An Overview of Alternative Mechanical Surface Treatments A. P. Kalmegh
advertisement

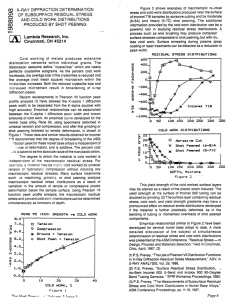
International Conference on Global Trends in Engineering, Technology and Management (ICGTETM-2016) An Overview of Alternative Mechanical Surface Treatments A. P. Kalmegh#1, P. M. Khodke*2, D. S. Mankar#3 #1 Research student, GCOE, Amravati 2 Principal, GCOE, Karad Abstract: The aim of this paper is to summarize the Alternative Mechanical Surface Treatments and its principle use for improvements of surface properties. Objective of mechanical surface treatments is improvement on and internal nearby surface properties such as case depth, magnitude of residual stresses that is mainly compressive, hardness, roughness, nature of microstructure, porosity, texture, corrosive properties, stability against mechanical, thermal and thermo-mechanical loading. This study would be useful in selection of manufacturing process of surface treatment in various industries. 3 Research student, GCOE, Amravati linearly with the logarithm of roughness. It has been also studied whether the cause for fatigue strength increases was to be found in the effect of mechanical work hardening or the effect of induced compressive residual stresses. Fig 1 indicates the approaches for the explanation of changes in fatigue behavior due to mechanical surface treatments. [9] Introduction In past few decades, manufacturing has undergone notable transformation and has oriented itself to market demands. The modern manufacturing industries need to have high production rate, enhanced flexibility in operation and standard of product quality. A large number of processes with their limited characteristics are available as manufacturing Fig 1 fatigue behaviour due to mechanical surface treatments [9] resources. Each process has its own operating Basically the objective of the mechanical surface procedure and capability, in terms of tolerance and treatments is on near surface properties such as case surface quality that each can produce. depth, magnitude of residual stresses (mainly compressive), hardness, roughness, nature of Where a component has to withstand heavy load, microstructure, porosity, texture, corrosive properties, undergo high speed rotation and sustain high stability against mechanical , thermal and thermotemperature, steel alloy is preferred as a raw material. mechanical loading. Various such applications include aero engines, transmission components, chemical pumps Several Mechanical Surface treatments are available components, cylindrical crank pins, cylindrical roller for improving the surface properties. Mechanical bearings etc. Paper machinery, railway vehicle axle, surface treatments may be roughly divided into:[14] rolling mill gear box, crusher, printing machinery, i. Cutting- Turning, Planning, honing, milling, machine tool spindle, hydro-electrical power machine, grinding, polishing, etc[12] ship propellers shaft, cranes, extrusion machine, ii. Non Cutting- Shot Peening , Laser shot Peening, molding machines, gas turbines etc. also find useful Water Jet Peening, Ultrasonic Peening, Deep application of steel alloy. Rolling, Roller Burnishing, Low plasticity Burnishing, etc ([10],[14]) Product designers constantly strive to design component that can run last longer and operate more The main objective of cutting method is for shaping precisely. Modern development of high speed purpose, whereas the non-cutting methods are used for equipment or machinery has resulted in higher loading optimal surface layer. Following fig indicates the and increased speeds of moving parts. Components overview of the principal non-cutting processes of produced must be accurate, both dimensionally and mechanical surface treatments. geometrically. Unfortunately, most of the times, machining processes produce parts with surface that are either unsatisfactory from the standpoint of geometrical perfection or quality of surface texture. Siebel and Gaier [12] stated factor for roughness that express the effect on fatigue strength and decrease ISSN: 2231-5381 http://www.ijettjournal.org Page 666 International Conference on Global Trends in Engineering, Technology and Management (ICGTETM-2016) a) b) c) Fig 2 a) Near-surface plastic deformation b) near-surface plastic strain c) deformed layer fixed with the bulk of material (cannot be extended) [4] The basic principle of all mechanical surface treatments is localized elastic plastic deformation near –surface region leads to formation of compressive residual stresses[4], enabling the strengthened nearsurface region to withstand against fatigue cracks initiation and propagations. The primary objective of this paper is to summarize the non-cutting mechanical surface treatments. Shot Peening In shot peening the surface of a part is impinged with small spherical or cylindrical media of steel, glass or ceramic. [15] A stream of shots (balls) is striked at the metal surface at high velocity under controlled condition, sufficient to create plastic deformation. Depending on the part geometry, part material, shot material, shot