Design of a Low Cost Hydrostatic ... Anthony Raymond Wong
advertisement

Design of a Low Cost Hydrostatic Bearing
by
Anthony Raymond Wong
Submitted to the Department of Mechanical Engineering
in partial fulfillment of the requirements for the degree ol MASSACHUSETTS
INSTitUTE
OF TECHNOLOGY
Master of Science in Mechanical Engineering
at the
JUN 2 8 2012
L
LIBRARIES
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
ARCHIVES
June 2012
@ Massachusetts Institute of Technology 2012. All rights reserved.
Author ...............
............ . .I . . ). . . . . . . . . . . . . . . . . . . . . . .
Department of Mechan' al Engineering
May 17, 2012
Certified by. .........
...
...... ........
Alexander Slocum
Pappalardo Professor of Mechanical Engineering
Thesis Supervisor
...................
Accepted by.
David E. Hardt
Chairman, Department Committee on Graduate Theses
2
Design of a Low Cost Hydrostatic Bearing
by
Anthony Raymond Wong
Submitted to the Department of Mechanical Engineering
on May 17, 2012, in partial fulfillment of the
requirements for the degree of
Master of Science in Mechanical Engineering
Abstract
This thesis presents the design and manufacturing method for a new surface self compensating hydrostatic bearing. A lumped resistance model was used to analyze the
performance of the bearing and provide guidance on laying out the bearing features.
One arrangement of bearing features was cut into a flat sheet of ultra high molecular
weight polyethylene which was then formed into a cylindrical shape. The shaped
plastic was adhered to an aluminum housing then connected to a pump. Experimental data shows that the lumped resistance model provides a good estimation of
the bearing performance. After validating the analytical model, sensitivity studies
were conducted to predict changes in the bearing performance due to manufacturing
variances. The results of the model indicate the design is extremely robust.
Thesis Supervisor: Alexander Slocum
Title: Pappalardo Professor of Mechanical Engineering
3
Acknowledgments
I want to start by thanking my God, without whom none of this would be possible.
My father has been an inspiration to me. His stories about MIT made me think
it was somewhere I should go. His constant encouragement made me think MIT was
somwhere I could go. Though he has never studied mechanical engineering, this thesis
is part of his academic legacy.
I don't think words can adequately express my gratitude for my loving wife, Emily.
Thank you for letting me go on this great adventure.
I am also immensely grateful to my thesis advisor, Dr. Alex Slocum. His energy
and creativity motivated me to push forward. He had confidence in me (and the
bearing), when I didn't.
Also I want to thank my lab mates in PERG. Zac Trimble took time from finishing
his thesis to help me get the first test rig built. Folkers Rojas picked up the CFD
and struggled with the theory with me. Mark Belanger at Edgerton Shop and Josh
Dittrich were critical resources in building the hardware.
4
Contents
13
1 Introduction
2
. . . . ..
. . . . . . . . . . . . . . . .
M otivation.
1.2
Background . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2
14
T heory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17
2.1.1
Fluid Resistance
. . . . . . . . . . . . . . . . . . . . . . . . .
17
2.1.2
Bearing Pad Load. . . . . . . . . . . . . . . . . . . . . . . . .
22
2.1.3
Fluid Resistance Network
. . . . . . . . . . . . . . . . . . . .
23
2.1.4
Dimensionless Parameters . . . . . . . . . . . . . . . . . . . .
24
2.1.5
Friction Loss and Temperature Rise . . . . . . . . . . . . . . .
25
General Design Guidelines . . . . . . . . . . . . . . . . . . . . . . . .
26
Laying Out Hydrostatic Features . . . . . . . . . . . . . . . .
28
D esign . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29
2.2.1
2.3
. 13
17
Design
2.1
3
. . . . . . ...
1.1
37
Results
3.1
Half Bearing Proof of Concept . . . . . . . . . . . . . . . . . . . . . .
37
3.2
Half Bearing Design. . . . . . . . . . . . . . . . . . . . . . . . . . . .
38
Sensitivity Study . . . . . . . . . . . . . . . . . . . . . . . . .
42
3.2.1
49
4 Conclusions
4.1
Future Work. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5
49
51
A Discretization of the Surface Topology
51
A. 1 Fluid Resistances . . . . . . . . . . . . .
A.1.1
Compensat or . . . . . . . . . . .
52
A.1.2
Cross Leak, age . . . . . . . . . . .
52
A.1.3
Bearing Pa dg.............
53
A.1.4
Leakage .
54
A.1.5
Supply Lea kage . . . . . . . . . .
I.............
54
A.2 Load Areas
55
. . .
A.2.1
..Ln...........
. . . . . . . . . . .
Bearing Pa ds
56
A.2.2
Bearing Pa dLands . . . . . . . .
56
A.2.3
Inlet ports
. . . . . . . . . . . . . . . .
56
A.2.4
Supply Lea kage . . . . . . . . . . . . . . . . . . . . . . . . . .
56
B Matlab Code
59
C Technical Drawing
67
D Calculation of Housing Deflection
71
6
List of Figures
2-1
Parallel plate flow . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17
2-2
Flow through parallel annuli . . . . . . . . . . . . . . . . . . . . . . .
19
2-3
Partial annulus
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20
2-4
An eccentric shaft in a bearing . . . . . . . . . . . . . . . . . . . . . .
21
2-5
Rectangular pad with pressure profile . . . . . . . . . . . . . . . . . .
22
2-6
Sketches of the progression of bearing concepts . . . . . . . . . . . . .
30
2-7
Model of pattern cut into flexible material . . . . . . . . . . . . . . .
30
2-8
Resistance network model
. . . . . . . . . . . . . . . . . . . . . . . .
31
2-9
Resistance network regions . . . . . . . . . . . . . . . . . . . . . . . .
32
. . . . . .
33
2-10 Resistance network model with the assumed flow direction
3-1
Proof of concept half bearing
. . . . . . . . . . . . . . . . . . . .
38
3-2
Setup for proof of concept half bearing (hoses removed for clarity)
39
3-3
New housing with UHMW bearing adhered to it . . . . . . . . . .
40
3-4
New smaller shaft with air bearings to maintain axial position . .
41
3-5
Final test setup . . . . . . . . . . . . . . . . . . . . . . . . . . . .
42
3-6
Comparison of calculated and measured load . . . . . . . . . . . .
43
3-7
Comparison of calculated and measured stiffness . . . . . . . . . .
44
3-8
Load carrying efficiency
. . . . . . . . . . . . . . . . . . . . . . .
44
3-9
Diagram of collector
. . . . . . . . . . . . . . . . . . . . . . . . .
45
3-10 Load sensitivity to additional collector land angle, psi . . . . . . .
45
. . . . . . . .
46
3-12 Bearing performance sensitivity to resistance ratio . . . . . . . . .
46
3-11 Flow sensitivity to additional collector land angle,
7
3-13 Initial specific stiffness times load carrying efficiency plotted against
resistance ratio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
47
A-1 Compensator resistance regions . . . . . . . . . . . . . . . . . . . . .
52
A-2 Cross leakage resistance regions (Cross hatched regions are ignored) .
53
A-3 Bearing pad, leakage and supply leakage resistance regions . . . . . .
54
A-4 Load carrying regions . . . . . . . . . . . . . . . . . . . . . . . . . . .
55
D-1 Model of a half of the housing . . . . . . . . . . . . . . . . . . . . . .
71
. . . . . . . . . . .
72
D-2 The forces and moment on a section of the beam
8
List of Tables
2.1
Minimum film thickness in im based on shaft surface speed
. . . . .
28
3.1
Measurements of 6061 T651 Tube and Half Tubes in mm . . . . . . .
39
9
10
List of Variables
Symbol
Description
Units
A,
area of lands
m2
Ar
area of recessed regions
m2
c
heat capacity
Db
bearing diameter
e
eccentricity
F
load carrying efficiency
g
acceleration due to gravity
82
h
bearing gap
m
Hf
friction power
W
ho
gap when shaft is centered
m
H,
pumping power
W
hr
recess depth
m
k
stiffness
N
m
k
specific stiffness
L
length (parallel to fluid flow)
m
Lb
bearing length
m
11
k
m
Symbol
Description
n
normal vector
p
pressure
Pr
recess pressure
PS
supply pressure
flow rate
Q
Units
N
Q
specific flow rate
R
fluid resistance
S
r;
inner radius
m
r.
outer radius
m
u
fluid velocity in the x direction
M
S
U
relative surface speed
m
w
width (perpendicular to fluid flow)
m
W
load
N
6
shaft displacement
m
AT
temperature rise
0C
resistance ratio
0
angle around the bearing
p
viscosity
p
density
kg
angle of partial annulus
0
additional collector land angle
0
12
0
Chapter 1
Introduction
1.1
Motivation
The purpose of this research is to develop a surface self compensating hydrostatic
journal bearing manufactured from a flexible material in a flat state which is then
wrapped into a cylindrical shape and bonded in place. Areas of particular interest
are cost reduction from traditional hydrostatic bearing manufacturing and unique
performance features that can only be leveraged from bearings manufactured by this
method.
