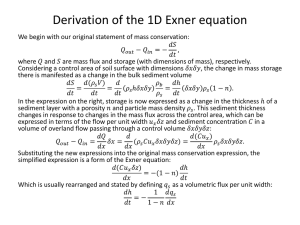
Treatment of Contaminated Sediment
advertisement

Treatment of Contaminated Sediment Trudy Estes, P.E., Ph.D. and Daniel Averett, P.E. US Army Corps of Engineers Engineer Research and Development Center Vicksburg, MS Who do we think we are!? • ERDC • Our focus – Provides technical support to USACE Districts & other agencies – Address the gap between concept and application • We are NOT – Marketing treatment – Pro or con treatment Typically navigation dredging Large volumes, long term Not highly contaminated Treatment must compete with confined disposal – WRDA focus – <$40/yd3 cost – – – – • Our interest – Alternative to upland disposal – Objective, independent evaluation of viable technologies 2 CV’s • Trudy J. Estes – BS Civil Engineering – MS Environmental Engineering – PhD Civil/Environmental Engineering – P.E. State of Mississippi – ERDC Research Civil Engineer • Environmental Lab • Sediments team • 1992 – present – Physical separation of firing range soils – New Bedford Harbor dewatering – Contaminant distribution in sediments – Estes et al 2011 • Daniel E. Averett – – – – – – – – – BS Chemical Engineering MS Environmental Engineering P.E. State of Mississippi ERDC Research Civil Engineer • Environmental Lab • Sediments team • 1984 – present Rocky Mountain Arsenal New Bedford Harbor WRDA 1990, 1992 ARCS program Estes et al 2011 3 Estes et al. 4 Topics • Type of treatment technologies – Target contaminants – Issues – Demonstrated scale • General considerations – Challenges – Technology selection • Processing specifics – – – – – – Mechanisms of treatment Understanding effectiveness/efficiency Logistical challenges Cost considerations Uncertainty Sediment demonstrations 5 TREATMENT TYPES 6 What is treatment? There are multiple definitions…. • Legal/regulatory definitions • Public perception • Risk reduction And also…. • Ex-situ vs. in-situ processes 7 Primary Treatment Types • Separation – Volume reduction – Solids size & density separation • Soil washing – Separation – Phase transfer – Oxidation • Contaminant destruction – Incineration – Chemical oxidation – Vitrification • Biological? – Composting • Stabilization – Physical or chemical immobilization of contaminants 8 Physical Separation • Separation of solids – Size – Density Carbonaceous materials Fine fraction High surface area silts and clays • Target Contaminants – Metals – Organic compounds • No contaminant destruction • Separate fractions for appropriate management – Pretreatment Coarse – Disposal/Beneficial use fraction • Wet and dry processes Organic detritus 9 Soil Washing • Variation of physical separation – – – – Wet process Surfactants/dispersants Extracting/chelating agents Oxidizing agents • Issues – Large wastewater stream – Residual sediment fractions requiring disposal 10 Solidification/Stabilization • Amendments – Solidify matrix – Immobilize contaminants • Target contaminants • In-situ processes exist • Current research – Carbon injection/capture of dissolved fraction – Metals – Organic contaminants • Contaminant destruction – Organics – limited to none – Metals - none • Typically ex-situ – Dewatering Hunter’s Point – ESTCP carbon injection demonstration From: Ghosh, Luthy, Zimmerman, McLeod, Smithenry, Bridges and Millward 2004 11 In-barge mixing of sediment and “cement” 12 Chemical Oxidation • Addition of Reagents – Contaminant destruction – Goal - mineralization to CO2 + H2O • Target - organic compounds • Additives – Potassium permanganate – Hydrogen peroxide – Sodium persulfate – Fenton’s reagent – Ozone – Dissolved oxygen – Proprietary mixtures • Issues – Corrosive/explosive chemicals – Non-specific to contaminants – Intermediate products – Limited effectiveness exsitu in sediments – In-situ unlikely to be successful 13 Thermal Technologies • Heating processes – Destroy organics – Immobilize metals • Target contaminants – Low temp – volatiles – High temp – all contaminants • Processes – Volatilization – Incineration (organics) – Vitrification/immobiliza tion (metals) • Issues Public resistance Energy intensive High capital cost Not mobile Limited demonstrated scale – Processing equipment issues? – – – – – 14 Biological Treatment • Target contaminants – Organic compounds • Processes – Composting – Bioreactors – In-situ? • Issues – Lengthy process – Recalcitrant compounds – aromatics (PAHs, PCBs) – Difficult in-situ 15 GENERAL CONSIDERATIONS 16 Major Challenges in Sediment Treatment • Organic content • Multiple contaminants – Heavy metals – Inorganics – PAHs1 – PCBs2 – Pesticides – Dioxins – Nutrients • Heterogeneity – Complex matrix – operationally challenging – Characterization & treatment verification difficult • Fine grained 1) Polycyclic aromatic hydrocarbons, 2) Polychlorinated biphenyls – Very difficult to treat 17 Major Challenges in Sediment Treatment • Operational limitations – Access – Current – Traffic – Water depth – Complete removal • Debris impacts – Dredging costs – Dredge/bucket type – Cleanup and disposal • Water – Sediment water content – Produced water • Cost – And cost uncertainty 18 2007 2006 2005 2004 2003 2001 2000 1999 1996 ………….. 1994 Scale of Sediment Demonstrations (in-situ cubic yards) Thermal (in-situ cubic yards) Rotary Kiln 4 Cement Lock 3 44 Minergy Biogensis 16 30 700 Physical/Chemical Sediment Washing 330 19 14.6K X Boskalis Dolman Fox River Plant • 200 m³ an hour capacity • 8 18 m3 membrane filter presses (59’ x 70’ each) • 9,000 m² for the mechanical section Supporting 8”-12” dredge operations Size/density separation Dewatering Water treatment Thickening 20 • Failure of technology developers to consider the “integrated” treatment train Residuals Pretreatment Process 21 Technology Selection Criteria • Suitability – Sediment properties – Target contaminants – Processing goals • Efficiency – Degree of treatment or risk reduction required • Pretreatment requirements • Residual process streams • Capacity and scalability • Cost/economics – Capital cost vs. sediment volume – Sustained vs. short term operations • Mobility • Technology maturity • Product market? 22 Decontamination efficiency Rotary kiln (Mass) Contaminant mass in treated vs. untreated sediment 23 Overall Process Efficiency Rotary kiln Total output vs. total input 24 Stage Efficiency Rotary kiln “where in the process” treatment is occurring….. 25 Physical Separation PERFORMANCE 26 Physical Separation • Mature technologies • Adapted from mining industry • Sediment applications – Saginaw & Green Bay (demos) – Miami River (full scale) – Fox River (full scale) – Erie Pier (Duluth/Superior Harbor) 27 Miami River Project • 2004-2008 • 5.5 mile reach • Modular, containerized plant • 8.5 Acre staging area • 550,000 yd3 cubic yards • Debris – Tires, boats, cars, motorcycles, heavy industrial debris, trash – Unexploded munitions • Overall project cost – $80M – Silty/fine sand – Discontinuous clay lenses – Mechanical dredging 28 Photograph of Boskalis-Dolman vibrating screens, hydrocyclones, and washing system, Miami River, FL (Courtesy Bastiaan Lammers, Boskalis Dolman) 29 Soil Washing PERFORMANCE 30 1 Biogenesis • Physical/chemical treatment processes • Organics treatment – – – – – Phase transfer Size separation Chemical oxidation Filtration Carbon adsorption • Metals treatment – Phase transfer/ Chelation – Size separation – Filtration – Carbon adsorption 1) Physical/chemical processes utilizing separation of a sediment slurry coupled with various chemical treatments, are consistent with our operational definition of soil washing; the process is characterized by the technology developer simply as a “physical/chemical” process. 