Lec .No .(14) Creep Behavior of ceramic composite
advertisement
 Creep Behavior of ceramic composite")
Lec .No .(14)
Creep Behavior of ceramic composite
Turbine engines are very dynamic environments, with large vibrational
loads from combustion dynamics and pressure pulses caused by the
rotating components. Consequently the effective life of many turbine
components is limited by the fatigue resistance of metallic materials used.
The tensile creep and creep rupture properties of Prepreg composites have
also been evaluated in air for times up to 1000 hours.
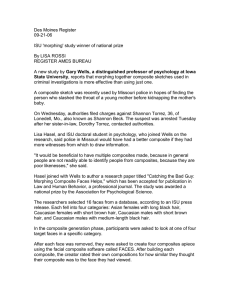
The measured creep rupture behavior for Prepreg composites is shown in
Figure 5. Rupture of samples, when it was observed, generally occurred
at strains between 0.1 and 0.3%, the samples also displayed comparable
levels of strain without failure. Overall the rupture curves are relatively
flat owing to the change in rupture mechanism above and below the
matrix cracking stress. The first matrix cracks are generally observed at
~15 MPa below the proportional limit stress. Thus at stresses at or above
~150 MPa one would expect the presence of at least one matrix crack and
therefore the composite rupture behavior would be controlled by fiber and
fiber/matrix interface oxidation and rupture of the bridging fibers
themselves. At stresses below ~150 MPa the matrix would remain intact
and composite rupture behavior would be governed by the much slower
process of subcritical crack growth. The measured rupture data are
consistent with this interpretation in that only one of the eight samples
tested below 150 MPa actually failed during the test.
FIGURE 5. Tensile creep rupture behavior of Prepreg composites tested in
air
Wettability
There exists a surface tension between a fluid and a solid, in the
same way that a surface tension exists between an interface between two
immiscible fluids .
When two fluids are in contact with a solid surface, the
equilibrium configuration of the two fluid phases (say air and water)
depends on the relative values of the surface tension between each pair of
the three phases Let us denote surface tension as g, and solid, liquid and
gas as s, l, and g respectively. Each surface tension acts upon its
respective interface, and define the angle( θ) at which the liquid contacts
the surface. This is known as the wetting (or dihedral) angle of the liquid
to the solid in the presence of the gas. Equilibrium considerations allow
us to calculate
the wetting angle from the surface tensions:
γlg cos θ = γ sg - γsl ………….(1)
This is known as Young’s equation.
Note that:
· If
γ sg > γsl, then θ <90o.
· If
γ sg < γsl , then θ >90o.
This inequality is not satisfied when
γlg
+
γsl
<
γ
sg, when liquid
covers the whole solid surface. Alternatively, when γlg +
γ sg < γsl, the
gas displaces the liquid away from the surface completely.
When one fluid preferentially covers the surface, it is called the wetting
fluid, and the other fluid is called the non-wetting fluid.
Lec. No. (15)
Engineering applications of ceramic composite
Due to their relatively low processing costs, cement-matrix composites
are the most common types of composite. Applications of Composite
Materials with continuous fiber reinforcement are widely used for
lightweight structures, such as airframes. Polymer-matrix composites
with metal particles (e.g., silver particles) are used for electrical
interconnections. Cement-matrix composites in the form of concrete are
widely used for civil infrastructure. Metal matrix, carbon-matrix and
ceramic-matrix composites are less common, though they also have their
particular markets. Metal-matrix composites known as cermets (meaning
ceramic-metal combinations) that contain a low volume fraction (e.g.,
15%) of ceramic (e.g., tungsten carbide) particles are used in cutting tools
such as drills. They are also used in resistors and other electronic
components that need to withstand high temperatures. Metal-matrix
composites containing ceramic (e.g., SiC) particles at a high volume
fraction (e.g., 60 vol%) are used as heat sinks and housing for
microelectronics due to their low CTE. A low CTE is needed due to the
low CTE of the semiconductor (such as silicon). Metal-matrix composites
containing graphite flakes as the filler are also used as self-lubricating
piston cylinders for automobile engines due to the lubricity of graphite.
Metal-matrix composites containing continuous carbon fibers are used as
structural materials, though the reaction of carbon fiber with aluminum
forms a brittle compound, Al4C3, that lines the fiber–matrix interface.
This reaction can be alleviated by coating the fiber with nickel or titanium
diboride (TiB2). However, this structural application faces tough
competition from advanced metal alloys that are much less expensive.
