REYNOLDS
G
NUMBER
(KG/HRM2)
35 72 5 21 ,6
71,25
74.75
13 ,11
576.2
.72
35 57 32 6,4
3484.4
75.45
79.39
1 3 .8 7
7 9 9 ,0
.72
3 5 3 0 1 89 .6
2 4 8 .4
3652.7
77.44
81,59
14,22
967,4
.72
35 107 88 .9
11 ,4 3
265.5
3912.8
78.78
83,07
14 ,4 5
1 2 2 7 ,5
,72
34 95 4 83 ,4
37,34
10.92
272,7
4027.6
80.35
84,82
1 4 .7 3
1 3 42 .2
.72
34 79 79 1.0
43.18
1 0. 9 2
285.3
4219.3
80.70
8 5 ,2 1
14 ,7 7
1 53 4. 0
.72
3471012,1
Figure 33. Results from Run #13,
Wheat, 3/8 inch Fin Height.
DP
MAIN
(CM)
DP
SEC
(CM)
6.35
13 .2 1
188.3
2715,8
63.14
65.89
11.68
9.14
12.95
200.6
2903,4
71,15
74,65
12.70
1 2 .7 0
2 14 .1
3105.1
72.69
17 .7 8
12.19
229.5
3336,8
22.35
1 1. 6 8
240.2
26.16
1 1 .6 8
32.77
REYNOLDS
G
NUMBER
(KG/HRM2)
QZ(TS-TB)
(W/HRH2-K)
HTRUE
(W/HRM2-K)
NUSSELT
NUMBER
G-GMF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
30.4
♦71
3 6 4 5 8 5 7 .6
1 3 .2 0
2 18 .1
,71
3 6 2 1 8 4 0 .0
76,34
13.47
4 1 9 .8
,71
3606336.2
72.99
76,67
1 3 ,5 0
6 5 1 .5
.72
3 5 8 7 8 3 9 .5
3510,9
77.71
81.88
14.35
825.6
,72
3 5 5 1 2 70 .4
250.6
3670.0
78.39
82.64
1 4 .4 6
984.7
.72
3 5 3 8 1 9 4 .7
11.18
264.2
3885.9
80.52
85.01
14 ,81
1 200 ,6
.72
3 5 0 9 3 0 1 ,6
40.39
10.92
280.0
4129.5
80,44
84,92
14.76
1444.2
.72
3490567,1
47.24
10.67
293.0
43 27 .1
80.61
85.11
14.78
1 641 ,7
.72
3 4 8 0 7 6 9 .0
Figure 34. Results from Run #14,
Wheat, 3/8 inch Fin Height.
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
-13.0
.71
3687 009 .2
12.62
99.0
.71
36 36 3 72 .5
80,77
1 4 ,2 6
275,0
.71
36 13 54 9,6
76.06
83.88
14,80
468 .1
,71
36 04 2 39 ,4
3357.0
77.40
85.49
1 5 .0 6
671.7
.72
3591 906 .6
242.6
3536.9
78.07
86,31
15.16
851.6
.72
35 71 49 2.2
261.5 ,
3822.6
78 .1 1
86,36
1 5 .1 3
113 7,3
,72
35522 49.4
9.91
269.4
3954.5
78.44
86.76
1 5 ,1 5
1 26 9 .2
.72
3525182,1
9.65
2 8 4 .1
4174.5
79.95
88,59
15,45
1 4 89 .2
,72
35 172 24 ,5
REYNOLDS
G
NUMBER
(KG/HRH2)
NUSSELT
NUMBER
DP
SEC
(CM)
6«86
1 1 .9 4
1 86 .2
2672.3
59.73
64.53
11 .5 0
8«64
11.68
1 9 2. 7
2784.4
65.50
71.28
1 1. 6 8
1 1 .4 3
204.3
2960.3
73.48
1 5 .4 9
11.18
217.3
3153.4
20.07
1 0 .9 2
230.9
24.64
10.67
32.51
10 .4 1
37.34
44.70
Figure 35. Results from Run #15,
Wheat, 1/2 inch Fin Height.
