Document 11034475

VENDOR-MANAGED INVENTORY FORECAST OPTIMIZATION AND
INTEGRATION
by
XIHANG KOU
B.A. English for Science & Technology
Tianjin University, 1996
Submitted to the Engineering Systems Division in Partial Fulfillment of the
Requirements for the Degree of
MASTER OF ENGINEERING IN LOGISTICS at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
June 2008
© 2008
Xihang Kou
All rights reserved.
The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic copies of this document in whole or in part.
Signature of A
***.*............1n ........
Signature of Author Engineering System Division
May, 2008
Certified by................. ......................
Dr. Lawrence Lapide
Director, Deman Management
MIT Center for Trans ati and Logistics esis Supervisor
Accepted by ..................................
SBACHU E
OF TECHNOLOGY I
-
III
AUG 0 2008
LIBRARIES
1
.................................. Prof. Yossi Sheffi
Professor, Engin ering Systems Division
Professor, Civil and Environmental Engineering Department
Director, Center for Transportation and Logistics
Director, Engineering Systems Division
VENDOR-MANAGED INVENTORY FORECAST OPTIMIZATION AND
INTEGRATION
by
XIHANG KOU
B.A. English for Science & Technology
Tianjin University 1996
Submitted to the Engineering Systems Division in Partial Fulfillment of the
Requirements for the Degree of
MASTER OF ENGINEERING IN LOGISTICS
Abstract
In the retail industry, consumer package goods (CPG) manufacturers have been working with retailers to use Vendor-managed Inventory (VMI) to improve the overall supply chain inventory turns and finished product velocity. This thesis explores those opportunities where a consumer packaged goods company can benefit from using VMI information to improve forecasting. First, this thesis discusses a novel way to compare those forecasts at downstream and upstream demand planning levels. Forecast errors are calculated in relation to the forecast data aggregation levels. Second, a causal model is used to analyze the contributing factors of high demand planning forecast. Finally, recommendations are provided on how to use VMI information and thus incorporate VMI forecasts into the upstream supply chain planning process.
Acknowledgements
I want to express my sincere appreciation to all the people who helped me to make this thesis project successful. First, I want to thank Dr. Larry Lapide, my thesis advisor, who helped me to keep on track of my research, provide me his insightful advice and his careful proofreading of my entire thesis. I also want to extend my appreciation to Tommy Feng, Shauna Johnson, Carol
Leibel, and Lauren Zobel of General Mills who worked with me on a weekly basis and provided their full support. Last but not least, I want to thank General Mills thesis project sponsors Sue
Phillips, and Tim Weidenhaft and the MIT Center for Transportation and Logistics Executive
Director, Chris Caplice, who gave me such a great opportunity to conduct my research on this challenging project.
I also want to thank my wife Yan Yang, who has been supporting and encouraging me during all this time. Without her support, I would not follow my interests and proceed with my academic career.
Table of Contents
List of Acronym s ...................................................................................................... .......... 5
List of Tables ................................................... 6
List of Figures ........................................................................................................... .......... 7
List of Equations .................................................. 8
1. Introduction........................................................................................................ .......... 9
1.1. M otivation................................................................................................................. 9
1.2. M arket Overview .................................................................................................... 9
1.3. Company Profile .......................................................................................................... 10
2. Literature Review.................................................................................................................. 11
2.1. Vendor-managed Inventory (VMI) Definition ....................................... ....... 12
2.2. Benefit and Lim itation of VM I ...................................................... 12
2.3. Previous VM I Research ............................................................... ........................... 14
2.4. VM I Industrial Application........................................ ............................................ 15
3. Current Process ..................................................................................................................... 16
3.1. Demand Planning Forecast Process ................................................... 16
3.2. VM I Forecast Process .................................................................. .......................... 18
4. M ethodology ...................................................................................................................... 20
4.1. Research M ethod .................................................. .................................................. 20
4.2. M etrics .......................................................................................................................... 22
4.2.1. M etrics for Error Rate .......................................................................................... 22
4.2.2. M etrics for Bias................................................................................................ 24
4.2.3. Count Bias............................................................................................................. 25
5. Data and Analysis ................................................................................................................. 27
5.1. Data Collection ................................................... ................................................... 28
5.2. Data Analysis ................................................................................................................ 30
5.2.1. Customer Service Level and Data Aggregation Level ...................................... 30
5.2.2. MAPE Calculation Example at Four Levels of Data Aggregation..................... 31
5.2.3. DP Forecast MAPE at Different Aggregation Level for Customer A and B........ 35
5.2.4. DP Forecast and RP MAPE Comparison ....................................... ....... 40
5.2.5. Casual M odel Used to Asses Contributing Errors ................................... ......... 43
5.3. Analyze Individual Contribution of Errors ..................................... .... ......... 45
5.3.1. Prom otion Contributor ............................................................ ........................ 46
5.3.2. Volume Variance Contributor.................................................................... 47
5.3.3. Product Category Mix Variance Contributor............................. .......... 54
5.3.4. Tim e Forecast Error Contributor ..................................... ..... ............ 54
5.4. Data Analysis Result.............................................. ................................................. 55
6. Recom m endations ................................................................................................................. 56
7. Bibliography ......................................................................................................................... 59
List of Acronyms
APS Advanced Planning System
CPFR Collaborative Planning Forecasting and Replenishment (VICS, 2007)
CPG Consumer Package Goods Company
DP Demand Planning
ERP Enterprise Resource Planning
RP Replenishment Plan
SP Actual Shipment
SS - Store Pull
VF VMI Forecast
VMI Vendor-managed Inventory
List of Tables
Table 1. Example M APE Calculation....................................... .............................................. 23
Table 2. Example for Volume Bias Calculation .......................................... ............. 25
Table 3. Example for Product Count Calculation ........ ................................... ....... .................
