EFFECT OF STRENGTH, LOAD RATIO AND
advertisement

EFFECT OF STRENGTH, LOAD RATIO AND
ENVIRONMENT ON NEAR-THRESHOLD FATIGUE
CRACK PROPAGATION OF 2 1/4 Cr -1 Mo STEEL.
by
GERALD FRANK ZAMISKI
B.S., SOUTHERN ILLINOIS UNIVERSITY
(1978)
SUBMITTED IN PARTIAL FULFILLMENT
OF THE REQUIREMENTS FOR THE
DEGREE OF.
MASTER OF SCIENCE
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
August 19801
Signature of Author.
Department of M'
.. j.. ...
w ...
neering, July 4, 1980
...
nic:l'E
r
..
.
.
Certified by.
Thesis Supervisor
Accepted by..................
.....,
.a
•Y-~
Chairman, Depart et Committee
ARCHIVES
MASSACHUSE_.s
INSTITUTE
OF TECHNOLOGY
SEP 22 1980
LIBRARIES
.....
-2-
EFFECT OF STRENGTH, LOAD RATIO AND
ENVIRONMENT ON NEAR-THRESHOLD FATIGUE
CRACK PROPAGATION OF 2 1/4 Cr- IMo STEEL
by
GERALD F. ZAMISKI
Submitted to the Department of Mechanical
Engineering on July 4, 1980 in partial
fulfillment of the requirements for the
degree of Master of Science.
ABSTRACT
Near-threshold fatigue crack propagation has been examined
for a 2 1/4 Cr - 1 Mo quenched and tempered steel - SA542 class 2.
The effects of material strength, load ratio and environment
were investigated. Tests were conducted at ambient temperature
in a newly constructed environmental chamber system with a design
impurity level of 1 ppm. Environments consisted of moist air,
and dehumidified/purified hydrogen and helium gases. Near-threshold
growth was found to be dependent on material strength and load
ratio. Near-threshold growth rates were enhanced in hydrogen
and helium relative to moist air. Fractography displayed fracture
mechanism dependence on stress intensity, load ratio and
environment. The results are rationalized in terms of a crack
closure model involving enlarged oxide debris formed upon nearthreshold cracks. Such models are shown to be at least qualitatively
consistent with experimental observations.
Thesis Supervisor:
Title:
Robert 0. Ritchie
Associate Professor of Mechanical Engineering
-3-
ACKNOWLEDGEMENTS
I would like to sincerely thank Prof. Ritchie for his
support, friendship, and for the opportunity to work for someone
whose high standards and goals are reflected in his current status
in the fatigue field. My respect for him is richly deserved. Never
ending thanks and love to Edward, Florence, David and Terry Zamiski,
for without them I may have never achieved this, my proudest
moment. Also to Jeff, Sandra, Janet, Mark, Rosendo, Finis, John,
Suresh, Chip and Wink, a special thanks.
-4-
TABLE OF CONTENTS
Page
TITLE PAGE------------------------------------------------
1
ABSTRACT-----------------
-----------------------------
2
ACKNOWLEDGEMENTS------------------------------------------
3
LIST OF TABLES------------------------------------------
6
LIST OF FIGURES---------------------------------
7
CHAPTER I. INTRODUCTION-----------------------------1.1
11
Review of Fatigue-------------------------- 11
---
14
CHAPTER II. EXPERIMENTAL PROGRAM--------------------
17
1.2 Objective-----------------------------
2.1
Material s---------- --------------------- 17
2.2
Specimen Geometry--------------
--------- 17
2.3 Heat Treatment ---------------------------
17
2.4 Test Machines-------------------------------- 19
2.5
Crack Monitoring------------------------ 20
2.6
Test Procedure--------------------------- 20
2.7
Fractography---
CHAPTER III.
------------------------- 22
RESULTS ---------------------------------- 25
3.1
Material Properties and Microstructural
Analysis-------------- mm------------------ 25
3.2
Influence of Material Strength on NearThreshold Growth Rates---------------------
3.3
Influence of Load Ratio on Near-Threshold
Gr wh aes- -----------------(rnwth Rates------------------------------------
30
-5-
Page
3.4
3.5
Influence of Environment on Near-Threshold
Growth Rate----------------------------------
41
Fractography---------------------------------
49
CHAPTER IV. DISCUSSION-------------------------------4.1
62
Plasticity Induced Crack Closure: A Model for
Load Ratio Effects----------------------------
62
4.2 Oxide Induced Crack Closure: A Model for
Environmental Effects--------------------------
67
4.3
73
Concluding Remarks------------------------------
CHAPTER V. CONCLUSION------------------------------
75
REFERENCES-------------------------------
---------------
78
-----------
84
A. Environmental Chamber System--------------------
84
B. Fatigue Test Results: 320 0C Temper---------------
98
APPENDICES--------------------------------
-6-
LIST OF TABLES
TABLE
I
Table of property variation due to laboratory
heat treatment which includes tempering at
3200 C, 4700C, 550 0C, 6300C and 690*C.
27
II
Summary of fatigue crack growth test parameters
and the corresponding threshold AK
o values for
the SA542 class 2 steel.
74
-7-
LIST OF FIGURES
Page
Figure
1
Schematic of fatigue crack growth rate (da/dn)
versus alternating stress intensity (AK) insteels.
12
2.
Design of compact (CT) testpiece used for fatigue
crack propagation tests.
18
3.
Schematic diagram of electrical potential crack
monitoring system.
21
4.
Typical test procedures for obtaining fatigue crack
propagation data spanning the entire range of growth
rates from near-threshold levels to'final failure.
23
5.
Effect of tempering temperature on ambient temperature uniaxial tensile properties of SA542 class 2
steel, water quenched from 9500 C.
26
6.
Optical micrographs of SA542 class 2 (25 mm thick)
plate austenitized at 950 0C,water quenched and
tempered: (a)as-received (b)320 0c temper (c)630 0 C
temper and (d)690 0c temper.
28
7.
Effect of yield strength on fatigue crack propagation
in SA542 steel tested inmoist air.
31
8.
Variation of threshold AK (at R = 0 - 0.05) with
yield strength for steels 0 (ay = 200 - 1800 MPa).
33
9.
Effect of load ratio on near-threshold fatigue crack
propagation for the as-received material tested in
moist air.
36
10.
Effect of load ratio on near-threshold fatigue crack
propagation for the as-received material tested in
UHP helium.
38
11.
Effect of load ratio on near-threshold fatigue crack
propagation for the as-received material tested in
UHP hydrogen.
39
12.
Variation of alternating threshold stress intensity
AK
o with load ratio for SA542 class 2 in air,
hydrogen and helium.
40
-8-
Figure
Page
13.
Variation in near-threshold fatigue crack propagation
with load ratio for the as-received material
condition in air and hydrogen.
42
14.
Variation in near-threshold fatigue crack propagation
with load ratio for the as-received material condition
in air and helium.
43
15.
Schematic plot of variation in near-threshold fatigue
45
crack propagation with environment and load ratio
for the as-received material condition.
16.
Variation in near-threshold fatigue crack growth
for 690 0 C temper condition in air, hydrogen and
46
helium at R = 0.05.
17.
Comparison of near-threshold fatigue crack growth
between the as-received and 690 0C temper material
in moist air and hydrogen at R = 0.05.
47
18.
Comparison of near-threshold fatigue crack growth
between the as-received and 690%C temper material
in moist air and helium at R = 0.05.
48
19.
Comparison of fracture surfaces in air, hydrogen
and helium near the threshold AK for the as-received
condition as a function of the load ratio.
50
20.
Comparison of fracture surfaces in air, hydrogen
and helium at R = 0.05 for the as-received condition as a function of AK.
51
21.
Variation in percentage of intergranular fracture
with alternating stress intensity for the asreceived condition in air, hydrogen and helium
52
at R = 0.05.
22.
Comparison of fracture surfaces in air, hydrogen
and helium at R = 0.75 for the as-received
condition as a function of AK.
54
23.
Comparison of fracture surfaces of the 6900C and
320 0 C temper conditions in air at R = 0.05 as a
function of AK.
56
-9-
Figure
.Page
24.
57
Variation in percentage of intergranular fracture
with alternating stress intensity as a function of
material condition for moist air.
25.
Comparison of fracture surfaces in hydrogen and
helium at R = 0.05 for the 690 0C temper condition
as a function of AK.
58
26.
Variation in percentage of intergranular fracture
with alternating stress intensity for the 690 0C
temper condition in air, hydrogen and helium at
59
R = 0.05.
27.
Variation in percentage of intergranular fracture
with alternating stress intensity for the 6900C
temper and as-received condition in hydrogen.
61
28.
Variation of thresholdAK0 with load ratio for
SA387 steel in moist air and hydrogen (6).
63
29.
Nomenclature for stress intensity parameters at
threshold and their variation with load ratio
R (after Schmidt and Paris).
65
30.
CT testpiece crack fronts encountered in nearthreshold crack growth tests for the as-received
material as a function of load ratio and environment (3 1/2 X).
68
31.
Oxide thickness and crack propagation along crack
for SA542-3 at R = 0.05 in moist air (courtesy
of C.M. White).
70
32.
Schematic representation of the environmental
chamber system designed to produce an impurity
level of less than 1 ppm.
85
33.
Rear view of the environmental chamber system
showing the liquid nitrogen coil trap, silicon
fluid trap shield, roughing two bounce trap,
and model 461 purifier.
87
-10-
Figure
Page
34.
Closeup view of the CT specimen mounted in the
environmental chamber showing the semi-elliptical
chamber, yoke arms and mounting system.
89
35.
Closeup view of the CT specimen mounted in the
environment chamber showing the semi-elliptical
chamber, yoke arms and mounting system.
90
36.
Front view of the environmental chamber system
showing the mounted CT specimen, outlet/inlet
bellows, valves, cryopump, conflat tee and
foreline trap.
93
37.
Schematic continuous-cooling transformation
99
diagram for 2 1/4 Cr - 1 Mo steel.
38.
Closeup view of CT testpiece crack fronts
encountered intesting the 320 0C temper
condition (a)multiple initiation (b)tunnelling
(c)valid test inair (d)valid test inhydrogen
(4 1/2 x).
39.
Fatigue crack growth data for the 320 0 C (III) temper 103
at R = 0.05 in moist air and UHP hydrogen.
101
-11-
CHAPTER I
INTRODUCTION
1.1
Review of Fatigue
Inapplications of 2 1/4 Cr - 1 Mo steels, conditions may
exist where fatigue crack growth of subcritical flaws can lead
to catastrophic failure. These flaws, which are below the
resolution of NDT techniques (typically -0.2mm), may propagate
at seemingly immeasurable rates. But when design lifetimes
are up to 30 years, these rates become very significant
especially in the presence of harsh environments. The defect
tolerant approach to design of critical applications, which is
now widely used, is concerned with the lifetime (number of cycles)
required to propagate a subcritical flaw from an assumed initial
defect size (NDT limits) to a critical size. This approach has
accelerated research on fatigue crack propagation characteristics
of structural materials.
Figure 1 is a schematic representation
of a typical fatigue data curve, where the growth rate (da/dN)
is plotted versus the alternating stress intensity (AK). The
curve is divided into three regimes: the high growth regime (C)
leading to final failure, the linear mid growth regime (B,)and the
low growth regime (A). Until recently, most research has centered
on growth rates above l0-6mm/cycle, corresponding to the mid (B)
and upper (C)growth regimes where failure can occur in
-12-
S.t,
r-
,
a
a)
(4. 4-)
C) Ur
0
0..)
4
)
U)
r-
EU
00O
J"
O
alpA3//
lww 'NP/DP
C,
-T3-
thousands of cycles. When application design life is taken to be
10-30 years, small flaws which can be propagating at rates less
than 10-6 /cycle (low growth regime A), can grow to a critical
size. Consequently, research has shifted to analyzing the variables affecting this low growth regime (A), where average crack
growth rates are often less than a lattice spacing per cycle.
