Scalable Manufacturing of Energetic Materials for Integrated Systems

Scalable Manufacturing of Energetic Materials for Integrated Systems
Stephen Tse, Alberto Cuitino, Fernando Muzzio,
Assimina Pelegri, and Bernard Kear
School of Engineering, Rutgers University
Piscataway, NJ 08854
Inaugural Meeting of the National Energetic Materials Consortium
Texas Tech University
13 October 2015
Outline
Nanowire Synthesis of NanoEnergetics
Nanoparticle Synthesis of Cubic Boron
Nitride
In-situ Laser-Based Diagnostics
Graphene Synthesis
Characterization and Continuous
Automation of an Environmentally Green
Primer
Nanowire Synthesis
Relevance -- Nanowires
Robust materials with improved properties are needed for structural, functional, and device applications
Of strong interest are functional one-dimensional nanostructures due to their unique and innovative applications in optics, optoelectronics, catalysis, and piezoelectricity
Semiconducting oxide nanowires constitute a unique group of
1D nanomaterials, which have well-defined and uniform shapes, stable surfaces, and single-crystal volumes
These properties are keys to nanoelectronic applications like use as field effect transistors, ultra-sensitive nano-size gas sensors, nanoresonators, and nanocantilevers
Relevance -- Nanowires
Moreover, nanowires of MoO
3
, CuO, WO
3
, Fe
2
O
3
, Bi
2
O
3
, and MnO
2 can be exploited for tailored heat release in nano-energetic applications involving thermite reactions with nano-Al
Al coating metal-oxide nanowire
Al nanoparticle metal-oxide nanowire substrate substrate
Motivation
Many approaches have been used to prepare nanowires/rods, such as vapor-liquid-solid growth, solution-liquidsolid methods, template mediate growth, electron beam lithography, and scanning tunneling microscopy techniques
However, these methods can be complex, involving pretreatment, catalysts, and vacuum systems, while still characterized by low single-nanowire growth rates and low total yield densities
Consequently, studies on nanoscale materials and their applications are presently limited due to lack of easy processes for high- rate, yield, purity, and orientation synthesis of such materials
The growth of metal-oxide nanowires over large areas remains especially challenging
Quasi 1-D Flame
Counterflow Diffusion Flame
Spontaneous Raman Spectroscopy
M beam
Pulse-Stretcher 2x Nd:YAG Laser
BS
M
Power
Meter
Computer
L
Beam
Dump
Raman Notch Filter
Image Rotator
Delay/Gate
Generator
Retroreflector
CVD Chamber with optical access
L y z
3-D translation x
Achromats
Prism
ICCD Camera
Imaging
Spectrometer
Gas-Phase Simulation
Axi-symmetric counterflow diffusion flame code
GRI-Mech 1.2 (32 species, 177 reactions)
Transport properties computed with
CHEMKIN subroutines
Boundary conditions at burners specify plug flow inlet mass flux and temperature
Flame Structure Validation (Raman)
60.00%
50.00%
40.00%
30.00%
20.00%
10.00%
0.00%
-0.6
-0.3
0 0.3
position/mm
0.6
2500
O2
CH4
H20
H2
Sum/4
T
2000
1500
1000
500
0.9
0
Temperature & major species
12.00%
10.00%
8.00%
6.00%
CO2
CO
C2H2
4.00%
2.00%
0.00%
-0.6
-0.3
0 0.3
position/mm
0.6
0.9
With correction from interference from C-containing radicals
Experiment and Flame Structure
Air nozzle
Substrate probe z
Fuel nozzle
CH
4
+ N
2 r
Aligned Tungsten-Oxide Nanowires
Dense yield of nanomaterials grown directly on a tungsten substrate
Diameters of 20-50nm, lengths > 10µm, 10min sampling duration
EDX tungsten oxide
TEM of Tungsten Oxide (WO
2.9
)
20 nm
Different crystal structures include: cubic and monoclinic
WO
3
, tetragonal WO
2.9
, and monoclinic W
18
O
49
Indexed SAED pattern with the first three highest intensities of
3.779Å, 3.126Å, and 2.67Å match very well with the tetragonal phase of WO
2.9
with lattice constants of a = 5.3Å, b
= 5.3Å, and c = 3.83Å (PDF card #18-1417) d -spacings correspond to {110},