Table 4. D ata Source Sum m ary .................................................................. ............................ 28
Table 5. Data Collection Sum m ary.......................................... ............................................... 29
Table 6. Data Level 1 Aggregation MAPE Calculation ....................................... ........ 32
Table 7. Data Level 2 Aggregation MAPE Calculation ....................................... ........ 32
Table 8. Data Level 3 Aggregation MAPE Calculation ....................................... ........ 33
Table 9. Data Level 4 Aggregation MAPE Calculation ....................................... ........ 34
Table 10. DP and RP M APE Comparison ................................................................................. 45
Table 11. DP Forecast MAPE at Level 1 Aggregation Product ...................................... 45
Table 12. DP Forecast MAPE at Level 1 Aggregation DC ....................................... ..... 46
Table 13. DP Forecast MAPE at Level 1 Aggregation Week ....................................... 46
Table 14. DP Forecast and RP MAPE Comparison for Customer A and B .............................. 46
Table 15. DP Forecast and RP Volume Bias Comparison for Customer A and B .................... 48
Table 16. DP Forecast MAPE for Customer A after Volume Adjustment......................... .49
Table 17. D ata A nalysis Result............................................. .................................................. 56
List of Figures
Figure 1. Top 20 Publicly Held US Food & Beverage Companies 2006................................... 11
Figure 2. General Mills Demand Planning Process (General Mills, 2007) .............................. 17
Figure 3. Process Map between Demand Planning and Supply Planning (General Mills, 2006) 19
Figure 4. General Mills Forecast Process Flow .................................... ............. 21
Figure 5. Data Aggregation Chart........................................... ............................................... 31
Figure 6. DP Forecast MAPE for Customer A .................................................. 35
Figure 7. DP Forecast MAPE for customer B .................................................................. 36
Figure 8. RP M APE for custom er A .......................................... ............................................. 37
Figure 9. RP M APE for customer B ............................................................. .......................... 39
Figure 10. MAPE Comparison between DP Forecast and RP for Customer A......................... 41
Figure 11. MAPE Comparison between DP and RP for Customer B .................................... 42
Figure 12. DP M APE Causal Diagram .................................................................................... 43
Figure 13. DP Forecast MAPE for Customer A after Volume Adjustment .............................. 50
Figure 14. DP Product Forecast MAPE for Customer A after Volume Adjustment................ 51
Figure 15. DP Ship-to-Location Forecast MAPE for Customer A after Volume Adjustment..... 52
Figure 16. DP Time Forecast MAPE for Customer A after Volume Adjustment ........................... 53
Figure 17. VMI Integration Planning Process .................................................................. 57
List of Equations
Equation 1. Replenishment Plan Calculation Formula ....................................... ......... 22
Equation 2. MAPE Calculation Formula ..................................................... 22
Equation 3. M PE Calculation Form ula......................................................................................... 23
Equation 4. RMSE Calculation Formula ..................................................... 24
Equation 5. Bias_Vol Calculation Formula ............................................................................... 24
Equation 6. Replenishment Plan Calculation Formula ....................................... ......... 27
Equation 7. Customer DC Inventory Calculation Formula ......................................... ...... 27
Equation 8. Replenishment Plan Calculation 2 to 4 Weeks Out................................. ... 38
1. Introduction
1.1. Motivation
This thesis explores opportunities from which a consumer package goods (CPG) manufacturer can benefit by engaging in a vendor-managed inventory (VMI) practice with its retailer. The practice of VMI has been adopted by more and more consumer package goods manufacturers and retail chains. Because VMI helps retailers to hand over the inventory management and purchase order issuing process to its suppliers, retailers can focus more on their core sales business. However, on the CPG manufacturer side, the benefit of such a practice has not yet been fully realized. How to best utilize this ultimate customer service tool and this source of retailer inventory information is becoming a critical question to CPG manufacturers. One potential benefit of VMI is to integrate VMI forecast information upstream into the supply chain demand planning process. Trying to provide key insight into how can a CPG manufacturer integrate this VMI forecast upstream into demand plan forecasting, I studied the VMI practice between General Mills and two of its retailers. I also selected one product line for each retailer for the research.