This low growth regime contains a minimum value of alternating
stress intensity (AK) below which there is no experimentally
detectable growth (less than 10-8an/cycle). This minimum value
of AK is the threshold alternating stress intensity AK
o .
Studies (5,7, 8, 19) on mid growth rates have shown that
this regime is largely insensitive to changes inmean stress and
microstructure. The typical failure mode of regime B is one of
transgranular ductile striation (18).
Regime C displays a change
in fracture mode from the transgranular ductile striation to
intergranular, fibrous and cleavage fracture mechanisms (19).
Ritchie (5)has shown that these high growth rates are much more
dependent on mean stress and microstructure.
Literature has shown that near-threshold growth rates and
the value of AKo are particularly dependent on mean stress or
load ratio R (5,7, 9-13, 30, 46, 56), cyclic frequency (13),
yield strength (5,12, 14), grain size (5,15) and microstructure
(5,7, 9, 46).
Cooke and Beevers (22),and others (7,13) have
shown that as the load ratio is increased, the near-threshold
-14-
growth susceptibility is also increased. Ritchie (5)and studies
by Masounave and Bailon (9)show a trend of increasing near-threshold growth rates with increasing material strength.
It has been
found that the environment can have a significant effect on nearthreshold growth, and environmentally dependent growth mechanisms
have been observed (30, 46).
1.2 Objective
The objective of this study was to perform a critical analysis
on the quenched and tempered 2 1/4 Cr - 1 Mo steel so as to attempt
to sort out the effects of material strength, load ratio and
environment on near-threshold growth in low strength steels.
The analysis was directed at fully investigating the near-threshold
fatigue crack growth behavior of this steel while varying pertinent
application oriented conditions.
The initial phase of this study
consisted of laboratory heat treatment of SA542 class 2 steel over
a range of tempering temperatures from 320 0C to 690%C after water
quenching from an austenitizing temperature of 950*C. These
treatments produced a range of yield strengthes from 575 to 951
MPa. The corresponding microstructures and material properties
were then examined as a function of tempering temperature. The
second phase was concerned with the dependence of near-threshold
fatigue growth on varying material strength. The two extreme
strength conditions (320 0C and 690 0C) and a mid strength condition
(as-received) were used as test parameters. Phase three involved
-15-
analyzing the effect of load ratio (R = Kmin/Kniax) on near-threshold growth rates.
Tests were conducted at a low value (R= 0.05)
and a high value (R= 0.75). The fourth phase was the most
pertinent as far as current near-threshold fatigue growth studies
are concerned. This phase dealt with investigating the effect
of strictly controlled test environments on near-threshold growth
behavior. Tests were conducted at low (0.05) and high (0.75)
values of R on the as-received steel (oYS = 769 MPa) in
environments of moist air (30% relative humidity), highly purified
and dehumidified hydrogen and helium gases. Hydrogen was chosen
because it causes embrittlement of high strength steels.
Vigorously
purified helium gas was used in an attempt to provide an inert
environment. To accomplish these purified test environments,
an environmental chamber system was designed and built. Full
details are given inAppendix A. The importance of these highly
purified and dehumidified environments was to delineate the effect
of hydrogen without oxygen, moisture and other impurities, and
to produce a 'pure' inert environment. Several studies in the
literature have produced contradictory results from similar
environmental testing, and this has been thought tobe due to
varying purity of the hydrogen and inert atmospheres. The hydrogen and helium tests were both conducted at a pressure of 110 kPa,
and all tests were at ambient temperature. The two extreme
strength conditions (3200C and 690 0C) were also tested at a
-16-
low value of A (0.05) in the same three environments. The final
phase of this study involved a complete fractographic analysis
using a scanning electron miscroscope. Fracture mechanisms are
described as a function of yield strength, load ratio, stress
intensity and environment.
-17-
Chapter II
EXPERIMENTAL PROGRAM
2.1
MATERIALS
The material tested in this program was a quenched and tempered
SA542 class 2 steel of composition:
C Mn Si Ni Cr Mo P S
0.14 0.44 0.22 0.61 2.28 0.92 0.01 0.02
Wei of Lehigh University supplied two 25mm thick plates of this
steel measuring 320 x 660mm. These sections were originally cut
from an electric furnace heat (# C7158) obtained from Lukens Steel
Company. The as-received properties of SA542 class 2 have been
measured by Wei and Simmons (39).
2.2 SPECIMEN GEOMETRY
Fatigue crack propagation specimens usedin this study were
ASTM standard l-T compact (CT) test pieces. The stress intensity
K calibration for this specimen geometry is given by a fourth
order polynomial as shown in figure 2. These specimens were
machined in the T-L orientation from the center of the plate
location. Uniaxial tensile hour glass specimens were also machined
in the T-L orientation.
2.3 HEAT TREATMENT
Laboratory heat treatment of the SA542 class 2 steel was
performed to produce a variation inmaterial properties. Test
-18-
o
0E
a
E
a,
.0
0
E
c
OJ O
E
[-0
o
"
0
iJ
d
-
EE
O0
-
CM
o0.
°
+o
orC·
*0
|'l
i
w
r°
0
(0
.
N
4--
0
Clj
E
CD
a
3
cO
Ir)
(. No
a
0)
*0
+
U,
o
C
N
I
Ne
0
0=
-D
0
.4
OO
,
I.I
i
(I
I
I I
I
I
I
I
I 0
o
I
I I
"
V
-19-
pieces were austenitized at 950'C, followed by vigorous water
quench. Time specified for austenitizing was 60 minutes per inch
of thickness once the specimen outer skin was at furnace temperature.
With chromium present inthis material, it is important not to
exceed the austenitization temperature or time due to chromiums
unfavorable promotion of grain growth. Tempering temperatures
were 320%0, 470*C, 550*C, 630%C and 690%C. Time of tempering was
90 minutes per inch of specimen thickness and was followed by water
quench. A controlled atmosphere furnace was used to treat the
machined CT specimens. This furnace, which operated under a
vacuum of approximately 10 millitorr, was used to keep decarburization and oxidation to a minimum. Hour glass tensile and
metallographic specimens were encapsulated in vycor tubing, then
treated in a muzzle furnace. The encapsulating tubes were destroyed
upon quenching to permit proper cooling. Rockwell hardness values
were taken of all specimens, and compared to previously recorded
values to ensure minimal decarburization.
2.4 TEST MACHINES
Fatigue testing was performed on a servo hydraulic 49 kN
Instron 1350 testing machine. Experiments were carried out with
a sinusoidal tension wave at a frequency of 50 Hz.
Environment
testing was conducted either inlaboratory moist air, or by using
a locally mounted environmental chamber system (described in
Appendix A) for hydrogen and helium.
-20-
2.5 CRACK MONITORING
Fatigue crack length was continuously monitored using the
D.C. Electrical Potential technique (16, 17).
This method entails
passing a constant current (maintained by external means)
through a cracked test piece while being loaded (fig. 3).
Two
0.010 inch pure iron wire probes are spot welded across the notch
and are used to measure the changing specimen resistance during
crack growth. By monitoring this resistance and comparing it
with the initial potential across the starter notch, the crack
length to specimen width (a/W) can be determined with the use of
the potential drop. A forty microvolt change in voltage across
the crack tip corresponds to a change incrack length of
approximately 1mm. The circuit design is based on a system
developed by Ritchie (34).
Data reduction involves converting potential-time data to
crack length-number of cycles, from which growth rates are obtained
through numerical differentiation using finite difference and
incremental step polynomial procedures (34).
This crack monitoring
technique has been shown to measure absolute crack length down to
O.lmm and to detect changes in crack length of the order of O.01mm.
2.6 TEST PROCEDURE
The threshold stress intensity AK
o iscomputed from the highest
stress intensity at which no growth can be detected within 107
cycles. Therefore using this crack monitoring technique, the
-21-
E
0rC
-o
o
'4-"
0
rON
C
0
4-
E
- -C
0
so
o o
0
C
0.
4-
0.
C
o
C
cO
ofc
4I.
C
n0
.-
04L.
0
-c
CL
c
O
0.O
.0
uU-
Co
oc
t
CnC
00
co
C O.3
0
-c
."A
-22-
threshold AKo can be defined in terms of a maximum growth rate of
10-8n
n/cycle (4x 10-10in/cycle). The value of the threshold
AK
o is.found using a load shedding technique (fig. 4). This
technique initiates a fatigue crack from the specimen notch at a
AK corresponding to the mid growth regime, at a relatively high
growth rate. Once the crack has initiated, the loads are then
successively decreased by not more than 10% of the previous
load. This is to prevent any premature crack arrest due to
residual plastic deformation. The crack isgrown, for each load,
a distance of at least four times the maximum plastic zone size1
from the previous load. This is to minimize transient crack growth
effects from residual plasticity. Once the loads have been
decreased to the threshold AKo (5- 6 days), the mid growth data
are obtained using a constant load (increasing AK).
2.7
FRACTOGRAPHY
Fracture surfaces were analyzed using a scanning electron
microscope (SEM). Fractographs were taken at a range of AK values
for each fatigue test performed. Ineach case, the fracture
mechanism is noted and correlated to stress intensity, load
ratio, environment and material strength. The proportion of
intergranular fracture (facets),as a function of AK,was measured
using a grid method. A transparent grid of 100 squares per inch
a
maximum plastic
zone smax)
size r
1
(
)2r
-23-
da/dN (inches/cycle)
CD
ry*)
I
.........
""""
'
""
0
~
"
'
r
IIII
'
1
0
q
'
11""
'
I
v
'' ' 1
I 1i "Ill
"l
'I
vm
I,'
u
a)-
-Li
0
(L
00 0 i
or
in
i
0
r-
a
C
0
0
4
O
c0
a
0
CL
V
ao
O
0
a
0
a0
a0
o
0
oa
C.)
MU
.Ji
a
0
a
E
10
00
0 C~
I0
00o
0E
C 0 a.
CO
I-
a
0
0
-e
C
a
0E
E
w
0C
0
CM
*o
Oi
4--
z
I
E
.)
-4-'
CS, -
E)
0
to
z
& r.).
0
O
w
7,
0)
E
0
0
C
-c
O
E-- a
(
C)04--
o
0
E-
II
Ow
W0
N.,
-
L IZ
-C-
z
l)
-o 0
0
-c
0
0,
0
0
0
,..
OC
0·
0·
0)
o-
Co
'a
0)
00
00
-- I•
I-
.
..
1
11111
(a
..
I
.
.
..
I
)
I
I
I
I
I
III
U
I
I
I
I
I
l l
'o
NP/
(elI3':)/ww) NP/i
h
i
-L
rr
I
I
IIIIII
I~
I
l
III
'o
I
llll
|
'0
....
oP '3LVt
HJ.MOIdS
AOVH9
lI
I..
ll l
l
'o
3nqliuv
I
l
IQ
IQ
w
Z
C)
u-
-24-
was placed over the fractograph.
The percentage of intergranular
fracture was then calculated by an area fraction.
-25-
CHAPTER III
RESULTS
3.1
MATERIAL PROPERTIES AND MICROSTRUCTURAL ANALYSIS
The resulting variation of uniaxial tensile properties with
tempering temperature is shown in figure 5. This plot indicates
a trend of decreasing material strength and increasing ductility
with increasing tempering temperature. The only exception to
this trend occurs at approximately 500*C - 600*C, where the effect
of secondary hardening is seen. The presence of chromium and
molybdenum form part of the carbide phase and thus bring about
this retardation of softening. The rapid decrease inmaterial
strength with increasing tempering temperature above the secondary
hardening peak is typical for 2 1/4 Cr - I Mo steel (39), and
demonstrates the need for close temperature control when tempering
this material.
The yield strength values varied from a low of 575 MPa
(83ksi) at the 6900C temper to a maximum of 951 MPa (138 ksi)
at the 320 0C temper (Table I). The as-received condition (6380C
temper) produced a mid value of 769 MPa (111 ksi).