31 Biogenesis • Beneficial use product – Topsoil component • Pretreatment – Debris removal – Screening • System outputs – – – – Debris Wastewater1 Fine grained solids Treated sediment • System inputs – – – – – – Sediment Water Surfactants Oxidizers Chelants Polymers 1) Recent generations include WW treatment 32 Apparent Loss/Treatment Mechanisms NY/NJ Harbor Demo1 • Metals – Phase transfer to wastewater (WW) – Particulate losses to WW – Mercury volatilization • Organics – Material losses PreTreatment – Limited transfer to WW – Chemical oxidation? – VOCs volatilization 1) Not the most recent plant configuration Thermal Technologies PERFORMANCE 34 Minergy • Glass furnace technology • Oxygen & natural gas fueled • Glass aggregate product • Primary present application sewage sludge treatment • Commercial scale plants generating trench fill for municipalities • Most sediments have suitable mineralogy • Salinity can be problematic (corrosive) • Process – Oversize & metallic debris removal – Dewatering (<50% MC) – Drying (<10% MC) – Flux addition – Melting (1600 deg C) – 6 hr residence time – Quenching – Offgas capture & treatment 35 Cement Lock1 • Rotary kiln technology • 2 beneficial use products – Ecomelt (cement additive) – slagging or vitrification – EcoAggMat (aggregate) – nonslagging or sintering • Process – Debris and oversize (>2in) removal – Dewatering – Drying – Modifiers – Kiln treatment (14001500 deg C) – Quenching – Offgas capture & treatment 1) Volcano Partners 36 Process Residuals • Pretreatment & offgases • Contaminants present in sediment • Breakdown products – Chlorine – Dioxins (from PCBs incineration) – Halogens – Ammonia – SOx, NOx, CO, H2S – Particulates 37 COSTS 38 Treatment Cost Comparisons • Highest uncertainty • Non-uniform basis Process scale Capital recovery period Total volume treated Potential costs may not have been considered – Value of beneficial use products may/may not have been included – – – – • Extrapolated from small-scale operations – Real cost of full scale processing unknown • Cost may be contingent upon – Guaranteed total or annual volume – Extended performance period (eg. 20 years) – Assumed product value 39 Normalized Cost Estimates1 Rotary Kiln Cement Lock Minergy BiogenesisSM Volume Basis (m3) 380,000 380,000 380,000 430,000 Volume Basis of Cost Data (yd3) 500,000 500,000 500,000 560,640 10 20 15 10 Sale of Product $35.76 $41.81 $0.91 $11.30 Sale of Energy NA $19.56 NA NA Total Cost $91.82 $101.16 $71.75 $51.99 Net Cost $56.06 $39.79 $70.84 $40.69 Yrs Straight Line Depreciation 1) 2009 basis, subject to some uncertainty, typically 30 to 50% under actual cost and as much as 30% over actual for preliminary design 40 CONCLUSIONS 41 General Observations • Most have success “potential” – Depending on processing objectives – Economic “fit” • Obstacles – Uncertainty in resolution of pilot scale “issues” – Undemonstrated sustained, full scale ops – Cost & cost uncertainty – Market uncertainty • Significant technical development in recent years – Ready for “next steps” with adequate supporting mass balance data from site-specific pilot – Risk involved in being first full scale operation 42 Treatability & Process Selection • Bench & pilot testing – Realistic feasibility evaluations – Must support mass balance for all materials and contaminants • Process efficiency – Highest decontamination efficiency ≠ highest overall efficiency – All processes produce some residuals - $$ – Consider processing objectives • Is high decontamination efficiency needed? • Regulatory requirements? • Some constituents may persist or be leachable even with high efficiency processes 43 QUESTIONS ??? 44