tions of l·iicro-c omput By
advertisement

j~pplica tions
of l·iicro-c omput en::; in Small Business as
An Honors Thesis (ID 499)
By
John
=~.
I'Jorris
ThesiG Director
Ball state University
Muncie, Indiana
October 1981
....................... .........
The Current System. ......... . . . .. . . . .. ............
Radio Shack PASIC I/O statements ... . . .. . .. ... . . .. 5
Program
·..... . . ... .... .. ....... .... .. . . . ...... 7
PrograE1 ,;'2 ·.. ... . . .. .. ... . . . . ... ... . . . . .... . .... . 1 1
Program
·.. ..... .. ....... .... ........ ..... ....
Program
·......... . ...... .. .... .. . . .... .... ... 13
J'Toe;ram i/5 ·.. . .. .... ... . ... . . ..... . .. . . . ... ..... 14
Program
·....... ..... . ............ ..... .. . .... '7
Program
·..... ...... . ....... .... . . .. ....... ... 30
·......... ... ...... .. ..... ... ..... ..
Frogram //9 ·... .. ... . ..... .. . ..... . .. . . .. . .. . .... 32
Program
·.... .. . . ... . ...... . . ... . .. .. .... ....
ITogram
·... .. ........... ..... . .. . ..... ......
·... ..... ... ... .. ....... ........ ..... 37
UpgradinG ... .. .. . . . . . . ... ... . ...... .. . ... . . . .... 50
Introduction
page
;/1
12
}6
1
)7
j1
;/10
,/11
~~rosram
j 12
7/
,Yi
The 1980's will be the decade of the micro-computer.
According to Lawrence Fiedelman, approximately ei,ghty percent of the computers sold in the next ten years will be
sold to small businesses.
Small business computers are
expected to flood the market similar to the growth of the
electronic calculator. (Infosyctems, Je '79, p. 104+)
BUsinessmen are attracted by the small size, relatively low
cost, small power consumption, speed and reliability of
micro-computers.
One small businessman who was attracted by the features
of wicra-computers, John [.jaryan of fliatt Netal .Froducts
Company Incorporated, recently purchased a Radio Shack
TRS-80 micro-computer.
Hiatt Vetal rroducts is a small tool and die shop
located at 720 ':Jest "!illarci ,c)treet in nuncie, Indiana.
Tho
shop generally employs three office workers and ten to fifteen shop workers.
There are presently five tool makers,
two machinists, three lathe hands, two apprentices and one
general laborer.
The shop occupies approximately
5,000
square feet but will expand to 10000 square feet iL the
near future.
They presently serve ten to fifteen steady
customers, including Broderick, Delco-Fi emy, and V!arner Gear.
Occasional walk-in b:lsin eS[:3 is also handl ed.
Biat t netal
Products manufactures tools, dies, jigs, fixtures and does
precision lathe work as weI] as CliC (Computer Kumerical Control) machining.
The shop consists of three mills, one horizontal
----------_ --_._--_
..
...
2
mill, two tracer lathes, five regular lathes, one radial
drill, two internal/external grinders, one external grinder, two surface grinders, and assorted files and sawing
machines.
The shop also has one CNC Bridgeport mill as well
as a recently purchased eNC I'JIAZA:= lathe.
These la[,t two
machines are of particular interest because they are programmable via the TRS-80.
Mr. Maryan originally purchased the Radio Shack
micro-computer specifically to write programs for the eNC
Bridgeport mill.
Mr. Maryan can compose and edit his pro-
grams on the micro-computer and when he is satisfied with
the program he can then produce a paper tape version of the
program which is fed into the CNC mill.
'rhe first three programs in the followinG sections
are designed to prepare paper tapes for the Bridgeport mill.
The tapes are fed into the mill which then drills, bores,
mills or reams according to the given specifications.
The
next two programs (it and 5) are used to calculate certain
points which are needed to program the CNC mill.
The sixth
program is used to create and update programs which will
be used by the CNC mill.
The remaining programs are used for office use.
The
seventh program records the hours spent in each area of the
shop on a particular shop order.
The eighth program figures
the cost of cylindrical or rectangular cold roll steel stock.
The ninth program adds up hours for each employee under
various categories.
The tenth program computes the profit
or loss for the company each week.
The eleventh program
creates data tapes to record information on the jobs done
for each customer.
Finally the twelfth program is used to
update the data tapes created with the eleventh program.
Once all of the data tapes for each customer are initially
created the eleventh program is no longer needed unless
Hiatt Metal Products begins to do business regularly with
another customer.
There are presently twelve data tapes
which are updated at least once per month.
Sinc e the TRS-BO j.s a ree ent addition to )hat t
Netal Products
t~r.
Itaryan is constantly thinking up new
programs to be written.
