Fabrication and Thermal Budget Considerations of Please share
advertisement

Fabrication and Thermal Budget Considerations of
Advanced Ge and InP SOLES Substrates
The MIT Faculty has made this article openly available. Please share
how this access benefits you. Your story matters.
Citation
Pacella, N. Y., M. T. Bulsara, C. Drazek, E. Guiot, and E. A.
Fitzgerald. “Fabrication and Thermal Budget Considerations of
Advanced Ge and InP SOLES Substrates.” ECS Journal of Solid
State Science and Technology 4, no. 7 (May 7, 2015):
P258–P264.
As Published
http://dx.doi.org/10.1149/2.0221507jss
Publisher
Electrochemical Society
Version
Final published version
Accessed
Thu May 26 07:37:13 EDT 2016
Citable Link
http://hdl.handle.net/1721.1/101889
Terms of Use
Creative Commons Attribution-NonCommercial-NoDerivs
License
Detailed Terms
http://creativecommons.org/licenses/by-nc-nd/4.0/
P258
ECS Journal of Solid State Science and Technology, 4 (7) P258-P264 (2015)
Fabrication and Thermal Budget Considerations of Advanced Ge
and InP SOLES Substrates
Nan Y. Pacella,a,z Mayank T. Bulsara,a Charlotte Drazek,b Eric Guiot,b
and Eugene A. Fitzgeralda
a Department
of Materials Science and Engineering, Massachusetts Institute of Technology, Cambridge,
Massachusetts 02139, USA
Parc Technologique des Fontaines, Crolles Cedex, Bernin 38190, France
b SOITEC,
The Silicon on Lattice Engineered Substrate (SOLES) platform enables monolithic integration of III-V compound semiconductor
(III-V) and silicon (Si) complementary metal oxide semiconductor (CMOS) devices. The SOLES wafer provides a device quality
Si-on-Insulator (SOI) layer for CMOS device fabrication and an embedded III-V device template layer which serves as a seed surface
for epitaxial growth of III-V devices. In this work, different approaches for fabricating SOLES wafers comprised of Ge and InP
template layers are characterized and InP-based SOLES structures are demonstrated for the first time. Ge-based SOLES are robust
for long durations at temperatures up to 915◦ C and Ge diffusion can be controlled by engineering the oxide isolation layers adjacent
to the Ge. InP SOLES structures alleviate lattice and thermal expansion mismatches between the template layer and subsequent
device layers. Although allowable processing temperatures for these wafers had been expected to be higher due to the higher melting
temperature of InP, high indium diffusion through the SiO2 and InP melting actually lead to lower thermal stability. This research
elucidates approaches to enhance the process flexibility and wafer integrity of Ge-based and InP-based SOLES.
© The Author(s) 2015. Published by ECS. This is an open access article distributed under the terms of the Creative Commons
Attribution Non-Commercial No Derivatives 4.0 License (CC BY-NC-ND, http://creativecommons.org/licenses/by-nc-nd/4.0/),
which permits non-commercial reuse, distribution, and reproduction in any medium, provided the original work is not changed in any
way and is properly cited. For permission for commercial reuse, please email: oa@electrochem.org. [DOI: 10.1149/2.0221507jss]
All rights reserved.
Manuscript submitted March 24, 2015; revised manuscript received April 24, 2015. Published May 7, 2015.
Monolithic integration of III-V compound semiconductor (III-V)
and silicon (Si) complementary metal-oxide semiconductor (CMOS)
enables advanced circuits with increased performance and functionality and promotes system-level miniaturization. The Silicon on Lattice
Engineered Substrate (SOLES) platform is a Si wafer with embedded
III-V template layer that has been developed for III-V/Si integration and is illustrated in Fig. 1.1,2 A silicon-on-insulator (SOI) layer
on top provides the high quality substrate necessary for CMOS device processing whereas the III-V template acts as a seed layer for
epitaxial III-V device growth. This III-V template layer is accessed
by etching windows through the top Si and buried insulator layers.
The SOLES substrate structure is designed to add functionality to a
CMOS platform while maintaining compatibility with Si processing
infrastructure. Exposure to the III-V template layer is avoided until
the CMOS process sequence is complete and the III-V device epitaxy
and processing can be treated in a similar manner to backend metal
processing.
Much of the development effort for the SOLES substrate platform
to date has been on the Ge SOLES substrate, in which Ge forms the
embedded III-V template layer, due to the current acceptance of Ge in
Si facilities and near lattice match to GaAs. Ge SOLES wafers were
first demonstrated by Dohrman et al. by transferring a Si device layer
onto an epitaxial Ge template layer on Si, which was established using
a Six Ge1-x graded buffer.1 Subsequently, layer transfer processes with
bulk Ge substrates led to the development of Ge SOLES wafers with a
Ge-on-oxide (Ge-OI) layer as the III-V template, as demonstrated by
Letertre.3 These Ge-OI SOLES wafers were successfully processed
for demonstration of differential amplifiers consisting of monolithically integrated InP heterojunction bipolar transistors (HBT) and Si
CMOS.4 Although successfully modified, design of the CMOS process flow was limited due to the low melting point of Ge (938◦ C).
Furthermore the integration of InP HBT layers required the introduction of Inx Al1-x As metamorphic buffer layers, which increases process complexity and impedes thermal heat extraction through the back
side of the Si substrate. Therefore, direct incorporation of InP into the
SOLES wafers is desirable. The high melting point of InP (1062◦ C)
and its complete compatibility with InP HBT structures offers the potential for Si/III-V device integration process design flexibility. The
elimination of compositional grading between the template layer and
z
E-mail: nanyang@alum.mit.edu
device layer would offer the potential for processing simplicity and
better thermal heat extraction efficiency.