QZ(TS-TB)
(W/HRM2-K)
HTRUE
(W/HRH2-K)
DP
MAIN
(CM)
G-GHF
DP
SEC
(CM)
2,03
1 2 .7 0
79.0
2239.9
31.87
33,21
2.99
18 .4
,71
4 7 2 46 1 ,2
3«56
1 2 .1 9
82.6
2390.9
47.36
50.36
4.45
1 6 9 .4
.71
4 52 9 19 .4
5.33
1 1.9 4
87.5
2544.9
63.77
69.24
6,'09
323.4
.71
449 15 3 .1
7.62
1 1. 9 4
93.4
2727.3
69.79
76,36
6.69
505,9
.71
44 5 9 4 4 . 4
1 1 .1 8
1 1 .4 3
99,9
2928.6
72.77
79.92
6.98
707 .1
.72
44 2 5 1 8 . 6
16 .2 6
1 0, 6 7
107.3
3154,9
74.66
82.19
7.16
933.4
.72
43 9 8 8 1 . 7
20.83
10 .41
113.8
3353.4
7 6 .9 1
84,91
7.38
1 1 31 ,9
.72
43 7 8 8 9 . 6
26.92
1 0. 1 6
121.5
3590.7
77.52
85.64
7.43
1 3 69 ,2
.72
43 5 6 6 4 , 6
3 5 ,8 1
9,91
1 3 1 .9
3899.6
7 7 .7 1
85.88
7.44
1 6 78 .2
.72
4 35 1 72 .4
G
REYNOLDS
NUMBER
(KG/HRH2>
Figure 36. Results from Run #16,
Millet, 1/2 inch Fin Height.
QZ(TS-TB)
(W/HRM2-K)
HTRUE
(W/HRM2-K)
NUSSELT
NUMBER
G-GMF
DP
MAIN
(CM)
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
DP
DP
M i?
?cES>
2.29
13 .21
79.6
3,81
13.21
5.33
REYNOLDS
G
NUMBER
(KG/HRH2)
QZ(TS-TB)
(H/HRH2-K)
HTRUE
NUSSELT
NUMBER
2308.6
34.84
38.93
3.43
85.3
2485.5
48.10
5 6 .0 1
4,92
13 .21
90.0
2629.3
57.55
68,96
6.04
7.37
12.95
94.8
2777.3
65.96
81.06
7.08
10 .41
1 2. 7 0
10 1. 1
2968.6
69,79
86.73
14.48
1 2 .1 9
1 0 7 .8
3169.7
72.10
19.56
1 1. 9 4
115.5
3 4 0 3 .1
26,16
11.43
123.5
34.54
1 1 .4 3
1 3 3 .7
G-GMF
ARCHIMEDES
NUMBER
CO
SJ
m
GAS
PRANDTL
NUMBER
.71
4522 58. 1
264.0
.71
447222,8
407.8
.72
4 4 4 80 0 .5
555.8
.72
443148.0
7.56
74 7. 1
.72
44 1 2 5 7 . 7
90.22
7.86
9 4 8 .2
,72
439879.2
73.63
92,55
8,05
11 81.6
.72
43 7 8 8 9 . 6
3651.4
75.08
94,76
8 .2 1
14 29. 9
.72
43 5 1 7 2 . 4
3965.3
76.05
96.26
8 »32
1 743 ,8
.72
43 2 2 3 7 . 0
Figure 37. Results from Run #17,
Millet, 3/4 inch Fin Height.
.
G
NUMBER08 (KG/MRK2)
ffilik 1
TMH2-K)
G-GMF
GAS
PRANDTL
NUMBER
DP
MAIN
(CM)
DP
SEC
(CM)
2.54
13 .21
81.2
2340.9
35.61
39,89
3,54
119.4
.71
457 52 1 .5
3 .8 1
13 .21
85.7
2485.1
48.55
5 6 ,6 1
4.99
2 63 .7
.71
451 48 3 ,3
5.33
1 2 .9 5
89.8
2612.8
59.29
71.42
6.28
3 9 1 .3
.71
449153.1
7.62
1 2. 7 0
95.3
2778.1
67.44
83.24
7.31
556.6
.71
4473 53.1
10.16
1 2 .4 5
1 0 0 .5
2934.4
70.68
88.07
7.72
7 12 .9
♦71
445 68 9 .4
14.22
1 1. 9 4
10 7. 1
3137,0
71,93
89.96
7.86
9 1 5 .6
.7 2
44 28 98 ,7
19.05
1 1 .6 8
1 14. 4
3361.6
73,84
92.87
8.10
, 1140.1
.72
4405 08, 3
25.40
11.43
1 2 3 .0
3620.1
74.95
94.57
8.23
13 98.6
.72
4 38 7 60 ,5
31.50
1 0 .9 2
1 2 9. 3
3819.5
75.07
94.76,
8.22
1598.1'
♦72
436 03 4 ,9
Figure 38. Results from Run #18,
Millet, 3/4 inch Fin Height.