Figure 6 shows optical micrographs of the SA542 class 2
steel inthe as-received, 320*C, 6300C and 6900C temper
conditions. These micrographs indicate a fully transformed,
acicular tempered martensitic structure with no evidence of
pro-eutectoid ferrite. This is in contrast to commercially
-26-
OdLAJ- sseJ 4s
o
0
0
0
o
0N
o
o
-
~~r
--
o0
v
o
N
--
f
MIm
0 6
O
o
8 0a
t-
Oo
o•.
w
r.
~-
o0 ;
EN-
0
0
o0
Oe
't
U)
0
o•
aEU
U-)
0
E
O
O
If
O
i
O
!sI-
sseJIS
C
O
0
-y
0)
-
-27-
4)
CO
O
UL S•
0
O
Sv,-CD
C)
O
O•
C•
C
C)
ON
C-)
0
O
& to
00)C.
I
L
Lf
r-
o4 o
r-i-
CO
-
N
0
4S)
1 uO
No
4r-
.0.OlCD
C4O
0Ot
r-v
1,
O
0
SO
r•
r-
r-
O.
v*
4.O Cr)
r0" 8
0) O
M
fO
0
CO
C-
0
O
0CO
L
O
4J
4.
L LO
0.'
WO
00
4C)
*r-
0O
C,
•r-N E
'
O
r-
U-
C,
--
0) 9
>0Q.
SS
E
D C)
CD
O.-
@
Qu)U
CD
P-
Q-
00
CoL
C
C
0UC
CD
4-0e C
r
O *r-
C
U) -=
- C)
-)
*-p
I-
-0
-r
'
+
+
+
r-
r-
r-
r-
a-
O
O
OC)
O
O
O0
O
S.
r
-I.-
r-
C
U)
r-
1n
0a)
fu
U)
to
-o
-"
U)
S.-
4)
S-
E
4)
(o
.
0L
E
U
(a
E
-o
4.)
S-
0)
I.-
E
.
o
,,u._
a-)
C)
4-
o
C')
C"
.
-28-
Fig. 6 Optical micrographs
of SA542class 2 (25 mm thick) plate
austenitized at 950 0C, water quenched and tempered: (a)
as-received (b)320 0 C temper (c)6300C temper and (d) 690'C temper.
-29-
quenched and tempered SA542 thick plate material which is
predominantly bainitic (1),
Differences in the nicrostructures
with increasing tempering temperature cannot be resolved with
optical microscopy (1).
However, for tempering times used, it is
probable that autotempered e-carbides present in the as-quenched
structure are replaced by cementite around 550 0 C with additional
precipitation of Mo2C and spheroidization of Fe3C occurring above
6500C (37).
-30-
3.2 INFLUENCE OF MATERIAL STRENGTH ON NEAR-THRESHOLD GROWTH RATES
Near-threshold fatigue crack growth tests were performed on
SA542 class 2 steel over a range of material yield strengthes:
575 MPa (6900C temper), 769 MPa (as-received) and 951 MPa (3200C
temper).
Itis important to point out that the variation in
material strength was produced with no change in prior austenite
grain size. All material strength tests were performed inmoist
air at a load ratio of R = 0.05. Figure 7 isa plot of crack
growth data for the 575 MPa and 769 MPa conditions. The threshold AK0 was lowered by 17% from a value of 8.6 MPa ii for the
575 MPa strength to 7.1 MPa Yi for the 769 MPa strength condition.
The corresponding near-threshold crack growth rates were increased
by up to 100 times, with this increase inyield strength. Test
conducted on the 320 0 C temper condition produced questionable
results, possibly due to residual stresses: present. Therefore
the 3200C temper results and problems are described inAppendix B.
Several investigators have shown this effect of increasing
near-threshold growth rates with increasing mechanical strength.
Ritchie (5)reported such a trend in ultra-high strength (yield
stress = 1000-1800 MPa) 300M steel at R = 0.05. Work by Moss(6)
on normalized 2 1/4 Cr - 1 Mo (SA387-2-22) low strength steel
displayed a decrease in threshold AK0 of 10% upon increasing
yield strength from 290 MPa to 390 MPa. These tests were
performed inmoist air at a load ratio of 0.05. Suresh (53)
-31-
( al•i/u
) NWoP
t)
9
I
"__r I
S
·_
I
I
I
I
I
I
_
w
II
I
4'
0
so
_ _ _ _____
__ _ ·
r
_
IIII
I
I
I
i
l
ll
|
I
""· ___
I
t0a
4
Uo
.2o
o4 4
-4
-j 060
- 0a L
o
*
0
c
or-
S
.v*
C.
J.
u
O
**
4
u
I-r
0
A
IC o
$*0 U,
m
A
o,
•
OD
0
0
44
w
.o4
<'d <
o
44 4
4.aO .
D--
S0
o
c In.
OO***0
5J
I)
z
<[
U)
0
4A
4-,4J
-r
00
o
W
0 44.on
)
In0
SU)
(o
o
I-
E
c
0
v
(0
w
0,'co o
I
0
.b
4-u
U*
10
4. *
la,
i)
..
0)
U-
I
I
laii
Ja
I
I
11111
. .
I
.ili .
. .
A
a
.
.
10
iO
'0
(al8pA/r,)
NP/op '3.iVl
.
,o
Ii
.
A
I
S11111 1
I
I
lii
1
go
'0
NOLLVDVdOtd >34Vi3
IIni I
1.....
3nflilVj
I
fIU
1
co
-32-
tested the thick section, quenched and tempered SA542 class 3 steel
of fully bainitic microstructure. These tests showed a decrease in
threshold AK
o from 7.7 MPa vJi
for the center thickness location
(485 MPa) to 7.4 MPa v1 for the surface material (500 MPa).
Figure
8 isa plot of threshold AK
o values versus material yield strength
taken for a number of steel conditions.
The general trend is a
decrease inthreshold AK
o with increasing strength. Data on
2 1/4 Cr - 1 Mo steels from work by Moss (6)and Suresh (53) were
plotted along with the threshold AK0 for SA542 class 2 steel in
the as-received condition. These points are connected, and are
seen to follow the general trend. An important factor in the
dependency of near-threshold growth on material strength is
microstructure (grain size, phase, etc.). As a general rule,
martensitic steels tend to offer the least resistance to nearthreshold growth. Bainitic steels display a higher resistance
and ferritic/pearlitic steels exhibit the most resistance, of
these structures, to near-threshold growth.
As a generality, fatigue crack growth is insensitive to
material strength except in the near-threshold regime. Inthe
mid growth regime, raising the strength of steels by nearly an
order of magnitude does not change growth rates by more than a
factor of 2 or 3 (25). This similarity in growth rates above
10-6 mm/cycle .isconsistent with the fact that the mid growth
regime isoften independent of microstructure. To summarize,
-33-
o
le
ml
-=A
I
O
0I
/
0
.-
I.
0
0
/
/
I
EEl
I
/
U
-
Im
*
I
4.
.,
0
0.
/
V,i
0,
1on
o40
.1
2
1
I-u-C
a00
b
4-0
CJ
Co
0
/
z
w
I-
o
cn
C)
wj
o
...
L-,o
00-00
aao
IL-)
Or(') ,'
.. 111
v
- o o-*o
A
SL 0
4
/
J
*jo
'0 4
_/ / , v
9-
l
i
(M_.^oddY)
/
B
°AV
Eco
Ea
* S oA- 0
i
OIOHS3NHI
Or
-
.9-a,
-.
SOO
0
aja
C
0C
CL
E-
I
4J-0 M
M II
4. 4J
c
U-
0, -I
4-
i
in
-34-
this phase of the study showed a decrease in threshold AKo and
an increase in near-threshold growth rates with a change inyield
strength from 575 MPa to 769 MPa.
Future testing on this material is needed to provide
threshold AK
o values for the range of tempering temperatures that
may have applicability in service.
-35-
3.3
INFLUENCE OF LOAD RATIO ON NEAR-THRESHOLD GROWTH RATES
One of the most striking characteristics of near-threshold
growth is a marked dependency on mean stress, characterized by
load ratio (R= Kmin/Kmax). This isparticularly relevant to
service conditions where high mean stresses are present from
applied operating stresses (pressure vessels) and residual stresses.
Many authors (5-7, 9-11, 13, 20, 22, 23, 46, 48) have shown for
a wide range of steels and non-ferrous alloys that high load ratios
markedly decrease near-threshold crack growth resistance.
To determine the influence of load ratio on the quenched
and tempered fully martensitic SA542 class 2 steel, tests were
performed on the as-received material condition at load ratios of
0.05 and 0.75. Figure 9 displays the very significant decrease
inthreshold AKo for tests inmoist air from 7.1 MPa ri for
R = 0.05 to 2.8 MPa
'm
for R = 0.75. This corresponds to a
60% decrease in threshold AKo. The corresponding near-threshold
growth rates were increased by up to three orders of magnitude.
It isclearly seen that for alternating stress intensities (AK)
there will be no detectable
between 3.0 MPa Vii and 7.0 MPa `iii
growth for a load ratio of 0.05, wherdas growth will be at a
-7 mm/cycle to 10-5 mm/cycle) for a
relatively high rate (10
load ratio of 0.75. Moss (6)reported similiar results with
a decrease in threshold AK, of 40% for tests on a lower strength
normalized 2 1/4 Cr - 1 Mo steel inmoist air at load ratios
-36-
( 8l:)•AU!)NP/Io
IO
S0
P
I.
0
'0
0
C
0
C10
0 4.
o
S.
O
E
uC
r
U,
SI
2w
n,"
LI,
c.4
U)
z
w
r-
0
0r0
O 5L
I
-..
4M
0041
O·0*w0
S.
-ou
0
0>c
-Q
A.r
(al:),:)/uu) NP/Op'3.IV
NOIV9VldOId >l:V8: 3nlo.Lv-I
-37-
of 0.05 and 0.80.
Load ratio tests in UHP helium and UHP hydrogen displayed
the same effect of decreasing threshold AK
o with increasing R.
Figure 10, for tests inhelium, exhibits a decrease in threshold
AK0 from 4.9 MPa vri
to 2.7 MPa Vi,upon increasing the load ratio
from 0.05 to 0.75. This effect on near-threshold growth is in
contrast to tests in inert (vacuum) environments by Beevers and
co-workers (30, 46) on tempered martensitic En 24 steel, and
Irving and Kurzfield (76), where threshold AKo was found to be
independent of load ratio. Therefore, the results in helium
tend to indicate a problem of what isan inert environment.
Clearly, the vacuum and inert gas environments arevery different
as far as the effect on near-threshold growth.
Tests in hydrogen (fig. 11) showed a similar change inAK
o
from 4.6 MPa vir to 2.8 MPa vii.
Figure 12 isa plot of threshold
AK values versus load ratio for the three test environments., It
can be seen that each case displays a trend of decreasing threshold
AKo with increasing load ratio R. Itis also clear that tests
inmoist air produced the largest change in threshold values.
A model that isqualitatively consistent with these results is
given in the discussion chapter.
-38-
i,
0o
'0
10
1
',
)""
' I
( al::/u!I)Np/Dp
V
_
1,,
' '
~ ~~
~
~
I__
I"'"'1
'' '
_o
~ ~
i
_
__
"...
~
0)
'0
' '
I
___
li
I III
I__
I
4J)
SO0
t.
_) CL
.C
4.0
U
* a
SI
u.
U
08
o
UL
(-
.1
0
N
0
IW"
I
aDG
00
a,
In
-
*0
0
0
CL0) 1-
*•
OI
a'
S.-
a3.
S10
0r
00
1
w
I0
rf
N
2
o
eE
4-)>
oa
a, lb.
h.
u3
U
II
n.
o
,.=Ir
re
0,
p0
Cl)
II
')
1Q
I II
I11I
I
it
I
I
I
*r-
U
'0Q
U
I-
11 1 1 1 1 1
Il'O
1
1
l
II I
I
'0o
I
lll1
I
I
'o0
CP
o0
L
*1L.
(alA/uuWW) NP/DP'3.1V
NOllVVdOWidlOV8H2
3rflllV.-
t
-39-
(el:3/u!) NP/oP
co
I
0o
0
n
_
_______
_ __
,
____I_
_
I
1111II
I
111111I
I
I
________
~
_
________
111III I I
_
b
A
Il11111
I lI
II I I
I
r4)
t
0
A
0
0O
40
A
c
(M
00 0
*o
4.
