Multivariate Cycle-To-Cycle of an Injection Molding Process
by
Curtis N. Vanderpuije
SUBMITTED TO THE DEPARTMENT OF MECHANICAL ENGINEERING IN
PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF
BACHELOR OF SCIENCE IN MECHANICAL ENGINEERING
AT THE
MASSACHUSETTSINSTITUTE OF TECHNOLOGY
iJSLe aoor73
MAY 2005
~MASSACIiHUSt"S INS'TIT"E
OF TECHNOLOGY
F.
© 2005 Curtis N. Vanderpuije
All rights reserved
N 0 8 2005
LIJ
LI[3RARIES
The author hereby grants to MIT permission to reproduce and to distribute publicly
paper and electronic copies of this thesis document in whole or in part.
Signature of
Author
......................................... ......
- ......................
Department of MechanicalEngineering
May 6, 2005
Certified
-
by
.........................................
. . . xzI..........
....
David Hardt
Professor of Mechanical Engineering and Engineering Systems
Accepted
by...............................
... . . . ......
. . ........
-)
Ernest G. Cravalho
Professor of MechanicalEngineering
Chairman, Undergraduate Thesis Committee
ARCHIVES
1
Multivariate Cycle-To-Cycle of an Injection Molding Process
by
Curtis N. Vanderpuije
Submitted to the Department of Mechanical Engineering
on May 6, 2005 in partial fulfillment of the
requirements for the Degree of Bachelor of Science in
Mechanical Engineering
ABSTRACT
Cycle-to-Cycle (CtC) feedback control has been studied extensively with increasing
demands on the precision and quality of manufactured parts. Single input-Single output
has been studied as the basis of CtC feedback control. In the manufacturing sector,
processes consist of many input parameters and critical outputs. Multivariate CtC seeks
to extend the findings of SISO CtC to more accurately reflect real world processes.
Multiple input-Multiple output CtC feedback control is applied to an injection molding
process to verify the effects on quality of the parts produced. A design of experiment is
used to determine the gains of the process, regression models are developed and integral
feedback control is applied. The process is actively driven to meet specific target outputs.
Minimal mean errors and variance ratios ranging from 0.14 to 0.57 are observed
indicating an improvement in quality.
Thesis Supervisor: David Hardt
Title: Professor of Mechanical Engineering and Engineering Systems
2
ACKNOWLEDGEMENTS
I would first like to thank my advisor, Prof David Hardt for being a great advisor all four
years of my undergraduate education. He always made time when I needed to meet him
to discuss important issues and was always full of great ideas. You have been an amazing
thesis advisor - giving me the requisite guidance for this thesis project, explaining
concepts and methods effectively and very understanding during difficult times in the
semester. I really appreciate it all.
I also want to thank Dave and Pat for being very understanding about scheduling, for
being eager and ready to help out always and for the expert advice on injection molding.
Lastly, I would like to thank Adam Rzepniewski for explaining aspects of his work to me
that were relevant to this project.
3
TABLE OF CONTENTS
1.0 INTRODUCTION AND BACKGROUND...........................................6
2.0 THEORETICAL BACKGROUND....................................................
2.1 Cycle to Cycle feedback control ..................................................
9
9
2.2 The Integral controller ............................................................
11
2.3 Multiple input-Multiple output Cycle-to-Cycle feedback control .............
13
2.4 Design of Experiments ...........................................................
15
3.0 MIMO APPLICATION IN AN INJECTION MOLDING PROCESS............
16
3.1 Description of Injection molding process .........................................
16
3.2 Part selection for MIMO CtC feedback control .................................
17
3.3 Experimental Approach ............................................................
18
4.0 RESULTS AND ANALYSIS .............................................................
21
4.1 The 22 full factorial experiment and gain determination .......................
21
4.2 Multiple input-Single output CtC feedback control ............................
24
4.3 MIMO CtC feedback control .....................................................
30
5.0 CONCLUSIONS...........................................................................
4
36
LIST OF FIGURES
Figure 1 - Graphical representation of a process in Statistical control .....................
6
Figure 2 - Examples of different Cpk ..........................................................
7
Figure 3 - A simple MIMO system ...........................................................
8
Figure 4 - A simple model of CtC control .....................................................
9
Figure 5 - A CtC feedback control system .....................................................
10
Figure 6 - A CtC feedback integral controller showing the gains ...........................
12
Figure 7 - A schematic of injection molding ...................................................
16
Figure 8 - Part chosen for research ...........................................................
17
Figure 9 - Distinct output measurements for part ............................................
18
Figure 10 - 22 full factorial design ..............................................................
19
Figure 11 - 'Correlation' graphs for outputs ...................................................
22
Figure 12 - Graphical representation of MISO system .......................................
23
Figure 13 - Open and closed loop run charts for diameter parts in MISO ................
