4 Implementation of RFID in a Low Volume High ... Assembly Plant: Item-Level Tagging 2010
advertisement

Implementation of RFID in a Low Volume High Flexibility
Assembly Plant: Item-Level Tagging
by
MASSACHL SETTS INSTITUTE
Cyril Koniski
04
OFTEECHNOLOGY
B.S. inMechanical Engineering,
Massachusetts Institute of Technology, 2009
to heofMechnicl Eninerin
eparmen
Submtte
Submitted to the Department of Mechanical Engineering
in partial fulfillment of the requirements for the degree of
LIB
2010
RARIES
ARCHIVES
Master of Engineering in Manufacturing
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
September 2010
@ Cyril Koniski, 2010. All rights reserved.
The author hereby grants MIT permission to reproduce and
distribute publicly paper and electronic copies of this thesis document
in whole or in part
A uthor ...................
/
Certified by
/
/
7'!
/
Cyril Koniski
Department of Mechanical Engineering
August 6, 2010
/Z
7. ~
David E. Hardt
Ralph E. and loise F. Cross Pro essor of Mechanical Engineering
Thesis Supervisor
Accepted by ... . .. . . . . . . . . .
.
.. .. .. .. .. .. .. .. .. ...
David E. Hardt
Ralph E. and Eloise F. Cross Professor of Mechanical Engineering
Chairman, Committee for Graduate Students
2
Acknowledgements
I would like to thank Scott and Dan at VSEA for giving me the opportunity to work on this
interesting project, for their open-mindedness and trust, and for all the support and resources they
provided me. Thanks also to all VSEA employees we interviewed during the project for their
valuable input and feedback.
This thesis project could not have been successful without the presence, cooperation and
dedication of the other members of my team at VSEA, Rui Jia and Yulei Sun. With them, I was
able to build and maintain the friendly and fruitful collaboration which was key to our success.
I am grateful to my parents for their constant assistance and support over the years, and to Adri
for her presence by my side and for cheering me up during stressful moments.
Finally I would like to thank Prof. David Hardt for his guidance throughout the year, his valuable
advice and his insights on all aspects of the project.
4
Implementation of RFID in a Low Volume High Flexibility
Assembly Plant: Item-Level Tagging
by
Cyril Koniski
B.S. Mechanical Engineering,
Massachusetts Institute of Technology, 2009
Submitted to the Department of Mechanical Engineering
in partial fulfillment of the requirements for the degree of
Master of Engineering in Manufacturing
Abstract
The implementation of an RFID checkpoint system in a low volume high flexibility assembly
plant, aimed at tracking the flow of parts within the facility, was studied. A pilot revealed the
suitability of the technology to the manufacturing environment considered. Results compared the
performance of different 'arch' configurations, and a single-reader, 4-antenna layout was found
to yield over 99% read percentage in all cases. The experiments also revealed the difficulty of
placing RFID tags on metal surfaces and the importance of part container motion within the arch.
A set of tagging and checking procedures was proposed in consequence, along with process
modification recommendations aimed at smoothing RFID implementation and maximizing the
technology's beneficial impact.
Thesis Supervisor: David E. Hardt
Title: Ralph E. and Eloise F. Cross Professor of Mechanical Engineering
6
Table of Contents:
3
A cknow ledgem ents.........................................................................................
5
A b stract......................................................................................................
.. 7
T able of C ontents.......................................................................................
.....--- 9
L ist of Figures..................................................................................
List of Tables..................................................................................11
13
1 - Introduction ...........................................................................................
13
1.1 - Project M otivation............................................................................
13
1.2 - Presentation of the Company..............................................................
13
1.2.1 - O verview .................................................................................
14
ers...............................................................................
ustom
1.2.2 - C
14
1.2.3 - M arket Position..........................................................................
14
1.2.4 - Product Offerings.....................................................................
16
1.3 - Semiconductor Equipment Industry.........................................................
16
1.4 - General RFID Introduction.................................................................
17
1.5 - Summary of Principal Findings..............................................................
17
1.6 - Thesis Structure............................................................................
19
2 - Description of Manufacturing Operations......................................................
19
2.1 - Company-Specific Language..............................................................
19
2.1.1 - Types of Orders...........................................................................
20
2.1.2 - K it C odes...............................................................................
2.1.3 - Bill of Materials........................................................................21
21
2.2 - Manufacturing Operations....................................................................
22
2.2.1 - W arehouses...............................................................................
23
2.2.2 - Kit Room operations.....................................................................
24
Room......................................................
Source
2.2.3 - Supermarket and
24
2.2.4 - Main Building receiving..............................................................
25
2.2.5 - Flow L ine.................................................................................
26
2.2.6 - C lean R oom ..............................................................................
26
2.2.7 - A ir Show er..............................................................................
26
2.2.8 - Shipping Area..........................................................................
29
3 - Problem Statem ent...................................................................................
29
in
Packing-Shipping....................................................
Time
3.1 - Long Lead
30
3.2 - Inefficient Part Flow ..........................................................................
32
3.3 -Fraudulent Claims and Warranty Costs....................................................
33
3.4 - Deficient Tracking Ability..............................................................
3.4.1 - Lack of Reliable Tracking Method for Individual Parts................. 33
34
3.4.2 - Redundant Machine Configuration Process.................................
34
3.4.3 - Parts Misplacement...........................................................
35
4 - Review of Theoretical Background and Previous Work..........................................
4.1 - RFID Application Cases.....................................................................35
4.1.1 - Boeing: Tracking of Key Components [12]........................................36
36
4.1.2 - Japan Rail Freight: Container Tracking [10]......................................
37
4.1.3 - Stillage Tracking [23]....................................................................
4.1.4 - Expected Benefits of RFID in Varian...............................................37
4.2 - Components of a Typical RFID System..................................................
38
4.3 - M etal Interference............................................................................
41
4.4 - Electromagnetic Interference..............................................................
43
4.5 - Design of Experiments.......................................................................
43
4.5.1 - A rch Setup..............................................................................
43
4.5.2 - DOE for Tag and Antenna Placement...............................................
44
4.5.3 - Tag Plane Array Effects and Tag Collision........................................44
5 - M ethods............................................................................................
. .. 47
5.1 - Implementation Vision.....................................................................
47
5.1.1 - Objectives...............................................................................
47
5.1.2 - T agging Process...........................................................................48
5.1.3 - Additional Practical Considerations.................................................
49
5.2 - Equipm ent.......................................................................................
50
5.2.1 - Impinj Speedway Revolution R420 Reader........................................
50
5.2.2 - RFID Antennas............................................
50
5.2.3 - RFID T ags.................................................................................
52
5.3 - DOE Methodology ..........................................................................
53
5.3.1 - Experimental Setup.....................................................................
53
5.3.2 - Stray Reads and Shielding.............................................................
57
5.3.3 - Experimental Factors....................................................................
58
5.3.4 - Constraints on Input Space...........................................................
59
6 - Results and Discussion..............................................................................
61
6.1 - Experimental Results..........................................................................
61
6.2 - Discussion of the Results...................................................................
65
6.2.1 - Configuration Comparison...........................................................
65
6.2.2 - Relative Importance of each Antenna...............................................
65
6.2.3 - Complementary Readings...............................................................65
6.2.4 - Container Movement..................................................................
69
6.2.5 - Stray Reads..............................................................................
69
6.3 - Formal Interpretation of DOE Results - Transmit Power..............................
69
7 - Recommendations...................................................................................
73
7.1 - Arch Implementation..........................................................................
73
7.2 - Tagging Guidelines..........................................................................
74
7.3 - Flow R edesign ..................................................................................
75
8 - Conclusions and Future Work.....................................................................
77
8.1 - Summary of Entire Project..................................................................77
8.2 - Assumptions and Limitations..............................................................77
8.3 - Future W ork ...................................................................................
78
References..............................................................................................
. . 79
A ppendices..............................................................................................
. . 83
List of Figures:
1: Components of the VIISTA platform......................................................... 15
20
2: General structure of the kit codes..............................................................
22
3: Flow of parts through VSEA's facility.......................................................
23
4: Flow of parts inside the warehouse.............................................................
5: Flow of miscellaneous parts for the Medium Current SmartShip orders................ 27
6: Flow of miscellaneous parts for the High Current SmartShip orders.................... 28
32
7: Miscellaneous parts flow to shipping.........................................................
38
8: Overview of a typical RFID System [7]........................................................
Coupling
9: Inductive Coupling (13.56 MHz, 50 cm diameter antenna) vs. Radiative
39
(900 MHz), With Associated Power and Time Delays [7]...............................
Walls
Reflecting
Partially
with
in
a
Room
Fig. 10: Simple Model of Power Density
40
and Floor [7]....................................................................................
42
[8].............................................
effect
field's
magnetic
Fig. 11: The perpendicular
Fig. 12: Example label - Some information has been masked due to confidentiality
. ... 49
restrictions..................................................................................
50
Fig. 13: Impinj Speedway Revolution R420 RFID reader [24]....................................
51
[25].......................................................
antenna
panel
far-field
CP
Laird
14:
Fig.
51
Fig. 15: Impinj Brickyard near-field antenna [26]..................................................
52
Fig. 16: Impinj Mini-Guardrail Antenna with dimensions [27]...................................
Fig. 17: Picture of an Alien Squiggle tag and drawing with relevant dimensions [28]............53
Fig. 18: Picture of an Alien '2x2' tag and drawing with relevant dimensions [29]............. 53
Fig. 19: Arch Setup with the Brickyard antenna at the top of the arch..............................55
Fig. 20: Arch Setup with the Brickyard antenna at the bottom of the arch....................... 55
56
Fig. 21: Sample rack of tagged parts...................................................................
Fig. 22: Sample arch setup (Shipping Area).........................................................57
Fig. 23: QQ-plot of residuals for the linear model corresponding to Table 11.................. 70
Fig. 24: QQ-Plots corresponding to Tables 12 (left) and 13 (right)................................. 72
Fig. 25: Contour plot of read percentage as a function of the transmit power of
both types of antennas........................................................................72
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
10
List of Tables:
Table 1: Tasks of packing-shipping process.........................................................29
Table 2: RFID application area (including pilots)....................................................35
Table 3: Skin Depth for Various Common Materials [7]..........................................
41
Table 4: Factor Levels for Shipping Tote Experiments.............................................62
62
Table 5: Factor Levels for Shipping Rack Experiments...........................................
63
Table 6: Results of the Shipping Tote Experiments................................................
63
Table 7: Results of the Shipping Rack Experiments................................................
Table 8: Results of Experiments with a Static container..............................................64
Table 9: Comparison of Treatments 9 (Brickyard antenna at the bottom of the arch)
and 18 (Brickyard antenna at the top of the arch) for the shipping bin.................67
Table 10: Comparison of Treatments 1 (Brickyard antenna at the bottom of the arch)
and 5 (Brickyard antenna at the top of the arch) for the shipping rack................. 68
70
Table 11: ANOVA table with A = 1; B = E = -1; C & D varied at 3 levels.....................
Table 12: ANOVA table with A = 1; B = E = -1; C & D varied at 3 levels. Major
71
outlier elim inated...............................................................................
Table 13: ANOVA table with A = B = E = -1; C & D varied at 3 levels.........................71
12
Chapter 1 - Introduction
1.1 - Project Motivation
High complexity manufacturing plants with a broad production mix at low volumes are highly
dependent on human labor. Typically, such facilities are viewed as unsuitable for task
automation due the high degree of product customizability required. However, recent technology
advances have made available solutions that enable efficient modification of processes to reduce
production time by eliminating repetitive tasks.
As a manufacturer of high precision machines, Varian Semiconductor Equipment Associates
(VSEA) must maintain strict quality requirements and offer its customer high flexibility, while
consistently meeting delivery deadlines. As such, the company's operations are highly labor
intensive and time consuming, resulting in long lead times and high production costs.
The project discussed in this thesis was undertaken by a team of three students enrolled in the
Master of Engineering in Manufacturing program at MIT and was sponsored by VSEA. Its
objective is to assess the viability and technical feasibility of the implementation of an RFIDenabled system to trace parts throughout VSEA's factory, eliminating the need for laborintensive inspections.
1.2 - Presentation of the Company
1.2.1 - Overview
Varian Semiconductor Equipment Associates,
Inc. (VSEA)
specializes in the design,
manufacture, and servicing of ion implanters, a type of semiconductor processing equipment
used in the fabrication of integrated circuits. Founded in 1971 in Peabody, MA as Extrion
Corporation and acquired by Varian Associates in 1975, it was then spun off in 1999 as an
independent company based in Gloucester, MA. Over the past 30 years, VSEA has managed to
maintain a strong position as a supplier of ion implanters, adapting its product line to handle
gradually increasing wafer sizes from the 1 in standard in 1980 to the current 300mm wafers. [1]
1.2.2 - Customers
VSEA's customers are semi-conductor manufacturers such as Intel, IBM or Samsung. VSEA is
established worldwide and has a strong presence on the Asian market, with customers from Asia
accounting for over three quarters of the company's revenue. The very high upfront investments
(hundreds of millions of dollars) required to start a semi conductor production facility constitute
a significant barrier to entry into the market, and therefore the few existing players have
remained essentially the same over the years. As such, these customers have accumulated
considerable buyer influence, enabling them to demand and obtain high customization and low
lead time. VSEA has attempted to standardize some of the modules on the high current machine
(e.g. beamline), but still often finds itself obligated to comply with customer wishes in terms of
selects and options. The power of buyers in the semi-conductor industry, leading to low
standardization and human-intensive production, is therefore one of the major causes for
inefficiencies in the operations of VSEA and semi-conductor equipment manufacturers in
general.
