Document 11206958
advertisement

Experiments and Modeling of Multilayered Coatings
and Membranes. Application to Thermal Barrier
Coatings and Reverse Osmosis Membranes.
by
MASSACHUSETTS INTflUTE
OF TECHNOLOGY
Jacques Luk-Cyr
OCT 16 204
B.Ing., Ecole Polytechnique de Montreal (2012)
LIBRARIES
Submitted to the Department of Mechanical Engineering
in partial fulfillment of the requirements for the degree of
Master of Science
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
September 2014
@ Massachusetts Institute of Technology 2014. All rights reserved.
7Q
-- . - -
- - - - -
-
redacted
Signature
- - - -. ...
A uthor ........
Department of Mechanical Engineering
August 8, 2014
Signature redacted
.............-.
Lallit Anand
Warren and Towneley Rohsenow Professor of Mechanical Engineering
Thesis Supervisor
Certified by ............
Signature redacted'
.......
....
David E. Hardt
Chairman, Department Committee on Graduate Students
Accepted by.........
2
Experiments and Modeling of Multilayered Coatings and
Membranes. Application to Thermal Barrier Coatings and
Reverse Osmosis Membranes.
by
Jacques Luk-Cyr
Submitted to the Department of Mechanical Engineering
on August 8, 2014, in partial fulfillment of the
requirements for the degree of
Master of Science
Abstract
In this thesis, I developed a novel methodology for characterizing interfacial delamination
of thermal barrier coatings. The proposed methodology involves novel experiments-plusnumerical simulations in order to determine the material parameters describing such failure
when the interface is modeled using traction-separation constitutive laws.
Furthermore, a coupled fluid-permeation and large deformation theory is proposed for
crosslinked polymers with a view towards application to reverse-osmosis. A systematic simulation plus experiment-based methodology is proposed in order to calibrate the material
parameters of the theory.
Finally, the process of reverse osmosis is studied in the context of water desalination. An
experimental set-up is proposed in order to characterize the thin-film composite membranes
widely used in the industry, and a preliminary set of experiments are performed.
Thesis Supervisor: Lallit Anand
Title: Warren and Towneley Rohsenow Professor of Mechanical Engineering
3
4
Acknowledgments
First and foremost, I would like to thank my advisor Professor Lallit Anand for his guidance
throughout the past two years. His dedication and desire for excellence, which recently
earned him the coveted Daniel C. Drucker Medal, will be an inspiration to me from now and
onward.
This work would not have been possible without my current and former labmates, who
have shared with me their deep knowledge and provided me with invaluable advices; special
thanks to Claudio V. Di Leo, Dr. Elisha Rejovitsky, Prof. Shawn Chester, Prof. David
Henann, Dr. Kaspar Loeffel, Dr. Haowen Liu and Prof. Jafar Albinmoussa. I would also
like to thank Ray Hardin, Leslie Regan, Joan Kravit and Pierce Hayward whose assistance
is greatly appreciated. Many thanks also go to my roommates Daniel Preston and Boris
Valkov, whose presence made life at home easy and cheerful.
I thank my family, parents and sister, for always being there when in need and supporting
my decisions. Finally, I thank my fiance to be Thiha, who gave me everything although living
hundreds of miles away.
Financial support from the King Fahd University of Petroleum and Minerals in Dhahran,
Saudi Arabia, through the Center for Clean Water and Clean Energy at MIT and KFUPM
under project number R9-CE-08. Partial support from NSF (CMMI Award No. 1063626) is
also gratefully acknowledged.
5
6
Contents
1 Thesis structure
17
I
18
Thermal Barrier Coatings
2 Introduction
19
3 Experimental characterization of interfacial properties of thermal
coatings
3.1 M aterial ......................................
3.2 Tension Delamination Experiment ..............................
3.2.1 Specimen preparation .................................
3.2.2 Experimental procedure .........................
3.2.3 Results of tension experiment ......
......................
3.3 Shear Delamination Experiment ......
.........................
3.3.1 Specimen preparation .................................
3.3.2 Experimental procedure .........................
3.3.3 Results of shear delamination experiment . . . . . . . . . . . .
3.4 Asymmetric Four-Point Bending . . . . . . . . . . . . . . . . . . . . .
3.4.1 Specimen preparation .................................
3.4.2 Experimental procedure ........................
3.4.3 Results of asymmetric four-point bending experiment . . . . .
4 Interface traction-separation constitutive model
4.1 Cohesive Zone Modeling . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Mixed-Mode Bilinear Traction-Separation Model ................
4.3 Implementation of an Elastic-Plastic-Damaging Traction-Separation
tutive Law . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
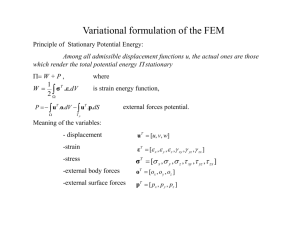
4.3.1 Variational formulation of the macroscopic force balance . .
4.3.2 Summary of the interface constitutive model . . . . . . . .
4.3.3 Finite element development . . . . .... . . . . . . . . . . .
4.3.4 Two-dimensional linear cohesive element . . . . . . . . . . .
4.4 Notes on the Implementation of a Thermo-Mechanically Coupled
Plastic-Damaging Traction-Separation Law . . . . . . . . . . . . . .
4.4.1 Variational formulation . . . . . . . . . . . . . . . . . . . . .
7
barrier
23
23
24
24
25
25
26
26
26
.. . . . 27
. . . . 27
27
. 28
. . . . 28
. . . . .
Consti. . . . .
. . . . .
. . . . .
. . . . .
. . . . .
Elastic. . . . .
. . . . .
45
45
46
47
47
49
51
52
54
54
5 Estimation of the material properties in the mixed-mode bilinear traction61
separation constitutive model
. 61
5.1 Material Parameters ..............................
61
..............................
5.2 Numerical Simulations .......
62
5.3 Calibration Results ................................
71
6 Concluding remarks
II
72
Reverse Osmosis Membranes
73
7 Introduction
8 Summary of the coupled fluid permeation and large deformation theory
77
for crosslinked polymers of [11]
78
8.1 Constitutive theory for isotropic materials ...................
78
..........................
equations
8.1.1 Constitutive
80
8.2 Specialization of the Constitutive Equations .......................
80
8.2.1 Free-energy ................................
82
........................
8.2.2 Stress. Chemical potential ......
82
8.2.3 M obility ..................................
84
8.3 Governing Partial Differential Equations ....................
9 Calibration of the theory: comparison with experimental results
9.1 Numerical implementation ............................
9.2 Material parameters ..............................
9.2.1 Simple compression ............................
9.2.2 Isotropic free-swelling .................................
9.2.3 Steady-state pressure-driven diffusion - reverse osmosis .........
9.2.4 Limitation of the theory ........................
87
87
. 87
87
88
89
. 91
101
10 Concluding remarks
III Thin-Film-Composite Membranes: Application to Reverse
102
Osmosis in Water Desalination
103
11 Introduction
12 Characterization of TFC membranes
......................................
12.1 Material .........
12.2 Experimental Apparatus .............................
12.2.1 Reverse osmosis set-up ...........................
12.2.2 Uniaxial tension ..............................
12.3 Preliminary Results .................................
12.3.1 Reverse osmosis experiments ...........................
8
107
107
107
107
108
108
.108
12.3.2 Uniaxial tension experiment . . . . . . . . . . . . . . . . . . . . . . . 109
117
13 Concluding remarks
IV
118
Appendices related to Part I
A Existing approaches to investigating thermal barrier coatings
A.1 On Existing Experimental Techniques ...........................
A.1.1 Mode-I dominant methods ........................
...........................
A.1.2 Indentation methods ......
.......................
methods
dominant
A.1.3 Mode-II
A.1.A Mixed-mode methods ............................
A.2 On Modeling TBC Failure ............................
119
119
119
120
120
121
121
B Numerical implementation of traction-separation law
B.1 Time Integration Procedure ...........................
...........
0. ..
B.1.1 Solving for AL6. Case 1: 4&" > 0 and 4
129
.
0 0.
...........
B.1.2 Solving for A8". Case 2: IV4' > 0 and <
...........
B.1.3 Solving for A8P. Case 3: IkT" > 0 and <}*4N > 0
B.2 Computing the Element-Level Stiffness ..........................
..........................
B.3 On the Failure of an Interface ......
B.4 Numerical Implementation in a UEL ......................
B.5 Guide to Creating an Input File for Use with a User-Element Subroutine
B.5.1 Input file for UEL .................................
125
125
127
V
Appendices related to Part II
C Numerical implementation of the coupled fluid permeation
formation theory
. . . . . . . . . . .
C.1 Numerical Methodology ............
. . . . . . . . . . .
C.2 Description of the Element ..........
. . . . . . . . . . .
C.2.1 Plane strain ................
. . . . . . . . . . .
C.2.2 Axisymmetry ..............
9
130
132
135
136
137
142
145
and large de147
. . . . . . . . 147
. . . . . . . . 150
. . . . . . . . 150
. . . . . . . . 150
10
List of Figures
2-1
3-1
3-2
3-3
3-4
3-5
3-6
3-7
3-8
3-9
3-10
3-11
(a) Schematic of a TBC on a superalloy in a thermal gradient;(b) Cross-section
of an APS top-coat-sprayed TBC and its associated "splats"-like microstructure;(c) Cross-section of an EBPVD top-coat-sprayed TBC and its associated
columnar microstructure (adapted from [13J) . . . . . . . . . . . . . . . . . .
SEM micrograph of the cross-section of a TBC: (a) an as-sprayed specimen,
and (b) an isothermally exposed specimen (144h at 1100*C) . . . . . . . . .
(a) distinct isothermally exposed specimen for various period of time;(b) an
isothermally exposed Sulzer specimen (144h at 11000 C) . . . . . . . . . . . .
(a) square 5 mm specimens of the steel/TBC assembly;(b) aluminum tension
bars with 100 pm copper wires;(c) aluminum tension bar with TBC/steel
specimen; (d) fully assembled tension specimen in bonding clasp with a gripped
aluminum plate;(e) curing of the bond . . . . . . . . . . . . . . . . . . . . .
(a) low-load single column tabletop Instron 5944 ;(b) with installed specimen;(c) schematic of the tension specimen with dimensions;(d) close-up of
the tension specimen in the Instron 5944 . . . . . . . . . . . . . . . . . . . .
set-up of digital image correlation system . . . . . . . . . . . . . . . . . . . .
stress versus displacement curves from four tension experiments: (a) with
error bars for the displacement measurements; and (b) with error bars for the
stress measurements. Error bars correspond to one standard deviation on an
average taken from t 40 data points. . . . . . . . . . . . . . . . . . . . . . .
SEM micrographs of the tension fracture surface facing the bond-coat side
of the specimen: (a) low magnification, and (b) high magnification. Fig.(b)
highlights regions of exposed bond coat surrounded by rings of thermally
grown oxide (TGO). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEM micrograph of the tension fracture surface facing the top-coat side of the
specimen. The micrograph highlights a region of exposed TGO, referred to as
the "TGO cap", which matches regions of exposed bond-coat on the opposing
fracture surface. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
schematic of the experimentally observed fracture path. . . . . . . . . . . . .
(a) MTI-STX-201 diamond-wire-saw cutter from the CMSE Crystal-SEM facilities;(b) machining of the TBC specimen;(c) TBC specimen with machined
top-coat "islands" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
(a) micromechanical biaxial apparatus used in the shear delamination experiments ;(b) machining of the TBC specimen;(c) schematic of the shear
specimen with dimensions. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11
22
30
31
32
33
34
35
36
36
36
37
38
3-12 shear stress versus shear displacement curves from three shear delamination
experiments. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-13 SEM micrographs of the shear delamination fracture surfaces. (a) and (b)
show fracture surfaces facing the bond-coat side, while (c) shows a fracture
surface facing the top-coat side of the specimen. . . . . . . . . . . . . . . . .
3-14 (a) TBC plates glued 8 mm apart on an aluminum substrate;(b) water-jet
cutting operation;(c) final asymmetric beam specimen with aluminum stiffener;(d) schematic of the bending specimen with dimensions. . . . . . . . . .
3-15 micro-mechanical apparatus used in four-point bending experiments . . . . .
3-16 close-up of the bending specimen in the testing machine. . . . . . . . . . . .
3-17 asymmetric four-point bending results for three experiments. (a) force vs.
displacement response, and (b) displacement vs. time response. . . . . . . .
3-18 SEM micrographs of the asymmetric four-point bending fracture surfaces. (a)
Shows a fracture surface facing the bond-coat side, while (b) shows a fracture
surface facing the top-coat side of the specimen . . . . . . . . . . ... . . . . .
4-1
4-2
4-3
4-4
4-5
5-1
5-2
5-3
. 68
5-4
5-5
Schematic of the bilinear traction-separation interface constitutive relation,
showing (a) the pure normal response (no tangential deformation), and (b)
the pure shear response (no normal deformation). . . . . . . . . . . . . . . .
Schematic of interface between two bodies Bt and B-....
. . . . . .. 57
Schematic of yield surfaces for the normal and shear mechanisms. . . . . . .
Four noded cohesive element . . . . . . . . . . . . . . . . . . . . . . . . . . .
Four noded cohesive element . . . . . . . . . . . . . . . . . . . . . . . . . . .
Simulation domain and finite-element meshes for (a) simulations of the tension
experiment, (b) simulations of the shear delamination experiments, and (c)
simulations of the asymmetric four-point bending experiments. The red line
in each mesh highlights the cohesive elements used to model interfacial failure.
Simulation fit (black line) and experimental results (gray lines) for (a) normal
stress vs. normal displacement for the tension experiments and simulation,
(b) shear stress vs. shear displacement for the shear delamination experiments
and simulation, and (c) force vs. displacement for the asymmetric four-point
bending experiments and simulation. . . . . . . . . . . . . . . . . . . . . . .
Normal stress at the cohesive interface used to define the "cohesive zone
length". The data is taken when the global force-displacement response is
at its first peak. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Shear stress at the cohesive interface used to define the "cohesive zone length".
The data is taken when the global force-displacement response is at its first
peak.. .........
..............
.........................
Normal (solid line) and shear (dashed line) stress at the cohesive-interface
before damage initiation as a function of the distance from the left edge of
the cohesive-interface. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12
39
39
40
41
41
42
43
57
58
58
59
66
67
68
69
Stress-stretch curves measured via uniaxial compression test (19 = 298K)
(cf.[52]) and the numerical fitting using both a neo-Hookean and Langevin
m odel. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-2 Schematic of the geometry and finite element mesh for the free-swelling problem. The horizontal AB dashed-line indicate the symmetry line while the
vertical AD segment is the axisymmetry axis; only the top right quarter of
the body is meshed. Adapted from [101 . . . . . . . . . . . . . . . . . . . . .
9-3 Schematic of the reverse osmosis experiment. A pressure difference Ap = po
is applied on the feed side of the membrane (edge CD) to drive the fluid
flux across the permeate side (edge AB). The dashed-line represent a porous
support disk which prevents any deformation of the membrane at edge AB,
but allows fluid to flow freely. . . . . . . . . . . . . . . . . . . . . . . . . . .
9-1
9-4
93
93
94
Simulation domain and finite-element mesh for the reverse osmosis experiment. The undeformed mesh (left) and deformed mesh (right) are shown to
illustrate the amount of swelling. . . . . . . . . . . . . . . . . . . . . . . . .
94
Comparison between numerically-calculated steady-state volumetric flux versus pressure-difference curves and corresponding experimental data from [51]
95
9-6 Profiles of (a) chemical potential p; (b) mean normal pressure p; and (c)
polymer fraction 5 and normalized concentration c along the thickness of the
polymer membrane at steady-state. The 0 normalized position corresponds
to the top of the membrane (feed side). Ap = 200 psig (1.38 MPa). . . . . .
96
9-5
9-7
Cauchy stress T22 along the thickness of the polymer membrane at steadystate. The 0 normalized position corresponds to the top of the membrane
(feed side). Ap = 200 psig (1.38 MPa).
. . . . . . . . . . . . . . . . . . . .
Schematic illustration of reverse osmosis. Mean normal pressure, p, chemical
potential p, polymer volume fraction 0 and normalized concentration 6 profiles
in a dense polymer film. The direction of flux is indicated. The subscript 0
indicate the feed side at x = 0 while L indicate the permeate side at x =
1. Numerically obtained profiles (solid line) are shown against the solutiondiffusion theories' assumptions (dashed line). Ap = 200 psig (1.38 MPa). . .
9-9 Schematic of experiments and simulation for constrained-swelling experiments.
The thick dashed-line indicate the solid porous boundary. The total axial
swelling is denoted by A = H/HO. . . . . . . . . . . . . . . . . . . . . . . . .
9-10 Comparison between simulations and experiments for crosslinked rubber to
swell in hexadecane. The"reaction pressure" is plotted against the axial
swelling (A = H/HO). The final height H can be adjusted, so that each
point corresponds to a distinct experiment with a pre-defined A. . . . . . . .
97
9-8
98
99
99
11-1 Typical parameters for RO elements using TFC membranes [24. . . . . . . . 104
11-2 Schematic of a reverse osmosis plant. . . . . . . . . . . . . . . . . . . . . . . 105
11-3 Schematic of a spiral wound module (SWM) RO element. . . . . . . . . . . . 105
11-4 Schematic of a TFC membrane showing the three distinct layers. . . . . . . . 105
13
12-1 Cross-section of a TFC membrane (Top). The polyamide layer is almost
undistinguishable from the porous polysulfone layer. Do not confuse the black
layer (top) for polyamide. The cutting was done using a sharp knife and might
have smeared the surface of the polysulfone. A close-up view of the polysulfone
porous microstructure (Bottom). . . . . . . . . . . . . . . . . . . . . . . . .
12-2 Experimental apparatus for measuring steady-state flux as function of applied
pressure-difference. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-3 Dynamic Mechanical Analysis (DMA) apparatus for low-load tensile testing
of thin-film . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-4 "Loading" and "unloading" up to 1000 psig. The membrane is initially conditioned at 300 psig for 2 hours. Each point correspond to a collection of data
over 5 minutes to insure steady-state. . . . . . . . . . . . . . . . . . . . . . .
12-5 "Loading" and "unloading" up to 400 psig (bold line). The membrane is
initially conditioned at 300 psig for 2 hours. Each point correspond to a
collection of data over 5 minutes to insure steady-state. The data of Fig. 12-4
is also shown (Dotted line) . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-6 "Loading" and "unloading" up to 400 psig (bold line) of the poly-amide/sulfone
layers only. The layer is initially conditioned at 300 psig for 2 hours. Each
point correspond to a collection of data over 5 minutes to insure steadystate. The data of Fig. 12-4 is also shown (Dotted line). Note that the
. . . . . . . . . . . . . . .
poly-amide/sulfone layer fails at about 600 psig.
texture is clearly visible.
"failure"
(right)
.
A
layer
after
12-7 Poly-amide/sulfone
A schematic of what is though to happen is shown (left). . . . . . . . . . . .
12-8 SEM of Poly-amide/sulfone layer after "failure" (Top). We can see small
holes. An SEM of the metal porous disk also shows how the membrane is
"extruded" through it (Bottom). . . . . . . . . . . . . . . . . . . . . . . . .
12-9 Engineering stress vs. engineering strains (%) curves for 6 different specimens.
110
111
111
112
112
113
113
114
115
A-1 (a) cross-section of TBC specimen after the tension test (adapted from [47});(b)
crack induced by cross-sectional indentation (adapted from [58]) . . . . . . . 123
A-2 (a) schematic of a push-out test (adapted from [401);(b) schematic of symmetric four-point bending sample and experiment (adapted from [701) . . . . . . 124
C-1 Schematic of linear finite element with natural coordinates . . . . . . . . . . 151
14
List of Tables
5.1
Material parameters for the traction-separation model . . . . . . . . . . . . .
9.1
Material parameters for natural rubber obtained through mechanical testing
and isotropic free-swelling in hexadecane. . . . . . . . . . . . . . . . . . . . .
Material parameters used/calibrated for the pressure-driven-diffusibn simulation (Toluene). The membrane is the same natural rubber as in previous
experim ents. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2
15
63
89
90
16
Chapter 1
Thesis structure
The structure of this thesis is as follows. In Part I, we discuss in detail the experimental
and numerical methodology for characterizing interfacial delamination of thermal barrier
coating systems. Specifically, the experimental procedure and material is discussed in detail
in Chapter 3. Then, Chapter 4 discuss possible constitutive models, or traction-separation
laws and numerical implementation to model the interfacial delamination of thermal barrier
coatings. Chapter 5 discusses the methodology for obtaining the material parameters of a
chosen constitutive model for the interface given experimental data. It is shown that we can
reasonably reproduce the macroscopic response of thermal barrier coatings during interfacial
delamination.
In Part II, the objective is to characterize the diffusion of fluid through crosslinked
polymer membranes, and accompanied large deformations through a constitutive model as
well as an experimental methodology for obtaining the material parameters of such theory.
These coupled problem are ubiquitous, especially in the field of reverse osmosis, where a
pressure-difference drives diffusion of a fluid(solution) through a semi-permeable crosslinked
polymer. In Chapter 8, we present a summary of a coupled fluid permeation and large
deformation theory for crosslinked polymers. Then, representative experiments were used in
order to calibrate our model and test its validity. These are shown in Chapter 9.
Finally, in Part III, a brief overview of our latest work on water desalination using reverse
osmosis is detailed. Specifically, in Chapter 12, we highlight our recent experimental study
on thin-film composite membranes and potential work in this area.
17
Part I
Thermal Barrier Coatings
18
Chapter 2
Introduction
The emergence and industrial application of thermal barrier coatings (TBC) has greatly
impacted the design and manufacturing of modern propulsion and electricity-generating gas
turbine engines. In such applications, turbine inlet temperatures in the gas path of modern
high-performances gas turbines operate at temperatures up to around 14000C. Under these
harsh operating conditions where hot corrosion and oxidation significantly affect the durability of structural components specially designed high-melting-point nickel-based superalloy
blades and vanes are used. These superalloys melt at around 1300*C, thus requiring additional cooling in regions operating in gas-path where temperature exceeds their melting
point in order to preserve their structural integrity. Furthermore, these superalloys are also
typically coated with a thermal barrier coating, which we refer as a whole to a thermal barrier coating system (TBC), which acts as a thermal insulator and oxidation inhibitor to the
metallic component on which it is deposited, and serves to increase the life of the blade. A
typical thermal barrier coating usually consists in a ceramic layer, called the top-coat, and
a metallic layer, called the bond-coat, and is illustrated in Fig. 2(a).
In present day TBCs, the top-coat layer generally consists of an yttria-stabilized zirconia
(YSZ). The choice of material for this ceramic coating is no simple task, where the primary
design parameter is that the coating have a low thermal-conductivity. However, when considering the entire superalloy-TBC design, the top-coat must also: i) have sufficient strain
compliance so as to withstand the strains associated with thermal expansion mismatch between the coating and underlying alloys, ii) exhibit thermodynamic compatibility with the
layers on which it is applied; and iii) have a stable microstructure under equilibrium conditions at high temperature. Due to these complicated design criteria, other materials such as
pyrochlore structured materials, perovskite-structured oxides, lanthanide orthophosphates,
and silicates have also been studied as potential substitute top-coat materials (c.f., e.g., [49J).
Depending on the intended application, there two main coating technologies for YSZ
aimed at creating a coating with sufficient strain compliance, these are: i) electron beam
physical vapor deposition (EBPVD), and ii) air plasma spray (APS). EBPVD top-coats,
Fig. 2(c) feature a feathery vertical columnar microstructure and inter-columnar gaps, with
individual columns which transmission electron microscopy (TEM) studies have shown to
'In the literature, the nomenclature TBC is often used to refer only to the ceramic top coat layer of the
thermal protection system. In this work, we refer to the entire layered structure, composed of a metallic
bond coat and a ceramic top coat, as the thermal barrier coating (TBC).
19
contain microscopic porosities (c.f., [13}). These microscopic porosities provide the beneficial
property of reduced thermal conductivity, while the inter-columnar gaps provide strain compliance. The latter technique, porous APS top-coats, Fig. 2(b), is the most commonly used
in land-based gas-turbines because of their low cost. APS top-coats feature a "splat" like
microstructure which is formed as individual particles are deposited at high temperatures on
the surface of interest. Here, both the reduced thermal conductivity and strain compliance
are a result of the pores that form between the "splats" as they are deposited.