The origin and characteristics of the III-V template layer must be
carefully considered. The best quality III-V template layers come from
bulk III-V or Ge substrates. However, these bulk substrates are limited
in their scalability due to the availability and/or expense of larger
wafer sizes and thermal mismatch between the III-V materials and Si
substrates. Epitaxial deposition of template layer films grown on Si
substrates enables, in principle, scaling to any wafer size available for
Si wafers and ensures thermal mismatch compatibility with Si handle
wafers for subsequent wafer bonding and layer transfer.
Thus, two versions of InP SOLES substrates with different constructions are demonstrated here for the first time, both utilizing InP
template layers epitaxially grown on Si. In the first structure, the InP
template is only flanked by SiO2 on one side. A more advanced InP-OI
SOLES, which parallels the Ge-OI SOLES structure in that the InP
is sandwiched between two SiO2 layers, was then created.3 Finally,
properties of the various Ge and InP SOLES structures were studied in
an effort to provide guidelines for process design and further elucidate
paths for enabling more advanced SOLES wafers with even greater
integration capability and flexibility.
Ge-Based SOLES
Experimental.— The Ge-OI SOLES wafers are fabricated with the
specifications and processing conditions listed in Table I. In all cases,
the SiO2 immediately beneath the top Si layer is thermal oxide. For
structures A, B and C, a plasma-enhanced chemical vapor deposition
(PECVD) SiO2 layer is present on top of the Ge. A key processing step for PECVD oxide is that it is typically densified at high
Figure 1. Schematic of the Silicon on Lattice Engineered Substrate (SOLES)
platform. A III-V template layer is embedded in a Si wafer and separated from
the top Si device layer with a buried silicon dioxide (BOX) dielectric layer.
Downloaded on 2016-03-28 to IP 18.51.1.88 address. Redistribution subject to ECS terms of use (see ecsdl.org/site/terms_use) unless CC License in place (see abstract).
ECS Journal of Solid State Science and Technology, 4 (7) P258-P264 (2015)
P259
Table I. Specifications and fabrication conditions for Ge-OI SOLES structures investigated in this work.
Sample
Wafer Size (mm)
Si (nm)
Thermal SiO2 , Top BOX (nm)
PECVD SiO2 , Top BOX (nm)
Ge (nm)
PECVD SiO2 , Bottom BOX (nm)
Thermal SiO2 , Bottom BOX (nm)
Thermal SiO2 Deposition Temperature
Bond Interface
Bonding Process
A
150
B
200
SOLES Layer Structure Target Thicknesses
430
550
500
900
450
100
100
100
200
100
200
100
Top BOX Layer Processing Conditions
n/a
1100◦ C
SiO2 -SiO2
SiO2 -SiO2
Standard
Standard
temperatures and planarized prior to bonding. Note that in Structure
B, the thermal oxide is thinner and grown at higher temperature than
that for structures C and D. In addition, bonding surfaces of wafers C
and D were plasma activated prior to bonding.
Allowable thermal budgets for device processing were determined
for the Ge SOLES samples. The wafers were cleaved into pieces and
annealed in a tube furnace in N2 ambient for 8.5 hours at temperatures
up to 940 ± 5◦ C. This duration was chosen to be consistent with a safe
thermal budget devised for the previous implementation of monolithically integrated InP HBT and Si CMOS, reported by Yang et al.5
Plan-view optical microscopy (Nomarski) and cross sectional transmission electron microscopy (TEM) were used to confirm structural
changes in the wafers after annealing whereas secondary ion mass
spectroscopy (SIMS) was performed in order to determine Ge diffusion profiles in the substrates. TEM samples were made by cleaving
the wafers into small pieces, manually polishing with silicon carbide
lapping film of successively finer grit size, followed by ion milling at
a glancing angle of 15o . A JEOL 2011 High Contrast Digital TEM is
used in this work.
C
200
D
200
700
170
100
100
100
100
700
235
n/a
100
100
100
950◦ C
SiO2 -SiO2
Plasma- activated
950◦ C
SiO2 -Ge
Plasma- activated
devices were to be built on this Si layer. Additional analysis of Ge
diffusion in the SOLES structure provides a better understanding of
how to limit it.
In Ge SOLES structures B and C, with progressively higher annealing temperature, 1) the total planar density of diffused Ge atoms,
NGe (#Ge atoms/cm2 ), at the SiO2 /SiO2 bond interface remains approximately constant, 2) an accumulation of Ge in the thermal oxide
is accompanied by a corresponding depletion of Ge in the PECVD
oxide and 3) Ge progressively accumulates at the Si/SiO2 interface
at higher temperatures. Further, integration under the SIMS curve
reveals that the total concentration of diffused Ge remains approximately constant in Structures B, C and D; however, there is an increase
in total Ge incorporation in the BOX layer of Structure A.
For Structures B, C and D, the constant total NGe in the BOX
indicates that annealing causes a redistribution of Ge species already
present in the oxide layer after SOLES wafer fabrication. Additional
Ge diffusion from the bulk layer is too low to be detected in SIMS.
Results: Structural stability and diffusion in Ge-OI SOLES.—
Thermal budget considerations are extremely important for SOLES
substrates. TEM images of Ge-OI SOLES Structure A, as-fabricated
and after 8.5 h anneal at progressively higher temperatures, are shown
in Fig. 2, top.5 At 940 ± 5◦ C, Ge melting, agglomeration and film delamination can clearly be seen. For Ge-OI SOLES wafers annealed at
920 ± 5◦ C, neither TEM nor Nomarski reveals any structural change
in the buried Ge layer. Thus, 915◦ C was determined to be a conservative safe thermal budget for Ge-OI SOLES structurally.