Carbon-matrix composites (typically coated with silicon carbide or other
ceramics in order to improve their oxidation resistance) are used for hightemperature, lightweight structures, such as the nose cones and leading
edges of Space Shuttles and the nose cones of intercontinental ballistic
missiles, although they suffer from the tendency of carbon to be oxidized
in the presence of oxygen at temperatures above about 700°C. A
particularly common type of carbon-matrix composites utilizes carbon
fiber as the reinforcement, so that both reinforcement and matrix are
carbon and the material is known as a carbon–carbon composite. The
market for carbon–carbon composites is mainly related to aerospace: reentry thermal protection, rocket nozzles and aircraft brakes. Other
applications include furnace heating elements, molten materials transfer,
spacecraft and aircraft components, and heat exchangers, air-breathing
engine components, hypersonic vehicle airframe structures, space
structures and prosthetic devices. Biomedical applications encompass
those that pertain to the diagnosis and treatment of conditions, diseases
and disabilities, as well as the prevention of diseases and conditions.
They include implants (e.g., hips, heart valves, skin and teeth), surgical
and diagnostic devices, pacemakers (devices connected by electrical leads
to the wall of the heart, enabling electrical control over the heartbeat),
electrodes for collecting or sending electrical or optical signals for
diagnosis or treatment, wheelchairs, devices for helping the disabled,
exercise equipment, pharmaceutical packaging (for controlled release of
the drug into the body, or for other purposes) and instrumentation for
diagnosis and chemical analysis (such as equipment for analyzing blood
and urine). Implants are particularly challenging, as they need to be made
of materials that are biocompatible (compatible with fluids such as 32 1
Composite Material Structure and Processing blood), corrosion resistant,
wear resistant, fatigue resistant, and that are able to maintain these
properties over tens of years. Carbon is a particularly biocompatible
material (more so than gold), so carbon– carbon composites are used for
implants. Composites with biocompatible polymer matrices are also used
for implants. Materials for bone replacement or bone growth support need
to have an elastic modulus similar to that of the bone. Tailoring of the
modulus can be achieved through composite design, i.e., appropriate
choice of the reinforcement and its volume fraction. Ceramic-matrix
composites are more attractive than carbon-matrix composites for hightemperature applications, due to the much lower tendency for ceramics to
be oxidized. Examples of ceramic matrices include silicon carbide (SiC)
and silicon nitride (Si3N4), which can withstand temperatures of up to
around 1,700°C in the presence of oxygen. Above 1,700°C, these
ceramics can oxidize and become silicon dioxide (SiO2). Ceramic-matrix
composites with ceramic fiber reinforcement are known as ceramic–
ceramic composites. It is preferable that the fiber and the matrix are the
same in composition so that that there is no CTE mismatch between
them, for the sake of thermal fatigue resistance. One example of a
ceramic–ceramic composite is a SiC–SiC composite. The ceramic
reinforcement serves to toughen the composite. This is because of the
tendency for microcracks to occur in the brittle ceramic matrix and the
tendency for fiber bridging to occur across a micro crack. The fiber pullout that accompanies crack opening causes the absorption of energy and
hence toughening. However, this mechanism of toughening requires that
the bond between the fiber and the matrix is not too strong. Toughening is
valuable, due to the inherent brittleness of ceramics. However, the
technology of ceramic-matrix composites is not mature enough for
implementation, due to both performance and cost issues
Lec. No. (16)
Particulate ceramic composite
The microstructures of most traditional ceramics resemble particulate
ceramic composites in that at least one of the phases present consists of
discontinuously distributed particles. Although particulate phases may be
present naturally in the clay used for shaping, for much of the history of
ceramic technology particulates have also been added as a ‘temper’ of
quartz, limestone, sand, shell or other easily available substances. The
function of these particulates in traditional ceramics is usually to give
high-temperature strength so that the shape is retained during firing or to
act as a cheap filler, and thus has little relevance to this publication. There
is evidence, however, that variations in the choice of temper occurring
over periods of many years in particular communities resulted in
improvements in mechanical properties such as strength, toughness or
thermal shock resistance .
The particulate composites described the simplest departure from a finegrained single-phase ceramic. The particulates do not provide the highest
strengths or the greatest degree of toughening to be found in ceramic
composites, but against this they are relatively cheap and easy to process
compared with other shapes of reinforcement. Particulate reinforcements
also provide inherently isotropic properties (cf. long-fibre composites)
and are less toxic and easier to handle than whiskers. The main emphasis
is on examples where the addition of particulates to a ceramic matrix
causes new mechanisms to operate that give an improvement in
properties greater than would be expected from a ‘rule of mixtures’.