0
0*
to
-(/)0
im
0
0n
U
-Nd
Im
to
u
0
g.
O
d'
7A
A
0C
S._
O.
A
I-
-%
A
U)
(3
0
A
c
<1--
A
0
AA
a
0
<cuU0
61
AA
AA
O
It
A
ao
o
p
z
I-
z
A
A
-.
A
c a1.R
w
NC
0
It
0n
I',
0
e;,
1-
~
'I
W
WW
a.
AA
'0
I
r
C)C
0
04 wr
0 V
I
I
111111 I
..
1
11 . .1 1
b
.
1
I
1
. I
1111111 1
. II
.
.
1
1I
I
*
1
Ia1iII
1
1
.
1
.
1
I
1111111 1
.
1
.
1
. .
1
1.
(apl:)A•)/ww) Np/op'31VHi NOI.llVVdO8d
NI
co
O
I
@@
b
i):IDI3
3NflIv-I
00
054.3 (.A
In
4-
OLA4.
2U)
I
O
U0
4-63a
0-03
4-C
I
aA
E SU WW
CfLJ
f i l l
5-In
003
I-4'
0 -03
u) c-
11111
~4J
V)
w
fw
U)
th-
A
incMC
(,,
010
N.
'0
00
U.p
4!
0M0
-40-
( u!N !sm) o
w
=
=
&
(0
-o
0
00
0
4J
CI
0I
<1 0
%--
h.
(I
o
0E
4J r-
//
a)
/ 1N
0
tr40
nL*r-
I
0
m
0E
/-,
0
/
4Io
*r-
/!Z 0)
5,
44,
00a
*3'
1
5-4
·
CLL
II
I I II
cfl00
(
toIn
I
r
I
Ni
(_jýDdViJ) O0>1
'AJISN3.NI SS381S 17OHS38HIH ONIJ.VNl317V
S.
-41-
3.4 INFLUENCE OF ENVIRONMENT ON NEAR-THRESHOLD GROWTH RATES
Tests were conducted on the quenched and tempered fully
martensitic SA542 class 2 steel to determine the influence of
environment on near-threshold behavior. The test environments
consisted of moist air (30% relative humidity), UPH hydrogen
and UHP helium. Figure 13 isa plot of growth rate versus AK for
the as-received material tested in moist air and UHP hydrogen,as
a function of load ratio. At low R, the threshold AK
o is significantly reduced from 7.1 MPa rA for moist air to 4.6 MPa 4i' for
hydrogen. This corresponds to a 35% decrease inAK
o , while the
near-threshold growth rates increased by up to two orders of
magnitude. Tests at high R showed no influence of hydrogen on
near-threshold growth rates or on AK
o, compared to moist air.
Both tests displayed similar growth rates, and identical AK0
values of 2.8 MPa ri.. The mid growth regime was relatively
independent of environment and load ratio for this set of tests.
Figure 14 is a plot of growth rates for the as-received material
tested in UHP helium and moist air. At low R, the threshold AK0
was decreased from 7.1 MPa Am for inoist air to 4.9 MPa Am for the
purified helium environment. The near-threshold growth was again
independent of environment at high load ratio. The mid growth
regime did display lower growth rates for the helium tests compared to air and hydrogen for both load ratibs. This observation
of lower mid growth rates for the inert environment may tend to
-42-
Io
-·
(al:):)/uJ)NP/0p
,*0
-·
1"iIII
I II
I
I
ITII I
I
0
'O
ill I I
I
'O
I
F
O
I
ll
I 1
4-J
0
N
O
eA
*A
o
0
C I
O
..f,- L
o
0
-
o
co
CL ro
0
1
a.
0
0
-0
OD
0%
0
.=
U)
•I
t..
(0
Ii-I-.
* *ee
A
I
(r- *C -
c0
S
%
•
0
0)
VT
-(WCI
t-z li C
A
AA
V)
r
9LI
V:
%#A
-j
A
&&
OIL
%14
A
A
-c
Cb
eI-
o
* A
.......
T0
I
I
I
i...
ao -Aw
A
I
I111
i i i
'o
(ap8A/)fW) NP/DP '3.LV
i ,
(1,1It
I
I
I
'0
NOI±VgVdO:d >3IH3
I,11111
I
I
P.10
3I1V.-1
I
0
N
0CH
F)-~
-43-
( al:),:)/U!)NP/DP
I··-
E_
0
r
a-
r..
0
(C)
CP
*-
z
cr0Z
U)
4-)
4
Ov4
O J
*-
aJ
LC
ft
.*r-4-
mQ
nV)
<•r
*rI
S
0o
or-
Q,.
0
C,
U-
(aPA3/WW)/u)NP/p '3LV8 NOI±VgVdOdld MOV830 3n9ilv.
-44-
indicate that there is some form of environmental growth enhancement for this regime.
The helium/air trend of threshold AKo change with environment
is almost identical to that of the previous hydrogen/air data
(fig. 15).
This is somewhat surprising since the intiative to test
in a purified inert environment was to remove or isolate any
environmental effect.
Similar results were found for tests on
the 690 0C temper condition.
Figure 16 is a plot of growth rates
at a load ratio of 0.05 for moist air, UHP hydrogen and UHP helium.
The main point to be stressed from these data is the enhanced nearthreshold growth for hydrogen and helium compared to moist air,
and how the mid growth regime again shows slower growth for the
inert helium environment.
Figures 17 and 18 are comparisons of
the as-received and 690 0 C temper condition at low R for air/
hydrogen and air/helium. These plots are intended to show the
trend observed in these tests whereby hydrogen is seen to enhance
near-threshold growth compared to moist air, and that helium
produces a similar effect. Also, that the mid growth regime
displays lower growth rates for the inert environment.
-45-
(aloA/u!) NP/oP
'c
'O
(D
'
I ,
I
I
I
l
l
1
1
1
1
I
I
I
l
l
l
l
I
, T , I.,
i,,
,11
.
.
. . .
.
I I I
'O
III I r
I
C
*r- 0
*r O
@1
O0
0. 4
00
L-u
0.
UO*rSto
C
*r
r-
4-
(U
ar
C
Vf
0LL
z
co
-0
ILJ
.,
C r
v,
*rr-I
o
0
Lfl
(D
U)
-
0-, .I-
MO
-.-
Ln
W-
qT:
Z
<
>c
C
4-O C
O 01
0
~~1
"'0
I I. +
,
10
(alfO/WWlu)
I
I.
10
I.......
I
AII
ro
NP/Op 'NOI.LVOVdOdd
I
II
.
1o
YAX'd2 3nolIJVi
.r-
L S.1
N,,
,o
10
-46-
(al~3AlU!)
NP/oP
'o(
0
10
'O
'0
'0
f !
1111111
I
I
111 1 I
I
I
I11[
I
1
11
t
II llI
IIr-
T
L
¢J, 0)
0
c\J
~J Qa,
0
- V)•O.
0,
0
0
C)
0
O
0
o
o
<.-
9,
4
4SLO
u E
I-
.m
41.
z
Ir
'4-
a
f0
-a
00
aE
n
2Q-(D0
a.cto
Y
z
LCO)-
0
000
000
0)
' n
(
U)
1Jh
•
•
.
0
I
I
CC
Ir
0
0
1r
r
-- 0.a
I,
111111
I
I
1111111 I
IIIII I I
11111
I
I
r'
'0
,Q..
'-o
ozz
1111l
Ct;
C.
oa
<Z
<r.
Ld
S'
)
(alDo//ww) NP/oP '3JJtI NOI.L'StdOdd )i3JVdI3
:flnllV.
tx
O
I
-1-
-47-
( alOZ3/u!)
I
I
_
II
lT
I
I
b
I
Irrri
i
Np/DP
'o
1
.
I"
'o
.
I"
'o
'
O
I
11111i
QI
Q)
I
r500
J Q.•
-(1)0 .'
o
0
t-%
C
II
C)
u.c
Ia
o
-
cU.
-
0
o(
S.-
A
** .
u,
a.
'I
- 0 0o
z
z
<3
v
~~r~rCh.
0
o
L-
440r5-e
zz
ww
z
w
UL)
(DQc
a:00
-
iro
0
LO
LO
S50
'C
()a,
LLO'
wolI
0o
..
o
L0
00o4OC:
5-0E
01.0
0.)
t10
0- 0
t
o , U-)
C-) 0
<w a0I--- cO~c
NI
-
IIlI I-
I
1111- I 1
I
1111
"3
!
0
'0
(alD:)A/uww) NP/op '31•dt
o
1 1
.. . . . ..
~.
1lll
I I1 1
. 1. 1
11
'o
1 1 1I
S1111
(D
NOIIV9VdO8d
0
3DVdD1 3nfllliv
I
G J
a0O
0
-48-
(al3A)/U!)
NP/OP
0
bO
rr,
04
o<
4)
eo
oo
S.Cl
0
(n
C 6
00V)c
.4
4C
W,
1
>
0 O.)
Oaf
0
(0
.-S
o
h
d.
(.
cn
r
Y
.1
LaJL
(4h
co--O-Q
4U-
4
o
'4L
zMI
Z
>
ýI.
onOJc.
X
a.
T o-, a. a
O-
N
-
a
e
Sr--Or
CL
w E
c".Q_
U/
O
0r_
C)Cg
11222
0
J
In
(lp•M/muw)
o
I (.-
Np/Op '3iV8 NOllUVEdOWd IDVd3
3n9lv-i
-49-
3.5
FRACTOGRAPHY
The fracture surfaces of the fatigue cracks produced in
the various environments were examined using a scanning electron
miscroscope.
It was found that the fracture modes were dependent
on the alternating stress intensity, load ratio and environment.
At near-threshold levels
crack growth is characterized by a
predominantly fine scale transgranular mechanism, which is typical
of near-threshold fatigue surfaces in a wide range of steels
(5,7, 29, 30), with varying percentages of intergranular (IG)
facets.
Fractographs displaying the fracture surfaces for the asreceived material near the threshold AKo for both low and high
R are shown on figure 19 as a function of environment.
At low
R (0.05), all three environments (a,c, e) showed a transgranular
fracture, with only the air and hydrogen displaying any IG fracture
(less than 3%).
At high R (0.75), the hydrogen and helium fracture
surfaces exhibited a finer scale transgranular mode than the
air test, with no IG fracture observed.
The fracture surfaces for the as-received material at low R
are shown in figure 20 as a function of AK and environment.
Figure 21 is a plot of intergranular fracture versus AK as a
function of environment.
The air tests display a maximum
whereas hydrogen
of 46% IG fracture at a AK of 14 MPa viim,
shows a peak at 31% (AK = 14 MPa v~) and helium at 14%
-50NEAR-THRESHOLD:
R = 0.05
NEAR-THRESHOLD:
R
=
0.75
AIR
(a)
(b)
HYDROGEN
(c)
(d)
HELIUM
(e)
Fig. 19
(f)
Comparison of fracture surfaces in air, hydrogen
and helium near the threshold AK for the as-received
condition as a function of the load ratio.
-51AS-RECEIVED:
AV
-
1V)n, -
R = 0.05
AK=20MPaAii
AIR
·
(a)
(b)
(b)
HYDROGEN
HELIUM
(e)
Fig. 20
(f)
Comparison of fracture surfaces in air, hydrogen and helium
at R = 0.05 for the as-received condition as a function of AK.
-52-
I,
to
(n
S-
oIf
m
w
mr
--
r- 4-
cn
0 OZ
0
I
0
°•
(91%0)
0
rt
n0
0
N
3f1Jovw 8flvnNV89831NI
0
J.N30d3d
0O.V
4-
Soa4r-)
2<
O
e
)-
o 4-~
c,
CLL-
-53-
(AK = 8 MPa Al).
Itis interesting to note that the hydrogen
and helium envi-onme:nts produced similar near-threshold growth rates
(fig. 15), whereas their fracture surfaces are quite different.