The immediate motivation for this research is for naval propeller shafts. One
common way to support propeller shafts are hydrodynamic bearings. Hydrodynamic
bearings have some negative aspects such as wear during slow speeds or changes in the
shaft direction of rotation and ingestion of debris along with the ocean water used to
create the fluid film. A hydrostatic bearing would alleviate these adverse effects, but
generally are more expensive due to complex fluid routing, cost of additional pumps,
susceptibility to fouling or plugging, and multiple precision operations required during
manufacturing. This research seeks to mitigate these impediments.
Another challenge naval bearing design is that sometimes there is a flange on
the end of the shaft. Dry docking to repair bearings can be expensive. In order to
facilitate repair in water without removing the shaft, bearings that are less than a
1800 arc are investigated to fit over the flange. Surface self compensated hydrostatic
13
bearings have usually been made as a full journal bearings and partial arc bearings
have not been made before.
1.2
Background
Hydrostatic bearings appear in the literature as early as 1851 [1].
The basic idea
of a hydrostatic bearing is to pressurize a fluid to produce a fluid film between two
surfaces which move relative to each other. The fluid film thickness is larger than
the surface roughness, so the two surfaces never contact during motion. Additionally,
because of the external fluid pressurization, the supporting force is independent of
surface speed. This insensitivity to relative surface speed differentiates a hydrostatic
bearing from a hydrodynamic bearing. Hydrodynamic journal bearings rely on the
shaft speed to generate the fluid film and forces to support the shaft.
In hydrostatic journal bearings, fluid routings connect load bearing features, or
bearing pads, to a compensator that regulates the fluid flow to the bearing pads
and ensures a pressure differential between opposed load bearing areas, so that the
bearing will apply a force to counteract external loads applied to the shaft. A variety
of compensation methods exist such as fixed compensation which utilizes a fixed fluid
resistance device such as a capillary tube or orifice. Constant flow compensation can
be achieved by using separate pumps for each bearing pad or special valves. This work
is primarily focused on self compensation which uses the gap between the surfaces of
the bearing and the shaft as a variable restrictor to control flow. Early discussion of
self compensation was presented by Hoffer [2]. Self compensation has the advantage
that no tuning is required like fixed compensation. Also self compensation is resistant
to clogging compared to other methods that involve small fluid openings.
Another hydrostatic bearing development of note was invented by Wasson et al.
[3] which involved placement of all fluid routings on the surface of the bearing or shaft.
They called it "surface self compensation" and had the unique feature that since all
the hydraulic logic and connections were on the surface, the motion of the shaft and
fluid shear cleans the surface features and thus it is extremely resistant to clogging. In
14
typical hydrostatic bearings, complex fluid routings move fluid from a compensator
to the opposed bearing pad. These routings increase complexity and increase the
susceptibility of plugging and fouling. Kotilainen and Slocum [4] expanded upon
Wasson's work by casting the surface features into the inner diameter of a bearing
sleeve. Previously, Wasson had machined the features into the outer diameter of the
shaft.
15
16
Chapter 2
Design
2.1
2.1.1
Theory
Fluid Resistance
--
h
U(y)
x
L
Figure 2-1: Parallel plate flow
To understand the theory behind hydrostatic operation, flow between two parallel
plates of width, w, into the page as shown in Figure 2-1 caused by a pressure difference
in the x-direction will be reviewed. The Navier-Stokes equation in the x-direction is
as follows.
p
2
(2U
pg-i of(+2.+1
U
9
2
u
Application of (2.1) requires the following conditions:
17
du
=Pd
(2.1)
"
A newtonian fluid which is true since this discussion is restricted to water
" Constant density which is true as long as temperature does not change significantly
" Constant viscosity which is also true as long as temperature does not change
significantly
Assuming that the flow is fully developed, the flow, u, will be a function of y alone.
Additionally, gravity effects will be considered negligible since the x-direction is perpendicular to gravity. Applying these assumptions simplifies (2.1) to the following.
op
&x
+y
i92U
I'y2
(2.2)
=0
0
Solving (2.2) for the velocity yields the following.
_1
U=
dp y 2
d
+ C1 y+ C2
y dx 2
(2.3)
No-slip conditions exist at the interface of the fluid and the plates, so u = 0 at y = ih
Solving for the boundary conditions yields the equation for the fluid velocity profile.
1 dp
2p dx
(
2
h2
(2.4)
4)
Assuming a constant volume flow rate, the flow rate,
Q, can
be found by integrating
the velocity profile as follows:
Q
u(y)dy
/Jh/2
-h/2
=Q w
h'
wha dp
12btdp
12p dx
(2.5)
Solving for the differential pressure yields the following:
dp = -Q 2 3 dx
wh
18
(2.6)
The negative sign in (2.6) indicates that the pressure decreases in the direction of the
flow. At this point, an electrical circuit analogy is useful. Since the relationship in
(2.6) between pressure and flow rate is not time dependent, this system acts like a
resistor. This equation can be formed in a manner similar to Ohm's law, V = IR,
where pressure serves the purpose of voltage and flow rate takes the place of current.
Integrating (2.6) in x from 0 to L yields the following.
p = 2LQ
wh3
(2.7)
(2.7) assumes that the outlet pressure is zero. From (2.7) it is easy to identify the
resistance term.
The fluid resistance of two parallel plates can described as the
coefficients in front of Q. Mathmatically, the resistance is as follows.
Rparae Plates
12 L3
wh
dr
Figure 2-2: Flow through parallel annuli
19
(2.8)
Aside from parallel plates, the other geometric configuration that is common in
hydrostatic bearings is two parallel annuli with flow going radially out from the center
as shown in Figure 2-2. Analysis begins with an a thin ring of thickness dr. Because
the thickness of the ring is small compared to the radius, the curvature is ignored and
the parallel rings are modeled as two thin parallel plates of width, 27rr, and length
dr. Substituting these values into (2.6) yields the following.
12piQdr
2
dp =
-
r
(2.9)
2-/rks r
Integrating (2.9) from the inner radius of the annulus, ri, to the outer radius, r0 ,
yields the following equation with the boundary condition of p = 0 at r = r0 :
p =-
1n
(2.10)
-Q
At the inner radius of the annulus, the pressure is the same as the recess pressure.
Pr -
-
iln
Q
(2.11)
Once again, using a circuit analogy gives the following equation for the fluid resistance.
RAnnulus
=
6
n
(o
(2.12)
For partial annular lands which are not a full circle as in Figure 2-3, (2.12) can be
Figure 2-3: Partial annulus
20
modified to the following.
RAnnulus=
where
#
ro
6p n
7rha
(ri
3600
4
(2.13)
is the angle that the circular land covers in degrees.
Figure 2-4: An eccentric shaft in a bearing
While these analyses for parallel surfaces are convenient from an analysis standpoint, in most cases of interest surfaces in a journal bearing are not parallel. If the
shaft is not centered as shown in Figure 2-4, the gap is not constant. For a shaft that
is not centered, the shaft eccentricity is defined as
e = --
(2.14)
ho
In (2.14) h, is the bearing gap at a reference position. For journal bearings, the
reference position is when the shaft and bearing are concentric. 6 is the distance
between the axes of the shaft and bearing. The bearing gap, h, can then be described
as a function of eccentricity and angle, where the angle is measured from the line
21
going through the centerlines of the bearing and shaft.
(2.15)
h = h0 [1 - e cos(O)]
(2.15) could then be substituted into (2.6). However, Kotilainen [5] numerically shows
that for hydrostatic journal bearing design approximating these surfaces as parallel
plates is sufficient for calculating resistances and is accurate to within 4% when the
feature circumferential width is less than 10% of the diameter.
2.1.2
Bearing Pad Load
PrAAA
[
E/
Lieft
Lrecess
/E
Lright
Figure 2-5: Rectangular pad with pressure profile
Hydrostatic bearings are usually comprised of load carrying areas called bearing
pads. Bearing pads are recesses surrounded by raised lands. The pressure in the recess
is considered constant due to its depth. This assumption arises from (2.6). When
h is large, dp becomes small especially since the relationship is cubic. In the lands,
the pressure decreases to the pressure outside the bearing pad, usually atmospheric
pressure. The load from any fluid can be calculated by integrating the pressure:
W
pndA
=
(2.16)
where n is the normal vector. For the example in a long rectangular bearing pad as in
22
Figure 2-5, the pressure decreases linearly in the lands. For this example, the bearing
length into the page, w, is long such that flow out the ends is negligible. Determining
the load of this bearing pad is easily accomplished by finding the volume of the
triangular prisms on the left and right lands and the volume of the rectangular prism
in the recess.