Bond-coat alloys have evolved over the years, but are all designed to be sufficiently rich
in aluminum so as to form an aluminum oxide - known as the thermally-grown oxide
(TGO) - during exposure to air at high temperatures. The TGO layer is important for
several reasons. First, this aluminum oxide is phase compatible with YSZ. The majority of
uncoated nickel-based superalloys form complex multi-layered nickel-chromium oxides which
are thermodynamically unstable with YSZ (c.f., [441). Second, the formation and slow growth
of alumina, on account of it having a small oxygen diffusivity, provides oxidation protection
to the underlying metallic component. However, this comes at a cost. The volumetric
expansion that arises from the formation and growth of the TGO, together with the stresses
generated due to thermal mismatch between the ceramic and metallic layers, can result in
the premature degradation of the top-coat-TGO-bond-coat interface and can ultimately
lead to failure of the TBC system by spallation of the top-coat.
Many different types of failure modes leading to TBC spallation have been observed in
laboratory experiments, as well as upon postmortem examinations of coated turbine blades
that have experienced actual service. The most widely observed delamination failure of topcoats which are APS-deposited on MCrAlY bond-coats, typically occur at the bottom of the
top-coat, either just above or through the TGO, near the top-coat-TGO interface.
Due to the complexity of the micro-mechanisms leading to degradation of the adherence of TBCs, presently available mechanism-based theories (c.f., e.g., [41}; [36]) are not yet
sufficiently mature to allow reliable quantitative prediction of the degradation of the delamination strength and toughness of TBCs. This state of affairs is no different from many other
areas where fracture mechanics is used to assess structural integrity. As remarked by [341,
because models of strength and toughness are usually not sufficiently accurate for quantitative predictions - strength and fracture toughness are macroscopic properties that are
measured, and not predicted. Thus, at present, an essential component of any lifetime assessment scheme for TBCs must include an experimental determination of the delamination
strength and toughness of any given TBC system as function of the relevant thermal history.
Fracture mechanics-based experimental approaches for measuring delamination toughness
properties have been reviewed by [35].
In contrast to the experimental methods for measuring relevant properties appearing in
classical fracture mechanics models of delamination, we shall our attention on measuring
properties appearing in cohesive interface models of delamination failures (c.f., e.g. [4]; [17];
[45]; [46]; [7]). In such models, decohesion is regarded as a gradual phenomenon in which
separation takes place across a cohesive zone, and is resisted by cohesive tractions. This
methodology of modeling fracture requires the specification of interface constitutive parameters, such as the interface stiffness, peak cohesive tractions, and the fracture energy - as
represented by the area under the cohesive traction-separation relation. Attractive features
of this approach to model delamination fracture are that it is independent of: i) the far-field
20
geometry of the component containing the interface; ii) the specific constitutive response of
the material on either side of the interface; and iii) the extent of crack growth. Indeed, the
location of the evolving crack/delamination front is an outcome of the calculations based on
this methodology. Cohesive laws have been built into finite element analyses by using cohesive finite elements. These surface-like elements bridge nascent cracks, and are compatible
with finite element discretization of the material on either side of a potential crack.
At this stage of research in the literature the material parameters appearing in interface
traction-separation laws are the least well known of the required ingredients for modeling
TBC delamination failure using this methodology. There are no standard experimental
testing procedures for comprehensively determining the properties in traction-separation relations. The purpose of this work is to report on our novel experiment-plus-simulation-based
approach to determine the relevant material parameters appearing in traction-separationtype laws, which may be useful for modeling delamination failures in TBCs.
The plan of this Part is as follows. We begin by describing the novel experimental
methodology in Chapter 3 as well as discussing specifics regarding the material. Then, in
Chapter 4, we report on the nature and numerical implementation of traction-separation
constitutive laws. Finally, given a choice of traction-separation law, in this case mixed-mode
bilinear traction-separation model, Chapter 5 highlights the procedure for determining the
interfacial parameters appearing in the theory based on the experimental results.
21
(b)
supeum
(CoogAir
(a)
(c)
Figure 2-1: (a) Schematic of a TBC on a superalloy in a thermal gradient; (b) Cross-section
of an APS top-coat-sprayed TBC and its associated "splats"-like microstructure;(c) Crosssection of an EBPVD top-coat-sprayed TBC and its associated columnar microstructure
(adapted from [13])
22
Chapter 3
Experimental characterization of
interfacial properties of thermal
barrier coatings
A various array of experimental methods exist in order to investigate the material properties of thermal barrier coatings. A review of these experimental techniques is discussed in
Appendix A. However, as previously mentioned, there are no standard experimental testing procedures for comprehensively determining the interfacial properties of thermal barrier coatings in traction-separation relations. The purpose of this section is to report on
that new experimental procedure which consists three distinct experiments: i) a standard
tension-delamination experiment; ii) a novel shear-delamination experiment; and iii) a novel
asymmetric four-point bending mixed-mode delamination experiment.
3.1
Material
The air-plasma-sprayed (APS) TBC system investigated in this work was prepared for us by
colleagues at the Center for Thermal Spray Research at the State University of New York
at Stony Brook. A dual-layer NiCoCrAlY bond-coat, which is made of a coarse Amdry
386-4 layer layered over dense Amdry 386-2 (Sulzer Metco Inc., USA), with a thickness of
325 pm was applied applied by high-velocity oxygen fuel (HVOF) on an Ni-based superalloy
substrate, Inconel 718, of 2.5mm in thickness. The ceramic top-coat was produced using
agglomerated and sintered 8wt.% yttria-stabilized-zirconia powder (Metco-204NS, Sulzer
Metco Inc., USA) and plasma-sprayed on the bond-coat with an 8mm nozzle Sulzer Metco
F4 MB torch. Prior to spraying, the substrate surface was cleaned with alcohol and grit
blasted using #24 alumina grit at a pressure of 80 psi. The bond-coat was strategically
sprayed to achieve surface roughness of approximately 7-8 pm Ra.
Fig. 3-1 (a) shows an SEM micrograph of the cross-section of an as-sprayed TBC sample.
Since delamination failures of TBC systems in real components occurs after some minimal
time in operation, at which point a TGO layer has formed, we have chosen to develop our
methodology for characterizing interfacial traction-separation properties on a specimen with
an existing TGO layer. Specifically, we have investigated the properties of TBC coupons
23
which have been isothermally exposed to air at 1100*C for 144 hours. Fig. 3-1(b) shows the
cross-section of such a TBC specimen taken using a HITACHI TM3000 scanning-electronmicroscope operated at 15kV. The TGO layer, approximately 5 pm thick, is clearly visible
in this figure.
It is worth mentioning that our choice of exposure time was, although hinted by the
work of [41] and references therein, mostly arbitrary. It is known that TGO growth occurs
primarily within the few days when thermally-exposed, and then reaches a quasi-saturated
thickness. Hence, after exposure time greater than 144 hours, the TGO thickness does
not increase significantly. However, it would be of interest to investigate TBC materials
subjected to shorter thermal-exposure, whereas the interfacial properties measured would
most probably differ. SEM cross-sections of TBC for various isothermal-exposure are shown
in Fig. 3-2(a).
Furthermore, it is important to note that the choice of isothermal exposure also depends
on the TBC material. The same 144 hours temperature cycle was applied on a different TBC
material fabricated by Sulzer Metco 1 and resulted in an incredibly damaged interface, as
shown in Fig. 3-2(b). A closer analysis under energy-dispersive X-ray spectroscopy (EDS) 2
showed that the "dark interface" is actually void, indicating spallation of the top-coat from
the bond-coat.
3.2
3.2.1
Tension Delamination Experiment
Specimen preparation
One of the simplest and most widely used methods to determine the bond-strength of an
interface is a tension experiment(c.f., ASTM standard C633-79, [31}; [59]). The specimens
for such an experiment were prepared by first bonding the TBC onto a 3 mm thick 1018
steel substrate, ceramic face down, using a commercial Araldite AW 106/HV 953 epoxy. The
bond was then cured at 150*C for 20 minutes according to the manufacturers specification
3. A water-jet machine was then used to create 5 mm square specimens of the steel/TBC
assembly, which is shown in Fig, 3-3(a). Next, aluminum tension bars with a cross section
of approximately 12 x 40 mm were prepared by gluing 100 pm diameter copper wires, as
shown in Fig. 3-3(b). The specimen were then bonded on both sides onto these aluminum
tension bars using the same adhesive and held in a bonding clasp to insure proper alignment,
Fig. 3-3(c)-(d). Note that a 10 mm thick aluminum plate was clasped with the specimen in
the bonding clasp and further tied using c-clamps so as to avoid difficulties during the
experimental set-up, which we will discuss shortly. Furthermore, the copper wires were used
in order to insure a uniform 100 pm thick layer of adhesive between the bonded parts (c.f.,
[15]). Finally, the whole bonding clasp was inserted into the oven and cured using the same
curing specification. A schematic of a sample prepared in this manner with key dimensions
1
Amdry 997 bond-coat VPS-sprayed using a F4VB gun and grit blasted with corundum followed by a
vacuum diffusion heat treatment at 10800C for 4 hours. Then, a ceramic top-coat (Metco 204C-NS) is
APS-sprayed using a F4MB gun.
2
JEOL5910 SEM available at the CMSE
3
Sun Electronic Systems, Inc.TM, maximum temperature of 315*C.
24
is shown in Fig. 3-4(c).
3.2.2
Experimental procedure
The experiment was carried on a displacement-controlled, low-force single column tabletop
Instron 5944, shown in Fig. 3-4(a). This machine has a maximum load capacity of 2 kN
where the force is measured with a 0.5% accuracy and an applied vertical displacement
resolution of 0.094 pm. Furthermore, due to the small scale nature of experiment, the improved alignment of the grips 4 makes this machine suitable for our purposes. The specimen
was removed from the bonding clasp and carefully installed in the tension machine, ensuring
the best alignment possible between the grips. This is where the 10 mm thick aluminum
plate comes in handy, since any misalignment of the grips might create a bending moment
on the interface high enough so as the break the interface. Then, the tension-bars were
spray-painted to produce a speckle pattern for measuring their relative displacements using a digital-image-correlation (DIC) apparatus 5. At this point, the c-clamps are carefully
removed along with the aluminum plate. The resulting set-up is shown in Fig. 3-4(b). Fig. 34(d) shows a close-up image of the specimen with the speckle pattern in the tension machine.
The customized camera set-up used to measure the displacement via DIC is illustrated in
Fig. 3-5 and consists in two Manfrotto 454 micrometric positioning sliding plates that allows
vertical and horizontal micro-positioning of the camera. A Mitutoyo lens was used 6 together
with a high resolution 5 MP digital camera 7 with a 2448 x 2048 pixels resolution.
The experiments were carried by imposing a nominal displacement-rate of 1 pm/s. The
number of captured images for the DIC can be varied for any given experiment, but for
the experiments described in this chapter, four frame was taken every second. Such an
experiment allows for a measurement of the interfacial stiffness and strength in a pire tensile
mode. The experimental results are presented in the following section.
3.2.3
Results of tension experiment
The normal stress versus normal relative displacement curves obtained from tension experiments are shown in Fig. 3-6. Four TBC specimens were tested and their response is
reasonable consistent. The normal strses is computed by dividing the measured applied
force by the area of the TBC specimen. It can be observed that the response is essentially
linear until a peak stress-level is reached, at which point the interface fails abruptly. Fig. 36(a) and Fig. 3-6(b), respectively, show the error bars in the displacement measurements,
and the stress measurements. We attribute the major part of the substantial scatter in the
displacement measurements shown in Fig. 3-6(a) to the inherent noise both in the encoded
4
5
Instron 5940 Series specification manual available at www.instron.us
Vic-2D version 4.4.1, Correlated Solutions, Inc. TM. The software uses a cubic B-spline interpolation
algorithm to track the movement of the grayscale within any selected pixel over the course of time, and
several points on both the top and bottom of the interface are selected. An extensometer can be drawn
across the interface and the algorithm will track the pixel position of the selected point over the spectrum
of "deformed" photos taken
6
Model 378-802-2. 5X magnification, 0.14 numerical aperture, 34 mm working distance, 40 mm focal
length.
7
Model GRAS-50S5M-C from Point Grey Research
25
for the stepper-motor used for displacement actuation in the Instron 5944 machine and in
the numerical algorithm behind the DIC, where sub-micron displacements are measured.
However, as per the machine's load measurement accuracy and precision, the error bars in
Fig. 3-6(b) are within 1% of the measured load.
Figs. 3-7(a) and (b) show representative SEM micrographs of the bond-coat side fracture
surface of the TBC specimen obtained after a tension experiment. Even at low magnification,
Fig. 3-7(a), the TGO is clearly visible as the dark annular regions in the micrograph. At
a higher magnification, Fig. 3-7(b) reveals regions of exposed bond-coat separated from the
top-coat by an annular TGO layer. Fig. 3-8, shows an SEM micrograph of the top-coat
side fracture surface of the same specimen. Here, we see a dark circular region of exposed
TGO, known as the TGO "cap", which mates one of the exposed bond-coat regions shown
in Fig. 3-7. As shown schematically in Fig. 3-9, the micrographs in Figs. 3-7 and 3-8 reveal
that the fracture path proceeds in an alternating fashion between the top-coat, the TGO,
and the bond-coat, and is always near or at the top-coat-TGO-bond-coat "interface". We
thus conclude that the data in Figs. 3-6 from our tension experiments reflect the fracture
properties of the "interface" and not of either the top-coat or the bond-coat alone.
3.3
3.3.1
Shear Delamination Experiment
Specimen preparation
Guided by the experiments of [62], a novel experiment was developed and used to measure
the interfacial failure properties in shear. Specimen preparation was as follows. First, a
TBC plate was placed ceramic face down, onto a sacrificial aluminum substrate and a waterjet cutter was used to cut small 3 x 6 mm TBC coupons (the cutting jet entering through
the superalloy side). This procedure prevents the brittle ceramic to shatter due to the
impact of the abrasive jet. Then, multiple 300 pm wide and 350 pim deep top-coat "islands"
were carefully machined by using an MTI-STX-201 diamond-wire-saw 8. Fig. 3-10(a)-(b)
shows the diamond-wire-saw and the actual cutting of the TBC specimen into top-coat
"islands". A sample specimen (not the one used for the experiments) is shown in Fig. 310(c) for illustration purposes.
3.3.2
Experimental procedure
The shear delamination experiments were conducted in a flexure-based precision biaxialmicro-mechanical testing apparatus shown in Fig. 3-11(a). Details regarding this apparatus
may be found in [22]. Briefly, a Burleigh Inchworm actuator 9 which can travel over 6.35 mm
with a 4 nm resolution is used to drive the TBC specimen against a steel blade. Velocities
ranging from 4 nm/sec up to 1.5 mm/sec can be achieved while applying a maximum axial
load of 15 N. For our purposes, the steel blade was moved at a constant velocity of 0.5 pm/sec
until the top-coat "islands" were completely sheared off. The tangential force applied on
the steel blade was measured using a flexure-based shear load-cell, which has a resolution
8
9
Available at the CMSE Crystal-SEM facilities
Inchworm Motor IW-700 Series with Controller 6000ULN Series by Burleigh
26
TM.
of 225 piN, while the relative displacement between the steel blade and the base of the
top-coat "islands" is measured using DIC (c.f., Fig. 3-11(b)) where the speckle pattern is
shown). Fig. 3-11(c) illustrates a schematic of the sample with dimensions and the steel tool.
Note that the specimen shown in Fig. 3-11(c), up to three experiments may be performed
since there are three distinct top-coat "islands" whose shear delamination response may be
measured. A similar camera set-up as the one illustrated in Fig. 3-5 was used.
3.3.3
Results of shear delamination experiment
Fig. 3-12 shows shear stress versus tangential displacement curves for three shear delamination experiments. The shear stress is computed by dividing the measured reaction force by
the area of the top-coat-bond-coat interface of the island. Given the inherent local variability
of the interfaces in TBCs, the three TBC samples that were tested showed reasonably consistent traction-displacement responses in shear 10. Observe that the traction-displacement
response in shear consists of an initial linear region, followed by a region of nonlinearity
which leads to a "plateau"-like region of "inelastic" deformation, which subsequently ends
with complete shear delamination.
SEM micrographs of the bond-coat side fracture of the specimen obtained after the
shear delamination experiment are shown in Figs. 3-13(a) and (b), where the two lighter
colored regions in Fig. 3-13(a) correspond to machining marks caused by the diamond-wiresaw during sample preparation. A higher magnification image of the bond-coat side fracture
is shown in Fig. 3-13(b). Again, as in the tension experiments, the TGO is clearly visible
as a dark annular region surrounding a region of exposed bond-coat. On the corresponding
top-coat side fracture surface, Fig. 3-13(c), the TGO "caps" previously discussed are also
observed. The SEM micrographs for the shear experiments (Figs. 3-13), are consistent with
those for the tension experiments (Figs. 3-7 and 3-8) and clearly suggest a similar fracture
path which proceeds in an alternating fashion through the bond-coat, the TGO, and the topcoat, and is always near or at the interface (Fig. 3-9). Thus, we conclude that in the shear
experiments-as in the tension experiments-the measured traction-displacement response
reflects the interfacial delamination response of the top-coat-TGO-bond-coat interface.
3.4
3.4.1
Asymmetric Four-Point Bending
Specimen preparation
Finally, guided by the experiments in the literature (c.f., e.g., [55]; [67]; [70]), four-point
bending experiments on asymmetric beams were conducted in order to characterize the
mixed-mode delamination response of a TBC interface. Specimen preparation is as follows.
First, two TBC plates measuring 15 x 7 mm and 15 x 15 mm (which have been prepared
by water-jet machining, see previous section) are bonded 8 mm apart onto an aluminum
substrate, which is used as a metal stiffener, using the same epoxy adhesive (Araldite AW
'0 Note that in contrast with Fig. 3-6 in tension, the experimentally measured response in shear is less noisy
because of the precision of the micromechanical apparatus used to conduct the latter experiments.
27
106/HV 953) and curing specifications 1 . An illustration of this step is given in Fig. 3-14(a).
A second water-jet cutting operation is then used to cut 3 mm thick beams from the layered
structure, see Fig. 3-14(b). The result is an asymmetric beam-bending specimen, Fig. 314(c), which is shown schematically with all the its dimensions in Fig.3-14(d). Note that
in Fig. 3-14(c), the excess of glue on the right-hand-side of the specimen (on the outside),
does not affect our measurement of the interfacial properties since the fracture is expected
to initiate in the inner part of the left-hand-side of the beam, as indicated by the red arrow.
3.4.2
Experimental procedure
For this experiment, we used the flexure-based micro-mechanical testing apparatus shown
in Fig. 3-15. Details regarding this testing machine may be found in [251 and [26]. Briefly,
an electromagnetic voice-coil actuator which has a stroke of 12.7 mm and a maximum
continuous stall force of 86.2 N is used in order to apply a normal loading with a 0.5 mN
resolution. The top rollers and bottom rollers have a span of 9 and 26 mm, respectively, with
the top rollers centered in between the bottom rollers. A close-up view of the specimen in the
experimental apparatus is given in Fig. 3-16. The relative displacement between the top and
bottom rollers is measured using DIC, while the reaction force on the top rollers is measured
using the flexure-based load-cell. The digital image camera used (QImaging, Retiga 1300i,
Fast 1394, with Nikon Nikkor Lens) here was positioned on a tripod approximately 0.5 m
away.
3.4.3
Results of asymmetric four-point bending experiment
Fig. 3-17(a) shows the force versus displacement curves for three asymmetric four-point bending experiments. The load initially increases in a linear fashion up to the point where the
strain energy available is sufficient to initiate cracking at the interface. At this critical load,
crack initiation is observed near the top-coat/bond-coat interface and the behavior becomes
non-linear with an observed load plateau. The critical load is ~~24 N and is reached after
a relative roller displacement of ~ 150 pm. The load plateau corresponds to a region of
rapid and unsteady crack propagation along the interface. When crack growth reaches a
steady-state regime (corresponding to the end of the plateau), the load continues to increase
as the remaining uncracked beam is deformed in bending.
It is important to note that the machine used in this experiment imposes a load on
the beam during bending. Thus, if the beam loses its load carrying capacity, the machine
will rapidly push the specimen through to its next stable configuration. This is what is
experimentally observed to occur, and is in accordance with the experimental results of [68].
This phenomenon is better understood by plotting the displacement versus time behavior as
shown in Fig. 3-17(b). During the fracture process, a sudden displacement jump from ~ 150
pm to ~ 250 pm can be observed which suggests an unstable crack burst.
Figs. 3-18(a) and (b), respectively, show SEM micrographs of the bond-coat-side and
top-coat-side fracture surfaces. Consistent with our previous observations for the tension
and shear experiment, the TGO is visible on the bond-coat side as dark annular material
'IThe stiffener increases the elastic energy available for delamination.
28
surrounding exposed bond-coat material. On the opposite side, the top-coat fracture surface
again shows dark TGO "caps". For all three experiments, the approximate size of those
interfacial defects are of the order of 50 pm.
29
(a)
TGO-+
(b)
Figure 3-1: SEM micrograph of the cross-section of a TBC: (a) an as-sprayed specimen, and
(b) an isothermally exposed specimen (144 h at 1100*C)
30
I12h3
(a)
(b)
Figure 3-2: (a) distinct isothermally exposed specimen for various period of time;(b)
an
isothermally exposed Sulzer specimen (144 h at 1100 C)
31
(a)
(b)
(c)
(d)
(e)
Figure 3-3: (a) square 5 mm specimens of the steel/TBC assembly; (b) aluminum tension
bars with 100 pm copper wires;(c) aluminum tension bar with TBC/steel specimen;(d) fully
assembled tension specimen in bonding clasp with a gripped aluminum plate;(e) curing of
the bond
32
tensio bar
Top coat
I
1018 Stee3
I
--...
-substrate
tnsion >nr =
(a)
-
superallo
--
(c)
(d)
(b)
Figure 3-4: (a) low-load single column tabletop Instron 5944 ;(b) with installed specimen;(c)
schematic of the tension specimen with dimensions;(d) close-up of the tension specimen in
the Instron 5944
33
Figure 3-5: set-up of digital image correlation system
34
14
1210
-
Cr'
Cr'
ARJ.v
off
84-D
642
0
-0.5
0.5
1
1.5
Normal displacement (m)
(a)
14
12-
10
E2
U1
0
86
42
0
-0.5
0.5
1
1.5
Normal displacement (pIm)
(b)
Figure 3-6: stress versus displacement curves from four tension experiments: (a) with error
bars for the displacement measurements; and (b) with error bars for the stress measurements.
Error bars correspond to one standard deviation on an average taken from ~ 40 data points.
35
Top
coat
BondT
coat
ca
exposed
-
.
500m
.
.
.
.GO
50OJm
(a)
(b)
Figure 3-7: SEM micrographs of the tension fracture surface facing the bond-coat side of
the specimen: (a) low magnification, and (b) high magnification. Fig.(b) highlights regions
of exposed bond coat surrounded by rings of thermally grown oxide (TGO).
-
-----------
;'7
TopO
coat_Z;
Bond
a
50 pm
Figure 3-8: SEM micrograph of the tension fracture surface facing the top-coat side of the
specimen. The micrograph highlights a region of exposed TGO, referred to as the "TGO
cap", which matches regions of exposed bond-coat on the opposing fracture surface.
Figure 3-9: schematic of the experimentally observed fracture path.
36
(a)
(b)
(c)
Figure 3-10: (a) MTI-STX-201 diamond-wire-saw cutter from the CMSE Crystal-SEM facilities; (b) machining of the TBC specimen; (c) TBC specimen with machined top-coat "islands"
37
loadcell
flexure
actuator
Burleigh inchworm
actuator
300 pm
3mm
Top coat(b)
Bond coat
steel
tool
350 Am
--.-..-..........