1.2.3 - Market Position
Over the past 8-10 years, VSEA has actively endeavored to widen the gap with its competition in
the ion implanter market. It has grown from about 30% to over 70% of market share, and holds
the top position as a manufacturer for all 4 lines of products it provides (High Current, Medium
Current, High Energy and PLAD). In the High Current implanter market, VSEA has steadily
broadened its customer base, supplying most of the top 20 (including the top 3) semi-conductor
companies as ranked by the size of their capital expenditures.
1.2.4 - Product Offerings
Having become the most prevalent method for high-productivity doping of silicon wafers, ion
implantation is a critical processing step of semiconductor device fabrication. VSEA specializes
in the production of single-wafer, high productivity ion implanters, and offers a full suite of high
current (HC), medium current (MC) and high energy (HE) models based on the common VIISta
Platform, which includes a dual-magnet ribbon beam architecture, the VSEA's proprietary
Varian Control System (VCS) and Varian Positioning System (VPS), as well as a single-wafer
end station. Figure 1 shows the components of the VIISTA platform. [2]
Key Platform Compoients
Fig. 1: Components of the VISTA platform
The main differences between these three product categories are the dose of ion used and the
energy supplied for implantation. HC machines have higher doses which translates into higher
ion concentrations on the wafer surface, while the MC and HE machines have higher energy,
resulting in increased implantation depth. There are different types of machines under each
category, designed to fit the particular 'recipes' produced at the customer's fab. They are shown
below.
High current
Medium current
VIISta HCS
VIISta 81 OXP
VIISta HCP
VIISta 81OXEr
VIISta HC
VIISta 900XP
High Energy
VIISta 3000XP
VSEA is also in the process of introducing its PLAD (Plasma Doping) line of implanters to
accommodate ultra-high dose applications.
1.3 - Semiconductor Equipment Industry
The semiconductor industry where VSEA operates is a highly competitive and fast-paced one
which represents a market of over $260 billion. Despite an average annual growth of 13% over
the past 20 years, the market has also suffered from above-average market volatility, subjecting it
to dramatic cyclical changes. [3]
A semiconductor fabrication plant can cost up to $4 billion to build, and consists of hundreds of
high-precision equipment items, such as steppers, etching machines and ion implanters, which
can cost upwards of $4 million each. [4]
In order to accommodate the fast pace of technological innovation in the field of semiconductor
manufacturing, suppliers such as VSEA must constantly improve the performance of their
devices while keeping prices constant. This leads to concern over operational efficiency and, in
the case of VSEA, results in a push for lean production.
Having achieved significant reductions in lead time through the introduction of SmartShip (see
section 2.2) and other initiatives, VSEA shifted its focus to improving shipping operations.
Accurate and on-time shipping is crucial to VSEA and its customers, as any delay may result in a
halt of semiconductor fabrication at the client's site, potentially resulting in hundreds of
thousands of dollars in lost revenue. As such, tracking of outgoing shipments is required, while
total shipping time must be minimized.
1.4 - General RFID Introduction
After in-depth analysis of VSEA's current operations (which is detailed in Chapter 2 below), it
was decided that the improvement that would benefit shipping operations and overall lead time
most was the implementation of RFID tracking at VSEA's warehouse and in the company's
shipping area. The remainder of this thesis will assess the technical feasibility of RFID for both
high-level (large components and modules) and low-level (individual items or small sets of
items) tracking of parts. It will also make concrete proposals about modifications to current
operations that would make RFID implementation most effective.
RFID technology, which is described in details in section 3, allows for unique identification of
products or parts without requiring line-of-sight reading, thus increasing depth of serialization
and reducing the time spent counting inventory through simultaneous reading of several tags. [5]
In recent years, and following mandates by Wal-Mart and the US Department of Defense, RFID
tagging for pallet tracking and high-level inventory management has become commonplace. [6]
The technology is versatile, and can be adapted to numerous other applications, yet caution must
be exercised in implementing it, as it is still incipient in some regards. Chapter 4 will discuss
some of the specific challenges expected for our application in VSEA's industrial environment.
1.5 - Summary of Principal Findings
The results obtained (shown in Chapter 6) suggest an RFID checkpoint system, whereby
containers of parts are passed through an RFID 'arch' and instantly inventoried, is a viable
alternative to the current time and labor intensive manual inspection procedures. Consistent read
percentages of 100% were achieved on different types of containers, with suggestions for
implementation discussed in Chapter 7.
1.6 - Thesis Structure
In the next section, VSEA's operations are described in detail. The problem at hand is then
clearly defined in Chapter 3, both qualitatively and quantitatively, and the scope of the work
narrowed. Review of theoretical background and previous work is summarized in Chapter 4,
while the methodology followed to study the problem is introduced in Chapter 5. The results
obtained are shown in Chapter 6, and discussed in subsequent chapters with the appropriate
recommendations.
18
Chapter 2 - Description of Manufacturing Operations
2.1 - Company-Specific Language
VSEA employees use company jargon to describe certain processes, internal transactions and
record-keeping forms. A brief overview is presented here.
2.1.1 - Types of Orders
A Machine Order (or Tool Order) is the original order placed by VSEA's customer. These
orders are collected by sales representatives and include different selects and options based on
the customer's specific requirements. The machine order will include information about the
agreed upon price, shipping date, terms and conditions.
A ProductionBuild Order (PBO) is an expansion of a machine order. A PBO is a list of about a
hundred line items representing all the assemblies (represented by their part codes) of the
particular configuration ordered by the customer. A PBO is a dynamic document and can change
upon customer request. In an effort to limit the disruptions caused by last minute requests, VSEA
has instated a 10-day 'freeze' period prior to shipping, during which changes can no longer be
made to the PBO.
A Sales Order is the order of spare or replacement parts by the customer for maintenance
purposes. Internal orders to replenish 'material banks' (located all over the world to provide parts
and support to customers) are also considered sales orders. Some sales orders may be assigned
higher priority than others for various reasons (an Emergency Order or EMO represents the
highest priority items).
A Shop Order (or Work Order) is issued to production workers to fulfill a single assembly or
part collection task or perform machine testing. Shop orders have a multi-level hierarchical
structure. For instance, at the highest level, a single shop order can be issued by a production
manager for the assembly of the entire beamline module. At the lower levels, shop orders will be
issued for each subassembly under the module shop order.
An Engineering Change Order (ECO) is used to document a design change to the current
machine architecture. There are various reasons for having ECOs, including machine upgrade,
bad part performance at customer site or discontinuation of the part by suppliers. Typically an
ECO goes through a process of design, approval, testing and documentation before the change is
applied to the machine.
2.1.2 - Kit Codes
Kit Codes are used in all aspects of VSEA's current operations. Originally, kit codes were meant
to represent the breakdown of the machine into its multiple components and organize the
production sequentially. For instance, 1LA stands for end station kit, 4V stands for beamline and
terminal kit and AV stands for final assembly kit. It is interesting to note that under a single kit
code, there may be several kits (coherent collections of parts and sub-assemblies serving a
common function, or included in the same higher level subassembly), each containing a mix of
parts and subassemblies purchased from suppliers and subassemblies produced in house.
Production supervisors used to pull parts from stock by kit codes in a sequence, such as 1LA1,
1LA2 and then 1LA3, (Fig. 5, 1LA refers to kit codes pertaining to the end station module), but
over time, new kit codes were created and existing ones were modified without regard to the
original function, leading to gradual loss of the sequential order.
END STATION
1LA1,1LA2,1LA3...
BEAM[UN E
4V1,4V2,B88..
AV1,AV2,AV3..
Fig. 2: General structure of the kit codes
Currently, kit codes are all at the same level (no hierarchy) and based on a
rough division of
parts at the module level. This means production managers and engineers are forced to modify
the contents of each kit code for each new machine order, depending on the desired
configuration. The kit codes are then pulled onto the flow line by production coordinators and
material handlers in a custom sequence dependent on previous experience.
2.1.3 - Bill of Materials
A Bill of materials(BOM) is a hierarchical list of all the components in a machine. A BOM goes
from the entire machine down to the modules, major components, smaller subassemblies and
single parts. It also keeps track of the quantities of each component that are required for the final
assembly
of
the
machine
given
the
particular
configuration
ordered.
2.2 - Manufacturing Operations
'Manufacturing' at VSEA designates all assembly and testing operations. Assembly operations
include production of subassemblies and assembly of modules whereas testing occurs at modulelevel or on the entire machine. The machines tested as a whole are known as Full Build orders, as
opposed to SmartShip orders, which undergo more extensive module testing but bypass the final
assembly and complete machine testing stage, thus reducing production time by about 100 hours.
Currently 50% of production consists of SmartShip orders, with a target of 80% by 2012.
VSEA outsources all its parts from a large number of third-party suppliers. The company also
outsources subassemblies that do not contain core technology and cannot be assembled in house
at a lower cost.
The factory is divided into different areas. All the assembly and testing is done in the main
building in which there are four main functional areas:
-
The Supermarket (SMKT) and the source room are the areas where subassemblies are
produced. Parts inventory for the subassemblies are kept there.
-
The Flow Line area is used for module assembly and testing
-
The Clean Room is used for machine testing on full build orders, as well as for teardown
tasks requiring a sterile environment.
The remaining area is dedicated to shipping operations and includes an air shower area,
as well as a packaging area where modules and parts are put into crates and loaded onto
shipping trucks.
VSEA MANUFACTURING PROCESS DRAFT
Fig. 3: Flow of parts through VSEA's facility
With reference to Figure 3 above, the main operations at VSEA will be described in details in the
rest of this section.
2.2.1 - Warehouses
There are two warehouses at VSEA: WH5 and WH80.
WH5 is mostly used to stock big parts such as the machine enclosure or the end station. Parts
from WH5 will usually be sent to the main building's flow line and clean room (in the case of a
full build order), or straight to shipping (for SmartShip orders).
WH80 is the main warehouse, accounting for parts supply in subassembly and flow line. Figure
4 below shows the general flow of parts within: parts from suppliers are delivered in the
receiving area, and shipment receipt is confirmed into the SAP management system. The
received parts may be inspected, then proceed to the 'sorting desk', where order accuracy is
checked. The parts are then shelved in the stockroom. Upon receipt of a pull order (from the flow
line, supermarket, kit room or any other internal department) or a sales order (from parts banks
or directly from customers), a 'shopping list' is generated, and warehouse workers fulfill orders
by picking the parts from the shelves.
Wrong quantity/
apparent bad parts
Ware House 80
./ Send it back to buyer
Parts needed to fill
current shortage
ake8these parts out an
seditto where in need; the
rest follows te "normal
Shelving
Sorting
Receiving
Open PO sheet
Enter PO # into SAP
.Check part quantity
Pi'rint Colored Sheet
Put box & sheet
together and put them
on the conveyer
No
-
nspect .
/ Look at the sheet
/-Open box & check
parts one by one
/#Send parts to
Normal partsh_
ll
-inventory
/,,Move the parts to the
shelf
/ Manage the
Invnoywt
"inventorymanagement system"
l
Yes
internal Order ccres in
OShopping list genorate
N
Inspection
KIT Room
-
-Pick the parts on-the
shelf according to
Internal Order
jMake a KIT
.Put on KIT info
oCheck the KIT
.Send out the KIT
Shipping
/4Spares &
Specialties KITS
Main Bldg Receiving
/OModule KITS
/*Final Assembly KIT S
Fig. 4: Flow of parts inside the warehouse
2.2.2 - Kit Room operations
The 'Kit Room' is an area of the warehouse that essentially acts as an independent 'assembly'
area, in that parts are pulled from the main warehouse stock room, and assembled into 'kits' (put
in bins and bags and sent to different locations). The kit room mainly handles machine orders
and sales orders, but may also ship kits to the flow line and clean room.
2.2.3 - Supermarket and Source Room
There are two areas for subassembly: the 'source room' and supermarket (SMKT). Workers in
these two areas produce the subassemblies that feed module assembly on the flow line, as well as
those which are shipped directly as spares or replacement parts.
Both areas also keep their inventory at hand and use one of several inventory management
systems:
-
15% of the SMKT inventory is controlled by Kanban. In VSEA's implementation, all
parts controlled by Kanban are placed in two identical bins, and workers are directed to
deplete the inventory from the first bin before using the second. A Kanban ticket is given
to the material handler once the first bin is empty, triggering replenishment of that part's
inventory.
-
Some parts inventory are designated as Vendor Managed Inventory, which means
suppliers are responsible for ensuring enough parts are present.
-
"Point of Use" parts have their inventory managed by the MRP system, and can be used
by assemblers without restrictions.
-
A transaction record is needed for the use of high value parts.
In addition to regular orders, SMKT produces subassemblies into a Kanban-managed buffer
called "Golden Square" where a limited inventory of about 20 common subassemblies is kept for
use as-needed.
2.2.4 - Main Building receiving
The main building receiving area serves as a parts distribution center. Its main function is to
dispatch parts to the different areas within the main building.
In general, the receiving area receives parts from three main sources:
-
The warehouse WH80 (daily truck delivery).
-
Main suppliers. Some of the suppliers will send their parts directly to the receiving area
instead of the warehouse. The parts are generally delivered by national freight carriers,
such as UPS or DHL.
-
Local suppliers. Some local vendors will deliver parts directly throughout the day.
Upon receipt of a shipment, several tasks must be executed at the receiving area. Similar to the
receiving procedure in the warehouse (section 2.2.1), shipment content is inspected and purchase
order information is entered into the SAP management system, updating the part's status and
location. Around 90% of the parts which are packed in cardboard boxes then need to be detrashed before being transferred to the assembly line on carts and pallets. There is a 3 to 5 hour
lag between when the parts are marked as received and when they actually reach their destination
within the main building. In order to relieve receiving area workers from the burden of detrashing all parts, some local suppliers have been asked to deliver their parts directly in clear
plastic bins.