I:
The Current System
Badio Shack
Tf~S-80
Memory Size:
~ord
j<odel I, Level II micro-computer
16K RAM
Size: 8 bits
Printer Rate:
110 baud
Printer ('utput:
Language:
Total Cost:
8-} inch paper or 8 hole ASCII paper tape
BASIC
Approximately $1,000
Microprocessor
Chip
I~AI'i:
Cassette
Recorder
and ROIV1
Peripheral
Interfaces
~
CRT Monitor
and
Keyboard
Pri:nter
5
nadio Shack
~C
IiO statements
INPUT
Input values through keyboard
nEAD
Reads values from DATA statementsassigns values to specified variables
INPUT#-l
Input values stored on cassette and
assigns them to the specified variable
names
pnINT
Prints item(s) on the display
PRINT USING
Allows programmer to specify a format
for printing string and numeric values
LPRINT
Prints item(s) on line printer
If paper tape function is on the LPnnrrf
statement will also produce a paper
tape (ASCII) version of the item(s)
6
PROGRAHS
Programs 5,6, 11 and 12 wore
written by John Norris, the
remainder were written by
John Haryan.
,-----,--_.•.._.
-----
--------- .-
7
til
Purpose:
To prepare a paper tape for the CNe Bridgeport
mill which will drill or counter bore any number of holes in any bolt circle.
Explanation of Codes:
GOO
GOl
G02
G03
G04
G1 ?
G18
G 19
G30
G31
G32
040
G41
G42
G70
G71
G72
G73
G7l.J
075
G77
G78
G79
G80
G81
G82
G83
G8Lt
G85
G86
G87
G89
G90
G91
G92
G99
(Modal)
Rapid Traverse, point-to-point positioning
(Modal)
Line~~ Interpolation Feed
O'Iodal)
Circular Interpolation Arc CV;
(Modal)
Circular Interpolation Arc CCW
(Modal)
Dwell
01odal)
XY Plane
(Modal)
ZX Plane
(frodal)
YZ Plane
(Modal)
Cancel Mirror Image
01odal)
Reverses Programmed Direction of X axis
O!;odal)
Reverses Programmed Direction of Y axis
(Hodal)
Cutter Dia'11eter Compensation OFF
(Modal)
Cutter Compensation Left
(Modal)
Cutter Compensation Right
(Modal)
Select Inch Dimension System
(Modal)
Select Metric Dimension System
(Modal)
Transformation Off
(Modal)
Transformation On
U1odal)
Hul tiquadrant Circular Int erpolation Canc el
01odal)
Hul tiquadrant Circular Jnt erpolation
(Non-Modal) Facing Cycle
(Non-Modal)
Pocket Mill Cycle
(Non-Modal) ~ough Bore Milling Cycle
(Modal)
Fixed Cycle Cancel
(Modal)
Drill Cycle
(Modal)
spot Facing Cycle
(Modal)
Deep Hole Drilling Cycle
01odal)
~lapping Cycle
(Modal)
Boring Cycle
(Modal)
Boring Cycle
(Modal)
Chip Breaking Deep Hole Drilling Cycle
(Modal)
Boring Cycle
(Hodal)
Absolute Programming Mode
O'lodal)
Incremental Programming Hode
(Hon-l'iIodal) Preset Absolute Ii'egisters
(Non-Modal) Deceleration Override for 2.8 ipm
and above
INPUT: NUMBER OF HOL£ 5
RADIUS OF e>oLT C.fRCLE
AN6LE OF 1ST HOLE
ANGLE' BE'WEEN HOLES
H EIC:,HT OF HUB
NUMBER OF OPERATlcNS
INPUT: TOOL
~
C.ODE (81 OR 8"3)
DEPTI-I OF )..lol..E
YES
INPUT: DEPTU ot=" 1ST PECK
DEPT'"' OF ZND PE(.~
INPUi:
FEEt> RATE
YES
INDEX
PUNCI4/PRINT LlNES
YES
PvNo-i/PR.INT LINES
PVNeJ-J /PRINT LINE
Pu~u.l1 P KINT LlNf
10
YES
INPUT: OPERATION NUIVlBER
DEP"r14 oF c.. eoRE +. Df;
t· B.
RAt). -
PLUN&E
C.UT.
FEED
RAI).
RATE
BoRE FEED RATE
NO
I~('REMENT
INt>EX
ES
PvtJc.1-/ /PRtNT LINES
INCRE'MENT ,NbEX
PUNCH/PRINT LINES
1 CLS
CLEAR 1000
PR 1M' "'ALL DEC I HIlLS MUST BE ENTERED" .
PRINTINPUT"ENTER 1 FeR DRILL 0R 2 FeR C0Ut..:TER B0RE";~
10 INPUT"ENTER NUlt'J3ER 0F HeLES
";L
20 INPUTtlRADIUS 0F BeLT CIRCLE u;RS
ro INPur "ANGLE 0F FIRST H0LE
.. ;AS
Jt) INPUTt'ANGLE BETWEEN H0LES
.. ;A2S
so INPUTHHEIGHT 0F HUB
.. ;HS
60 It.iPUTt'H0W l"lA}lJY 0PERAT I0NS
.. ;C
63 PRl~'T
65 IF ..:=2 THEIIi Get 0 1000
70 FeR 1:: 1 T" C
LET GS ...·Y..
7S
t()
IftJPUT"Til0L NUt-lEER
";TS(I)
~.