. -
-- ~325 Am
--
(c)
superalloy
substrate
Figure 3-11: (a) micromechanical biaxial apparatus used in the shear delamination experiments ;(b) machining of the TBC specimen;(c) schematic of the shear specimen with dimensions.
38
.
121
1086
42
0
0
0.5
1
1.5
2
Shear displacement (pm)
Figure 3-12: shear stress versus shear displacement curves from three shear delamination
experiments.
fracture surfaces
exposed
nd coat
Top
coatav
Bond
coat
500pm
50Apm
achining marks
(a)
(b)
TGO
'cap'
Top
coat
Bond
coat
50 pAm
(c)
Figure 3-13: SEM micrographs of the shear delamination fracture surfaces. (a) and (b) show
fracture surfaces facing the bond-coat side, while (c) shows a fracture surface facing the
top-coat side of the specimen.
39
(a)
(b)
(c)
3 m
-
adumninum stiffener
Top coat
350 pm
substrate
7 MM
substrate
7mm
8 n=
Bond coat
a325 pm
15 mm
(d)
Figure 3-14: (a) TBC plates glued 8 mm apart on an aluminum substrate; (b) water-jet
cutting operation; (c) final asymmetric beam specimen with aluminum stiffener; (d) schematic
of the bending specimen with dimensions.
40
Figure 3-15: micro-mechanical apparatus used in four-point bending experiments.
Figure 3-16: close-up of the bending specimen in the testing machine.
41
40
35
30
-
25
20
2 15
10
5
U
0
100
200
300
400
Displacement (jtm)
(a)
400
300
200-
0
-
S100-
200 400 600
800 1000 1200
Time (s)
(b)
Figure 3-17: asymmetric four-point bending results for three experiments.
displacement response, and (b) displacement vs. time response.
42
(a) force vs.
Top
coat
Bond
coat
neoed
L
hO
(a)
Top.'e
coat
Bond,.
coat
50 Ism
(b)
Figure 3-18: SEM micrographs of the asymmetric four-point bending fracture surfaces. (a)
Shows a fracture surface facing the bond-coat side, while (b) shows a fracture surface facing
the top-coat side of the specimen.
43
44
Chapter 4
Interface traction-separation
constitutive model
Guided by the experimental observations shown in Chapter 3, we now take a step back and
discuss possible numerical tools for characterizing interfacial properties of thermal barrier
coatings. The following chapter focuses on the so-called interface traction-separation laws
and their numerical implementation in a finite element software.
4.1
Cohesive Zone Modeling
In order to model failure of the top-coat-TGO-bond-coat interfaces in TBC systems, the
cohesive zone model is a convenient approach that relates displacement jumps across the
interface at the crack tip with the tractions on the interface. This type of model has been
successfully applied in recent years to a number of decohesion and fracture problems (c.f.,
e.g., [451, [62], [7], [34]) and we believe it has great promise in the modeling of failure of TBC
systems.
Typically, a cohesive interface is introduced to the finite element discretization of the
problem of interest, through the use of special interface elements which obey an interface
traction-separation law. Importantly, cohesive elements also differer from regular continuum
elements, in that they may have zero initial thickness in the direction normal to the interface.
Thus, when the cohesive elements are undamaged, the cohesive interface approximates an
un-cracked portion of the body. This also motivates the necessity of a traction-separation
relation, rather than a standard continuum constitutive law, for the description of the constitutive behavior of these cohesive elements 1. The traction-separation constitutive relation
provides a phenomenological description of the complex microscopic processes that lead to
the formation of new traction-free crack surfaces. Such cohesive interface models describe
fracture as a separation process occurring at the crack tip where debonding is assumed to
be confined to a small region called the cohesive zone. Instead of using classical macroscopic
'Cohesive elements may also have a non-zero thickness in the direction normal to the interface, and such
cohesive elements may be modeled with standard continuum constitutive laws. However, these non-zero
thickness elements are best suited for the description of adhesive joint type problems, rather than fracture
type problems.
45
fracture properties to describe crack nucleation and propagation, the interface tractionseparation relation usually includes a cohesive strength and a cohesive work-to fracture.
Once the local strength and local work-to-fracture criteria across an interface are met, decohesion occurs naturally across the interface, and traction-free cracks form and propagate
along element boundaries.
With a view towards modeling the top-coat-TGO-bond-coat interface response which
was experimentally measured in Chapter 3, we herein present three different traction-separation
constitutive theories, each having their own interesting characteristics.
4.2
Mixed-Mode Bilinear Traction-Separation Model
Many different traction-separation-type models have been proposed in the literature. To fix
ideas, consider the schematic of the pure-mode bilinear traction-separation interface constitutive relation (for a two-dimensional situation) shown in Fig. 4-1 (e.g. [8]). With respect
to this figure, (tN, 6N) and (tT, ST) represent the normal and tangential components of the
traction vector t and the separation vector 6 at a point of the interface.
The parameters KN and KT represent the elastic stiffnesses of the interface for normal
and shear separation, respectively.
Damage is taken to initiate when the following criterion is satisfied
max
DN
-
}
TI(O
-1.
2
(4.1)
Here,
* The parameters t and 4t denote the values of the interface strengths in the normal
and shear directions, respectively.
Also, (x) is the Macauley bracket used to describe the ramp function with value 0 if x < 0
and a value x if x > 0. Thus, no damage is presumed to occur under a purely compressive
loading, (tN < 0, tT = 0), at the interface. Under continued loading, damage grows until
final fracture occurs when the following simple mixed-mode criterion is satisfied:
GN GT
-- + -- = 1.
G*N GT
(4.2)
Here,
* The parameters GN and GI are two additionalmaterialproperties, which respectively
represent the fracture energy of the interface for pure normal and pure shear separations.
2
With respect to the particular traction-separation law considered here and depicted schematically in
Fig. 4-1, "initiation of damage" refers to the initiation of microstructural defects at particular values of the
normal and tangential tractions which lead to the degradation of the elastic stiffnesses KN and KT.
46
Finally, unloading subsequent to damage initiation is assumed to occur linearly towards
the origin. Reloading also occurs along the same linear path until the "softening envelope"
is reached. Then, upon further loading, damage will continue until final fracture according
to (4.2).
This interface model has already been implemented has a built-in feature in the finiteelement analysis package Abaqus/Standard [53]. In such a model, the material parameters
that need be determined are
{KN, KT, to,
(4.3)
More details regarding the specific of this traction-separation law can be found in [8] and
[53].
Remark. It is important to note that this traction-separation model does not account for
frictional sliding in shear after failure of the interface. If after failure the two surfaces of a
failed interface come into contact, then such effects are easily account in Abaqus/Standard
[531 by allowing for a frictional contact interaction, with a constant Coulomb friction coefficient p.
4.3
Implementation of an Elastic-Plastic-Damaging TractionSeparation Constitutive Law
In the previous section, we have discussed the basic concepts of a simple bilinear tractionseparation constitutive model available as built-in features in finite-element softwares. However, interface separations, which are ubiquitous in nature, cannot always be represented by
such a simplified bilinear model, and thus more guided constitutive laws must be developed.
Here, we present a methodology for implementing arbitrary cohesive traction-separation laws
(TSLs) for cohesive elements as a user-element subroutine in the widely-used general-purpose
finite element program Abaqus/Standard [53]. We begin by deriving the variational formulation of the governing equations for cohesive modeling in Section 4.3.1. Then, as an example,
we will consider the implementation of an elastic-plastic-damaging traction-separation constitutive law based on the work of [541 and [60], which is summarized in Section 4.3.2. The
fully-implicit time-integration procedure required for implementing the chosen model is given
in Appendix B. In Sections 4.3.3 and 4.3.4 details of the general finite element implementation for cohesive elements are discussed. Furthermore, a discussion about the main aspects of
writing a user-element element subroutine for implementing the present traction-separation
law is given in Appendix B.
4.3.1
Variational formulation of the macroscopic force balance
The displacement solution variables are governed by the partial differential equation for the
balance of momentum, the strong form of which, in the current configuration, along with
47
appropriate boundary conditions is given by:
divT + b = 0 on
Tn = t
on
u =u
on
Bt,
S 1,
(4.4)
S2 , I
where Bt denotes the body in the current configuration, and S, and S2 are complementary
subsurfaces of the boundary BB of Bt. On the surface S we prescribe surface traction
t = Tn, and on the surface S2 we prescribe displacements u. Here, T is the Cauchy stress
and b are the generalized body forces. The div operator is the spatial divergence in the
current configuration.
Let q be a virtual variation in the displacement u. The weak form of the balance of
momentum is obtained by multiplying (4.41), by 77, which yields
(4.5)
b-. d =0.
.fdTqdv+
Further, using the divergence theorem we may write
divT -7 dv = f
J
Tn -7 da - j
T:gradq d,
(4.6)
where grad is the gradient with respect to the current configuration. Then, (4.42) may be
written as
T:gradldv+j b -dv=O.
Tn,qda-J
j
OBt
(4.7)
Bt
B
j
Tn-qda-
j
T grad 17dv+
Tn -. 17da -
j
8Be~
Bt-
b -dv+
T: grad7dv +
I T+n+,+da=,
JI+
JB
B+
B
JOB+
(
We now consider the body Bt to be composed of two bodies B+ and B7 separated by
an interface I, see Fig. 4-2. We may then apply (4.44) separately to both B+ and B7 which
yields:
b . vdv + f T~n- - 71fda = 0,
JBt-J-
where I represents the locus of the crack interface in the current configuration. The unit
normal to I+, n+, points from B+ to B- and n- is the unit normal to I-, pointing from Bj
to Bt. Adding together equations (4.45) yields,
JB
Tn -7da-
T::grad77dv+
tJBJIBtJ
b - qdv- ft-[[7711da= 0,
(4.9)
49
where [[77]] =7l+ - q- represents the jump in the virtual displacement q across the interface,
and t is the interfacial traction. Here we have made use of the fact that Bt = Bt + Bt,
8Bt = OBt + OB, and I+ = I-, the law of action and reaction T+n+ = -T-n-, and the
facts that n+ = -n- and T+ = T- = T at the interface I. At the interface, writing n = n-,
48
the interfacial traction is t = Tn. Further, since the variation v vanishes the boundary S2
where the displacements are prescribed,
J(b
-
(4.10)
t- [[71 da =0.
t1da-
- T : grad) dv +
Bt
Isi
11
The first two terms in equation (4.47) arise from the classical mechanical equilibrium of the
body Bt without a cohesive interface, while the last term represents the contribution from the
presence of a cohesive interface. The first two terms are taken care of by Abaqus/Standard.
Here we concentrate on contribution from the last term in the weak statement (4.47), and to
do so we need to specify a suitable traction-separation constutive law between the traction
t and the displacement jump
(4.11)
S= [u]= u+ - U-,
which we consider in the next section.
4.3.2
Summary of the interface constitutive model
We consider two bodies Bt and B- separated by an interface I, see Fig. 4-2. Let {ei, 62, e 3 }
be an orthonormal triad, with 6^ aligned with the normal n - n7 to the interface, and
{e 2 , e} in the tangent plane at the point of the interface under consideration.
We assume that the displacement jump may be additively decomposed as ([54],[601)
6 =
(4.12)
e + 6P,
where 6' and 6, respectively, denote the elastic and plastic parts of 8. Additionally, for
later use we also introduce a second decomposition of 6 into normal and tangential parts,
8=
6N+bT,
6N
= (non)b = (6.n)n =
6
Nn,
6
r = (1-non)6 =
6-
6
N,
(4.13)
where the scalars 6 N and 6T represent the displacement jump in the normal and tangential
directions, respectively.
We are concerned with interfaces in which the elastic displacement jumps are small, but
the plastic displacement jumps may be arbitrarily large. Following [541, for small elastic
displacement jumps we assume
t = K6' = K(6 - 6P),
(4.14)
with K the interface elastic stiffness tensor, taken to be positive definite. We consider an
interface model which is isotropic in its tangential response, and take K to be given by
K=KNn 0 n + KT(1 - n 9 n),
(4.15)
with KN > 0 and KT > 0 the normal and tangential elastic stiffness moduli.
The interface traction t may also be decomposed into normal and tangential parts,
49
tN
and tT, respectively, through
t=tN+tT,
tN=n
(9
nI) t = (t - n) n =tNfl
tT(1
n D n)
-
t=
t
- tN.
(4.16)
The quantity tN represents the normal stress at the interface, and we denote the magnitude
of the tangential traction vector tT by
T
-tT~
(4.17)
and call it the effective tangential traction, or simply the shear stress.
We take the elastic domain in our elastic-plastic model to be defined by the interior of the
intersection of two convex yield surfaces. The yield functions corresponding to each surface
are taken as
Pi(tI si) _< 0,
i = N, T,
(4.18)
and henceforth we identify the index i = N with the "normal" mechanism, and the index i =
T with the "shear" mechanism. The scalar internal variable sN represents the deformation
resistance for the normal mechanism, and sT represents the deformation resistance for the
shear mechanism. In particular, we consider the following simple specific functional form for
the yield functions:
4N = tN - SN < 0,
T =
+(-tN)
- ST
0,
(4.19)
where p represents a friction coefficient. The surface 4i = 0 denotes the i yield surface in
traction space, and
"*N
nN
n
N
T,
-
=
'*TT
T,_ +
/In),
(4.20)
denote the outward unit normals to the yield surfaces at the current point in traction space,
see Fig. 4-3.
The equation for e, the flow rule, is taken to be representable as a sum of the contributions from each mechanism
mN +6 mT, 3?>O, "of
= 0,N=with +mN= nN,
mT
-. (4.21)
Note that since mT # nT, we have a non-normal flow rule for the shear response.3 Finally,
during inelastic deformation, an active mechanism must satisfy the consistency condition
3iD = 0
when
=,
(4.22)
which serves to determine the inelastic deformation rates 6i' when inelastic deformation
occurs.
3
Such a non-normal flow rule for the shear response is common in interface models for friction, where
there is strong effect of the compressive normal traction on the resistance to plastic flow, but the plastic flow
in shear is essentially non-dilational.
50
Next, let
iP =
5|(C)dC,
(4.23)
define the accumulated plastic displacements for each of the two individual mechanisms, and
further let
sp =
V(6N))2 + a(6TP)2,
(4.24)
define an equivalent relative plastic displacement, where a represents a coupling parameter
between the normal and shear mechanisms. In the theory under consideration, the interfacial
resistances si are allowed to soften according to a simple linear damage rule
si = s,,o( - D),
(4.25)
where si,O denotes their initial value, and
0
D
if S < sp,.
-
(4.26)
P
iS
.P
<<5
denotes a damage parameter in the range 0 < D < 1. In other words, the interface deforms
plastically in a perfectly-plastic fashion until a critical value . for the equivalent relative
plastic displacement is reached. Then, the interface incurs damage until ultimate failure at
P = S7f, at which point the damage parameter D = 1.
In a numerical simulation, an interface after failure (D = 1) is not able to carry tensile
traction, but for compressive traction, the response to penetration is purely elastic, and
under such circumstances the compressive normal stress goes up quickly with penetration
depth. As to the shearing response of an interface after failure, its shearing resistance is
purely frictional when tN is compressive; otherwise, the two surfaces across a failed-interface
are free to slide over each other without any resistance. Further discussion on interfacial
failure is detailed in Appendix B. Details about the time-integration procedure of the said
constitutive model is given in the Appendix B.
4.3.3
Finite element development
In this section, details are given regarding the general finite element development for cohesive elements. Henceforth, boldfaced upper-case letters (e.g. N, L) denote matrices while
boldfaced lower-case letters (e.g. t, u) denote column vectors. Further, in a finite element
discretization, the integration point quantity for the displacement jump 6 defined in Section
4.3.2 will henceforth be denoted by 6 (cf. equation (4.29)).
We begin by defining local and global cartesian coordinate systems, see Fig. 4-4. The
global coordinate system (X, Y) is a fixed cartesian coordinate system, while the local coordinate system (x, y) is aligned with the cohesive element in the current deformed configuration
of the body. Then,
* The nodal displacement vector in the global coordinate system, denoted by u, may be
51
transformed to a local nodal displacement vector -aby a rotation matrix R through4
(4.27)
i = Ru.
The local nodal displacement jumps S can then be computed from the local nodal displacements fi through
6 = LU,
(4.28)
where L is the local displacement-separation matrix (again specific to the cohesive element
type chosen). The local displacement jumps 6 at the integrationpoints within the elements
are then interpolated from the local nodal displacement jumps 6 through
8=N6,
(4.29)
where N is the shape function matrix.
Finally, use of eqs. (4.27) and (4.28) in (4.29) leads to the following relationship between
the local displacement jumps at integration points and the global nodal displacement
=
Bu,
where
B = NLR,
(4.30)
with B the global displacement-separation relation matrix. In summary, given the nodal
displacement vector u in a fixed global coordinate system, the matrix B is used to compute
the displacement jumps 6 at the integration points with respect to a local coordinate system,
i.e. the current configuration, which rotates with the deforming cohesive element.
Based on the aforementioned approximate displacement jump field, we define the elementlevel displacement residual
f=
(4.31)
fBtda.
The element stiffness is then given by
KuU =
Of,
(4.32)
which using the residual defined in (4.31) is
aBt~d
Kt
a
Oh a3u
[BatB
=9
-
BT
86
Bda.
(4.33)
It is the traction-separation constitutive law discussed in Section 4.3.2 that relates the local
interface traction t to the local displacement jumps 6 at each integration points.
4.3.4
Two-dimensional linear cohesive element
We will now consider the specific case where the cohesive interface is modeled using twodimensional linear cohesive elements each having four nodes whose numbering follow the
4
The rotation matrix R depends on the specifics of the cohesive element chosen and will be specialized
in Section 4.3.4.
52
conventions of the finite element code Abaqus/Standard 6.10 in which it is implemented.
Each node has two degrees of freedom, as shown in Figure 4-5. As defined in equation
(4.27), the global nodal displacements u are transformed to local nodal displacements fi via
a rotational matrix R. In the theory developed here, the cohesive elements are extended to
be used at finite deformations. The mapping from reference to current configuration is done
via this rotation matrix R
4
R= (
A(m
(4.34)
1T=1
where each diagonal block
[A(m
is the 2 x 2 transformation matrix defined by: 5
A(m)
[
cos
sin ]
- sin O cosO jI
(4.35)
The angle 0 represents the angle between the global (X - Y) and local (x - y) coordinates
system of the cohesive element. The local coordinate system is obtained by taking the mid
points between opposing nodes in the deformed cohesive element, that is between node 1-4
and node 2-3, and drawing a straight line.
The local nodal displacement jumps 8 are obtained from the local nodal displacement as
follows (c.f. Fig.4-4 for the relationship between 6 and fi)
1
=u7 - f 1 ,
2 = i8 -u 2,
3 =f
5
-L,
4 =
Ej- i4.
(4.36)
Based on the above relations, the local displacement-separation relation matrix L relating
the nodal quantities = Lii is given as
1 0 0 0
0 -1
0
0
0
0 -1
0
0 0 0 -1
0
0
1
0
0 1 0
00
1
0 0 0
(4.37)
1 0 0-
The interpolated displacement jumps 6 = N8 at each integration points in the cohesive
element are obtained from the local nodal separation quantities in conjunction with the
shape function N,
N =[
0N2A
0 N1
0](4.38)
0 N2'
where the linear shape function in the normalized coordinate C axe given as
N =
2
,+CN2 =
(4.39)
2
In our specific case, we have chosen the integration points to be positioned at both ends of
5
and C = 1, respectfully. From equations (4.27) through
The direct sum (symbol) of two matrices A and B is defined as A@B=
53
.
the cohesive element, i.e. at C = -1
(4.29), the global displacement-separation relation matrix B = NLR is expressed as:
B=
B -Ncoso
N1 sin0
-Nsin
-Ncos0
-N 2 cosO -N 2 sinG
N2 sinO -N 2 cosO
N2 cosG
-N 2 sinO
N2 sinG
N2 cosO
N1 cosO
-NsinG
N1 sinG
N1 cosG
J
(4.40)
4.4
Notes on the Implementation of a Thermo-Mechanically
Coupled Elastic-Plastic-Damaging Traction-Separation
Law
In this section, we further our discussion by including thermal effects at the interface (e.g.
heat flux) leading to a thermo-mechanically coupled theory for cohesive elements (cf.[27],
[481). Only the variational formulation will be discussed as the numerical implementation
is identical as before. This model is, to some extent, independent of the bulk by certain
assumption regarding the damage.
4.4.1
Variational formulation
The thermo-mechanical problem of a solid containing cracks must have a solution for which
mechanical and thermal equilibrium is satisfied. Hence, we present a simple theory for
cohesive zone modeling where the displacement solution variables as well as temperature
solution variable are the only degrees of freedom. In the absence of an internal heat supply,
the strong form of the coupled partial differential equations for the balance of momentum and
balance of energy, in the currentconfiguration, along with appropriate boundary conditions,
are given by
divT+b=0 on Bt,
Balance of momentum
Tn=t
on Sx,
u=
on St,
(4.41)
c{ div(igradV) on Bt,
Balance of energy
- grad - n=q on Sq,
on
S9,
where Bt denotes the body in the current configuration, S. and St are complementary
subsurfaces of the boundary BB of Bt, (Sx n St = 0) on which the displacement u and
traction t are prescribed. Similarly, S and Sq are complementary subsurfaces of Bt of Bt,
(s, n s q= o) on which the temperature V and heat flux q are prescribed. Here, T is the
Cauchy stress, b are the generalized body forces, r is the material's thermal conductivity and
c is the specific heat per unit spatial volume. The div operator is the spatial divergence in
the current configuration. In (4.41), the coupling between the two PDE's will arise through
the the constitutive equation for the conductivity r. The numerical solution to the PDE for
the momentum balance (4.41), has already been discussed in Section 4.3.1 and will thus not
be the focus of this discussion. Here, details are given with regards to solving the balance
of energy (4.41)2 of solid containing cracks which are modelled using cohesive elements.
54
Let w be a virtual variation in the temperature 0. The weak form of the balance of
energy is obtained by multiplying (4.41)2 by w, which yields
J
cw dv-
(4.42)
div(xgrad V)w dv = 0.
where "grad" is the gradient with respect to the current configuration. Further, using the
divergence theorem, and considering a spatially constant scalar conductivity X, we may write
f
div(rgradV)w dv =
OB,wrgrad
O-n da -
f, rgrad O - grad w dv,
(4.43)
(Agrad 9- n)w da = 0.
(4.44)
Then, (4.42) may be written as
L
chw dv+
grad 9- grad w dv-
We now consider the body Bt to be composed of two bodies B+ and B- separated by an
interface I, see Fig. 4-2. We may then apply (4.44) separately to both Bt and B- which
yields:
f
B+
f
chw dv +
t
c~w dv +
JBt
rgrad V -gradw dv -
f~i Kgrad?- gradw dv -
JOB+
(rgrad V - n)w da - f(q+ .n+)w+da = 0,
J+
.
t
LB 7
(,rgrad V n)w da -
jl-(q-
n-)wda = 0
(4.45)
where I represents the locus of the crack interface in the current configuration. The unit
normal to I+, n+, points from Bt to BT and n- is the unit normal to I-, pointing from Bto B+. Similarly, the interface heat flux q* represents the heat flux across the interface from
one side to the other, along direction nI, respectively. Adding together equations (4.45)
yields,
fBcwdv
JB V(grad-n)wda+q- [[w]da=0,
(446)
j
where [[w]] = w+ - w- represents the jump in the virtual temperature w across the interface,
and q is the interfacial heat flux. Here we have made use of the fact that Bt = Bt + B-,
OB = oBt + Bt, and I+ = I-, the continuity condition q+ - n+ = -q- - n-, and the facts
that n+ = -n- and q+ = q- = q at the interface I. At the interface, we write n - n-.
Further, since the variation w must vanish at the boundary S, where the temperature is
prescribed,
f(chw +Kgrad o - gradw) dv55
qw
da +
q - [[w]] da = 0,
(4.47)
The first two terms in equation (4.47) arise from the classical energy balance of the body
Bt without a cohesive interface, while the last term represents the contribution from the
presence of a cohesive interface. The first two terms are taken care of by Abaqus/Standard.