Some functional but obsolete parts (or parts already available in surplus and occupying the
limited inventory space of the main building) produced in the SMKT or in the source room are
sent back to the warehouse for storage (Credit to Order). Also, parts requiring inspection will
often be sent back to the inspection area at the main warehouse. Finally, the receiving area also
handles so-called "offline orders", delivered directly to engineers for test or research.
2.2.5 - Flow Line
The flow line serves two functions: module assembly and module testing. Flow line assemblers
pull parts from the subassembly areas (section 2.2.3), warehouse (2.2.1) and suppliers (through
the receiving area - 2.2.4). Some parts are also delivered by the suppliers directly to the flow line
floor. Extensive module testing (e.g. wafer cycling, leak testing of the gas box or electronics
testing) is done on the flow line for SmartShip machine orders, whereas only Full Build orders
only undergo cursory testing at the flow line, most critical tests being conducted in the clean
room on the complete machine (the distinction between SmartShip and Full Build orders was
introduced at the beginning of section 2.2).
2.2.6 - Clean Room
Parts flow into the clean room for complete assembly and testing of the entire machine (Full
Build orders). While modules from MC machines can be mounted on a slave enclosure, HC
machines must go through the entire final assembly steps. Other slave parts, such as rough
pumps, are used for testing. After testing, machines are taken apart to module level and sent to
air shower for teardown.
2.2.7 - Air Shower
Most parts, including modules, sub-assemblies and miscellaneous parts pass through the air
shower before shipping. In this area, modules are torn down (partially), drained, decontaminated,
cleaned and bubble wrapped, while miscellaneous parts typically just pass through the air shower
and get wrapped. Air shower workers are also responsible for final inspection of the components
of the outgoing modules.
2.2.8 - Shipping Area
All outgoing parts are collected at the shipping area for final inspection, packaging and crating.
The main modules, after teardown and inspection at the air shower, are placed directly into
shipping crates. On the other hand, miscellaneous parts originating from the warehouse, clean
room, flow line and subassembly area often require extra work, such as de-trashing, re-wrapping
and extra assembly. This is particularly true for SmartShip orders, whereby all final assembly
material must be processed by shipping workers:
Miscellaneous parts for the Medium Current machines are delivered directly to the shipping
area. With reference to the diagram below, the flow of parts is as follows:
1- Parts are delivered from the warehouse to the packaging area in a truck containing
cages (2-3 bins, the rest is loose parts)
2- 50% of parts need to get de-trashed, the rest goes to steps 3, 4 or 5 directly
3- About 10% parts need to get wrapped, this happens in the air shower
About 5% of parts require extra assembly
Parts are put in bins
Parts and bins are crated then shipped out
Fig. 5: Flow of miscellaneous parts for the Medium Current SmartShip orders
The steps are identical for the High Current machines, except they are carried out in different
areas, as shown in the diagram below. It is noted that, since steps 3,4 and 5 are conducted in the
sterile environment of the clean room, the miscellaneous parts associated with High Current
machines transit through the second air shower directly to the shipping area for crating (step 6).
Fig. 6: Flow of miscellaneous parts for the High Current SmartShip orders
Chapter 3 - Problem Statement
This section describes current problems within the manufacturing operations are identifies
potential areas of improvement. Key factors considered include lead time reduction, waste
elimination, and direct labor cost reduction. Thorough investigation of the internal parts flow
directed the focus of this research towards four main issues:
1 - Long lead times in packing-shipping
2 - Inefficient part flow
3 - Concerns about warranty claims by customers
4 - Lack of traceability of parts throughout the facility
3.1 - Long Lead Time in Packing-Shipping
The current packing-shipping process at VSEA is time consuming and inefficient. It takes place
in the air shower and the shipping area takes between 120 and 140 labor hours per machine for
SmartShip orders, accounting for one-third of the total manufacturing labor time, which is
considered to be a high proportion in manufacturing industries.
Several explanations were found for the long packing-shipping time. First, the workers count and
check parts manually, which is labor intensive and time consuming. Poor standardization of tasks
and varying parts flow also add to the lead time, while lack of communication results in
problems of parts missing, leading to efficiency losses and increases in waiting time.
The examination of the operations in the air shower and the packaging area yields the breakdown
of tasks performed in the shipping-packing process. The list of tasks, along with the reason each
task is performed, are shown in Table 1.
Table 1: Tasks of packing-shipping process
Task
Area
Module tear down (partial)
Air
Module parts drained,
Shower
decontaminated, cleaned and
Reason
Facilitates shipping (crate configuration)
Regulatory requirement
bubble wrapped
Module checking and general
inspection
Extra-wrapping (partial)
Shipping
Area
Basic quality requirement
Regulation requirement (for parts
directly from wareho'use)
Extra-assembly (partial)
Customer requirement
Packing list generation
To sign out parts during crating
For parts checking at customer site
Parts that don't require further work go
directly to shipping
Parts arriving from the warehouse need
to be taken out of packing materials to
avoid contamination
Safety requirement for fragile parts
Guarantee the correct parts are shipped
Shipping process use its own new and
clean bins which customers require
Configure the bins/crates for easy
installation
Match the physical parts with the
document
Use crates for shipping
Parts received from several
upstream processes
De-trash (partial)
Extra-wrapping (partial)
Part 'check-out'
- Take the parts out of the WH
bins
-Count and check the parts
-Put the parts into shipping bins
-Sign out the packing list
Crating
Load crates on trucks
The task of manually verifying the shipment contents in the shipping area (shown as 'parts check
out' in Table 1) adds up to 10 hours to-the process without adding value to the product. Indeed,
the contents of the various bins and cages received from the warehouse will have already been
checked there, and the repetition of this visual verification merely serves as a means of extra
precaution. A similar verification process also happens in the warehouse kitroom, as well as in
the main building, where material carts are prepared.
3.2 - Inefficient Part Flow
Parts moving through VSEA's manufacturing facility can be though of as following one of two
distinct flows:
1. The Module flow consists of parts and subassemblies that will be assembled into large
modules and shipped as a part of the assembled module.
2. The Miscellaneous parts flow, accounting for about 10% of the parts shipped out,
consists of all the parts that will be shipped separately from the module (install kits,
spares and replacement parts)
While the Module flow has been the object of much attention in recent years and has been
thoroughly refined, the miscellaneous parts flow suffers from inconsistencies, resulting in
efficiency losses and lead time increases. The latter will be described in this section.
First, the shipping area gets some individual subassemblies directly from the SMKT. These
subassemblies are typically customized options requested by customers; they do not belong to
the basic platform of the machine and as such don't require assembly and testing on the flow
line. These parts need to be pulled by the shipping via SAP, and then collected at the SMKT
once they are completed. This process requires many extra labor hours for each machine.
Second, spares and specialties are transported directly from the warehouse directly to the
shipping area in forms of bins and cages. At the shipping area, those parts will be reconfigured
into other bins for reasons listed in Table 1.
Third, the parts sent from the warehouse as part of the 'final assembly' kits require some extra
work performed by shipping workers. Final assembly kits represent for the parts that will only be
used for on-site installation including doors, subfloors and walls, as well as some harnesses,
cables and small subassemblies. As discussed in section 2.2.8, the miscellaneous parts (including
the final assembly kits) will follow different paths depending on the machine they belong to.
The Figure 7 below (along with figures 5 and 6 from the previous section) shows the
miscellaneous parts flow to shipping. The shaded zone represents some of the tasks in the
shipping area. To summarize, the shipping area has many inputs; also it has several extra tasks
that should not be part of the shipping process. There is a need to reorganize some of the parts
flow, redesign the internal supply chain, redistribute the tasks of each process and keep the
information flow smooth in an efficient way.
Miscellaneous Parts Flow to Shipping
Fig. 7: Miscellaneous parts flow to shipping
3.3 -Fraudulent Claims and Warranty Costs
VSEA products are expensive machines that are put to work in difficult environments at the
client site. As such, failure of a machine component can cost VSEA customers several thousand
dollars in replacement parts. Attempts to make fraudulent warranty claims have been witnessed,
whereby a failed part from an old machine would be returned and claimed as new (from a more
recent shipment still under warranty) in order to avoid purchasing replacement parts. With no
reliable way to track a component to a given machine, VSEA has sometimes been unable and
unwilling to debate these claims.
This type of fraudulent claims occur once a month on average at VSEA, and it has been
estimated to cost VSEA about $100,000 per year on average, not counting time spent on
investigation, troubleshooting and production of the replacement part.
The lack of traceability of the components has also resulted in shortened supplier warranties,
whereby a third-party supplier would offer warranty of a given component for a given period of
time (e.g. one year) from the date of delivery to VSEA. VSEA, in turn, will offer (in this
example) a one year warranty to the end customers, starting on the delivery date of the machine.
This means the component in question is under warranty from the supplier while in VSEA's
inventory, but not during the last few months of VSEA's warranty period to the customer.
VSEA's yearly warranty liabilities are around $15 million, from which at least $1 million stem
from such late-term warranty claims.
3.4 - Deficient Tracking Ability
Varian has a flexible assembly system for low volume and high diversity production. Although
the machines are categorized into only three series and seven main types, each machine is
customized for many reasons. For example, the power supply differs by country; some customer
requires modification of machine configuration to fit for their on-site installation; others will
select their own spares and specialties to realize specific functions. Moreover, a single part
number may encompass different revisions and sizes. All these aspects require the manufacturing
structure to guarantee the right flexibility.
Such a high flexibility leads to dedicated parts for each particular machine. Tracking a given part
of a machine has been called for by different departments of the company.
3.4.1 - Lack of Reliable Tracking Method for Individual Parts
At present, VSEA has no reliable method to track information such as part type, part number,
part revision, manufacturer, delivery date and warranty status. This type of information can be
invaluable for the company. For instance, in the event of a machine component breakdown at the
customer site, the company should have the capability to immediately define the broken part,
find out the upstream supplier, and check the warranty status to see who will be responsible for
fixing or replacing the part.
Poor traceability also prevents VSEA from tracking the performance of each type of parts which parts always have problems, or which parts are robust enough. The company therefore has
difficulties evaluating the suppliers based on the performance of their parts, making supply chain
improvements slower.
3.4.2 - Redundant Machine Configuration Process
As stated before, all the machines are customized. The base platform of a machine consists of
around 60% of total parts. The rest consists of customized parts, spares, and specialty items.
The different configurations are dictated by multiple reasons, including specific machine
functionality, particulars of on-site installation, power difference in different countries and other
customer preferences. In general, each customer will tend to order the same or similar
configurations. At present, VSEA has no reliable way of keeping record of the configuration of
outgoing machines, and therefore has to re-create a custom PBO (see section 2.1.1) each time a
customer orders a new machine, regardless of how similar the machine is to the previous
customer order.
3.4.3 - Parts Misplacement
In addition to the specific problems mentioned in the previous sections, VSEA experiences loss
or misplacement of parts and delays attributed to:
1) Parts misplaced between process steps
2) Parts mistakenly taken for a different machine
3) Parts delivered to the wrong place
4) Parts shortages
5) Lag between SAP updates on part location and the actual physical location of the part.
These problems require the assembly workers to spend a large amount of time looking for parts,
making phone calls or even placing new part orders.
Chapter 4 - Review of Theoretical Background and Previous Work
The findings of the previous chapter have made clear the need for an efficient parts tracking
system at various levels of VSEA's facility. This chapter starts by underlining the versatility of.
RFID and presenting successful real-world application cases where the technology was used in
contexts relevant to the project discussed here, warranting its use at VSEA. The remainder of this
chapter presents an overview of the technology and the challenges it presents, as well as
guidelines for the experiments to be performed.
4.1 - RFID Application Cases
Because of RFID technology's unique characteristics, it has been widely used in different areas,
including the manufacturing and retail industries, logistics, healthcare, security and public
infrastructure. A selection of real-world
application
cases is presented
in Table 3.
Despite their diverging nature, these cases share the same results, in that they show RFID can
help reduce complexity and operation time, eliminate errors and save labor costs. The
applications with particular relevance to VSEA's operations are discussed further in sections
4.1.1-4.1.3.
Table 2: REID application area (including pilots)
Methodology
Area
Company
Retail/
Automatic checkout, simplify
Wal-Mart [7]
consumer
transaction
METRO Group [8]
Inventory management.
Procter & Gamble [9]
Storage control
Logistics
Manufacturing
Track truck, pallets, containers
JR Freight [10]
in transportation
Sony logistics [11]
Check parts in process
Boeing [12]
Track key parts in use
Volkswagen [13]
Inventory management
Intel [14]
Pharmaceutical
Healthcare
Product Authentication and
AstraZeneca [15]
Drug Pedigree
Pfizer [16]
Packaging and logistics
Cephalon, Inc. [17]
Track patients to speed up
Apollo Hospital Chennai [18]
check-ups
Security
Identity check
Bob Jones University (car entry)
[19]; US department of Homeland
Security [20]
Public sector
Identify individual persons,
Highway "EZ-Pass" [21]
cars, or other assets
Los Angeles Marathon [22]
4.1.1 - Boeing: Tracking of Key Components [12]
Boeing's 787 jets are assembled on a super-sized assembly line and comprise several hundred
thousands of parts. After identifying 1,700 to 2,000 'mission-critical' parts (defined as parts that
expensive or require frequent maintenance and replacement), Boeing chose RFID to track each
of them during the assembly of its 787 jetliners,. Previous attempts to use barcodes for the
purpose of tracking mission-critical parts failed due to some barcode label being unreachable by
the scanner. In contrast, RFID supports "non-visual reads", allowing detection of tags without
line of sight, thus enabling quick and reliable location of critical components.