1.2.
Market Overview
For the retail industry in the United States, the sales of all supermarkets increased 4.3% with approximately 3.1% square footage growth and 2.3% consumer food price inflation in 2006.
Even though the retail industry size increased, the total number of large food retailers decreased.
In 2006, supermarkets completed 21 mergers and acquisitions activity. (Standard & Poor's, 2007)
The United States' food and beverage companies, which use retailing as one of their major channels to sell their products, are reducing operating cost, discontinuing unprofitable products, and placing more emphasis on market-leading products. They are not only facing customers' demand for healthy products, but also retailers' requests for high service level and low price. In order to successfully compete in such a changing market, food and beverage companies are improving their collaborations with the retailers and proactively applying new technologies to their supply chain.
1.3. Company Profile
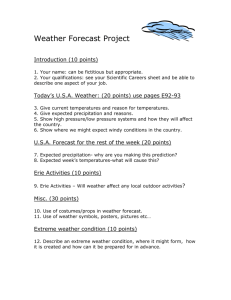
According to Standard & Poor's (2007), General Mills is one of the top 20 publicly held US food and beverage companies of 2006. With annual net sales of 11,640 million dollars, US retail accounted for 69% of General Mills' sales. Thus a successful supply chain is critical to its business growth. Figure 1 shows the General Mills 2006 ranking.
TOP 20 PUBUCLY HELD US FOOD &
(Ranked by 2006 sels ki ndons of dollars)
COMPANY
PepsiCo
Kraft Foods
Tyson Foods I
Coca-Cola
Coca-Cola Enterprises
Sara Lee 2
Pepsi Bottling Group
General Mills
3
ConAgra Foods 3
Smithfield Foods 4
Kellogg
Dean Foods
3
H.J. Heinz 3
Campbell Soup 5
Hormel Foods
Hershey
Wm. Wrigley Jr.
Procter & Gamble 2
PepsiAmericas
Del Monte Foods 4
5,414
4,820
4,159
4,314
3,726
2,899
11,504
11,248
10,177
10,174
8,103
7,072
PACKAGED FOOD & BEVERAGE SALES
2005 200
32,582 35,137
34,113 34,356
7.9
0.7
26,014
23,104
18,743
25,559
24,088
19,804
(1.7)
4.3
5.7
16,029
11,885
11,244
15,944
12,730
11,640
(0.5)
7.1
3.5
0.7
11,579
11,403
10,907
10,099
8,643
7,343
5,745
4,944
4,686
4,383
3,972
2,999
1.4
7.2
(0.7)
6.7
3.8
6.1
2.6
12.7
1.6
6.6
3.4
1
4
Fiscal year ended September.
Source: Company reports.
2 iscal year ended June.%1scal year ended May.
Fiscal year ended April. %scal year ended July.
Figure 1. Top 20 Publicly Held US Food & Beverage Companies
2006
2. Literature Review
This literature review consists of four parts:
1. Vendor-managed inventory (VMI) Definition
2. Benefits and Limitations of VMI
3. Previous VMI Research
4. VMI Industrial Applications
2.1. Vendor-managed Inventory (VMI) Definition
Vendor-managed inventory (VMI) (Taylor, 2003) is a business model. In this model, a vendor is responsible for monitoring the inventory at a retailer's locations, and then generating orders to replenish inventories. VMI benefits both parties. On one hand, the vendor can substantially improve planning visibility by monitoring retailers' inventories, and thus smooth and optimize its supply. On the other hand, the retailer out-sources purchase order processing and inventory planning functions to its suppliers. As a result, the retailer can focus more on its core sales function. The retailers also have the additional advantage of keeping fewer inventories in their warehouses.
2.2. Benefit and Limitation of VMI
Compared with other legacy inventory management systems, VMI has three distinct advantages:
1. It represents a high level of collaboration between the manufacturer and the customer.
This high level of collaboration is based not only on the trust between customer and supplier, but also based on the trust of their information systems that report on customer demand and those replenishment orders generated to meet that demand. With this trust,
CPG companies can develop strategic partnerships with the retailers and boost the sales of both sides.