In addition to major structural changes, Ge diffusion through the
SOLES wafers was considered. SIMS concentration profiles of Ge
in Ge-OI SOLES after 920 ± 5◦ C anneal are shown in Fig. 3. There
is progressive Ge diffusion through the buried SiO2 layers and Ge
accumulation at the bond interfaces and heterointerfaces.
For Structure A, Ge concentrations after annealing according to
the thermal budget of the CMOS process utilized for the integrated
InP HBT previously reported by Liu et al. and Yang et al.4,5 is shown.
Though some Ge diffusion through the BOX does occur, the modified
thermal budget successfully curtails the extent of this diffusion and
eliminates high Ge accumulation levels at the Si/SiO2 interface.5 For
Structures B, C and D, the Ge profile in the as-fabricated wafers
are shown in Fig. 3, together with the Ge diffusion profile after
805 ± 5◦ C, 855 ± 5◦ C and 920 ± 5◦ C. The location of Si/SiO2
and SiO2 /SiO2 interfaces can be easily identified by Ge spikes.
Discussion: Diffusion in Ge-OI SOLES.— As shown in Fig. 3, any
Ge species in the Si device layer of the Ge-OI SOLES is below the
detection limits of SIMS. However, the high Ge concentrations at the
Si/SiO2 interface is of some concern to CMOS devices on the SOI.
Ge atoms create interface states at Si/SiO2 interfaces and would be
especially critical if the most advanced fully-depleted-SOI CMOS
Figure 2. Cross-sectional TEM images of Ge-OI SOLES Structure A (a) asfabricated, (b) after 920 ± 5◦ C anneal and (c) 940 ± 5◦ C anneal, adapted
from,5 and Structures (d) B, (e) C and (f) D after 920 ± 5◦ C 8.5 hour anneal.
All images are taken using the [011] zone axis. The approximate positions of
the bond interfaces are indicated by the white lines.
Downloaded on 2016-03-28 to IP 18.51.1.88 address. Redistribution subject to ECS terms of use (see ecsdl.org/site/terms_use) unless CC License in place (see abstract).
P260
ECS Journal of Solid State Science and Technology, 4 (7) P258-P264 (2015)
Figure 3. Ge concentration profiles in Ge-OI SOLES structures from secondary ion mass spectroscopy (SIMS). Overlaid on each plot is the SOLES structure,
with bond interfaces indicated by dashed lines. (a) In Structure A, Ge concentration profile after 920 ± 5◦ C, 8.5 hour anneal (
) and after representative CMOS
) are shown. (b, c, d) In Structures B through D, Ge concentration profiles in as-fabricated wafers (
) and after 805 ± 5◦ C (
), 855 ± 5◦ C
thermal budget (
(
) and 920 ± 5◦ C (
) anneal are shown.
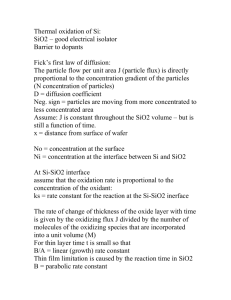
The assumption that there is no substantial Ge diffusion from the
bulk enables modeling of Ge diffusivity in the thermal SiO2 as a
1-D Gaussian distribution and for diffusivity to be extracted. The
diffusivities in Structures B and C vary between 2e-15 and 3e-14
cm2 /s between 800◦ C and 920◦ C and are shown as a function of
temperature in Fig. 4. From this data, a diffusion coefficient, Do =
5.6e-7 cm2 /s and activation energy, EA = 1.7 eV was extracted for Ge
diffusion in Structure B. The diffusivity of Ge in Structure C is an
order of magnitude lower than in Structure B.
Diffusion in SiO2 is often strongly affected by the impurities in,
and bonding structure of, the SiO2 matrix.6–11 The activation energy
Figure 4. Ge diffusivity, D, in thermal SiO2 as a function of temperature for
SOLES Structures B () and C (♦).
of 1.7 eV found in this work is consistent with oxygen-enhanced Ge
diffusion as a Ge-O complex, which has EA = 0.95 eV and >1.55
eV for Ge diffusion in 50nm or 100nm of unencapsulated SiO2 in O2
ambient.7–10
Oxygen-enhanced Ge diffusion was understood by Beyer and von
Borany as the diffusion of a Ge-O complex.8 Ge bonds with oxygen
to create a Ge-O complex which enters the SiO2 matrix and forms
an oxygen-deficient center (ODC) which diffuses through the rapid
breaking and re-forming of bonds at high temperatures. Through this
bond-hopping mechanism, Ge diffuses much faster, with lower activation energy, than in its “elemental” form, in which is must diffuse
through the free volume of SiO2 . Two studies have found diffusivity
below 3e-19 cm2 /s at 920◦ C and EA = 6.6 eV12 and EA = 3.9 eV13
for Ge diffusion without the aid of oxygen, which corresponds to diffusion lengths of less than 9.6 Å. Note that Ge diffusivity values in
the SOLES thermal oxide layers are also orders of magnitude lower
than the 2e-8 cm2 /s diffusivity at 920◦ C previously found in PECVD
SiO2 , which has high H2 concentration.11
At the SiO2 /SiO2 bond interface, a high concentration of Ge species
accumulates. This is likely due to the high density of dangling bonds,
greater free volume at this location and –O-H-O- bridges formed
through the hydrophilic wafer bonding process. The fast diffusing
Ge-O species can easily pick up additional oxygen to form immobile GeO2. 7–10,14–16 After all of the additional oxygen groups at the
bond interface react to form GeO2, Ge concentration at that interface
remains constant.