Similar to Boeing, Varian's ion implanters are highly complex machines containing hundreds of
high-value components often assembled in hard-to-reach positions. Tracking these critical parts
in a convenient way is valuable for the purpose of maintenance and warranty, and can be done
through RFID.
4.1.2 - Japan Rail Freight: Container Tracking [10]
JR Freight provides cargo transportation service by rail in Japan. At each stop, large steel
containers are off-loaded from the railcars and stacked. Keeping track of several hundreds of
containers previously involved tedious, time-consuming manual labor, whereby JRF operators
had to walk along the terminal and log the containers' loading arrangement by hand. JRF's
36
switch has automated this process: both containers and railcars are equipped with RFID tags, and
they are paired together upon unloading, so as to easily keep an accurate and up-to-date record of
the incoming and outgoing container configurations, and direct loading operations.
Such a linkage between individual parts and their parent assembly can help VSEA achieve
instantaneous and complete module configuration logging. High-value components could be
linked to the module they were assembled on, which in turn would be linked to the parent
machine, and thus a complete configuration record could be kept for each customer.
4.1.3 - Stillage Tracking [23]
A European automotive OEM in the automotive industry uses specially designed stillages to
carry different automobile parts produced by outside suppliers. To address stillage shortage, due
to mishandling or misplacement by loaders, truck drivers or warehouse workers, the OEM chose
an RFID-enabled solution, whereby each stillage, tagged by a unique RFID transponder, is
checked both at the supplier site and upon receipt by the OEM. The gates of the warehouse are
selected as the optimum places to read the tags and capture all stillage movements.
The concept of gate checking is a possible embodiment of RFID implementation at VSEA.
Finished machine or parts container would be inventoried using such RFID-enabled 'gates'
instead of being manually counted, with inventory information transmitted in real time to a
central computer system for quick remedy to potential problems.
4.1.4 - Expected Benefits of RFID in Varian:
In light of the preceding cases, RFID is deemed a suitable technology for VSEA's environment,
and is expected to provide benefits at several levels:
1) Efficiency through Automation
Replacement of manual inspection of parts with automated RFID-checking at multiple stages
substantially expedites the part checking process.
2) Accuracy:
Continuous RFID-inspection of containers reduces the potential for erroneous parts picking and
overlooked mistakes.
3) Visibility:
The unique EPC code on each RFID tag could be associated with Purchase order for every single
part, enabling supplier evaluation and early detection of frequently defective parts.
4) Authentication:
For high-value parts, unique EPC codes linked to each part's serial number will allow
authentication of warranty claims.
4.2 - Components of a Typical RFID System
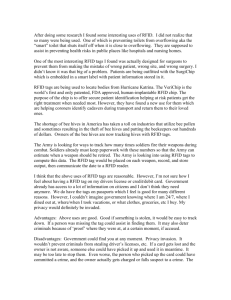
As shown in Figure 8, a typical RFID system consists of a tag, a reader, a host computer and a
reader antenna. RFID systems work in the following way: the reader transmits a modulated
signal through the antenna, which the tag antenna receives. The signal is processed by the tag's
integrated circuit and a backscattered signal containing tag information (usually in the form of an
Electronic Product Code - or EPC - which is unique to each tag) is emitted back to the reader,
which demodulates the received signal and sends it to a host computer. The reader software in
the host computer can then display the tag information and show the information about the
tagged item by linking the tag to a relevant database. [24]
antenna
to host/
netvviorkhost computer
dowrilink (R
T)meory
Uplink (T-*R)
* D read
from tag
_
_
_
_
__
reader
Fig. 8: Overview of a typical RFID System [7]
_
_
g
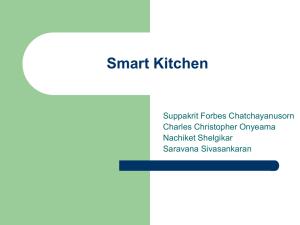
The frequency of RFID systems varies from around 100 KHz to over 5 GHz, so from (1) (where
k is the wavelength, f is the frequency and c is a constant) we can calculate the corresponding
wavelengths which are found to be as small as 10 cm and as large as 1 km.
k=c/f(1)
RFID systems can be categorized by whether the wavelength is comparable in size to the tag
antenna, which can be as large as 1 m in diameter or as small as 1-4 cm. When the wavelength is
much larger than the antenna, the systems are typically inductively coupled as all the available
energy from the reader antenna is contained within a region near the reader antenna and the
phase delay between transmitted signal and backscattered signal is much smaller than the time
between peaks (the signal will travel 4ns to reach a tag at the distance of 1.5 m, or about 6% of
the RF cycle at 13.56 MHz) making it hard to discriminate both signals. In contrast, high or ultra
high frequency RFID systems usually use radiative coupling to communicate between the reader
and tag. (Shown in Fig 9) [24]
power density
radiative
Inductive
tag antenra
4 distance(m)
I
equivalent
circuitvI/'ew
readerIFI
antenna
tag power (pW)
0
antenna te
n
-A
distance (in)
tag
Ltime to tg.L
transmitted wave
-''
4 nis§15r
time between J
peaks: 74 nS
bn-te betweenl-'
Fig. 9: Inductive Coupling (13.56 MHz, 50 cm diameter antenna) vs. Radiative Coupling (900
MHz), With Associated Power and Time Delays [24]
In the application discussed here, an Ultra High Frequency (UHF) RFID system was chosen to
gain as wide a read zone as possible. However, the drawback is a complicated read zone.
Because the power falls slowly with distance, and the wavelength is small compared to typical
tag-reader distances, reflections from distant obstacles can propagate back into the region of
interest and interfere with the waves launched by the reader antenna. As shown in Fig 10, even
in a simple room with an RFID transmitter at the center, the energy distribution is not continuous
and difficult to predict. With typical read energies (Energy required to activate the tag's IC and
scatter the reader signal back) larger than -10 dB, the figure shows the existence of unreliable
read zones between 2 to 4 m away from the reader antenna. The presence of multiple tags
amplifies this problem.
Fig. 10: Simple Model of Power Density in a Room with Partially Reflecting Walls and Floor
[24]
When designing an RFID system, one must also be aware of skin depth, which indicates the
ability of radio waves to penetrate obstacles such as metal and water. For instance, as evident
from (2) and Table 2, the skin depth for metal is very small. Therefore even a thin piece of metal
can cancel a radio wave. Therefore, when there are many metal parts in the read zone, the
reliable read area is restricted and randomly located. The skin depth is given by
6 =
(2)
Where f is the wave frequency, a is the conductivity and p is the magnetic permeability.
Table 3: Skin Depth for Various Common Materials [24]
Skin Depth At
Material
125 kHz
13.56 MHz
900 MHz
2.4 GHz
Tap water
8 m
2 m
4 cm
8 mm
Animal tissue
2 m
60 cm
2 cm
8 mm
Aluminium
0.23 mm
71
pt m
2.7 gm
1.6 pm
Copper
0.18 mm
55 Rm
2.1 gm
1.3 ttm
I gm = 10-6 m
4.3 - Metal Interference
The tag antenna is critical to signal exchange in an RFID system. However, the performance of
the tag antenna is influenced by its immediate environment. For example, when a tag is attached
on metal surface, it typically cannot receive or transmit signal. The impossibility to read RFID
tags from a distance greater than a few centimeters in metal environments has partially limited
the success of the technology and its application to supply chain. There are two main reasons for
this behavior: eddy or mirror current in the metal surface and detuning. Eddy currents consume
the energy from the radiation wave, so that the tag antenna cannot receive enough energy to
work. The detuning involves energy drain caused by the electromagnetic "friction" from the
metal. [251, [261
Fig. 11: The perpendicular magnetic field's effect [25]
As shown in Figure 11, metal causes eddy currents in the vicinity of the RFID reader antenna
which absorb RF energy, thus reducing overall effectiveness of the RFID field. In addition to
this, the eddy currents also create their own magnetic field that is perpendicular to the metal
surface, cancelling the read field further.
Metal can also detune both reader and tag antenna, leading to added parasitic capacitance which
reduces system performance.
Based on Adam's [25] and Deavours' [27] research on tags used in metal environment, several
suggestions we found to enhance the performance of passive tags in such applications:
1. Design the correct tag antenna including ferrite-cored transponder coils. The high
permeability of the ferrite core allows a small transponder to be energized by the weaker
field that exists close to the metal surface. [25]
2. Pick the right frequency. The higher frequency could get the wider read zone, but suffers
more energy loss due to eddy currents and parasitic capacitance. [25]
3. Increase the distance between tags and metal using a dielectric spacer. [27]
4.4 - Electromagnetic Interference
The presence of electromagnetic interference (EMI) will affect the detectability and read range
of tags, especially in an environment with heavy electrical equipment. [28] The interference is
significant when the RFID system is located in a similar electromagnetic radio frequency
environment. For example, the authorized frequency band for UHF RFID in Europe is 868MHz,
which is very close to the mobile network GSM 900 MHz-band. In some cases, the operation of
a mobile network will greatly affects the read range of RFID system. [29]
In [28] Cheng suggests some feasible measures to alleviate problems stemming from EMI in
RFID application:
1. Before implementing an RFID system, it is necessary to conduct an EMI investigation.
Based on the mapping of the EMI environment, choosing suitable RFID equipment and
placement will optimize tag detectability.
2. Attaching tags as far away from power sources as possible in manufacturing facilities can
reduce the EMI effect.
4.5 - Design of Experiments
RFID is a highly versatile technology that can be adapted to many applications. However, factors
specific to the implementation environment must be taken into account and a pilot project can
detect problem areas ahead of full implementation. This section presents background relevant to
the design and conduct of the pilot project under discussion, and the analysis of the results
obtained from it.
4.5.1 - Arch Setup
The vision that was explored for the implementation of RFID in both the kit room at the
warehouse and the shipping area in the main building relies on a check-in/check-out 'arch' setup
where the contents of bins or cages of tagged items are checked for accuracy. Understanding the
expected behavior of such arches in a theoretical RFID setup is critical to a successful
implementation in real-world applications.
This theoretical behavior or a multiple reader portal is explored by Wang et al. in [30], where a
simple setup with n antennas, which can take any of N potential positions, is considered. The
'tag space' is divided into a set of discrete positions, while the set of possible orientations of each
tag is discretized using Rusin's algorithm [31] to approximate a uniform spherical distribution.
Using Friis' equation to find the power received by the tag for each possible combination, the
author builds a% read zones, which are to be understood as delimiting-the regions with an upper
bound read accuracy of a %.
4.5.2 - DOE for Tag and Antenna Placement
Beyond the general rules of thumb provided by the above, any field implementation of RFID
must be preceded by extensive testing. The topic of Design of Experiments (DOE) for RFID
applications is therefore currently the object of active research.
In [32], McCarthy at al. look at the various parameters, including inlay design, conveyor speed
and reader type, as applied to the tracking of packaged meat. In [33], Hoong focuses on a 3
factor experiment (Power, bending diameter and tag orientation) to derive a linear model for read
distance, while in [34] Ammu et al. explore how readability is affected by the tag-antenna
distance as well as metal and electromagnetic interference.
4.5.3 - Tag Plane Array Effects and Tag Collision
In considering whether to tag individual parts, bags of parts or entire bins, one must consider the
effect of tag collision and shadowing. In [35] Weigand and Dobkin present a theoretical
discussion of tag plane array effects, showing multiple densely packed planes of RFID tags will
exhibit significant interference effects.
In [25], several possible solutions are proposed to enhance reliability of tag readings in an
environment where several tagged parts are packed in a dense fashion (such as in a shipping bin):
1. Having the parts in motion increases the chance for parts to be read
2. Optimizing the set of multiple reader antennas, such as the number, placement and angle
of antennas, could increase the probability of all tags being read.
3. Applying multiple tags on a single part, filtering duplicate reads by software.
46
Chapter 5 - Methods
The choice of RFID tracking having been justified in section 4.1 and the technology having been
presented in the remainder of the Chapter, the concrete requirements for a pilot project are
discussed in this chapter. It was decided to adopt a three-pronged approach to RFID
implementation: this thesis documents the work done on item-level tagging, while Rui Jia's
thesis [36] discusses the tagging of high-value components and Yulei Sun's [37] analyzes
VSEA's current processes in more depth, recommends modifications and proposes an flow line
analysis tool.
This chapter starts by explaining the vision for full-scale implementation of item-level RFID
checking in VSEA's manufacturing operations, describing the details of the process
modifications required. The equipment used is then described, and the Design of Experiments
(DOE) methodology used to guide the experiments is presented.
5.1 - Implementation Vision
5.1.1 - Objectives
As described in Chapter 3, implementing item-level parts check-in can achieve two main
objectives:
1 - Ability to instantly check the accuracy of an order
An order can consist of a bin of parts leaving the warehouse kit room ('check-out' system), or
kits arriving to the flow line or the shipping/packaging area ('check-in' system). In what follows,
emphasis is placed on the study of technical feasibility of such 'check-in' and 'check-out'
systems, rather than the strategic assessment of their respective benefits. In a longer term
perspective, a dual 'check-in' and 'check-out' implementation can be envisioned.
2- Ability to trackpart history
As discussed in section 3.4, a single part number will refer to a part serving a defined function.
However, as the design of the machine evolves, small corrections to part design are incorporated
under the part number as revisions. In practice, shelf inventory of a given part at the warehouse
may include different revisions of the same part at any time. Geometric constraints may dictate
the use of one revision over another, and it is therefore important to keep track of such
information. REID tags, uniquely identifying each part (as opposed to a barcode label identifying
a part number) can link the EPC number contained in a given part's tag to a database containing
revision levels, as well as supplier, delivery date and warranty information.