Here we concentrate on the contribution from the last term in the weak statement (4.47),
and to do so, we need to specify a suitable constitutive law between the heat flux q and the
temperature jump
(4.48)
0-0-,
0 = [[11=
which must take into account the nature of the cohesive elements. As is standard, a constitutive theory for heat transfer across a cohesive interface, which complements the mechanical
elastic-plastic-damaging traction-separation law presented in Section 4.3.2, to which we refer,
would need to be specified.
56
tN'
0
N
tT
T0
tT
KT
N
I
6N
(b)
(a)
Figure 4-1: Schematic of the bilinear traction-separation interface constitutive relation, showing (a) the pure normal response (no tangential deformation), and (b) the pure shear response
(no normal deformation).
Bn
-n
--------
Figure 4-2: Schematic of interface between two bodies B- and B-.
57
tN
nNI
L
=0
SN
Figure 4-3: Schematic of yield surfaces for the normal and shear mechanisms.
global
i
=
local
Ru
)
(u5 ,U 0
(6i 5 , fi 6
)
u
04, i!8 )j i
y
(
3
-
4
64
7
2 (fA 3 ,ii 4
)
)
(fi 1 ,fi 2
W. X
Figure 4-4: Four noded cohesive element
58
3
yx
4
4
x
2
3
1
=+2
1
V
8
Figure 4-5: Four noded cohesive element
59
X
60
Chapter 5
Estimation of the material properties
in the mixed-mode bilinear
traction-separation constitutive model
The exact nature of the traction-separation constitutive law describing the TBC interface
is not well known at this point. However, due to its simplicity, the mixed-mode bilinear
assumption described in Section 4.2, along with the battery of experiments presented in
Chapter 3 can be used in order to determine the interfacial properties. Hence, the purpose
of this chapter is to describe a straightforward methodology, using finite element simulations
and experimental results, for determining the interfacial properties of said traction-separation
constitutive relation.
5.1
Material Parameters
In order to determine the material parameters {KN, KT, to I to, Gc , G } involved in the bilinear traction-separation constitutive model described in Section 4.2, we have used Abaqus/Standrad
[53] to conduct finite-element analyses to simulate the tension, shear and asymmetric bending experiments discussed in Chapter 3. We iteratively varied the values of these parameters
so as to obtain acceptable matches of the simulated stress (load)-displacement results with
the corresponding experimentally measured results from the three experiments.
5.2
Numerical Simulations
In all finite-element simulations discussed below, we made the following modeling assumptions:
* A plane-strain assumption is used to approximate all of the experiments.
1
'Plane-strain simulations are used only to reduce the complexity and computational time associated with
simulating the actual three-dimensional geometries of the experiments. We have also performed simulations
of these experiments using a plane-stress assumption, and the results from these simulations (not shown)
were nearly identical to those for the plane-strain simulation shown here.
61
*
The top-coat, bond-coat and superalloy substrate are modeled as linear elastic and
discretized using four-noded fully integrated elements (CPE4), while the cohesive zone,
i.e. the bond-coat/top-coat interface, is modeled using linear four-noded elements
(COH2D4) with zero initial thickness.
* The top-coat is taken as having a Young's modulus E = 37 GPa and Poisson's ratio
V = 0.18, while te bond-coat and supperalloy substrate have E = 200 GPa and v = 0.29
[68]
* For interfaces which have failed and can possibly come into contact after failure, such
as in the shear and bending experiments, we have used a value of t = 0.25 for the
friction coefficient between failed interfaces.
The specifics regarding the simulations of each experiment are as follows:
* The finite-element mesh for the tension experiment is shown in Fig. 5-la. The 1018
steel stiffener is modeled as linear elastic (E = 200 GPa, v = 0.29) and also discretized
using CPE4 elements. The bottom surface AB (bottom of the superalloy) is fixed in
space, while a tensile displacement is applied on the top surface CD (top of the 1018
steel).
e The finite-element mesh for the shear experiment is shown in Fig. 5b. In these simulations, the bottom surface AB of the superalloy is fixed in space, while the steel tool
(modeled as an analytical rigid surface) is displaced horizontally at a constant velocity
against the top-coat 'island" until failure of the interface occurs.
* The finite-element mesh for the asymmetric bending experiment shown in Fig. 5c.
In these simulations, the aluminum stiffener is modeled as an elastic-perfectly plastic
material with Young's modulus E = 69 GPa, Poisson's ratio v = 0.34 and yield
strength Y = 258 MPa, and discretized using CPE4 elements. 2 Both top and bottom
rollers are modeled as analytical rigid surfaces. The top rollers are fixed in space while
the bottom rollers are constrained to move only in the vertical direction at a constant
velocity. To prevent rigid body motion, a single node immediately underneath the
right top roller is constrained from moving horizontally.
5.3
Calibration Results
The material parameter estimation procedure that we followed is described below:
(i) First, the material parameters defining the normal stiffness and strength were estimated
by simulating the tension experiment as
KN %50 to70 MPa/Lm,
tN = 12to l4 MPa.
We note that the value of t' can be read directly from the experiment results shown
in Fig. 3-6 however, the stiffness KN requires simulating the experiment since the
2
The aluminum stiffener deforms plastically during the experiments.
62
experimental data includes not only the stiffness of the interface but also that of the
substrate, bond-coat, top-coat and steel stiffener.
(ii) Second, the material parameters defining the tangential stiffness and strength were
estimated by simulating the shear experiment as
KT; 75 to 125 MPa/pm,
4
~~8 to 10 MPa.
As in the tension experiment, the value of tr can be read directly from Fig. 3-12, while
estimation of KT requires simulating the experiment.
(iii) Using the estimates for the material parameters {KN, tON, KT, 4} from the tension
and shear experiments, we used the simulations of our asymmetric four-point bending
experiments to estimate values for {Gr, GIT}.
The steps (i), (ii) and (iii) outlined above were repeated until an acceptable fit to the
stress (load) vs. displacement data from all three experiments was obtained.
Fig. 5-2a-c show comparisons of our simulation results with the three different experimental measurements. The simulations reproduce the experimental measurements with
reasonable accuracy. Of course, due to the nature of the pure tension and shear experiments, the stain-softening branch is not observed in the experiments, and are thus not fitted
well by the simulations. Therefore, the softening portion of the simulated results is only
partially shown in Fig. 5-2a and b as a dashed line. The behavior of the softening branches
in tension and shear are controlled by the fracture energies Gi and GC which are fit based
solely on the asymmetric four-point bending experiments. The material parameters for the
bilinear traction-separation law used to obtain these fits are listed in Table 5.1.
Table 5.1: Material parameters for the traction-separation model
tN (MPa)
G (J/m2 )
KT (MPa/pm)
t4 (MPa)
60
13.5
100
100
9
G
(J/m 2
)
KN (MPa/pm)
100
Jb
=
2GcN
and 6f =2
,
Based on the presumed cohesive law, we may define intrinsic normal and tangential
cohesive lengths
T
No
respectively. For the pure mode behaviors shown schematically in Fig. 4-1, these length
scales correspond to the values of the normal and tangential displacement jumps when the
interface completely loses its load-carrying capacity. For the material parameters listed in
Table 5.1
f = 22.2pm.
= 14.8pim,
-b
63
Following [561, we may define yet another length scale usually referred to as the "cohesive
zone length" and denoted by 1CZ. The cohesive zone length ICZ is defined as the distance
from the crack tip to the point where the maximum cohesive traction is attained. Using the
bending simulation results shown in Fig. 5-2c, we compute the normal stress at the cohesive
interface when the global force displacement response is at its first peak (which corresponds
to a displacement ~ 140 pm in Fig. 5-2c). The result is shown in Fig. 5-3, and from the
simulation we measure a cohesive zone length of
CZ = 1.2 mm.
Further, this length scale is usually predicted (cf. [56]) from an equation of the form
CZ= ME
(5.1)
(tN
2
where E is the Young modulus of the surrounding material, and M is a parameter that
depends on both the interface model and the geometry. In the work of [56], the parameter
M is determined from simulation. Using our simulated results, and E = 37 GPa, we find
a suitable value of this parameter to be M = 0.06. We note that eq. 5.1 is derived based
on an ideal situation in which the crack is opened in pure Mode-I while surrounded by a
homogeneous material of stiffness E (cf. [321). In such cases the parameter M is usually in
the range 0.2 to 1.0.
The "cohesive zone length" is important because it is this length which must be appropriately discretized with cohesive finite-elements in order to achieve accurate results. In our
simulations, we use cohesive-elements with size 1e = 27.5 pm, which leads to
1cz
N =-
le
40
elements in the cohesive zone. This number of elements in the cohesive zone is significantly
larger than the conservative minimum of N = 10 suggested in [56]. Thus, our finite-element
mesh with respect to the discretization of the cohesive-interface is sufficiently fine.
We also note that in our shear and tension simulations, the cohesive-element sizes are
le = 20 pm and le = 18 pm, respectively, and thus give an even finer discretization of the
cohesive zone. It is worth mentioning that if we use the value of M determined purely based
on the normal parameters and the normal stress computed from the bending simulation, we
can compute a tangential cohesive length
. C Z = 0.06E G
=2.7 mm.
The simulated tangential cohesive zone length, see Fig. 5-4, is 2.4 mm, which is very close
to this value.
Some remarks:
1. Note that wit the exception of the values of the values of tT and t4 which are easily
estimated directly from the experimental data, the iterative fitting procedure described
64
above and applied to the no-linear problem at hand yields values for the other material
parameters which are inherently non-unique. The specific values for the material parameters {KN, KT, G"N, GT} shown in Table 5.1 represent only one possible fit to the
experimental data.
2. Our "shear delamination" experiments do not induce pure tangential relative displacement 6 T across the interface. We have found through our simulations that the relative
contribution of the normal displacement 6 N to the shear tangential displacement 3 r in
the experiment is controlled by the position of the steel tool relative to the "top-coat
island". Specifically, the vertical point of contact between the steel tool and the topcoat "island" (se close-up in Fig. 5-1b) induces a moment o the island which induces
a normal relative displacement 6 N, and a corresponding normal traction tN. Fig. 5-5
clearly show that our shear delamination experiment is not a pure shear experiment,
but exhibits some non-negligible mode-mixity.NOte that the fact that the delamination experiment is not a pure shear experiment does not affect our material parameter
estimation procedure.
3. Note also that in both the experimental and simulated shear stress vs. displacement
curves shown in Fig. 5-2b, after the initial linear response there is some amount of
non-linearity. This non-linearity is a direct result of the geometry of loading, which
as mentioned above, leads to a combined tangential and normal relative deformation
across the interface. The mixed-mode deformation leads to contributions to the damage
evolution by both the tangential and normal modes, and in return, results in a nonlinear behavior of the resulting shear stress vs. shear displacement curve.
4. The traction-separation law considered here is not sufficiently rich to account for the
plateau-like region observed in the shear delamination experiments; cf. Fig. 5-2b. A
more refined interface constitutive model, such as the one presented in Section 4.3
which allows for some inelastic deformation, might be required in order to capture the
full extent of the apparent "plateau".
5. With regards to the asymmetric four-point bending experiments, Fig. 5-2c,the simulations predict that there is a decrease in the load-carrying capacity of the system after
crack initiation, which appears to be in disagreement with the experimental results.
However, this discrepancy is a result of the fact that the simulation was carried out under "displacement control" while the experiment was conducted under "force control".
Thus, the simulations are able to probe states of the system which in the experiment
are unstable and thus jumped over. We note that the force level for the "Maxwell-line"
computed from the simulation data shown in Fig. 5-2c is 22.2 N; this value lies within
the experimentally measured upper value of 25N and lower value of 20 N.
65
C
D
1018
steel
stiffene
,,-''top
coat
elements
}
coat
bondcoativ
superalc )y
substrat e
A
B
(a)
top
coat
island
steel tool
(analytical surface)
cohesive
elements
IH-H-H-HI
+R::V
superalloy
substrate
IIIrII
MIM
H I I I I! iI iI iI Ij Ii iI iI iI
II Q
i i ! i ! i ! I
i i H !i
i ! i i
i i i i
A
B
(b)
top coat
cohesive
elements
top rollers
(analytical surface)
aluminum
stiffener
bond coat
superalloy_
substrate
_..
bottom rollers
(analytical surface)
(c)
Figure 5-1: Simulation domain and finite-element meshes for (a) simulations of the tension
experiment, (b) simulations of the shear delamination experiments, and (c) simulations of
the asymmetric four-point bending experiments. The red line in each mesh highlights the
cohesive elements used to model interfacial failure.
66
-
12
12
-
.12
.1.
14
e10
10
8
rn8
6
6
0
Simul ation
---
Expei riments
1
1.5
S2
0 1w
C
0.5
4
. --
2
.
4
2
ol
2.5
0.5
---
Simula tion
----
Experi mnents
1
1.5
2
2.5
Displacement (Am)
Displacement (pm)
(b)
(a)
40
Simulation
-35
-
Experiments
30
25
C.)
0
20
100 20 30
15
10
5
0
100
200
300
400
Displacement (jpm)
(c)
Figure 5-2: Simulation fit (black line) and experimental results (gray lines) for (a) normal
stress vs. normal displacement for the tension experiments and simulation, (b) shear stress
vs. shear displacement for the shear delamination experiments and simulation, and (c) force
vs. displacement for the asymmetric four-point bending experiments and simulation.
67
6
4
2
0
-2
-4
0
Z
-6
.CZV
-8
-10
C
2.5
5
7.5
10
D istance from left edge (mm)
Figure 5-3: Normal stress at the cohesive interface used to define the "cohesive zone length".
The data is taken when the global force-displacement response is at its first peak.
6
PL4
2
_
-CZ
UD
-10
$.4
t
5
0
10
Distance from left edge (mm)
Figure 5-4: Shear stress at the cohesive interface used to define the "cohesive zone length".
The data is taken when the global force-displacement response is at its first peak.
68
10
OT
N
8
Op
01 6
4
;.D.
-4-D
2
-4
0
250
500
750
1000
Distance from left edge (pm)
Figure 5-5: Normal (solid line) and shear (dashed line) stress at the cohesive-interface before
damage initiation as a function of the distance from the left edge of the cohesive-interface.
69
70
Chapter 6
Concluding remarks
We have developed a novel experiment-plus-simulation-based methodology for characterizing interfacial delamination properties in a representative traction-separation model which
should be useful in simulations of delamination failures of TBCs. The experiments consist
of load-displacement measurements obtained from three different experiments:
(i) a standard tension-delamination experiment;
(ii) a novel shear-delamination experiment; and
(iii) a novel asymmetric four-point bending mixed-mode delamination experiment.
SEM observations of the fracture surface of isothermally exposed (144h at 1100*C) TBC
specimens subjected to the tension, shear and bending experiments revealed that interfacial delamination of TBC proceeds with a crack path that travels in an alternating fashing through the top-coat, the TGO and the bond-coat. Which confirms that the experimentally measured load-displacement curves reflect the interfacial properties of the topcoat/TGO/bond-coat interface and supports the idea that a TBC delamination failure may
be modeled as an "interfacial failure" process using traction-separation-type models.
The experimental methodology proposed here, together with the traction-separation
models, provide a pragmatic and straightforward method for determining interfacial properties of micron-dimensioned multilayered structures such as TBCs. However, much remains
to be done. Specifically:
* Substantial further experimentation is required to determine how the interfacial properties evolve as a function of thermal history. The use of a thermo-mechanically coupled
model such as the one suggested in Section 4.4 might be required.
* Further experimentation is also required in order to shed light on (a) the nature of the
mode-mixity of interfacial failure, and (b) the role of friction for interfaces which have
failed and can possibly come into contact after failure. The use of a "custom-made"
cohesive element with a more complex constitutive response, as the one proposed in
Section 4.3.2, might be required.
71
Part II
Reverse Osmosis Membranes
72
Chapter 7
Introduction
The transport of gases, vapors, and liquids through polymeric membranes has received a
great deal of attention in the past decades and is of importance for a variety of engineering
and biomedical applications (cf. [431,[21]). For example, when a patient is in a state of renal
failure, hemodialysis is used as an artificial kidney operation to achieve the extracorporeal
removal of waste product such as creatinine, urea and free water from the blood. The separation process, or fluid removal, is achieved via ultrafiltration through a semi-permeable
polymeric crosslinked membrane by altering the hydrostatic pressure of the dialysate compartment, causing the free water and some dissolved solutes to move across the membrane
along a created pressure gradient. This mode of operation is often referred to as reverse osmosis where the mechanics of transport is molecular diffusion of penetrant molecules dissolved
in the membrane.
Many transport models have been proposed to describe the process of reverse osmosis. However, one of the most useful and most widely used has been the solution-diffusion
mechanism first introduced by [42]. Their simple formulation involved a linear model where
the "permeate" flux increases linearly and without limit with an ever increasing pressuredifference. Although unrealistic, their model has proven very useful in qualitatively describing water desalination through reverse osmosis using cellulose acetate membranes. With
recent membrane technology advances, reverse-osmosis processes are becoming more affordable and accessible, and their application now range from simple fresh water production to
pharmaceutical needs. Such human-oriented applications require an understanding of the
mechanisms that affect the transport of organic and non-organic solutions through polymer
membranes, which the classical solution-diffusion model cannot provide. For this reason,
notable attempts at reformulating the solution-diffusion model have been proposed over the
past decades, see [611 and references therein. In fact, one of the limitation of the classical
solution-diffusion model is well described in the work of [51]. They observed that the flux of
solvent forced across a polymeric membrane increases non-linearly as the applied pressuredifference increases, until a critical pressure-difference is reached; at which point the flux
"saturates". In order to explain this phenomenon, [501 suggested that nonlinearities in the
pressure-difference vs. flux relationship originates from: (i) the diffusing fluid's molecule size,
or partial molar volume; high partial molar volume leads to more apparent nonlinearities; (ii)
the active presence of the membrane when highly swollen (high fluid content); and (iii) the
concentration dependence of the diffusion coefficient. However, in his proposed theory, [50]
73
neglected the last two contributions, essentially disregarding the presence of the crosslinked
polymer membrane. In a recent paper by [57], the authors approached the second point, viz.
the active presence of the membrane, by assuming a priori a pressure profile over the membrane thickness. They then used jump balances to describe the fluid-membrane system and
derived a flux equation which depends on the pressure gradient, which ironically is assumed
from the get go. Although a step forward compared to their predecessors, [57] still do not
fully answer the questions, namely, for instance, the variation of the pressure profile across
the membrane from it's "dry" to highly swollen state.
Although useful in applications where the polymeric membrane does not deform, the
applicability of the existing solution-diffusion models (and reformulations) are limited when
the amount of swelling and mechanical deformation is non-negligible, as it is the case for most
reverse osmosis applications involving polymeric membranes (cf. [23],[9,[52]). Furthermore,
very few studies exist regarding the exact nature of the diffusion coefficient, or mobility; and
there is yet no agreement on its specific form. Hence, the objective of this paper is to make
use of the coupled fluid diffusion and large deformation theory for crosslinked polymers
developed by [11] among others, with a view towards application to reverse osmosis. We
believe that this theory, which encompasses aspects of:
9 the thermo-mechanically coupled theory for fluid permeation in elastomeric gels (cf. [11]).
An essential kinematical ingredient of our theory is the multiplicative decomposition
F = FF',
with Fs = A51, As > 0,
of the deformation gradient F of the crosslinked polymeric membrane into elastic and
swelling parts F' and F, respectively, with the swelling taken to be isotropic with a
swelling stretch A;
* the Flory-Huggins theory for the free energy change due to mixing of the fluid with the
polymer network (cf. [191,[16]). This theory contains an interaction parameter X, which
characterizes the interaction between the fluid and the underlying polymer network;
* the non-Gaussian statistical-mechanical model which accounts for the limited chain
extensibility of polymer chains in order to model the change in configurational entropy
of crosslinked polymers; and,
complements the current solution-diffusion theories in that the contribution of the crosslinked
polymeric membrane comes in naturally without the need of the current underlying assumptions. We further describe the diffusing mechanism using Yasuda's version of "free-volume"
theory ([66]) where diffusion coefficient vary exponentially with the fluid concentration. In
addition, we propose a systematic numerical finite element simulations plus experimentsbased methodology for characterizing the material parameters of such a theory. Highlights
of this methodology includes (a) mechanical simple compression testing; (b) isotropic stressfree steady-state free-swelling experiments; and (c) steady-state pressure-induced reverseosmosis experiments. Using the latter experiment, we show that that some assumptions of
solution-diffusion theories, notably profiles of pressure, chemical potential and concentration
through the membrane are not accurate when large swelling are considered.
74
In what follows, we first summarize the thermodynamically-consistent constitutive theory
of [11]. In Section 8.2, we further specialize the constitutive equations, and discuss a specific
set of useful equations for reproducing experimental results. The governing partial differential
equations and initial/boundary conditions are reviewed in Section 8.3. The theory has been
numerically implemented in the commercial finite element software Abaqus/Standard [531
by writing special user-elements which couple mechanical deformation and fluid permeation.
The methodology for characterizing the material parameters in the theory is described in
Section 9.2. The calibration of the theory allow us to compare our numerical results with the
theoretical assumptions of the solution-diffusion models. Finally, we close with concluding
remarks in Section 10.
75
76
Chapter 8
Summary of the coupled fluid
permeation and large deformation
theory for crosslinked polymers of [11]
Abstract
In this paper, we point out the major limitations of the classical solution-diffusion model and
subsequent reformulations for modeling pressure-driven diffusion processes such as reverse
osmosis. The objective is to make use of the continuum-level, thermodynamically-consistent
theory for the semi-permeable crosslinked polymer membrane theory of [11] which takes
into account coupled fluid permeation and swelling of the membrane to describe reverseosmosis applications. We make use of Yasuda's version of the "free-volume" theory ([66]) to
describe the diffusing mechanism. This theory is numerically implemented and we propose
a systematic simulation plus experiments-based methodology for characterizing the material
parameters involved in such theory. Highlights of this methodology includes the following
experiments: (a) mechanical simple compression; (b) three-dimensional isotropic steadystate free swelling; and (c) steady-state reverse osmosis experiments. Using our numerical
simulation capability, we find that the underlying assumptions of solution-diffusion theories,
namely the profiles of pressure, chemical potential and concentration through the polymer
membrane are not accurate when swelling and deformation of the semi-permeable membrane
system.
Keywords: Solution-diffusion theory; Reverse osmosis; Large deformations; Diffusion; Polymer membranes
77
8.1
Constitutive theory for isotropic materials
In this section,' we summarize the coupled fluid permeation and large deformation constitutive theory for crosslinked polymers of [11], specialized for isothermal deformations at fixed
temperature V. The theory relates to the following basic fields:
x =
X(Xt)
F=VX,
motion
J=detF>O
deformation gradient
F = F'F'
multiplicative decomposition of F
Fe,
Je = detFe > 0
elastic distortion
FS,
J = detF8 = (1+ QcR) swelling distortion
F=
ReUe
polar decomposition of F1
Ce =FeTF*
elastic right Cauchy-Green tensor
T = TT
Cauchy stress
Me =
JFTTFe- T
TR = JTF T
Mandel stress
Piola stress
free energy density per unit reference volume
OR
entropy density per unit reference volume
CR
number of moles of fluid per unit reference volume
C
number of moles of fluid per unit current volume
fluid molar volume;
fluid chemical potential
grad A
spatial gradient of the fluid chemical potential
j
spatial fluid flux vector
8.1.1
Constitutive equati ons
1. Free energy
1aR
= ?R 'CeC R),
(8.1)
where Ice represents a list of the principal invariants of the right Cauchy-Green tensor
Ce.
2. Mandel stress. Cauchy stress. Piola stress
'Notation: We use standard notation of modern continuum mechanics. Specifically: V and Div denote
the gradient and divergence with respect to the material point X in the reference configuration; grad and
div denote these operators with respect to the point x = X(X, t) in the deformed body; a superposed dot
denotes the material time-derivative. Throughout, we write F*I- = (F)-1 , F~T = (F)~T, etc. We write
tr A, sym A, skw A, AO, and sym 0 A respectively, for the trace, symmetric, skew, deviatoric, and symmetricdeviatoric parts of a tensor A. Also, the inner product of tensors A and B is denoted by A: B, and the
magnitude of A by JAI = v/A: A.