W
=
Wiand left + Wrecess + Wiand right
1= wLieftPr +
1
wLrecessPr + 1wLrightPr
22
(2.17)
Combining (2.10) and (2.11), an
Similar analysis can be done for an annulus.
expression for the pressure distribution in the land region is derived:
p= 1
(
n
in
(
r ),
(2.18)
Substituting, (2.18) into (2.16) with the area defined as a strip of length 2frr and
width dr yields the following:
WAnnulus land =
j
Pr
fir n
in
()
WAnnulus land = 2inQ2) (r2
2,rrdr
-
-o
(r )
-
r)
-
fPrri
(2.19)
(r)
2.1.3
Fluid Resistance Network
To find the load bearing performance of a hydrostatic bearing, the system can be
modeled as a fluid resistance network. The raised lands represent resistors while the
deeper grooves represent nodes where the pressure is roughly equal for the purposes of
the analysis. Once the system has been modeled as a resistance network, Kirchhoff's
Current Law and Kirchhoff's Voltage Law can be employed to solve the network. The
pressures at the nodes are then used to calculate the bearing load.
23
2.1.4
Dimensionless Parameters
To facilitate the comparison of various bearing designs, dimensionless parameters
have been developed to measure performance. For this discussion, the performance
measures used by Wasson [6] will be used. The first is the load carrying efficiency,
which is expressed as follows:
F=
pLbDb
(2.20)
The load carrying efficiency normalizes the force the bearing exerts to support the
shaft by the force that would result by applying the pressure supply on the projected
area of the bearing. The bearing force is a function of the gap, so a standard gap
distance needs to be chosen so the bearings can be compared fairly. The load carrying
efficiency for this thesis will be measured at 75% gap closure, or e = 0.75. It should
be noted though that 75% gap closure may be too close to failure for some bearing
designs. More conservative designs or designs with looser tolerances on the bearing
and shaft should consider calculating load carrying efficiencies at lower eccentricities,
so realistic values that would be seen in operation are reported.
The second important dimensionless performance parameter is the specific stiffness. The specific stiffness is defined by Wasson as follows:
K= e
(2.21)
Obviously, specific stiffness is dependent on eccentricities, so specific stiffness is usually measured a low eccentricities of less than 0.01 to capture the initial specific
stiffness. Partial arc bearings or any gravity preloaded bearing needs to be treated
slightly differently because the net bearing force is not zero at zero eccentricity. For
this work, the initial specific stiffness will be calculated as the change in load carrying
efficiency divided by the change in eccentricity for a change in eccentricity from 0 to
0.01.
Ko
-
A
de
(2.22)
Flow rate is non-dimensionalized by dividing it by the flow that would occur if
24
the flow went through an annulus the same size as the clearance when the shaft is
centered in the bearing. The formula for specific flow rate is as follows:
Q
=
D
p,7sDbho
12pLb
(2.23)
Resistance ratio is another variable frequently used in the design of bearings. It is
the ratio of the inlet fluid resistance across the compensator to the outlet resistance
across the lands.
(= "
Rout
2.1.5
(2.24)
Friction Loss and Temperature Rise
Because of friction losses due to shearing the fluid, hydrostatic bearings will cause
a rise in temperature of the fluid. The friction power is the power needed to shear
the fluid when two surfaces move relative to each other. It can be calculated by the
following from [7].
Hf = pU 2 (, +
hr
(h
(2.25)
Here U is the relative surface speed and for a journal bearing is a function of the
angular velocity of the shaft. The two terms in (2.25) represent the power loss due to
friction for the lands and recesses, respectively. The coefficient of four for the recess
friction term is a correction for recirculation flow in the recess. The pumping power,
or power needed to move the fluid through the bearing, is defined as the following:
2
H, = pQ =
(2.26)
These two power losses become the total power dissipated by the bearing, or
Ht = Hp + Hf
25
(2.27)
Both terms in (2.27) are related the bearing gap and can be written as follows.
Ht = C 1 h3+ C2
h
(2.28)
C1 is a related to the land geometry and supply pressure. C2 is related to the surface
area of the bearing and surface speed of the shaft. It can immediately be seen that
pumping losses increase with bearing gap while shear losses decrease with increasing
gap.
The temperature rise can then be described as follows.
AT = H
Qcp
+sH1+(2.29)
-
When the shaft is not rotating, the temperature rise in the fluid simplifies to the
following.
Ps
cp
AT
(2.30)
For water, which is the fluid of interest, at 200 C, the temperature rise (0C) due to
supply pressure only is
AT = 2.397X10- 7ps
(2.31)
where p, is the pump supply pressure in N/m 2
2.2
General Design Guidelines
Given the previous discussion concerning the theory behind hydrostatic bearings, the
design of such a bearing may appear intimidating. However, design of a hydrostatic
bearing is actually fairly straight forward. Suppose a problem begins with a shaft of
a certain diameter and load that needs to be supported.
1. Size a pump to see if it is feasible to support the load with a given pumping
pressure. As a general rule of thumb the load carrying efficiency of a surface
26
self compensated bearing is 0.2-0.3. Using equation (2.20) the load that the
bearing could support can be calculated.
2. The bearing gap should be determined. The performance with respect to pumping power is improved by reducing the bearing gap, while shear power is worse
with decreasing gap. In later stages of design after the bearing features have
been determined, the bearing should be optimized to reduce power losses by
finding the minimum power from (2.28). To start though, DIN standard 31652
[8] provides the information in Table 2.1 for minimum film thickness for hydrodynamic bearings. These empirical recommendations assume peak to valley
surface roughness of less than
4 Rm,
minor geometrical errors, filtering of the
fluid and running-in of the bearing. This table gives the lower bound of the
bearing gap to prevent contact between the asperities on the shaft and bearing. Manufacturing limitations will prevent most designs from using such small
bearing gaps. Another rule of thumb in hydrodynamic bearing design is to use
a bearing radius to radial bearing gap ratio of 1000 [9]. For lack of better guidelines this rule of thumb will suffice as a starting point for hydrstatic bearing
designs. Finally, one other consideration for bearing gap is the ratio of gap to
groove depth. Usually the bearing gap will drive the groove depth and not the
other way around, but for bearings cut into flat sheets the limits on the sheet
thickness may cause issues. For the grooves to function as nodes they need
to be significantly lower resistance than the raised lands. At a minimum the
grooves should be 10 times deeper than the bearing gap. Ideally, they should
be 15 times the bearing gap.
3. Determine the bearing length to diameter ratio based on the space available.
The length should be at least as large as the diameter for pure radial support.
If moment loads need to be supported, two bearings each of at least one shaft
diameter in length should be about 3 shaft diameters apart center to center.
This rule of thumb comes from Saint-Venant's principle.
4. Select the circumerferential angle the bearing will cover. Partial arc bearings
27
Table 2.1: Minimum film thickness in Rm based on shaft surface speed
Shaft diameter
Sliding speed of shaft
(mm)
(m/s)
Over
_
24
63
160
400
1000
Upto
63
160
400
1000
2500
1
3
4
6
8
10
1
3
4
5
7
9
12
3
10
5
7
9
11
14
10
30
7
9
11
13
16
30
10
12
14
16
18
much less than 1800 will have problems creating opposed differential pressure
to recenter the shaft from perturbations. Also partial arc bearings have circumferential leak paths, so they will require more flow than a full journal bearing
where fluid can only exit axially. Knowing the length, diameter and angle of
coverage, a rectangular footprint available for the hydrostatic features can be
determined.
2.2.1
Laying Out Hydrostatic Features
Now that the available area for the hydrostatic features is bounded, grooves need to
be designed to route the fluid and make the surface self compensating bearing. There
is great latitude in what could work. The following discussion attempts to provide
some suggestions on how to start.
1. Start by placing the inlets. The radial position of the shaft will be sensed in the
region around the inlets. The inlets should be distributed in such a way that
the bearing is sensitive to shaft movement in directions needed for the design.
2. Separate the inlet port from a collector groove with a land region. This land
will be the compensating resistor and control the flow to the bearing pad.
3. Place the load carrying areas nominally on the opposite side of the shaft. The
positions of the load carrying areas and compensators are crucial, since the
28
compensator will sense the location of the shaft and the load carrying areas will
apply the reaction force.
4. Connect the collector to the load carrying area with a groove.
5. Model the surface as a node network. Treat the recessed areas as nodes. Account
for all the flow going out of the inlets and in and out of the nodes.
6. Divide the surface into logical sub regions for calculations. From the discussion
in 2.1.1, keep the circumferential width of the sub regions less than 10% of the
diameter, so a single gap value can be used for the sub region. Using circular and
rectangular sub regions eases calculations. Divide up the lands into regions to
calculate the resistances. Divide the load bearing pads into regions to calculate
the forces.