{101}, and {200}, respectively
Crystallinity
[110]
0.378 nm
Dislocation-free, single-crystalline
2-D Fourier transform pattern gives average spacing for lattice planes of
3.78Å, which corresponds to the reflections from d -spacings of (110) planes of the tetragonal WO
2.9
phase
Preferable growth along the [110] direction
10 nm
Growth Mechanism
20 nm
Growth appears to be by vapor-solid (VS) mechanism
– no metal nanoparticle at its tip (VLS)
– thickening by a ledge-growth mechanism
Zinc Oxide
Molybdenum Oxide
Molybdenum oxide grown in the CH
4 flame on the air side (z=+.83cm) at low magnification (top) and high magnification (bottom)
Air Side (2000K)
Molybdenum oxide grown in the H
2 flame on the fuel side at 5,000X (top) and 10,000X (bottom)
Fuel Side (2000K)
Copper Oxide
Low magnification copper oxide nanowires grown in a CH
(z=+0.97cm) (top)
4 flame
Magnified FESEM image of nanowires grown in CH
4
(bottom)
Low magnification showing yield of copper oxide from H
2 flame
(z=+0.97cm) (top)
Typical image of copper oxide grown in the H
2 flame (bottom)
Air Side (900K)
Iron Oxide
Low magnification iron oxide nanowires grown in a CH
4 flame (top)
Magnified FESEM image of nanowires grown in CH
4
(bottom)
Low magnification showing dense yield of iron oxide from H
2 flame (top)
Typical image of iron oxide grown in the H
2 flame(bottom)
Air Side (1000K)
Energetics
Nanoscale energetic materials have the potential for enhanced energy release and mechanical properties, versus their conventional counterparts
Energetic nanomixtures and nanocomposites e.g. Thermite reactions (Al/MoO
3
, Al/CuO, Al/WO
3
, Al/Fe
2
O
3
, Al/Bi
2
O
3
, and
Al/MnO
2
)
– Based on intermolecular, rather than intramolecular, reactions, energetic nanocomposites require intimate mixing of the reactants on the nanometer length scale
– The use of nanoscale structures enhance chemical kinetics due to their high surface area and short diffusion length
– Given the proximity and uniformity of the fuel and oxidizer nanostructures, the final nanophase composite can be extremely dense in energy and capable of generating high power
Densities and Reaction Enthalpies
8
7
6
5
2
1
4
3
• Wide range of material densities is readily available
(Al-Teflon composite shown for comparison)
• Reaction enthalpies are very high
100
80
Full Oxidation
Thermite/Intermetallic
Reaction
60
40
20
0
• Oxidation of the reaction products by ambient air adds significant combustion energy
From Ed Dreizin
Relevance -- Nanowires
Moreover, nanowires of MoO
3
, CuO, WO
3
, Fe
2
O
3
, Bi
2
O
3
, and MnO
2 can be exploited for tailored heat release in nano-energetic applications involving thermite reactions with nano-Al
Al coating metal-oxide nanowire
Al nanoparticle metal-oxide nanowire substrate substrate
Nanoenergetic Materials for MEMS
Zhang et al., Applied Physics Letters , 2007
– Grew CuOx nanowires by thermal oxidation of electroplated Cu layer
Nanoenergetic Materials for MEMS
Menon et al., Applied Physics Letters , 2004
– embedded an array of Fe
2
O
3 nanowires inside a thin Al film
(1)
(2)
(3)
(4)
Electrochemical anodization of Al foil to form nanoporous alumina templates
Fe nanowire fabricated inside nanopores by electrochemical deposition
Etching of alumina walls to reveal Fe nanowires
Fe nanowires oxidized into Fe
2
O
3 nanowires by annealing
Experiment Set-up
Burner
W
Burner
WO
2.9
NW
Al
Bath
Al coating
Step 2
Step 2 Step 1
Electrodeposition Procedure
• Tungsten oxide nanowires array fabricated by flame synthesis method.
• Al layer with thickness of ~16nm directly deposited on the surface of WO
2.9
nanowires by the ionic-liquid electrodeposition method under an inert atmosphere.
• A 1.5:1 molar ratio of aluminum chloride and 1-ethyl-3methylimidazolium chloride ionic liquids were employed as the electrolyte at room temperature.