78
The Mandel stress is defined by
[
9IPR(ICR)I
M=*=2C
(8.2)
0OCe>
T = 2J-Fe
&OR(Ce,
E'Ce
CR)
F
.
The Cauchy stress is,
(8.3)
Also, the Piola stress is given by
T, = JTF T
.
(8.4)
Let
jf J-1 (tr Me)
P=3
P
-
3
Je (trT).
(8.5)
G
(86
(8.6)
define a mean normal pressure.
3. Chemical potential
The partial derivative of the free-energy
OjNR(ICe,C)
OCR
represents the chemical potential of the fluid.
4. Evolution equation for F
The evolution equation for the swelling distortion F is
F8 = D8 F8 ,
(8.7)
where D' represents the stretching due to swelling of the material due to absorbed
fluid molecules and is given by
= j3J'~l
1.
(8.8)
The swelling is related to the concentration of fluid molecules in the material through
J = 1 + 92c,
(8.9)
where Q is the volume of a fluid molecule - or molar volume, (presumed to be constant).
5. Fluid flux
The spatial fluid flux j is presumed to obey a Fickian-type law
j
= -m grad p
79
(8.10)
where m is a scalar mobility coefficient, which in general is an isotropic function of the
stretch and the fluid concentration.
Specialization of the Constitutive Equations
8.2
We list below the specialized form of the constitutive equations proposed by [11].
8.2.1
Free-energy
We consider a separable free-energy of the form
PR) = ORMehaNI (ICeCR)
'OR (C,
+
RPmixing
(IcC
(8.11)
R
Here:
(i) VRm,,anica is the contribution to the change in the free energy due to the deformation
of the polymer network which arises from an "entropic" contribution. Let
/tr- 1C,(8.12)
N
define an effective stretch. Using (8.1)3 and (8.1)7, (8.12) can be written as
._
1
(1+ QcR)2/3 trCe =
Vj2/3 trCe.
(8.13)
Then, from classical statistical mechanics models of rubber elasticity (cf. [3]), we choose
the following estimate for the entropy change due to mechanical stretching - for large
values of A it is necessary to use non-Gaussian statistics to account for the limited
extensibility of the polymer chains, therefore,
rl~me~aacal = -NRkBA2
[(+)
+ln
si)(
)
sin
0
+ NRkB In J,
(8.14)
with kB the Boltzmann constant, and
L
(
C
#fl
,and
=
4)(8.15)
where
' is the inverse of the Langevin function (x) = coth(x)-x'. This functional
form for the change in entropy involves two material parameters: NR, the number of
polymer chains per unit reference volume, and AL, the network locking stretch 2.
2
The network locking stretch AL is related to the number of links n in a freely-jointed chain by AL =
80
vf.
Next, we take
a
to also have an energetic component
CR
= Js'
K (In Je)2 ,(8.16)
where K is the bulk modulus of the crosslinked polymer. This term in (8.16) is a
contribution meant to reflect changes in the internal energy associated with volumetric
mechanical deformation of the swollen polymer. The term within brackets represents
a contribution to the free energy measured per unit volume of the intermediate space,
and multiplication by P converts this to a contribution per unit reference space.
Then, using (8.12) through (8.16), and writing
(8.17)
Go 4f NRkBO,
for a temperature-dependentground-state shear modulus, we obtain the estimate
PRneanical
-(4
= GoA2
+
.
AL
-Go
(ii)
)
)AO
snh
- In8
L
sih~o
(8.18)
In J+ P[J K (In Je)2
is a chemical free-energy related to the mixing of the fluid into the host
polymer. Following Flory (cf. [16],[191) theory for the contribution to the free energy
due to mixing, we write
1faxing
/ORa
= pca+Rt9c (in (1
__
c__
1 + QCR
+ X
1
(8.19)
,
1 + fCR
where pt is the chemical potential of the unmixed pure solvent, R is the universal
gas constant, X is an interaction parameter representing the dis-affinity between the
polymer and the fluid. We note that
* The "In" term in (8.19) represents the entropy of mixing - the fluid with the
polymer - from regular solution theory, which measures the increase in the uncertainty about the locations of fluid molecules when they are interspersed.
e The "X" term in (8.19) represents the enthalpy of mixing the fluid within the
polymer network. Therefore, when X is positive, it opposes spontaneous mixing
of fluid with polymer.
In the literature on swelling of crosslinked polymers, the quantity
d2=
(1+
Ca)~1 = (A)3 = j9~1,
0< #
1,
is called the polymer volume fraction. The dry state corresponds to
represents a swollen state.
81
(8.20)
#
=
1, and
#
< 1
Using (8.18) and (8.19) the total free energy function which accounts for the combined
effects of mixing, swelling and elastic stretching is
V[(t
=#OA1
ipa=Go~~i
--AL
+ JS
K (In
Go
()P
I
#+ In
Je)2
sinh P
+ PcR +RcR In
-n-G
AL
-#oJ
3
sinh fo
+x1
(8.21)
8.2.2
Stress. Chemical potential
The Cauchy stress tensor is given by
T = J- [Go((B - (ol)] + Jel~K(In Je)1.
(8.22)
and
(8.23)
where
(f(i
L-(I),
Since L- 1 (x) -+oo as x -+ 1, the stretch-dependent shear modulus G
(A/AL) -+ 1,
The Piola stress, T. = JTF T , is given by
Go( -+ oo as
TR = Go((F - (oF~ T ) + J8 K(In Je)F-T.
(8.24)
Also, from (8.6) the chemical potential y is given by
A
= pi + Rd (ln(1 - 0) + 0 + X02) - KQ(In Je) +
KQ(ln J*)2
(8.25)
For a detailed derivation of these quantities, we refer to readers to the work of [11].
8.2.3
Mobility
Here we depart for the specialized form considered by [20] and [101. These authors considered
a mobility of the power-law form
m Oc c
(8.26)
with n > 1 a constant; this choice for the dependence of m on c models an increase in
the mobility of fluid permeation as the polymer network is "opened" by an increase in the
local fluid content. This relationship is more conveniently expressed in terms of the polymer
volume fraction, viz.
0 = (1+ QcR)~1,
51,
0<0<
(8.27)
so that, using the fact that c = J-1 cR,
.
m Oc
82
(8.28)
More specifically, [201 proposed the following form for the mobility,
M=M
(8.29)
where M > 0 has units of [m2 /s].
Although good predictions can be obtained using (8.29), not much is known experimentally about the exact nature of the dependence of m on either the stretch or the fluid
content. For simple interstitial diffusion the mobility is often taken to be a linear function
of the concentration,
Dc
m = -c
(8.30)
Ro')
with D a constant diffusivity parameter. However, following [14], in solution-diffusion theories the diffusivity is taken to be a function of the average "free volume" of Vf of the
polymer/solvent system,
D = Do exp
[_ij,
(8.31)
where Do and a are adjustable constants. [66] further assumed that the free volume vf of
the polymer/diluent system is proportional to their solvent uptake, so that the solvent in
the system provides effectively all of the free volume,
(8.32)
-
Vf OC Ca
so that
D= Do (exp [-a
,
(8.33)
in which case DD is to be interpreted as the self-diffusion coefficient of the diluent in itself.
We note that when the polymer is "dry", q5 = 1, (8.34) yields D = 0. Hence, to allow for a
small but finite diffusivity when 4 = 1, we modify expression for D to the form
D = Do (exp -
0+-o
a
(8.34)
where -y < 1, so that when q5 = 1, the diffusivity of the diluent in the dry polymer is given
by Do x y.
Substituting (8.34) into (8.30), and writing the spatial concentration c in terms of the
polymer volume fraction, leads to
m =Do(1-4) (exp [-a
(
JH#R,
1t
Henceforth, we take the mobility to be given by (8.35).
83
+-y
4
.
(8.35)
8.3
Governing Partial Differential Equations
The governing partial differential equations, when expressed in the deformed body, consist
of:
1. The local force balance in the absence of body forces and inertial forces, is
divT = 0,
(8.36)
with T given by (8.3).
2. The local balance equation for the fluid concentration,
6 = -divj,
(8.37)
which using (8.20) may be written in the form
JQ4
-
divj = 0,
(8.38)
in which the fluid flux j is given by (8.10), and the chemical potential A is given by
(8.25)
We also need initial and boundary conditions to complete the theory. Let S, and St be
complementary subsurfaces of the boundary OB of the body B in the sense 0B = S. U St
and S. n St = 0. Similarly, let S and S be complementary subsurfaces of the boundary:
B = S, USj and S, n Sj = 0. Then, for a time interval t E [0, T], we consider a pair of
boundary conditions in which the displacement is specified on S and the surface traction
on S
u=ii on S, x (0,T),
Tn = t
(8.39)
on St x (0,T),
and another pair of boundary conditions in which the chemical potential is specified on S,
and fluid flux on S
p on S, x (0, T),
j-n=j on Sjx(0,T),(
with
n, t, i
and
prescribed functions of x and t, and the initial data
u(X,0) = uo(X)
and p(X, 0) = o(X)
in B.
(8.41)
The coupled set of equations (8.36) and (8.38), together with (8.39), (8.40) and (8.41) yield
an initial boundary-value problem for the displacement u(X, t) and the chemical potential
p(4X, t).
In applications, for the case in which the environment consists of a pure and incompressible liquid, the boundary condition on chemical potential j is given by (cf. [501 and references
therein)
P" + fpg,
(8.42)
84
where p.a = pf - p, is the gauge pressure of the environment and 1P is a corresponding
integration constant (identical to (8.19)) which depends on the reference pressure chosen
and the fluid. 3
Remark Eqn. (8.42) assumes a pure and incompressible fluid. If instead, one would consider
the general case of a compressible solution of i = 1, 2... n phases, then the chemical potential
of the each phase i would be given by
A, =/pi + RV In c, +
where wi is a pressure-dependent molar volume.
3
We take p0 = 0 at p, the atmospheric pressure.
85
widp,
(8.43)
86
Chapter 9
Calibration of the theory: comparison
with experimental results
9.1
Numerical implementation
For our numerical simulation, we make use of the implementation of [11] in the finite element
software Abaqus/Standard [53]. Special four-noded isoparametric quadrilateral axisymmetric (CAX4) user-elements which couple mechanical deformation and fluid permeation are
used. Therefore, in order to model near incompressibility of the elastic deformation, we
make use of fully-reduced-integrated elements, both in the displacement and chemical potential degree of freedom. These lower order elements have lower accuracy and thus, it is
important to have a sufficiently refined mesh.
9.2
Material parameters
In this Section, we study representative examples of application of the theory as found in
the literature in order to calibrate our constitutive theory. We study (a) mechanical simple compression experiment; (b) isotropic three-dimensional free-swelling equilibrium of a
crosslinked polymer in an unconstrained, stress-free state (cf. [52}); and (c) axisymmetric
pressure-difference-driven diffusion of organic solvents across crosslinked polymeric membranes for steady-state diffusion(cf. [51]). With the material parameters therein calibrated,
we study axisymmetric directional swelling equilibrium (cf. [52], [38}).
Through the following case studies, namely, (a) simple axisymmetric compression; (b)
unconstrained isotropic steady-state free-swelling [52]; and (c) steady-state reverse osmosis experiments [51]; we will use the experimental data in order to calibrate the material
parameters of our theory, namely {Go, K, AL, x, Do, a, y}.
9.2.1
Simple compression
We begin by estimating the mechanical properties of natural crosslinked rubber through
uniaxial compression data collected by [52]. As observed in the work of [2], it is reasonable
87
to assume that the behavior of crosslinked natural rubber can be modeled using a nonGaussian (Langevin) theory with a ground-state shear modulus Go and locking parameter
AL. As shown in Fig. 9-1, we find that
G o - 0.43 MPa,
AL ; 1.5.
(9.1)
Note that a uniaxial tension test should be carried on in order to probe the response over a
broader range of stretch and get more representative values for the mechanical parameters.
To model the incompressibilityof the elastic deformation, we choose the bulk modulus K so
that,'
K = 2000.
(9.2)
G
9.2.2
Isotropic free-swelling
Following the experiments of [52], we simulate isotropic, steady-statefree-swelling of crosslinked
natural rubber in hexadecane (C16 Hs4) at V = 355K. As it is done in [51], we use this experimental data in order to obtain the "best-fit" dis-affinity parameter "X" that leads to the
appropriate amount of swelling. We consider the fluid to be incompressible with constant
molar volume
(9.3)
Q = 3 x 10~4 m3 /mol.
The crosslinked rubber has an initial height of HO = 2 mm and a diameter of HO = 2 mm;
see Fig. 9-2. Due to the symmetry of the problem, we only model one-fourth of the geometry.
The initial finite element mesh consists of 400 CAX4R elements.
* For the mechanical boundary conditions, the nodes along edge AB are prescribed to
have displacement component U2 = 0 for symmetry, while the nodes along the axis of
axisymmetry AD are prescribed to have u1 = 0; the edges BC and CD are taken to be
traction free.
* For the chemical boundary conditions, the edges AB and AD (the symmetry edges)
are prescribed a zero fluid-flux, and on the edges BC and CD the chemical potential p
is prescribed as
(9.4)
(t)= ,
where p0 is the integration constant (or referential chemical potential of the surrounding
solvent). 2
* The initial condition for the chemical potential of the dry polymer is taken to be
p(Xt = 0) = -13403.86J/mol.
(9.5)
This initial condition is computed using (8.25), with p0 = OJ/mol, 4 = 0.999,0 =
355K, J' = 1.0 and x = 0.425. Note that this initial condition depends on the value of
the X-parameter and is recomputed if the value of "X" changes. With 0e, A, and J
approximate elastic incompressibility, we choose K to be as high as possible.
'To
2
As previously mentioned, we set this value to p0 = 0.
88
Table 9.1: Material parameters for natural rubber obtained through mechanical testing and
isotropic free-swelling in hexadecane.
Go (MPa)
K (GPa)
AL
X
0.43
0.86
1.5
0.425
denoting the equilibrium values of the polymer volume fraction
A, and the volume ratio J, we find that at steady-state
ke = 0.48,
A, = 1.28,
4,
the isotropic stretch
J = 2.09.
(9.6)
The equilibrium swelling ratio of Je equal to 209%, compares with 210% measured in
the experiments of [521. The material parameters obtained so far are listed in Table
9.1.
Remark It is worth noting that due to differences in the models available in the
literature, caution must be taken when comparing our value of X = 0.425. For instance,
[521 obtained X = 0.29 using a modified Flory-Huggins free-energy which underestimate
the contribution of the enthalpic contribution, while [51] obtained X P 0.425 using a
neo-hookean description for the stretching of the polymer chains.
Remark For an incompressible elastomeric material modeled using classical Gaussian chainstatistics, [101 show that the equilibrium free-swelling may be calculated from,
Ri9 (ln(1
-
4e) + (e + X)
+ G'neo
(01/ 3 --
Oe)
= 0.
(9.7)
where Go,. is the ground-state shear modulus in the neo-hookean theory. Hence A,, and
also J, may also be determined, Using x = 0.425 and Go, = 0.7 MPa, we find
#e = 0.3549,
A, = 1.4,
Je = 2.8.
(9.8)
Thus, the results clearly show that the non-Gaussian theory, which accounts for the effects of
limited chain extensibility, predicts a significantly smaller amount of swelling at equilibrium
than the classical Gaussian-statistics-based-theory.
9.2.3
Steady-state pressure-driven diffusion -
reverse osmosis
We consider the problem of pressure-difference-driven diffusion of fluid across a polymer
membrane - commonly known as reverse osmosis. This last study allows the calibration of
the remaining parameters of our theory, namely {DO, a, y}.
The experiments of [51] involve forced-diffusion of various organic liquids (mostly fuels)
through a thin crosslinked natural rubber membrane at ?9 = 303K. A schematic of the
89
Table 9.2: Material parameters used/calibrated for the pressure-driven-diffusion simulation
(Toluene). The membrane is the same natural rubber as in previous experiments.
Parameter
Toluene
o-Xylene
iso-Octane
Q (m 3/mol)
x
Do (m 2 /s)
a
S1x
1 x 10-4
0.425
3.7 x 10-6
4.5
1.21 x 10-4
0.408
4.3 x 10-6
4.7
1.69 x 10-4
0.572
12.8 x 10-6
5.0
10-
4
1 x 10-
4
1 x 10-
4
geometry for this problem is shown in Fig. 9-4. As illustrated, a thin polymer membrane
(LO = 0.0265 cm thick) is supported by a fixed porous rigid plate which prevents deformation
of edge AB, but allows the fluid to flow freely. A pressure-difference Ap = Po is then
applied across the membrane deforming and steady-state fluid flux is reported for the swollen
membrane of thickness L. The mesh consists of 1500 axisymmetric CAX4R elements.
o For the mechanical boundary conditions, the nodes along edge AB, BC and AD are
prescribed to have displacement component ul = 0, while the nodes along edge AB
also are prescribed to have u 2 = 0; the edges CD are taken to be traction free.
o For the chemical boundary conditions, the edges AD and BC are prescribed a zero
fluid-flux, and on edges AB and CD the chemical potential p is prescribed as per
(8.42), viz.
(9.9)
i = IP+ pga,
where pga is the gauge pressure on each side of the membrane, respectively.
* The same initial conditions as in Section 9.2.2 are used.
The material parameters {DO, a, y} were calibrated in order to fit the experimental results
of [51] for Toluene, o-Xylene and iso-Octane and are given in Table 9.2. Additionally, the
molar volume Q and X-parameter for the three solvents were taken directly from [51], and
are also listed. The fit is shown in Fig. 9-5. The solid lines show steady-state volumetric
solvent flux (in units of m 3 /m 2s) versus Ap (in psig) curves for the three organic solvents
across the crosslinked natural rubber studied in Section 9.2.1-9.2.2. 3 The theory nicely
reproduces the nonlinear dependence of the flux on the driving-pressure difference for all
three solvent-polymer pairs.
3
Note that the conversion factors for pressure are: 1 MPa = 145.0377 psi.
90
Profiles of pressure, chemical potential, polymer fraction across the polymer
membrane
As previously mentioned, solution-diffusion models circumvent explicitly modeling the membrane and its mechanical contribution by making various hypotheses regarding the profiles
of pressure, chemical potential and polymer fraction across the polymer membrane. Here,
we show that most of these assumptions, although convenient for one-dimensional problems,
limited swelling and simple geometries, are erroneous.
Figs. 9-6 show the profiles of the chemical potential p, mean normal pressure i and
polymer fraction # and spatial concentration e obtained from our simulations using Toluene,
across the membrane at steady-state for a pressure-difference of Ap = 200 psig, plotted on
the deformed geometry of the membrane. The normalized concentration E is simply given
by
(9.10)
c
C )=
Cmax
where cm. is the highest concentration reached within the polymer at the particular time. In
Figs. 9-6a-c, it can be observed that both the chemical potential and polymer volume fraction
(and normalized concentration) distribution across the membrane is not linear. In fact, the
chemical potential decreases non-linearly from the feed side (normalized position 0) to the
permeate side (normalized position 1). Similarly, the polymer volume fraction increases nonlinearly from the feed to permeate side (so that the solvent molecule concentration in the
deformed polymer network decreases from the feed to permeate side). Figs. 9-6b shows the
profile of the mean normal pressure (recall (8.5)) which decreases almost linearly from the
feed to permeate side. It is important to note that the mean normal pressure on the feed side
is not equal to the feed pressure. Only the vertical T2 2 stress, shown in Fig. 9-7, is directly
equal to the feed pressure. Because of equilibrium only the T22 stress is constant throughout
the thickness of the membrane.
These profiles obtained numerically are compared to the solution-diffusion assumptions in
Fig. 9-8. The left side, x = 0 corresponds to the feed while x = 1 (right) is the permeate side.
The numerically-calculated profiles obtained (solid lines) are plotted against those assumed
in solution-diffusion theories (dashed lines). It can be observed that the pressure profile
on the feed side "jumps up" from the actual feed pressure "jumps down" on the permeate
side while decreasing almost linearly across the membrane. The chemical potential and
concentration profiles differ from the solution-diffusion assumptions in their nonlinearity
across the thickness of the membrane. We emphasize that in our coupled diffusion theory we
do not need to assume anything about the profiles of {p, It, 6} across the membrane. In our
theory, these are outcomes of the field equations, constitutive equations, and the boundary
conditions of the theory.
9.2.4
Limitation of the theory
The material parameters for natural rubber in hexadecane are listed in 9.1. As a representative example, we study the steady-state constrained swelling experiments, [521, of natural
rubber in hexadecane at V = 355K. The schematic, shown in Fig. 9-9, shows the initial polymer (ABCD) of height Lo constrained in all but the vertical directions. Only edge EE is
91
porous so that the fluid may wet the polymer only on edge CD. The polymer swells only
in the vertical direction until it reaches edge EE, at height L, which is a solid mechanical
boundary. At this point, additional absorption of fluid molecules by the polymer will create a
"reaction pressure" on edge CD (which is now superimposed to edge EE), which is measured
as well as the axial stretch (A = L/Lo). The mesh consists of 400 axisymmetric CAX4R
elements.
* For the mechanical boundary conditions, the nodes along edge AB, BC and AD are
prescribed to have displacement component ui = 0, while the nodes along edge AB
also are prescribed to have u2 = 0; the edges CD are initially taken to be traction free.
e For the chemical boundary conditions, the edges BC and AD are prescribed a zero
fluid-flux, and on the edges AB and CD the chemical potential p is prescribed as
g)= 0.
(9.11)
* The same initial conditions as in Section 9.2.2 are used.
* When the polymer's edge CD comes into contact with the solid mechanical boundary
EE, the "reaction pressure" is measured as the vertical reaction force divided by the
constant cross-sectional area of the polymer. The final height L can be adjusted, so that
each point corresponds to a distinct experiment with a pre-defined A. The results are
plotted against various pre-determined values of axial stretch (A = L/Lo) in Fig. 9-10.
We can capture the overall decaying trend of the "swelling pressure" with increasing axial
stretch A. The high discrepancies discrepancies between our results and the experiments
of [52] suggests that the model may be not be perfectly adequate. As observed by [521,
the differences may arise in part due an over-contribution of the Flory-Huggins energy of
mixing to the total free energy. Using a chemical free energy similar to (8.19), they were
unable to reproduce the experimental data - introducing a modified Flory-Huggins energy
of mixing which underestimate the enthalpic contribution allowed them to fit the data within
reasonable accuracy.
92
0
-0.2
Cn
4-a
U3
-0.4
'-o
-0.6
---Langevin
Go =
0.43, AL
= 1.5
-experiments
0
-n ._nlI
neo-Hookean G = 0.7 MPa
. . . ..
0.9
0.8
1
A
Figure 9-1: Stress-stretch curves measured via uniaxial compression test (9 = 298K) (cf.[52])
and the numerical fitting using both a neo-Hookean and Langevin model.
Solvent
D
A
C
""
B
2
3
1
Figure 9-2: Schematic of the geometry and finite element mesh for the free-swelling problem.
The horizontal AB dashed-line indicate the symmetry line while the vertical AD segment is
the axisymmetry axis; only the top right quarter of the body is meshed. Adapted from [10].
93
s>TvenT
Pga - PO
-
-
D
D
Pga = PO
C
polymer
membrane
L
polymer
membrane
LOt
C
A
A
B
__Pa =0
permeable
plate
sogven
AI_
=0
B
steady-state
initial problem
Figure 9-3: Schematic of the reverse osmosis experiment. A pressure difference Ap = po
is applied on the feed side of the membrane (edge CD) to drive the fluid flux across the
permeate side (edge AB). The dashed-line represent a porous support disk which prevents
any deformation of the membrane at edge AB, but allows fluid to flow freely.
D
D
C
C
L
LO
A
B
A
B
Figure 9-4: Simulation domain and finite-element mesh for the reverse osmosis experiment.
The undeformed mesh (left) and deformed mesh (right) are shown to illustrate the amount
of swelling.