At the Si/SiO2 interface, there is a very strong driving force for
Ge-O to precipitate from the oxide by interacting with a Si-O group
at the interface and form elemental Ge, GeO + SiO → SiO2 + Ge.8
Downloaded on 2016-03-28 to IP 18.51.1.88 address. Redistribution subject to ECS terms of use (see ecsdl.org/site/terms_use) unless CC License in place (see abstract).
ECS Journal of Solid State Science and Technology, 4 (7) P258-P264 (2015)
Because it is a fully miscible system, this Ge then diffuses into the
Si, forming SiGe.17 Ge diffusivity in Si is 2.6e-18 cm2 /s at 920◦ C,13
which results in a diffusion depth of 57Å after an 8.5 hour anneal.
Thus, it appears as a spike in the SIMS concentration profile. (Note
that the highest Ge accumulation shown in the SIMS data in Fig. 3 is
2.9e19 cm−3 , for Structure B annealed at 920◦ C. This concentration
corresponds to a Ge concentration of less than 0.06%. The small
amount of strain presented by 0.06% Ge is easily accommodated and
is therefore inconsequential from a structural perspective but presents
a potential electrical challenge to CMOS devices on the SOI.)
One method of mitigating Ge diffusion is by incorporating higher
quality oxide into the SOLES structure. The thermal oxide in SOLES
Structure C is grown at lower temperature and is therefore of higher
quality, with lower OH incorporation18 and higher density.19,20 Ge
diffusivity in Structure C is indeed an order of magnitude lower than
that in Structure B.
In Structure D, thermal oxide was bonded directly to Ge without
an intervening PECVD oxide layer. With the lower quality PECVD
oxide eliminated from the structure, the total concentration of diffused
Ge is much lower than in Samples A, B, and C, which contain PECVD
oxide. The Ge that does incorporate in the BOX may be a result of
plasma activation of the Ge surface prior to wafer bonding, which
creates a thin layer of GeO2 and GeO on the surface of the Ge.21
Structure A is the only Ge SOLES structure investigated in this
work where NGe in the BOX does not remain constant as a function
of anneal temperature. The thicker PECVD SiO2 and continuous incorporation of Ge from the bulk renders the diffusion behavior much
more complex. Ge-O concentration in the PECVD oxide has not saturated during the wafer fabrication process. Thus, after annealing,
additional Ge from the bulk could still enter the SiO2 matrix and form
fast-diffusing Ge-O complexes, increasing total Ge in the oxide. This
data suggests that the quality and history of the PECVD SiO2 dictate
the initial Ge species concentrations in the SOLES structure and the
subsequent Ge concentration profiles.
P261
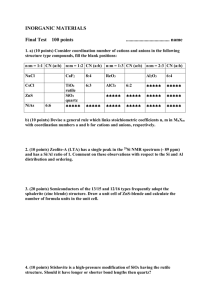
Figure 5. Schematic of fabrication sequence for InP/Si SOLES and InP-OI
SOLES. InP/Si and InP-OI designate the structure of the buried InP layer. (1)
PECVD SiO2 is deposited on the InP/Si donor wafer, densified and planarized.
(2) This substrate is then bonded to a thermally oxidized SOI donor wafer.
To create InP/Si SOLES, (3a) the Si and SiO2 from the SOI donor wafer are
removed. To create InP-OI SOLES, (3b) the Si substrate and Ge and GaAs
initiation layers from the InP/Si donor wafer are removed. PECVD SiO2 is
deposited on the back side of the InP, densified and planarized. (4) This wafer
is then bonded to a thermally oxidized Si handle wafer and (5) finally, Si and
SiO2 layers from the SOI donor wafer are removed.
InP-Based SOLES
Experimental.— In order to create InP-based SOLES, InP-on-Si
handle wafers are fabricated by first growing InP thin films on 150 mm
Si wafers, 6◦ offcut toward the {111} plane with an Aixtron/Thomas
Swan metallorganic chemical vapor deposition (MOCVD) reactor
designed with the capability of growing Group IV and III-V films in
the same chamber. The Si wafers were cleaned prior to InP epitaxy
with 10 minute piranha etch followed by the removal of native oxide
with a 10:1 H2 O:48% HF. First, a homoepitaxial Si buffer layer was
grown in an H2 ambient at 825◦ C using silane (SiH4) as the precursor.
This homoepitaxial layer is followed by ∼50 nm Ge and ∼100 nm
GaAs interlayers, grown at 350◦ C and 650◦ C respectively under N2
ambient, which promoted better InP film morphology. Precursors for
Ge and GaAs film growth were germane (GeH4), trimethylgallium
(TMGa) and arsine (AsH3 ). InP was then grown using a two-step
growth procedure which included a low temperature initiation layer
and higher temperature bulk growth layer. This growth was performed
using trimethylindium (TMI) and phosphine (PH3 ), again under N2
ambient. Finally, the films were thermal cycled to improve film quality.