7. Based on the dimensions of the region calculate fluid resistances between regions.
Use the distances from the assumed direction of shaft movement to
calculate the angle of the land. Calculate the bearing gaps by using (2.15).
8. Solve the node network for the pressures in the recesses.
9. Calculate forces from the bearing pads.
10. Adjust the geometry to achieve the desired performance.
See Appendix A for an example of how the surface of a bearing was discretized
into lumped resistances and analyzed to determine performance.
2.3
Design
The initial concept for the partial arc bearing included two pockets as shown in Figure
2-6a. In these concept sketches the circular areas represent the inlet and compensator.
The rectangles represent the bearing pad areas. In the first concept, the center of
the bearing pads are offset axially and would allow a twisting moment on the shaft.
Figure 2-6b shows a second concept that removes the twisting moment at the expense
29
M
a
b
C
Figure 2-6: Sketches of the progression of bearing concepts
Figure 2-7: Model of pattern cut into flexible material
of bearing pad area. If the bearing pads are thought of as point loads, the shaft is
supported by only two points. No matter how arranged, two support points are not
stable and a second bearing would be required. In the final concept a third pocket
was added to provide tilt stiffness and resist twist shown in Figure 2-6c. The bearing
features were designed to be machined into a flat flexible material and adhered to
half of a cylinder. The pattern for the test bearing is shown in the left side of Figure
2-7. The cross-hatched circular regions are the inlets. The hatched regions are the
recessed areas while the white areas are the raised lands. A rendering of the bearing
formed into a cylinder is shown on the right side of Figure 2-7. Sensitivity studies
30
examining the amount of collector wrap and collector land thickness are discussed
in section 3.2.1. The bearing covers 1650 of the the shaft and was designed for a
nominal bearing gap of 127 Rm for a shaft diameter of 100 mm. The groove depth
was selected to be 10 times deeper than the bearing gap. Since the resistance is
inversely proportional to the gap cubed, the resistance in the grooves would be 1000
times less than the raised areas. This low resistance allows the grooves to be treated
as constant pressure nodes.
Rc1
Rc2
Rc3
2'2
1
\
RCL1
R, 1
RL1
S
3
RCL2
RP2
RP3
RL 3
Figure 2-8: Resistance network model
Based on the previously discussed theory, the bearing surface is modeled as a
resistance node network shown in Figure 2-8. The subscript 'C' indicates that the
resistance is for the compensator, 'CL' for cross leakage between nodes, 'P' for leakage
out of the load bearing pad, 'L' for leakage, and 'SL' for supply leakage directly from
the inlet to the bearing outlet. Figure 2-9 shows how the topology of the bearing was
turned into resistances. The hatched regions are numbered and indicate the nodes or
constant pressure regions. Further discussion of how the topology was lumped into
31
Figure 2-9: Resistance network regions
resistances is discussed in Appendix A.
For the resistance calculation, the geometry of the region is needed as well as the
fluid viscosity and density. For these calculations, the viscosity and density of water
at 20*C were used, 1.003x 10-
3
Ns/m
2
and 998 kg/m 3 , respectively. For rectangular
regions, (2.8) was used. The length and width of the rectangular lands were taken
from the technical drawing in Appendix C. Calculations were only done for the shaft
moving down toward the center of the flexible sheet, so the distance to the center of
the land from the center of the flexible bearing material was used to calculate the
arc length and combined with the nominal diameter of the bearing could be used
to calculate the angle, 0, as shown in Figure 2-4. (2.15) was then used to calculate
32
the bearing gap for the land. For circular lands, a similar approach was used. The
distance from the center of the circle was used to calculate the angle of the feature
in the formed state. Then the angle was used to calculate the bearing gap at that
location.
The inner and outer radii from the drawing were used to calculate the
resistance.
IQSL
Reqi
Req = R,RL1
* Rpl+RL
R3 =
eq3
RP3RL3
RP3+RL3
Figure 2-10: Resistance network model with the assumed flow direction
Using basic circuit theory, the pressures and flow rates can be solved for in a
straight forward manner. Figure 2-10 shows the resistance network again but with
assumed flow directions. The supply leakage flow is ignored for now because it can be
solved for directly using the equation P
=
QR. Reqi and Req3 represent the equivalent
resistance of the bearing pad lands and the leakage lands for bearing pads 1 and 3.
Eight equations are needed to solve the network for the eight unknowns, Qci, Qc2,
QC3, QcL1, QcL2, Qeq1, QP2, and Qeq3. First Kirchhoff's Current Law can be applied
to each node, which is equivalent to conservation of mass - the combined flows in and
33
out of each node must equal zero.
Qci -
QcL1 - Qeqi = 0
+ QcL1
Qc2
QP2 = 0
- QCL2 -
(2-32)
QC3 + QcL2 - Qeq3 = 0
Next Kirchhoff's Voltage Law provides two more equations. These equations state
that the net pressure change going around the upper loops is zero.
Rc1Qc1 + RcL1QCL1 - Rc2Qc2 = 0
Rc2Qc2 + RCL2QCL2
-
Rc3Qc3
=
(2.33)
0
Finally, three more equations are provided by realizing that the pressure drop across
the compensator and the outlet must equal the supply pressure.
Rc1Qc1 + Req1Qeq1
=
Ps
Rc2Qc2 + RP2 QP2
Ps
+
P,
Rc3Qc
3
Req3Qeq3 =
(2.34)
Equations (2.32), (2.33) and (2.34) form the following matrix equation which is easily
solved by Matlab.
1
0
0
-1
0
-1
0
0
Qc1
0
0
1
0
1
-1
0
-1
0
Qc2
0
0
0
1
0
1
0
0
-1
Qc3
0
0
RcL1
0
0
0
0
QCL1
0
Rci
-Rc
2
0
Rc 2
-RC 3
0
RCL2
0
0
0
QCL2
0
Rc1
0
0
0
0
Reqi
0
0
Qeqi
PS
0
0
0
0
RP 2
0
QP2
PS
Rc 3
0
0
0
0
Req3
Qeq3
PS
0
RC
0
0
2
34
(2.35)
As mentioned earlier the supply leakage flow can be calculated using the circuit analogy mentioned in 2.1.1 such that P = QR. During design iterations it is worthwhile
to examine the proportion of leakage flow to total flow. The proportion of leakage
flow to total flow will vary based on the number of inlets, bearing arc, and load carrying efficiency. Large lands can be placed next to the inlets and grooves that route
fluid to reduce leakage, but those lands will not improve the loads the bearing can
support and will lower load carrying efficiency. Determining an appropriate amount
of leakage flow is a trade off and requires engineering judgement.
The pressures of the nodes are found by multiplying the flow rates by the resistances. The three node pressures are calculated with the following equations.
P1
= Req1Qeq1
P2
= RP 2 QP 2
P 3 = Req3Qeq3
(2.36)
With these pressures, (2.17) is then be used to calculated the bearing pad forces.
(2.19) along with the inlet pressure calculates the forces in the supply leakage region.
The force at the inlet port is calculated by multiplying the inlet pressure by the inlet
area. At this point the forces and flow rates have been solved for and dimensionless
parameters are calculated to characterize the bearing.
Using this basic methodology, dimensions from CAD were input into a Matlab
script and then the performance of the bearing was analyzed. Appendix B includes
example code used to analyze this bearing.
35
36
Chapter 3
Results
3.1
Half Bearing Proof of Concept
For the halfbearing, features were machined into 2.54 mm thick adhesive-backed ultra
high molecular weight (UHMW) polyethylene. In the proof of concept, the bearing
was bonded into a 6061 T651 aluminum half cylinder. The half cylinder was turned
in a lathe then cut in half. The design was sized to fit a precision ground 100 mm
diameter shaft from another project. Initially, the bearing would not work and it
was thought that the tube had collapsed when it was cut. The half cylinder was put
in a hydraulic press to plastically deform the aluminum slightly which then allowed
the shaft to float freely. Due to lack of measurement equipment, the amount of
deformation was not quantified. The first half-bearing prototype is shown in Figure
3-1. In the picture the large diameter disc behind the shaft is an automotive brake
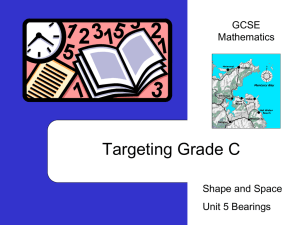
rotor which was used as an axial rolling bearing to take up thrust loads. This initial
prototype showed that the bearing design could support a shaft with a fluid film.
Samples of 6061 T651 aluminum tube with a nominal ID of 101.6 mm and OD
of 127 mm were sent to NIST and measured on a Cordax CMM. Table 3.1 shows
the diameter and cylindricity of the tube and the two halves after it was cut in half
axially. As can be seen from the data, the tube opened up slightly after being cut.