94
1
0.8
CD
0.60.4
U Toluene
*0o-Xylene
V iso-Octane
-Simulation
-
*
02
100
200
300
400
Ap (Psig)
Figure 9-5: Comparison between numerically-calculated steady-state volumetric flux versus
pressure-difference curves and corresponding experimental data from [51]
95
-
-----
LA
Is Kri
I ..DV
2.8
2.7
100
2.6
2.5
50
2.4
0.2
2.3
0.8
0.6
0.4
Normalized Position
0
0.2
0.4
0.6
0.2
0.4
0.6
0.8
1
Normalized Position
(b)
(a)
1
0.581
0.98
-e 0.56[
0.96 ti
0.54
0.94
polymer fraction 4
-- -normalized concentration a
-
ni
0
0
0.6
'- - - - 0.2
0.4
0.8
10.92
Normalized Position
(c)
Figure 9-6: Profiles of (a) chemical potential I; (b) mean normal pressure p; and (c) polymer
fraction q and normalized concentration c along the thickness of the polymer membrane at
steady-state. The 0 normalized position corresponds to the top of the membrane (feed side).
Ap = 200 psig (1.38 MPa).
96
U
-0.5-
-2-
-2.5
0
0.2
0.4
0.6
0.8
1
Normalized Position
Figure 9-7: Cauchy stress T22 along the thickness of the polymer membrane at steady-state.
The 0 normalized position corresponds to the top of the membrane (feed side). Ap = 200
psig (1.38 MPa).
97
PO
=0
-PL
feed side
%
%
permeate
side
C
%.
%.
%.
go
-
40%
L
=0
%
%
flx
solvent
-
solvent
m
x=0
x=1
Figure 9-8: Schematic illustration of reverse osmosis. Mean normal pressure, p, chemical
potential y, polymer volume fraction # and normalized concentration Z profiles in a dense
polymer film. The direction of flux is indicated. The subscript 0 indicate the feed side at
x = 0 while L indicate the permeate side at x = 1. Numerically obtained profiles (solid line)
are shown against the solution-diffusion theories' assumptions (dashed line). Ap = 200 psig
(1.38 MPa).
98
porous
boundary
solvent
k
I -J
E
/
1
I.,
A L
L
polymer
LO
B
porous
boundary
*
A
Figure 9-9: Schematic of experiments and simulation for constrained-swelling experiments.
The thick dashed-line indicate the solid porous boundary. The total axial swelling is denoted
by A = H/Ho.
5
m
4
* experiments
*simulation
-S
Ue
Ci2
3
S
2
U
S
*
1
U
U,
UL
1
1.2
1.4
A
1.6
1.8
Figure 9-10: Comparison between simulations and experiments for crosslinked rubber to swell
in hexadecane. The "reaction pressure" is plotted against the axial swelling (A = H/HO). The
final height H can be adjusted, so that each point corresponds to a distinct experiment with
a pre-defined A.
99
100
Chapter 10
Concluding remarks
We have specialized the general thermodynamically-consistent continuum-mechanical theory
for the coupled fluid-permeation and large-deformation behavior of crosslinked polymers of
[11], and in particular introduced a new physically-motivated form of the mobility function in
(8.35). We have implemented the theory in the finite element program Abaqus/Standard [53]
by writing specialized user-elements, and have proposed a systematic numerical simulations
plus experiments-based methodology for characterizing the material parameters appearing
in such theory. Highlights of this methodology are using:
(i) mechanical simple compression;
(ii) isotropic steady-state free-swelling; and
(iii) steady-state pressure-driven reverse-osmosis across a polymeric membrane,
in combination with suitable numerical simulations in order to calibrate material parameters
in the theory, notably the "free-volume"-based fluid mobility.
Furthermore, we have shown that solution-diffusion theories make assumptions regarding
profiles of pressure, chemical potential and concentration that are not accurate when mechanical swelling and deformation of the membrane are taken into account. However, much
remains to be done. Specifically:
* Our preliminary results show that our free energy of mixing might be inaccurate for
the problem at hand. As mentioned in [52], a modified version of the Flory-Huggins
model which reduces the entropy of swelling might be needed.
* With a view towards modeling reverse-osmosis with applications towards water desalination, this theory must be complemented in order to allow multi-component diffusion
through the membrane, such as water and salt molecules.
101
Part III
Thin-Film-Composite Membranes:
Application to Reverse Osmosis in
Water Desalination
102
Chapter 11
Introduction
Only about 0.5% of the 1.4 billion cubic kilometers of the planet's water is accessible fresh
water, the rest being sea or brackish waters. For this simple reason, water desalination
plays an increasingly important part in today's industry as at least 26 countries do not have
sufficient water resources to sustain agriculture and economic development, and at least one
billion people lack access to safe drinking water (cf.[33 and references therein). In 2009,
the total desalination capacity was around 66.4 million cubic meter per day of fresh water,
providing for over 300 million people and is expected to reach 100 million cubic meter per
day by 2015.
Membrane-based reverse osmosis (RO) or thermal-based multi-stage flash (MSF) and
multi-effect distillation (MED) constitute over 90% of the global desalination capacity. Other
technologies such as electrodialysis account for only a small fraction of the desalination
capacity and is often reserved for niche application such as groundwater treatment. Although
widely used in the middle eastern part of the world, MSF and MED processes require large
footprints due to the necessity of on-site electricity-generating facilities. In the rest of the
world, RO plants are the preferred alternative since they require nearly four times less total
energy to produce a single cubic meter of desalinated water than the thermal-based plants.
Here, we focus on the membrane-based RO processes and more specifically membranes.
However, before jumping into the fray, it is helpful to outline the main steps in water desalination. A schematic of the infrastructure of an RO plant is shown in Fig. 11-2. Water
uptake is first screened in step 1 where dirt and sediment particles larger than 5 pm are
removed. The water is then treated with chemicals to remove chlorine, bad taste and odor
and its pH is adjusted. The RO separation process happens in step 3, where a thin-film
composite membrane is used to remove at least 95 % of total dissolved solids down to 0.0001
pm. The clean water is then transported to our home's faucets.
One of the most crucial, and most expensive item in RO plants is the reverse osmosis
element. Different configuration exists for RO elements (e.g. hollow-fiber module), however,
the current industry standard is the spiral wound module RO element shown in Fig. 11-3.
Its configuration is somewhat counterintuitive; the feed water (e.g. salt water) is pumped
through the feed channel spacer, which then diffuses through the RO membrane into a
permeate spacer. The permeate water (e.g. clean water) then flows through the permeate
spacer in a spiral direction all the way to the center core - the permeate collector tube. This
said, the quality of the separation process depends almost exclusively on the RO membrane,
103
which is a broad field by itself. In fact, many studies exist on cellulose acetate membrane and
nanostructured membranes using carbon nanotube, direct-growth or interfacially embedded
zeolite and many more (cf.[33], [23], [21], [24], [1]). However, the most widely used is the
thin-film composite (TFC) membrane. A schematic is shown in Fig. 11-4; the membrane
consists of
" an ultra-thin semi-permeable salt rejection layer of ~ 0.3 prm thick fully aromatic
polyamide;
" a thin porous supporting layer of ~~45 pm thick poly(ether)sulfone; and
* a porous non-woven base fabric ~~100 pm thick polyester.
Also of importance are the operating parameters of these RO elements. Typical parameters
for reverse-osmosis using TFC membranes are shown in Fig. 11-1. What is interesting to
note is that industry standard limits the maximum operating pressure to approximately 8
MPa. The reasons behind this are not well known, and is thus the objective of this chapter.
We tackle this problem by experimentally characterizing the mechanical properties of RO
membranes as well as experimentally reproducing operating conditions of simplified reverseosmosis processes.
In what follows, we first describe the experimental apparatus used in order to characterize
TFC RO membranes, Section 12.1 and 12.2. Then, Section 12.3 discusses some preliminary
results which open the way for further investigations.
Parameter
Seawater RO
Brackish water
RO
RO permeate
12-15 (open water
12-45 (groundwater)
intake)
15-17 (beach well)
5500-8000
600-3000
20% per year
Every 2-5 years
5% per year
Every 5-7 years
35-45
75-90
5.5-7
99.4-99.7
5.5-7
95-99
flux (W/m2 -h)
Hydrostatic pressure
(kPa)
Membrane
replacement
Recovery (%)
pH
Salt rejection (%)
Figure 11-1: Typical parameters for RO elements using TFC membranes [24].
104
STGMR
RO NEVARANE
CIR=
K
oenuia
*VW~dVIDLM
reesWsmsspAt
Fiur 11-2 Scemti of aue
1r
F1
of
rAt
-in
FM UT
FED
OUTMAW
N
Principte of RO Memibrane Filter
FED CHAWL SPACER
Figure 11-3: Schematic of a spiral wound module (SWM) RO element.
Reverse Osmosis Membrane
Feed water
Ultra -thin Salt Rejection Laye
Crosslinked Fully Aromatic Polyamide
0.3um
V2
Supporting Layer
Polysulfone
45um
I
FE -SEM Photograph
of RO Membrane
(UHR -FE -SEM) x
Base Fabric
Non-wover Fabric
Polyester
1.O1umn
Product Water
Figure 11-4: Schematic of a TFC membrane showing the three distinct layers.
105
106
Chapter 12
Characterization of TFC membranes
12.1
Material
As mentioned previously, the TFC RO membrane consists of a layer of polyamide, poly(ether)
sulfone and polyester. More specifically, we carried our experiments on TY82E18-Toray
membranes supplied by Sterlitech. Due to the non-conductive nature of polymer membranes, observations of the microstructure were done under an SEM after sputtering 100
nm gold particles on the surface of interest. 1 Fig. 12-1, shows an SEM picture of the
cross section of the TFC membrane. The polyester (bottom) layer is clearly seen, as well
as the polysulfone (middle). However, the polyamide layer is undistinguishable. A closeup
view of the polysulfone shows the porous microstructure. Note that the polyester layer
of the TFC membrane can be "peeled" from the poly-amide/sulfone layers. However, the
poly-amide/sulfone are so thin that separation is very difficult.
12.2
Experimental Apparatus
The objective is characterize the response of the TFC RO membranes during operating
conditions. We propose to do so through the following experiments: (a) steady-state flux
measurements using a reverse-osmosis apparatus; and (b) mechanical uniaxial tension experiments. Following these experiments, SEM pictures allow the observation of the microstructure, which hopefully will increase our understanding of the problem.
12.2.1
Reverse osmosis set-up
In order to monitor the steady-state flux with respect to applied pressure-difference, we use
a reverse osmosis device similar to what [511 used. As shown in Fig. 12-2, a pressure cell
(HP4750, Sterlitech Inc.) is used. The cylinder is filled with a solution (e.g. salt water)
which is forced through a TFC RO membrane located at the bottom of the cell (supported by
a porous metal disk) by a feed pressure from the top. The feed pressure is monitored using a
digital pressure gauge (EW-68334-25, Cole-Parmer Inc.) and is supplied through a nitrogen
gas cylinder. The whole system sits on a magnetic stirring plate (H4000-H, Biomega and
'The sputtering was under using an evaporator at the CMSE facilities by Dr. Yong Zhang
107
Scilogex Inc.) which allows a stir-bar assembly located within the cell (not shown) to rotate
and prevent concentration polarization of the solution on the membrane's active surface
(active area is ; 15 cm 2 ). The permeate flux is then collected and dynamic measurements
are made using a digital balance (ML203E, Mettler-Toledo Inc.) with 0.001 g resolution.
Note that we have used two models of pressure cell. The HP4750, shown in Fig. 12-2, is
rated for feed pressures up to 1000 psig, while the HP4750X (not shown) allows us to probe
pressures up to 2500 psig.
12.2.2
Uniaxial tension
Uniaxial tension of thin films is carried to characterize the mechanical properties of TFC
membrane and of the individual layers. 2 At first, an Instron tabletop tensile machine (see
Part I) was used to test the TFC. However, difficulties in specimen preparation resulted in
large scatter in the results. Instead, a dynamic mechanical analysis (DMA) machine was
used (DMA Q800) to carry on low-load tensile experiments, see Fig. 12-3. Small rectangle
specimen of roughly 2 cm x 1 cm are needed. An interesting feature of this apparatus is that
it allows the testing of specimen in a submerged environment, which proves useful especially
in the field of RO membranes.
12.3
Preliminary Results
12.3.1
Reverse osmosis experiments
The experimental procedure is as follows:
1. The membrane is conditioned in water at 300 psig for 2 hours as specified by the
manufacturer.
2. The cell is then depressurized ("unloading").
3. The cell is pressurized ("loading") to the desired pressure and collection of data over
5 minutes interval begins.
Note that prior to collecting the data, we make sure that the pressure is stable, and that the
flux is steady.
Fig. 12-4 shows the flux measurements for such an experiment. The "loading" was done
until a pressure of 1000 psig was reached. Then, "unloading" ensued to 100 psig followed by
another "loading" to 900 psig (there was no more water left for the 1000 psig measurement).
We clearly see non-linearities at around 600 psig and subsequent hysteresis upon "unloading".
However, when reloading, there is almost a linear relationship between the flux and pressuredifference all the way up to 1000 psig. In Fig. 12-5, a similar experiment was carried,
however, loading and unloading were limited to 400 psig. Astoundingly, we see close to no
hysteresis. Furthermore, the loading-unloading path coincides with the initial loading path
mentioned earlier, the polyester support layer can be peeled of the poly-amide/sulfone layers. However, the polyamide cannot be peeled from the polysulfone layer is they are too thin.
2As
108
of the previous experiment. This suggests that something is definitely happening at higher
pressures.
A similar experiment was carried on the poly-amide/sulfone layers only (the polyester
layer was peeled off). The results are shown in Fig. 12-6. Interestingly, at about 300 psig,
the flux-pressure-difference response becomes non-linear and the flux increases rapidly with
increasing pressure-difference. Moreover, it is noted that at 600 psig, the poly-amide/sulfone
layers "failed"; the flux becomes a steady flow and a reduction in pressure difference does
not decrease the flow (permanent holes in the membrane). Fig. 12-7 shows the "failed"
poly-amide/sulfone layer. Upon subsequent inspection of the membrane, a texture is clearly
visible; it is though that the membrane is forced through the pores of the metal support
disk (e.g. blowing a balloon) and permanent deformation ensues until failure at a "critical
pressure". SEM pictures were taken of both the permeate side of the membrane and the
metal porous disk and are shown in Fig. 12-8. In light of these pictures, it might be possible
that the membrane is "extruded" through the metal porous disk.
12.3.2
Uniaxial tension experiment
Tensile experiments were done on multiple 1 cm x 2 cm samples of the poly-amide/sulfone
layer only. Note that in the peeling of the polyester, we may have damaged some samples,
which would explain the scatter in the data shown in Fig. 12-9. However, the response seem
to be of an elastic-plastic-type with initial yield strength of approximately a, = 7 MPa.
Recall that in our steady-flux experiments, unloading after reaching 1000 psig ;:: 7 MPa
led to large hysteresis or "permanent plastic deformation".
109
Figure 12-1: Cross-section of a TFC membrane (Top). The polyamide layer is almost undistinguishable from the porous polysulfone layer. Do not confuse the black layer (top) for
polyamide. The cutting was done using a sharp knife and might have smeared the surface
of the polysulfone. A close-up view of the polysulfone porous microstructure (Bottom).
110
I
feed pressure
porous stainless
steel support disk
(15 cm 2 active area)
Figure 12-2: Experimental apparatus for measuring steady-state flux as function of applied
pressure-difference.
Figure 12-3: Dynamic Mechanical Analysis (DMA) apparatus for low-load tensile testing of
thin-film.
111
30
25
20
15
CO)
10
CO~
5
0
200
400
600
800
1000
Ap (Psig)
Figure 12-4: "Loading" and "unloading" up to 1000 psig. The membrane is initially conditioned at 300 psig for 2 hours. Each point correspond to a collection of data over 5 minutes
to insure steady-state.
3
0O
....
Conditioned at 300 PSI
25-
20
15
U)
t.-
10
a)
-4-
5
01
0
200
400
600
800
1000
Ap (Psig)
Figure 12-5: "Loading" and "unloading" up to 400 psig (bold line). The membrane is
initially conditioned at 300 psig for 2 hours. Each point correspond to a collection of data
over 5 minutes to insure steady-state. The data of Fig. 12-4 is also shown (Dotted line)
112
30
25-
S20
4S,15
~105
01
0
200
400
600
800
1000
Ap (Psig)
Figure 12-6: "Loading" and "unloading" up to 400 psig (bold line) of the poly-amide/sulfone
layers only. The layer is initially conditioned at 300 psig for 2 hours. Each point correspond
to a collection of data over 5 minutes to insure steady-state. The data of Fig. 12-4 is also
shown (Dotted line). Note that the poly-amide/sulfone layer fails at about 600 psig.
porous metal support
thin poly-amide/sulfone layer
Figure 12-7: Poly-amide/sulfone layer after "failure" (right) . A texture is clearly visible. A
schematic of what is though to happen is shown (left).
113
30 um
Figure 12-8: SEM of Poly-amide/sulfone layer after "failure" (Top). We can see small holes.
An SEM of the metal porous disk also shows how the membrane is "extruded" through it
(Bottom).
114
12
. . . ....
10
-
'd
.
8 --
6bfl
0
10
20
30
40
Engineering Strains (%)
Figure 12-9: Engineering stress vs. engineering strains
115
(%)
curves for 6 different specimens.
116
Chapter 13
Concluding remarks
In this Section, we have begun characterizing the thin-film composite membranes widely
used in water desalination using RO processes. However, these results are recent, and few
other data is available in the literature. A lot of work still needs to be done, namely
(i) further investigation of possible "compaction" of the porous microstructure at a "critical pressure";
(ii) effect of adding NaCl in the feed solution on the quality of the separation process; and
(iii) development of a theoretical framework for the coupled diffusion of multiple components (i.e. salt and water molecules) coupled to elastic-plastic deformation for TFC
membranes, as suggested by these preliminary experiments.
117
Part IV
Appendices related to Part I
118
Appendix A
Existing approaches to investigating
thermal barrier coatings
A.1
On Existing Experimental Techniques
A variety of mechanical testing techniques have been used to characterize the interfacial
properties of TBC systems, with most of the experiments being carried out at room temperature. These techniques can be grouped into four major categories: i) Mode-I dominant
experiments such as tension and budding experiments; ii) Indentation methods; iii) Mode-II
dominant methods such as direct shear, barb pull-out, and push-out techniques; and iv)
Mixed-mode - a combination of mode-I and mode-II - methods such as asymmetric fourpoint bending. In what follows, we briefly review the relevant existing techniques in each of
these four main categories.
A.1.1
Mode-I dominant methods
One of the most widely applied methods for characterizing interfacial strength of TBC in a
mode-I set-up is the tension test following the ASTM standard C633-79 (c.f., [31]). In this
method, the TBC specimen is glued between two extension bars and subjected to tensile
loading until failure of the top-coat-bond-coat interface. The interfacial strength can then
be calculated from the ultimate loading force and the area of the fracture surface. One
difficulty in applying this technique to coatings having hight strength, is that failure occurs
in the adhesion layer between the specimen and the extension bars. In order to to circumvent
this problem, [59] introduced a pre-crack at the interface and derived an asymptotic analytical
formula to evaluate the interfacial toughness. However, extreme care must be used when
interpreting this data since observations (c.f., [471) have shown that this approach can lead
to a fracture path entirely within the top-coat as shown in Fig. A.2(a), thus giving a measure
of the ceramic top-coat toughness, rather than an interfacial property.
Alternatively, [691 used a buckling technique to measure the mode-I interfacial toughness.
They monitored the budding of the coating while subjecting the TBC to in-plane compression
which they used to estimate the interfacial fracture properties. However, as noted by the
authors, difficulties with this technique can lead to repeatability issues in the experimental
results.
119
A.1.2
Indentation methods
Indentation techniques have also been used for determining interfacial properties of TBC
systems. [65] performed Rockwell indentation tests on the top-coat of as-sprayed and
isothermally-exposed TBC specimens. Unexpectedly, they observed that indentation of the
heat-treated samples resulted in less delamination area than as-sprayed samples, suggesting
an increase in fracture toughness for coatings initially subjected to elevated temperatures.
Further, image analysis of the cross-section after failure showed that in both cases, fracture
induced by indentation occurred in the top-coat and not at the interface. This suggests that
the experiment does not represent the likely failure path expected during normal operating
conditions.
[631 indented the cross-section of a TBC specimen directly at the top-coat-bond-coat
interface. They found that although the strength of the ceramic top-coat increased with
thermal cycling due to sintering, the interfacial strength is comparable to that of an assprayed TBC specimen. [58] conducted similar cross-sectional indentation experiments and
found the interface fracture toughness to be dependent on thermal cycling and showed an
apparent increase within the first few cycles. However, they observed that the top-coat serves
as a dominant energy release mechanism in TBCs, leading to potential large overestimation
of the interface fracture strength when measured via indentation since more often than not,
cracks usually appeared in the top-coat before than at the interface (Fig. A.2(b)).
To our knowledge, all indentation techniques aimed at determining interfacial properties
are constrained to measuring properties within a small area and might thus not be suitable
for representing the global behavior of the material 1. In addition, one major shortcoming
of these methods is that failure of the interface tends to occur simultaneously with failure
of the top-coat, thus producing experimental results which do not only reflect the interfacial
properties
A.1.3
Mode-II dominant methods
Various methods have been developed in order to measure the shear properties of top-coatbond-coat interface. [39] and [37] did push-out tests where a TBC specimen is forced to
pass through a narrow channel where the ceramic top-coat is sheared off. A schematic of
the method is shown in Fig. A.2(a). As observed in mode-I experiments, the measured delamination toughness was found to significantly decrease as the growth of the TGO layer
progressed. However, these methods require highly refined specimen preparation and buckling of the top-coat can have a significant influence on the results. These shortcomings limit
their application in toughness characterization experiments.
Alternatively, [62] developed a direct shear test in which a 1mm x 1mm top-coat island
was prepared on top a metal substrate and subsequently sheared off by a steel tool blade.
The experimental results where then used in a finite element analysis to determine the
'This general shortcoming of indentation techniques is usually overcome by automatically performing
a grid of test over a relatively large area of the material. In the case of indentation experiments aimed
at probing material properties near an interface, the location of the indenter is crucial and thus would be
extremely difficult to automate. This limits the number of indentations that can be performed within a
reasonable time frame, and thus limits the area whose properties can be probed.
120
fracture energy and mode-II stress intensity factor. Although still requiring refined specimen
preparation, this method does not have the shortcoming of potential buckling of the topcoat. Thus, it provides a relatively simple and direct method of obtaining mode-II interface
properties.
A.1.4
Mixed-mode methods
Modified bending tests are become increasingly popular since they allow the characterization
of TBC interface properties under mixed-mode loading. [18 measured in-situ interfacial
crack initiation and subsequent propagation by loading simply supported beams using steel
micro-tips. Initially, single-center-point loading is used to induce a vertical crack that extends
through the ceramic top-coat to the interface. Then, the single-point load is horizontally
translated causing the crack to propagate along the top-coat-bond-coat interface. This
approach forces the TBC to crack in a controlled fashion, thus avoiding the appearance of
segmented cracks.
[30] and [681 did modified four-point bending experiments where a metal stiffener was
first glued on the top of the ceramic top-coat. A notch was then introduced by cutting
through the stiffener, to the interface as illustrated in Fig. A.2(b). Although this modified
method successfully suppresses the formation of segmented cracks, we have found through
experimentation with this technique, that sample preparation, especially the cutting of a
notch to a very precise depth, is extremely difficult. Inaccuracies in the notch depth may
damage the interface and may, upon subsequent loading, cause cracks perpendicular to the
interface to initiation before delamination occurs.
[55], [70] and others have used symmetric four-point bending configurations. In such
experiments, due to the inherent variability of the properties of the interface and the specimen loading, they found it difficult to get the delamination to initiate and propagate in a
completely symmetric manner
In a similar fashion, [67] glued two TBC specimens onto a steel stiffener to form an asymmetric beam. Due to the asymmetry, the delamination crack naturally proceeded towards
one end of the beam, rather than asymmetrically as has been observed by [64], and no prenotching is required. This method further benefits from having the metal stiffener act as
an energy storing mechanism, which aids in driving the delamination once crack initiation
starts. This method allows for simpler sample preparation as well as finer control of the
experiments since the metal stiffener can be tailored, both in its geometry as well as in its
material properties, to complement the machine which will be used in testing the sample.