INPUT"WBICH G C0DE 1 81 0R 83
";X(I)
so
INPUT"'DEPTH 0F H0LE + .05
";ZIS(l)
se
IF X ( l ) -81 THEN 1 20
100
INPUT"DEPTH 0F FIRST PECK
";Z2S(I)
110
INPUT"DEPTH 0F SEC0ND PECK
to; Z3S ( I )
120
INPUTt'FEED RATE
";FS(l)
127
INPUT" IS THE DATA ceRRECT Y 0R Nt.; GS
128
PRINT
129
IF GS .... N.. THEN G0T0 75
130 NEXT I
135 INPUT"ARE yeu READY T 0 MAKE A TAPE"; HS
140 LPRINT"%''''
150 F e.R I = 1 T 0 C
160
LPR INT"N"; TS <I); "GOG90XO .YO .T'·;T S <I)J ".:6"
170
LPR It.:T"R'" ;RS}" 10. JO. tf
180
LPRINT"AftJAS;"ZO~" .
190
LPRINT h NIOO=N140/ ft ;STRS(L-l)
000
LPRINT .. tH 10GOG91 Z·";HS
002
IF X ( n =83 T HE.N 214
~O
LPRIt..:T"N120G91G81AO.Z";ZIS(I);"F";FS(I)
212
G0T0 220
214
LPRItvT"N120G91G83AO. Z"; Zl S (l);" Z"; Z2S (I); "Z" Z3S (I);
"F";FS(I)
220
LPRINT"N130G91GOZ";HS
230
LPRINT"N140G0G91A";A2S
240
LPRlt-.lTttG0G91 Z-";HS
250
IF X(I)=83 THEN 280
~O
LPRINT"G91G81AO.Z";ZIS(I);"F";FS(I)
. 270
G0T0 290
280
LPR I NT" G91 G83AO • Z.. ; Z 1 i ( 1) ; .. Z" ; Z2 i (l ) ; " Z" ; Z3 S ( I ) ;
"F";FS(I)'
~O
LPRINT"GOG90XO.YO.ZO."
3)0 NEXT 1
3)5 LPR INT··M2"
310 LPR INT" E"320 END
WOO FeR 1=1 T0 C
1005 . LET GS :"Y"
1010
INPUT " 0PERAT leN NUMBER ";TS (l)
1020
UJPUT"DEPTH 0F C. BfORE +.05";ZS(l)
1030
INPUT"C.B. RAD.··CUT. RAD.";JS(I)
2
5
6
7
11
112
Purpose:
Prepares paper tape for Bridgeport mill.
vdll drill, counter bore, ream or bore any
number of holes in any location.
Note:
See #1 for explanation of codes
IJlill
10 CLEAR 2000
12 DItr; XSC2S) .. YSC2S)
00 CLS
~ PRINT"lNSTRUCTI0NS FeR DRILLING .. REAMING .. B0REI~G .. AND
CfVNTER S0REING H0LES IN ANY peSITI0N"
I() PR INT
50 PR I NT" 1 ALL DEC I MALS MUST BE ENTERED"
60 PR INT"2 ALL QUEST I eNS MUST BE A~SWERED"
W PRINT"3 I=YES AND C-N0"
00 PR I NT",", FIRST M0VE AFTER T.C. IS ALWAYS HI THE G90 ~jeDE"
so UiPUT"HAVE Y8U READ THE INSTRUCTI 0I11S";B
WO IF B~O THEN 30
110 CLS
120 INPUT"H0W MANY 0PERAT leNS
I t lC
130 INPUT"CLAJIlP 0R HUB CLEARAt.lCEtflHS
1,",0 UIPUT"X L0CAT I eN AT T. C.
.. ;XS
150 INPUT"Y L0CATle~ AT T-' C'.
h;yS
160 It.;PUT"H0W MANY H0LES
.. ;ee
170 INPUT"ENTER G C0DE 90 0R 91";G$
IF GS="90" 0R GSc"91" G0T0 190 ELSE 170
190. ItJPUT" IS THE DATA ceRRECT
";S
000 IF B-O THEt.I 110
210 F0R t.1=1 T0 CC
220
PRU~T"H0LE NUU3ER"; J
230
INPUT"X VALUE
";XSCtJ)
21.10
INPUT·tV VALUE
0' lYS C~)
250
INPUT" IS ThE DATA C0RRECT";B
260
IF B=O THEt..; 220
~o NEXT t.1
290 F 0R I ciTe C
XlO
PRI~T"0PERATI0N NU~ER
";1
310
It.:PUT"ENTER G C0DI. 79 0R 81 ThRtJ 89" lAS (1)
320
IF VALCAS(I»<79 0R"VALCASCI»>89 ThE~
310
.
3"30
INPUT"T eeL NUt:BER
.. ; T$ <I)
350
IF AS(l)="S2" 0R AS(1)c"S9" THE ... 360 ELSE 370
360
INPUT"DWELL 1'II":E
. ";SS
310
UiPUTttDEPTH 0F H0LE
·';ZCI)
380
PRUiT·'DEPTH + .05
=";ZCI)+.05
390
INPUT"T0TAL DEJ:>TH
It; ZS ( I) .
J()O
IF A$( I) c"79" THEN 440
~O
IF ASCI)c"S3" 0R ASCI)·"67" THEN 60T0 420 ELSE 480
~o
INPUThLEPTH eF FIRST PECK
.. ; Zl S (1)
430
INPUThDEPTH 0F SEC0ND PEClI: ";Z2S(I)
435 G0T0 480 440
UlPUT"OIA 0F ThE CUTTER "ICU
~o
INPUT"DIA 0F THE C.B0RE "ICB
J.6C
PRI"Tt'T00L PATH RADIUS
'c";(CB-CU)/2
1(10
INPUT"E~TER T. p. R.