The change in diameter is significant compared to the designed bearing gap of 127
Rm, which lends credence to the theory that though the inner diameter was machined
37
Figure 3-1: Proof of concept half bearing
properly, once the tube was cut in half, residual stresses caused the tube to distort
and no longer hold the proper bearing gap.
3.2
Half Bearing Design
Upon finishing the proof of concept, a more compact design suitable for testing was
designed so the performance of the bearing could be evaluated. A new aluminum
housing was made by CNC machining a trough shape in a solid block of aluminum to
prevent any warping issues due to residual stresses. A shorter shaft was machined to
38
Figure 3-2: Setup for proof of concept half bearing (hoses removed for clarity)
Table 3.1: Measurements of 6061 T651 Tube and Half Tubes in mm
Tube
Half 1
Half 2
Inner Surface
Cyl
S
101.521 0.211
101.638 0.075
101.653 0.054
Outer Surface
Cyl
0
126.818 0.242
126.915 0.101
127.015 0.079
provide a 12 7km nominal gap. To address concerns about the UHMW delaminating
from the aluminum, the aluminum housing, plastic and shaft were heated to 130*C
in an oven with a 127pm sheet of shim stock between the shaft and the plastic to
thermally form the plastic to the proper gap where the gap would ideally be the
thickness of the shim stock. This process reduced the stresses in the plastic and
helped the plastic to bond better to the aluminum. Figure 3-3 shows the plastic
bonded into the aluminum housing after thermoforming. Figure 3-4 shows the new
shaft. A new test setup was built for the bearing which includes a dedicated impeller
pump, filter, flow meter, digital pressure readout, and ball valves for flow control in the
fluid circuit. Air bearings are used to constrain the shaft axially. A compressed gas
39
Figure 3-3: New housing with UHMW bearing adhered to it
cylinder was included to supply the air bearings to eliminate any noise that might have
been introduced by a compressor. An Admet 5604 single column universal testing
machine and an Interface 1210ACK-300-B load cell rated for 300 lbs are used for
applying load to the shaft. The 5604 is driven by Admet's MTestQuattro software.
Lion Precision U3B eddy current probes driven by ECL202 drivers measure the shaft
location. All these components were installed on a stand alone cart fabricated from
T-slot structural framing. The cart is on wheels to allow the test apparatus to be
easily moved after the water reservoir has been filled. The MTestQuattro system
records readings from the load cell, eddy current probes, and pressure gauge. Figure
3-5 shows the cart with the attached equipment.
Figure 3-6 shows the calculated and measured vertical load that the bearing supports. The calculated values come from the Matlab script in Appendix B solving the
hydraulic resistance network model for the bearing. Figure 3-7 shows the stiffness of
the bearing, or the slope of the previous curve, where the stiffness is defined as the
change in force divided by the change in bearing gap, k = AF/Ah. These two graphs
demonstrate the hydraulic resistance model reasonably predicts the performance of
the bearing and hence the design is deterministic. Figure 3-8 shows the measured
40
Figure 3-4: New smaller shaft with air bearings to maintain axial position
load carrying efficiency of the model, where the efficiency is calculated from (2.20).
At 75% gap closure, the bearing has a 23% efficiency.
The bearing was also sent to NIST and measured on their Cordax CMM. The
diameter of the bearing lands was measured as 99.719 mm with a cylindricity of
0.506 mm. The bearing was designed to have a nominal diameter of 99.746 mm.
The cylindricity is almost four times the designed bearing gap. This raises questions
about how the bearing can function so well with such poor precision! One theory is
that compliance in the housing opens the bearing up slightly due to the fluid pressure
such that the bearing can overcome form errors. Initial calculations estimate that
the bearing may open up as much as 0.1mm due to the fluid pressure deforming the
aluminum housing. The derivation and calculation of the housing deflection can be
found in Appendix D
41
Figure 3-5: Final test setup
3.2.1
Sensitivity Study
Analysis was conducted to determine the effect of wrapping the groove further around
the inlet holes. Figure 3-9 shows an example of increasing the amount the collector
wraps around the inlet as well as the angle used to measure the additional length.
The grooves were changed symmetrically, and the angle, @b, is half the total amount
of additional arc. Figure 3-10 shows the results of an analysis done for the same
bearing with different additional angles of groove wrapping around the inlet. The
curves shown are for the bearing operating at 15 psi inlet pressure. As the collector
wraps further around the inlet, the load carrying efficiency increases. However, the
additional load capacity comes at the cost of additional flow rate. Figure 3-11 shows
how the specific flow rate, as defined in (2.23), increases with increasing angle of
additional wrap.
Another analysis was done to examine the effect of the collector land thickness,
42
800
' 600
0
-J
'"
-- 400-
200- -'Calculated
- Measured
-8.2
0
0.4
0.2
Eccentricity
0.6
0.8
Figure 3-6: Comparison of calculated and measured load
T, shown in Figure 3-9. This land can be adjusted to change the fluid resistance of
the compensator and thus the resistance ratio, which is defined as the ratio of the
resistance of the inlet to the resistance of the outlet. Figure 3-12 shows the results.
The abscissa is the resistance ratio at zero eccentricity averaged over the three pockets.
The initial specific stiffness is calculated as a change in load carrying efficiency for
a change in eccentricity from 0 to 0.01 divided by the change in eccentricity. The
reported load carrying efficiency is calculated at 75% gap closure. As can be seen,
varying the resistance ratio trades load carrying efficiency for stiffness, and both
cannot be optimized simultaneously by means of the resistance ratio alone. Figure
3-13 shows the product of the two curves in Figure 3-12 plotted against the resistance
ratio. The maximum occurs at a resistance ratio of 0.4651.
43
5x
1
,- Calculated
Measured
4.5 - -
i
4[
z
U)
3.5 F
3
2.5[
1.5
-. I
0
0.4
0.2
0.6
0.8
Eccentricity
Figure 3-7: Comparison of calculated and measured stiffness
.
0.24
.
-- MeasuredI
0.230.220.21
0
ci
-
0.2F
0.19 0.180
0.4
0.2
Eccentricity
0.6
Figure 3-8: Load carrying efficiency
44
0.8
LIJ
T
Figure 3-9: Diagram of collector
0.30.28-D 0.26-
S0.24 0.220
CO
0
i
0.2
0.18 0
0.2
0.4
Eccentricity
0.6
0.8
Figure 3-10: Load sensitivity to additional collector land angle, psi
45
20
a)
0
.
15
10
II
(0
5
O0
0.2
0.4
Eccentricity
0.6
0.8
Figure 3-11: Flow sensitivity to additional collector land angle, 0p
0.6
0.04
(1
0.03
w
: 0.02
Ca
a 0.01
0
C,)
0'
0
-j
1
0.5
Average Resistance Ratio
1.5
0.2
Figure 3-12: Bearing performance sensitivity to resistance ratio
46
0.015
0.0140.0130.0120.011 0.01 0.0090.0080.0070.0060.005
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
Average Resistance Ratio
Figure 3-13: Initial specific stiffness times load carrying efficiency plotted against
resistance ratio
47
48
Chapter 4
Conclusions
This work demonstrates the deterministic design theory for a surface self compensated hydrostatic bearing covering less than 1800 of the shaft surface. This paper
evaluates just one half of a bearing to support a horizontal heavy shaft and analyzes
the sensitivities of the bearing performance to the some of the design parameters. In
practice though the bearings could be paired to provide preload on the other side of
the shaft. Also a method to manufacture such a bearing is presented. This bearing
design, being a partial arc, facilitates installation and repair of hydrostatic bearings
in support of large shafts since it does not need to be slid over the end of the shaft.
4.1
Future Work
Future work will investigate the hydrodynamic performance of this type of bearing.
The ultimate goal is to be able to produce a low cost bearing which runs hydrostaticly
at low shaft speeds and hydrodynamically at high shaft speeds to reduce operating
cost by allowing pumping power to be reduced.
Other manufacturing methods should also be pursued to reduce the cost and
time to make these bearings. Specifically, examining methods that would allow an
as-extruded tube, casting, or forging to be used as the bearing housing would be
significantly cheaper than using a CNC machined trough. Table 3.1 shows that the
cylindricity of the as-extruded aluminum half tube is two orders of magnitude lower
49
than the UHMW thickness. UHMW may be able to be thermoformed to fill in the
errors in the tube while also replicating a master shaft diameter.
Other topologies should also be investigated. The pattern of grooves presented in
this thesis is by no means the only pattern. Other topologies potentially have better
performance or could be optimized for different applications.
Finally, the bearing has been shown to be very robust. Further investigation is
needed to understand how the bearing can still function with so much form error.