The optimal InP film growth conditions to achieve good film quality were determined using design of experiment (DOE) methodology
with initiation layer V/III precursor ratio, initiation layer thickness,
initiation layer growth temperature, final growth temperature and thermal cycle temperature as the variables. The optimal quality InP film
growth sequence ultimately used in this work consisted of a 100 Å InP
initiation layer grown at 400◦ C with a V/III ratio of 2000, followed by
raising the temperature to 600◦ C for deposition of a thicker “bulk” InP
layer. In order to further improve film quality, samples with progressively greater InP film thickness were grown, encapsulated with SiO2
and then thermal cycled four (4) times between 250◦ C and 800◦ C in a
tube furnace under N2 ambient, as recommended by Hayafuji et al.22
Both the thicker film and thermal cycling increases the probability
of dislocation interaction and annihilation. Finally, film quality was
characterized using both cross-sectional and plan-view TEM on the
[011] zone axis and [220] as well as the full-width at half-maximum
(FWHM) of the InP rocking ω-2 curves in X-ray diffraction (XRD).
InP-based SOLES wafers were then fabricated through wafer
bonding and layer transfer. An oxide-oxide hydrophilic bond was
chosen for ease of implementation and to mirror the process used to
create Ge-based SOLES.1,3 Two versions of InP SOLES were fabricated and designated in this work by the buried InP template structure
as InP-on-Si SOLES and InP-OI SOLES. The fabrication processes
are shown in Fig. 5.
For both structures, the fabrication sequence started with (1)
PECVD deposition of SiO2 on an InP-on-Si handle wafer using an
STS PECVD, oxide densification at 700◦ C in a tube furnace under
N2 ambient and planarization using CMP to achieve surface conditions necessary for bonding. (2) This InP-on-Si handle wafer was then
bonded to a thermally oxidized SOI wafer, creating a BOX layer. Bond
strengthening anneals were then performed at 800◦ C in a tube furnace
in N2 ambient. To create the InP-on-Si SOLES structure, (3a) the Si
and SiO2 from the SOI donor wafer was removed using mechanical
grinding and KOH wet chemical etching.
Fabrication of the InP-OI SOLES was more complex. After the
first bond-strengthening anneal, (3b) the Si substrate and GaAs and
Ge adhesion layers from the InP-on-Si wafer were removed using a piranha etch, after which a PECVD oxide was deposited on the exposed
InP surface. This PECVD oxide film was densified and planarized to
create a smooth bonding surface. (4) This structure was bonded to
a thermally oxidized Si handle wafer to create a second BOX layer.
At this point, (5) the Si substrate and SiO2 from the SOI wafer were
Downloaded on 2016-03-28 to IP 18.51.1.88 address. Redistribution subject to ECS terms of use (see ecsdl.org/site/terms_use) unless CC License in place (see abstract).
P262
ECS Journal of Solid State Science and Technology, 4 (7) P258-P264 (2015)
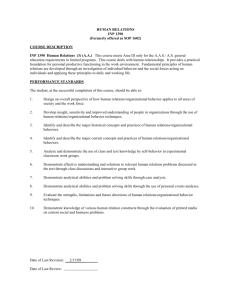
Figure 6. Planview TEM images of InP-on-Si films with InP film thickness
of (a) 1.85um, (b) 3.9um and (c) 4.5um after 800◦ C thermal cycle taken in
bright field, using [220] diffraction condition. (d) FWHM () and TDD ()
for these films. All TEM images share the same scale bar.
finally removed through a combination of mechanical grind and KOH
wet chemical etch to create the final InP-OI SOLES.
Similar to the Ge SOLES structures described above, allowable
thermal budgets were determined for the InP based SOLES structures. InP-on-Si SOLES samples were cleaved into pieces and only
annealed at temperatures up to 860◦ C for 4 hours. The more advanced
InP-OI SOLES structures underwent longer anneals for 8.5 hours at
temperatures up to 940 ± 5◦ C to mirror Ge-OI SOLES. Nomarski,
cross sectional TEM and SIMS were performed to understand the
physical properties.
Results: InP SOLES demonstration and thermal stability.— Using the InP-on-Si growth procedures described above, InP films with
FWHM of 207 arcsec from XRD of the InP peak and TDD of 9.5 ±
0.3E7 cm−2 was achieved for 4.5 μm thick InP films, as shown in Fig.
6. TDD was calculated by counting dislocations captured in ten (10)
bright field PVTEM images taken in the [220] beam condition. The
area of each image is approximately 20 um. Lower thickness films
exhibited higher dislocation density and more stacking faults.
InP-on-Si SOLES and InP-OI SOLES were both successfully made
using wafer bonding and layer transfer. A photograph and crosssectional TEM images of the InP-on-Si SOLES substrate, before final
SiO2 etch, is shown in Fig. 7. Note that 1.85μm InP films are used for
the InP SOLES demonstration here and a high density of dislocations
can be seen in the InP film. The bond interface is indicated by the
white lines.
The InP-on-Si SOLES wafers have thermal stability which is far
below that required for Si CMOS processing. Cross sectional TEM
images of these Ge and GaAs buried layers after annealing at 810◦ C
and 860◦ C are presented in Fig. 8. At the GaAs/InP interface, a distinct
new layer, bounded by a dislocation array at either end and indicated by
the white lines in Figs. 8a and 8b, is formed. With progressively higher
temperature, the thickness of this layer in between the dislocation
array also grows. Further, in the wafer annealed at 860◦ C, a much
more extensive network of dislocations which extends greater than
500nm into the Si substrate in some areas can be seen.