*({i/ hr- TB)
H2-K)
NUHBERedes
MAIN
(CM)
DP
SEC
(CM)
2.03
1 3 .4 6
80.2
2289.3
3 1 .2 1
34.49
3,09
67,8
,71
4 65 9 94 .7
3.56
13 .21
84,5
2458.1
47.64
55.40.
4.87
236,6
.71
44 9 2 8 4 , 6
5.33
1 2. 7 0
88,9
2595.7
58,93
70 .9 1
6.22
374.2
,71
44 56 93 ,4
7.62
12.45
94.4
2761.2
66,35
81,63
7.14
5 3 9 .7
.72
4 4 3 78 5 .5
10.16
1 2. 4 5
1 00 ,0
2934.4
70.22
87.37
7.62
712,9
.72
44 11 36 ,4
1 3. 9 7
1 2. 1 9
1 06 ,9
3140.5
72.77
91.24
7.95
9 1 9 ,0
.72
440134,1
20.32
11.68
1 16. 1
3420.0
7 4. 21
93.43
8,13
1 1 9 8. 5
.72
4 3 8 51 1 .6
28.96
1 1 .1 8
126,8
3742.4
74.58
93.99
8,16
1 5 2 1. 0
.72
4 36 5 28 ,5
39.62
10,67
1 3 8 ,2
4083.5
74,58
94.00
CO
1 8 6 2, 0
.72
4 3 5 54 2 .0
REYNOLDS
G
NUMBER
(KG/HRM2)
Figure 39. Results from Run #19,
Millet, 3/4 inch Fin Height.
QZ(TS-TB)
(W/HRM2-K)
HTRUE
(W/HRH2-K)
NUSSELT
NUMBER
cn
up
G-GMF
GAS
PRANDTL
NUMBER
'
ARCHIMEDES
NUMBER
DP
DP
M fl
E ,
6 *60
12.95
190.4
2720.5
53.83
63.78
11,41
35 . 2
.71
3719196.1
8.89
12.45
199.4
2853.5
59.24
71,35
12.74
168.1
♦71
3706271,0
11.43
12.19
208.8
2997,8
66.55
81.92
1 4 .59
312.5
,71
3681714.4
14.73
11.94
219.8
3166.8
67.14
82,80
14,70
481,5
.71
3659450.6
18.80
11.68
232.1
3351.1
66.09
81.25
1 4 ,40
665.8
.71
3640597.9
23.62
11.43
244.9
3548.5
68.45
84.73
14,96
863.2
.71
3614565.4
29.21
11.18
258,0
3755,3
70,94
88.47
15,56
10 6 9 . 9
.72
3585734.2
35.05
10.92
270.6
3950.0
72.19
90.35
15,85
12 6 4 . 7
.72
3563351.9
44.20
1 0 .41
287,3
4215.2
73.60
92,50
1 6 ,16
1529.9
♦ 72
3529171.1
REYNOLDS
NUMBER
G
(E
QZ(TS-TB)
HS-
HTRUE
NUSSELT
NUMBER
G-GMF
GAS
SuW rtl
(H 2-fo
ARCHIMEDES
NUMBER
OO
Figure 40. Results from Run #20,
Wheat, 3/4 inch Fin Height.