• The working electrodes were a tungsten wire with WO
2.9
nanowires grown on its surface and an aluminum wire. A potential of -1.5 V DC was applied for 15 minutes to fabricate the desired coaxial WO
2.9
/Al nanowires.
Jiang, T.; Chollier Brym, M. J.; Dubé, G.; Lasia, A.; Brisard, G. M.
Surf. Coatings Technol . 2006, 201, 1 –9.
Morphology
(a) (b)
(a) Low magnification FESEM image of as-synthesized tungsten oxide nanowires array by flame synthesis method and side-view image of the array showing well-aligned vertical growth (insert).
(b) Low magnification FESEM image of as-grown WO
2.9
/Al coaxial nanowires after electrodeposition and high magnification FESEM image of the coaxial nanowires (insert).
Morphology and Elemental Composition
[110] WO
2.9
Al
WO
2.9
10 nm
(e)
0
C
O
0.5
5 1/nm
20 nm
Al
1
W
1.5
W
W
2 2.5
Cl Cl
3
Energy (keV)
3.5
4 4.5
5
HRTEM Structure Characterization
• Atomically abrupt interface
• Transition monolayer
Combustion Reaction
Al-Coated
MoO
2
Nanoplates
MoO
2
MoO
2
/Al
MoO
2 thickness ~74 nm
MoO
2
/Al thickness ~200 nm
Al layer thickness ~63 nm
45 min deposition time other than 15 min for
WO
2.9
/Al system to verify the time effect
Nanoparticle Synthesis of Cubic Boron Nitride
Nanocrystalline Cubic Boron Nitride
Nanocrystalline Cubic Boron Nitride Monolith
Scientific/Technical Approach Summary:
Program Approach:
• RF power
• Gas (Ar, H
, N
• Mass flow rates
, CH )
• Ambient pressure & gas
• Precursor loading
• Substrate temperature
• Substrate voltage bias
• Substrate distance
4.5mm
Synthesis of < 20nm nanoparticles of metastable
(high-pressure, extended solid phase) cubic boron nitride (c-BN)
95%c-BN 17nm grain bulk sample
Self nanocomposite of superhard (extended solid - cubic) and tough (equilibrium – hex) nanograined phases
New Insights/Innovations:
• Synthesize and consolidate nanopowders of the c-BN to produce extended-solid nanomaterials with superior hardness, stiffness, bend strength, tensile strength, and fracture toughness.
• Reducing the grain size of single- or multi-phase materials to nanoscale dimensions yields significant
B
4
N improvements in mechanical properties
(> 1.5 times).
B
4+ m ol
-% B
• Ability to make large monoliths by ol
-% B m working with end-user companies (e.g.
BC
4
N
3
BC
N
2
N
30,000 ton presses.
mol-% C “C
3
N
4
”
B
4+
C
B
4
N m ol
-% B m ol
-% B
2
CN
2
BC
4
N BC
2
N
BC
3
N mol-% C “C
3
N
4
” ” ”
BN
“C
N
” ” ”
C c-BN
B C
TiC
SiC
Al O
TiN
Si hardness
N super hard hard
Gas-Phase diagnostics
• Temperature (SRS, FRS, OES. LIF)
• Chemical species (SRS, LIF, OES)
• Flow field velocity (PIV)
Particle diagnostics
• Composition (LIBS)
• Crystallinity (Raman)
• Size/Distribution (LII)
Gas-Phase phase
• Temperature
• Chemical species
• Flow field velocity
Particle growth & transport
• Sectional Model (precursor coalescence)
• Aerosol dynamics
“C N ” ” ”
• Phase & crystallinity (XRD)
• Morphologies & primary particle size (TEM)
• Powder surface area (BET)
• Particle size distribution (nano-SMPS)
C
Metastable Nanopowder synthesis : plasma and flame synthesis, with in-situ laser-based diagnostics, computational modeling, and powder characterization
Consolidation : high pressure / high temperature (e.g. 5GPa /
1000°C) c-BN
B C
Pathway to Goal
: super
• Plasma synthesis and consolidation will be used to produce ~1-2cm diameter (~0.5-1cm) thick nanocrystalline c-BN samples.
TiC
SiC hard
Al O
TiN
Si hardness
N
Potential Defense Application(s):
• Nano-ceramic composites provide superior hardness, stiffness, bend strength, tensile strength and fracture toughness.