The air environment test which showed significantly slower nearthreshold growth rates., correspondingly displayed the largest fraction
of intergranular fracture. This would seem to question whether
the percentage of intergranular fracture has an effect on nearthreshold growth rates. This ismost evident at a AK
=
14 MPa Jm,
where air and hydrogen show their maximum IG%and helium shows zero
IG (Fig. 21), whereas the growth rates of the three tests are similar (varying by less than a factor of 3) at this AK (fig. 15).
Fractographs for the as-received condition at a high R (0.75)
are shown infigure 22 as a function of environment and AK.
Tests
inhydrogen and helium displayed a finer scale transgranular
fracture than those tested inair. The air results showed minimal
oxidation compared to low R surfaces, as expected. Air and helium
tests showed no IGfracture throughout the tested AK range
from threshold to 16 MPa OVF, whereas hydrogen produced a maximum
of only 7%at a AK = 6 MPa vii-. These results tend to support
evidence that high load ratio tests strongly suppress intergranular
cracking in the near-threshold regime (6).
Tests at high R,
which shows almost identical near-threshold growth
-54AS-RECEIVED:
"K = 6MPa,'m
R = 0.75
AK=1OMPav,"
AIR
(a)
(b)
HYDROGEN
(c)
(d)
HELIUM
Fig. 22
(e)
(f)
Comparison of fracture surfaces in air, hydrogen and
helium at R = 0.75 for the as-received condition as
a function of AK.
-55-
behavior, shows an absence of IG fracture which is relatively
independent of environment. Therefore, intergranular fracture
would seem not to be a factor in near-threshold growth at high R.
Fracture surfaces of the 690 0 C temper were examined, and
the pattern of IG fracture was somewhat different than that
shown for the as-received condition.
Figure 23 compares the
690 0 C and 320 0 C temper conditions in air as a function of AK.
The 690 0C temper displays a maximum of 21% IG fracture at
AK = 20 MPa Vii.
The 320%C temper had 18% IG at AK = 12 MPa VA,
and 15% at AK = 20 MPa &A. Comparing these results for the 320%C
and 6900C conditions in air to the as-received fracture (fig. 24),
shows a significantly larger percentage of IG facets (maximum
of 46%) for the as-received condition.
In this situation the
as-received material, which displays a much larger fraction of
IG fracture, produced the faster near-threshold growth rates
compared to the 690 0C temper (fig. 7).
Fracture surfaces of the 6900C temper in hydrogen and helium
are shown in figure 25. The helium surfaces exhibited no IG
fracture at higher AK's and had a maximum of only 5% occurring
just above the threshold AK
o.
A significant variation from the
as-received results came from the fracture surfaces of the 690 0C
tests in hydrogen.
The percentage of IG fracture ranged from
4% at near-threshold to a maximum of 63% at a AK = 12 MPa A/f
(fig. 26).
Therefore for the 6900C tests, hydrogen displayed
-56690"C TEMPER:
AIR
320'C TErPER:
AIR
NEARTHRESHOLD
(a)
(b)
!AK= i2,1Par m
(c)
(d)
AK=20MPa vii
(e)
Fig. 23
(f)
Comparison of fracture surfaces of the 690%C and 320'C
temper conditions in air at R = 0.05 as a function of AK.
-57-
0
O
•-
I-
0 CO
'z
z
I-
U)
-w
W
z
-4
z
Id
1-)
0
0
(91%) 38iflNoVdd
0
0
O
0
,'1fNNV8IthI31N.I 1N3013d
Fig. 24 Variation in percentage of intergranular fracture with alternating
stress intensity as a function of material condition for moist air.
-58690%C TEMPER:
HYDROGEN
690*C TEPIPER:
HELIUM
NEARTHRESHOLD
(a)
(b)
AK = 12MPaMn
(c)
(d)
AK = 20MPa,/r
(e)
Fig. 25
(f)
Comparison of fracture surfaces in hydrogen and helium at
R = 0.05 for the 690 0 C temper condition as a function of AK.
-59-
047
V)
C7
r•Ed)
VL
m
I
II
..
uI!0
C,
*
4- "a
1.C
O
t
Z
wr_ 0
cm
*r°
co
0
4-)
S..L.C
00
0
0
0
/o 37
(01%) 38l1M
0
0
V
VidJ 8v-flNV8!D831NI
0
IN303d
0
'k
C7
-60-
a much larger percentage of IG fracture (63%) compared to air
(21%), whereas for the as-received tests the larger percentage
was seen inair (46%) relative to the hydrogen (31%) environment
(figs. 26 and 27).
However for both material conditions, the
hydrogen environment enhanced near-threshold growth rates compared
to air (fig. 17).
The interesting point to be made isthat
hydrogen produced a larger decrease in the threshold AKo value
(35%) for the as-received condition compared to the 690*C temper
(19%).
Therefore, the larger percentage of IG fracture did not
produce a larger increase in near-threshold growth rates. An
interesting point for the 690%c temper tests is the very large
difference between the helium and hydrogen fracture characteristics
(figs. 25 and 26), yet both environments produced almost identical
near-threshold behavior (fig. 16).
Therefore, the results found from the fracture surfaces from
this phase of the study tend to indicate that the near-threshold
growth rates (at low R) may be independent of the relative proportion of intergranular fracture.
-61-
0
en
10
UEl
NCI)
z
w
LO
W
z
I)
z
W
cr
LU
W
IJ
In
0
O
0
O
(91%) 3f718
Fig. 27
0O
0
o
V.IJ •ivl77NV8d93INI
0
O
-O
0
IN3303d
Variation in percentage of intergranular fracture with alternating
stress intensity for the 690 0C temper and as-received condition in
hydrogen.
-62-
CHAPTER IV
DISCUSSION
4.1
PLASTICITY INDUCED CRACK CLOSURE: A MODEL FOR LOAD RATIO
EFFECTS
To explain the effect of load ratio on near-threshold
behavior (fig. 12), it is important to first recognize results
from tests where the load ratio was varied at a number of values
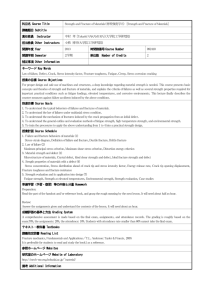
between 0.05 and 0.8. Figure 28 is taken from work by Moss(6)
on SA387 steel.
This curve of threshold AKo versus load ratio
R, indicates a trend of decreasing threshold with increasing
load ratio. However, once R has obtained a critical value,the
threshold AKo remains constant with any further increase in
load ratio. Cooke and Beevers (22), and Masounave and Bailon (23)
found that this effect of load ratio on threshold AK , before the
critical R, occurred at a constant value of Kmax . Ritchie (7)
observed similar trends in ultra high strength 300M steel.
Schmidt and Paris (13) showed that above the critical R, the
threshold AK
o remains constant whereas Kmax increases.
A model that may explain this behavior of decreasing AKo
for increasing load ratios up to a critical R value, followed by
a constant AKo for further increases in R, is based on 'plasticity
induced crack closure'.
The phenomenon of crack closure was first
experimentally detected by Elber (21), who argued that residual
plastic deformation left inthe wake of a growing crack produces
-63-
2/4 Cr - I Mo Steels
Steel
SA 387
air
hydrogen
0
a
SA 542-3
1,
10
-
"!
8
8
a-
SA 387 ( oir)
-
o6
0
<1
4
SA387 (hydrogen)
2
2
E
,
i
I
0.2
I
I
I
I
0.4
I
I
0.6
I
Ik
0.8
LOAD RATIO, R = Kmin/Kmoax
Fig. 28:
Variation of threshold AKo with load ratio for SA387
steel in moist air and hydrogen (6).
-64-
compressive stresses on the fracture surfaces. This can cause the
fracture surfaces to come incontact before the tensile loading
cycle reaches the minimum load. When the surfaces are incontact,
crack growth isnil.
Figure 29a isa plot of the alternating
stress intensity wave. If the point of fracture surface contact
is given a value of 'Kclosure'
(Kcl in diagram) itcan be seen
that any part of the AK wave below Kclosure is ineffective in
crack propagtion. Therefore, the applied AK is reduced to an
effective AK, the difference being Kmi n subtracted from Kclosure'
As Kclosure increases, the effective AK decreases.
As the load ratio R is increased from a low value (eg 0.05),
the AK curve shifts upward relative to Kclosure. Thus, less of the
loading cycle isaffected by closure and the effective AK approaches
the applied AK. This perhaps explains why near-threshold growth
rates increase, and threshold AK
o decreases, as R is increased
from a low value. The threshold for crack growth will be reached
when the crack remains closed throughout the entire loading cycle.
Therefore, with the effective Kmin (Kdl)
not varying with R, the
threshold depends on when Kmax is lowered to the point where the
crack does not open. This provides a feasible explanation for the
constant Kma x for low R (fig. 29c).
At the point when Kmin of the loading cycle has been increased
(by increasing R) to Kclosure , the effect of plasticity induced
crack closure ceases. This occurs at the critical R value
-65-
(A)
ax
ui
Kmin 4
3
TIME
AK o
:1
(B)
1.0
Kmax
=
Ko,max
Kmox
(C)
AKth
I -R
1.0
Fig 29 : Nomenclature for stress intensity parameters
at threshold and their variation with load ratio R
(after Schmidt and Paris)
-66-
described earlier. Above this critical R, the fracture surfaces
do not come into contact from residual plastic deformation and
the applied AK equals the effective AK. The threshold value is
now a function of the AK needed to cause crack closure simply by
reduction of load. This may explain the constant AKo for high
load ratios.
However this argument does depend solely on the
assumption that the effective AK at threshold is constant.
Therefore, the results observed in figure 12 of a decreasing
threshold AK0 with increasing load ratio R may be explained by
'plasticity induced crack closure'.
The behavior of moist air
producing the largest change in threshold AKo will be explained
below. Further tests on the as-received material are needed
so as to fully investigate the effect of R, such as was seen
by Moss (fig. 28).
-67-
4.2
OXIDE INDUCED CRACK CLOSURE:
A MODEL FOR ENVIRONMENTAL EFFECTS
The environmental effects on near-threshold behavior, observed
in this study (figs. 15 and 16) displayed results which strongly
question previous environmental models, and tend to give strong
evidence to a new model.
The hydrogen enhancement of growth in the near-threshold
regime was thought to be due to some mechanism of hydrogen
embrittlement (HE).
There have been many models proposed for HE
of high strength steels, with the decohesion model most widely
accepted. The decohesion model tends to predict only marginal
hydrogen enrichments for low strength steels due to the small
magnitude of hydrostatic stress. Many aspects of the results in
this study seem to question these HE models.
These results are
that the enhancement of hydrogen,which is so strong at low R,is
nonexistent at high R (fig. 15), the lack of a distinct fracture
mode transition, and the similarity of the inert environmental
effects to hydrogen.
A model has been proposed (45, 51, 53, 55) that may explain
these environmental effects and is based on the concept of
'oxide induced crack closure'.
This form of crack closure is
based on the observation of microscopic corrosion (oxide) bands
on the fracture surface of tests conducted in moist air at low
load ratios (28, 45, 55).
Such corrosion zones were present in
all low R, moist air tests of this study (fig. 30a).
White (77)
-68-
hydrogen
air
helium
R = 0.05
(a)
(a)
( )
(b)
(c
(c)
R = 0.75
(e)
Fig. 30
(f)
CT testpiece crack fronts encountered in near-threshold crack
growth tests for the as-received material as a function of
load ratio and environment (3 1/2 X).
-69-
performed Auger measurements of these oxide layers, and the results
are shown in figure 31 for a similar steel (SA542-3). Oxide
thickness, which isplotted along with the fatigue crack growth
rate, isshown to increase with decrease in growth rate, and obtains
a maximum value at the threshold growth rate. The maximum oxide
thickness corresponds to an increase of almost 30 times that of
a naturally formed oxide layer on fresh metal surface, under the
same environmental conditions.
A mechanism for this enlarged oxide layer isdescribed by
fretting oxidation (51).