Lec. No. (17)
Powder processing (Particulate ceramic composite)
Unlike fibre- or whisker-reinforced composites, particulate composites
have the advantage of being compatible with conventional powder
processing, and in many cases can be pressurelessly sintered. As with
other ceramic microstructures. the main points of powder processing
where the production of composites in chemically compatible systems
(i.e. those in which the components do not react chemically with one
another)differs from that of monolithic ceramics.
We begin with milling and dispersion of the powders in a liquid. In
addition to the role of breaking down hard agglomerates, as for
monolithic ceramics, this step must also thoroughly mix the component
powders of the composite. For composites in which the particulates need
to be relatively large, however, it is important not to reduce the mean size
of the particulates by using a milling treatment that is too aggressive or
very long in duration. More careful control of the milling procedure is
often required than for monolithic ceramics.
The other principal differences between monolithic ceramics and powder
composites occur during sintering. When a particulate second phase that
is considerably larger than the matrix powder is incorporated into the
green body, it represents a region that will not shrink with the matrix as
sintering takes place. The resulting mismatch in shrinkage inhibits
sintering of the matrix and can also lead to stresses sufficient to cause
cracking . The diffusional fluxes during sintering can also relax the
stresses in the matrix, however, essentially through simultaneous
diffusion creep. This can be sufficient to enable sintering to proceed to
completion and for cracking to be avoided. There are many examples of
pressurelessly sintered composites containing relatively large particles .
When the particulate phase is smaller than, or of comparable size to the
matrix powder, this source of inhibition does not arise. If the particulate
phase has similar diffusional properties to the matrix at the sintering
temperature, sintering can actually be improved because the particles
oppose grain growth by pinning the grain boundaries. Examples of this
type of composite include Al2O3–ZrO2. The ability of the particles to
participate in diffusion usually means that they are mobile. Grain growth
is therefore not entirely prevented and the particles are dragged around by
the migrating grain boundaries, coalescing in the process, so that typical
final microstructures are characterized by rounded particles of
equilibrium shape.
In conclusion, particulate composites are more difficult to process using
powders than monolithic ceramics, but are easier than other kinds of
composite nevertheless. They can often be sintered to full density without
pressure. When this is not possible, sintering aids or the superimposition
of pressure (hot pressing, hipping) can be used to alleviate the problems.
Lec. No. (18)
Properties and application of particulate ceramic composite
1) High-temperature strength
One of the main drivers for the application of ceramics is their ability to
maintain their strength at high temperature. In monolithic ceramics
without potent toughening, there are several stages of high-temperature
behavior. At moderate temperatures, below the level at which solid-state
diffusion or other high temperature mechanisms become significant,
standard measurements of toughness and strength show little temperature
dependence,
although
slow
crack
growth
may
be
accelerated
considerably, particularly in oxide ceramics when crack growth is caused
by the interaction of water vapour with the material at the crack tip.
Similarly, composite systems with a small thermal expansion mismatch
between the phases such as Al2O3–TiC exhibit neither thermal residual
stresses, nor in this case strong toughening mechanisms, so the toughness
is moderate and independent of temperature until new mechanisms
operate at high temperature. In particulate composites exhibiting strong
toughening mechanisms such as crack bridging and stress-induced
microcracking, a more marked change in toughness and strength might be
expected at moderate temperatures owing to the reduction in the thermal
residual stresses locked into the microstructure. This would clearly inhibit
stress-induced microcracking and may also reduce both the number of
bridging elements formed and the closure force they exert if the thermal
stress clamps them in place. The more minor direct toughening effect of
the fluctuating residual stress field would also be reduced
SiC–TiB2
particle composites provide a good illustration of this, since microcrack
toughening, crack bridging and residual stress toughening are all expected
to operate at room temperature. and found that the flexural strengths of
similar composites was independent of temperature between room
temperature and 1200ºC. This suggests that the initial portion of the Rcurve, which determines the strength when failure is from small flaws
such as those at the tip of a sawn notch or the surface of a flexural
strength specimen, is not greatly influenced by the toughening
mechanisms mentioned. At very high temperatures, typically in excess of
1000ºC, the deformation and fracture behaviour of monolithic ceramics
becomes complicated by the operation of new mechanisms such as solidstate diffusion, grain boundary sliding, the activation of dislocation slip
systems, the melting of thin grain boundary films, and oxidation. All of
these can also occur in particulate ceramic composites. One example of
such effects is the observation of a sharp toughness increase, which is
well known to be caused by crack blunting or healing associated with
softening of grain boundary phases, followed by a rapid loss of strength
with further temperature increases as the grain boundary phase loses its
strength completely . This has been observed in Si3N4TiC and Al2O3TiC composites
that the particulate reinforcement plays an important
role. Athigher temperatures, creep and the associated cavitation or
cracking associated with grain boundary sliding can lead to composite
failure in much the same way as for monolithic ceramics. Although the
processes occurring in particulate composites at high temperatures
qualitatively resemble those in monolithic ceramics, there are
nevertheless several examples of particulate additions leading to
significant property improvements. Modifications to the grain boundary
structure, associated phases or segregants are often involved.