5.1.2 - Tagging Process
With the aforementioned objectives in mind, the ideal tag application procedure will enable the
capture not only of the type of part at hand (given by the part's number), but also other
information about the part's history. As such, two tagging procedures are envisioned, each with
different advantages. After the initial implementation phase, a combination of both procedures
could be considered, with different parts getting tagged at different points along the process.
1 - Tagging at parts receiving
The process of parts receiving is described in sections 2.2.1 and 2.2.4. The parts are taken out of
the packaging box they arrive in, and checked one by one. At that point of the process, all the
important information about revisions, supplier and warranty is available to the receiver through
the Purchase Order Number (PO number). Tagging parts at that stage would therefore enable
automatic linking of each part to its history.
2 - Tagging during the picking process
Upon receipt of a pull order, warehouse workers will be issued a 'shopping list' and pick parts
from the shelves. This process is again described in section 2.2.1. In practice, the 'shopping list'
consists of a list of auto-adhesive labels (example label shown in Figure 12) to be put on the part
once it is picked. With the capability of some printers to print labels with embedded RFID tags,
tagging could be done during the picking process with no significant modification to the existing
process, the only caveat being loss of part history. This approach is therefore recommended for
low-value items (where part history information isn't critical), such as hardware picked in bulk,
whereby it would allow for instant checking of the part number.
Fig. 12: Example label - Some information has been masked due to confidentiality restrictions
5.1.3 - Additional Practical Considerations
1 - EPC Registrationthrough the SAP system
VSEA's inventory is currently managed by an inventory management system from SAP AG.
That system is used to confirm part reception, issue work orders (creating 'shopping lists' and
inventorying kit contents) and generally track all processes and material movements.
Implementation of RFID tagging would necessarily have to make use of the SAP system, and
can be made to exploit its full capabilities. Indeed, both options for tagging mentioned in the
previous subsystem would rely on EPC registration,whereby a tag's unique EPC number would
automatically be associated to the relevant information at receiving (or during picking) through
the existing software architecture.
2 - Serializationof high value parts
As previously mentioned in sections 3.3 and 3.4, tagging of high value parts is desirable for
warranty purposes. For such components, capture of the supplier-provided serial number is of the
utmost importance for initiating warranty claims and tracking eventual parts recalls. Rui Jia's
thesis [36] documents the tagging of high-value components on machine modules and details the
various procedures (manual entry at first, barcode or PO updates by the supplier) to be used in
order to link PO information to the serial number for each part. His results are summarized in
section 8.
5.2 - Equipment
This section offers a brief overview of the RFID equipment used in the experiments.
5.2.1 - Impinj Speedway Revolution R420 Reader
The Speedway Revolution R420 Reader by Impinj is shown in Figure 13. It is a high
performance reader which constitutes the backbone of the RFID arch setup. It connects to the
local network through an Ethernet cable, enabling remote access and control by a computer
through dedicated software. The R420 reader contains 4 'ports'
(female Reverse TNC
connectors), enabling it to transmit and receive RF signal from up to 4 different antennas. When
connected to its external power supply, the reader can transmit signals at up to +32.5dBm.
Fig. 13: Impinj Speedway Revolution R420 REID reader [38]
5.2.2 - RFID Antennas
1 - Laird CircularPolarity(CP) PanelAntennas:
Shown in Figure 14, the Laird far-field antenna has circular polarization, enabling it to read tags
regardless of their orientation. With 10 Watts input power and a far-field gain of 8 dBi, it is
designed to read tags at a large range. [39] Two Laird CP antennas were included in the arch
setup experiments.
Fig. 14: Laird CP far-field panel antenna [39]
2 - Impinj Brickyard Near-FieldAntenna
Shown in Figure 15, the Impinj Brickyard has an input power of up to 3 Watts, and a far-field
gain of 6dBi [40], resulting in a shorter read range than the Laird CP, but a denser read zone
within 1 m of the antenna. In the experiments described in Chapter 5, the Brickyard antenna was
used in conjunction with the Laird CP antennas to construct the RFID 'Check-out' arch.
Fig. 15: Impinj Brickyard near-field antenna [40]
3 - Impinj Mini-GuardrailVery Near FieldAntenna
Shown in Figure 16, the Impinj Mini-Guardrail antenna has a limited read range and linear
polarization. As such, it will only read tags that are in close proximity to the antenna, making it
suitable for the EPC registration task detailed in section 5.1.3: the mini-guardrail antenna will
enable isolation of a single tag, which can then be linked to a single unique part.
CLEARANCE HOLEFOR #10 OR M5 SCREWS
SMA FEMALE
l120
133.35
Fig. 16: Impinj Mini-Guardrail Antenna with dimensions [41]
5.2.3 - RFID Tags
Two types of RFID tags were used on the tagged items used in the experiments. Both are
produced by Alien and powered by Alien's Higgs-3 Integrated Circuit with 800 bits of memory.
As such, the variations studied here are of tag antenna shape and design, rather than IC
sensitivity and performance.
1 - Alien 'Squiggle' Tag
The Alien ALN-9640, or "Squiggle" tag is shown in Figure 17. With its elongated dipole shape,
it is similar in form to the Impinj ThinPropeller, UPM Raflatac Shortdipole and Avery
Dennison's AD-223 and AD-230.
~~4.X
Fig. 17: Picture of an Alien Squiggle tag and drawing with relevant dimensions [42]
2 -Alien '2x2' Tag
The Alien AILN-9634, or "2x2" tag is shown in Figure 18. With is square shape, it forms a dipole
with a slightly higher angular sensitivity than the Squiggle at angles around 90' and 2700.
200±1.60
- -
1.50
47.00±0.25
5000±025
.0025
Fig. 18: Picture of an Alien '2x2' tag and drawing with relevant dimensions [43]
5.3 - DOE Methodology
With the objectives of section 5.1 in mind, the Design of Experiments (DOE) methodology,
grounded in the previous work described in section 4.5, was used to determine optimal check-out
arch setup and determine general guideline for part tagging.
5.3.1 - Experimental Setup
With reference to Figures 19 and 20 below (where the shaded areas are meant to represent the
read zones of each antenna), an arch design was proposed with varying parameters. It was
decided to combine the Speedway reader with both Laird CP far-field antennas, as well as the
Impinj Brickyard antennas. Selection and placement of the components is discussed in section
5.3.3 as factors of the experiment.
In each experiment, a parts container was filled with items, where an item is understood as a
low-level entry of a Bill of Materials (BOM). Item can consist of individual parts, or correspond
to a collection of identical small parts placed in the same plastic bag. In the current warehouse
picking process (described in section 2.2.1), labels including part number, revision and size
information, as well as quantity (for collections of small items) are applied on bags of parts. In
the iteration discussed here, RFID tags were applied at the same level as existing labels, but
different depths of tagging were explored and are discussed in section 5.3.3.
The container of the parts was also varied, with experiments performed on clear plastic bins
(identical to those used in the warehouse kit room), as well as shipping cages containing a
combination of loose parts and bins (medium of delivery of warehouse parts to the shipping
area). To illustrate, Figure 21 shows a picture of the rack of parts ('container') used in one of the
experiments, while Figure 22 shows the arch setup for that same experiment.
In all experiments, individual tags were applied to each item on the BOM, and the part number
and tag EPC were linked. The container (bin or cage) was then passed through the arch, and the
list of EPC reads was compared to the BOM. Percentage of parts read was defined as the
evaluation metric, and the experimental results are presented in Chapter 6.
30 cm
Brickyard
CUJ
25.9 cm
L
Fig. 19: Arch Setup with the Brickyard antenna at the top of the arch
Fig. 20: Arch Setup with the Brickyard antenna at the bottom of the arch
Fig. 21: Sample rack of tagged parts
Fig. 22: Sample arch setup (Shipping Area)
5.3.2 - Stray Reads and Shielding
One concern when operating an RFID arch is the presence of 'Stray reads', defined as readings
of tag EPCs from outside the desired read range. With reference to Figures 19 and 20, it can be
seen that the read zone for both far field antennas extend beyond the area delimited by the arch.
In the setting of the kit room or the shipping area, where tagged parts are stored in close
proximity to the arch, the likelihood of a part being read from outside the arch is high. This can
create confusion, as the inventory of the container being passed through the arch will wrongly be
shown as including extra parts.
A straightforward remedy to this issue is the addition of shielding metal walls to the arch area.
As discussed in section 4.3, the metal walls will prevent the emitted RF signal to reach tags
outside the area of interest, thus eliminating stray reads.
The design of a shielding enclosure is proposed in Chapter 7, based on the results obtained from
the experiments.
5.3.3 - Experimental Factors
This section details the importance of each factor used in the experiments, as well as the relevant
constraints and limitations.
1 - Arch Configuration
Figures 19 and 20 show two configurations of the arch with all three antennas used. Experiments
were performed using different selections of components. The relevance of such experiments
would be cost reduction in the long term vision where several identical arches could be set up at
different points in the facility.
2 - Arch Design Parameters
With reference to Figures 19 and 20, parameters L (distance between the bottom of the far-field
antennas and the top of the conveying surface), W (distance between the two far-field antennas)
and H (distance between the emitting face of the Brickyard antenna and the conveying surface)
are varied. The constraints for these parameters are the dimensions of the containers to be passed
through the arch.
3 - Transmit Power
As discussed in section 5.3.2, the issue of stray reads can be addressed by shielding the arch with
metal walls. Nevertheless, varying the transmit power of the different antennas can reduce stray
reads without the need for a shielding enclosure. The tradeoff considered is between read
percentage (higher transmit power yielding higher read percentages) and incidence of strays
(higher power also creates a larger read zone, increasing the probability of stray reads). In
practice, finding an adequate transmit power could affect the design of the shielding enclosure,
reducing space requirements and affecting the cost of the entire setup.
4 - Tag Placement
In tagging items in a large container, enforcing any type of tag orientation is impractical and
undesirable. Indeed, tags are placed on flexible parts and bags and put in the bin randomly. Tag
placement guidelines therefore refer only to parts tagged individually, whereby the tag is applied
at receiving on the part itself, rather than on the plastic bags used at picking.
5 - Depth of Tagging
As mentioned in section 5.3.3, it is of interest to determine the performance of the arch when
items are tagged at different levels. Indeed, while the tagging process itself may dictate part-level
tagging for some components (if tagged at receiving), others may be tagged as a collection of
parts. This will imply an intermediate inspection step (currently performed at the kit room), but
may prove useful for applications where partial preparation of a bin or kit is desirable, whereby
the completed portion will be tagged and shelved, the list of parts contained being linked to the
tag number. In the study discussed, this factor is only mentioned as part of the tagging process
(section 5.1.2), with inexpensive small parts (bolts, screws, o-rings and other types of hardware)
gathered in bulk and tagged as one item during the picking process at the warehouse. Excluding
this particular case, all experiments were performed at the deepest level of tagging, with further
refinement of those levels requiring strategic decision based on the results presented.
5.3.4 - Constraints on Input Space
The experimental factors discussed in section 5.3.3, if used in a full factorial DOE, would require
over a hundred different treatments over several replicates. In order to faithfully represent true
operating conditions, the experiments further needed to be conducted on actual bins and cages of
parts awaiting shipment, and the time required to perform a full factorial experiment on an
incoming rack of parts would resulted in severe disruption of VSEA's operations. As such, it was
decided to limit the input space to the factors and levels shown in Table 4 and 5 of the next
Chapter. The two arch configurations shown in Figures 19 and 20 were retained in addition to a
configuration including only the far-field antennas, and the arch design parameters were lumped
together with two main levels ('large' for shipping racks and 'small' for shipping totes)
considered. The transmit power was varied at 3 different levels (20, 35 and 30 dBm for the
shipping racks; 15,22 and 30 dBm for the shipping totes) and a different type of tags was used
for the two types of experiments (2x2 for the racks and Squiggle for the totes). In addition,
general consideration about tag placement, depth of tagging and various other factors were
drawn from experiments with no formal level setting.
Chapter 6 - Results and Discussion
6.1 - Experimental Results
As discussed in section 5.3.4, two types of experiments were performed, reflecting the two levels
of factor B from Table 4 (arch size). In the first set of experiments, a clear plastic tote was filled
with parts corresponding to three different kits. The bin configuration was identical to one that
would be sent from the warehouse kit room to the shipping area. The bin, containing 105 unique
items (tagged with Alien Squiggle tags), was passed through a 'small' checkout arch, similar to
what would be implemented at the warehouse kit room check out. The results from these
experiments are shown in Table 6 (AVG is the average read percentage over the replicates of that
treatment); the entire dataset is included in Appendix A.
The second set of experiments was performed in the shipping area itself. There a rack full of
items (including large hoses, harnesses, electrical cables and connectors, as well as plastic totes
such as the one mentioned above) was passed through a 'large' arch, similar to what would be
implemented at the shipping area to check the contents of a delivery from the warehouse. This
setup is shown in Figures 21 and 22. A total of 86 items (selection of loose parts, as well as parts
within a plastic tote) was tagged, using 2x2 tags. The results from these experiments are shown
in Table 7; the entire dataset is included in Appendix B.
All the experiments mentioned above were performed by moving the tote or rack through the
arch. In contrast, Table 8 shows the results of measurements performed while the container (rack
or tote) remained static in or around the arch. No formal analysis is needed to conclude that
moving the container through the arch results in a sharp increase in read percentage. This will be
discussed further in Chapter 7.