For purposes of this work, the stability of InP SOLES is improved
by developing the InP-OI SOLES structure. TEM and optical microscope images of InP-OI SOLES wafers after progressively higher
Figure 7. (a) Photograph of InP-on-Si SOLES wafer. The SiO2 from the SOI
donor wafer is still intact. Cross sectional TEM images of InP-on-Si SOLES
structure (b) on [011] zone axis and (c) in the [220] diffraction condition to
highlight the dislocation network. The bond interfaces is indicated by the white
line.
temperature 8.5 hour thermal anneal are shown in Fig. 9. Though
some blisters can be seen in the Nomarski images (even in the asfabricated wafers), after extended 800 ± 5◦ C anneal, there were
no observable changes in their density or size. At higher temperatures, however, these blisters grew and led to areas of local film
delamination.
Despite a slight increase in blister density, the InP-OI SOLES
structure is largely robust up to 850 ± 5◦ C with minimal detectable
structural changes in the InP film. Between 850 ± 5◦ C and 915 ±
5◦ C, significant changes do occur. Though some parts of the SOLES
structure remain intact, there are also portions of the sample where
the continuous InP interlayer has transformed to form nanoparticles
in the SiO2. At even higher anneal temperatures, intact InP layers become increasingly difficult to find, even on a TEM scale. Nanoparticle
Figure 8. Cross-sectional TEM images of Ge and GaAs initiation layers in
the InP-on-Si structure after (a) 810◦ C and (b and c) 860◦ C anneal for 4 hours.
Images are taken in bright field using the [220] diffraction condition to better
highlight dislocations.
Downloaded on 2016-03-28 to IP 18.51.1.88 address. Redistribution subject to ECS terms of use (see ecsdl.org/site/terms_use) unless CC License in place (see abstract).
ECS Journal of Solid State Science and Technology, 4 (7) P258-P264 (2015)
P263
nition of the new layer may be a result of the miscibility gap in the
quaternary system, as shown by Cohen.24
With higher thermal budget anneals, the dense dislocation network
between Ge and Si also becomes progressively thicker, extending both
up into what was originally the Ge film and down into the Si substrate.
This dislocation movement suggests Ge-Si interdiffusion and strain
relaxation over a larger thickness. No distinct interfacial layer is seen
between Ge and Si, consistent with the complete miscibility of this
materials system.
Given that this highest anneal temperature used in this work for
the InP-on-Si substrate is close to the eutectic temperature of the
GaAs-Ge system, it is possible that localized melting may have given
rise to the interaction between all of the layers at 860◦ C, as shown
in Fig. 8c. Additional work such as energy dispersive spectroscopy
(EDS) or selective area diffraction (SAD) would further confirm this
hypothesis.
Figure 9. Cross-sectional TEM (a-e) and plan view Nomarski microscope
(f-j) images of InP-OI SOLES as-fabricated (a and f) and after 800 ± 5◦ C (b
and g), 850 ± 5◦ C (c and h), 915 ± 5◦ C (d and i) and 1000 ± 5◦ C (e and j)
8.5 hour anneals. TEM images are taken on the [011] zone axis.
formation can be seen in some areas; InP simply de-bonds from the
SiO2 in others (not shown).
In addition to structural integrity, diffusion of In and P up to the
Si device layer is also considered. For InP-OI SOLES, SIMS concentration profiles of In and P after extended 850 ± 5◦ C anneal and of In
after 915 ± 5◦ C anneal are shown in Fig. 10. Extensive In diffusion
is seen throughout the SiO2 film but there is no sign of P diffusion. A
few characteristics of these SIMS scans for InP-OI SOLES should be
noted. Due to sample charging during the SIMS scan (from the thick
SiO2 layer); the Si substrates are removed prior to acquiring SIMS
data. Indium concentration data in the top Si layer is captured from a
front-side scan for the 915 ± 5◦ C sample, whereas the same data for
the 850 ± 5◦ C sample is captured from a back side scan. In both cases,
In is below the detection limit of SIMS. Because back side scans were
performed for these films, the new surface of the 915 ± 5◦ C annealed
sample was positioned at ∼3.5 μm whereas the new surface of the
850 ± 5◦ C annealed sample was positioned at ∼5 μm. The decrease
in Indium concentration at each of these positions may be a surface
artifact.
Discussion: Structural stability of InP-on-Si SOLES.— The dislocation arrays present at the GaAs/InP and Si/Ge interfaces of the
InP-on-Si SOLES structure shown in Fig. 8 suggest that progressive
interdiffusion of the GaAs layer with InP and of the Ge layer with Si
is possible. At the GaAs/InP interface, there is an unidentified layer
bounded by two dislocation arrays. It is possible that this intermediate
layer contains all four elements (In, Ga, As, and P) as reported by
Jin-Phillipp et al. for a bonded InP/GaAs interface.23 The clear defi-
Discussion: Structural stability and diffusion in InP-OI SOLES.—
Nomarski revealed the only macro-scale surface defect in the InPOI SOLES wafer structure after annealing at progressively higher
temperatures to be an increase in blisters, as shown in Fig. 9. One
hypothesis for the source of these blisters is that they arise from
imperfect wafer bonding, possibly due to contamination at the bond
interface. However, the true origin of these blisters requires further
study and would best be understood through TEM or scanning electron
microscopy (SEM) images of samples prepared using focused ionbeam (FIB) to target the precise location of the blister.
On a local scale, the InP-OI SOLES structure was largely robust
up to 850 ± 5◦ C with no detectable structural change in TEM, as seen
in Fig. 9c. Between 850 ± 5◦ C and 915 ± 5◦ C, however, there are
portions of the sample where InP forms nanoparticles in the lower
SiO2 layer, Fig. 9d. At even higher temperatures, the effect is more
catastrophic, as seen in Fig. 9e. The spatial separation of In and P
shown in the SIMS data in Fig. 10 may elucidate the mechanism for
this nanoparticle formation.