When the alumina in the composite was considered as being yttria-doped,
the composite obeyed the rule of mixtures. Although the lowest creep rate
was obtained from single-phase yttria-doped alumina, the composite
might be preferable in some situations because of the increased
microstructural stability conferred by the duplex structure. The composite
suffered negligible grain growth during the creep tests, for instance, but
the grain size of the yttria-doped alumina increased noticeably. This can
be attributed to the greater diffusion distance required for grain growth in
multiphase structures.
Intergranular particles therefore inhibit diffusion creep and grain
boundary sliding in the same way that they inhibit sintering and, through
their consequent immobility, prevent grain growth. The smaller
improvement in time to rupture in these observations shows that the strain
to failure was reduced by the SiC additions. This is attributable to the
nucleation of cavities at the intergranular SiC particles.
The suppression of creep has also been reported in Si3N4–SiC
nanocomposites.
although others have found no improvement . The
reasons for these discrepancies have yet to be resolved, but it is likely that
they originate in the different processing methods and sintering aids used
in producing these materials and hence the differences in grain boundary
phases, as well as in the wide variety of other additive-induced
microstructural variations possible in Si3N4 materials (e.g. the presence
of elongated, whisker-like grains). As well as being used to inhibit creep,
second-phase particle additions can be used under different conditions to
achieve the opposite, in fabricating ceramic microstructures that enable
superplastic deformation. This term refers to the ability to achieve large,
uniform tensile elongations (_100%) at moderate strain rates without
failure. The underlying mechanism of this type of deformation involves
diffusion, and the main requirements are that a fine grain size (of the
order of microns or finer) can be maintained at the high temperatures
necessary to give rapid deformation at sufficiently low stresses to avoid
failure. A common strategy for producing and maintaining a fine grain
size is to use microstructures comprising two or more mutually insoluble
phases, often in roughly equal volume fractions.
An alternative method of maintaining a fine grain size is to use a lower
volume fraction of fine second-phase particles which can restrict grain
growth by Zener pinning. These include ZrO2–Al2O3 , ZrO2–mullite
Superplastic ceramics have several obvious potential advantages for
commercial application. These include net size and shape forming and the
possibility of forming complex components from initially flat sheets.
Whilst the practical problems of forming at temperatures in excess of
1200°C obviously cost to the process, the diamond machining which is
the only practical competitor for the production of many complex shapes
to high dimensional tolerance is also expensive. Despite these attractions,
the phenomenon remains a scientific curiosity at the time of writing. This
is much the same as the situation for superplastic metals until the late
1960s, when a few practical demonstrations of their commercial benefits
led to their widespread application. It remains to be seen whether the
industrial superplastic forming of ceramics will take off in the same way.
2) Wear
Another primary motivation for the use of ceramics in engineering
applications is their high wear resistance. At its simplest, wear involves
plastic deformation controlled mechanisms such as cutting or ploughing
and, in ceramics, the removal of pieces of material by brittle fracture
(‘pullout’). This is the origin of figures of merit for wear of the form K
mHn c , where Kc is the toughness and H the hardness, and m and n are
positive exponents. In reality, however, these wear mechanisms are much
more complex than this suggests, with the formation of modified surface
microstructures and compacted layers being common, and additional
mechanisms such as chemical interaction between ceramic and substrate,
or atmosphere and ceramic, are frequently important.
The high temperatures generated locally during the wear process add to
this complexity. Even in cases where it can be argued that the simple
plasticity or brittle fracture mechanisms are dominant, the appropriate
values of Kc and H to use in models are not clear, as the scale of the
plastic deformation or fracture is much smaller than that in tests used for
the measurement of these properties, and the temperature at which these
properties should be measured is ill defined. Furthermore, the dominant
mechanism and the rate at which it operates depend not only on the
ceramic itself, but on the wear conditions and substrates involved.