Table 4: Factor Levels for Shipping Tote Experiments
0
1
-1
Factor
"C": BY on Top
"B": Only FF
Arch Config (A)
"A": BY at Bottom
"Small"
Arch Size (B)
22
30
15
PFF (C)
PBY(D)
15
22
30
Squiggle
Tag Type (E)
Table 5: Factor Levels for Shipping Rack Experiments
Factor
-1
0
1
"B": Only FF
"C": BY on Top
Arch Config (A)
"A": BY at Bottom
Arch Size (B)
"Large"
PFF (C)
20
25
30
PBY(D)
20
25
30
Tag Type (E)
2x2
Table 6: Results of the Shipping Tote Experiments
Exp
Reps
A
B
C
D
E
AVG
STD
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
4
4
4
4
4
4
4
4
8
4
4
4
4
4
4
4
4
4
1
1
1
1
1
1
1
1
1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
0
0
0
1
1
1
-1
-1
-1
0
0
0
1
1
1
-1
0
1
-1
0
1
-1
0
1
-1
0
1
-1
0
1
-1
0
1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
77.38
80.48
96.9
94.29
90.71
94.76
98.81
96.67
98.1
91.67
97.38
99.29
95.71
97.38
98.81
96.9
97.62
99.76
2.84
3.69
0.48
3.3
4.14
4.15
0.91
2.27
1.02
0.48
0.48
1.43
0.95
0.48
0.91
1.2
0.55
0.48
19
4
88
-1
-
0
-1
97.14
0.78
20
4
88
-1
-
1
-1
97.9
2.06
21
4
0
-1
0
-
-1
96.43
0.91
22
4
0
-1
1
-
-1
96.43
2.74
23
4
0
-1
-1
-
-1
80.71
3.42
24
4
88
-1
-
-1
-1
87.14
0.55
Table 7: Results of the Shipping Rack Experiments
Exp
Reps
A
B
C
D
E
AVG
STD
1
2
3
12
4
4
-1
-1
-1
1
1
1
1
0
0
1
1
0
1
1
1
93.97%
91.95%
91.67%
2.31
0.94
1.96
4
8
0
1
1
-
1
93.53%
2.53
5
6
7
8
4
8
4
1
1
1
1
1
1
1
1
1
-1
0
0
1
1
1
0
1
1
1
1
91.09%
87.93%
89.08%
89.94%
2.37
0.66
4.04
1.1
4
Table 8: Results of Experiments with a Static container
Exp
A B C D E
AVG
1
1 -1 -2 -2 -1
77.33%
2
1 -1 -2 0 -1 92.38%
3
-1 1 1 1 1
32.76%
4
1 1 1 1 1
46.55%
5
1 1 0
0
1
10.06%
6
1 1 0
1 1
12.36%
7
0
1
0
-
1
28.74%
8
0
1
0
-
1
2.30%
6.2 - Discussion of the Results
6.2.1 - Configuration Comparison
As can be seen by contrasting treatments 1-3 with treatments 5-8 in Table 7, it appears
configuration A (level -1 of factor A in Tables 4 and 5) shown in Figure 20, where the near-field
(Brickyard) antenna is fixed at the bottom of the arch, and the conveyor is passed above it, yields
higher read percentages than configuration C. This fits the intended role of the Brickyard
antenna, which is to complement the reads of the far-field antennas and detect parts 'buried'
within the container. When placed under the container, the Brickyard antenna is closer to the
contents of the container, increasing the read percentage. In addition, considering the random
placement of the parts in the container, parts will tend to be buried at the bottom, favoring
configuration A.
6.2.2 - Relative Importance of each Antenna
As mentioned in the previous section, the far-field antennas were intended as primary tag
readers, with the Brickyard antenna in a 'backup' role, meant to detect hidden tags. This seems
to be confirmed in practice, with treatments 21-23 of Table 6, as well as treatment 4 of Table 7,
showing higher read percentages for configuration B, than many other treatments. Nevertheless,
experiments revealed that the Brickyard antenna, when used on its own at full power, could
achieve read percentages up to 98% of the parts in the shipping totes (treatments 19, 20 and 24 in
Table 6), although the Brickyard's shorter read range causes this figure to decrease when
considering a larger container (and subsequently larger arch).
6.2.3 - Complementary Readings
The data presented in Tables 6 and 7 gives valuable information about the performance of the
arch, but conveys no information about the nature of the parts that were omitted. Such
information is useful in determining which parts are unreadable, then establishing whether the
tag placement is at fault (this can then be used to issue guidelines for tag placement, as discussed
in section 7.2). Also, comparing items read by two different configurations can further guide
arch design and configuration. For instance, Table 9 below shows the percentage reads for each
BOM item in a shipping tote under treatments 9 (arch configuration A, with the Brickyard
antenna at the top of the arch) and 18 (arch configuration C, with the Brickyard antenna at the
bottom of the arch). It was found that all unread parts from treatment 9 were actually detected in
all experiments where treatment 18 was used, and vice-versa, as shown in the third column of
Table 9. This stems from the positioning of the parts within the shipping tote.
A similar approach was used for the experiments performed on the shipping rack. Again, it was
found that two treatments were complementary. This was because parts on the top shelf of the
shipping rack (parts 25 and 26) were only being read in configuration C (where the Brickyard
was placed at the top of the arch) but not in configuration A. Conversely, tags that were 'buried'
under layers of metal hoses and harnesses were detected in configuration A but not C. The
practical implications of this observation are discussed in the next Chapter. Table 10 compares
treatments 1 and 5. It is seen that only 4 parts do no achieve 100% read percentage (parts 30, 33,
76 and 82). Of those, only part 82 is read less than 80% of the time. That part was buried deep in
a plastic tote on one of the rack's shelves. As discussed in Chapter 7, a check out strategy can be
devised to minimize the probability of missing a part. For instance, based on the data from Table
10, scanning the rack three times will result in read probabilities of 99.94%, 99.54%, 99.54% and
80.15% for parts 30, 33, 76 and 82 respectively. By these calculations, the probability of missing
more than one part is less than 0.1%.
Table 9: Comparison of Treatments 9 (Brckard antenna at the bottom of the arch) and 18
(Brickyard antenna at the to'fthe arch) for the shipping bin.
0-O
0.0 0-0
&85
1
9
Part Number
0:0
0.0% "0.0
,00%5
0.0/
.0.0
1
100%100%1O:O
5
0.0
10001
2
10%100%-10-0
6
100%100%
-0.0
3
6o
1WO/C.GMii
10.00% 1 10.00% | 1000%59
10
10
53
66M
54
55
14
15
1656
1757
18
19
10
61
13
14
15
16
17
18
19
20
21
6
7
68
69
70
71
72
73
74
24
25
26
7
8
79
30
31
9
9
49
35
369
37
38
62
63
9
84
185
9
9
46
47
687
0
Table 10: Comparison of Treatments 1 (Brickyard antenna at the bottom of the arch) and 5 (Brickyard
antenna at the top of the arch) for the shipping rack
Part Number
1
5
1&5
Part Number
tOOOO.00
100.00/
: 44
4Q0000W
00
100. 00/s11c
45
3 0f0MQ,§.
10 0%00/'
1O P000-l- 46
;00.00/TO t0q. 00v 1A0 00F0"
47
10.0
000
1 00*YQ/o
48
10.0
10011.
1000/c
49
10.0
0.O4 0
1000%
50
544
2
4
5
6
7
1
100.00/v
5
100.00%
1&5
10 0.0 0%/
9167
1M0%
X0%0c"
100.00 % OCY 100.0,PS&
1 000007 1000/
1000
10.0t'
0
OF)/ 0.00
100.0%
100.0
100.0% 10.0/
10.0
100%
0090
55
66
60.0
10
0.090 0.0
3
10.0
0.0
0.0
77
24
100.00
10000
96100%
1000
100%
11Z
I
00c
12
O ". 10.0/O
12
10000
13710.0
14100%
10 O/C
15100%RN
M
16
M
QvM N
13
1080
17100%
100%
18100%
0.0/1
39
M00%~
19100% 15-0
1000
100%6
0.0
0.0
iO oo.7
1.0%V
00
%7
a0
.33%j7
10000
1007
0.0%7
100.%<
0,0
67.0
410.0
010.0
1
40
41
2
42
t00.00%p
83
10
90
84
10000
5100%
85
100.00
100%
10000
100
100%
1000/
10.0
100.00%
0
1P.0%,100
68
1o0.0
0.0
10000% 100.00%
20/
5100%
22
230000
43
010-0% 2M/ 9100.00
100/
100.0%
100 O
L100o/ .00/
0.0
100.00%
100%86
. 1009.00%
0-0%
000/
-5Q
.
1000/
0.0
1000/
0.0
0.0
0.01
0.0
0.0/
55
100%7040
001/ 0.0/ 10.0/
788t
0-0
0.0
51000,,100%
M
's7-0,8,3
56o 80.0
0.0% 1M 0
7
0.0
0.0
0,0
0.0%
1000/
0.0
82910.0
100% 10.0
0.0
0.0
0.01.
-75.0%4
00%
1M
0
6.2.4 - Container Movement
As mentioned briefly in section 6.1, comparison of Tables 6 and 7 with Table 8 clearly shows
that motion of the container through the arch is critical to achieving higher read percentages.
Indeed, moving the container exposes more tags to the transmit signal of the antennas, from
more directions. In fact, the linear polarization of the RFID tags used in these experiments means
a small rotation of the container (of the order of 5-10) can cause a tag to be detected. In the
course of experimentation, it was found that slower conveying speeds yielded higher read
percentages, by allowing for more time to resolve tag collisions.
6.2.5 - Stray Reads
The issue of stray reads was anticipated to be central to the investigation of arch performance (as
discussed in section 5.3.2). It was found that this issue, albeit present, was less severe than
initially expected, with an average of 1.66 stray reads per experiment in the shipping area.
However, given the high accuracy required for the application at hand, it is desirable to
completely eliminate strays. The discussion of section 5.3.3 having highlighted the importance of
transmit power in detecting strays, section 6.3 presents a formal analysis of the effect of the
transmit power of the various antennas on the read percentage. These results can be used to
determine the minimum transmit power required to achieve the desired read percentage, reducing
strays. Also, section 7.1 provides concrete arch design guidelines aimed at avoiding stray reads.
6.3 - Formal Interpretation of DOE Results - Transmit Power
In order to gain a deeper understanding of the effect of transmit power on read rate, ANOVA
was used to interpret the subset of data relating to the shipping tote experiments in configurations
A and C (treatments 1-9 and 10-18 of Table 6). Table 11 shows the ANOVA table for the arch in
configuration A, when all replicate data are used. It shows a major outlier at the 27th replicate,
indicated on the QQ-plot of Figure 23. This outlier is eliminated to yield the results of Table 12.
Table 13 shows the ANOVA table for the arch in configuration C.
The results expectedly reveal that both the transmit power of the far-field and the Brickyard
antennas are statistically significant factors, with the Brickyard having a greater impact than
expected, as hinted at in sections 6.2.2. It also reveals that the interaction between both factors is
significant.
Table 11: ANOVA table with A = 1; 3=
Factor
P FF
PBY
Levels
3
3
Type
fixed
fixed
=
-1; C & D varied at 3 levels
Values
-1, 0, 1
-1, 0, 1
Analysis of Variance for %Read, using Adjusted SS for Tests
Source
P FF
PBY
P FF*P BY
Error
Total
Seq SS
893.78
620.50
403.34
1080.86
2998.49
DF
2
2
4
33
41
R-Sq =
S = 5.72306
Adj SS
313.07
735.34
403.34
1080.86
Adj MS
407.54
367.67
100.S4
32.75
F
12.44
11.23
3.03
P
0.000
0.000
0.029
R-Sq(adj) = 55.21%
63.95%
Unusual Observations for %Read
Obs
27
%Read
68.571
Fit
92.762
SE Fit
2.559
St Resid
-4.73 R
Residual
-24.190
R denotes an observation with a large standardized residual.
Normal Probability Plot
(response is %Read
77
..
-25
-2
~~ ~
...
..
51
-5,17-4
Resitual
Fig. 23: QQ-plot of residuals for the linear maodel corresponding to Table 11
Table 12: ANOVA Table for A= 1; B= E = -1; C & D varied at 3 levels.
Major oudier eninated
Factor
P FF
P BY
Levels
Type
fixed
'alues
3
3
fixed
-1,
-1,
0,
0
1
1
Analysis of Variance for 'Read,
Seq SS
1161.62
402.58
542.25
349.39
2455.84
Source
'
D 7
2
P BY
2
P FF*P BY
4
Error
32
Total
40
S = 3.30430
Adjusted SS for Tests
Adj SS Adj MS
1095.63 S47.76
24.5
262.22
-42.25 133.56
349.39
10.92
R-Sq= 85.77%
Unusual Observations for
F
P
0.000
0.000
0.000
50.17
24-02
12.42
R-Sq(adj) = 82.22%
%Read
%Read
Fit SE Fit
96-190 90.095 1.478
e2.857 90.095 1.478
96-190 90.095 1-478
88.571 94.762 1-652
Ohs
13
14
15
25
using
Residual
6.095
-7.238
6.095
-6-190
St Resid
2.06
-2.45
2.06
-2-16
R
R
R
R
R denotes an observation with a large standardized residual.