2. VMI creates the opportunity for CPG manufacturer to develop a bottom-up forecast. In a
VMI practice, the CPG manufacturer is responsible for the replenishment of retailer's distribution center. Together with the traditional forecast information that the CPG manufacturer received from the retailer, the CPG company now has access to information closer to retailers' point-of-sales data. This enables the CPG company to develop a more real demand-based bottom-up forecast.
3. At last, VMI provides a CPG company with inventory visibility of the whole supply chain. As previously mentioned in point 2, with VMI, the CPG manufacturer has the clear view of incoming demand. In addition, the CPG manufacturer also has complete control over the replenishment to retailers' distribution centers (DC) and retailer DC inventory. Thus, a CPG manufacturer can keep the right levels of inventory at its own warehouse and customer DCs. Therefore, product supply lead times are also more predictable and controlled.
There are also limitations associated with VMI. First, VMI implementations require a high level of management support, which is crucial to VMI implementation success. Second, VMI increases the dependency between retailer and supplier, which, in turn, makes changing sourcing difficult. At last, there is extensive data involved, thus a pilot run and test run are necessary to test the system.
2.3. Previous VMI Research
Pilots and practices have been extensively conducted in the past for VMI. Generally, those pilots have focused on understanding questions from the following three areas:
1. VMI's implementation requirements and limitations on the manufacturer and the retailer.
First, VMI implementation requires good collaboration between retailers and vendors.
This is not limited to their data sharing; but also, more importantly, implies a high sense of mutual trust and senior management buy-in on both sides. Second, practicing VMI requires that a disciplined process or operational procedure is in place to regulate trading partners' joint efforts. As we can see from the nature of VMI, it involves the joint effort of forecasting, replenishment planning, and order building. Thus without a formalized process, this practice may not be executed successfully to support the business. Third,
VMI requires a high level of information technology system support. Currently, a lot of
Enterprise Resource Planning (ERP) software packages have specific VMI or
"Collaborative, Planning, Forecasting, and Replenishment" CPFR modules to provide extended functionality. In the case of a high integration between the retailer and CPG manufacturer, the CPG manufacturer needs to have the data processing capability to use the retailer's point-of-sales data together with retailer inventory data for the development of the replenishment plan.
2. Advantages of VMI over other legacy inventory management models.
Comparing to other legacy inventory management models, VMI is the first model to introduce the concept of collaboration between trading partners. Thus VMI enables
retailers to focus on the sales of goods, while the vendor can manage their inventory on the retailers' behalf so as to gain better visibility on inventory turns in the supply chain.
Furthermore, the vendor may improve the service level to the retailer without carrying extra inventory.
3. Key measurement of a successful VMI implementation.
VMI has been widely applied as part of the CPFR program. In practice, trading partners collaboratively forecast and plan; then the vendor helps the retailer to manage its inventory to an agreed upon level. The performance of different vendors of a retailer is usually measured by Key Performance Indicators such as Inventory Weeks of Supply,
Service Level and Number of Stock-outs.
2.4.
VMI Industrial Application
VMI has been piloted as part of CPFR in the retail industry since the 1990's (Ready or not, here comes vendor managed inventory program.,1994). with noticeable success in the pharmaceutical, retail and automotive industries. Trading partners benefit from VMI, achieving increased service levels and reduced inventories. One successful VMI implementation is between Boeing and
Alcoa. They together developed a strong and flexible supply chain, timely information sharing and more accurate forecast. (Micheau, 2005).
3. Current Process
For this research, I studied the Demand Planning Forecast Process and the VMI Forecast Process.
These two processes have different focuses at different sections of the supply chain forecast cycle.
3.1. Demand Planning Forecast Process
To General Mills, demand planning is the important linkage between the commercial and operational sides of the business processes. Demand Planners use the previous 52 weeks of sales history and trade plans from the Marketing Department to develop high level Demand Planning
(DP) Forecasts. The DP Forecast is usually at the product and General Mills Customer Service
Center (CSF) level. If a ship-to location level forecast is needed instead of the default shipping location forecast, the logistics demand planner will disaggregate the demand planning forecast from shipping location to ship-to location based on the last 13 weeks shipment history of customers. The Demand Planning function is also responsible for the Sales and Operation
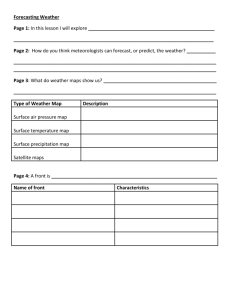
Planning (S&OP) meetings on a monthly basis. In this meeting, the sales forecasts and shipment history are reviewed. In addition, a consensus plan will be developed based on demand planning forecasts and marketing trading plans. The General Mills Demand Planning Process is depicted in Figure 2. General Mills Demand Planning Process
Moii* Demand Mestiog wkh r~eepumn~Ivesfmm
Markeung, Sals..