50
Appendix A
Discretization of the Surface
Topology
A.1
Fluid Resistances
The surface of the bearing needs to be divided up into regions and a resistance
value needs to be determined for the regions. The size of the regions requires some
balancing. On the one hand, if the regions are too large, the results may become
unreliable especially if a single gap measurement is used for a large area. On the
other hand, as the regions get smaller, computational time is increased. One could
imagine that if very fine regions are used, the problem turns into CFD. The power in
the lumped resistance network lies in the ease of setting up the problem and speed
of computation without sacrificing accuracy significantly. As part of the effort to
balance fidelity with ease, some regions are double counted and some are not counted
at all to make setting up the problem easier. The following subsections will show how
the surface was divided up into regions and turned into fluid resistances.
Concerning nomenclature, the subscript 'C' indicates that the resistance is for the
compensator, 'CL' for cross leakage between nodes, 'P' for leakage out of the load
bearing pad, 'L' for leakage, and 'SL' for supply leakage directly from the inlet to
the bearing outlet. The first numerical subscript indicates which node the region is
related to. The second numerical subscript after the underscore indicates a subregion
51
within that category of regions. The resistor icons indicates the assumed direction of
flow. Tilting of the shaft was ignored, so all gap measurements come from (2.15).
A.1.1
Compensator
Figure A-1: Compensator resistance regions
Figure A-1 shows the regions used for the compensator resistance for inlet 1 on
the right and inlet 2 on the left. Inlet 3 is the mirror image of inlet 1. This region is
treated as a flow going radially outward from half an annululus per (2.13). The gap
at the center of the inlet was used as the gap for this region.
A.1.2
Cross Leakage
Figure A-2 shows the regions used for the leakage between the recessed regions shown
with the hatching. The cross-hatched regions indicate areas that were ignored. The
fluid flow is parallel to the resistor icons. The bolded lines indicate the edges of
the regions being discussed. The dot-filled regions indicate areas that were double
counted. RCLi-1, RcL1,
Rci_3, RCL2_1, RCL22, and RCL2_a are all treated as rect-
angular parallel plates according to (2.8). The gap at the center of the region was
used in calculating the resistances. RcLi_4 and RcL2_4 are treated as a quarter of an
annular region flowing radially outward. These regions slightly overlap with RcL1_3
and RCL2_3 as shown by the dotted areas. The gap at the center of P_1 and P3 _1
shown in Figure A-4 were used for calculating the resistances of these regions. RcL1_5
52
Figure A-2: Cross leakage resistance regions (Cross hatched regions are ignored)
and RCL2- are also treated as a quarter of an annular region flowing radially outward.
The gap at the center of P2 _1 shown in Figure A-4 was used for the calculating the
resistances of these regions.
A.1.3
Bearing Pad
Figure A-3 shows the regions used for the flow from the bearing pads. The bearing
pad regions were treated as rectangular parallel plates as in (2.8). The bearing pad
regions for node 1 and 3, Rpu-, Rpu-, RP2_i, and RP2_2 , used the bearing gap at P 1_1
and P3_1 to calculate the resistances. The bearing pad regions for node 2, RP2 , used
the bearing gap at P2 _1.
53
Figure A-3: Bearing pad, leakage and supply leakage resistance regions
A.1.4
Leakage
Leakage regions were defined as in Figure A-3. These regions account for leakage
from the grooves connecting the collectors to their respective bearing pads and were
separated from the bearing pad regions to be able to track flows that did not contribute to bearing performance. For these leakage regions the gap at the center of the
inlet was used for computing the resistance.
A.1.5
Supply Leakage
The leakage directly from the inlets to atmospheric pressure were tracked to be able
to calculate total flow rate needed from the pump. The regions were treated as half
54
W
annular regions per (2.13).
The gap at the center of the inlet was used for these
resistances.
A.2
Load Areas
Figure A-4: Load carrying regions
For calculating the force from the bearing, the load carrying areas were broken
up into regions and the load was calculated similar to (2.17). The recessed bearing
pad regions are denoted by 'P' with the subscript numerals similar to the resistance
nomenclature. The bearing pad lands, or lands next to the bearing pads, are marked
'PL'. The inlet ports are marked 'I'. The assumed region for supply leakage are labeled
55
'SL'. Angles were assumed and used to calculate the force component in the vertical
direction for each region.
A.2.1
Bearing Pads
The recessed bearing pads were each divided into two regions shows in Figure A-4.
The cross-hatched areas in Figure A-4 were not considered in the calculation of forces.
The force was considered to be applied from the center of the regions for calculating
the angle the force acted in. The forces in the bearing pads were calculated by
multiplying the recess pressure by the area.
A.2.2
Bearing Pad Lands
The bearing pad lands for node 1 and 3 were divided into three parts as can be seen
in Figure A-4. The pressure in these pad lands were considered to be decreasing
linearly from the bearing pad recess pressure, so the pad land forces were calculated
as half the recess pressure multiplied by the area similar to (2.17). The forces from
PL 1 1 , PL 1 2 , PL 3 .1 , and PL 3 2 were treated as acting at the same angle as P1 1 and
P 3_1 . PL 1 _3 and PL 3 3 were treated as acting at the same angle as P1 2 . PL 2 was
considered to be acting at the same angle as P 2_1 .
A.2.3
Inlet ports
The supply pressure was multipled by the circular area to calculate the force applied
by the inlet ports. The forces were considered to be applied at the center of the inlet
port for the purposes of determining the angle of the force. Given the symmetry of
the bearing, the loads from the inlet ports are considered to be the same for all inlets.
A.2.4
Supply Leakage
The supply leakage regions were modeled as a half an annuli. Though the region is
rectangular in shape, the flow goes in multiple directions. The forces were calculated
56
using (2.19). For determining the angle of the force, the force was approximated as
coming from the center of the inlet. Like the inlet port forces, the forces for the
supply leakage regions were considered to be the same for all the inlets.
57
58
Appendix B
Matlab Code
1
function [Fv, Feff, e, Qtotal] = halfbearing(P, h)
2
%
3
%For lengths of hydraulic regions,
INPUTS
assumed fluid flow direction.
'w'
'L' is in the direction of the
is the dimension ...
perpendicular to the flow.
4
Ps = P* 6894.75728;
5 D =
6
0.099719;
L = 2*.1028956;
7 ho =
s-i =
%[Pa],
%[m],
NIST measured Surface Diameter
%[m],
Bearing Length
(D-3.917*.0254)/2; %[m],
Measured clearance
%[m],
Distance between the centerline and
.00735;
%[m],
Compensator inner radius
10
ro = .01335;
%[m],
Compensator outer radius
11
Lcl_1 = .01;
%[m],
Cross leakage length of region 1
12
wcl1 = .01384;
%[m],
Cross leakage width of region 1
13
Lcl.2 = .010;
%[m],
Cross leakage length of region 2
14
wcl_2 =
.0819;
%[m],
Cross leakage width of region 2
15
Lcl_3 =
.010;
%[m],
Cross leakage length of region 3
16
wcl.3 =
.01641;
%[m],
Cross leakage width of region 3
17
ricl-4 =
%[m],
Cross leakage inner radius of ...
8
.04598;
Supply pressure
inlet
9
ri =
.01735;
region 4
59
...
M
18
rocl-4 = .02735;
%[m],
4
Cross leakage outer radius of
...
Cross leakage inner radius of
...
Cross leakage outer radius of
...
region 4
19
ricl_5 = .01735;
region 5
20
rocl_5 = .02735;
region 5
21
Lpll-1 = .015;
%m]
Pocket land region 1 length
22
Lpll_2 = .01;
%[m],
Pocket land region 2 length
23
Lp1-1 = .05333
%[ml,
Pocketl region 1 length
24
wpl-1 =
%[m],
Pocket1 region 1 width
25
Lpl.2 = wcl-3;
26
wpl.2 =
.0809;
27
Lp2-1 =
.05333 -
28
wp2_1 =
.08639;
29
Lp2_2 = wcl.l;
30
wp2_2 =
.14779;
Pocket2 region 2 width
31
Ll1-1 =
.015;
Pocket1 leakage length for region 1
32
wll_1 =
.05098;
%[ml,
Pocket1 leakage width for region 1
33
roll_2 =
.02735;
%[ml,
Pocket1 leakage outer radius for ...
%[m],
Pocket1 leakage inner radius for ...
-
wcl_3;
.06555;
%m],
Pocket1 region 2 length
Pocket1 region 2 width
wcl_1;
%[m],
%[ml,
Pocket2 region
length
Pocket2 region
width
Pocket2 region 2 length
region 2
34
rill_2 =
.01735;
region 2
35
rol2 =
.02735;
Pocket2 leakage outer radius
36
ril2 =
.01735;
Pocket2 leakage inner radius
37
rosl = .02735;
% [ml,
Supply leakage outer radius
38
risl = .00735;
%[ml,
Supply leakage inner radius
39
40
%
41
global mul rho
42
mul = 1.003e-3;
%[Ns/m^2],
Viscosity
43
rho = 998;
%[kg/m^3],
Density
CONSTANTS
44
45
%-
46
gammac = s-i/(pi*D)*360;
CALCULATIONS
%[degrees],
Angle of compensator
60
47
gammapl-1 =
(Lcll_2/2 + Lpl-2 + Lp1/2)/(pi*D)*360;
...