Once fresh reactive surface is created
at the crack tip it will readily oxidize, for tests inmoist air.
Plasticity induced crack closure, occurring at load ratios below
the critical R,causes contact between the two fracture surfaces.
The associated tangential friction between the fracture surfaces
may lead to cracking of the naturally formed oxide layer. The
result isto generate new zones of fresh surface, further oxidation, and a thickening of the oxide film. The reason that the
oxide thickness increases with decreasing growth rate has to due
with the increased time for fretting oxidation to occur. At
high load ratios there isno plasticity induced crack closure.
Therefore for tests inmoist air,where there will exist a naturally
formed oxide layer, there is no mechanism for increased oxidation.
The significance of this oxide build up at near-threshold
growth rates (for low R).is to increase crack closure. Contact
-70-
I
cJ
5-
U
LO
4--
E
o
or
ou
eo
4J 4Il
o•
too
00
OE
(
S0
WE
C)
o
LL.
-
o
(SUOJ!Uw) SS3No3HIH
(LI
M
N
301X0
Gi
<0
0
0
(eIOAO/WuW)I
a0
0
NP/DP
-
-71-
of the two fracture surfaces will occur sooner, thereby increasing
closure initiation, increasing Kclosure , and therefore decreasing
the effective AK. Purified hydrogen and helium tests show relatively
no evidence of oxidation (fig. 30), therefore there would be
no mechanism for increased closure by oxide buildup.
The oxide induced crack closure model proposes that the large
influence of hydrogen on the near-threshold regime (compared to
moist air) may not be due to hydrogen enhancing growth, but rather
to the moist air environment decreasing growth due to oxide buildup.
This model seems to explain the almost identical behavior for
tests at high load ratio inair, hydrogen and helium, where there
is no crack closure mechanism inoperation except closure from
reducing the loads to threshold AK
o .
This model may not explain the variation of intergranular
fracture among the different environments at low R, but it could
possibly explain the independence of the near-threshold growth
rates on the proportion of intergranular fracture. This independence could be due to the fact that the mechanism is a surface
phenomenon.
Also, the similarity of near-threshold growth rates for
hydrogen and helium at low R can be explained by the fact that
both environments are relatively void of moisture and oxygen.
The enlarged oxide layer may explain the larger effect of load
ratio R on the threshold AK
o for tests in moist air (fig. 12).
-72-
Only one test point plotted (air, low R) in this figure exceeds
the general trend, and this point would be the only one affected
by oxide induced crack closure (which explains an increase in
threshold AK ).
Therefore, this model of oxide induced crack
closure seems to be qualitatively consistent with experimental
observations.
Ifthis model iscorrect, then for applications which
contain dry atmospheres (including dry hydrogen), the addition
of small traces of moisture/oxygen could significantly reduce
near-threshold growth of small flaws.
-73-
4.3 CONCLUDING REMARKS
This study of fatigue behavior of SA542 class 2 steel was
initiated to analyze and record what effect certain application
oriented factors would have on near-threshold crack growth.
The results of this study have shown that the near-threshold
growth regime can produce significant growth rates; especially
for applications with high load ratios, dry operating environments
at low load ratios and for materials of higher yield strengthes.
The study correspondingly showed that low load ratios, moist/
oxygenated environments and lower strength materials lowered
near-threshold growth rates.
These results (table II)may help the material design of flaw
critical applications where the lifetime to propagate subcritical
flaws is a high priority characteristic, especially when environmental effects may be present.
Future work that may add to the present study includes:
1) investigating the effect of load ratio over a wider range
of values to observe if it fulfills the plasticity induced crack
closure arguments,as to a critical load ratio.
2) testing a range of yield strength values with the intent
of directing the work at a model for the strength effects.
3) investigation into possible fracture mechanisms that
could explain the seemingly unrelated variation of intergranular
fracture with near-threshold growth rates.
-74-
E
CD
C3
C.
- 'Ith mc>m
E
00
.'*
c') 00
l-
Cm
Cj
nOo,C) C
o3 CV3T.--mr
E
=1
It
7me"
7
Ll, 0
cN.
N.%
OWo
-
Ci c
000000
r00
C
0
Co
r-
ooc%
%
CY)
CL
S-
C
o
C, C.2
.4-
.2
-
=
cm
.o
-
o-tA'
o
0
'iC
Le
(6
n
E
O,
L..c
S..-ccC
o
4-
00:C
C6oo
40
4
u0
a
Z,
z
4- -)
3
o -
0
>-
>-
J
LUJ
ULI
>-
S-
z
L
5
c:
CD--.D CD_ CD
j
d :
L_
E
r
<C
"E
LUL
<c
<CO
)
CLLuj CLJ
L.
<C
(O
<C
m
C0>
J,,,,
.
)
cc
D
CC000
CCUU
LU
c
LU
CD
Ln
e
LC
U
0CO
I.-l 0)
.
L
0
,0
L Cl C0
C\
.0
QI
-75-
CHAPTER V
CONCLUSIONS
This study of the factors affecting near-threshold fatigue
crack propagation inSA542 class 2 (21/4 Cr - 1 Mo) steel has
shown:
1)Laboratory heat treatment of the thin plate SA542 class 2
steel included austenitizing (9500 C), quenching and tempering
(320 0C - 690 0C). These treatments produced a variation inyield
strength from 575 MPa to 951 MPa. Microstructures were fully
martensitic with a prior austenite grain size of 40 pm.
2) Near-threshold growth rates are increased by up to 100
times with an increase inyield strength from 575 MPa to 769 MPa.
Threshold AK
o values were decreased by 17% from 8.6 MPa JA to
7.1 MPa JA inmoist air for the same strength increase.
3) The effect of increasing the load ratio from 0.05 to 0.75
for the as-received material (769 MPa) tested inmoist air was to
reduce the threshold AKo by 60% from 7.1 MPa Al to 2.8 MPa Vm.
Near-threshold growth rates were increased by up to 3 orders of
magnitude. Tests under the same conditions in helium, showed a
reduction in threshold AK
o from 4.9 MPa Vm to 2.7 MPa Vm, while
tests in hydrogen showed threshold reduction from 4.6 MPa vri
to 2.8 MPa VM.
4) The effect of load ratio isconsistent with concepts of
plasticity induced crack closure. This closure effect reduces
-76-
the applied alternating stress intensity.
Closure is most
significant at low load ratios, and the effect decreases with
increasing load ratio.
closure ceases.
Upon reaching a critical R value, crack
This model may explain the decreasing threshold
AK
values with increasing R up to the critical R, and the subo
sequent constant AK
values above critical R.
5) Environmental tests on the as-received material presented
a situation where at low R, the effect of UHP hydrogen and UHP
helium was to increase near-threshold growth rates in a similar
manner compared to moist air.
Hydrogen produced a AKo of
4.6 MPa Vi and helium a value of 4.9 MPa vrm compared to a moist air
value of 7.1 MPa riA.Tests at high R showed all three environments
having almost identical near-threshold behavior with AK0 values
of 2.7 MPa Vrm for helium and 2.8 MPa vij for hydrogen and air.
Tests on the 575 MPa strength displayed similar trends, where at
low R (0.05) the threshold values were 8.6 MPa im for air,
7.1 MPa vim for helium and 6.9 MPa AJi
for hydrogen.
The results
seemed to question the hydrogen embrittlement mechanism. A new
model that tends to explain these results is 'oxide induced crack
closure'.
This model is based on measurements showing an increased
oxide layer on the fracture surfaces for tests in moist air at
locations of near-threshold growth. This increased oxide layer
(30x a naturally formed layer) is explained by fretting oxidation,
whereby crack closure of the surfaces causes oxide cracking,
-77-
reoxidation and thus a buildup of oxide. The effect of this oxide
is to increase closure and decrease near-threshold growth rates.
This model states that the large difference in near-threshold
growth rates is not due to hydrogen (or helium) increasing growth,
but rather to moist air slowing up growth.
6) Mid growth regimes,at the frequency of 50 Hz used, were
relatively independent of load ratio, material strength and environment, except that the inert helium did show slower growth rates.
7) Fracture surfaces showed a predominantly fine scale
transgranular mode with varying percentages of IGfracture. Tests
for the as-received material at low R (0.05) displayed maximum
percentages of 46% for air, 31% for hydrogen and 14% for helium.
Whereas for tests on the 6900C temper at low R (0.05), hydrogen
displayed a maximum of 63%, 21% for air and 5% for helium.
Tests at high R (0.75) on the as-received material showed no IG
fracture for air or helium, and a maximum of only 7% for hydrogen.
The main conclusion of the fractography is that the nearthreshold growth behavior seems to be quite independent of the
appearance of intergranular fracture. The oxide induced crack
closure model may explain this independence because this model
is based on surface phenomena.
-78-
REFERENCES
1. Ritchie, R.O., "Investigation of Factors Affecting NearThreshold Fatigue Crack Growth in Low Alloy, Pressure
Vessel Steels", Quarterly Report Nos. 1-7 for DOE.
2. Srawley, J.E., Intl. J. of Fracture, Vol. 12, 1976, p. 475.
3. Landes, J.D., and McCabe, D.E., "Design Properties for Coal
Conversion Vessels", Quarterly Report Nos. 1-6 for EPRI.
4. Ritchie, R.O., "Environment Sensitive Fracture of Engineering
Materials", Z. A. Foroulis, ed., p. 538, TMS-AIME, Publ. 1979.
5. Ritchie, R.O., Metal Science, Vol. 11, 1977 p. 368
6. Moss, C.M., "Near-Threshold Fatigue Crack Propagation in
Pressure Vessel Steel", S.M. Thesis, Massachusetts Institute
of Technology, Sept. 1979.
7. Ritchie, R.0., Journal of Engineering Materials and Technology,
Transactions of the Americal Society of Mechanical Engineers,
Series H, vol. 99, 1977, p. 195.
8. Brazil, R.L., Simmons, G.W., and Wei, R.P., "Fatigue Crack
Growth in 2 1/4 Cr - 1 Mo Steel exposed to Hydrogen
Containing Gases", Journal of Engineering Materials and
Technology, Trans. of ASME, Series H, Vol. 101, 1979.
9. Masounave, J. and Bailon, J.P., Scripta Metallurgica, Vol. 10,
1976, p. 165.
10. Pook, L.P., ASTM STP 513, Americal Society for Testing and
Materials, 1972, p. 106.
11.
Beevers, C.J., Metal Science, Vol. 11, 1977 p. 362.
12. Knott, J.F., and Pickard, A.C., Metal Science, Vol. 11,
1977, p. 399.
13.
Schmidt, R.A., and Paris, P.C., "Progress in Flaw Growth
and Fracture Toughness Testing", ASTM STP 536, 1973 p. 79.
14.
Masounave, J., and Bailon, J.P., Scripta Metallurgica,
Vol. 10, 1976, p. 165.
79-
15. Carlson, M.F., and Ritchie, R.O., Scripta Metallurgica, Vol. 11,
1977, p. 1113
16. Ritchie, R.O. and Bathe, K.J., International Journal of Fracture
Vol. 15, 1979 p. 47.
17. Aronson, G.H. and Ritchie, R.O., Journal of Testing and
Evaluation, Vol. 7, 1979.
18. Pelloux, R.M.N., Engineering Fracture Mechanics, Vol. 1,
1970, p.697.
19. Ritchie, R.O., and Knott, J.F., Materials Science and Engineering,
Vol. 14, 1974, p. 7.
20. Beevers, C.J., Cooke, R.J., Knott, J.F., and Ritchie, R.O.,
Metal Science, Vol. 9, 1975, p. 119.
21.
Elber, W., "Damage Tolerance inAircraft Structures", ASTM
STP 486, 1971, p. 230.
22. Cooke, R.J., and Beevers, C.J.,
Vol. 5, 1973, p. 1061.
Engineering Fracture Mechanics,
23. Masounave, J. and Bailon, J.P., Scripta Metallurgica, Vol. 9,
1975, p. 723.