• Robust materials of high strength and enhanced toughness are needed for many applications, including heavy and light
(including transparent) armor, gun-barrels and liners, machine tools, lubrication-free bearings, and optoelectronic devices in harsh environments.
Dimer-stabilized {100} Facets
<Cube Nanoparticle: NVE 400K>
Minimize ground state energy: dangling bonds -> dimerization
<Relaxed structure at ground state>
Similar to silicon {100} surface reconstruction
Phase Separation Driven Melting
• NVT simulation: T=3340K
0 ps boron cluster
Corner-initiated melting
500 ps 1 ns
2-fold boron corner
2 ns 3 ns 3.5 ns boron rich core
Nitrogen rich shell
C-BN NPs: Mixture of {100} & {111} Facets
• Computational extensive NVT simulations: temperature is around
<2.55 nm: NVT 50ns >
<2.55 nm: NVT 50ns >
Kagamida M, Kanda H, Akaishi M, Nukui A, Osawa T,
Yamaoka S.
Crystal growth of cubic boron nitride using Li
3
BN
2 solvent under high temperature and pressure. J Cryst Growth.
1989;94(1):261-269 .
<3.57 nm: NVT 40ns >
Mishima O, Era K. Science and technology of boron nitride.
Electric Refractory Materials. 2000:495-556 41
Orientation Alignment and Grain Growth
• 50-ns NVE simulation with initial T=2815K
(100K~200K below melting temperature)
• Two octahedron nanoparticles align gradually at temperature exceeds 2900K
• At 38ns, the temperature reaches 3050K
(above melting temperature)
0ps
100ps, T=2900K 38ns, T=3050K
Rapid Grain Growth at High Temperature
Initial T=3020K
(~ melting temperature)
<100ps, T=3050K> <top view> <front view>
Competition between grain growth
& phase separation
<8ns, T=3125K>
<12ns, T=3230K>
<15ns, T=3320K>
<16ns, T=3540K>
In-situ Laser-Based Diagnostics
Research Paradigm
• RF power
• Gas (Ar, H
• Precursor loading
• Substrate temperature
• Composition (LIBS)
• Crystallinity (Raman)
In-Situ Raman of Nano-Aerosol
Technique to characterize nanoparticles during gas-phase synthesis
Validation and calibration with titania (and alumina) nanoparticles
– Powder on glass slides at RT with in-situ optics layout
– Nanoparticle-seeded co-flow jet diffusion (phase evolution at high temperatures)
– Application during flame synthesis of titania
– Application during plasma synthesis of c -BN
Spontaneous Raman
M beam
Pulse-Stretcher 2x Nd:YAG Laser
BS
M
Power
Meter
Computer
L
Beam
Dump
Raman Notch Filter
Image Rotator
Delay/Gate
Generator
Retroreflector
CVD Chamber with optical access
L y z
3-D translation x
Achromats
Prism
ICCD Camera
Imaging
Spectrometer
Powder Characterization
146 (E g
)
Rutile (Ref. [43])
Anatase (Ref. [43])
Anatase (Raman microscope)
145 (E g
)
197 (E g
)
639 (E
398 (B
1g
)
516 (A
1g
+B
1g
) g
)
100 200 300 400 500
Raman Shift (cm
-1
)
600 700
397 (B
1g
)
516 (A
1g
+B
1g
)
639 (E g
)
100 200 300 400 500
Raman Shift (cm
-1
)
600 700
In-situ Calibration with Seeded Flame
f:12.5mm, 1554K, 65mW g:15.0mm, 1715K, 65mW d:7.5mm, 1386K, 60mW b:2.5mm, 763K, 30mW
) ) ) )
In-Situ Raman of Nanoparticles
A
A
A
A
100 300 500
Raman shift (cm
-1
)
700 a:2.5mm, 907K b:7.5mm, 1305K c:12.5mm, 1420K d:17.5mm, 1493K e:22.5mm, 1600K
MD of Nanoparticles
Experimental setup
2100
1800
1500
1200
900
600
300
0 4 8 12 16
Distance from nozzle, h (mm)
Schematic of the stagnation swirl flame setup for TiO
2 nanoparticle synthesis and the temperature along axis (measured by N
2
Raman)
55
Schematic of the laser diagnostic system
Prism
Prism
Aperture Lens
Laser Beam
Nd:YAG Laser
532nm / 355nm
Burner
Beam
Dump
Photodiode
1.5GHz Oscilloscope
Image
Rotator
Achromats
TriVista
Stage 1
PMT
ICCD
Stage 2
Stage 3
Computer
Sketch of the laser diagnostic system
Particle characterization
5000
4000
3000
2000
1000
0
20 30 40 50
2
( deg)
60 70 80
XRD and TEM of particles
XRD anatase (with database marked as red lines)
TEM particle size 6-8 nm (2mm above substrate and on substrate)
57
Typical LIBS signal from Ti atomic emission
30000 9000
25000
20000
15000
6000
10000 3000
5000
0
496 498 500 502 504
Wavelength (nm)
506
0
516 518 520 522
Wavelength (nm)
524 526
Emission spectra acquired from a laser excitation of 532nm (35mJ/pulse, 28J/cm 2 ),
Ti atomic spectra from NIST database marked by red lines.