Indium diffusion throughout the SiO2 layer leaves a high concentration of P near the InP/SiO2 interface. The excess P can incorporate
into the Si sites of the SiO2 network and form P2 O5 . Although the
precise configuration of P incorporation in the SiO2 matrix needs to
be confirmed, a P2 O5 structure would be consistent with both the lack
of P diffusion and the anomalous melting and nanoparticle formation.
With reference to the former, the P2 O5 structure is relatively immobile in SiO2 .6 With reference to the latter, SiO2 -P2 O5 has a eutectic
Figure 10. Concentration profiles of In and P in InP-OI SOLES after extended 850 ± 5◦ C, 8.5 hour anneal (
) and of In after 915 ± 5◦ C, 8.5 hour
).
anneal (
Downloaded on 2016-03-28 to IP 18.51.1.88 address. Redistribution subject to ECS terms of use (see ecsdl.org/site/terms_use) unless CC License in place (see abstract).
P264
ECS Journal of Solid State Science and Technology, 4 (7) P258-P264 (2015)
temperature at approximately 850◦ C (and 20% P2 O5 ), 25,26 far below
the melting point of either SiO2 or InP alone and corresponding to
the lowest temperature at which nanoparticle formation is seen in
this work. Thus, extreme care must be taken when considering wafer
fabrication thermal budgets for the current InP-OI SOLES structures.
In contrast to the low P diffusion, the SIMS data in Fig. 10 reveals
that indium diffusivity in the buried oxide layers of the InP-OI SOLES
structure is extremely high. Similar to Ge, indium diffusion in SiO2 has
been proposed to occur via slow In+ ion diffusion and fast oxygenenhanced diffusion mechanisms.6 Oxygen-enhanced In diffusivities
have been found to be on the order of 1e-13 cm2 /s in thermal oxide at
temperatures relevant to this work.27,28 For the InP-OI SOLES wafers
demonstrated here, since a majority of the BOX layer is comprised of
PECVD SiO2 , a fast diffusion mechanism such as oxygen-enhanced
diffusion is very likely. Just as higher Ge diffusivity had been found
in PECVD oxide as compared against thermal oxide, very high In
diffusivity is present in the PECVD oxide in this InP-OI SOLES
structure.
Finally note that indium accumulates at the highly imperfect
SiO2 /SiO2 bond interface, similar to Ge, but there is no indium peak
at the Si-SiO2 interface. Given indium’s solid solubility in Si of only
∼1e18 cm−3 ,29 and segregation coefficient of between ∼0.1 and 0.001
in this temperature range studied here,28,30 indium remains in the SiO2
over Si. The lack of In diffusion into the Si device layer is advantageous for the CMOS devices which would be processed on this Si
layer. However, the high In levels in the BOX may still make the
InP-OI SOLES integration platform a challenge for integrating fullydepleted SOI CMOS devices.
Conclusions
SOLES substrates present a viable platform for integrating Si
CMOS and III-V compound semiconductor devices. However, due
to the stringent requirements demanded of SOLES substrates, careful
design of wafer fabrication procedures and device processing steps
is necessary. Two versions of InP SOLES wafers are demonstrated
through bonding of silicon, SOI and InP-on-Si wafers grown using a
two-step growth method. The allowable processing budgets of these
InP SOLES substrates are studied in detail and compared with previously fabricated Ge SOLES substrates in order to elucidate the optimal
methods of fabricating SOLES wafer structures.
The simplest fabrication process for creating a SOLES substrate
entails a single bonding and layer transfer step. A Si device layer
is transferred onto a III-V template supported on Si, as in Ge/SiGe
SOLES1 or InP-on-Si SOLES. For these SOLES substrates, it is the
buried layers between the III-V template and Si substrate that impose the most severe thermal budget constraints to subsequent device
processing.
It is therefore advantageous to simplify the final SOLES structure
by using a double layer transfer process to create SOLES structures
with two BOX layers. Replacing the layers beneath the III-V template
with SiO2 also has the advantage of eliminating the III-V/group IV
interface (for InP-on-Si SOLES substrates) and improving isolation
schemes.
Finally, the quality of the two BOX layers must also be optimized
in order to limit diffusion of the III-V template materials and improve
allowable processing thermal budgets. For Ge-OI SOLES high quality
oxide has been shown here to mitigate Ge diffusion through the SiO2
matrix and accumulation near the Si/SiO2 interface. Further, incorporation of SiNx diffusion barriers were previously demonstrated.5
For InP-OI SOLES substrates, the effect of higher quality oxides and
diffusion barriers in limiting the spatial separation between In and
P and improving thermal stability should be explored. Anomalous
melting of the InP layer below the expected melting temperature of
InP should also be better understood. Finally, the thermal budget of
CMOS processing steps should also be designed to avoid melting of
and minimize diffusion of the III-V template material.
Acknowledgments
This work was funded by the DARPA COSMOS program, ONR
contract number N00014-07-C-0629, and made use of MIT MTL and
CMSE facilities.
References
1. C. Dohrman, K. Chilukuri, D. Isaacson, M. Lee, and E. Fitzgerald, Fabrication
of silicon on lattice-engineered substrate (SOLES) as a platform for monolithic
integration of CMOS and optoelectronic devices. Mater. Sci. Eng. B 135, 235
(2006).
2. K. Chilukuri, M. J. Mori, C. L. Dohrman, and E. a. Fitzgerald, Monolithic CMOScompatible AlGaInP visible LED arrays on silicon on lattice-engineered substrates
(SOLES). Semicond. Sci. Technol. 22, 29 (2007).