quality, shot intensity, shot coverage, shot peening can increase fatigue life from 0-1000 % [7]. Plastic deformation induces a residual compressive stresses in a peened surface along with tensile stress in the interior. Fig 3 Mechanism of shot peening [7] Fig 4a Transducer for ultrasonic peening [3] Fig 4b Using of basic UP system for fatigue life improvement of tubular welded joint [18]. Water Jet Peening: In water jet peening impingement of droplets of water on the surface, generates a surface pressure distribution producing peak load that exceed the yield strength of material. The droplets of jet generate high compressive residual stresses on the water peened surface. The different process parameters which influence the process are nozzle geometry, jet pressure, nozzle to surface distance, peening angle and peening duration ([2,13]).Also oil jet peening is developed similar to water jet peening where oil jet is used instead of water jet to improve the surface characteristic. [7] Ultrasonic peening The Ultrasonic peening (UP) is the combined effect of high frequency impact of special strikers and ultrasonic oscillation in treated material [6]. The main benefit of UP is to relieve the harmful tensile residual stresses by introducing compressive residual stresses. The UP can be applied successfully for the increasing of the fatigue life parts and welded elements, eliminating of distortion caused by welding and other technological processes, residual stress-relieving and increase of hardness of material. ([3],[ 6]) Fig 5 Water jet peening system [2] In UP magnetostrictive and piezoelectric transducer can be used. UP is based on the vibration of special shot using high power ultrasound. The surface of the specimen to be treated is peened with a very high number of impacts over a short period of time, because of high frequency of the system. ISSN: 2231-5381 Laser Shot Peening In Laser Shot Peening (LSP) pulses hit the surface with high power intensity for the generation of shock waves. These waves plastically deform the surface and compressive stresses are introduced into the subsurface. Effectivity of the process depends on the http://www.ijettjournal.org Page 667 International Conference on Global Trends in Engineering, Technology and Management (ICGTETM-2016) material (target), laser, beam parameter, absorbent and transparent overlays properties ([15], [1]). In this process, a laser beam is used to vaporize a thin opaque coating, often flat black paint, applied to the surface of components over the region to be treated. Fig 8 Principle of low plasticity burnishing [11] Fig 6 Laser Shock Peening (LSP) Process [1] Deep Rolling Deep Cold Rolling (DCR) is a surface treatment technique which is performed using a roller or ball type tool to produce a surface residual compressive stress to improve the fatigue life of materials and engineering components. As a result of the contact of a ball with the surface of a component, a longitudinal groove is created which is accompanied by a plastic region followed by an elastic zone. After the separation of ball, the recovery of elastic zone creates a large residual compressive stress on the surface. A number of parameters can severely influence the deep cold rolling process and consequently the near surface residual stresses. ([12],[17]) 1) The ball rolls across the surface of a component in a pattern defined in the CNC code, as in any machining operation. The tool path and normal pressure applied can be designed to create a distribution of compressive residual stress. Since there is no shear being applied to the ball, it is free to roll in any direction. As the ball rolls over the component, the pressure from the ball causes plastic deformation to occur in the surface of the material under the ball. LPB smoothes surface asperities during machining, leaving an improved, almost mirror like surface finish. Following figure indicates the comparative increase in cold work, „Case depth‟ and fatigue (Igor Altenberger) workpiece 2) tool F= Rolling force s= feed Fig 7 Deep Rolling [9] Low plasticity Burnishing (LPB®) LPB differs from conventional ball or roller burnishing in using the minimal amount of plastic deformation (cold working) needed to create the level of residual stress to improve fatigue or stress corrosion performance ([10],[11]). Figure 8 shows the basic principle of LPB process, in which a ball is supported in a spherical hydrostatic bearing. The tool can be held in CNC machine or by industrial robot, depending on the application. The machine tool coolant is used to pressurize the bearing with continuous flow of fluid to support the ball. The ball does not contact the mechanical bearing seat, even under load. The ball is loaded at a normal force to the surface of a component with a hydraulic cylinder that is in the body of the tool. ISSN: 2231-5381 Fig 9 cold work, case depth and fatigue strength for different mechanical surface treatments [14] Here the following table shows comparison of the different surface treatments (Igor Altenberger). Only the main difficulty is to compare the treatments