7 Pollution Control
advertisement

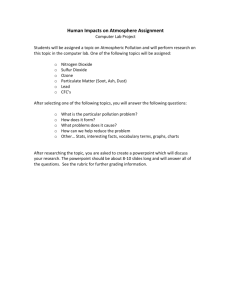
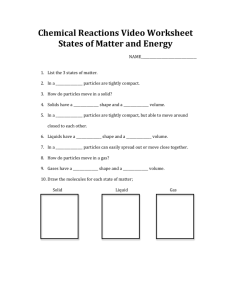
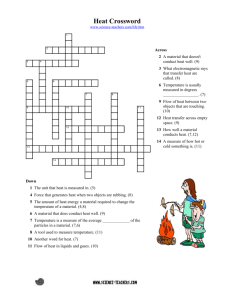
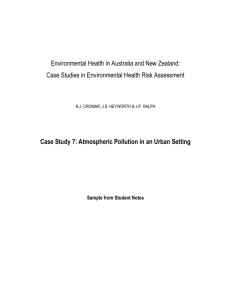
7 Pollution Control Pollution of the air, water or land is a problem for the environment, but also a cost for industry, which is one major reason why manufacturing facilities now do something about it. CLASS EXERCISE 7.1 Why is pollution a cost to industry? 7.1 Air pollutants The two basic types of air pollutants are particulates and gases, and require totally different methods of treatment. PARTICULATES Gravitational settling and cyclones This is the simplest way of controlling particulate emissions. This includes several systems. One of the simplest is the gravitational settling chamber, where particles are allowed to drop out of the air by sedimentation in a still environment. This method is not so common, but separation by centrifugation is probably the most common form of particulate removal. Here the gas is spun rapidly, which causes the heavier particulate matter to collect on the outside of the separator by centrifugal force, where it is collected and removed. This device is called a cyclone separator, and is demonstrated in Figure 7.1. cleaned gas outlet dirty gas inlet particulate outlet FIGURE 7.1 A typical cyclone separator 7. Pollution Control Filtration Systems Collection of particles by filtration systems such as fibre bags or beds of small particles are becoming increasingly popular due to their ease of use and low cost. Fabric filters are the most common of these devices. These are made of material that allows gas molecules to pass through, but prevents the much larger particulate matter from passing. The bags are normally open tubes, manufactured from material with small pores and many fibrous hairs that stick out from the main membrane. The small particulates adhere to these hairs, which causes them to coagulate into larger particles. The bags are periodically shaken to remove the accumulated particles, which fall down into a collector and are removed. Fibre bags are commonly used for the control of particulate emissions with very high dust loadings and smaller particles. In the typical baghouse unit (Figure 7.2) waste gas enters from the side and flows downward toward a hopper, where the flow is reversed upward into the array of bags. As the gas changes direction, large particles are removed by inertial separation and collected in the hopper. As gas passes through the tubular bags, dust is collected on the inside of the bag surface and the filtered gas is discharged to the atmosphere. Fabric filtration has a collection efficiency of >99%, making it the most efficient method of particulate removal. Limitations of the method include high initial costs, flammability problems with some dusts, large size requirements for the baghouse unit, limitation on flue gas temperatures to <300°C, and possible compromises on efficiency with large changes in gas moisture content. FIGURE 7.2 Filtration bag for collection of particulate matter Wet scrubbers These devices consist of spray systems where fine water droplets are sprayed at high velocity at right angles to the emerging gas. Most of the particles in the gas stream are scavenged by the water droplets, which fall and are collected along with the particles. One example of a wet scrubber is the open spray tower (see Figure 7.3). In these devices a scrubbing liquid is sprayed downward through low-pressure nozzles. The dust-laden waste gas enters from the side and moves downward toward the liquid pool at the bottom of the tower. Large particles are removed by impingement on the liquid surface. The waste air then changes direction and moves in 55 7. Pollution Control the opposite direction to the flow of the scrubbing liquid and is discharged at the top. Dust particles are captured by the falling droplets. The liquid-particle agglomerate is collected in the liquid pool at the bottom of the tower. Wet scrubbers such as spray towers are limited to low gas flows to prevent liquid drop entrainment in the scrubbed gas stream. This scrubber attains relatively low efficiencies (80-90%) and is usually employed as a pre-cleaner to remove particles larger than 5µm. Other forms of wet scrubbers such as the venturi scrubber are used if greater collection efficiencies are required. These are also more effective at collecting fine particles. Scrubbers are relatively inexpensive to set up, but have high maintenance costs due to corrosion by acidic flue gases and abrasion of fine particles. FIGURE 7.3 A spray type wet scrubber Electrostatic precipitators These pass the dirty gas through a series of fine wires (called coronas). These wires support a DC current and are either positively or negatively charged. They work by relying on the fact that many suspended particles (particularly in smoke) are charged and will be attracted to the oppositely charged wire, causing them to coalesce and fall out by precipitation. Alternatively the corona produces negative ions that cause the particles in the gas stream to become negatively