"lJS(I)
480
INPUT"VERTICAL FEED"RATE"JFS(I)
490
IF ASCI)c"79" THEN 500 ELSE 530
soo
!!.iPupf}ikJa I Z0t-4TAL FEED RATE" lF2
510
PRINT"C. B0RE FEED RATE
-";«CB-(CE-CU»/CB>*F2
520
UiPUT"E)/TER C. B. FEED RATE-" JF2S"( I> •
530
INPUT"IS THE DATA C0RRECT"la
540
IF B itO THEN 300
reo
r
55 N XT I
1000 INPUT" IS THIS THE START 0F Y0UR PR0GRA!'P';B
1010 INPUT"IS THIS T}i£ END fOF THE PR "GRAM" JBB
1020 INPUTw'ARE yeU READY 1'10 MAKE TAPE" JAB
1030 IF AB=O THEN 1020
1040 IF B&O THEN 1060
1050 LPR INT"~"
1060 FfOR I-I 1'10 C
1070
LET K=VAL(T$( 1) >*100
WBO
LPRIN1'"N"JK;"GOG90X"JX$J"Y";Y$;"T"JT$(I>J"M6"
1090
IFA$<l)·"82" 0R A$(l)-·'89"· TJi£N 1100 ELSE 1110
1100
LPRIN1"'G04P'';S$
1110
LPR INT"NH'; K+IJ "X'· J X$ (1) J"Y" JY$ (1) J" z.0."
1120
BS=XS <l )
1130
IF G$ ="9P' ThEN X$ (1) ="0. Of
1140
IF A$(1)="79" THEN 1150 ELSE 1190
1150
LPR HJ1'"N"; K+2; "G91 61 Z -" J Z$ ( I) J "F" J f $ (I)
1160
LPR Ili1' .... " J K+3; "G79J" J CJS (1)J "P') F2$ (I)
1170
LPRIN1'"N"JK+4;"GOG91Z+";Z$(})1180
J..PR I NT"Nt' J K+5 ;o'GOG90Z+" ,;Ii$
1185
G0T0 1250
1190
IF AS(I)."S3'· 0R AS(I)."87" TMEIw 1200 ELSE 1220
1200
LPRINT"N";K+2;"G"JGS';"G";A$(I>J"X"JXi(I)J"Z";ZS(1)J
... Z"': Z 1 $ ( I)J" Z"; Z2$ (1) :P'F"; f $ (I)
•
1210
G0T0 1230
1220
LPRIN1'''N"lK+2;"G"JGSJ"G"iAS(I)J"X''JX$(I)J"Z'';Z$(1)':"F";
F$Cl )
xs <1 )=BS
1230
1240
LPR lNT"N" 1 K+3 P·GOG90 Z+" iliS
1245
IF CC-) 1'HE~ 1440
1250
F lii)R "c2 T Iii) CC
1260
IF A$ (1) c" 79" THEN 1270 ELSE 1340
1270
LPRIN1'''N'';k+J+4;''GOG''JGSJ"X''J.XS(J)':''Y"lY$(J)
"ZO." ~ .
1280
LPRl~1'··N"': K+J +5;"GOG90Z0."
1290
LPR lto/T"N"': K+J+6 ;"G91 Gl Z-" J Z$ (1) J "f" J F $ (1)
~OO
LPRINT"N";K+J+7;"G79J"'CJS(I»)"F")F2S(I)
~10
LPRINT"N"iK+J+8;"GOG91Z+")ZS(1)·
1320
LPRINT"N"'K+J+9J"GOG90Z+";H$
1330
G0T0 1420
~40
LPRINT"N";K+J+2i"GOG"JGS;"X"iXS(J);"Y"JYS(J);
"ZO."
1350
~55
1360
1370
1380
1390
1400
~10
1415
1420
1430
1440
1450
1460
1470
14BO
LPRlIllT"N"; J+K+3' "GOG90Z0."
LETCS=XSlJ)
IF G$c"91" THEN XS(J)="O."
IF A$ (1 )·"83" 0R AS (I) ="87" THEN G0T0 13eo ELSE
1400
LPRINT"Nf1 JR+J+4; "G"; GS; "G" 'AS (I)' ,':x", XS (J),.I Z" J
Z S ( I ) ; t. z" , Z 1 S ( I ) ; .. Z" , Z2 S ( I ); "F .. J F S ( I )
G0T0 1410
LPR INT·'N"'; K+J+4J "G"; GS J" G" lAS (I)' "XI' J XS (J) ;0' ZIt
JZS(I»"Ft·;FS(I)- .