A.2
On Modeling TBC Failure
The development of suitable constitutive theories for modeling failure of TBC systems, and
a robust numerical implementation of said theories, is a necessity in future development
and deployment of TBC systems in practice. Important efforts at modeling TBC system
failure include the works of [6], [5], [281 and [29] and references therein 2. In these works,
2
Note that some of these papers focus on EBPVD sprayed coatings; however, the methodology discussed
therein equally applies for plasma-sprayed coatings.
121
the authors investigate failure of TBC systems by considering a representative unit-cell of
the bond-coat-top coat interface which can capture a single surface imperfection. A typical
surface imperfection in a plasma-sprayed coating is in the order of 10 pm, thus a typical
unit cell considered by these authors consists of a similar amount of interfacial area. When
modeling the degradation and failure of a macroscopic part, i.e. an entire turbine blade,
such simulations quicIdy become untractable due to the computational expense required to
resolve the surface roughness of the interface over a large body. Even when the interface
roughness is not resolved in detail, modeling the oxidation of the bond coat requires resolving
the oxide layer which is also in order of 1 pm (e.g. [41]). Thus, we require a theoretical and
computational technique which can be suitably applied to model degradation and failure of
a TBC system at a the macroscopic length scale such as that of a turbine blade.
To this end, we adopt a description of the TBC system in which we do not explicitly
model oxidation; rather, we assume that oxidation manifests itself only indirectly by changing
the resistance of the TBC system to spallation. With such an approach, the computational
requirements of resolving the oxidation layer are relaxed, and simulations of macroscopic
objects with larger dimensions become tractable.
122
TOOost
(a)
600pm
(b)
Figure A-1: (a) cross-section of TBC specimen after the tension test (adapted from [47]);(b)
crack induced by cross-sectional indentation (adapted from [58])
123
Load
Pushout blook
TSC
Support block
Substrate
speciffmSupport
btck*
(a)
P/2
~0X4
Notch
P/2
Stffkaer
h=~--(2
W -2.7
__Sabstrate
4
+ bond cost
L1-20
50
b-~-3.3 B
Unit: nun
(b)
Figure A-2: (a) schematic of a push-out test (adapted from [40]);(b) schematic of symmetric
four-point bending sample and experiment (adapted from [70])
124
Appendix B
Numerical implementation of
traction-separation law
B.1
Time Integration Procedure
A fully-implicit time-integration procedure for the interface constitutive model presented in
Section 3.3.2 is detailed in this section.
Let [0, T] be the time interval of interest. We assume that at time tn. C [0, T1 we are given
{5, D., sin},
as well as
6b and Ab,
(B.1)
where A6 is a displacement jump increment which occurs over a time interval At, the timeintegration procedure in this displacement driven problem is then to calculate
, si,n 1},
{t+1,6+ 1, D
at time
tag = t + At.
(B.2)
For later use, the deformation resistance is integrated as
(B.3)
8
S,n+1 = si,o(l - Dn+1),
where the damage parameter at the end of the time increment is given by
Sp - Per
and where the relative equivalent plastic displacement is
=
(
)+
a(6
i )2.
(B.5)
The flow rule, reiterated here from (4.21)
5f =MmN
+6TmT.
125
(B.6)
is integrated using an implicit Euler scheme
bn+ 1
=5
= 6pn+ AbP(B7 6
+In+At 6.P
P(B.7)
where A8P is the plastic increment in the displacement jump. Then, using the constitutive
equation for the tractions (4.14) we may write
tn+1 = K
[4n+1 -
45+11
= K [6n - 6P + Ab - A ]
(B.8)
= K [8 e'trial - AP]
where we have defined a trial elastic displacement jump 6e'tr" =
quantity at the start of the integration procedure. Further, let
6
n+1
t&a = K6t"
-
6b which is a known
(B.9)
be the trial traction, such that (B.8) may be written as
tn+1 = tt'al - K [A6P].
(B.10)
During plastic flow, according to the yield condition (4.21)3, we have that the yield
functions (4.19) must be equal to zero, that is
tN,n+1 -
ItT,n+1 + A(-tNn+1)
-
N,n+1 =
0(B.11)
Tn+1 =
0.
In this particular implementation, for simplicity, we set the constitutive friction coefficient
p = 0. 1 Note that in writing (B.11), we have used the fact that for a two-dimensional
deformation problem ;i = ItT,n+1 IFinally, using equations (B.3), (B.8) and (B.9) in (B.11), we obtain the stress update
equations
t*a
tt'
-
KNA N -
SN,O (1 -
Dn+1 ) = 0,
- KTAbr - ST,o (1 - Dn+1 ) = 0.
where the damage Dn+1 , which is also a function of the plastic displacement jump increments,
is given by (B.4).
We also define trial values for the yield functions
N
cjgiaL
SNO,
(B.13)
It|alI _ STO.
LIt is worth noting that when cohesive elements are used to model the interface between two surfaces,
one may use particular surface interactions in order to add a friction to the tangential sliding behavior of
those surfaces. Such surface interactions are built into Abaqus/Standard.
126
such that we may determine if a mechanism is deforming plastically based on the following
conditions,
if
I,"a < 0 then we have an elastic step,
if V' ' > 0
then we have a plastic step.
Depending on which mechanism or mechanisms are deforming plastically during the time
integration step, we will have different procedures for solving the stress update equations
(B.12) for the plastic displacement jumps A6P. The different possible cases, and how to
solve these, are outline in Sections B.1.1 through B.1.3.
Once the plastic displacement jump increments A6PN and AbT. have been found, we need
to update all other necessary variables in the theory. First, according to (B.7) and (B.5),
the plastic displacement jumps and the equivalent plastic displacement are updated as
N,n+1 -
N,n
=P~~
- P~
+
NI
and S
N
2 +2.
(B.15)
<<
(B.16)
+ A41,
The damage variable, through (B.4), is simply computed as
f
-
,
Dn+ = ?+
if
S
cr
< on
SPI.
Finally, the deformation resistance is updated as
SNn 1 = SN,0(1 - Dng),
(B.17)
sT,n+l = ST,0(1 - Day),
and the tractions are updated through
tN,n+1 =N'''
-
KNAJPN2
(B.18)
tTn+1 = t;ial - KTAP sign(tr'a),
Solving for Ab1 . Case 1: V"" > 0 and <D" < 0
B.1.1
In this case, only the normal mechanism is deforming plastically, the tangential mechanism
is elastic, and AbP = 0. Substituting (B.4) into (B.12)1 yields
N-
KNAbN -
N,O
+ SN,O
(+
(
fcr
127
+-
(B.19)
which must be solved for APN. Let us define
a, = pe- S!,
a2
= t
-
a4 = 1 -
N,O -
SN,a
KN
2
a1
al-K 2,
(B.20)
SN,O
a,5 = 2
N,n
a6 = a3
+
6
1
2
a
~~
2
NS
SN,O
such that (B.19) maybe written as a quadratic equation
a4 ANi
2
(B.21)
+ a5 A6N +a 6 = 0.
and the normal plastic displacement jump increment A3gN is simply found through the roots
of (B.21) as
(B.22)
- 4 a4 a6
/aj
2a
A6P, = a5
4
In order for the plastic displacement jump increment computed through (B.22) to be a
valid solution to the problem, it must satisfy two conditions, namely
APN
-a,(a
>
01(B.23)
KNA6) > 0-
2 -
The first condition simply states that the plastic displacement jump increment must be
positive, as required in the theory. The second condition is equivalent to the requirement
that the damage variable D,+ 1 > 0. If both conditions (B.23) are satisfied then the solution
(B.22) is accepted. If the second condition (B.29) 2 is violated, it means that there is no
damage during this step, in which case the normal displacement jump is simply computed
from
ttN
=bN
=
128
SN
~N,
KN
(B.24)
B.1.2
> 0 and <bijal < 0
Solving for A6P. Case 2: <bia'
In this case, only the tangential mechanism is deforming plastically, the normal mechanism
is elastic, and APN = 0. Substituting (B.4) into (B.12)2 yields
+ A6P) 2 +a(6~n +-
tTI I - KTA6T - sTo + sTO
f
.kN
(B.25)
er
which must be solved for APT. Let us define
a1
= 65 - SP5
a 2 =|ttial
|
s ,O
-
-
8
sO
a1
,2 + a 6P 2
a3=6n
)2
a 4 = a - (a
azi = 2
(B.26)
ST'O
=2 (a~ +KTa2 a~)
ap4n + S2
TIO
a6 = a3 - (a)
such that (B.25) may be written as a quadratic equation
a4 Ag
2
+ a6 A6P + a6 = 0.
(B.27)
and the tangential plastic displacement jump increment A6P is simply found through the
roots of (B.27) as
A6; = a,5 +
k Va-
2a 4
4 a4 a 6
(B.28)
In order for the plastic displacement jump increment computed through (B.28) to be a
valid solution to the problem, it must satisfy two conditions, namely
AbT> 01
(B.29)
-a,(a2 - KTAFT) > 0.
The first condition simply states that the plastic displacement jump increment must be
positive, as required in the theory. The second condition is equivalent to the requirement
that the damage variable D,+ 1 > 0. If both conditions (B.29) are satisfied then the solution
(B.28) is accepted as a valid solution. If the second condition (B.29) 2 is violated, it means
that there is no damage during this step, in which case the tangential displacement jump is
129
simply computed from
ItiIST'o
T
KT
Ab
B.1.3
(B.30)
Solving for AP. Case 3: <bial > 0 and <1%7ia > 0
In this case, both the normal and the tangential mechanisms are deforming plastically. We
begin by rewrite (B.12) as
tNi' - SN,0
KNAN + Dn+1 = 0,
sN,O
It
I
SN,O
sTo
-
(B.31)
0
KTA+D
_
,+ Dn+1 = 0,
ST,O
STO
which must be solved simultaneously for APN and AP. Let us define
ttNial
8
-
N,O
SN,O
a2 =
ItTP' I
(B.32)
8
-
TO
STO
such that (B.31) may be written as
KNA6 N
a1
+
SN,O
a2
Dn+1 = 0,
(B.33)
+
KTA
5
T,O
Dn+ 1 = 0.
Then, subtracting (B.33) 2 from (B.33) 1 yields
a-
-
N
AP -a
SN,O
2
+ -AbP.
= 0.
(B.34)
ST,O
Further, let
a3
=
as
(a1 - a2)sN,o
=KN
KTsN,O
a4 = KNO
(B.35)
KN ST,0'
such that, (B.34) may be written as
A oN= a3 + a4 A5T.
130
(B.36)
Substituting (B.36) into (B.31) 2 and rearranging yields
-a.
(a 2 -
-
-
(3+,
+ (a3 + a4 A6T)) 2 + a(6 + AbP)
2
(B.37)
Now let us define
a6 =a 2 -~
a5
a 7 = a+ a 4 _ (STaO
(B.38)
a8 = 2a6,, + 2a4(bNn + a 3 ) + 2a6 a K
(6i,.
+ a3 ) 2 - (asa6 )2
.
ag = a 6in2+
such that (B.37) may be written as a quadratic equation
a7 A6o
2
+ a8 A6PT + a9 = 0,
(B.39)
and the tangential plastic displacement jump increment ART is simply found through the
roots of (B.39) as
a8 L Va--- 4 a7 ag.
2a7
The normal plastic displacement jump ARN
(B.40)
is then solved using (B.36).
In order for the plastic displacement jump increments computed to be a valid solution
to the problem, they must satisfy the following conditions
APN > 0,
(B.41)
-a5(a3 - a4 KTAb6) > 0.
The first two conditions simply state that the plastic displacement jump increments must
be positive, as required in the theory. The third condition is equivalent to the requirement
that the damage variable D., 1 > 0. If the third condition (B.29) 3 is violated, it means that
there is no damage during this step, in which case the normal and tangential displacement
jumps are simply computed from
N =
~l-
SNO
KN
A6"
1T< - ST O
T 7 KT
131
(B.42)
B.2
Computing the Element-Level Stiffness
The time-integration procedure discussed in Section B.1 gives an algorithmic incremental
constitutive function for the traction t,+ 1 at the end of the step of the form
t,+1 = tn+1 (Pni 6,p bn+).
or equivalently
tn+1 = tn+l(iQe,trd)
(B.43)
Within an increment, the internal variables (Pn, 6%) appearing in the traction argument are
fixed, and in globally implicit finite element programs only the guess for the total strain bn+i
(associated with the guess for the displacement field un+1) changes during a global NewtonRaphson equilibrium iteration. The incremental form of the term A (For simplicity, we
will henceforth refer to 6 as being the displacement jump at the integration point) is the
consistent tangent modulus or Jacobian required for such equilibrium and is given by
D
Equivalently, since .5e''
-
Oin+1(, 6.
Obn+1
(B.44)
6n+1)
= 6n+1 - 6P, we also have that
D =
(B.45)
8af+
1( (P,6ety.sW)
ar 6 etrial
For the specific two-dimensional cohesive elements with only displacement degrees of freedom
presented in the previous section, the consistent tangent is given by
DN
[n+l
DTT
D
ONT,n+1
DTN
5 tr
OTN,n+1
(B.4i
6N
jDNT
DNN
tr-al
Let us recall our incremental relationships for the yield condition
KNAN
-
It 1a I -
-
sN,O (1
KTA6TP - sTo
-
Dn+1 ) =0,(B.47)
(1 - Dn+l) = 0,
as well as the constitutive update for the traction
t N,n+1 = KN
tTn+1 = KT
-tria
654*
I+ KN
r6t
]
A
-
(B.48)
LX661
Substituting the incremental expression for the damage (B.4) into (B.47) , yields
t*|"' - KNA6N
|t*"a
I-
KTA6T
T
sN,O
-
-
+ s (B
A
sTo +
132
-
0,
sT'(B - 6 ) =0,
A
(B.49)
where
+A6 )2
(
=
(B.50)
.
B
First, we will compute the DNN term in eqn. (B.46). Taking the derivative of eqn. (B.48)1
with respect to 6g"' yields
N
1
= KN
(B.51)
.
'id
Next, differentiating (B.48) 1 with respect to J,tar yields the DNT term
=N,+1
= -KN
AN
(B.52)
c9ttraial
Similarly, differentiating (B.48) 2 with respect to Ktr" and ff:tr'al gives, respectfully, the
terms DTN and DT
&tT,n+1
(
(B.53)
-KT
-
Offirial
(B.54)
abetrial
We take the derivative of (B.49) 1 with respect to 5
.
We now need to compute the partial derivatives involving the plastic increments appearing
in eqns. (B.51), (B.52), (B.53) and (B.54).
After some manipulations we
get
D OA6T
KN
(A3k
(B.55)
where
D
SNOQ5 ,n + APN)
AB
-
C=KN
-SN,o(bTn
+ AbT)
AB
133
(B.56)
Next, we take the derivative of (B.49)1 with respect to
rial
(B.57)
C Betrial.
are trial
Similarly, we take the derivative of (B.49) 2 with respect to
KTi(tri)
OA6;
aj~e: tria
F +ARN
sgnt
=
6e*''".
+ T
This leads to
(B.58)
,tr 1
where
asTo(3 ,.n + APT)
E = K-
AB
F -T'O(b"n
(B.59)
+ AbNP)
AB
Then, taking the derivative of (B.49) 2 with respect to
tra'a yields
F 3O"bP
~9Eria
(B.60)
Since equation (B.55) and (B.60) are linearly coupled, we can substitute (B.60) into (B.55)
and straightforwardly solve them.
DFy-1
CE]'
KN (i
8A6__
r
C
a-
(B.61)
DF\~1
FKN
CE
aA6T
CE
Similarly, substituting eqn. (B.57) and (B.58) and solving leads to
OA6Tp
Bage~a
KT
KE
(
/
IF)'sntti
E DF 7.
E1
sign(tr),
(B.62)
DaA
6
DKT
E ( DF\
~raL-CE
-1.,.
sign(t
).
Hence, eqns. (B.51), (B.52), (B.53) and (B.54), along with (B.61) and (B.62) allows us to
fully characterize the consistent tangent D given by eqn. (B.46) and consequently compute
the element-level stiffness.
134
In summary, the components of the consistent tangent are as follows
KN
Otz~n+1
84tial
KN CE (1
),
(B.63)
DF
-KPFKN( 1
KJCE (~CE]
=KT
(1
DFV
KT I
-
CE
CEj
E
sign(t'").
.
0O
DF)-~ra
sign(t
CE
DKT
&tN,n+l
atT,n+1
CEE
C
(Ket*il
967:-__
DFV'
1
'
&N,n+(
It is worth mentioning that in the case of an elastic step for both normal and tangential
mechanism, the consistent tangent simplifies to the elastic tangent
D =.T
(B.64)
0
KN
On the Failure of an Interface
B.3
At the end of the time-integration procedure, one must check whether the plastic displacement jump increments Ab obtained during this step causes the cohesive element to fail. In
order to check this we compare the equivalent plastic displacement jump at the end of the
with the failure displacement jump measure Ff. In summary
increment 64
if
Sp,1
if
S + <S
;>
then, the cohesive element has failed completely,
then, compute the jacobian and step forward in time.
If any integration point within the cohesive element has failed, according to the criteria
(B.65), we set the traction t and the jacobian matrix D for all integrationpoints within the
cohesive element to zero
D =
0 0
.
(B.66)
Then, according to eqns. (4.31) and (4.33), fu = 0 and Ku = 0. It is worth mentioning
that there are multiple ways to fail a cohesive element. For instance, consider a cohesive
element with two integration points. Then, one can choose to fail the whole element solely
based on whether or not a single integration point has reached the failure value. Depending
on the geometry and the interpolation functions, this may increase instability along the
crack. Alternatively, one can decide to fail each integration point individually. For instance,
a cohesive element with two integration points submitted to a peel test might have an
integration point that has failed, while the other has not. Hence, it is clear that for a refined
135
enough mesh along the cohesive zone, that is for cohesive elements whose width is small
enough, those two approaches for the treatment of failure should lead to identical results.
In our numerical implementation, we have opted for the former method, which consists in
verifying whether or not a single integration point has reached the failure value.
B.4
Numerical Implementation in a UEL
****
**
*****
***
* ****
****
***
*
In this section, we will discuss the main aspects of writing a user-element subroutine for
implementing the previously discussed constitutive model for cohesive elements. Note that
this procedure is general in a sense that almost any constitutive model could have been
chosen. A complete user-element subroutine for two-dimensional cohesive elements using
the interface constitutive model presented earlier is given. The user-element subroutine for
cohesive elements is mainly divided as follows
* ********
**
*****
****
****
**
*
Dummy Mesh Output Section
**
***
****
***
**
* ******
*****
*
-module global
-subroutine UVARM
**
** ********
****
**
** ******
*
Main UEL subroutine Section
-Initialization
-Begin loop over integration point
-do time-integration procedure
-update state-variables
-compute element-level residuals and stiffness
-End loop over integration point
-Assembling the global residual and stiffness
-Defining the global variables to be sent to the UVARM subroutine
* ***
**
***
**
*****
**
***
*********
*****
****
**
***
*
Secondary subroutine for calculations Section
-Any subroutines used in the calculations
Here,
1) Dummy Mesh Output
The first part of the UEL is used to
* Define global variables that will be shared among the different subroutines within
the script. The line parameter(numElem= , nIntPt= , nShift=) discussed in
Section B.5 must be modified.
* Store the desired variables into uvar which can be visualized on the dummy mesh.
This is done through the UVARM subroutine and is called for every user-elements.
136
2) Initialization
The second part of the UEL is where we
* Define all the variables in the script.
& Define the elements to be used along with their shape functions and integration
points.
e Read the material properties.
9 Read the state variables.
* Read the nodal quantities for the element and compute, for instance, the displacement jumps.
3) Integration point calculation
For each integration point, we compute the time-integration procedure for the constitutive model.
* Computations are done for each integration point of the user-element using Gauss
quadratures.
* State variables are updated and saved for the next increment.
* We check if criteria for failure are met.
* Element-level residuals and stiffness are defined.
4) Assembling the global residual and stiffness
In this part, we assemble the global residual(RHS) and stiffness(AMATRX) for the
Newton-Raphson minimization algorithm of Abaqus/Standard. We also define what
variables to be sent to the UVARM subroutine for visualization.
e Computes RHS and AMATRX.
e Defines the global variables to be sent to the UVARM subroutine for visualization.
5) Secondary subroutines
This last section of the script includes all the necessary subroutines created by the user
that are used throughout the main script. For instance, the integration procedure is
computed in a subroutine called INTEG.
B.5
Guide to Creating an Input File for Use with a
User-Element Subroutine
This section explains how to create an input file for use with a user-element subroutine (UEL)
for cohesive elements in Abaqus/Standard. Emphasis is put on the specific requirements
regarding cohesive element modeling, and the steps for creating an input file in Abaqus/CAE
is not discussed in detail.
137
Creating the cohesive elements in Abaqus/CAE
* Draw the part with a finite thickness layer of cohesive element at the interface. We
will further discuss this in Step 5).
* Insert part into Assembly
e Mesh the cohesive elements (COH2D4) using quadrilateraland sweep making sure the
layer is only one element thick.
* Mesh the rest of the model and create the necessary element and node sets. In particular, create two distinct node sets for both the top and bottom nodes of the cohesive
elements.
* Right click on your Model name => Edit Attributes.
- Check the box that reads "Do not use parts and assemblies in input files".
e Create job
9 Right click on your Job name => Write Input.
The input file will be written to your Abaqus working directory.
Modifications of input file
1) Adding the User Elements.
Before *Element, type=COH2D4 insert the following two lines:
*User Element, Nodes=4, Type=U1, Iproperties=1, Properties=10, Coordinates=2,
variables=18, Unsymm
1,2
In the first line:
e Nodes= is the number of nodes for the user element.
* Type= assigns a name to the user element.
e Iproperties= is the number of Integer properties passed into the UEL.
& Propeties= is the number of FloatingPoint properties passed into the UEL.
* Coordinate= refers to either 2D or 3D simulation
* Variables= is the total number of internal variables per element. This is equal to
the number of internal variables multiplied by the number of integration points.
e Unsymm specifies that the tangent matrix defined in the UEL need not be symmetric.
138
The second line determines the active degrees of freedom of the UEL. In this case,
1 and 2 refer to the x-displacement (D.O.F. 1) and the y-displacement (D.O.F. 2),
respectively.
Furthermore, in the line containing *Element, type=C0H2D4, change type to U1.
2) Making the Dummy Mesh.
Since Abaqus 6.10 does not support user-element visualization, we create a "Dummy
Mesh" for the cohesive elements. These elements are connected to the same nodes as
the UEL elements but have different numberings and properties.
9 Copy *Element, type=U1 including all the data lines underneath.
* Paste this after the last *Nset or *Elset that you have created.
* Change the type to type=COH2D4, the Abaqus built-in cohesive elements.
* Increase all element numbers by a fixed factor such that there is no repeated element numbers between the dummy mesh and any other elements in the model.
Make sure to create an element set for all these dummy elements
For instance, if you have 200 cohesive elements (and consequently, 200 Dummy
cohesive elements) and 300 regular continuum elements in your simulation, you
would increase the element number for the Dummy cohesive elements by a factor
of at least 301. Choosing that number to be 1000, the result would look like
*Element, type=COH2D4, elset=DummyCobElem
1001 ,1 ,61 ,96 ,4
1002 ,61 ,62 ,95 ,96
1003 ,62 ,63 ,94 ,95
1004 ,63 ,64 ,93 94
1005 64 ,65 ,92 ,93
1200
276 ,277 ,314 ,315
3) Material Properties.
We now need to define the material properties for both the UEL elements as well as
the dummy elements. This input should look like
******
**
*****
** ******
***
UEL COHESIVE
**
*uel property, elset=RightCohElem
10.OdO , 9.dO , 0.01dO ,0.01d0
1.75d0
.75d0
1.OdO
9
* ****
***
*****
**
***
***
***
,
5.5d0
,
1.D3 , 1.D3
**
**DUMMMY COHELEM
**
**
* ***
******
* ******
**
***
*Cohesive section, elset=DummyCohElem, material=adhesive,
response=traction separation, thickness=specified
1.0,1.0
*Material, name=adhesive
*Elastic, type=traction
1.0E-10,1.0E-10,1.0E-10
139
*User output variables
9
Some things to note:
9 In Step 1), we have specified 10 FloatingPoint properties and 1 Integer property.
Notice how we are giving those material properties.