Low laser energy (28J/cm 2 ), no visible plasma
Signal detected from particles on substrate not excited by flame
Al signal detected from Al
2
O
3 particles broad applicability
58
Existence of free electron
plasma-proof
28J/cm
2
, no gas breakdown, no delay
12000
96 J/cm
2
, gas breakdown, 900ns delay
30000
25000
Ti lines
N lines
10000
Ti atomic lines
N atomic lines
8000
20000
15000 6000
10000
4000
5000
2000
0
498 500 740 742 744 746
Wavelength (nm)
0
498 500 742 744 746 748
Wavelength (nm)
Peak fitting of Ti atomic emission with a laser fluence of 28J/cm 2
line broadening Stark broadening
Gas breakdown Calibration of Stark broadening parameter via comparing the broadening parameter of Ti and N Stark broadening parameter
Electron density
3 × 10 17 cm -3
LIBS for measurement of particle volume fraction
The increase of signal intensity versus particle volume fraction (controlled by the loading rate of precursor)
61
2D measurement
Two-dimensional distribution of particle-phase Ti imaged with a
500 nm band pass filter (FWMH 10 nm), laser fluence 24J/cm 2
62
Low-intensity LIBS with subsequent resonant excitation
12000 a)
9000
532nm excitation
12000 b)
9000
355nm excitation
6000 6000
3000 3000
0
496 497 498 499 500 501 502 503
Wavelength (nm)
0
496 497 498 499 500 501 502 503
Wavelength (nm)
Comparison of the emission spectra from a) 532nm and b) 355nm laser excitation
New emission line at 497.534nm
Much stronger than other emissions – better detection threshold
Confirmed by Ti particles only (in Ar atmosphere)
Discussion
• 355 nm laser line is actually
354.70nm.
– Resonant excitation
• Combine phase selective
LIBS and resonant enhancement
– Phase-selectivity (particles only)
– Select lines or atoms to excite
– Enhance the emission signal
4.997 eV
1.502 eV
2.506 eV w 1 F° b 1 D a 1 G
Diagram for resonant excitation of the titanium neutral atoms
Graphene Synthesis
Motivation
• Common methods for graphene/CNT/diamond synthesis include arc discharge, laser ablation, and chemical vapor deposition (CVD)
• But, large-scale applications require synthetic methods that are continuous, energy efficient, and do not require expensive starting materials
• Flame synthesis is scalable and offers potential for high volume production at reduced cost
• Flames readily provide temperatures and carbon species needed for graphene/CNT/diamond growth
Details of Multiple IDF Burner
Pyrolysis Vapors
(Rich in C & CO)
Oxidizer
Fuel
Honeycomb Structure
Flame Synthesis of Graphene on Substrates
e l
F u
O
X i z i d e r e l
F u z e d i r
O
X i e l
F u z e d i r
O
X i e l
F u e r i z
O
X i d
F u e l e r i z
O
X i d e l
F u
Flame
Hydrogen +
Pyrolysis Vapors
Quartz
Extension/Nozzle
Open to
Ambient
Graphene on Cu or Ni
Memon N. K, Tse S. D, et. al. Flame Synthesis of Graphene Films in Open Environments. Carbon 2011; 49(15):5064
–70.