24. Ritchie, R.O., Moss, C.M. and Zamiski, G.F., "Investigation
of Factors Affecting Near-Threshold Fatigue Crack Growth in
Low Alloy Pressure Vessel Steels", M.I.T., Fatigue and
Plasticity Laboratory, Feb. 1979.
25. Lindley, T.C., Richards, C.E. and Ritchie, R.O., Metallurgia
and Metal Forming, Vol. 43, 1976, p. 268.
26. Vosikovsky, 0., Engineering Fracture Mechanics, Vol. 11, 1979,
p. 595.
27. Ritchie, R.O., Journal of Engineering Materials and Technology,
Trans. ASME, Series H,Vol. 99, 1977, p. 195.
28. Ritchie, R.O., "Near-Threshold Fatigue Crack Propagation in
Steels", MIT Fatigue and Plasticity Laboratory.
29. Cooke, R.J. and Beevers, C.J., Materials Science and Engineering,
Vol. 13, 1974, p..201.
-80-
30. Cooke, R.J., Irving, P.E., Booth, G.S., and Beevers, C.J.,
Engineering Fracture Mechanics, Vol. 7, 1975, p. 69.
31.
Benson, J.P., and Edmonds, D.V., Metal Science, Vol. 12,
1978, p. 223.
32. McEvily, A.J. "On Notch Sensitivity and the Threshold Level",
Monograph, Recent Research on Mechanical Behavior of Solids,
University of Tokyo Press, Tokyo, Japan, 1979.
33. Ritchie, R.O., Garrett, G.G. and Knott, J.F., Intl. J. of
Fracture Mech., Vol. 7, 1971, p. 462.
34. Ritchie, R.O., "Crack Growth Monitoring: Some Considerations
of the Electrical Potential Method", Dept. of Metallurgy
and Materials Science Report, University of Cambridge, Jan.
1972.
35. Oriani, R.A., and Josephic, P.H., Acta Metallurgica, Vol. 22
1974, p. 1065.
36. Garber, R., Bernstein, I.M., and Thompson, A.W., Scripta
Metallurgica, Vol. 10, 1976, p. 341.
37. Baker, R.G. and Nutting, J., J. Iron and Steel Inst., Vol. 177,
1959, p. 257.
38. Wei, R.P. and Simmons, G.W., "Fracture Mechanics and Surface
Chemistry Studies of Steels for Coal Conversion Systems",
Annual Reports Nos. 1-2 for Doe, Dec. 1977 - Dec. 1978
Lehigh University.
39. Brown, R.M., Rege, R.A., and Spaeder, Jr. C.E., "The Properties
of Normalized and Tempered and of Quenched and Tempered
6 1/4 inch Thick Plates of 2 1/4 Cr - 1 Mo Steel", U.S. Steel
Applied Research Labs.
40. Bucci, R.J., Paris, P.C., and Clark, W.G., in Stress Analysis
and Growth of Cracks, ASTM STP 513, 1972, pp. 177-195.
41.
Beachem, C.D., Metallurgical Transactions, Vol. 3, No. 2,
Feb. 1972, pp. 437-451.
42. Cialone, H.and Asaro, R.J., Metallurgical Transactions A,
Vol. 10A, No. 3,March 1979, pp. 367-375.
43. Wei, R.P., and Landes, J.D., Mater. Res. Stds., 9, 1969 p.25 .
-81-
44. Austen, I.M. and McIntyre, P., Metal Science, 13, 1969, p. 25.
45.
Ritchie, R.O., Suresh, S. and Toplosky, J., "Influences of
Gaseous Environment on Low Growth-Rate Fatigue Crack Propagation
in Steels", Annual Report No. 1 for Doe, Jan. 1980.
46.
Irving, P.E. and Beevers, C.J., Met. Trans. A, Vol. 5, 1975,
p. 391.
47.
McEvily, A.J., Metal Science, Vol. 11, 1977, p. 274.
48.
Paris, P.C., Bucci, R.J., Wessel, E.T., Clark, W.G. and
Mager, T.R., ASTM STP 513, 1972 p. 141.
49. Tu, L.K.L. and Seth, B.B., J. Test. Eval., Vol. 6, 1978. p. 66.
50.
Wei, R.P. and Landes, J.D., Mater. Res. Stds., Vol. 9, 1969,
p. 25.
51.
Stewart, A.T., Eng. Fract. Mech., 1980.
52. Ritchie, R.O., Intl. Metals Reviews, Vol. 20, 1979, p. 205.
53.
Suresh, S., Zamiski, G.F., and Ritchie, R.O., "Fatigue
Crack Propagation Behavior of 2 1/4 Cr - 1 Mo Steels for
Thick Wall Pressure Vessels", in The Application of 2 1/4 Cr 1 Mo Steels for Thick Wall Pressure Vessels", ASTM STP,
ASTM, 1980.
54.
Suresh, S., Moss, C.M., and Ritchie, R.O., "Hydrogen-Assisted
Fatigue Crack Growth in 2 1/4 Cr - 1 Mo Low Strength Steels",
Trans. Japan Instit. of Metals, Vol. 21, 1980, p. 481.
55.
Ritchie, R.O., Moss, C.M., and Suresh, S., Journal of
Engineering Materials and Technology, Trans. of ASME, Series
H, Vol. 102, 1980.
56.
Paris, P.C., Bucci, R.J., Wessel, E.T., Clark, W.G., and
Mager, T.R., ASTM STP 513, 1972, p. 141.
57.
Fine, M.E., and Ritchie, R.O., "Fatigue Crack Initiation and
Near-Threshold Crack Growth, "Fatigue and Microstructure"
p. 245 (ASM 1979).
58. Horn, R.M., Parker, E.R. and Zackay, V.F., "Low Alloy Steels
for Thick Wall Pressure Vessels", University of CaliforniaBerkeley 1977.
-82-
59. Wilson, R., "Metallurgy and Heat Treatment of Tool Steels"
McGraw Hill, 1975.
60. Budiansky, B., and Hutchinson, J.W., "Analysis of Closure in
Fatigue Crack Growth", Journal of Applied Mechanics, Vol. 45,
No. 2, June 1978.
61.
Gangloff, R.P, "Gaseous Hydrogen Embrittlement of High Strengh
Steel", Doctoral Thesis, 1974, Lehigh University.
62.
Van Atta, C.M., "Vacuum Science and Engineering", McGraw Hill,
1965.
63. Farkass, I.and Barry, E.J., "1960 Vacuum Symposium Transactions" Pergamon Press, 1961.
64. Parker Hannifin Corp., "O-Ring Handbook", Dec. 1977.
65. Roth, A., "Vacuum Technology", North-Holland, 1976.
66. Pirani, M. and Yarwood, J., "Principles of Vacuum Engineering"
Reinhold, 1961.
67. Robinson, N.W., "The Physical Principles of Ultra-High Vacuum
Systems and Equipment", 1968.
68. Spotts, M.F., "Design of Machine Elements", Prentice Hall,
4th Edition.
69. Brazil, R., Personal Communication Lehigh University, 1979.
70. Gangloff, R.P. and Wei, R.P., "Gaseous Hydrogen Embrittlement
of High Strength Steels" Met. Trans. 1977 Vol. 8A, p. 1044.
71.
Stern, S.A., Mullhaupt, J., Hempstreet, R., and DiPaulo, F.S.,
J. Vac. Sci. Technol., 1965, Vol. 2, p. 165.
72. Dandridge, P., Personal Communication, Atomic Ltd Inc.,
Cambridge, Ma., 1979.
73. Hawkins, G.W., Personal Communication, Dept. of Mechanical
Engineering, MIT, 1979.
74. Michmerhuizen, R., Personal Communication,Service Coordinator
Varian, 1979.
75. Hoffman, D.M., "Operation and Maintenance of a Diffusion
Pumped Vacuum System". J. Vac. Sci, Technol. 16 (1)
-83-
Jan., 1979 pp. 71-74
76.
Irving, P.E. and Kurzfeld, A., Metal Science, Vol. 12, 1978,
p. 495
77.
White, C., "Oxide-Induced Crack Closure of Near-Threshold
Fatigue Cracks", S.B. thesis, M.I.T., May 1980.
-84-
APPENDIX A
ENVIRONMENTAL CHAMBER SYSTEM
Ithas become increasingly important to define the effect of
a purified environment on the near-threshold fatigue growth regime
for steels. Therefore an environmental chamber system has been
designed that will isolate the crack propagating zone with an
ultra high purity gas atmosphere. To obain such a clean system,
the design criteria has been based on high vacuum standards. The
goal of the system is to produce an impurity level of less than
1ppm.
A complete schematic of the environmental chamber system is
shown in figure 32.
The principle operating characteristics of
this chamber system includes:
1) Bake out at approximately 100 0C during an inert environment purge.
2) Evacuation to a pressure of approximately 5 millitorr
by a mechanical roughing system and a cryogenic impurity
adsorbing pump.
3) Pressurization with an ultra high purity (UHP) gas which
flows through an oxygen catalytic converter, a moisture
adsorbing molecular sieve and a liquid nitrogen coil
trap, prior to entering the chamber.
-85-
E
ar-)
4-
SrCO
S.4- =
0 Et-
O
0
"
r_ L)
=Q)
0)
US
C/)
-0.
*r- SI-I
L=.
-86-
4) Diffusion (flow through) of the test environment through a
silicon fluid diffusion trap at a precise rate.
The system gas source consists of 99.999% UHP helium and 99.999%
UHP hydrogen, each with rated impurity levels of less than 3ppm
moisture, less than lppm oxygen and less than 0.5ppm hydrocarbons.
Each gas flows through separate 316 stainless steel bellows vacuum
valves into 6mm stainless steel seamless tubing.
System gas then
flows through an oxygen catalytic converter to react any oxygen
present with hydrogen, producing water vapor. This moisture is
then removed by an impurity adsorbing Matheson model 461 purifier,
utilizing sodium alumino silicate 4 A molecular sieve material.
Final traces of moisture are then removed by passing the gas
through a liquid nitrogen coil trap consisting of five coils of
316 stainless steel seamless tubing (fig. 33).
A well designed
trap should have a minimum impedance, a constant temperature at
-1960C and a recommended inner surface area greater than 100 cm2
for small vacuum systems (66).
Therefore the coil tubing inner
diameter was increased to 9.5mm to increase surface area (215 cm2)
and conductance.
Prior to entering the specimen chamber, the gas is passed
through approximately one meter of tubing and bellows to return
the gas temperature to ambient. This 316 stainless steel metal
bellows,.protected by braided wire sheath
to allow for chamber
motion, is connected to the inlet specimen chamber by inert shielded
-87-
Fig. 33
Rear view of the environment chamber system showing the liquid
nitrogen coil trap, silicon fluid trap shield, roughing two
bounce trap, and model 461 purifier.
-88-
gas arc welding (figs. 34 and 35).
The locally mounted chamber ismade of 316 stainless steel and
was designed using a semi-elliptical shape. The main design obstacle
in this environmental chamber system was the sealing of the chamber
on the face of the CT testpiece and across the notch. The list of
alternative sealing methods was greatly reduced due to the fact that
the stainless steel chamber had to be electrically insulated from
the steel specimen. The most promising seal seemed to be an
elastomer o-ring. Problems with this method were the need for a
large squeeze of the ring so as to increase the sealing facial
area. To provide this area a large circular cross section was
needed, but this conflicted with the space requirements allowed.
The problem was solved by designing a special lathe cut rectangular
'o-ring' of cross section 2.7mm x 5.4mm. This provided the added
material upon compression to prevent metal contact and to reduce
outgassing to an absolute minimum.
O-ring material design isa function of temperature range,
pressure range, seal type and the working fluid used. The material
used for this application has to withstand ambient to 100%C
temperature, medium vacuum to pressures up to two atmospheres,
and seal hydrogen. Farkass and Barry (63) performed tests on
the base pressure attainable in a vacuum chamber using o-rings
of various elastomers.
Results showed that butyl produced the
lowest pressure, and butyTs
outgassing was comparable to the
-89-
Fig. 34
Closeup view of the CT specimen mounted in the environment
chamber showing the semi-elliptical chamber, yoke arms and
mounting system.