25
Figure 14 - Open and closed loop MISO runs for thickness and height ...................
27
Figure 15 - Open and closed loop run chart for height of parts ............................
29
Figure 16 - Schematic of MIMO CtC feedback control .....................................
31
Figure 17 - Runs for height and thickness of cold parts in MIMO .........................
32
Figure 18 - Run charts for height and thickness of hot parts in MIMO ...................
33
Figure 19 - Run chart for the thickness in MIMO with small variance reduction ......... 35
5
1.0 INTRODUCTION AND BACKGROUND
The manufacturing industry has made much advancement in production and quality
control over the last fifty to sixty years. The demand for manufactured parts have
increased steadily as specification limits are continually made smaller and processes are
adjusted to meet tight specification limits. Precision parts have moved from the
millimeter scale level to the micro and even nano-scale levels. Given these advancements,
the challenge to reach specific quality targets remains arduous.
Most processes are characterized by deterministic changes and random disturbances that
affect the output.
Manufacturing processes become random processes if all the
deterministic disturbances are found and eliminated. Such a process is said to be in
Statistical control [7]. A graphical representation is shown in Figure 1.
I
Figure 1: Graphical representation of a process in Statistical control
In manufacturing, this process is usually left untouched until a drastic change is noticed.
However, in cycle to cycle (CtC) feedback control, the process is actively controlled to
attain specific mean values and to minimize variations in the process. In CtC control,
output parts are measured between cycles and used to adjust the inputs of the next part
to be produced. As a result, the process can be controlled to attain specific target values
6
for the parts produced, thereby improving quality. Quality in this case is characterized by
the ability to reach target specifications.
The quality of the process can be measured by the process capability, Cpk. The process
'3r
capability compares the effect of the offsets from the mean value using the specification
limits and the 3a limits for the process. This is shown in equation 1.
USLCpk mMin(
3o=
.A- LSL
(1)
where USL represents the upper specification limit of the part, LSL represents the lower
specification limit of the part, pt is the mean and
is the standard deviation. Ideally, the
larger the process capability, the higher the quality of the process as it ensures that
almost all the parts produced will fall within the specification limits. Figure 2 shows some
examples.
rem
I
~ill
2:
USL
Cpk= 2
Cpk=
Figure
I
LSL
LSL
·
Examples of different Cpk values showing the ease of attaining target
specificatio ns
Extensive work at MIT has been done in single input-single output (SISO) processes in
which CtC feedback control was used to improve quality. Many manufacturing processes
however, consist of systems with multiple inputs and multiple critical outputs. The
outputs could be dependent on independent input factors or a combination of input
7
factors. This system is slightly more complicated than the SISO system but can be
tackled with the same techniques found in the SISO system. Hardt and Rzenpniewski [1]
actually extend the findings of CtC control in SISO systems to MIMO systems.
Figure 3 shows a simple schematic of a MIMO system.
Y1
X1
,Y2
.=:: --------------
Yi
X2
Figure 3: A simple MIMO system
In the system shown in Figure 3, one can notice that input factor X1, can either affect
output Y1 only, or both outputs Y1 and Y2, ditto for input factor X2.
The main objective of this thesis is to improve the quality of an injection molding
MIMO process using the theoretical findings of Hardt and Rzenpniewski. A design of
experiment (DOE)
is carried out to understand
the process. Linear models are
formulated based on the results of the DOE to identify the gains in the system. The
gains obtained are used in a MIMO CtC feedback control system to run production and
to test the improvement in quality of the parts produced.
8
2.0 THEORETICAL BACKGROUND
2.1 Cycle to Cycle feedback control
Cycle to Cycle feedback control as the name suggests makes changes between
subsequent cycles. Input parameters are changed for the production of a subsequent part
based on the difference between the part produced and the target specifications. CtC is
therefore a discrete control process with a one cycle delay. Figure 4 shows a simple
representation of the CtC control model.
Inpui)
Input (ui 1)
Process
(Kr)
Process (Kp)
Output (yi)
Figure 4: A simple model of CtC control
Hardt and Siu [2] show that the discrete nature of this process leads to a very simple
process model in which the process gain relates inputs to the outputs. This process can
be modeled as
yi
Kpuil-i
(2)
where yi represents the ouput of the process, Kp is the gain of the process and ui-i is the
input of the current cycle (the output of the previous cycle). This equation does not
include the randomness of the process which is modeled as the disturbances in the
process and is not shown in Figure 4. These disturbances change the model to
yi
Kpui-l + di
9
(3)
where di is the noise factor. These equations can be simplified by using the Z - transform
to model the equations in discrete time. In this case, z = eTs, where T is the time to
complete a single cycle. Equations
(2) and (3) become
Y(z) = Kp U(z) z- 1
Y(z)
(4)
Kp U(z) z- 1 + D(z)
(5)
respectively.. Given the process model established, controllers can be included to give an
actual representation of a sample manufacturing process. Figure 5 is a representation of a
CtC feedback control system.
disturbance
TUired
Figure 5: A CtC feedback control system
The controller, Gc can be either proportional or integral. Hardt and Siu [2] show that Gc
for the proportional controller is
Gc(z) = Kc
(6)
Gc(z)=KZ-1
c-
(7)
and Gc for the integral controller is
10
in the Z-transform. The integral controller would be used in this project for reasons that
will be specified in the next section.