Table 13: ANOVA Table for A= B= E = -1; C & D varied at 3 levels
Factor
Type
P FF
P BY
fixed
fixed
Levels
Values
3
3
-1,
-1,
0,
0,
1
1
Analysis of Variance for %Read, using Adjusted SS for Tests
Source
P FF
P BY
DF
2
2
Seq SS
23.936
124.313
Adj SS
23.936
124.313
Adj MS
11.968
62.157
F
15.32
79.58
P
0.000
0.000
4
38.347
38.347
9.587
12.27
0.000
27
35
21.088
207.685
21.088
0.781
P FF*P BY
Error
Total
S = 0.883772
R-Sq = 89.85%
R-Sq(adj) = 86.84%
Unusual Observations for %Read
Obs
10
27
%Read
97.143
95.238
Fit
SE Fit
Residual
99.286
96.905
0.442
0.442
-2.143
-1.667
St Resid
-2.80 R
-2.18 R
R denotes an observation with a large standardized residual.
In addition to the ANOVA, residual analysis was performed to determine the suitability of the
linear model generated. Figure 24 shows the QQ-plots for configuration A (left) and C (right)
and suggests the model, although approximate (with some deviations from normality at the tails),
gives good insight. Figure 25 shows a contour plot of the read percentage as a function of the
transmit power of far-field and Brickyard antennas. From it we confirm the importance of the
Brickyard antenna in obtaining high read percentages. For the small arch setup used for the
shipping tote experiments, this can be explained as follows: the small size of the arch, combined
with the extended read-range of the far-field antennas, results in lower power requirements by
the far-field antennas in order to read all 'externally accessible' parts (i.e. parts that aren't hidden
deep inside the tote). The remaining parts can more easily be read by the Brickyard antenna due
to its location, and the read percentage is therefore more affected by the increase in the Brickyard
transmit power. As discussed in section 6.2.2, this effect is likely to decrease as the size of the
arch is increased.
Normal Probability Plot
Normal Probability Plot
(response is %Read)
(response is %Read)
...
...
...
......
..
...
...
0
..
...
...
...
..
...
...
...
...
...
...
...
.....
...
.....
...
........
...
...
...
...
...
...
...
..
...
...
...
...
............
..
...
....
...
...
...
...
.....
...
...
....
...
...
...
...
.....
....
..
...
...
..
-8
-6
...
...
...
....
...
...
...
...
..
....
...
...
...
.. ...
.. ........
..
I...
...
...
...
...
.
.......
...
...
......
...
...
...
...
...
... ..
...
...
...
...
..
....
...
...
....
...
...
...
....
...
...
...
...
...
...
...
...
...
..
. .....
...
. ....
...
.....
...
...
...
... ...
...
...
...
...
........
...
...
... ...
...
....
. ......
..
....
...
........
...
...
.....
...
...
...
.
..
....
...
...
...
.......
...
...
...
.......
....
...
...
...
....
..
....
...
...
...
........
. ..
.................
.....
......
....
...
.
...
.
...
...
...
...
....
....
..
...
...
..
...
...
.
..
...
...
..
...
...
...
....
....
......
....
...
...
...
...
...
...
...
..
...
...
00
-4
-2
0
2
4
6
8
-2
-1
12
0
Residual
Residual
Fig. 24: QQ-Plots corresponding to Tables 12 (left) and 13 (right)
Contour Plot of %Read vs PFF, PBY
1.0
w,-
-I
%Read
-
<
92
92 94 96 98 --
94
96
98
100
> 100
0.0
-0.5
-1.0
-0.5
0.0
0.5
1.0
PBY
Fig. 25: Contour plot of read percentage as a function of the transmit power of both types of
antennas
Chapter 7 - Recommendations
7.1 - Arch Implementation
The results of sections 6.2.3 suggest that combining a layout with the Brickyard antenna at the
top of the arch with another where the Brickyard at the bottom can yield read percentages around
100%, making RFID check-in and check-out a suitable substitute to the current manual checking
process, with the human error associated with it. By implementing RFID checkpoints with a 4antenna layout, significant savings in labor hours are expected, cutting down lead time and
reducing labor expenses.
These results also highlight the benefit of performing multiple reads on a single parts container,
the extra labor involved (20 to 30 seconds per passage through the arch) being far outweighed by
the increased reliability of the results stemming from higher probability to achieve perfect
container inventory and easier elimination of stray reads.
As mentioned in section 6.2.4, moving the container through the archway dramatically increases
the probability of all parts being read. It is therefore strongly recommended that the archway be
complemented by a conveyor system set at a slow moving speed. In the short term, having an
operator pass the container through the archway will be sufficient. However, the option of adding
an automated mechanical for some applications (such as bin checkout at the kit room can further
ease the process by guaranteeing the bins are passed through the archway at suitable speed and
automating the repetition of reads.
Finally, the issue of stray reads, despite having been deemed less severe than expected in section
6.2.5, could nevertheless hinder the established check-in strategy, especially in areas likely to
have many tagged parts stored in close proximity of the arch. Shielding the arch with metal
panels can eliminate this issue entirely by preventing the transmit signal of the antennas from
reaching parts outside of the desired read zone.
In an ideal implementation vision, the check out arch at the warehouse kit room would resemble
the X-ray machines of an airport luggage check, while the larger check-in arch at the shipping
area would be built in a dedicated location shielded from the surrounding environment by large
metal panels, the conveying of the racks being done manually by shipping workers.
7.2 - Tagging Guidelines
The results obtained from the experiments were analyzed to determine which individual items
were read under each set of conditions. In section 6.2.3, this analysis was used to draw inferences
about the performance of 'hybrid' arch configurations, such as the 4-antenna layout proposed in
the previous section.
Knowledge of the detection rates of each part can also be used to identify tag placements
resulting in consistently poor performance. As such, placement of the tags on individual parts
was varied so as to provide a wide scope of tagging possibilities. In general, it was found that the
exact placement of the tag on the wrapping of a part mattered little, with tags being detected
despite being physically blocked by other parts. The only consistently undetected tags were those
placed within a few millimeters of a solid metal surface.
A set of guidelines governing tag placement would therefore emphasize avoidance of metal
surfaces by placing the tag on a section of the outside wrapping that isn't obviously in direct
contact with metal. In the case of shipping rack, another possible rule of thumb would be to place
the plastic totes included in the rack on the bottom rack, so as to benefit from the Brickyard
antennas reading power. Issuance of such guidelines would take the form of basic training of the
receiving area workers.
7.3 - Flow Redesign
The recommendations put forward in this section imply some level of redesign of parts flow. For
instance, the choice of implementing tagging at receiving would add an extra step to the existing
process of part receipt by having receiving area workers apply tags on individual parts after
inspecting them. Similarly, implementing tagging during the parts picking process may require a
modification to the current picking routine, in that a warehouse worker would need to be
instructed not to pick any parts of a single type unless the total required quantity is available in
inventory (a bag of hardware parts, tagged as a single item, would need to contain the right
quantity when tagged - this eliminates the current practice of partially fulfilling the order with on
hand inventory and completing it later).
In addition to these necessary changes, more substantial flow redesign can have the potential to
increase the benefits of the proposed RFID solution. For instance, pre-sorting the racks of parts
leaving the warehouse for the shipping area based on their end destination (which crate they will
be shipped in) will allow quick transfer of the parts to the corresponding crate after verification
of its contents. Also, a crating strategy at the warehouse can be envisioned, whereby the
miscellaneous parts sent from the warehouse to the shipping area for immediate crating (with no
additional modifications) could instead be crated directly at the warehouse, with an RFID
checkpoint ensuring order accuracy.
These and other proposals are discussed at depth in Yulei Sun's thesis [30].
76
Chapter 8 - Conclusions and Future Work
8.1 - Summary of Entire Project
In conclusion, the pilot RFID project proved the suitability of the technology to VSEA's
manufacturing environment. The analysis of the item-level tagging experiments revealed that the
high read percentages necessary for successful implementation were indeed achievable, and a
checkpoint 'arch' design was proposed.
The results of experiments performed on high-value components attached to different machine
modules suggested RFID tags could simplify and expand the serialization of such components,
with immediate potential benefits on the type of warranty issues discussed in section 3.3. This
work is documented in Rui Jia's thesis [23].
In Yulei Sun thesis [30], in-depth analysis of VSEA's operations is presented and several process
modifications meant to enable RFID implementation and enhance its benefits are proposed. In
addition, a flow line analysis model is proposed to evaluate the capacity and utilization of
individual workstations under various conditions.
8.2 - Assumptions and Limitations
As discussed in Chapters 5 and 6, the experiments were performed on two distinct containers of
parts and the results were used to draw conclusions about the performance of the arch in general,
under the assumption that both containers were representative of shipping totes and racks
factory-wide, and that their parts were chosen to reflect a wide variety of materials and shapes.
One limitation of the work discussed here is that it does not take into account human and
psychological obstacles to implementations. Although the conversion to an RFID-enabled
checkpoint system may seem like a valuable and financially sound option for the entire
company, the idea may encounter resistance from certain departments or individual workers,
unwilling to bear the brunt of the necessary process modification or weary of the potential
implications the implementation of RFID may have on their day-to-day work. One way to for
VSEA to address this issue could be to pre-empt workers apprehensions by clarifying the
project's objectives and engaging all concerned departments in implementation plans.
8.3 - Future Work
With the technical feasibility of RFID implementation established, a rigorous ROI analysis needs
to be performed, based on the cost-benefit analysis and the results from the pilot project
described in this thesis. The major challenge ahead is the integration of RFID within the
upcoming Enterprise Resource Planning system. Although the availability of an RFID add-on
module for the system has been confirmed, it will necessarily need to be adapted to the specifics
of VSEA manufacturing to fit its intended role.
References:
[1] Sherbondy, S., "Varian Semiconductor Equipment Associates Inc." MIT MEng in
Manufacturing Project Presentations. 8-404, Cambridge, MA. Dec. 2009. Lecture.
[2] VSEA - Products - VIISta Platform. VSEA. Web. 20 June 2010.
<http://vsea.com/products.nsf/docs/viistaplatform>.
[3] Industry Factsheet.SIA. Web. 19 June 2010. <http://www.sia-online.org/cs/
industryjresources/industryfactsheet>.
[4] Semiconductor FabricationPlant.Wikipedia. Web. 27 May 2010.
<http://en.wikipedia.org/wiki/Semiconductor-fabrication-plant>.
[5] Impinj. Getting Up to Speed: RFID Powered by Impinj. Seattle, WA: Impinj, 2009. Print.
[6] Albright, B., "RFID Tag Placement." FrontlineSolutions 5.6 (2004): 12-20. Print.
[7] Wal-Mart and RFID: A Case Study. <http://www.tutorialreports.com/wireless/rfid/walmart/case-study.php>
[8] Metro Group Reaps Gains From RFID. RFID Journal. Web. Jan. 24, 2005. <
http://www.rfidjoumal.com/article/view/1355/1/1>
[9] P&G's Use of EPC in the Supply Chain.RFID Journal. Web.
<http://www.rfidjournal.com/article/articleview/482>
[10] JR FreightImproves OperatingEfficiencies with Intermec RFID Technology. Intermec.
Web. 10 June 2010 <http://www.intermec.com/learning/content-library/
casestudies/cs1961.aspx>.
[11 ] RFID/EPCUM in the EDC of Sony Europe.
http://www.mielooandalexander.com/download/reference-case/M&Areferencecasesony_
rfid-epc.pdf
[12] Boeing Tracks Partsand Reduces Inventory with RFID Tags. Intermec. Web. 10 June 2010
<http://www.intermec.com/learning/content-library/case-studies/ cs2054.aspx>.
[13] IBM brings RFID to Volkswagen's entire supply chain.
<http://www.tgdaily.com/trendwatch-features/41842-ibm-brings-rfid-to-volkswagens-entiresupply-chain>
[14] RFID Improves Digital Supply Chain. Intel, video. <http://video.intel.com/
?fr-story=895a48fdda647fca392452d5980 10e92 1d7428dc&rf=sitemap>
[15] AstraZeneca extends its RFID roll-out. packagingnews.co.uk. <http://
www.packagingnews.co.uk/ news/642851/AstraZeneca-extends-its-RFID-roll-out/>
[16] Pfizer Using RFID to Fight Fake Viagra. RFID Journal. Web. Jan. 6., 2006. <
http://www.rfidjournal.com/article/articleview/2075/1/1/>
[17] RFID CASE STUDY: Cephalon. Impin Inc. Print
[18] Apollo Hospital Chennai Uses RFID to Speed Up Check-ups. RFID Journal. Web. June 11,
2010. <http://www.rfidjoumal.com/article/view/7659/>
[19] Case study: Bob Jones University. Intermec. Web. <http://www.intermec.com/publicfiles/case-studies/en/BobJones.cs-web.pdf>.
[20] The use of RFIDfor Human Identification.
<http://www.dhs.gov/xlibrary/assets/privacy/privacy-advcom-rpt-rfid-draft.pdf
>
[21] RFID Drives Highway Traffic Reports. RFID Journal. Web. Nov. 17, 2004. <
http://www.rfidjournal.com/article/view/1243/1/1>
[22] RFID CASE STUDY: Los Angeles Marathon. Impinj Inc. Print
[23] A Case Study to Track High Value Stillages using RFIDfor an Automobile OEM and its
Supply Chain in the Manufacturing Industry, P. Foster MSc, A. Sindhu, D. Blundell., IEEE
Xplore.
[24] Dobkin, D., The RF in RFID: Passive UHF RFID in Practice.Amsterdam: Elsevier /
Newnes, 2008. Print.
[25] Adams, D., "Read This': How RFID will work in metal Environments" Using RFID. April
2005.
[26] Deavours, D., Improving the near-metalperformance of UHF RFID tags, 2010 IEEE
International Conference on RFID
[27] Raumonen P. et al., Folded Dipole Antenna near metal plate, IEEE Antennas and
Propagation Society International Symposium, Vol. 1, pp.848-851, 2003
[28] Cheng C., and Prabhu V., ExperimentalInvestigation of EMI on RFID in Manufacturing
Facilities,5th Annual IEEE Conference on Automation Science and Engineering.