charged, and therefore attracted to the positive terminal – where they also coalesce and fall into a collection hopper. The collection efficiency of these devices is greatly affected by the size of the precipitation field and the gas velocity. Large precipitators and low gas flow rates give better results. Figure 7.4 shows a typical electrostatic precipitator. GASES Even though the health effects of gaseous pollutants have been known for a long time, public concern has in the past always been focused on particulate pollutants due to their visibility. Gaseous pollutants were largely ignored because they were invisible. As a consequence the methods for control of gaseous pollutants is nowhere near as advanced, as is that for particulate pollutants. Additionally in particulate control, specific techniques can be utilised for a variety of dust collection problems and sources. The major consideration in selecting such equipment is the performance required. The 56 7. Pollution Control application of control technology for gaseous pollutants cannot be as generically applied. Gas cleaning equipment must be developed/designed to control specific gaseous pollutants or pollutant categories that vary considerably in their chemical and physical properties. The control of gaseous pollutants is an inherently more complex technological problem. It is also an inherently more expensive one, as both capital and operating costs for control equipment are often high. soot free gas escape charged electrodes soot laden smoke inlet earth point removal of soot particles FIGURE 7.4 A typical electrostatic precipitator Incineration The use of combustion processes for control of effluent gases is commonly referred to as incineration or afterburning. The term afterburning is applicable when the treatment process is located downstream of a primary combustion process. Incineration is often applied to effluent streams containing combustible gases in which the volume flow rate of gas is large and the concentration of the combustible contaminant is relatively low. Incineration can be used to eliminate: • malodourants such as mercaptans and H2S • organic aerosols and visible plumes such as those produced by coffee roaster and enamel bake ovens • combustible gases produced by refineries, and • solvent vapours produced by a variety of industrial processes. There are three types of combustion systems commonly utilised for pollution control: • direct flame • thermal • catalytic incineration systems 57 7. Pollution Control The use of any of these for air pollution control requires a knowledge of the flammability range of the pollutant gas-air mixture. The concentration of combustible contaminants and oxygen relative to the flammability range may determine the type of incineration system used and requirements for supplemental fuel and/or air. Thermal incineration is used in a large number of industrial processes to reduce gaseous emissions such as enamel baking ovens and coke ovens. Due to the need for fuel and/or catalysts the cost of this type of pollution control is high. Adsorption Some contaminant gases can be removed from effluents by their physical adsorption to solid surfaces. The solid collecting media are called adsorbents, the collected gases or vapours, the adsorbate. The adherence of adsorbate to adsorbents results from the intermolecular attractive (Van der Waals) forces between them. Adsorption is reversible; the adsorbate can be removed from the adsorbent by increasing temperature or lowering pressure. Because of this reversibility, adsorption is widely used for solvent recovery in dry cleaning, metal degreasing operations, surface coating, and rayon, plastic, and rubber processing. The application of adsorption technology has received only limited. use in solving ambient air pollution problems – with its main use involved in the reduction of odour. Adsorbents that have a very large surface area to volume ratio such as activated carbon are the preferred agents for this type of gaseous pollutant control. Efficiencies may be as high as 99% if the operating parameters are optimised. Absorption Control systems that employ liquid media to remove gases are called scrubbers. Scrubbers remove gases by chemical absorption in a medium that may be a liquid or a liquid-solid slurry. Because of its low cost, water is the most commonly used scrubbing medium. Additives, however, are commonly employed to increase chemical reactivity and absorption capacity. For example, lime or ethanolamine is added to scrubbing media for the control of acidic gases. Scrubbers must be designed to provide maximum contact between the gas phase and the scrubbing medium. Significant gas-media contact can be achieved by employing mixing mechanisms such as spraying, atomisation, and agitation. Gas-media contact can also be enhanced by the use of column/tower packing materials. These are usually ceramic and made in a variety of configurations designed to provide a large amount of surface area The most widely used scrubbing system has been the fixed bed packed tower (see Figure 7.5). The scrubbing medium is introduced