O
DR
MAIN
(CM)
DP
SEC
(CM)
7.37
1 2. 4 5
190.5
8.89
12.19
11.43
REYNOLDS
G
NUMBER
(KG/HRH2)
QZ(TS-TB)
(ti/HRM2-K)
HTRUE
(ti/HRH2-K)
NUSSELT
NUMBER
2745,2
64,00
78.19
1 3 ,8 8
1 9 6 .4
2836.0
64.64
79.12
1 1. 9 4
206.0
2981.0
65,90
1 5. 2 4
11.94
219.9
3193.5
19.56
1 1 .4 3
231.7
25.15
10.92
30.48
G-GMF
GAS
PRANBTL
NUMBER
ARCHIMEDES
NUMBER
59.9
.71
36552 38.2
14 .02
150 .7
,71
3639 529 ,4
80,96
14,32
2 9 5 .7
.71
3625 954 ,5
68.23
84.42
14 .8 8
508.2
.72
3599 076 .4
3369.5
70.06
87.14
15 .3 4
684 ,1
.72
2 4 5, 1
3576.5
70.52
87.83
15.42
891.2
.72
3566403,9
10.92
260.0
3784,6
71,35
89.09
15 ,6 7
1 0 9 9 ,3
,72
3584727.1
39.62
1 0 .4 1
278.7
4067.9
73,24
91.96
1 6 .1 4
1382*5
.72
3564 376 .6
49.28
10.16
297.3
4351,7
73.84
92.87
16 ,2 5
1 6 66 .3
.72
3545 194 .6
Figure 41. Results from Run #21,
- Wheat, 3/4 inch Fin Height.
<
35 89 85 7,2
DP
MAIN
(CM)
DP
SEC
(CM)
7.87
1 1 .9 4
18 9.1
2748.5
63.55
77.53
1 3 .6 5
9.91
1 1 .6 8
1 9 7 .3
2869.3
64.55
78.99
1 2. 9 5
1 1 .6 8
210.3
3052.6
65.87
1 7. 2 7
1 1 .1 8
223.0
3 2 4 3 .4
20.83
1 1. 1 8
2 3 4 .1
25.65
10.92
33.53
REYNOLDS
G
NUMBER
(KG/HRM2)
QZ(TS-TB)
(ti/HRM2-K)
HTRUE
(W/HRM2-K)
NUSSELT
NUMBER
G-GMF
GAS
PRANDTL
NUMBER
ARCHIMEDES
NUMBER
63.2
.72
35 93 92 5.5
13 .91
.184.0
.72
35 91 8 75 .0
80.92 _
1 4 .2 7
367.3
.72
36 04 20 4.2
66.06
81.20
14.29
55 8 . 1
.72
3588818.1
3410.3
68.15
84.30
1 4 .8 2
725.0
.72
35 77 5 70 .9
247.3
3597.2
69.68
86.57
1 5 .2 4
911.8
.72
35 87 7 94 .7
10 .41
2 6 5 .1
3859.6
71.76
89.71
15.78
11 74 .3
.72
35 836 90 .7
40.13
10 .4 1
280.0
4 0 85 .1
73.01
91.59
1 6 .0 8
13 99 .8
.72
3569 435 .4
45.21
9.91
288.3
4209.4
73.50
92.35
16.20
1524.1
.72
35 63 35 1.9
Figure 42. Results from Run #22,
Wheat, 3/4 inch Fin Height.
83
DIMENSION X(5»10)»XL(5)»XH(5)»XC(5> »XX(5)»FUNC(10> >
I X P ( S r l O ) f XXP(S)
1
2
3
4
10
150
300
400
50°
45
100
25
DIMENSION X N U (2 2 2 ) rRE (222 )rG G MF (2 2 2 ) rX L EN (222 )r
I AR (2.22) rXER (222 )»CNU (222 )
CQMMONZTERRYZREfGGMFr AR,X L E N fXNU
COMMONZTODDZCNUr NN
SAVE ZTODDZ
INPUT N N fNr1KPRINTrEPSI
DO 2 ? I= I fN
INPUT X ( I fI)
DO 3 r I = IrN
INPUT XL(I)
DO 4 r I = IrN
INPUT XH(I)
M=IrKK=A
DO IOr I=IrNN
CONTINUE150 ] RE(I) ,XNU(I) r GGMF ( D r A R d ) f XLEN ( I )
FORMAT(SFfS)
CALL CMBQX(MrNf KKrKPRINTrXrXLrXHrXCrXXrXPrXXPrFUNCrEPSI ) .