Many of the reports of wear tests on particulate ceramic composites are
abrasive tests (e.g. grinding on different grades of SiC paper ) or
measurements associated with specific applications, the outstanding
example being cutting tools, in which this class of composite finds
widespread application. The agreement in raw results from different
studies is sometimes contradictory.
The addition of ZrO2 to alumina had little effect its wear resistance in
this study, but the further addition of TiC/TiN reduced the wear rate by a
factor of ~3 to produce one of the most wear-resistant materials tested,
which, along with a hot-pressed monolithic β-SiAlON, was far superior
to either of the two Si3N4–TiC/TiN composites tested. The sensitivity of
wear to so many experimental factors is undoubtedly a major part of the
reason for some of these apparently contradictory conclusions. Another is
that important details of the microstructures of the materials being
compared, such as the matrix grain size, particle size and amount of
porosity, differ between the two studies. Such features can have a
profound effect on the wear rate. Indeed, although the original motivation
for adding TiC particulate to Al2O3 cutting tools was that TiC was
harder, stiffer and more thermally conductive than alumina, though
difficult to process as a monolith, it is now thought that the main reason
why the particulate improves the hardness, strength and wear resistance is
its grain refining effect . The success of Al2O3–TiC cutting tools for
machining steels and cast iron is interesting in the context of the good
bonding between the particles and the matrix, the small thermal
expansion mismatch, and consequently the limited amount of toughening
in this composite system . In tougher composites, the microstructural
features such as thermal stresses and weak interfaces which are
instrumental in the operation of toughening mechanisms such as crack
bridging, microcracking, crack deflection and the direct toughening effect
of residual stresses are also a potential aid to the initiation and
propagation of the short, near-surface cracks that are responsible for
severe wear by surface fracture and pullout, and so are potentially
damaging to the wear resistance.
Lec. No. (19)
Mechanisms of reinforcements :
I)Long fiber reinforcing
1)If the load direction parallel to fiber direction ,we assume :
1)fiber and matrix are perfect (only elastic deformation ).
2) fiber and matrix material obey the Hooks law (linear elastic ).
3)assume all fibers and are perfect bonded with matrix material .
Pc =pf +pm
{бc * AC= бf *Af+ бm *Am}/
бc = бf *Af / AC
AC
+ бm *Am/ AC
бc = бf *Vf+ бm *Vm
бc = бf *Vf+ бm *(1-Vf)
2) If the load direction perpendicular with fiber direction :
Ec= Ef * Em /Em * Vf + Em *(1-Vf)
Lec. No. (20)
Short fiber reinforcing
Force = Shear force
Бf =π/4 * (df)2 = ԏ *(π*df * L/2)
L=бf *df /2 * ԏ
Lec. No. (21)
Strengthening by particles
I) Linear model
Ec =Фp * Ep+ Em* (1- Фp )
II) Reuss - model (inverse model )
Ec =(Фp / Ep+ (1- Фp )-1 / Em
III)Tasi – Itilpin model
Ec = Em(12 s. q. Фp )/ (1-q .Фp)
Toughening
One of the primary motivations for the deliberate addition of secondphase particles to a ceramic matrix is to increase its toughness. If the
particles are tougher than the matrix then the crack resistance energy ,will
be increased, approximately according to the rule of mixtures if the crack
simply passes through the particles and the difference in toughness
between the particles and the matrix is relatively small. This is obviously
of limited value, since the composite cannot exceed the toughness of the
particles. The composite approach is much more powerful if it causes
new mechanisms to operate that either do not occur or are weak in single
phase materials. The following toughening mechanisms have been
investigated for non-transforming particulate composites.
1) Crack deflection
a toughening effect occurs if the crack tilts or twists away from a planar
geometry because this reduces the net crack driving force. In
homogeneous materials such as glass, cracks tend to propagate in a planar
fashion for the same reason, but non-uniform features such as weak
interfaces and residual stresses can lead to such a deflection in other
materials. These may occur in single-phase poly crystals, but there is
scope for augmentation of the effect in composites, and particles with
higher stiffness than the matrix can also lead to deflection. the residual
stress provides extra driving force if the crack is deflected (thermal
expansion mismatch), or because the strain energy release rate is greater
in the direction of deflection (stiff particles), the implication being that
the measured toughness would be higher if the crack remained planar. A
complete argument should consider the driving force required to cause
crack propagation at every point on the crack path, but it is clear that
although crack deflection is important in understanding the net toughness
of a composite exhibiting this effect, it is not itself a potent toughening
mechanism.