[29] Arnaud-Cormos, D., Electromagnetic environment of RFID systems, Proceedings of the
37th European Microwave Conference.
[30] Wang, L., "Placement of Multiple Rfid Reader Antennas to Maximize Portal Read
Accuracy." Int. J. Radio FrequencyIdentification Technology and Applications 1.3 (2007):
260-77. Print.
[31] Rusin, D., "Topics on Sphere Distributions", Web. <http://www.math.nui.edu/ rusin/knownmath/95/sphere.faq>
[32] McCarthy, U., "Impact of reader antenna polarisation, distance, inlay design, conveyor
speed, tag location and orientation on the coupling of UHF RFID as applied to modified
atmosphere packaged meat", Computers and Electronics in Agriculture 69.2 (2009): 135141. Print.
[33] Hoong, E., "Application of Paired t-test and DOE Methodologies on RFID Tag Placement
Testing using Free Space Read Distance", 2010 IEEE International Conference on RFID
[34] Ammu, A. et al, "Effect of Factors on RFID Tag Readability - Statistical Analysis", IEEE
International Conference on Electro/Information Technology, 2009.
[35] Weigand, S., "Multiple RFID Tag Plane Array Effects", IEEE Antennas and Propagation
Society International Symposium 2006
[36] Jia, Rui. Implementation of RFID Tracking in a Low Volume High Flexibility Assembly
Plant: Module Component Tracking. Thesis. Massachusetts Institute of Technology, 2010.
Print.
[37] Sun, Yulei. Implementation of RFID Tracking in a Low Volume High Flexibility Assembly
Plant: Process Redesign. Thesis. Massachusetts Institute of Technology, 2010. Print.
[38] Speedway@ Revolution. Seattle, WA: Impinj, Inc, 2007. Print.
[39] RFID Antenas. Chesterfield, MO: Laird Technologies. Print.
[40] CS-777 BrickyardTM Near-FieldAntenna. Seattle, WA: Impinj, Inc, 2007. Print.
[41] Mini-GuardrailILT Antenna Datasheet.Seattle, WA: Impinj, Inc, 2009. Print.
[42] ALN-9640 Squiggle@ Inlay. Morgan Hill, CA: Alien Technologies, 2010. Print.
[43] ALN-9640 Squiggle Inlay. Morgan Hill, CA: Alien Technologies, 2010. Print.
82
APPENDIX A:
Complete Experimental Results for Shipping Tote Experiments
Treatment TotTagged TotRead
[%Read JNumStrays IA I B
C DIE
-1
-1
-1
-1
-1
-1
-1
-1
105
78.10
105
105
80.00
1
1
78.10
1
-1
-1
-1
-1
105
73.33
1
-1
-1
-1
-1
Avg/Std
77.38
2.84
96.90
105
102
97.14
0
1
-1
-1
1
-1
105
105
102
102
97.14
97.14
1
0
1
1
-1
-1
-1
-1
1
1
-1
-1
105
101
96.19
0
1
-1
-1
1
-1
105
99
94.29
0
1
-1
0
0
-1
90.71
105
99
94.29
0
1
-1
0
0
-1
4.14
105
105
91
92
86.67
0
1
-1
0
0
-1
87.62
0
1
-1
0
0
-1
105
105
105
105
105
72
103
103
100.00
68.57
98.10
98.10
0
0
0
0
1
1
1
1
-1
-1
-1
-1
1
-1
92.76
1
1
1
-1
-1
-1
-1
-1
-1
-1
13.55
105
104
99.05
0
1
-1
1
-1
-1
9
105
104
99.05
0
1
-1
1
1
-1
98.10
9
105
105
100.00
0
1
-1
1
1
1.02
9
105
103
98.10
0
1
-1
1
1
-1
-1
105
102
97.14
0
1
-1
1
1
-1
105
105
105
102
97.14
103
103
98.10
98.10
0
0
0
1
1
1
1
1
1
-1
-1
1
-1
-1
-1
105
102
97.14
0
1
-1
1
1
1
1
-1
-1
11
11
11
105
102
97.14
0
-1
-1
-1
0
-1
97.38
105
105
103
102
98.10
97.14
0
0
-1
-1
-1
-1
-1
-1
0
0
-1
-1
0.48
11
105
102
97.14
0
-1
-1
-1
n
-1
101
101
96.19
96.19
-1
-1
-1
-1
-1
-1
0
0
0
-1
-1
-1
-1
-1
-1
105
99
94.29
0
0
0
105
101
96.19
0
-1
-1
0
-1
-1
105
105
105
105
104
103
100.00
99.05
98.10
0
0
0
-1
-1
-1
-1
-1
-1
0
0
0
1
1
1
-1
-1
-1
105
103
98.10
0
-1
-1
0
1
-1
105
102
97.14
0
-1
-1
1
0
-1
97.62
105
103
98.10
0
-1
-1
1
0
-1
0.55
105
102
97.14
0
-1
-1
1
0
-1
105
103
98.10
0
-1
-1
1
0
-1
0
188
-1
-
0
-1
105
105
19
|
.
105
1 102 1 97.14 1
95.71
0.95
98.81
0.91
97.141
19
19
105
105
101
102
96.19
97.14
0
0
88
88
-1
-
-
0
0
-1
-1
0.78
19
105
103
98.10
0
88
-1
-
0
-1
105
102
97.14
0
0
-1
0
-
-1
96.43
105
105
100
95.24
0
0
-1
0
-
-1
0.91
101
96.19
0
0
-1
0
-
-1
105
102
4714
0
0
-1
0
-
-1
105
84
80.00
0
0
-1
-1
-
-1
80.71
105
83
79.05
0
0
-1
-1
-
-1
3.42
105
82
78.10
0
0
-1
-1
-
-1
105
90
85.71
0
0
-1
-1
-
-1
-1
86
APPENDIX B:
Complete Experimental Results for Shipping Rack Experiments
ed
I TotRead I
%Read
81
80
79
80
81
83
I NumStrays I
I
A
E
93.10
91.95
90.80
91.95
-1
1
1
1
1
91.95
0.938502
93.10
0
0
0
94.54
1.724138
95.40
-1
-1
-1
81
84
93.10
96.55
77
76
76
77
88.51
87.36
87.36
88.51
1
78
77
89.66
88.51
0
1
1
-
1
1
-
-1
0
1
1
1
1
-
1
-
2
1
1
1
1
1
1
1
1
1
1
1
Avg/Std
87.93
0.663621
89.94
1.100491
I
8
87
79
90.80
0
1
1
0
0
1
8
87
79
90.80
0
1
1
0
0
1
APPENDIX C:
Matlab Code Used for Extraction of Raw (.csv) Data
dc
loe Etac K.1Cc~rcs
%
and write
sota.e)
%%%
clear a1ll;
~~~~~~~I
r W)
f
prCese
S -
s
f
r~
int
reut
o
o
a
mas-1
o
spedhet-
close al;clc
oads the
le
ec
% coment cr
load bomfiles_bin
%load bomfies_rack
]list
dBOM
bomlist = bomlist(2:end);
% Select the raw data file (s)
[selectedfilename-cell, pathnamel = uigetfile({'*.csv',...
'Select Raw data File',
'select raw data file'},
k = length(selectedfilename-cell);
'MultiSelect',
'on');
for i = 1:length(selectedfilenamecell)
disp([num2str(100*i/k) '% complete']);
if iscell(selectedfilename_cell) %more than one filename selected
selectedfilename= cell2mat(selectedfilename cell(i));
else % if onlv one item selected, no cell structure is created
selectedfilename = selectedfilename-cell;
end
filename = [pathname selectedfilename];
sheetname = selectedfilename(l:end-4); %ef:auLt
raw data (cell structure of EPC codes)
%Extract
[a, epcreads, raw] = xlsread(filename, sheetname, 'A:A');
[sourceantenna, a, raw] = xlsread(filename, sheetname, 'H:H');
marker call ed rownum
% Unccmment correct line - reads a file
Sheetl', 'I');
=
xlsread('SummaryFile_bin.xls',
[rownum, a, raw]
'Sheet1', '11');
c[rownum, a, raw] = xlsread('SummaryFile rack.xis',
clear a;
clear raw;
clear selected_filename;
epc-reads = epc-reads(6:end);
% clear heacers
variables
% Initialize
readbomitems = zeros(size(bom-list));
readsby-antenna = zeros(length(bomlist),3);%one col per antenna
stray-reads = zeros(size(epcreads));
for
j = 1: length(epc-reads)
% Convert Cell contents to St
a = cell2mat(epc-reads(j));
ing
% EXimnate J
b
leadi
a(3:end);
...
.i.
....
%0'
th
Fid
sam
=
x
~.
EPCin
O~
BOM
te
is L
tf = strcmp(b,bom list);
tfind = find(tf);
if
(~isempty(tf
EP
%?
ind))
Cor esponds
C
a
BM
i
Mark BOM
readbomitems (tf-ind) = 1;
reads by_antenna (tf-ind,sourceantenna (j))
i Tmas
=
read
1;
else
% Stray read dchtecJ..
stray-reads(j) = 1;
MarCk as su;ch
end
end
aClculate read percent age
totalnumber read = sum(readbomitems);
percent-read = 100*totalnumber_read/total_number-tagged;
% Finrad the indices of EPC's Lha L di dn t cor respond tio any BOM item
ind
find(strayreads);
epc-reads strays = epcreads(ind);
% Eliminae D-upl icates
epcreads-strays = unique (epcreadsstrays);
numberstrays = length(epc-reads strays);
clear a;
clear tf; clear tf_inid;
% Save workspace in-o a mat. i ' i.e
eval(['sav/e
pwd
'\esulths_bin\fie_'
%eval ( [ savr-e '
d ''\Result s bi\file
num2str(rownum+l)
umstr(rownumr+1)
'mat '
.mat ');
Create log string to be written into master spreadsheet
logstring = {bomfilename, filename, totalnumber-tagged,
totalnumber-read, percent_read, numberstrays, ...
il_'c
num2str(rownum+l) 'ma' ] };
%
indicate
stray
the raw data file
xlswrite(filename, stray-reads, sheetname, Vi6');
reads
in
% Uncomm ent correc
ine - wr ites
log strmng into Correct spreadsheet
xlswrite ( ' Summa rvhilein
. xls , logstring
e
' ,
[A' num2str(rownum+2)]);
%xswrit(
SurmmaryFi lebin. xls
logotri
'heetl',
%[ 'Anm2sr(rownum+2)])
end
APPENDIX D:
Matlab code used to determine percentage reads for each BOM item
%%
-il
et
ag
p
rin
cotinn
ma- files
orocessed.E
%%%
close all;
clear all;
rc
m
ECrasif
a
. I datafl
clc;
. . .
il
Correct lines Read rrom Summary
e bi n. xls ', '
SummrilV
('
xlsread
=
raw]
[a, savefilecell,
xls ',
iebin.
yJ
('
Sim.mar
xlsread
=
raw]
a,
[treatmentcell,
disp('Loainlga
% Uncommenwt
raw=
% [a, savefile_cell
% [treatment-celli, a, raw]
'G :G' ) ;
IShee',
' H: I ' )
e rak.xis', 'Sheetl', 'G: G')
xlsread('Summary
'Sheet
= xisread ('tSimrnaryFile rack. xls',
savefilecell = savefilecell(2:end);
clear a;
% eliminate
'
Sh-ee'
header
clear raw;
variable
% Uncomment correct line - Initialize
% BIN
24);
zeros(length(bomlist)+l,
=
totalreads by-treatment
% RACK
8)
(bomlist)+1,
(length
zeros
readsby_treatment
% total
for treatindex = 1:length(treatment-cel-l)
disp([num2str(100*treatindex/length(treatment_cell)) '% Done...']);
if treatmentcell(treatindex)>O
cell2mat(savefile-cell(treatindex))])
load([pwd '\Results-bin\'
totalreads-by-treatment(1:end-1,treatmentcell(treatindex)) =
totalreads-bytreatment(1:end-1,treatment_cell(treatindex) ;
+ readbomitems;
totalreadsby-treatment(end,treatmentcell(treatindex)) =
totalreads bytreatment(end,treatment_cell(treatindex)) +
clear read_bom_ items;
end
end
% Uncomment correct line - write results
totalreads-by-treatment
xlswrite( 'REPADSBYTREATMENT_BIN.xish',
'ABSOLUTE',
,
...
'E3');
% xiswrite ('READSBY TREATMENTRACK. xis,
I'AB SOLUTE', 'E3');
%
t otali_reads
by treatment
,
92
APPENDIX E:
Histograms and Residual plots for each of the ANOVAs discussed in section 6.3
I - ANOVA ON BIN ARCH WITH A = 1 (BY ON TOP) AND B = -1, E = -l
ALL REPLICATES INCLUDED
Histogram
(response is %Read)
20
15
10
5-
0
-24
-16
-8
Versus Fits
(response is 0/Read)
10500
Ii
-5-1 0 -
-15-20-25-
80
85
90
Rtted Value
95
100
II - ANOVA ON BIN WITH A = 1, B = -1 AND E = -1
'UNUSUAL' READ DELETED
Histogram
(response is %Read)
20-
Versus Fits
(response is %Read)
5.02.50.0-2.5-5.0-7.580
85
90
Fitted Value
95
100
III - ANOVA ON BIN WITH A = -1 (BY ON BOTTOM), B = -1, E = -1
Histogram
(response is %Read)
U
0"
d:
Versus Fits
(response is%Read)
1.0050.
-0. 5
0
-1.00
50
00
-2. 5
A0
+2. 5
91
92
93
94
95
96
Ftted Value
97
98
99
160