Opmtims~, and Firnam
Figure 2. General Mills Demand Planning Process (General Mills, 2007)
3.2. VMI Forecast Process
For General Mills, "VMI is the process by which warehouse inventory and movement is transmitted from distributor to supplier and the supplier generates the purchase order." (1993,
Food Marketing Institute) General Mills started its VMI forecast process in Aug 2007, with an objective to "establish a business process that leverages technology and effective trading partner relationships to optimize the flow of information and inventory throughout the supply chain"
(General Mills, 2007). Currently, General Mills uses the VMI forecast to drive its Responsive
Replenishment (RR) to customers. For the VMI Forecast, Account Operations Specialists are responsible for managing the inventory at customers' distribution centers; communicating with the customers for upcoming promotional and forecast information; developing and maintaining the VMI forecasts, and issuing ROQs to replenishment customers' inventories. In 2007, General
Mills has on EDI linkage with approximately 30% of its customers.
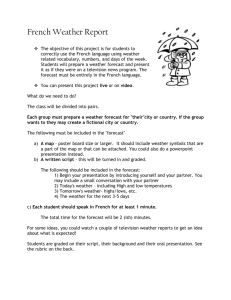
The relationship between Demand Planning and the VMI Forecast (Supply Plan) is depicted in
Figure 3. Process Map between Demand Planning and Supply Planning
SAP SNP
/
DRP / BEX
SAP DP SAP ICH-RR
m
History Trade POS VMI / CPFR
Figure 3. Process Map between Demand Planning and Supply Planning (General Mills, 2006)
As shown from the top of the Figure 3, General Mills' planning strategy is to build the
"Consensus Plan" based on a high level "Macro" plan and a low level detailed plan. At the planning level, General Mills aligns the Demand Plan and Supply Plan within their S&OP process. The Demand Planners use an SAP DP module to develop the Demand Plan. Two sources of data for the SAP DP module are Sales History and Trade Plan. The Account
Operation Specialists in the Customer Service Center use the SAP ICH-RR module to generate the supply plan. Two data sources for the SAP ICH-RR module are the customer store Point-of-
Sales Data and VMI data.
4. Methodology
In order to research how to successfully integrate VMI into the demand planning forecasting process, I conducted my research in three steps: first, I mapped the process of General Mills'
VMI forecasting and demand planning processes so as to understand the VMI forecast and demand planning forecast data sources and flows. Second, I compared three candidate metrics of forecast accuracy, and then I selected the Mean Absolute Percent Error (MAPE) as the metric used to evaluate the demand planning forecast and the VMI forecast accuracy. Finally, based on the forecast accuracy comparison in step two, I provided process improvement recommendations on how to integrate VMI into the demand planning forecast process.
4.1. Research Method
For the first step I mapped the General Mills planning process shown in Figure 4. General Mills
Forecast Process Flow
Legend
Legend
//!VMI
Demand Planning Activities
Activities
------I,
Figure 4. General Mills Forecast Process Flow
I noticed that the VMI forecast and the Demand Planning forecast are capturing data from different sections of this supply chain, therefore in order to compare the forecast accuracy between these two forecasting methods, I have to compare the forecast accuracy of the
Replenishment Plan (RP) and the Demand Planning forecast (DP). According to General Mills' customer service center procedures, we developed the Replenishment Plan calculation method based on the VMI Forecast, the Customer DC inventories, and Customer DC Taret Inventory.
Account Operation Specialists of the General Mills' Customer Services Center usually calculate the Replenishment Plan quantity based on the inventory level at customers' Distribution Centers
(DC) and VMI forecasts generated by their SAP Advanced Planning & Optimization (APO) system. The formula is shown as following as
Replenishment Plani = Customer DC Target Inventoryi Customer DC Inventoryi + VMI
Forecasti
Equation 1. Replenishment Plan Calculation Formula
4.2. Metrics
For the second step, I identified two categories of metrics to measure forecast. The first category is to measure the error rate of the forecast, so that I can understand the forecast accuracy. For this category, I choose MAPE as the metric. The second category is the measure of the bias of forecast error. For this category, I choose Volume Bias as the metric.