%[degrees], Angle of pocket1 region 1
48
gammapl2 =
(Lcl_2/2 + Lpl2/2)/(pi*D)*360;
%[degrees],
49
gammap2-1
=
gammap2_2
=
e =
(ho -
Angle of pocket2 region 1
(Lcl_2/2 + Lp2_2/2)/(pi*D)*360;
%[degrees],
51
Angle of pocket1 region 2
(Lcl_2/2 + Lp2_2 + Lp2_1/2)/(pi*D)*360;
%[degrees],
50
...
...
Angle of pocket2 region 2
h)/ho;
Eccentricity
52
hc = ho * (1-e*cos(gammac*(pi/180)));
Bearing gap at collector
53
hp1
= ho *
(1-e*cos(gammap1_1*(pi/180)));
m
Bearing gap at pocket1 region 1
54
hpl2 = ho * (1-e*cos(gammapl-2*(pi/180)));
%[m
Bearing gap at pocket1 region 2
s
hp2_1 = ho *
(1-e*cos(gammap2-1*(pi/180)));
Bearing gap at pocket2 region 1
56
hp2_2 = ho *
(1-e*cos(gammap2_2*(pi/180)));
[m],
Bearing gap at pocket2 region 2
57
s8
%Calculate hydraulic resistances
59
%Compensators
60
Rcl = Rcirc(ro, ri, hc)*2;
61
Rc2 = Rc1;
62
Rc3 = Rc1;
63
%Cross Leakage
64
Rcl1l = Rrect(Lcl-1,
wcl.1,
hp2-2);
65
Rcl_2 = Rrect(Lcl_2,
wcl.2,
h);
66
Rcl_3 = Rrect(Lcl.3,
wcl_3,
hpl2);
67
Rcl_4
= Rcirc(rocl_4,
ricl_4,
hpl-1)
* 4;
68
Rcl-5 = Rcirc(rocl_5,
ricl_5,
hp2_1)
* 4;
69
Rcl1 = 1/((1/Rcl_1)+(1/Rcl_2)+(1/Rcl_3)+(1/Rcl_4)+(1/Rcl5));
7o
Rcl2 = Rcll;
71
%Bearing Pads
72
Rp1-= Rrect(Lpl1-1,
wpl1,
hpl1);
61
73
Rpl2 = Rrect(Lpll2,
74
Rpl = 1/ ( (1/Rp1_1) + (1/Rpl2) ) ;
75
Rp2 = Rrect(Lpll-1, wp2_1, hp2_1);
76
Rp3
77
%Leakage
Lpl_+Lpl2,
hpl1);
Rpl;
=
78 Rll = Rrect(Ll1,
hc);
wll_1,
79
R13 = Rll;
8o
%Equivalent Resistances
81
Reql = 1/((l/Rpl)+(l/Rll));
82
Req2 = Rp2;
83
Req3 = 1/((1/Rp3)+(1/R13));
84
%Supply Leakage
85
Rsll = Rcirc(rosl, risl, hc)*2;
86
Rsl2 = Rcirc(rosl, risl, hc)*2;
87
Rsl = 1/((2/Rsll)+l/(Rsl2));
88
89
90
%Matrix equations to simultaneously solve for the flow rates
[1
0
0
-1
0
-1
0
0;
92
0
1
0
1
-1
0
-1
0;
93
0
0
1
0
1
0
0
-1;
94
Rcl
-Rc2
0
Rcl1 0
0
0
0;
95
0
Rc2
-Rc3
0
Rcl2 0
0
0;
96
Rcl
0
0
0
0
Reql 0
0;
97
0
Rc2
0
0
0
0
Req2 0;
98
0
0
Rc3
0
0
0
0
91 K
=
Req3;];
99
=
100
f
[0; 0;
101
Q = K\f;
0; 0; 0; Ps; Ps; Ps];
%[m^3/s],
[Qcl;
Qc2; Qc3; Qcl1; Qcl2; Qeql;
Qeq2; Qeq3l
102
Peql = Q(6) * Reql; %[Pa],
Pressure in bearing pad 1/leakage ..
equivalent region
103
%[Pa],
Pressure in bearing pad 2/leakage ...
Peq3 = Q(8) * Req3; %[Pa],
Pressure in bearing pad 3/leakage ...
Peq2 = Q(7) * Req2;
equivalent region
104
equivalent region
62
105
Qpl = Peql / Rpl;
%[m^3/s],
Flow in bearing pad 1
106
Qp2 = Peq2 / Rp2;
%[m^3/s],
Flow in bearing pad 2
107
Qp3 = Peq3 / Rp3;
%[m^3/s],
Flow in bearing pad 3
108
Ql
= Peql / Rll;
%[m^3/s],
Leakage flow in bearing pad 1
109
Q13 = Peq3 / R13;
%[m^3/s],
Leakage flow in bearing pad 3
110
Qsl = Ps / Rsl;
%[m^3/s],
Supply leakage flow
ilu
Qleak
112
Qtotal
Ql
=
=
+ Q13 + Qsl;
+ Qsl;
+ Q(3)
+ Q(2)
Q(1)
%[m^3/s],
Total Leakage flow
%[m^3/s],
Total flow
113
114
%Calculate Bearing Forces
115
%Inletl
116
Fil = Ps * pi * ri^2;
117
Fsl =
%[N],
Force in inlet
(pi*Ps*(rosl^2-risl^2)/(2*log(rosl/risl))-pi*Ps*risl^2)/2; ...
%[N],
Force in supply leakage region
118
Fi = Fil + Fsl;
%[N],
Total force for inlet area
119
Fiv = Fi * cos(gammac*pi/180);
%[N],
Total vertical force ...
from one inlet
120
%Pocketl
121
Fp1-l
*wpl1;
%[N],
Force in
the pocket region 1
122
Fpl-2 = Peql * Lpl-2 *wpl-2;
%[N],
Force in
the pocket region 2
123
Fpl3 = Peql * Lpl1.1 * wp1
= Peql * Lp1
/ 2;
%[N],
Force in
/ 2;
%[N],
Force in the pocket
/ 2;
%[N],
Force in
the pocket
...
land region1
124
Fpl_4 = Peql * Lpll_2 * Lp1_
land region2
125
Fpl5 = Peql * Lpll-2
* Lpl-2
the pocket
...
land region3
126
Fpl = Fp1_1
in
127
+ Fpl2
+ Fpl-3
+ Fpl.4
+ Fpl-5;
%[N],
Total
...
force
pocket1
Fp1v = Fp1_
* cos(gammapl_*pi/180)
+ Fpl2 *
cos(gammap1.2*pi/180) + Fpl3 * cos(gammapl-1*pi/180) + Fpl_4
* cos(gammap1l*pi/180)
%[N],
...
+ Fpl5 * cos(gammap1_2*pi/180);
Vertical force from pocket1
128
%Pocket2
129
Fp2_1 = Peq2 * Lp2-1 *wp2_1;
%[N],
Force in
the pocket region
130
Fp2_2 = Peq2 * Lp2_2 *wp2-2;
%[N],
Force in
the pocket region 2
63
1
131
Fp2-3 = Peq2 * Lpll-1
* wp2-1 /
2;
%[N],
%[N],
Total force in pocket2
Force in the pocket
..
land region
132
Fp2
133
Fp2v
Fp2_1 + Fp2-2 + Fp2_3;
=
=
+ Fp2_2 *
Fp2_1 * cos(gammap2_1*pi/180)
cos(gammap2_2*pi/180)
%[N],
...
+ Fp2_3 * cos(gammap2_1*pi/180);
Vertical force from pocket2
134
%Pocket3
135
Fp3_1 = Peq3 * Lpl_
136
Fp3_2 = Peq3 * Lpl2 *wpl2;
137
Fp3_3 = Peq3 * Lpll1
*wpl-1;
%9.[N], Force in the pocket
* wpl1
%[N],
/ 2;
region 1
Force in the pocket region 2
%[N],
Force in the pocket
..
land region1
138
Fp3-4 = Peq3 * Lpll_2
* Lpl-1 /
2;
%[N],
Force in the pocket
..
* Lpl-2
2;
%[N],
Force in the pocket
..
land region2
139
Fp3_5 = Peq3 .* Lpll-2
/
land region3
140
Fp3 = Fp3_1 + Fp3_2 + Fp3_3 + Fp3_4 + Fp3_5;
%[N],
Total force
in pocketl
141
Fp3v = Fp3_1 * cos(gammapl_*pi/180)
cos(gammapl2*pi/180)
...