with vast range of the process parameters. [14] http://www.ijettjournal.org Page 668 International Conference on Global Trends in Engineering, Technology and Management (ICGTETM-2016) Table: 1 comparison of the different surface treatments [14] 4. Amount of residual stresses Dislocati on density Surface microhar dness increases 5. Roller burnishing (low pressure) Water peening Shot peening Explosive hardening ≈σ Yield Low medium < 60 % ≈σ Yield Low medium Very high Very High ? Ultrasonic shot peening Gravity peening Laser shock peening ≈σ Yield High ? ≈σ Yield High ? ≈σ Yield Medium 30 – 130 % dependin g on work material 60 % Process Deep Rolling ≈σ Yield ≈σ yield ≈σ Yield High 60% to 150 % 80 % Maxi mum „case depth ‟ < 0.1 mm Surface Roughn ess Cold work ≈1 µm ? ≈0.1 mm 0.3 mm 0.3 to 0.8 mm 0.8 mm 1-2 µm < 10 % 550 % ? 0.8 mm 2 mm >> 5 µm 1-5 µm 4-8 µm < 5 µm 6. 7. 8. >> µm 5 ? 10 % 9. 1 % to 20 % 10. 11. 3 mm ≤ 1 µm >20 % Conclusion: All mechanical surface treatments have various advantages over each other. It is observed during the review that aspects to be considered during selection of surface treatment for desirable properties could be summarized as maximum fatigue strength, less induced compressive stress, surface finish, higher in process thermal stability with less cold work requirements, higher hardness and high corrosion resistance. These above stated factors should be focused for achievement of surface desirable properties depending on the specific application. LPB® is the registered trademark of Lambda Technologies group. 12. 13. 14. 15. 16. 17. References: 1. 2. 3. Abdullahi K. Gujba and Mamoun Medraj, “Laser Peening Process and Its Impact on Materials Properties in Comparison with Shot Peening and Ultrasonic Impact Peening”, Materials 2014, 7, 7925-7974; doi:10.3390/ma7127925 Katsuhiko Hirano and Kunio Enomoto, “Residual stress improvement by water jet peening for inner surface of small diameter pipe”, 7th International conference on nuclear engineering, Tokyo, Japan, April 19-13,1999, ICONE-7497 Y. Kudryavtsev, J. Kleiman, G. Prokopenko, Ultramet; V. Knysh, L. Gimbrede, “Effect of ultrasonic peening on microhardness and residual stress in materials and welded elements” , Conference: 2004 SEM X ISSN: 2231-5381 18. http://www.ijettjournal.org International Congress & Exposition on Experimental & Applied Mechanics Patiphan Juijerm and Igor Altenberger, “Fatigue performance enhancement of steel using Mechanical surface treatment”, Journal of metal, material and minerals, vol. 17 No. 1 pp. 59-65, 2007 Rostislav Fajkos, Radim Zima & Krzysztof Karwala, “The new technologies for increase fatigue strength of railways wheelsets and methods for verification a quality proceeding”, Problemy Eksploatacji, I-2009 Yuri Kudryavtsev, Jacob Kleiman,“ Fatigue improvement of welded elements by ultrasonic peening”, 15 international conference on experimental Mechanics, paper ref 2840 Harish Kumar, Sehijipal Singh & Pradeep Kumar, “Modified shot peening processes-A Review”, International Journal of Engineering Science & Emerging Technologies, April 2013, Vol 5, Issue 1, pp 12-19 IJESET P.R. Prabhu, S.M. Kulkarni,s.s. Sharma, Jagannath K,& Chandrashekhar Bhat, “Deep cold rolling process on AISI 4140 steel & optimization of surface roughness by response surface methodology”, International conference on mechanical, production and material engineering, June 16-17 2012, Bangkok Volker Schulze, “Modern mechanical surface, states, stability, effects”, wiley-vch 2004 C.Y. Seemikeri , P.K. Brahmankar, “Investigation on surface integrity of AISI 1045 using LPB tool”, Tribology International 41(2008)724-734 Paul S. Prevey, Ravi A. Ravindranath, Michael Shepard and Timothy Gabb, “Case studies of fatigue life improvement using low plasticity burnishing in gas turbine engine applications”, Journal of Engineering for Gas Turbines and Power October 2006, Vol. 128/865 K.H. Kloos & E Macherauch, “Development of Mechanical Surface strengthening processes from beginning until today”, www.shotpeener.com/library/pdf/1987015 N. Rajesh & N. Ramesh Babu, “Water jet peening-A new surface treatment process”, International conference on shot peening and blast cleaning Igor Altenberger, “Alternative mechanical surface treatments: Microstructures, residual stresses & fatigue behavior”, Department of Material Science & Engineering, University of California, www.shotpeener.com/library/pdf/2002055. W. Beres, “FOD/HFC resistance surface treatments”, NATO-OTAN,RTO-TR_AVT-094 Paul S. Prevey, N. Jayaraman, Ravi A. Ravin, “Mitigation of fretting fatigue damage in blade and desk pressure faces with low plasticity burnishing (LPB)”August 2010,Vol.132/082105-1 P.R. Prabhu, S.M. Kulkarni, S.S. Sharma, “Influence of deep cold rolling and low plasticity burnishing on surface roughness, of AISI 4140 Steel”, World Academy of Science, Engineering and Technology 72 2010 Y. Kudryavtsev, J. Kleiman, A. Lugovskoy, G. Prokopenko Fatigue Life Improvement of Tubular Welded Joints by Ultrasonic Peening, INTERNATIONAL INSTITUTE OF WELDING Canadian Delegation, IIW Document XIII-2117-06 Page 669