3. F. Letertre, Formation of III-V Semiconductor Engineered Substrates Using Smart
CutTM Layer Transfer Technology. Mater. Res. Soc. Symp. Proc. 1068, C01 (2008).
4. W. K. Liu, et al., Monolithic integration of InP-based transistors on Si substrates
using MBE. J. Cryst. Growth 311, 1979 (2009).
5. N. Yang, et al., Thermal considerations for advanced SOI substrates designed for
III-V/Si heterointegration. 2009 IEEE Int. SOI Conf. 1 (2009).
6. A. H. Van Ommen, Diffusion of group III and V elements in SiO2 . Appl. Surf. Sci.
30, 244 (1987).
7. N. Arai, H. Tsuji, N. Gotoh, T. Minotani, and T. Ishibashi, Thermal diffusion behavior
of implanted germanium atoms in silicon dioxide film measured by high-resolution
RBS. Surf. Coat. Technol. 201, 8312 (2007).
8. V. Beyer and J. Von Borany, Elemental redistribution and Ge loss during ion-beam
synthesis of Ge nanocrystals in SiO2 films. Phys. Rev. B 77, 1 (2008).
9. V. A. Borodin, K. H. Heinig, and B. Schmidt, Modeling of Ge nanocluster evolution
in ion-implanted SiO2 layer. Nucl. Instruments Methods Phys. Res. 147, 286 (1999).
10. K. H. Heinig, et al., Precipitation, ripening and chemical effects during annealing
of Ge ‡ implanted SiO2 layers. Nucl. Instruments Methods Phys. Res. B 148, 969
(1999).
11. G. Taraschi, SiGe-on-Insulator and Strained-Si-on-Insulator for Strained-Si CMOS
and Nanocrystalline-Ge Waveguides. (Massachusetts Institute of Technology, 2003).
12. M. V. Minke and K. A. Jackson, Diffusion of germanium in silica glass. J. Non. Cryst.
Solids 351, 2310 (2005).
13. M. Ogino, Y. Oana, and M. Watanabe, The Diffusion Coefficient of Germanium in
Silicon. Phys. Status Solidi A 72, 535 (1982).
14. H. G. Chew, et al., Effect of germanium concentration and oxide diffusion barrier
on the formation and distribution of germanium nanocrystals in silicon oxide matrix.
Nanotechnology 17, 1964 (2006).
15. W. K. Choi, et al., Formation of germanium nanocrystals in thick silicon oxide matrix
on silicon substrate under rapid thermal annealing. J. Cryst. Growth 288, 79 (2006).
16. J. Von Borany, et al., Multimodal impurity redistribution and nanocluster formation
in Ge implanted silicon dioxide films. Appl. Phys. Lett. 71, 3215 (1997).
17. A. Markwitz, B. Schmidt, W. Matz, R. Grotzchel, and A. Mucklih, Microstructural
investigation of ion beam synthesised germanium nanoclusters embedded in SiO2
layers. Nucl. Instruments Methods Phys. Res. 142, 338 (1998).
18. A. J. Moulson and J. P. Roberts, Water in Silica Glass. Trans. Faraday Soc. 57, 1208
(1961).
19. E. A. Taft, The Optical Constants of Silicon and Dry Oxygen Oxides of Silicon at
5461A. J. Electrochem. Soc. 968 (1978).
20. C. S. Rafferty, L. M. Landsberger, R. W. Dutton, and W. a. Tiller, Nonlinear viscoelastic dilation of SiO2 films. Appl. Phys. Lett. 54, 151 (1989).
21. D. Pasquariello and K. Hjort, Plasma-Assisted InP-to-Si Low Temperature Wafer
Bonding. IEEE J. Sel. Top. Quantum Electron. 8, 118 (2002).
22. N. Hayafuji, et al., Improvement of InP Crystal Quality on GaAs Substrates by
Thermal Cyclic Annealing. Jpn. J. Appl. Phys. 28, L1721 (1989).
23. N. Y. Jin-Phillipp, W. Sigle, A. Black, D. Babic, and J. E. Bowers, Interface of directly
bonded GaAs and InP. J. Appl. Phys. 89, 1017 (2001).
24. R. M. Cohen, Interdiffusion in alloys of the GaInAsP system. J. Appl. Phys. 73, 4903
(1993).
25. J. M. Eldridge and P. Balk, Formation of phosphosilicate glass films on silicon dioxide. Trans. Metall. Soc. AIME 242, 539 (1968).
26. T. Yamaji and F. Ichikawa, Diffusion of ion-implanted phosphorus within thermally
grown SiO2 in O2 ambient. J. Appl. Phys. 59, 1981 (1986).
27. a. H. Van Ommen, Diffusion of ion-implanted In and Tl in SiO2 . J. Appl. Phys. 57,
5220 (1985).
28. D. A. Antoniadis and I. Moskowitz, Diffusion of indium in silicon inert and oxidizing
ambients. J. Appl. Phys. 53, 9214 (1982).
29. S. Solmi, et al., Investigation on indium diffusion in silicon. J. Appl. Phys. 92, 1361
(2002).
30. I. C. Kizilyalli, T. L. Rich, F. a. Stevie, and C. S. Rafferty, Diffusion parameters of
indium for silicon process modeling. J. Appl. Phys. 80, 4944 (1996).
Downloaded on 2016-03-28 to IP 18.51.1.88 address. Redistribution subject to ECS terms of use (see ecsdl.org/site/terms_use) unless CC License in place (see abstract).