LPRINT"N"JR+J+5,"GOG90Z+";HS
LET XS(J)=CS
LET K=K+2
NEXTJ
NEXTI
IF BB=O THEN 30
LPRINT·'N", K+CC+4P'GOG90X"; )(SP'Y" J YS; "M2"
LPRINT"E"
END
12
#3
Purpose:
Prepares paper tape which will drill any number
of holes in any number of rows
Note:
See #1 for
explan~tion
of codes
10 CLEAR 2000
12 DIM C(50)~CCe50)~XS(50)~YS(50)~Xl$(50)~X2S(50)
20 CLS
,
~ PRIt.lT"U<JSTRUCTunIlS FeR MULTIH0LE RflW DRILLING., REAMING~ taR.,
BeRING
J,() PRUiT
=0 PRINT"1 ALL DECllt'.ALS MUST BE ENTERED'·
60 PRINi"2 ALL QUESiI0NS MUST BE ANSWERED"
~ PRINT"3 l=YES AND Oc~0"
ro PRINT'-4 FIRST H0LE peS'liI0N ALWAYS IN ABL0LUTE M0DEtf
82 PRINr"S IF x peSITI0N 0F LAST H0LE KN0WN USE G90"
84 PR INT"6 IF DISTANCE BETWEEN FIRST AND LAST H0LE KNflWN USE G9P'
8) PRINi
~ UlPUT"JiAVE Y0U READ THE INSTRUCT I 0NS";B
100 IF B:':O THEN 30
110 CLS
120 INPUT"H0W MANY 0PERAT I0NS
tI;C
130 INPUT"CL.AMP 0R HUB CLEARANCE'·; HS
140 IKPUT~tX L0CATI0N AT T. C.
";X$
150 IlIiPUTf.y L0CATI0t-l AT T-' C-'
";Y$
160 INPUTttHew MANY RfOWS
t, iCC
170 INPUTnENTER G C0DE 90 0R 91"}G$
feo IF GS="90" taR GS="'91" G0T0 190 ELSE 170
190 INPUT"-lS THE DATA C2tiRECT
";B
000 IF BsO THEt-l 110
210 F0R J-l T 0 CC
220
PRINT"R 0W NUJVJ3ER··; J
230
INPlJT"X VALUE
";XseJ)
235
UlPUTt.y VALUE
tI,;ys (J)
238
IF G$~"90" THEN 240 ELSE-243
240
INPUT"X L0CATI0N 0F LAST H0LE 1.., THE R0W·';XISeJ)
242
G0T0 244
243
INPUT"T0TAL DISTANCE BETWEEN FIRST AND LAST H0L.ES •• ;XI
S(J)
244
INPUT"DISTANCE BETWEEN EACli li0LE
··;X2S(J)
250
INPUT" 15 THE DATA C0RRECT"';B
a60
IF. B=O THEN 220
270 NEXT J
290 F0R 1=1 T0 C
300
PR tNT" 0PERAT I0N NU JrBER
"'; I
310
INPUT"ENTER G C0DE 79 taR 81 THRU 89"';AS(1)
~O
IF VAL(AS(I»<79 0R'VAL(AS(I»>89 THE~
310
'
330
INPlJT"T001. blU~BER
";TS( I)
~O
IF'ASCl)c"82" 0R AS(l)··'89" THE~ 360 ELSE 370
360
I"''PUT'''DWELL T lME
tf'; S$
370
INPUT"DEPTH flF H0LE
t''; Z (1)
~O
PRINT"DEPTH + .• 05
·";Z(I)+.05
390
INPUT'fT0TAL. DEPTH
";Z$(l)
410
IF A$·(I)."83" 0R A$(1)=·~87·· THEt.) G0T0 420 ELSE 480
420
INPUT ttDEPTH eF FIRST PECK' .. ; Zl $ (1)
430
INPUT"DEPTH 0F SEC0ND PECK "; Z2$ CI )
435
G0T0 480
~O
UiPUT"VERTICAL FEED RATE";FSCI)
485
U1PUT"IS THE DATA C0RRECT";B
490
IF B=O THEN 300
550 l'OEXT I
13
#4
Purpose:
Calculates all tangent points, center of circle
and cutter compensation for two lines tangent
to a circle
5 Cl.S
10 REM *CIRCLE TAN T0 TW0 l.I~ES*
50 INPUT "Al=>';All INPUT "A2="';A2: IKPl:.1T "U=";U: It.lPUT ··V=";V:
60 IF R=O THEN 2000
00 B=R
~ G0SUB 3000
91 0=.01745329
~ E=C0S{Al*0>*C/2
~
F=SI~(Al*0>*C/2
94 G=SI~(A2*0)*C/2
S6 a-CeS(A2*0>*C/2
100 INPUT "IS XL.ARGE,(l.> 0R SMALL(S>"; CS
11 0 INPUT t. I S Y. LARGE (L) 0R SMAl.L (5)·'; OS
120 IF CS="L·' ANO OS·"L" THEN 3500
130 IF CS="'S" ANO OS="L·· THEN 4000
140 IF CS c MSit AND D$="S·' THEN 4500
150 INPUT "IS THE T00L ~0VING X+? (Y OR N)"; E$
~O IF ES="NM THEN 360
170 IF C>O THEN 7200
190 Xl =U -52
200 YleV~S3
210 X2=U+S5
220 Y2=V+S4
230 IsU+(S5+57)
240 J=V -(53 +S6 >
250 G0T 0 5000
360 IF C>O THE~ 7400
370 Xl =U+S3
3130 Y leV +52
390 X2=U-S4
l()0 Y2-V;"S5
410 I=U+"<S3+S6)
420 J=V-<S5+S7)
430 G 0T0 5000
2000 B= 1 12*C
2010 G0T0 90
2500 B=R+ <1 12*C >
2510 G0T0 90
3000 A3=45 - ( (AI +A2) /2)
3010 SI=TAN(A3*.01745329)*B
3020 52=SIN(Al*~01745329>*Sl
3030 53=C0S(Al*~01745329>*51
3040 S4=SINCA2*-.01745329>*Sl
3050 S5=C05 (A2*".01745329>*SI
3060 S6=SIN(Al*~01745329>*B
3070 57 =5 It-; (A2.".0 1745329>.B
3080 RETURN
~-----~---~-~-.---.-~v--r;;Z-W7---r
INPUT ·'R.