2.2 The Integral controller
The integral controller is simply a running sum of the all errors in the process. It is able
to remove the steady state error from step disturbance within the system enabling the
system to reach its target specifications. It has been proven by Hardt and Siu [2] that to
implement this scheme of discrete feedback control, this is the right controller to use. In
recursive form it is expressed as
ui+
=
ui + Kcei+l
(8)
where ui+i represents the input for the current cycle, ui represents the input from the
previous cycle, Kc is the controller gain and ei+l is the error from the desired output.
In Z-transform space, equation (8) is expressed as
zU(z)
U(z) + IKzE(z)
(9)
which gives the transfer function
G, (z)
U z)K
E(z)
z
Z
(10)
These new equations are incorporated in the block diagram shown in Figure 5 to give a
complete block diagram for the CtC feedback control system which is shown in Figure 6.
11
disturbance (di)
Figure 6: A CtC feedback integral controller showing the gains
The disturbance is usually modeled as a normally identically distributed independent
noise (NIDI) with mean
, and variance a2 - di - NIDI(p , a 2 ) when the noise is
uncorrelatecd. It can therefore be modeled as a constant step disturbance.
Assuming r = 0, the block diagram in Figure 6 leads to the transfer function
z-1
Y(z) =
z-_I+K
D(z)
(11)
Kp
In continuous time space this results in
yi+ + yi(1 - KCKp) = di+l- d i
Since the disturbance is constant and at steady state yi+l = yi
(12)
y the disturbance terms
at the right side of equation (12) go to zero and equation (12) simplifies to
y-(2 - KcKp) = 0
(13)
Showing that the steady state error has been eliminated using the integral controller.
12
The output can therefore be related to the input simply by going through the block
diagram in Figure 6, but without the disturbance. This leads to
Kc
(R(z)- Y(Z) =U(z)
z
z-1
(14)
In time space, this can be rearranged and expressed as
=
ui+
i + Kc (r- yi-)
(15)
where r represents the output desired as shown in Figure 6, and yi-1refers to the output
of the previous cycle. As can be noticed, this is of the same form as equation (8). This
can simply be extended for the MIMO system.
2.3 Multiple input-Multiple output Cycle-to-Cycle feedback control
MIMO CtC feedback control is a simple extension of the models presented for the SISO
CtC feedback control. Though these models are simple in the SISO system, they can
become quite complex in the MIMO system when they involve many inputs and outputs.
In such cases, some higher order terms would probably have to be approximated as it
becomes too difficult and probably too expensive to run all the tests needed for an exact
model. These approximations will probably be effective enough for the process under
consideration. Hardt and Rzepniewski [1] show that for a system with n2 inputs and n2
outputs, n4 coefficients are required to satisfy the matrix form of the CtC model
expressed in equation (2). For a simple 2 input - 2 output system, the gain matrix is
simply a 2x2 matrix. The gain matrix Kp becomes
KP=(16)
I[k" k,]
z
k21
k22
13
Hardt and Rzepniewski[1] also show that for best performance of one time step settling,
total loop gain K (which is the product KcKp) must be equal to 1. As a result, for the
MIMO CtC feedback loop
KcK = I
(17)
where I is the identity matrix and Kc is the controller gain matrix
=
k clI
kcl2
kc21
kc22
(18)
Equation (17) therefore expands to
k1 l
k
k2 1
k 22 1
1 2
k,
1,
Lkc2 1
k,
k,
12
1
22
(19)
L
1
The controller gain, Kc is simply the inverse of the process gain Kp when Kp is invertible.
Given these further developments, the model in equation (15) can be altered to represent
the MIMO C(tC process to give
1+
Fu U i iF(u
Fk
IU+i
UiuiL2I
Luj+
J
Uj
k
1
k c12 i [e i
eli
1
2k k,22
c22ej e~j
(20)
Equation (20) is the fundamental equation used to determine the effects of varying
inputs on critical outputs in the MIMO experimental process in this thesis. The
controller gain matrix is determined by using a DOE.
14
2.4 Design of Experiments
A design of experiment is a series of tests carried out on a process by changing input
factors and recording the corresponding effects on the outputs of the process. It gives a
better understanding of the important input parameters of the process and enables one
to perform an active control of the process by adjusting inputs instead of the usual
passive form of statistical process control. This is essential because for a process in
statistical control, passive observation would yield few results whereas active control can
sometimes make a significant difference.