2) Crack bridging
If intact or interlocking ligaments remain behind the advancing crack
front, the restraining force they exert reduces the stress intensity at the
crack tip, causing an increase in the macroscopically measured toughness.
Because the bridges accumulate behind the crack front, the toughening
effect increases as the crack propagates, a phenomenon known as R-curve
behavior. Crack bridging is a very potent toughening mechanism in longfiber composites and operates in a similar manner with whisker
reinforcements . These reinforcement geometries are particularly
conducive to crack bridging, but the mechanism can also operate in less
favourable situations. Crack deflection along weak interfaces can lead to
bridging through geometrical interlocking and causes toughening in
monolithic alumina exhibiting intergranular fracture. The presence of
particulate reinforcements can enhance this effect. If a particle is to act as
a bridge, the key requirement is that the crack path must be deflected
around its periphery and in doing so tilt or twist through 90º or more to
form an interlocking section. The main factors determining whether or
not this is possible are:
(i) the relative toughnesses of the matrix, the particle and the interface,
(ii) the residual stress state around the particle,
and (iii) the size of the particles. It is important that the interface is
relatively weak. If, for example, the interface and matrix are as tough as
the particle, the crack will go through the particle instead of around it. If
the particle is tough but the interface is only marginally weaker than the
matrix, the crack will tend to detach from the particle instead of
undergoing the severe deflection required for interlocking to occur .
Particles with thermal expansion coefficients greater than that of the
matrix will have tensile stresses across the interface, effectively
weakening it, thus favouring bridge formation.
3 )Micro crack toughening
thermal microstresses in particulate ceramic composites can cause
spontaneous microcracking when the particles exceed a critical size. For
composites in which the particles are below the critical size for
spontaneous fracture, the imposition of additional stress can lead to
stress-induced microcracking. A potential consequence of this is the
development of a process zone of microcracked material ahead of the
crack tip. The consequent reduction in modulus ahead of the crack tip
reduces the stress intensity , though this small effect is countered by the
reduction in toughness as a result of the microcracking. The energy
dissipated in the wake of a propagating crack as the newly microcracked
material is unloaded provides a stronger effect. This originates both in the
irreversible dilatation of the material as the microcracks form in a manner
analogous to the transformation toughening of zirconia, and in the
accompanying reduction in stiffness. The toughness was observed to
increase with crack propagation (R-curve behavior), as would be expected
by this mechanism which, like crack bridging, relies on the development
of features behind the crack tip. The observations of microcracking were
used to estimate the extent of microcrack toughening expected, and the
results were of similar magnitude to the measured toughening increments,
defined as the difference between the toughness on initial crack
propagation and the plateau value at large extensions. it is difficult to
separate unequivocally the contribution of microcracking from those of
other mechanisms capable of causing R-curve behavior such as crack
bridging, which would also be favoured by the tendency of the residual
stress to aid circumferential crack formation.
Lec. No. (22)
Thermal residual stresses
If the matrix and particles in a composite have different thermal
expansion coefficients then thermal micro stresses develop during cooling
from processing temperatures. These stresses can be very large in
particulate ceramic composites:
firstly because the processing temperatures are high so that the
temperature change on cooling is large.
secondly because ceramics are typically very stiff so that a large stress
develops for a given thermal expansion mismatch, and
thirdly because, unlike metals, most ceramic phases have little scope for
plastic relaxation of the stresses during cooling, at least below 1000°C.
The change of these stresses during cycling of a MgO–SiC
‘Nano
composite’ from room temperature to 1550ºC from which it can be seen
that the stress level in the SiC particles is almost 4000 MPa at room
temperature. For most particulate composites the mismatch between the
particles and the matrix is more important than the anisotropy of either
component .
thermal microstresses can also degrade the strength of composites. The
tensile components of stress can help in crack initiation. In a composite
with a uniform distribution of particles, the tensile components act only
over distances comparable with the particle spacing, but non-uniform
distributions of particles can lead to mean tensile stresses over
considerably greater distances, comparable with
the scale of the local volume fraction variations. The most obviously
deleterious effect of the thermal stresses, however, is the possibility that
they are sufficiently large to cause spontaneous microcracking during
cooling from the processing temperature.