4.2.1. Metrics for Error Rate
I analyze three candidate forecast error calculation metrics as discussed below and selected
MAPE as the metric to calculate General Mills forecast error rate. The first metric I evaluated was Mean Absolute Percent Error (MAPE), which is the sum of all absolute errors divided by the sum of actuals, as follows
MAPE =
_=1Actual
Actual,)
Equation 2. MAPE Calculation Formula
MAPE is a simple metric which captures the most important part of forecast accuracy. In addition, it comes with other three advantages:
1. It can be either volume based or value based, depending on the focus of the measurement.
2. It is easy to calculate and sum up to a group level.
3. Accuracy can be derived as the reverse of MAPE.
I include a sample MAPE calculation in Table 1 below
Product
A
B
C
Total
Forecast Actual
Shipment
F A
300 100
80 200
70
450
100
400
Table 1. Example MAPE Calculation
Error MAPE %
I F - A
200
120
30
350
I IF- AIA
200%
60%
30%
88%
As shown from Table 1, the absolute error of product A, B and C are 200, 120 and 30 respectively. Then, product A, B and C each has a MAPE of 200%, 60% and 30%. For the overall MAPE of this group of three products, the overall MAPE is calculated based on the total absolute error of the three products as 350 divided by the total Actual Shipment 400, thus the overall MAPE for these three products is 88%.
The second metrics is Mean Percent Error (MPE) which is an Average of Absolute Percentage
Error, as shown below
MPE =
M ABS(Forecast i=% n i
/ Actual )
Equation 3. MPE Calculation Formula
MPE weights Stock-Keeping-Units (SKU) with a high error percentage. In this case, this metric is not suitable for forecast accuracy calculation.
At last the third error metric is Root Mean Squared Error (RMSE) that is the square root of the average of summed squared errors as follows:
RMSE =
S
_
- Actual,) n
2
Equation 4. RMSE Calculation Formula
RMSE is also used in some instances for error calculation metrics, but it has the problem of a complicated algorithm compared to MAPE. Furthermore, it is not directly related to forecast accuracy. Unlike MAPE, arithmetic accuracy can not be calculated based on RMSE.
Because MAPE is currently General Mills metric to measure DP forecast accuracy, I choose
MAPE as the metric for this research.
4.2.2. Metrics for Bias
Volume Bias
Volume Percentage Bias is the sum of error divided by the sum of actual, as follows
BIAS Vol =
SI (Forecast
Z-,
- Actual )
Actual
Equation 5. Bias_Vol Calculation Formula
A sample Bias_Vol calculation is depicted in Table 2
Bias- Vol
I
Product
A
B
C
Total
4
Forecast
F
300
80
70
450
Actual
Shipment
A
100
200
100
400
Bias
F-A
200
-120
-30
50
Bias_Vol
(F-A)/A
200%
-60%
-30%
13%
Table 2. Example for Volume Bias Calculation
As shown on the last row of Table 2, the Volume Bias calculation captures the total volume bias.
This Bias Volume metric provides insight into individual and a product group's forecast volume variances from the actual. If all the products or a group of products are biased at one direction with relatively similar percentage, one can research the possibility to improve forecast accuracy
by increasing or decreasing forecast by defined percentages.
4.2.3. Count Bias
Count Bias is a product's overall bias direction toward over forecasts or under forecasts based on its number of over-forecasts and under-forecasts in a given period of time.
I include an example Product Count Bias calculation in Table 3. Example for Product Count
Calculation
I
i s 1
Product A
Forecast
300 Week 1
Week 2
Week 3
Week 4
80
70
400
Actual
Shipment
Bias
+/- (F-A)
100
200
100
450
-I
No. of +
Bias
No. of -
Bias
- Negative
Bias
Table 3. Example for Product Count Calculation
I calculate the Product Count Bias for each product in two steps. First, I compare the forecast against actual shipment. From Table 3, I compared the forecast of 4 weeks against the Actual
Shipment for 4 weeks. The forecast is higher than the Actual Shipment for week I and Forecasts are lower than Actual Shipments for week 2 to week 4. So there are three under-forecasts and one over-forecast. Because there is more under-forecast than over-forecast, the Overall Bias is under-forecast. The overall Bias is negative.
After that I then used the MAPE and Bias_Vol to measure the difference between the Demand
Planning Forecast and VMI forecast errors. For the last step of my research method, I used the forecast accuracy comparisons result between the Replenishment Plan and Demand Planning
Forecast to develop my recommendations.