In this research project, two input factors will be used in a series of tests to determine a
model for the injection molding process. The model coefficients will give the process
gain parameters for the 2x2 Kp matrix. The model is expected to take the form
A
y
1
= ? 0 +,6 1 x +,
12x 2
+i14 12xx:
(21)
A
Y2 =
i 20
+
42, x ,
+
4 22 x 2 +,/
for each input and output parameter tested. The
212 xIx 2
(22)
o parameters represent the means for
the outputs, and the remaining s represent the coefficients for the specific input factors.
The gain of the process becomes
L2 I
11 of
gain Kp becomes the inverse
d the controller
A22 ]
.
and the controller gin K becomes the inverse of Kp.
15
(23)
3.0
MIMO
APPLICATION
IN
AN
INJECTION
MOLDING
PROCESS
3.1 Description of Injection molding process
Injection molding is a process that is used to make many plastic parts in the
manufacturing industry. It is a relatively quick mass production process and lends itself
to the study of feedback control in manufacturing. This process also has a variety of
input parameters that are easily altered during production to attain specific output
targets, hence is very suitable for the study of MIMO CtC feedback control.
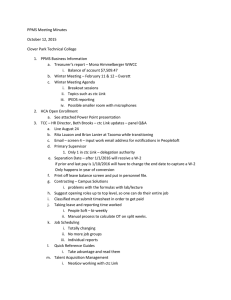
Figure 7 shows a schematic of the injection molding process. The hopper holds plastic
pellets that drop into the barrel. These pellets are then moved by the screw towards the
heating area labeled in the diagram. They are heated into molten plastic and shot into the
mold through the nozzle. The shot size, injection pressure, cooling time in the mold,
hold time in the mold amongst other parameters are all preset through the control
system of the injection molding machine. The part is then ejected after the cycle.
PART
v.
-
Dclam
Figure 7: A schematic of injection molding [3]
16
3.2 Part selection for MIMO CtC feedback control
The injection molding process yields many input parameters as has been previously
mentioned. Siu [4] and Manoosingh [5] show that cooling time, hold time and injection
boost pressure (referred to as pressure henceforth) are among the most significant of the
input parameters for variation in output parts. The part chosen for this study was
selected based on the expected effects caused by varying cooling time and pressure.
Cooling time is known to have a significant effect on the shrinkage of the part after it is
ejected from the mold. Pressure is known to affect how well the part fills up the mold
specifically small crevices or corners. This is however dependent on shot size as well
which is kept constant in this research project.
The part chosen for this research project was a yo-yo part from a previous
manufacturing class. The part was chosen based on the fact that it has several distinct
dimensions that can be measured as outputs. The part is shown in Figure 8 and Figure 9
shows various potential measurements (outputs) for the part.
Figure 8: Part chosen for research
17
Figure 9a
Figure 9b
Figure 9c
Figure 9: Distinct output measurements for part
In the first picture of Figure 9, it can be noticed that there is the possibility of measuring
several diameters of the part. The triangle vertices for instance are potential reference
points.
3.3 Experimental Approach
Six different dimensions on the yo-yo part were chosen for initial study. These included
4 diameters - 1 at each of the vertices of the embossed triangle, 1 diameter slightly off (200 counterclockwise from the position shown in Figure 9a), the height of the triangle,
also shown in Figure 9b and the thickness of the embossed triangle as shown in Figure
9c. The outputs are listed in Table 1 as a reference. Figure 9 can also be used as a
reference.
Table 1: Outputs in DOE
Output(y)
Location in relation to part
Y1
Diameter
Y2
Diameter 200 counterclockwise from yl
Y3
Diameter 1200 counterclockwise from yl
Y4
Diameter 1200 clockwise from yl
Y5
Height of triangle as shown in Figure 9b
Y6
Thickness of triangle as shown in Figure 9c
18
as shown in Figure 9a
In order to determine the gains for the process, a 22 full factorial experiment with 2 input
factors each at 2 levels with 15 replicates was carried out. The input factors were cooling
time (factor xl) and pressure (factor x2) and the design geometry is shown in Figure 10.
b -
oh
'"U
0
Factor B pressure
0
Factor A cooling time
a
Figure 10: 22 full factorial design
Pressure was varied from 500psi to 1000psi and the cooling time was varied from 10s to
40s. These input parameter ranges were found to be suitable for the purposes of the
DOE after initial experimentation.
These experiments led to linear regression models like those shown in equations (21) and
(22). These models were found for both the hot and cold parts (a total of 12 linear
regression models). This is actually a very interesting characteristic of injection molding
in regards to the approach taken in this research project. The parts shrink and have
different dimensions or outputs from the cold state as compared to the hot state.