Flame Synthesis
Few-layer Graphene on Cu or Ni
Hydrogen + Pyrolysis Vapors
Flame e r z i
O
X i d e l
F u e r i z
O
X i d
F u l e e r i z
O
X i d e l
F u e r i z
O
X i d e l
F u e r z i
O
X i d
TDL
Detector
Hydrogen
Pretreatment
Multiple
Inverse-
Flame
Synthesis
Burner
Raman and PL
Graphene Transfer
Srivastava A et. al. Chemistry of Materials 2010.
Raman Spectrum of Graphene
Ferrari, a; et al. Physical Review Letters 2006 , 97 , 1-4.
D peak at 1351 cm -1 , which is due to the first-order zone boundary phonons and is used to determine the disorder present in the graphene
G peak at 1580 cm -1 , which is related to the bond stretching of sp 2 bonded carbon atoms
2D peak at 2700 cm -1 , which is caused by the second-order zone boundary phonons
Ratio between the intensities of the G peak (I
G
) and the 2D peak (I
2D
) provides an estimate of the number of layers
For mono and bi-layer graphene, this ratio is
<1
If > two layers are present, ratios ranging from 1.3 to 2.4 have been reported for FLG
Kim, K. S. et. al. Nature 2009 , 457 , 706-10.
A
Graphene Growth on Cu (950°C)
B
7
8
9
5
6
10
11
1
4
1
2
3
D
2
2 μm
3 4 5 6 7 8 9 10 11
1.3
1.4
1.5
1.6
Cu I
G
/I
2D peak position
1.7
1.55
1.5
1.45
1.4
1.35
1.3
1.7
1.65
1.6
E
88
88
89
87
86
86
85
84
84
82
82
83
81
400
20 μm
450 450 500 600 550 550
Wavelength (nm)
650 650 700
5
0
-5
C
9000
8000
7000
6000
5000
G
2D
4000
3000
2000
1000
D
0
1200 1400 1600 1800 1400 1800 2000 2200 2200 2400 2600 2600
Raman Shift (cm -1 )
2800 3000
F
100 nm
50 100
Distance (nm)
150
3.95 nm
200
• I
G
/I
2D peak provides an estimate of the number of layers
• FWHM of our 2D peak is 75 cm -1 , consistent with FLG grown at atmospheric pressure
• Transmittance (2.3% per layer) of our FLG films at 550 nm is 86%, correlating to 6 layers
• AFM: 4nm thickness 4-8 monolayers of graphene
3
2
4
7
6
5
8
9
Graphene Growth on Cu – XPS
10 x 10
4
6 x 10
5
5.5
4.5
4
5
C 1s
3.5
3
2.5
2
1.5
1
0.5
250
O 1s
300 350 400 450
Binding Energy (eV)
500
1
0
280 281 282
282
283
C - C
284
284
285
C - O
286
286
287
C = O
288
288
289 290
290
291
Binding Energy (eV) Bae, S.; et. al. Nature Nanotechnology
2010 , 5 , 1-5.
• H
2
O product at high temperatures can result in oxygen doping of graphene
• However, with abundant H
2 present in the postflame species, and at relatively ‘‘low’’ growth temperatures (950C), such oxidation reactions are minimized
• XPS of the C 1s peak (main peak at 284.4 eV) indicates that most of the atoms are in the sp 2 C state
• Less than 10% of oxygen incorporation (e.g. CO) less than that for CVD-grown
6000
Graphene Growth on Ni, Co, Cu-Ni
(850°C)
4000 a
2000
D
G
I
D
/I
G
2D b a B
50nm
Cu-Ni Alloy
1000
0
500
8000
-2000
6000
0
1200
4000
1400 1600 1800 2000
Co
2200 2400 2600 2800 3000
70nm
0
Ni
150nm
5 1/nm
1400 1800 2200
Raman Shift (cm -1 )
2600
• I
D
/I
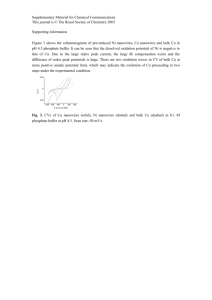
G is used as a metric for the disorder present in the graphene, which develops from domain boundaries, wrinkles, edges, impurities, and other factors
• A lower D peak, compared to that for Cu (~45nm), is observed for all three substrates
• The relatively higher D peak for the Cu–Ni alloy is likely due to the presence of Cu, and to the increased role of a surface growth mechanism
Experimental setup
Top view Open atmosphere
Cu Substrate
Quartz enclosure
E
L
F
U
Z
E
D
I
R
O
X
I
E
L
F
U
U
R
S
O
R
P
R
E
C
E
L
F
U
Z
E
D
I
R
O
X
I
E
L
F
U
Z
E
D
I
R
O
X
I
E
L
F
U
S
O
R
P
R
E
C
U
R
E
L
F
U
Z
E
D
I
R
O
X
I
E
L
F
U
Pyrolysis Vapors
Hydrogen flame
Photograph of multiple inverse-diffusional-flame
Characterization of Monolayer graphene films
2D
G
D
I
G
/I
2D
= 0.46
1350 1580 2700
I
G
/I
2D
=0.5
2D peak up-shifted 7 cm -1 and its FWHM = 39 cm -1
The slight up-shift of 2D peak is caused by a small percentage of Bilayer films.