* The Integer properties specifies the number of global output variables. These
variables can be used for displaying different quantities via the dummy mesh,
computed at the integration points of the UEL elements. That number should
also appear after the *User output variables command line in the dummy
mesh definition.
e The properties given for the dummy cohesive elements are taken so that these
elements do not affect the overall response of the system. Note that we do not
specify any criteria for softening/failure.
4) Defining the Step.
The UEL outputs quantities are visualized via the Dummy cohesive elements. The
following command must be included in the *Step definition
*Output, field
*Element Output, elset=DummyCohElem
uvarm
Here,
* The command *Output, f ield requests output that can be visualized, these are
called field outputs, i.e. used in contour plots.
5) Creating zero thickness cohesive elements
In Step 1), we have created cohesive elements with a finite thickness. In order to make
them zero thickness, we want to project the top nodes of the cohesive elements onto
the bottom nodes. This is the reason why we created node sets for the top and bottom
nodes of the cohesive elements. Here is a small Matlab code that can do it.
fid = fopen('MyinputFile.inp');
while feof(fid)~=1
tline = fgetl(fid);
%Get all the nodes
if isempty(strfind(tline,'*Node,nset=nall')) == 0;
Nodes=(fscanf(fid,'Xg, %g, %g",[3 inf]))';
end
%Get the nset with the nodes to be projected
if isempty(strfind(tline,'*Nset=Top')) == 0
data = fscanf(fid,'%i, %i, %i, %i, Xi, Xi, Xi, %i, Xi,
Xi, Xi, Xi1,[16
inf)';
data=reshape(data',1,size(data,1)*size(data,2));
data = data(data~=0);
140
Xi, %i, %i, Xi,
NSETTOP = data';
end
XGet the nset with the nodes to be projected ON
if isempty(strfind(tline,'nset-Bottom')) = 0
data = fscanf(fid,'%i, Xi, Xi, Xi, Xi, Xi, Xi, Xi, %i, Xi, Xi, Xi, Xi,
Xi, %i, Xip,[16 inf])';
data=reshape (data',1, size(data, 1)*size (data,2));
data - data(data=0);
NSETBOT = data';
end
end
fclose(fid);
%Get the nodes to project and their coordinates
TopNodes = Nodes(NSETTOP,:);
BotNodes = Nodes(NSETBOT,:);
TopNodes(:,2) = BotNodes(:,2);
TopNodes(:,3) = BotNodes(:,3);
Nodes(NSET,:) = TopNodes;
File = fullfile(cd,'NeuNodes.inp');
fid=fopen(File, 'w');
for i = 1:length(Nodes)
fprintf(fid,'%d, %.5f, %.5f \n',Nodes(i,1), Nodes(i,2), Nodes(i,3));
end
fclose(fid)
Some remarks,
* This will generate a file with a new list of nodes. In the input fie, replace all the
data lines below *Node,nset=nall with the data lines from the generated file.
Modification of the UEL subroutine
The input file is now ready to be used. Before running, however, in the UEL subroutine,
you must modify the line containing parameter (numElem= ,nIntPt= ,nShift= ):
e numElem= equal to a number greater or equal to the total number of elements in your
real mesh.
e nIntPt= equal to the number of integration points per dummy element.
* nShift= equal to the difference in numbering between the dummy elements and the
real elements defined in Step 2). Since we have increased the element numbering by
1000 in Step 2), that number should be 1000.
141
Running the simulation
The job can now be run by typing the following command in the directory containing the
UEL subroutine and the input file:
abaqus double inp=MyInputFile.inp user=MyUelSubroutine.for job=MyJobname
B.5.1
Input file for UEL
This input file creates a single cohesive element along with its dummy counterpart. The load
is applied directly on the node of the cohesive element.
Educational example on user-elements for cohesive zone modeling
**
**
By Jacques Luk-Cyr,
June 2013
**
**
*HEADING
One element
** PARAMETER DEFINITION
**
**
**
MODEL DEFINITION
**
*Node, nset=nall
0.,
1,
2,
0.100000001,
3,
0.,
4,
0.100000001,
0.
0.
0.
0.
**
* *****
** ****
****
**
**
** **
**
****
* ***
*****
*
** Cohesive Elements
**
*User element, type=U1, node=4, coordinates=2, properties-10, Iproperties=1, variables=18, unsymm
1,2
*Element, type=Ul, elset=CohElem
1, 1, 2, 4, 3
**
**
****
***
***
***
****
*
********
Dummy Cohesive Elements
**
*****
****
****
****
**
*
** **
**
*Element, type=COH2D4, elset=Dummy-CobElem
10001, 1, 2, 4, 3
**
*Nset, nset=Left
142
1,3
*Nset, nset=Right
2,4
*Nset, nset=Bottom
1,2
*Nset, nset=Top
3,4
*Nset, nset=BottomRight
2
*Nset, nset=TopRight
4
*Node
999,0.05,0.05
*Nset, nset=RefPt
999
MATERIAL DEFINITION
**
**
* ***
**
*****
***
* ********
** DUMMY COHESIVE ELEMENTS
**
** ***
*****
***
***
* *****
**
*Cohesive section, elset=DummyCohElem, materia]L=adhesive, response=traction separation,
thickness=specified
1.0,1.0
*Material, name=adhesive
*Elastic, type=traction
1.0E-3,1.0E-3,1.0E-3
*User output variables
9
**
**
*****
****
*****
***
* ***
COHESIVE ELEMENTS
********
****
***
**
**
****
** ***
*
**
- UEL
** ***
********
**
*uel property, elset=CohElem
10.OdO , 8.OdO , 0.01dO ,0.01dO
1.0d0 , 1.OdO , 9
,
0.25d0
,
0.30d0
**
** BOUNDARY CONDITIONS
**
*Boundary
Bottom, 1,2
*Equation
2
Top,2,1.0,RefPt,2,-1.0
*Equation
2
Top,1,1.0,RefPt,1,-1.0
**
143
,
1.E3
,
1.E3
** STEP DEFINITION
**
*Step, Name=Loadl, nlgeou=yes, inc=10000
*Static
0.00001, 1.0, 1E-8, 0.01
** Loading
*Boundary
RefPt,2,2,0.35
RefPt,1,1
**
**
Output
*Output, field
*Node output, nset=nall
u,rf
*Element output ,elset=DummyCohElem
uvarm
**
*Output, history
*Node output, nset=RefPt
ul,u2,rf2, rf1
*Element output , elset=DummyCohElem
uvarm
*End Step
**
144
Part V
Appendices related to Part II
145
146
Appendix C
Numerical implementation of the
coupled fluid permeation and large
deformation theory
C.1
Numerical Methodology
We present here the numerical methodology for solving the theory presented in Chapter 8. In
this numerical implementation, the force balance (8.36)and mass balance (8.38) axe treated
as balance laws to be satisfied in a weak form within the body. Furthermore, we choose to
solve numerically in the current configuration (cf. [11],[121).
The strong form of our theory can be summarized as follows:
momentum balance
divT + b = 0
in
B,
u= u
on
SU,
Tn =t
on St,
(C.1)
divj iO
= 0,
{JQ0~2d
mass balance
in B,
on
-j-
_=j
on
on Sj,
Then with w, w, and w 2 denoting two test fields which vanish on S, and S,, respectively,
the corresponding weak forms are
fB(w -divT+w -b) dv =0,
)(C.2)
Wi
ivj
dv = 0.
Using the identity Div(aa) = Va - a + aDiv(a), divergence theorem, and the boundary
147
conditions on St and S, we may simplify the weak form (C.2) to
f(-grad
f
w1
j
w - . da = 0,
w: T + w - b) dv +
+ grad w1 - j
dv + Jwj
da = 0.
The body is approximated using finite elements, B = U Be, and the trial solutions for the
chemical potential and displacements are interpolated inside each element by
U=EUAN
A(C.4)
A
S=
A
A
with the index A = 1 2, ... , M denoting the nodes of the element, pA denoting the nodal
chemical potential and NA the shape functions. We employ a standard Galerkin approach,
in that the test fields are interpolated by the shame shape functions, that is
W=
WAN,
A
(C.5)
w1 = E wNA.
A
Using (C.4) and (C.5) in (C.3) yields the following element-level equations
J
Be
(-wA - (TgradNA +bNA))
NAwA -i da= 0,
d +
St
wNA da=0.
+ grad N A- j) dv +
LeW (N
(C.6)
The system of equations (C.6) is solved using a Newton procedure. Thus, since w and w 1
are arbitrary, we define the element-level residuals for the displacement and concentration
as
(bNA-TgradNA) de+
R$=
NAda=0,
f~te
j
NA
+gradNA-j
dv+
(C.7)
NAjda=O.
In addition to the residuals (C.7), the following tangents are also required for the Newton
148
procedure
-
KAB =
UiU
/1KU" =
ORA
KAB
(C.8)
A
KAB
B
KI=
Using (C.7) the tangents (C.8) may be evaluated as
K
KB
(ONA
ax,
=iu fBe
ONA
J
jk)O
(A
02
JS:NANB
6da,
&rUk
4 dv,
NB
(N 4 N
K B-
dv XI~k)O
x
r
-208
LO
- 2 5A_
jN
A
BO
3da,
I
-dNA
N
NOl
^NB
pA
-
I-
a- -
a)
dv
(C.9)
N
K = -Be f
K AB
= (+,-
NA (m(/-it t5~
Ox
(Xk
NB
OB dv
O
dx
.)/At.
Finally,
Also, the term in (C.7) 2 is computed using the approximation
q
terms such as 4/Op appearing in (C.9) 3 are computed numerically using a finite difference
scheme. To complete the evaluation of the tangents (C.9) we have
Aijkl = J-'FjmFn(Aa)imkn,
(C.10)
where
O(TR)ij
(AR)ijkl
O9FkI
"G
Fi + Goo(F-1)j(F-1)jk
GoC5ik3,l + F ki
+ J 89K I{(F')jj(F 1 )k - (InJe)(F- l)i(F- )jk}
(C.11)
-
with
OG
4
/
9 G5F
2
2-A
149
F,
(C.12)
aT.j
T-o
0#
ao
C.2
K
J2
)1 >1-I
d R t ++2X _ (1 - In Je) - -,
-
(C.13)
-
#
and
Description of the Element
A linear, reduced-integration, two-dimensional, four-noded element was implemented; it is
shown in Fig. C-1. The corresponding shape functions in natural coordinate Ce, ?e are given
by
1
N1 = -1 -- e )(1
4
77e),
+
(
N2 = -('+e
)(1 -77e),
(C.14)
Ce )(1+re),
N3=j+1
N4 =
(1
Ce )(1 +7).
There are two types of elements:
(1) Plane strain;
(2) Axisymmetry.
Details for these cases are given in what follows.
C.2.1
Plane strain
We take the 3-direction to be the out-of-plane direction. Then, in the present case, the
following restrictions apply to the deformation gradient F:
F3 3=1,
C.2.2
F1 3 =F23 =F3 1 =F32 =0.
(C.15)
Axisymmetry
For this case, we take the radial, axial, and circumferential directions to be the 1-direction,
2-direction and 3-direction, respectively. We again have
F13 = F23 =F31 =F32 = 0,
150
(C.16)
and, denoting the referential and current radial positions of a material point by R and r,
respectively, for F we have that
(C.17)
F=R
These radial positions can be calculated as
R
=
NAX,
(C.18)
r = NA1,
with Xj and x- the referential and current positions of node A i the 1-direction (radial),
respectively.
Further, we denote the referential and current 2-direction (axial) position of a material
point by Z and z, respectively. With this nomenclature, volume integrals for the present
case are evaluated as follows:
J() dv, =
f
J
()2rRdRdZ,
)dv =
J()2,rr dr dz.
3
40
e
1
2
Figure C-1: Schematic of linear finite element with natural coordinates
151
(C.19)
152
Bibliography
[1] D. Li ad H. Wang. Recent developments in reverse osmosis desalination membranes.
Journalof Materials Chemistry, 2009.
[2] L. Anand. A constitutive model for compressible elastomeric solids.
Mechanics, 1996.
Computational
[3] E.M. Arruda and M.C. Boyce. A three-dimensional constitutive model for the large
stretch behavior of rubber elastic materials. Journal of the Mechanics and Physics of
Solids, 1993.
[4] G.I. Barenblatt. The formation of equilibrium cracks during brittle fracture: general
ideas and hypotheses, axially symmetric cracks. Applied Mathematics and Mechanics,
1959.
[5] M. Bialas. Finite element analysis of stress distribution in thermal barrier coatings.
Surface and Coatings Technology, 2008.
[6] M. Caliez, J.L. Chaboche, F. Feyel, and S. Kruch. Numerical simulation of ebpvd
thermal barrier coatings spallation. Acta Materialia,2003.
[7] G.T. Camacho and M. Ortiz. Computational modeling of impact damage in brittle
materials. Internationaljournal of solids and structures, 1996.
[8] P.P. Camanho and C.G. Davila. Mixed-mode decohesion finite elements for the simulation of delamination in composite materials. NASA/TM, 2002. 211737.
[9] E.P. Chan, A.P. Young, J.H. Lee, and C.M. Stafford. Swelling of ultrathin molecular
layer-by-layer polyamide water desalination membranes. Journal of Polymer Science,
PartB Polymer Physics, 2013.
[10] C.A. Chester and L. Anand. A coupled theory of fluid permeation and large deformations for elastomeric materials. Journal of the Mechanics and Physics of Solids, 2010.
[11] C.A. Chester and L. Anand. A thermo-mechanically coupled theory for fluid permeation in elastomeric materials: Application to thermally responsive gels. Journal of the
Mechanics and Physics of Solids, 2011.
[12] C.A. Chester, C.V. Di Leo, and L. Anand. A finite element implementation for diffusiondeformation in elastomeric gels. In writing, 2014.
153
[13] D.R. Clarke and C.G. Levi. Materials design for the next generation thermal barrier
coatings. Annual Review of Materials Research, 33, 2003. 383-417.
[14] M.H. Cohen and D. Turnbull. Molecular transport in liquids and glasses. The Journal
of Chemical Physics, 1959.
[15] M.C. Cookson. An elastic-plastic interface constitutive model for combined normal and
shear loading: application to adhesively bonded joints. PhD thesis, Massachusetts Institute of Technology, 2004.
[16] M. Doi. Gel dynamics. Journal of the Physical Society of Japan, 2009.
[17] D.S. Dugdale. Yielding of steel sheets containing slits. Journal of the Mechanics and
Physics of Solids, 1960.
[18] C. Eberl, X. Wang, D.S. Gianola, T.D. Nguyen, M.Y. He, A.G. Evans, and K.J. Hemker.
In situ measurement of the toughness of the interface between a thermal barrier coating
and a ni alloy. Journal of the American Ceramic Society, 2011.
[19] P.J. Flory. Thermodynamics of high polymer solutions.
Physics, 1942.
The Journal of Chemical
[20] E. Fried F.P. Duda, A.C. Souza. A theory for species migration in finitly strained solid
with application to polymer network swelling. Journal of the Mechanics and Physics of
Solids, 2010.
[21] C. Fritzmann, J. L6wenberg, T. Wintgens, and T. Melin. State of the art review reverse
osmosis desalination. Desalination,2007.
[22] B.P. Gearing. Constitutive equations andfailure criteriafor amorphouspolymeric solids.
PhD thesis, Massachusetts Institute of Technology, 2002.
[23] B.D. Freeman G.M. Geise, D.R. Paul. Fundamental of water and salt transport properties of polymeric materials. Progress in Polymer Science, 2014.
[24] L.F. Greenlee, D.F. Lawler, B.D. Freeman, B. Marrot, and P. Moulin. Reverse osmosis
desalination: Water sources, technology and today's challenges. Water Research, 2009.
[25] S. Gudlavalleti. Mechanical testing of solid materials at the micro-scale. Master's thesis,
Massachusetts Institute of Technology, 2002.
[26] S. Gudlavalleti, B. Gearing, and L. Anand.
machines. Experimen- tal Mechanics, 2005.
Flexure-based micromechanical testing
[27] A.A. Hattiangadi. Thermomechanical cohesive zone models for analysis of composites
failure under thermal gradients and transients. PhD thesis, Purdue University, 2004.
[28] T.S. Hille, T.J. Nijdam, A.S.J. Suiker, S. Turtletaub, and W.G. Sloof. Damage growth
triggered by interface irregularities in thermal barrier coatings. Acta Materialia, 2009.
154
[29] T.S. Hille, S. Turtletaub, and A.S.J. Suiker. Oxide growth and damage evolution in
thermal barrier coatings. Engineering FractureMechanics, 2011.
[30] I. Hofinger, M. Oechsner, H.A. Bahr, and M.V. Swain. Modified four-point bending
specimen for determining the interface fracture energy for thin brittle layer. International Journal of Fracture, 1998.
[31]
Q.
Hongyu, Y. Xiaoguang, and W. Yamei. Interfacial fracture toughness of aps bond
coat/substrate under high temperature. InternationalJournal of Fracture,2009.
[321 C.Y. Hui, A.S. Jagota, S.J. Bennison, and J.D. Londono.
strength of soft elastic solids. Proc. R. Soc. Lond., 2003.
Crack blunting and the
[33] T. Humplik, J. Lee, S.C. O'Hern, B.A. Fellman, M.A. Baig, S.F. Hassan, M.A. Atieh,
F. Rahman, T. Laoui, R. Karnik, and E.N. Wang. Nanostructured materials for water
desalination. Nanotechnology, 2011.
[34] J.W. Hutchinson and A.G. Evans. Mechanics of materials: top-down approaches to
fracture. Acta materialia, 2000.
[35] R.G. Hutchinson and J.W. Hutchinson. Life-time assessment for thermal barrier coatings: Tests for measuring mixed mode delamination toughness. Journal of American
Ceramic Society, 2011.
[36] A. Khaled, K. Loeffel, H. Liu, and L. Anand. Modeling decohesion of a top-coat from a
thermally- growing oxide in a thermal barrier coating. Surface and Coatings Technology,
2013.
[37] S.S. Kim, Y.F. Liu, and Y. Kagawa. Evaluation of interfacial mechanical properties
under shear loading in eb-pvd tbcs by the pushout method. Acta Materialia,2007.
[38]
Q.
Liu, A. Robisson, Y. Lou, and Z. Suo. Kinetics of swelling under constraint. Journal
of Applied Physics, 2013.
[39] Y.F. Liu, Y. Kagawa, and A.G. Evans. Analysis of a barb test for measuring the
mixed-mode delamination toughness of coatings. Acta Materialia, 2008.
[40] K. Loeffel. On the oxidation of high-temperaturealloys, and its role in failure of thermal
barriercoatings. PhD thesis, Massachusetts Institute of Technology, 2012.
[41] K. Loeffel, L. Anand, and Z.M. Gasem. On modeling the oxidation of high-temperature
alloys. Acta Materialia,2013.
[42] H.K. Lonsdale, U. Merten, and R.L. Riley. Transport properties of cellulose acetate
osmostic membranes. Journal of Applied Polymer Science, 1965.
[43] L. Malaeb and G.M. Ayoub. Reverse osmosis technology for water treatment: State of
the art review. Desalination,2011.
155
[44] G.H. Meier and F.S. Pettit. The oxidation behavior of intermetallic compounds. Material Science and Engineering, 1992.
[45] A. Needleman. An analysis of decohesion along an imperfect interface. International
journal of fracture, 1990.
[46] A. Needleman and X.P. Xu. Numerical simulations of fast crack growth in brittle solids.
Journal of the Mechanics and Physics of Solids, 1994.
[47] M. Okazaki, S. Yamagishi, Y. Yamazaki, K. Ogawa, H. Waki, and M. Arai. Adhesion
strength of ceramic top coat in thermal barrier coatings subjected to thermal cycles:
Effects of thermal cycle testing method and environment. International Journal of
Fatigue, 2013.
[48] I. Ozdemir, W.A.M. Brekelmans, and M.G.D Geers. A thermo-mechanical cohesive
zone model. ComputationalMechanics, 2010.
[49] W. Pan, S.R. Philpot, C. Wan, A. Chernatynskiy, and Z. Qu. Low thermal conductivity
oxides. MRS bulletin, 37(10), 2012. 917-922.
[50] D.R. Paul. Reformulation of the solution-diffusion theory of reverse osmosis. Journal
of Membrane Science, 2004.
[51] D.R. Paul and O.M. Ebra-Lima. Pressure-induced diffusion of organic liquids through
highly swollen polymer membranes. Journal of Applied Polymer Science, 1970.
[52] Y. Louand A. Robisson and S. Cai andZ. Suo. Swellable elastomers under constraint.
Journal of Applied Physics, 2012.
[53] SIMULIA. Abaqus/Standard, Version 6.10. 2010.
[54] C. Su, Y.J. Wei, and L. Anand. An elastic-plastic interface constitutive model: application to adhesive joints. InternationalJournal of Plasticity, 2004.
[55] P.Y. Thery, M. Poulain, M. Dupeux, and M. Braccini. Spallation of two thermal barrier
coating systems: experimental study of adhesion and energetic approach to lifetime
during cyclic oxidation. Journal of Materials Science, 2009.
[56] A. Turon, P.P. Camanho C.G. Divila, and J. Costa. An engineering solution for mesh
size effects in the simulation of delamination using cohesive zone models. Engineering
Fracture Mechanics, 2007.
[57] J.S. Vrentas and C.M. Vrentas. Pressure effects in nonporous membranes.
Engineering Science, 2013.
Chemical
[58] X. Wang, C. Wang, and A. Atkinson. Interface fracture toughness in thermal barrier
coatings by cross-sectional indentation. Acta Materialia,2012.
156
[59] M. Watanabe, S. Kuroda, K. Yokoyama, T. Inoue, and Y. Gotoh. Modified tensile
adhesion test for evaluation of interfacial toughness of hvof sprayed coatings. Surface
and Coatings Technology, 2008.
[60] Y.J. Wei and L. Anand. Grain-boundary separation and sliding: application to
nanocrystalline materials. Journal of the Mechanics and Physics of Solids, 2004.
[61] J.G. Wijmans and R.W. Baker. The solution-diffusion model: a review. Journal of
Membrane Science, 1995.
[62] Z.H. Xu, Y. Yang, P. Huang, and X. Li. Determination of interfacial properties of thermal barrier coatings by shear test and inverse finite element method. Acta Materialia,
2010.
[63] Y. Yamakazi, S.I. Kuga, and M. Jayaprakash. Interfacial strength evaluation technique
for thermal barrier coated components by using indentation method. Procedia Engineering, 2011.
[64] Y. Yamakazi, A. Schmidt, and A. Scholz. The determination of the delamination resistance in thermal barrier coating system by four-point bending tests. Surface and
Coatings Technology, 2006.
[65] J. Yan, T. Leist, M. Bartsch, and A.M. Karlsson. On cracks and delaminations of
thermal barrier coatings due to indentation testing: Experimental investigations. Acta
Materialia, 2010.
[66] H. Yasuda, C.E. Lamaze, and L.D. Ikenberry. Permeability of solutes through hydrated
polymer mebranes. part i. diffusion of sodium chloride. Die Makromolekulare Chemie,
1968.
[67] P.F. Zhao, X.D. Li, F.L. Shang, and C.J. Li. Interlamellar cracking of thermal barrier
coatings with tgos by non-standard four-point bending tests. Materials Science and
Engineering: A, 2011.
[68] P.F. Zhao and F.L. Shang. Experimental study on the interfacial delamination in a
thermal barrier coating system at elevated temperatures. Journalof Zheijian university,
2010.
[69] X. Zhao, J. Liu, D.S. Rickerby, R.J. Jones, and P. Xiao. Evolution of interfacial toughness of a thermal barrier system with a pt-diffused gamma/gamma' bond coat. Acta
materialia,2011.
[70] Y. Zhao, A. Shinmi, X. Zhao, P.J. Withers, S. Van Boxel, N. Markocsan, P. Nylen, and
P. Xiao. Investigation of interfacial properties of atmospheric plasma sprayed thermal
barrier coatings with four- point bending and computed tomography technique. Surface
and Coatings Technology, 2012.
157