However for CtC feedback control, it is only pragmatic to use the regression models
developed for the hot parts since it takes an extensive amount of time to do so with the
cold parts as one would have to wait for each part to cool. Interestingly, the cold parts
are the final products and are of more significance than the hot parts. This approach
which utilizes the linear models of the hot parts can therefore only be justified if a hotcold part correlation (henceforth referred to as 'correlation') is found between the cold
and hot parts. A graph is therefore drawn after both hot and cold parts have been
19
measured to determine if a 'correlation' exists. This is further discussed under the Results
and Analysis section.
After determining the loop gains, the controller gain is found using equation (19). An
algorithm is then developed to utilize equation (20) in a production run. The process is
rerun with the CtC feedback control for the specific outputs chosen to determine if
quality can be improved via the MIMO CtC feedback control process. The expected
results are to achieve zero mean error and a reduction in variance of the parts produced
when the closed loop MIMO process is run.
20
4.0 RESULTS AND ANALYSIS
4.1 The 22 full factorial experiment and gain determination
The results of this experiment led to the development of regression models for all 6
outputs.
The models were found for both the hot and cold parts as stated in the
previous section. Though the models for the cold parts were not used for CtC feedback
control, it was done to find out if there was a noticeable relation simply by inspection.
This was however not the case and the models were found to vary. The models obtained
for the hot parts which are relevant for this research project are shown in Table 2. The
coefficients of the varying factors represent the gains for the process and will be used
together with equation (19) to determine the controller gains.
Table 2: Regression models for hot parts
Regression models
yi
1.645 - 0.00268xi + 0.00125x2 + 0.000275xlx2
y2 1.643 - 0.00375xi + 0.00162x2 + 0.000308xlx2
y3= 1.644 - 0.00062xi + 0.00172x2 + 0.000158xlx2
y4-
1.643 - 0.00095xi + 0.00105x2 + 0.000075xlx2
y5
0.8225 + 0.00237xi + 0.00013x2 + 0.000383xlx2
y6 0.0539 - 0.00207xi + 0.0012x2 - 0.0003xlx2
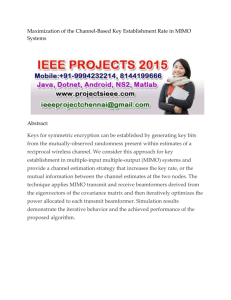
Graphs were plotted for the hot outputs versus the cold outputs to determine if there
was any 'correlation' and R2 values fitted. It was noticed that the 'correlation' for the
triangle height output was 0.55 and the 'correlation' for the triangle thickness was 0.29.
The 'correlation' for the diameters were however much smaller; the best was 0.025 and is
suggestive of little or no 'correlation' between the parts. The 'correlation' graphs
obtained for outputs yl, y5, and
y6
are shown in Figure 11.
21
Correlation for trianglethickness
..
r, ,-,
U. UZO
.
.....
..
_
.
.
.....
_.
..
.
o
.
.
.
..
0.057
0.056
02
r't
0
= U./OO
0o5
' 0.055
E
T 0.054
*
*
4W
*
c 0.053
a)
E 0.052
;i
X
0
-
0.051
0.05
*#
I7 r
*
*
r
-
0.049
0.048
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
Cold part measurements
Figure 11a: 'Correlation' for triangle thickness (output
Correlation for triangle height
U.821
0.821
0.82
c 0.819
E 0.818
T
' 0.817
X
' 0.816
E
, 0.815
AL
z
0.814
0.813
0.812
0.811
0.818
0.819
0.82
0.821
0.822
0.823
0.824
0.825
Cold part measurements
Figure 1lb: 'Correlation' for triangle height (output
22
y5)
y6)
1.648
......
....... ..........
..
Correlation for diameter (yl)
1.647-
*
c 1.646
*
E
E~~~~~~ * *
, 1.645
(U
*
*
U)
E 1.644 -
* -*
-
*
* *
*
*
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~id
*
**
2f 1.643
* * * -*
1.642
1.641 .
.*
2
R = 0.0252
.
1.631 1.632 1.633 1.634 1.635 1.636 1.637 1.638 1.639 1.64 1.641 1.642
Cold part measurements
Figure 11c: 'Correlation' for triangle diameter (output yi)
Figure 11: 'Correlation' graphs for outputs y1, y5 and
y6
The lack of 'correlation' was noticed for all diameter measured outputs. This can be
attributed to the fact that the measurements were very sensitive to the time that
surpassed before the measurements were taken. The first measurement of output yl was
taken 10secs after the part was ejected from the injection molding machine. However, in
order to obtain an accurate measurement, it was sometimes necessary to re-adjust the
digital calipers taking more time for some parts than others. This definitely affected the
diameters due to their time sensitivity in regards to shrinkage while exposed to ambient
temperature.. Based on the 'correlation' figures obtained, it can be concluded that the
diameters were more sensitive to time exposed to ambient temperature than the triangle
height and triangle thickness outputs. The 'correlation' values obtained also determined
the final outputs that would be investigated in the CtC feedback process - outputs
yI,
ys,
and y6, henceforth referred to as diameter, height and thickness. The difficulty of
measuring the diameters also suggest that the model obtained for the diameter output
will be the least accurate.