Characterization and Continuous Automation of an Environmentally Green Primer
Tasks for Paste-Like Material
• Rheology
– Designed device for rheology measurement
– Study on placebo materials Device for filled weight study
– Designed device to fill cups and study weight variability
» First generation device (non energetics) was machined and studied
» Energetics filling device was machined and transferred
» Dosating study on placebo materials completed
• Modeling
– Implemented modeling method using DEM
Task for Slurry Materials
• Rheology
– Implemented technique for rheology measurement
– Started study on placebo materials
• Device for filled weight study
– Designed device to fill cups and study weight variability
» Device was transferred
» Study on placebo materials
• Modeling
– Implemented modeling method using CFD software
Characterization of
Pastes/Wet Powders
• GOAL: To find a placebo material that behaves similarly to energetic material by matching packing behavior
• Placebo characterization was performed on a small scale (20-
100mg) and a larger scale (4-20g)
• Small scale compressibility experiments were performed at
Rutgers and at Picatinny using sister devices (ARES and
RDA-III)
• A novel small scale attachment was designed by Rutgers and machined to perform compressibility tests on the ARES and
RDA-III
• Compressibility testing of live material was performed on the
Picatinny RDA-III
Characterization of
Pastes/Wet Powders
• Larger scale placebo characterization was performed at
Rutgers using a Freeman FT4 Powder Rheometer
• Compressibility results obtained by the ARES and RDA-III were compared to FT4 results to validate the novel cup and piston design
• Using the FT4, several characterization methods were implemented to test the flow and packing properties of placebo material: Compressibility, Permeability, Flow Energy,
Shear
Placebo
Glass beads
50
45
40
35
30
25
20
15
10
5
0
0.1
boy
Blue: 1-20 um
Orange: 53-45 um
Red: 106-90 um
Yellow: 300-250 um
1 10 100
Size (micron)
1000 10000 d
10
(µm) d
50
(µm) d
90
(µm)
Blue: 1-20 µm Orange: 53-45 µm Red: 106-90 µm Yellow: 300-250 µm
1 45 91 244
6 50 102 276
11 55 114 309
Compressibility
• Measures cohesion by relating it to the amount of entrapped air
• Technique shows general correlation to particle size and therefore cohesion, but some exceptions exist
• Commercial equipment use vessels ranging from 10 to 85mL
• We have developed a test that uses
~30mg of material
– Cup size is 5mm in diameter and 1.5 –
5mm in depth
• Procedure :
– Sample is loaded into vessel
– Piston is lowered at a constant rate of
0.005mm/s
– The vertical position of and the force exerted on the piston is recorded in time
– The density of the powder bed as a function of applied normal stress is calculated
1.7
1.5
1.3
1.1
0.9
0.7
0.5
0 500 1000
Applied Normal Stress (kPa)
1.5
2
1.5
2
Compressibility:
FT4 vs Small Scale Cup and Piston
2.5
275micron
2
1.5
1
0.5
Yellow - Dry
Yellow - 10%Water
Yellow - 20%Water
Yellow - 5%Water
Yellow - 15%Water
0
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Applied Normal Stress
1
0.5
0
0
275 microns
20
Stress (kPa)
2.5
100micron
2
1.5
1
0.5
Red - Dry
Red - 10%water
Red - 20%water
Red - 5%water
Red - 15%water
0
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Applied Normal Stress
1
0.5
0
0
40
0% 5%
10% 15%
20%
100 microns
0% 5%
10% 15%
20%
20
Stress (kPa)
40
Compressibility:
1.75
2
1.4
1.2
1
0.8
0.6
0.4
0.2
0
1.8
2
FT4 vs Small Scale Cup and Piston
50micron 2.5
50 microns
2
1.6
Orange - Dry