at the top and flows downward, against the flow of the effluent gas. The efficiency of absorption is affected by the height of the packed tower since the longer the gas path through the scrubber, the greater the chance of the gas being absorbed. Scrubbing This process is used to remove large amounts of SOx from flue gases. This dry flue gas desulfurisation is achieved by using a dry alkaline absorbent (usually lime or sodium carbonate) into contact with the flue gases. These absorbents can also be applied on a spray, where the heat vaporises the liquid, and the mixture of fly ash, sulfates and dry absorbent is collected and removed by standard dust collectors. Dry scrubbers have several advantages over wet scrubbers. These include: • they do not suffer from scaling or residue build up • they do not require elaborate sludge handling systems for waste materials • they require less maintenance as there is less corrosion • they use up to 50% less power, and • they use less water. 58 7. Pollution Control FIGURE 7.5 A fixed bed tower absorption scrubber Odour control The human nose is a very sensitive organ. This means that it will detect many gaseous pollutants that are odorous at very low concentrations. Hence it is often necessary to control the level of substances which although not toxic or directly harmful to health, smell repulsive. This is the case with many sulfur containing organic materials. The main approaches used to remove odorous materials from gas emission include wet scrubbing, charcoal filtration and incineration. Wet scrubbing is useful for the removal of many water-soluble materials. Here the pollutant is trapped in mist, absorbed and then collected in a waste stream in exactly the same fashion as with removal of other undesirable gaseous material. An alternative method relies on the fact that many of the materials which cause strong odours are strongly adsorbed onto materials with high surface areas (this is the case with most organic materials). Hence a charcoal filter (or a series of filters) can be used to remove odour. Often for strong odours, or in the case when there are higher concentrations of odorous material in the emission gas, both processes will be utilised with the effluent gas stream being passed through a charcoal filter on the way to a scrubber. Charcoal filters are generally not placed in stacks as they are combustible – hence they are used in lower temperature environments. The incineration process used to remove other undesirable air pollutants is also very effective at removing those substances that cause bad odours. The substances are generally combusted into other inorganic odourless gases. 7.2 Liquid effluent treatment Liquid waste from manufacturing facilities is generally in the form of aqueous solution or suspension, though in some cases it will exist as non-aqueous mixtures. The two require substantially different treatment. Non-aqueous liquids are not able to be disposed down the sewer, and need specialist treatment at a dedicated facility, such as that operated by Waste Services NSW at Lidcombe. Aqueous waste is more likely to be treated onsite, and then disposed in the sewerage system under a Trade Waste Agreement (TWA) with the local water authority. The agreement, for which the company pays a fee, allows the discharge of maximum volumes of effluent and masses or 59 7. Pollution Control concentrations of specified pollutants. The company is expected to monitor the effluent, and report to the authority on a regular basis. Any excess discharge will result in a extra cost. The three most common pollutants listed in just about every TWA are: • suspended solids • BOD • pH Other pollutants, such as heavy metals or nutrients, will be only specified for facilities likely to discharge them. The treatment systems employed by industrial facilities are smaller-scale versions of those used by the water authority to treat sewage waste. These are called primary, secondary and tertiary treatment, for the order that they are carried out in a sewerage treatment pant. In the effluent treatment plant of an industrial facility, this “order” will not necessarily hold, since the waste is much more predictable and has fewer pollutant substances. Primary treatment This relies on various methods for the physical separation of suspended solids from the liquid stream. The simplest is a screen, where heavy bars (vertical or horizontal) are placed in the path of the effluent stream to catch large items, which would cause problems in the more “delicate” treatment equipment (see Figure 7.6). Screens will generally have an automated cleaning device which sweeps the trapped materials away to keep flow as high as possible. After screening, the effluent is likely to be dosed with a chemical known as a flocculating agent, such as alum or a finely divided polymer, which has the purpose of causing the fine suspended particles to adsorb on to the surface of the flocculant. This has the effect of increasing their particle size, and making it more likely that they can be removed by sedimentation, along with larger particles that would settle