23
4.2 Multiple input-Single output CtC feedback control
A Multiple input-Single output (MISO) analysis was done on the 3 outputs using the
coefficients in the regression model shown in Table 2 as the gain terms in the gain
matrix. The multiple inputs were the input factors xl and x2 and the single outputs were
the diameter, height and thickness, each tested independently. The equation used in the
algorithm for feedback control was a slight deviation from equation (20). The process
gain was therefore expressed as
K1
[-0.002681
K =Lfl2 2 ]=L
0.00125
(24)
for the diameter (simply a matrix of the coefficient terms in the regression model for the
diameter).
The controller gain Kc was simply found by using the relation KcKp
1
equivalent to the relation expressed in equation (17). The process was therefore run
using the equation
L iF:x
1
t F-370.371r
i+I xiI+
Xi2+L]x
2
- 370.37 [e]
76 9 23
.
[e]
(25)
where x represents the cooling time input parameter and i2 represents the pressure
input parameter.
This was done for the height and thickness as well and yielded very
favorable results.
Graphically, this MISO process is shown in Figure 12
24
Figure 12: Graphical representation of MISO system
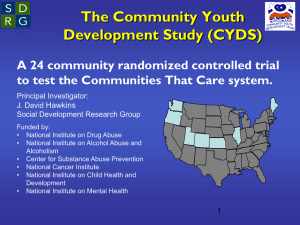
Though the models used were for the hot parts, run charts were produced for both the
hot and cold parts. Figure 13 shows the run charts for the diameter and height outputs.
The figure Shows a run chart of the open loop process and shows a change to the closed
loop CtC feedback control using the models established for CtC feedback control and
gains found in this thesis.
Diameter- same meanhot
-~S~~__
__~~~__
__~~~
_~_~~S.~__
1 ~As_.
1.641
1.64
--- Open loop
E 1.639
--
M
Closed loop
1.638
1.637
1.636
0
10
20
30
40
50
Runnumber
Figure 13a: Open and closed loop run chart for hot diameter parts - closed loop target is
1.64 inches
25
Diameter - same mean cold
1
Role
---------I
-111111-1-11.. ....
''I-I-111,11111--."--,""-,.,.,-""-.
-- - - - - -------
1.6385
1.638
1.6375
E
-- Open oop
1.637
l
Closed loop
1.6365
1.636
1.6355
1.635
0
10
20
30
40
50
Run number
Figure 13b: Open and closed loop run chart for cold diameter parts
As can be observed from Figures 13a and 13b, the improvement in quality is seen in
both the hot parts that are actually actively controlled by the CtC process and in the cold
parts. Even though no 'correlation' was found between the hot and cold parts, these two
figures suggest a strong 'correlation'. Interestingly, there is a mean shift in the cold parts
produced through the closed loop CtC process. Table 3 summarizes the improvement in
quality for this output.
Table 3: Quality improvement summary for diameter output
Part
Hot
Loop
Hot
Cold
ClClosed
_
Mean
error Steady-state
(inches)
Variance (xlO-6)
Open
1.64
1.034
Closed
1.6425
0.4998
Open
1.63679
1.6381
1.6381
0.8299
0.1156
0.1156
~~~Closed
Variance ratio
0.48
0.14
Similar graphs were obtained for both the height and the thickness and are shown in
Figures 14a and 14b. However, there was no noticeable shift in the mean.
26
Height - same mean hot
U. 01
0.818
0.817
0.816
-*-Open loop
.2 ().
0.815
|
Closed oop
0.814
0.813
0.812
0.811
10
20
30
40
50
Run number
Figure 14a: Run charts for open and closed loop MISO runs for height. The closed loop
target for the hot part was 0.814 inches
27
Thickness- same meanhot
Ub/
0.056
0.055
10.054
-- Open loop
I-- Closedloop
*.- 0. 053
0 052
0.051
0.05
0
10
20
30
40
50
60
Runnumber
Thickness - same mean cold
U.U
Ob
(0.055
(0.054
o (0.053
I--
-- Openloop
-- -Closed loop
(.052
0.051
0.05
0. 049
0
10
20
30
40
50
60
Run number
Figure 14b: Run charts for open and closed loop MISO runs for thickness. The closed
loop target for the hot part was 0.0524 inches
The purpose of CtC feedback control is also to attain specific target values besides a
reduction in variance. This was tested for the outputs as well and the results are shown
for the triangle height in Figures 15a and 15b.