+ Fp3_3 * cos(gammapll*pi/180)
* cos(gammapl_*pi/180)
%[N],
+ Fp3_2 *
+ Fp3
+ Fp3_5 * cos(gammapl2*pi/180);
Vertical force from pocketl
142
143
Fv
144
F
=
=
Fplv + Fp2v + Fp3v + 3*Fiv;
Fpl + Fp2 + Fp3 + 3*Fi;
%[N],
Total vertial force
%[N],
Total force
145
146
%Calculate Resistance Ratios
147
zetal = Rcl / Rpl;
148
zeta2 = Rc2 / Rp2;
149
zeta3 = Rc2 / Rp3;
150
151
%Ratio of Leakage Resistance : Compensator Resistance
152
ksil = Rl / Rc1;
153
ksi2 = R12 / Rc2;
154
ksi3 = R13 / Rc3;
155
156
%Bearing Parameters
64
. .
...
157
Feff
158
Qspec
Fv /
=
=
(Ps
*
Qtotal /
D
*
L);
%Load Carrying Efficiency
(Ps * pi * D * ho^3 /
(12 * mul * L));
...
%Specific Flow Rate
159
OUTPUT
16o
%
161
fprintf('Qcl = %4.3e m^3/s \nQc2 = %4.3e m^3/s \nQc3 = %4.3e
m^3/s \nQcll
m^3/s \nQp2
m^3/s \n',
162
=
=
%4.3e m^3/s \nQcl2 = %4.3e m^3/s \nQpl = %4.3e
%4.3e m^3/s \nQp3 = %4.3e m^3/s \nQl = %4.3e
fprintf('Pocketl Resistance Ratio = %4f\nPocket2 Resistance Ratio
ksil, ksi3)
fprintf('Load Carrying Efficiency = %4f\nSpecific Flow Rate =
%4f\n',
165
Feff, Qspec)
fprintf('Total Vertical Force = %4f N\nTotal flow rate = %4f ...
m^3/s\nAt eccentricity %4f\n\n',
166
zetal, zeta2, zeta3)
fprintf('Pocketl Leakage Ratio = %4f\nPocket3 Leakage Ratio =
%4f\n',
164
...
Q(1:5),Qpl, Qp2, Qp3, Ql)
= %4f\nPocket3 Resistance Ratio = %4f\n',
163
...
Fv, Qtotal, e)
end
167
168
%
169
% These are copies of functions called to calculate the ...
External Functions
resistance of various regions
170
171
% function R = Rrect(L, w,
172
% %Compute the hydraulic resistance of a rectangular region
173
% global mul
174
% R = 12*mul*L/(h^3 * w);
175
% end
h)
176
177
% function R = Rcirc(ro, ri,
178
% %Compute the hydraulic resistance of an annular region
179
% global mul
18o
% R = 6*mul*log(ro/ri)/(pi*h^3);
181
% end
h)
65
66
Appendix C
Technical Drawing
67
-3
1.73-- i-
i
0>
00
1.73
SECTION
A-A
BEARING LINER
DmjHPE
C 301-0000
Al I
WEGHT:
00
I
SHkET
:;f2
RESISTANCE
NETWORK DIMENSIONS
(ALL
DIMENSIONS
REFERENCE)
l'ILL:
BEARING LINER
C 301-0000 00
9 ;AL.=
:1 WEGHT: SHEI2O
2,01
70
Appendix D
Calculation of Housing Deflection
Q
p
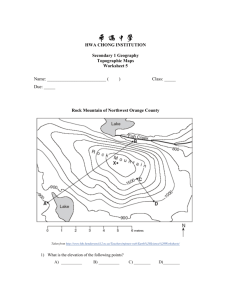
Figure D-1: Model of a half of the housing
Half of the housing is modeled as a curved cantilever beam of radius, R, with a
constant line load, p, applied and one end fixed as seen in Figure D-1. A fictitious
force,
Q, is applied
at 0 = 0 so deflection at that point can be found by Castigliano's
method. The internal moment is calculated by examining a section of the beam shown
71
Q
MR
Figure D-2: The forces and moment on a section of the beam
in Figure D-2.
pRsin@Rd# - QRsin9
E M = 0 =MR+
MR = -pR
2
[-cos$]O -
QRsinO
= -pR 2 (-cosO + 1) = -pR 2 (1
-
QRsinO
cos9) - QRsinO
(D.1)
Bending internal energy can then be calculated. Here the first term is evaluated
1
f
U=2EI f
= 2E
R
R
2E1
/2
MRRdO
2
7 [-pR
2
(1 - cosO) - QRsin] Rd9
2"222
[p2R'(1
-
cosO)2 + 2pQR 3 (1 _ cos9)sin9 + Q2R2n 2]dO
(D.2)
To keep this derivation in a readable format, each term in the integral of (D.2) will
72
be evaluated separately. Here the first term is evaluated.
I/7r/2
R'(1 _ COS0)
P2
pr/2
=p2 R
[1 - 2cos0 + cos 2 0] dO
4f
=p 2 R 4
2 d0
0- 2sin0 + 0
L
=p 2 R 4
2
-7/2
21
-2+
=p2 R [-2+
=p2 R 4
si+20
±4
4
(D.3)
-
Now the second term in (D.2) is evaluated.
j~r22pQRa(1
07r/2
-
cosO)sinOdO
7r/2
=2pQR 3
1
[sin - sin0cosO] dO
=2pQR 3 -cos9
=2pQR 3
=2pQR 3
3
12
-
7
[
-cos 2
2
-cos
--
1(1)2)
2
/2
Cos 271
2
-
0
2/
-cosO
-
Icos2o
I
=2pQRa2
(D.4)
=3pQR3
73
Finally, the second term in (D.2) is evaluated.
Q2 R 2Sir 2Od9
sin209]/2
20
=QR22
=Q2 R 2
irQ
4
7(/2
10
sinr)
0
4 )
2
sino)
4
7/
2
0_
2R 2
(D.5)
4
Combining (D.2), (D.3), (D.4), and (D.5) yields the final expression for internal
bending energy.
=R
37r
4
2R4
2EI 1
-
2)
+ 3pQR 3 +
rQ 2 R 2 -
4
(D.6)
Applying Castigliano's method yields the following.
aU
The fictitious force,
Q, is set to
R
2E=
+
L3pR3
3pR+
2
rQR 2 _]
(D.7)
zero to find the expression for deflection.
3pR 4
2EI
aU
NQ-O
(D.8)
The line load is related the the fluid pressure by multiplying the pressure by the depth
into the page.
p = Pb
(D.9)
The section is a rectangle so the moment of inertia is calculated as follows.
I
=
12
74
bha
(D.10)
Combining (D.8), (D.9), and (D.10) yields the final expression for the deflection.
3PbR4
2E (-bh3)
18PR4
Eh3
(D.11)
The following values are used to calculate a rough estimate of the housing deflection.
" R =0.05m
" h = 0.0127m
* P
=
20psi = 137.986kPa
" E= 70GPA
Inputing these values into (D.11) yields the following.
6 = 18(137, 895Pa)(0.05m)4
(70X10 9 Pa)(0.0127m) 3
= 0.108mm
= 0.0043in
(D.12)
This analysis is a rough estimate. The housing used for testing is a trough machined
into a square block, so the moment of inertia is not contant. Also the fluid pressure
is not constant inside the bearing. This estimate is a worst case scenario and points
to the need for further investigation.
75
76
Bibliography
nouveau systme de locomotion sur les
[1] L. D. Girard, Hydraulique applique
chemins de fer. Paris: Bachelier, 1852.
[2] F. W. Hoffer, "Automatic fluid pressure balancing system," U.S. Patent 2,449,297,
Sept. 14, 1948.
[3] K. Wasson and A. Slocum, "Integrated shaft self-compensating hydrostatic bearing," U.S. Patent 5,700,092, Dec. 23, 1997.
[4] M. S. Kotilainen and A. H. Slocum, "Manufacturing of cast monolithic hydrostatic
journal bearings," Precision Engineering, vol. 25, no. 3, pp. 235-244, June 2001.
[5] M. S. Kotilainen, "Design and manufacturing of modular self-compensating hydrostatic journal bearings," Ph.D. dissertation, Massachusetts Institute of Technology, Cambridge, 2000.
[6] K. L. Wasson, "Hydrostatic machine tool spindles," Ph.D. dissertation, Massachusetts Institute of Technology, Cambridge, 1996.
[7] W. B. Rowe, Hydrostatic and Hybrid Bearing Design.
1983.
London: Butterworths,
[8] Hydrodynamic plain journal bearings designed for operation under steady state
conditions, DIN Std. 31652, 1983.
[9] A. Harnoy, Bearing Design in Machinery: Engineering Tribology and Lubrication.
New York: Marcel Dekker, 2003.
77