DO 20 r I = IrNN
XER ( I ) = ( XNU ( I ) - C N U ( D ) ZCNU ( I ) #100
CONTINUE
WRITEv1 0 8 r3 0 0 ) r WRITE( 1 0 8 r400)
F0RMAT(4Xr"EXPERIMENTAL
MODEL"r IOXr"PERCENT")
FORMAT(7Xr"NUSSELT' r7 X NUSSELT"r8Xr"DIFFERENCE"rZ)
DO 5.0r I = IrNN
WRITE( 1 0 8 » 5 0 0 ) XNU(T) JCNU(DfXERd)
FORMAT( AXrF6.2r IOXrFA'.2> IOXrFA.2)
CONTINUE
GO TO I '
END
SUBROUTINE OBJ(XrNrXPrOBrKOB)
SAVE/TQDDZ
DIMENSION X(N)f XP(N)
COMMONZTERRYZRE( 2 2 2 ) rGGMF( 2 2 2 ) rAR( 2 2 2 ) rXLEN( 2 2 2 ) rXNU(222)
XDEL=O♦r KOB=KOBil^
DO IOOr I=IrNN
XVOID=. 12&GGMF( 1 )4 * 2 8
CNU(D=X(1)*(1-XV0ID)**X(2)#RE(D**X(3)
;*(1{XLEN(I)/.0625)**X(4)
XDEL=(XNU(I)-CNUd) )#*2+XDEL
CONTINUE
OB=-XDEL
DO 2 5 r I =1rN
XP(I)=X(I)
OUTPUT OB
RETURN
END
SUBROUTINE CONSTR(XrNrIVI)
IVI=O.
DIMENSION X(N)
RETURN
END
Figure 43. Correlation program.
Table IV. Empirical Correlations Tested.
TABLE I V .
EMPIRICAL CORRELATIONS TESTED
£ (Nu -N u )
Correla tio n
1.
Nu = - 0 . 5 48 A r 0 *152 + 1 . 1 1 R e 0 *6 2 5
2.
Nu = - 2 . 5 4 A r - 0 *0 19 ( 1 + L / . 0 6 25) 0 * 7 2 “* + 0 . 8 0 6 Re 0 ' 6 2 1
3.
Nu = 0 . 3 4 A r 0 ' 0 2 1 R e 0 ' 68
4.
Nu=
5.
( l - e ) 0 ' 5 36
( l - e ) 0,91
1 6 9 .6
( 1 + L / . 0 6 2 5 ) ~0 * 16
1 7 4 .5
( I - B ) 0 ' 66
1 7 9 .2
( 1 + L /•0 6 2 5 )" 0 ' 261
( G / Gmf) 4 *0 9 ( 1 + L / . 0 6 2 5 ) ~ ° ‘ 2 4 2 A r 0 ' 527
1 8 5 .7
Nu = 0 . 0 5 4
( G - G m f ) ° ' 5 6 3 ( l - e ) 0 ' 0 9 5 ( 1 + L / . 0 6 2 5 ) ' ° ' 9 5 7 + 0 . 0 3 3 A r 0 ' 395
1 9 6 .7
6.
Nu = 0 . 0 9 3
( l - e ) 3 *0 8 7 R e 1 ' 3 47
2 0 5 .8 .
7.
Nu = 0 . 2 3 9 A r 0 ' 2 7 1 ( 1 + L / . 0 6 2 5 ) _ ° ' 4 + 0 . 3 9
8.
Nu = 4 . 9 6 5
2.1
* Th e v a l u e
( l - e ) 1 1 ' 51
for
( G - G m f ) " 0 *9 7 + 0 . 0 2
the c o r r e la tio n
( 1 + L / . 0 6 2 5 ) ~ ° ' 243
376.1
( G / G m f ) - 0 ' 71 ( l - e ) 0 ' 73
Gmf0 *8
g iv in g the b e s t f i t
*
2261.8
t o t h e d a t a wa s 1 5 7 , 4
OO
M O N TA N A ST A T E U N IV E R SIT Y L IB R A R IE S
stks N378.T5685@Theses
RL
Heat transfer from vertical bare and Io
3 1762 00112301 5
T5&P5
Todd,
cop.2
H eat t r a n s f e r from
v e r t i c a l , b a r e and
l o n g i tu d i n a l l y finned
tubes to a flu id iz e d . . .
DATE
GAVLORr
A.
IS S U E D TO