5. Data and Analysis
In order to understand the advantages and disadvantage of DP Forecasts and VMI Forecasts currently existing in General Mills' supply chain, I first map the process of General Mills' supply chain planning process as shown in Figure 4. Second, I collected five sources of data for analysis:
1. Demand Planning Forecast (DP)
2. Actual Shipment (SP)
3. VMI Forecast (VF)
4. Customer DC Inventory (TA)
5. Store Pull (SS)
Third, I used the following formula to calculate the replenishment plan and customer DC
Inventory from some of this data
Replenishment Plani = Target DC Inventoryi CustomerDC Inventoryi + VMI Forecasti
Equation 6. Replenishment Plan Calculation Formula
Customer DC Inventoryi+l = Customer DC Inventoryi VMI Forecasti+ Replenishment Plani
Equation 7. Customer DC Inventory Calculation Formula
This develops a Replenishment Plan (RP) based on the VMI Forecast Inventory Policy and
Customer DC Inventory. As Replenishment Plan is a good representation of VMI Forecast accuracy, I compare the MAPE of the Demand Planning Forecast and Replenishment Plan to test if the "Replenishment Plan" is more accurate than the "Demand Planning Forecast". Because the Replenishment Plan has a lower MAPE, in the second step, I also calculate the MAPE for the
VMI forecast.
5.1. Data Collection
General Mills provided two product lines for two customers for this research project. The first product line is from their dry product channel which contains 16 Stock Keeping Units (SKUs).
General Mills ships these products from three of its Customer Service Facilities (CSFs) to six customer A's Distribution Centers. Occasionally, General Mills provides Direct-Store-Delivery to A for promotional volumes. The second product line is from their more freshness-sensitive temperature channel product line, which has a shorter shelf-life. General Mills ships these products from two of their CSFs to three customer DCs. I included a summary chart of data sources in Table 4
Customer
A
B
Product Line
Dry Channel
Temp Channel
Table 4. Data Source Summary
No. of SKUs
16
13
No. of GMI CSFs No. of Customer DCs
3 6
2 3
I used eight weeks of data from week 02/04/2008 to 03/24/2008 for the research. The five sources of data are
1. Demand Planning Forecast (DP)
2. Actual Shipment (SP)
3. VMI Forecast (VF)
4. Customer DC Inventory (TA)
5. Store Pull (SS)
I summarized this data collection in Table 5
Customer A
Demand Planning Forecast (DP)
No. of
Base
Product
16
No. of No. of No. of
CSFs DCs Weeks
3 6 12
No. of Actual
Week- No. of outs Records
4 6,820
Replenishment Plan (RP)
Actual Shipment (SP)
16
16 4
6
6
12
12
4
4
4,608
1,416
Store Pull (SS)
Customer DC Inventory (TA)
VMI Forecast (VF)
Total
16
16
16
6
6
6
15
13
15
4 5,760
1,248
4 5,760
25,612
Customer B
Demand Planning Forecast (DP)
No. of
Base
Product
No. of No. of No. of
CSFs DCs Weeks
13 2 3 12
No. of Actual
Week- No. of outs Records
4 1,728
Replenishment Plan (RP)
Actual Shipment (SP)
Store Pull (SS)
Customer DC Inventory (TA)
VMI Forecast (VF)
Total
13
13
13
13
13
2
3
3
3
3
3
13
15
12
12
15
4 1,872
4 408
4 2,340
507
4 2,340
9,195
Table 5. Data Collection Summary
As shown from Table 5, customer A has 16 base products from the dry product channel. General
Mills works very closely with customer A to sell these products using promotions. The total number of records I used in this research was 25,612. For customer B, General Mills selects another temperature product line for the research with 13 base products. The sales of customer B is every-day-low-price (EDLP). The total number of records for customer B data analysis is
9,195.
5.2.
Data Analysis
5.2.1. Customer Service Level and Data Aggregation Level
Because there are very detail forecast and shipment data included in this research, before I examine the data forecast accuracy, I first need to define the proper data aggregation level for the forecast and shipment comparison. From sales' point of view, the highest service level to customer is the needed product has been delivered to the customer at correct time, to the correct ship-to location and in the correct quantity. From a supply chain management point of view, correct shipping location is also required. The first level of aggregation is of the highest level, which implies the lowest customer service requirement. I developed a data aggregation chart as shown in Figure 5.
Figure 5. Data Aggregation Chart
As shown from the top of Figure 5, the lowest customer service requirement means forecast accuracy will only measure if the "right product" has been shipped against the forecast, regardless of Shipping Location, Ship-to Location and Week. In contrast, the highest customer service requirement means forecast accuracy will measure if the "right product" is shipped from the "right shipping location" to the "right ship-to location" at the "right time". Thus, in order to measure the forecast accuracy with the highest customer service requirement, the forecast and shipment data should only be aggregated at the lowest level, i.e., the fourth level
5.2.2. MAPE Calculation Example at Four Levels of Data Aggregation
I use product 27472000 of customer A as an example to illustrate the MAPE calculation method under four levels of aggregation.
In Table 6. Data Level 1 Aggregation MAPE Calculation, I first test the aggregation only at the product level.