-90-
Fig. 35
Closeup view of the CT specimen mounted in the environment
chamber showing the semi-elliptical chamber, yoke arms and
mounting system.
-91-
best. Butyl rubber has been the preferred material for vacuum
sealing applications (64).
Checking an o-ring compatability list
for hydrogen, gives butyl as the recommended material (64).
Butyl
also has good physical properties for a seal (compression set
resistance) and good moisture resistance.
For face seal
applications, a material shore durometer hardness of 70 is recommended (64).
Therefore, a butyl material was chosen with a shore
value of 70. The design of the ring gland provides for a stretch
fit.
Stretch is recommended to not exceed 5%, therefore chamber
design produces a 2% stretch.
The gland is designed such that
a 30% squeeze will leave a chamber/specimen clearance of Imm.
To produce the required ring compression, two yoke shaped
arms are connected to the chamber by press fit pins (fig. 34).
Motion about these pins (by teflon inserts) allows automatic
alignment of the chamber surface with the specimen surface. The
yoke arm is connected to a back arm by a swivel pin which allows
movement in yet another plane.
Teflon washers are used for
lubrication between the two arms.
for easy installation and removal.
The arms have been designed
Sealing in the specimen notch
is attained by utilizing a compressed section of butyl rubber.
The outlet chamber provides a large 19mm opening to which
a 321 stainless steel bellows has been inert gas arc welded.
The bellows provides a 20% compression and 50% extension from
its original 30cm length to allow for motion in chamber
-92-
attachment. The outlet of the bellows iswelded to a conflat tee
(fig. 36).
Inaddition to the outlet flow through line, two pumps
are connected to this tee; a mechanical roughing pump and a cryogenic pump.
The Vacsorb cryogenic pump consists of an enclosure, refrigerated
to liquid nitrogen temperatures, containing an activated sorbent.
On opening the pump to the system, gas isadsorbed until the
sorbent is saturated. Physical adsorption produces the pumping
action, and the cryopump can attain relatively high pumping speeds.
The final pressure achieved by sorption pumping can be improved
by pre-pumping with a mechanical pump. The cyropump is a pump
for residual impurities such as CO, CO
2 , 02' H2 0, N2 and A (71).
Sorbent materials in commercial sorption pumps are the
zeolites, known as 'molecular sieves'.
Zeolites ability to
adsorb large quantities of gases, rests on its unique porous
crystal structure. The material has a series of molecular size
cavities linked by molecular size openings or pores which are of
constant and controllable dimensions.
The molecular sieve
possesses a large surface area to volume ratio of approximately
800 m2/cm3.
Therefore, the cryopump used has nearly 300 acres
of surface area.
Pores in the material are 4 A in diameter.
After pumping down to the equilibrium pressure, the valve to
the cryopump isclosed and the molecular sieve is saturated.
Normally warming the sieve to room temperature isall that is
-93-
WE
0O
_r-E
(su
>)
3
.0
r-
S.E 0c
-
U) CO
We4r--
>
C
OC)
a
5a~oOC
S-.-
At-
4
)--
E U00
U
-94-
necessary to prepare for the next pump-down. However, adsorbed
water isnot readily evolved from the molecular sieve at room
temperature. Itis necessary to bake the sieve material by using
a wrap around heater (fig. 33) that can heat to 3000C. The process
of baking the molecular sieve iscalled activating.
The cryopump is isolated from the tee and the system by a
high vacuum 1 1/2 inch viton sealed valve featuring 600 series
Inconel bellows (bakeable to 2000C). The opposite end of the tee
connects to the roughing line also by an Inconel bellows valve.
A foreline trap, situated at the chamber side of the roughing
line, isan extruded aluminum, internally finned body filled with
0
8 A pore size molecular sieve (figs. 33 and 36). The trap protects
the vacuum system (100% filtration) from back streaming of oil
vapour from the mechanical pump, and also pumps water vapour to
0
provide lower roughing pressures. The 8 A pore size sieve material
works on the same principles as the cryopumpexcept that itoperates
at ambient temperature. Regeneration of the sieve material is
performed by baking at 250 0C for at least two hours to drive off
water vapour and sorbed oil vapours.
The foreline trap is connected to a 19mm copper tube roughing
line by brazing. This roughing line runs to a Welch Duo Seal
model 1402 mechanical pump, of pumping speed 140 liters per
minute. The roughing line features a liquid nitrogen cooled
two bounce trap (fig. 33).
the system is pumping
This trap is in operation whenever
to help prevent backstreaming of oil (75).
-95-
Additional means of preventing hydrocarbon contamination involved
inserting an adjustable purge inlet in the roughing line just
before the mechanical pump. An adjustable purge tnlet allows
air to escape into the roughing pump if flow leaves the viscous
flow regime. A back to air valve isused to bring the roughing
line and pump pressure back to atmospheric, once pumping has ceased.
An exhaust flow through line of 6mm stainless steel tubing
originates from an outlet valve connected to the conflat tee.
This line runs to a stainless steel metering bellows valve
(fig. 36) featuring a micrometer adjustment handle for setting
precise flow rates. Flow through this line will filter into a
silicon fluid back diffusion trap (fig. 33), then be released to
the environment through approximately 15m of 1.5mm inner diameter
copper tubing. The tubing size is required so that possible
ignition of hydrogen at the final outlet will not travel back to
3
cm/min.
be
set
at
approximately
the system. The flow rate will
5
A flow through system allows a fresh environment to be maintained
at the fatigue crack front.
The most effecient method of reducing the outgassing rates
of the parts of the vacuum system is their baking. Water vapour,
hydrogen, carbon monoxide, carbon dioxide, oxygen and nitrogen
are commonly evolved gases on baking metals in vacuum or under
an inert purge. Therefore, the chamber system procedure allows
for baking of most of its components.
-96-
This system has been designed primarily for ambient temperature
testing in UHP hydrogen and helium at pressures under200 kPa
(2 Atms).
Cha.nber system design permits adaptation for installing
a mass spectrometer if desired to separate gases present according
to their mass to charge ratio.
System Procedure
The CT specimen is initially polished and cleaned.
The notch
seal is inserted and edges are shaved. After electrical leads
and ceramic washers are attached (fig. 35), the specimen is
critically positioned in the chamber. Valves are closed in the
system such that it leaves only the gas input lines, specimen
chamber, bellows, tee and outlet line as the main chamber enclosure
(fig. 32).
The system is then pressurized with helium, and allowed
to flow through at a set rate. The main chamber is then baked
at approximately 100 0 C. While baking the chamber, the foreline
trap is baked for two hours while under vacuum. The two bounce
tra' is then filled with liquid nitrogen while the system pressure
is ailowed to reduce to atmospheric. The chamber enclosure is
then evacuated by the roughing system until a minimum pressure
is at!tained.
During these past steps, the ckyopump has been
baked for 3 1/2 hours, cooled to ambient, and then taken to
liquid nitrogen temperature. The roughing system isthen sealed off
and -the cryopump opened to the chamber. Once a minimum system
pressure is attained, the cryopump is sealed off. The liquid
-97-
nitrogen coil trap is cooled to -196 0C, and the system is then
pressurized to 16 psig with the UHP test gas.
This procedure
of 'cleaning' the chamber takes about eight hours. The CT
specimen and chamber is now ready to be mounted in the testing
machine.
-98-
APPENDIX B
FATIGUE TEST RESULTS: 320 0C TEMPER
Tempering at 320*C produced test results believed to be
strongly influenced by residual stresses still present from the
vigorous quench from austenitization. Therefore, two subsequent
heat treatment procedures were attempted. The second treatment
(3200C (II)) involved austenitizing/quenching and tempering/
quenching a specimen blank (without CT notch or loading pin holes).
This condition also produced test results believed to indicate a
large degree of residual stresses present. The third treatment
(320 0C (III)) involved full heat treating of a large plate
(1 inx 6 inx 9 in), following by machining of the test pieces.
Due to the size of this plate, an endothermic atmosphere furnace
had to be used which allows the carbon content to be set according
to material content, to prevent decarburization. This 320 0C (III)
condition still produced mostly questionable test results, but
was significantly improved over the first two treatments.
Itis
understood that material properties could vary between these
3200C temper treatments. However, it is believed that the critical
cooling velocity was attained ineach case (fig. 37) so as to produce the quenched condition initially desired. It isalso
understood that tempering a quenched material at this temperature
(320 0C) is not recommended in applications due to the large loss
of ductility. The reason for testing the 3200C temper was due
-99-
ora
CL
0
o
oo
_0
-4-
.•g)
.
•
c
° •
(.1
°
c
E
0
O0
O0
U,
0
0
C
O
O
o
-
oo
0
I-
0
E
U0
c
-E
WV
-
O 0
S0o00
o0-
0
0
0
ainloDadwal
-100-
to the high yield strength produced (951 MPa).
Near-threshold crack growth tests for the 320 0C temper
condiition produced results that were believed to be affected by
residual stresses. The results obtained improved on going from
method I to method III, but all tests except two (from the third
method) produced crack fronts that included multiple initiation
and propagation or exaggerated tunnelling. In the latter, the
crack center was observed to grow by as much as 12 mm ahead of the
crack sides (ina 12 mm thick specimen).
The results are
inaccurate when using the electrical potential method to measure
a growing crack through a CT specimen. Figure 38 displays crack
fronts experienced in testing the 320 0C temper. Figure38a exhibits
initiation at three points along the notch, with the right side
growing approximately five times the center site, and two times
the left site indistance once the threshold AKo was reached.
Crack front tunnelling (fig. 38b) was experienced in the majority
of the invalid tests.
Itwas attempted to alleviate this problem
by machining off varying amounts of material off each specimen
face. Ineach case, either the tunnelling effect reoccurred or
the crack front grew inan asymmetrical fashion.
Hardness profiles were taken across the specimen thicknesses
of all three treatment conditions. An average variation of 5%was
found from a maximum in the center to a minimum along both
sides.
This experiment seems to be only a start into analyzing
-101-
(a)
(c)
Fig. 38:
(b)
(d)
Closeup view of CT testpiece crack fronts encountered in
testing the 320 0 C temper condition (a) multiple initiation
(b) tunnelling (c) valid test in air (d) valid test in
hydrogen (4 1/2 X).
-102-
this problem. Future work isneeded to further examine this test
condition.
The two tests that did produce straight cracks (fig. 38c and
38d) are plotted in figure 39. It is seen that for low R, the
hydrogen environment did lower the threshold AKo from 7.6 MPa Vii
for moist air to 6.0 MPa Ai. The value of 7.6 MPa vii for moist
air does not fit the trend of yield strength tests as seen in
figure 7. Therefore, itis not known whether these results are
accurate or if they are affected by possible residual stresses.
Specimens from the 4700C and 550°C temper conditions were tested
to provide a third data point for the strength effect. However,
the few tests attempted, also produced questionable crack fronts.
Future work is needed to fulfill the material strength effect for
the SA542 class 2 steel.
-103-
(al:)A:)/u!) NP/DP
Sn
0
_ ·
I
lIii
I
0
______~ _
_______ _I _I
111I
F
I
1______ _
I
i iFir I
go
_____ __
________ _I _I
I
t
uhF
I I
I F1
II1
U)o
V
'9
c r
uL)
OJ h .
4-.-o
CL
V
N
o0
0
<4
O
-J
0
I
U)-
%It
0)
O<
oIl
4-)
I-
z
03
VV
o4-)
'V-.
c..
w
U.
IE
yA
0
a
ILO
3:
"r00SsE
0
I
w
D
z
z
z
-c
z
N
z
4I)
0
I-
0
WI
C0
*r0- iCY
Z
C-I
Z, Q
I--"
LO O
w
0.
CrCI
z 0000
itn
W
0.0
5
0
Ioo
VY
WC C
W 0. u
No Cr
1111I 1
'0
I
11111
'0
(alO:),~/w)
u
I I
111
In
10
1 I
I
II1
II
I
1111 11 I F
(N
0a
'0
NP/oP'31V8 NOIJ.9lVd8Od A>DiVd2
'0
3
1•/Iiv