I~PUT "IS THE. T00L HaVING X+1 (Y 0R 1\)"; HS
IF HS="Y·· THEN 3710
IF C>O THEN 6200
Xl=U+S3
Y 1 =V -S2
X2=U-"S4
Y:2=V +S5
I=U+(S3+56)
.J=V+(55+57)
G0T0' 5000
IF C >0 THEt.l 6000
Xl =U -S2
Yl=V+53
X2 =U +S5
Y2 zoU -S4
I=U+tS5+57)
"}:o::V+(S3+S6)
G0Tir 5000
INPUT "15 THE TeeL M0VING x+1 (Y 0R N)"; KS
IF KS=ttN" THEN 4210
IF C>O' THE~ 6400
Xl =U-53
Yl =V~S2
X2=U+S4
Y2=V+55
I=U-(S3+56)
.J=V+(55 +S7)
G0T0 5000'
IF C>O THEN 6600
XI =U +S2
~30 Yl=V+53
~40 X2=U-S5
4250 Y2-V:"S4
Je601=U-"(55+S7>
4270 .J=V=t-(53+56)
Je80 G0T0 5000
4500 INPUT "IS THE TeeL M0VING X+1 (Y faR N)"lNS
1610 IF N$ =t. N" T HI.~ 4710
/620 IF C>O TliEN 6800'
4540 Xl-=U-53
4550 YI-V+S2
4560 X2=U+S4
4570 Y2=V-55
4580 I =U -'( 53 +S6 )
4590 ,,}=V~(S5+S7)
4600 G0TlO 5000'
ii710 IF C>O THEN 7000
4120 Xl=U+52
4'730 Y 1 =V -53
11140 X2-U:"55
Ji750 Y2=V+54
4160 I-U- (S5+57 )
Ji7 80 .JzoV:" ( 53 + 56 )
. III 90 G0TlO 5000
5(tOO IFC>O i\~P R>O_ THEN 5025
3500
3510
3520
3540
3550
3560
3570
3580
3590
3600
3710
3720
3730
37 40
37 50
3760
3770
3780
4:>00
IIJI0
4030
i()40
i()50
4>60
1.{)70
4080
4090
4JOO
Je 1 0
4220
;;;JQ1(J
PHINT
-I
JZ.
z-n~n-l
Iv.-
PRIl'liT "X2";X2: PRINT "Y2";Y2
(
-
r'"
'OU
5020 END
5025 Il-oPUT "1'(0)";1'(0)
5030 IF QS="t.I" 0R RS=t'I\j" 0R 5$="1\1" 0R T $="I'.l" eR US="N" 0R VS="N" 0R W$:".
5060 F(1)=F~0)*«R-C/2)/R)
5070 G0T0 5090
5080 F(I)=F(0)*«R+C/2)/R)
V2: PRIt-JT8
5090 PRINT "Xl",;>:I: PRINT "Yl";Yl: PRINT "X2";X2: PRINT "V2";
5095 END
6000 INPUT "15 THE T00L INSIDE? (V 0R N)"; Q$
6010 IF QS="N" T HEl\! 6070
6020 :Xl;: W -52)+E
6030 vi = (V+U3) +1'
6040 X2=(U+55)+G
6050 Y2=(V-S4)+H
6060 G0T0 3760
6070 Xl=(U-S2)-E
6080 Vl=(V+S3)~F
6090 X2= W+S5 )"-G
6100 Y2=(V-S4)~H
6110 G0T0 3760"
6200 INPUT ~IS THE T00L INSIDE THE LIl-oES? (Y 0R N)"; R$
6210 IF RS:;ftN" THE~ 6270
6220 Xl=(U+S3)+F
6230 Yl=(V-S2)+E
6240 X2= W"-54) +11
6250 V2::(V+S5)+G
6260 60T0 3580
6270 Xl:; (U+S3)-F
6280 Yl=(V-S2)~E
6290 X2=(U~S4)~H
6300 Y2=(V+S5 )~G
6310 G~T0 3580'
6400 INPUT "15 ThE T0eL INSIDE? (Y 0R l-o)";SS
64 1 0 I I' S $ = •• r.. ,. T HE 1\1 6470
6420 Xl=(U-S3)-F
6430 Yl=(V~S2>+E
6440 X2='W""'S4)-1i
6450 Y2='(V+S5 )+G
6460 60T0 4080
6470 Xl=(U-S3)+F
6480 Y1 = (V~52)-E
6490 X2='<u+S4)+}i
6500 Y2= (V+S5 )-G
OS 10 60T0 4080'
6600 INPUT "IS THE T00L INSIDE? (Y 0R N)";TS
6610 IF T$ :t... " THEN 6670
6620 Xl =(U+S2)-E
6630 Yl=(V+S3)+F
6640 X2:: W -55) -G
6650 Y2=(V~S4) +H
6660 GeT" 21260
6670 Xl=(U+52)+E
6680 YI=(V+53)-F
..