28
Triangle height - adjusted mean (hot)
0.824
0.822
0.82
0.818
- 0.816
-a--Open loop
|
Closedloop
._M
I 0.814
0.812
0.81
0.808
0.806
0
10
20
40
30
50
60
Run number
Figure 15a: Open and closed loop run chart for height of hot parts with a target mean
value of 0.82
Triangleheight - adjustedmean(cold)
rn R9 ..-Uo . ..
...................
.......................................
0.82
0.818
-
-Oe
loop
--4&-Open loop
0.816
0.8140812
0.81
--*-Closed loo
--
.
_._.
-
-1.__
-
0808
.
0
10
20
30
40
50
60
Run number
Figure 15b: Open and closed loop run chart for height of cold parts
The gains for the height appear to be quite accurate as the production quickly shifts to
the new target specifications. It was observed that the gains were most accurate for the
height output. For the diameter output, it took more runs to attain the target values. This
was expected as the problems associated with the diameter output suggested that it
29
would have the least accuracy. A summary of the quality improvements are shown in
Tfable 4.
T'able 4: Quality improvement summary for height output with shift in target mean
Part
Loop
Mean error Steady-state
(inches)
Variance (xO1-6)
0.8142
2.723
Closed
Closed
0.8200
0.4679
Open_
0.8155
1.464
0.8185
0.2294
Open
Hot
Variance
ratio(reduction)
0.17
Open
Cold
0.16
Closed
The variances listed represent the last 14 points after the process reaches its target value
so that it is not affected by the transitional parts as the process moves towards the target
value. As can be observed, there is a significant improvement in the quality as the
variance is reduced.
4.3 MIMO CtC feedback control
Based on the observations from the run charts, the height and thickness outputs were
chosen for the 2x2 MIMO CtC run since they were the most dependable outputs in
terms of 'correlation' and measurement accuracy. It should be noted that the thickness
was sometimes slightly defective such that the embossed triangle was sometimes warped
due to the thermal strains. As a result it could not be fully concluded whether the error
from warping was more
significant than the measurement
error or vice-versa.
Nevertheless, it still seemed more feasible to use than the diameter output.
30
The MIMO CtC feedback control process was based on the models shown in this thesis
and the algorithm was based on equation (20). Graphically, the MIMO process can be
represented by Figure 16.
Figure 16: Schematic of MIMO CtC feedback control
KIcand Kp represent 'black-boxes' that are modeled simply in Figure 3.
The coefficient for the pressure factor, x2 was approximated as zero as it was a
magnitude smaller than the other coefficients and was deemed insignificant. This was
'because the initial run proved problematic as the second gain term seemed to cause
conflicting changes during the production run. The process gain found was
l,
PLk2
k,2
k22
0.002367
0 l
[-0.002067 0.00120
eading to a controller gain of
kcl I
kcl 2
[422.53
k,21
kc 2 2
727.7
31
0
833.3
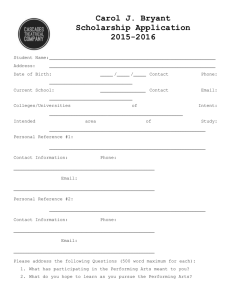
Once again, graphs were drawn for both the hot and cold parts since the cold parts are
actually the significant or useful parts under production. The graphs for the cold parts
are shown in Figures 17a and 17b.
Height - same mean (cold)
U.1
b
0.8145
0.814
0.8135
0.813
s 0.8125
* Open loop
I 0.812
-a-
0.8115
0.811
Closed loop
[_
0.8105
0.81
0.8095
0
5
10
15
20
25
30
35
40
Run number
Figure 17a: Open and closed loop run charts for height
Thickness- same mean (cold)
U.UU
0.0545
0.054
0.0535
U)
0.053
0) 0.0525
-Open
0.052
----
loop
Closed loop
0.0515
0.051
0.0505
0.05
0.0495
0
5
10
15
20
25
30
35
40
Runnumber
Figure 17b: Open and closed loop run chart for thickness
It is obvious from the figures that the process is improved after the closed loop process
kicks in. It can be clearly seen that the variance reduces drastically for the triangle height.
32
It decreases for the thickness as well but not as much. A summary of the quality
improvement is show in Table 5.
Table 5: Quality improvement summary for height output for cold parts
Output
Mean error
Loop
Steady-state
Variance
Variance (x10-6)
ratio(reduction)
0.8129
1.459
0.8118
0.8281
0.0531
0.9428
Open
Height
0.57
Closed
Open
Thickness
0.45
Closed
0.0552
0.4277
The graphs fior the hot parts with an adjusted mean are shown in Figures 18a and 18b.