Orange - 10%Water
Orange - 20%Water
Orange - 5%Water
Orange - 15%Water
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Applied Normal Stress
1.5
1
0.5
0
0 10 20 30
Stress (kPa)
2.5
0% 5%
10% 15%
20%
40
5micron
5 microns
2
1.5
1.5
1.25
1
0.75
0.5
0.25
As Received
5wt% Water
15wt% Water
20wt% Water
2wt% Water
10wt% Water
17.5wt% Water
22.5wt% Water
0
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Applied Normal Stress (kPa)
1
0.5
0
0 10
0% 5% 10%
15% 20%
20 30
Stress (kPa)
40
50
50
1.6
1.4
1.2
1
0.8
0.6
0.4
0.2
0
EDEM Simulations – Dry Beads
Matching Compressibility Data
1.6
1.6
1.4
1.4
1.2
1
0.8
0.6
0.4
0.2
0
275 m m (within 1%)
DEM
FT4
1.2
1
0.8
0.6
0.4
0.2
0
100 m m (within 1%)
0 5 10 15
Piston Pressure [kPa]
20 0 5 10 15
Piston Pressure [kPa]
50 m m (within 2%)
DEM
FT4
0 5 10
Piston Pressure [kPa]
15 20
DEM
FT4
20
EDEM Simulations – Dry Beads
Matching Compressibility Data
0.8
50 micron
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
FT4 5%
FT4 10%
DEM, V = 0.1
DEM, V=0.2
0 5 10 15 20
Stress on Piston [kPa]
0.8
0.6
0.4
0.2
0
0
100 micron
5%water ft4
DEM
5 10 15
Stress on Piston [kPa]
20
Remarks
• The compressibility tests on the novel cup and piston devices show that the live material match well with multiple placebos
• Cup filling with live material will be performed at Picatinny
• Cup filling experiments at Rutgers will be carried out with the placebo material
• Simulations show comparable compressibility results and will be used to perform cup filling simulations
PASTE CUP FILLING
95
EDEM of Dosating
A model created with DEM that pushes the collected particles out of the nozzle
(rose colored) by a plungers (purple) into a cup (green). The progression of the plunger pushing the sample out of the tube and into the cup can be seen from left to right for each tube size.
Placebo Cup Filling Device
Manual tests proved feasibility.
Able to fill 5 cups at a time and up to 100 cups.
Variability will depend heavily on the material properties.
97
Machined dosating device
Energetic Cup Filling Device
99
Small Scale Dosating Device
Slurry Rheology
• Placebo viscosity was obtained using low and high viscosity
Brookfield DV-III Rheometers
• ARES Rheometer was used to obtain viscosity measurements for MIC
• Contact angle and density were also obtained
• Using these properties, simulations can more accurately represent the system
101
Placebo Study:
Effect of Nano-sized Alumina
Loading on Polymer Solutions
4000 4000
In 1 wt% HPMC
3500 3500
3000 3000
2500
2000 wt%
1% 3%
5% 10%
2500
2000
1500
1500
1000
1000
500
500
0
0 100
Shear Rate (1/s)
200
0
0
In 1wt% HEC wt% Alumina
0% 1%
3% 5%
50 100 150 200 250
Shear Rate (1/s)
Slurry Cup Filling Simulations
• Using these properties, simulations can more accurately represent the system
• Slurry simulation velocity magnitude
(m/s) (colors) and surface of slurry
(gray).
105
Remarks
• Rutgers will be performing cup filling experiments with placebos
• MIC cup filling to be performed by Picatinny
• Cup filling of MIC has been successfully performed by
Innovative Materials and Processes (IMP)
106
Acknowledgements
Post-docs
– Gang Xiong (synthesis, laser diagnostics)
– Zhizhong Dong (nanowire, nanoparticle synthesis)
– James Scicolone (green primer automation)
Graduate students
– Chris Stout (nanoparticle synthesis)
– Hua Hong (graphene synthesis)
– Bill Mozet (PLD)
– Michelle Lee (MD simulations)
Collaborators
– Keivan Esfarjani
Funding
– National Science Foundation
– Army Research Office
– U.S. Army
– DARPA
– Office of Naval Research