.o~:~~ 301m.~li£
lUHl'J
-----,~-.---,
6700 Y2=-(V~S4)-H
6710 G0T0 l£260"
6800 INPUT "IS THE T0"L It.:5IDE.? (Y lOR N)U;US
6810 IF US ::Ol\j" THEtIi 6870
6820 Xl ~ (U -S3)-F
6830 Yl=(V+S2):"E
6840 X2 =(U +S 4) "-H
6850 Y2 =(V -S5 ) ~G
6860 GeT0 1&580"
6870 Xl=(U-53)+F
6890 Y 1 =(V .S2) +E
6900 X2:: (U +S4 ) +H
6910 Y2=-(V-S5)+G
6920 G0TE 4580
7000 I~PUT uiS THE T0~L INSIDE? (Y 0R N)t'·; VS
7010 IF VS;O~·' THEN 7070
7020 Xl =CU+S2)-E
7030 Yl=(V-S3)"-F
'7040 X2 =(U :"S5 ) ~G
7050 Y2=-(V=t.S4) '-H
7060 Gflrf 0 47607070 Xl=CU+S2)+E
7080 Yl =-(V -S3) +F
7090 X2=CU:-S5)+G
7100 Y2=(V+S4)+H
'7110 G0T0 4760
1200 ItiiPUT 9'IS THE T00L INSIDE? <Y lOR N)U; WS
'1210 IF \1$=ff},j.' THEN 7270
72 2 0 Xl == (U - 52) + E
7230 X2 .:(U+55 )-G
7240 Y2= (V +54) +H
'7'250 Y2=(V+54)-H
7260 G0TfO 230 .
7270 Xl =CU -52)-E
7280 Yl=(V"-S3).F
7290 X2=<U.55)-G
'7300 Y2 =-CV+54) +H
7310 G"T0 230
'7400 INPUT "IS THE T"0L INSIDE? ( Y fOR N)"; XS
7410 IF XS :I'N" T HElIi 7470
7420 Xl=<U +53) +F
• 7430 Yl =(V +52)-E
..,440 X2=CU-S4).H
7450 Y2=(V :"S5) -G
7460 GeT" ~10 .
7470 Xl =CU +S3)-F
7480 Yl=CV+52)+E
'7490 X2=(U-54)-H
7500 Y2=<V"-55 )+G
7510 G0T0 2&10
- - - - - - - - - - -
r- _____
1 ij
flC.
IF;;
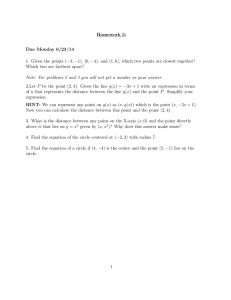
Purpose:
rco compute the center of circle 2, Pl·· line 1,
circle 1 tC:l.11tjent point, P2 - line 2 cj.rclc 1,
F3 - circle 1, circle 2 tangent point and :24 -
circle 2, line 2 tangent point.
These points are necesGary to program the
CIiC BricgelJort mill to cut an S-curve (red line)
given tte radius of circle 1, the angle Rl,
the angl eo(, the angl e 92, and th c radius of
the second circle.
To rind
11
Circle C2 is tangent to
12. 12 given by P2 (from
and g2
)
15
f;?-curve Plot Frogram
Given:
Circle 1, radius of circle
tine 11 srecifiec' by angle e1 and tancent to circle
r:::quation 11: cO[:J(~l + 90 o )X + sin('-ll -I- 90 0 )y - r1 - 0
Given:
Poinl;:2
=
(X2, Y2) on circle 1
Given by angJe
X2
:co
r 1 cos
0(
~
,Y2
=
r 1 sino(
Line 12 through (X2,Y2) and has angle 82
-'-::quatioI: of 12:
~o
find:
(cos(~2 + 90°))
ex -
::-:2) + (sin(~2 + SOo)
(Y - 'i2) __ 0
Circ18 C2, whose radius is r2, which is tangent
to lino 12, circle C1
To find:
,r('I
(
].\..;
, "T.ri)
,-'
-'-
center of circle 22
+
(sin(Q2 + 90 0 ))(yC - Y2) _ r2
oxpres88S tangency of 12 to C2
expresses taagency of C1 with C2
;·Iethod:
other
B.nd (++)
simultaneously for XC,YC
~uantities:
F3 = r 1/ (r 1 + r 2)
Hl --
( XC , Y C)
(XC, Ye) - r2(cos(.g2 + 90°), sin(fi2 + 9( 0
)
16
Variable Dictionary
Rl#
Radius of circle 1
T1J
Theta
AL,:j1
Al pha - t h.e angl e of circle 1 whic}} produc e,::; P2
T2J
Theta 2 - the angle from horizontal of line 2
R2#
HadiuG of circle 2
- the angle from horizontal of line 1
/~
X value of Pl
Y1;/
y value of Pl
x2;i
X value of TJ2
Y2:?