Triangle -adjusted
U.0I
mean (hot)
-
0.8150.814
0.813* 0.812
s Open loop
-*_ Closed loop
._0)
I~0.81 1
0.81
~~~~~
0.812
-.-- Open loop~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
C0.809
0.808
C0.807
0
10
20
30
40
50
Run number
Figure 18a: Open and closed loop run charts for height for hot parts with a target mean
of 0.809
33
Thickness - adjusted mean (hot)
U.Ub05
/
0.056
0.055
Open loop
0X
Closed loop
(0.053
I--
0.052
0.051
0.05
0
10
20
30
40
50
Run number
Figure 18b: Open and closed loop run charts for thickness for hot parts with a target
mean of 0.56
In the case o(f the adjusted mean, the data shows that the process does not move to the
new target specifications as quickly as it did in the MISO system. However, it eventually
gets to the target values or close to the target values and stabilizes. The quality
improvement is summarized in Table 6.
Table 6: Quality improvement summary for height output for hot parts with adjusted
means
Output
Loop
Mean error
0.8126
Steady-state
Variance
Variance (xlO-6)
ratio(reduction)
1.638
Open
0.51
Height
Closed
0.8093
0.8391
0.0540
1.145
Closed
Open
0.465
Thickness
Closed
0.0556
0.5329
34
In order to show the actual effects of the improvement, the values for the closed loop
system used are the last 12 data points. This is because the gradual process which drives
the process to target specifications would throw the data off. Ideally, this should not be
the case as gains are expected to move the process to target values within 2 time steps at
best. This discrepancy can be accounted for by the fact that the Kp is not always exactly
known hence the product
Kl
#I
therefore the process might not be at its best
performance state.
The model was not always very robust. In one of the runs in which the target thickness
was the same value as the mean thickness in the open loop run, the usual reduction in
variation observed during the closed loop run was hardly noticeable. Figure 19 shows the
results obtained for the run.
Thickness - same mean (hot)
t rnc"
U.56
0.056
0.055
(0
X
0.054
-.- Open loop
--= Closed loop
M 0.053
0.052
0.051
0.05
0
5
10
15
20
25
30
35
40
Run number
Figure 19: Open and closed loop run for the thickness during a MIMO feedback control
run. The target value for the thickness was 0..
Interestingly, zero mean error was observed for this run. However, the variance hardly
decreased and changed from 1.14e-6 to 1.007e-6 - a variance ratio of only 0.88.
35
5.0 CONCLUSIONS
The experimental application of MIMO CtC feedback control has been thoroughly
explored in this thesis. The gains were determined through a DOE and MISO and
MIMO CtC feedback control process were tested. It has been shown that the SISO CtC
can be successfully extended to the MIMO system and achieve similar improvements in
quality. The variance ratio
(closed
oop/Gopen
loop)
was found to be as low as 0.14 for the
thickness in the MISO system and was found to be as low as 0.51 for height and 0.45 for
thickness in the MIMO system. Mean error was minimal and was almost zero in certain
cases. This proves that the MIMO process can indeed be used to drive a process to a
specific target values whiles simultaneously reducing variance. These decreases in
variance and low mean error would improve the values of Cpk hence improve the quality
of the process.
During experimentation, it was noticed that the uncertainty in measurement could be
quite high. A slight change in measurement location was enough to throw the data off. It
was also difficult to assess the effects of warping on the part as it varied from part to
part. It was difficult to conclude whether or not warping played a significant role as the
data sometimes appeared to be affected by other factors besides the changes in the input
parameters. It was concluded that these external factors were all a part of the random
error of the process. It was noted that these errors probably accounted for the slow
settling times that were observed especially in the case of the triangle diameter.
Future research in this area should be very critical of the part chosen for investigation. A
part with dimensions or outputs that are very easy to quantify should be used to alleviate
measurement uncertainties.
36
REFERENCES
[1] Hardt, D.E. and Rzepniewski, A. "Multiple Input-Multiple Output Cycle-to-Cycle
Control of Manufacturing processes
[2] Hardt, D.E. and Siu, Tsz-Sin. "Cycle to Cycle Manufacturing Process Control"
[3] Injection molding schematic.
http://islnotes.cps.msu.cdu/trp/images/video3/video3-2.jpg,
(Accessed on May 3,
2005)
[4] Siu, Tsz-Sin. "Cycle to Cycle Feedback Control of Manufacturing Processes". SM
Thesis in Mechanical Engineering, MIT, 2001.
[5] Manoosingh, R. Sasha. "Cycle to Cycle Feedback Control of Manufacturing
Processes" BS Thesis in Mechanical engineering, MIT, 2003.
[6] Hardt, D.E. MIT Course 2.830J lecture notes. Spring 2005
[7] Montgomery, D.C. "Introduction to Statistical Quality Control" Fifth edition, John
Wiley & Sons, 2005
37