out if allowed. Settling tanks (Figure 7.7) provide a “resting” area for the effluent where settling of the floc occurs. Simpler but slower and harder to maintain than a settling tank is a sand or trickle filter, which is a bed of sand particles, through which the water passes, and the particulate material stays behind. Flocculants cannot remove dissolved species. These can be removed by chemical treatment to make them insoluble: addition of reagents to form insoluble salts or even something as simple as pH change (particularly increase into alkaline regions), can strip the liquid of many metals. Non-aqueous liquids, such as oils and greases, cannot be removed by these methods, as they are lighter than water. Larger quantities can be skimmed off by blades that wipe the surface of the water. Where smaller quantities are dispersed through the effluent, a technique known as dissolved air FIGURE 7.6 Bar screen flotation is employed. A stream of air bubbles is passed through the effluent, generally in conjunction with the addition of surfactants to increase the frothing. The suspended particles (not just of grease) stick to the bubbles and are carried to the surface where they are skimmed off. 60 7. Pollution Control FIGURE 7.7 Settling tank Secondary treatment Primary treatment is essentially a set of physical processes. It does little to remove dissolved organic matter, which contributes to biochemical oxygen demand (BOD). To remove the organic matter – a major problem in food industry effluent – requires the action of micro-organisms which use the material as food. Where space is not a problem, the organic matter can be removed in large aeration ponds, which are kept aerated by the water being pumped into the air. This is a slow process, so the more common method is the activated sludge process. This is basically a more concentrated version of the pond, as shown in Figure 7.8. The waste is fed into the bacteria-rich tank which is kept warm and has air continuously bubbled through. The treated liquid is fed into a settling tank (as above) where the mass of bacteria settles out from the clear water, now much reduced in organic matter. Most of the bacterial mass is fed back into the aeration tank. FIGURE 7.8 Activated sludge process 61 7. Pollution Control Tertiary treatment Physical and biological treatment of effluent will be sufficient for most situations, but in particular circumstances – especially where N and P levels are high – further treatment may be required. It is beyond the scope of these notes to cover these specialist methods in any detail at all. Water purification It is not necessary for aqueous industrial waste to be treated to the point where it is almost pure. However, at the other end of the process, it may be necessary to improve the purity of the water to be used as a feedstock or in the generation of steam. You will be familiar with the basic process of ion exchange from Applied Chromatography where it is the basis for the technique of ion chromatography. Here it is used, not to analyse what is in the water, but to remove all ions, other than the low natural levels of H+ and OH-. Two resins are employed: cation exchange, which replaces natural cations such as sodium and calcium with H+, and anion exchange, which replaces anions, such as chloride and sulfate with OH-. The hydrogen and hydroxide ions then combine to form water. The ion exchange resins are held on zeolite beads in a bed, which the intake water flows through. In some situations, the two resin types are separate, but in most cases they are mixed together in a single bed. This is known (remarkably) as a mixed bed resin! Eventually, the exchange sites of the resin become full of the ions that have been removed from the water. They are not disposed of, because of the cost, but rather washed with concentrated acid and alkali (not at the same time) which regenerates the H+ and OH- forms of the resins. Other water purification processes include: • reverse osmosis – the small solvent molecules are forced through a micro-membrane, leaving the ions behind • carbon absorption – remove remaining organic matter • ultrafiltration • disinfection – using chlorination or ozonolysis 7.3 Waste minimisation This is one of the current buzzwords, not just in industry, but in domestic waste collection as well. It means changing the way things are done to produce less waste by: • recycling • increasing process efficiency • using a different process which produce less waste in total, or less toxic waste It relies on the old cliché on prevention rather than cure. It is cheaper and environmentally better to prevent the waste/pollution being generated in the first place, rather deal with it after it has been produced. What You Need To Be Able To Do • define important terminology • outline the method of operation of TWO types of particulate air pollution treatment processes • outline the method of operation of TWO types of gaseous air pollution treatment processes • distinguish between primary, secondary and tertiary liquid waste treatment • describe examples of processes in each type of treatment 62