y
valuE~
. . ·l
value of center of circle 2
X1
'1(' if
L.... 'v ii
-'-'
of P2
Y value of center of circle 2
X value of
P3
Y3/1
y value of
.L ../
X4!i
X value of
a~
c?,
y value of F4
10 INPUT"GIVE RP'JRll
00 INPUT"G IVE THETA'" JT 1 #
30 INPUT"GIVE ALPHA"JALI
40 INPUT"GIVE THETA2"iT21
!O UIPUT"GIVE R2"iR21
60 LET PI=4 * AT~(1.0)
70 LET X1 I =R I I • C 0S «T I I + 90) * PI / 180 )
SO LET Yl1=RII * SIN«TII + 90) * PI/180)
~ LET X21 a Rl I
* CIOS (ALI * PI/180)
100 LET Y21=RI# * SI~(AL' * PI/180)
110 LET T,=(T21 + 90) * PI/180
120 LET AI=X21 + <1/ceS(TI».(R21 + Y21 * SINeTI»
130 LET BI=-SIN(TI)/C0seTI)
~o LET AII~BI[2+1
150 LET Bl,=2*AI*BI
~O LET CII=AI[2-(RII+R21)[2
170 LET YC'=(-Bl~~SQR(Bll[2-4*All*Cll»/2*Ali
180 LET XCI=A'+BI*YCI
190 LET X31=<Rll/(RII+R21»*XCI
a)0 LET Y31=<Rll/(Rll+R21»*YCI
210 LET THI=(T21+90)*PI/180
220 LET X41=XCI-R21*C0S<THI)
230 LET Y41=YCI~R21*SIN(THI)
240 PRINT :PRIIIlT XCI;"
"lye,;"
CEl\iTER IOF CIRCLE 2"
~o PRINT XIII"
"IYI~J"
P1, LINE 1~ CIRCLE I, TANGENT pel~T"
~o PRI~T X21;"
"IY211"
P2~ LINE 2~ CIRCLE 1"
270 PRINT X31,,"
";Y31;"
P3, CIRCLE I" CIRCLE 2, TANGENT peUiT"
~o PRINT X41)"
";Y41;"
P4, CIRCLE 2# LINE 2, TANGENT peINT"
290 Ef.;D
17
t6
Purpose:.
To create and update programs for use on the CIIIC
Bridgeport r>;ill
E'Verytime the Bridgeport mill i.s used to manufacture
a part a new program must be vrri t ten.
J';any times
these programs may be very similar except for a few
lines, where some specification is different.
This
program would allow someone to edit an existing program without having to retype the entire program.
Since many programs written for the Bridgeport may
be over a hund.red lines this editing prograrn VJould
save much time in reprogramming instructions for the
Bridgeport mill.
This program creates new programs for the CNC mill
and stores them on tape.
created it can be edj.ted.
Once a program has been
If a program is to be
edited the old program tape is read in.
The operator
can then:
(1)
Display the entire fi.le
(2)
Display a sinel e line (referc!nced by IT-number)
(3)
Insert a new line (plac ed in correct sequence)
(4)
Chanee an old line
(5 )
Delete an old li.ne (lines renumbered)
(6)
Create a new file (stored on tape)
18
(7)
Get a printout of the program
(8)
~xit
from the editing program
Variable Dictionary
A~H I)
Array of IT-numbers
B~i> (I )
Array of code numbers for each N-number
C
Line Counter
Interval between N values
IT values
Temporary N-number -- used for insertion
Temporary partial line -- used for insertion
Purpose of tape
._--------_._-_._--
19
C LEAR STRING SPAc.E
OLD
PRINT lNSTRUCTIOf\lS
PultPoSE
STARTIN& N-VALUE
INPUT:
INTERVAL BETWEEN
N1S
Allows progra.ms
up to 275 lines
INCREMENT N-NUMBER
INC.REMENT
IND~ X
COMPUTE # OF LINES IN P6M
RECORD PURPOSE &.# OF LlNE5
YES
RECORD LINE5
21
PRINT INSTRUCTIONS
REA D PURP05E
& tt OF" LI NES
PRINT PURPOSE
PRINT ERROR MESSAGE
READ FILE
O\SPLAY23
ENTIRf FILE
NO
YES
CLEAR SC.REEN
PRINT LINE
'NCR,EMENT I~DE)(
2!i
D1SPLAY
S\NGLE LINE
ENTER N-NUMSER
Sequential
search for
N-number
t+-----~PR1NT
ERRoR
~ESSAG.E
25
l~ISERT
NEW LINE
If end or array
is reached then
the number to be
inserted is larger
than any or the
numbers presently
in the file
E5
Search 'lor correct
insertion position
for new line to
ma.intain proper
numerica.l ordering
of lines
YES
Renumber the indexes for the lines
in the file after
the new inserted
line
INc.itElV\rnl LINE <:.QuNTER
No
26
C~lANG[
OLD LINE
ES
INDEX
ENTER c.oRRECTeD UNE
Sequential ~earch
for N-number
27
DELET[
OLD L\NE
N-number for line
to be deleted
ENTER N-NUMaE
YES
DECREMENT LI NE COVNTER
s
RENuM 8ER. LINE
INL~EMENT
NO
INDEX
Renumber lirlee
following deleted
line
CREATE
NEW FILE
PR.INT INSTRUCTiON S
RECORD PURPosE & LINE C.OUNTER
YES
NO
RE.toRD LINES
PRINTOUT
OF FI LE
PRINT E~RD(( fYlESSA&E
PUNC"" / PRINT LINES
INbEX
DONE
2')