I-Customer
A
Total
Product
27472000
I
Forecast
F
6,113
6,113
Table 6. Data Level 1 Aggregation MAPE Calculation
Actual
ShiDment
A
1,656
1,656
Error
IF-AI
4,457
4,457
MAPE %
IF-AI/A
269%
As shown from Table 6, the MAPE for this level 1 aggregation is 269%.
I then test the MAPE at level 2 data aggregation from Customer DC level, with a forecast for each Customer DC and Actual Shipments, to each Customer DC in Table 7. Data Level 2
Aggregation MAPE Calculation
Customer
A
Total
Product
27472000
Customer DC
10650100
11063900
11063924
11063926
11063928
12050600
Forecast
F
956
1,554
598
1,538
394
1,073
6,113
Table 7. Data Level 2 Aggregation MAPE Calculation
Actual
ShiDment
A
216
648
72
288
72
360
1,656
Error
IF-A
740
906
526
1,250
322
713
4,457
MAPE %
I F-A I/ A
269%
From Table 7, the level 2 aggregation MAPE is also 269%. Comparing to level 1 aggregation in
Table 6, this indicates no error increase.
I then calculate the MAPE at the third level aggregation in Table 8. Data Level 3 Aggregation
MAPE Calculation
Customer
Total
Base Product
27472000 r i
Customer DC
10650100
11063900
11063924
11063926
11063928
12050600
Week
2/412008
2/11/2008
2/18/2008
2/25/2008
3/3/2008
3/10/2008
3/17/2008
39A/9R2008
2/4/2008
2/11/2008
2/18/2008
2/25/2008
3/3/2008
3/10/2008
3/17/2008
3/24/2008
2/4/2008
2/11/2008
2/18/2008
2/25/2008
3/3/2008
3/10/2008
3/17/2008
3/24/2008
2/4/2008
2/11/2008
2/18/2008
2/25/2008
3/3/2008
3/10/2008
2/11/2008
2/18/2008
2/25/2008
3/3/2008
3/10/2008
3/17/2008
3/24/2008
2/4/2008
2/11/2008
2/18/2008
2/25/2008
3/3/2008
3/10/2008
3/17/2008
3/24/2008
2/4/2008 r-
3/17/2008
3/24/2008
Table 8. Data Level 3 Aggregation MAPE Calculation
Forecast
F
36
49
54
34
34
405
69
494
96
137
149
93
95
101
18
130
24
35
38
24
24
405
71
502
91
141
154
96
94
166
29
196 f1
98
411
66
80
94
68
68
Actual
Shipment
A
72
144
144
288
72
72
144
72
36
36
6,113 1,656
Error
I F - A
IF-AI
24
77
106
474
4
18
42
38
74
34
405
69
494
96
65
5
21
95
101
18
94
24
35
38
12
405
1
358
91
3
134
96
94
166
29
196
36
49
54
38
5,197
MAPE %
IF-AIIA
314%
As shown from Table 8, the MAPE of Level 3 Aggregation increases to 314% compared with
Level 2 Aggregation MAPE of 269% for product 27472000.
At last, I calculate the MAPE at the level 4 aggregation in Table 9. Data Level 4 Aggregation
MAPE Calculation
Forecast
F
Actual
Shipment
A
Error
IF-Al
MAPE %
IF-AI/A Customer Base Product
27472000
GMI CSF Customer DC
11063900
11063924
11063926
11063928
10650100
12050600
Week
2/4/2008
2/11/2008
2/18/2008
2/25/2008
3/3/2008
3/10/2008
3/17/2008
3/24/2008
2/4/2008
2/11/2008
2/18/2008
2/25/2008
3/3/2008
3/10/2008
3/17/2008
3/24/2008
2/4/2008
2/11/2008
2/18/2008
2/25/2008
3/3/2008
3/10/2008
3/17/2008
3/24/2008
2/4/2008
2/11/2008
2/18/2008
2/25/2008
3/3/2008
3/10/2008
3/17/2008
3/24/2008
2/4/2008
2/11/2008
2/18/2008
2/25/2008
3/3/2008
3/10/2008
3/17/2008
3/24/2008
2/4/2008
2/11/2008
2/18/2008
2/25/2008
3/3/2008
3/10/2008
3/17/2008
Total
Table 9. Data Level 4 Aggregation MAPE Calculation
166
29
196
36
49
54
34
34
405
69
494
96
137
149
93
95
6,113
-~---
72
72
144
72
1,656
54
38
34
405
69
494
96
65
5
21
95
166
29
196
36
49
5,197
314%
As shown from the above four calculation examples in Table 9, product 27472000 MAPE is
314%.
5.2.3. and B
DP Forecast MAPE at Different Aggregation Level for Customer A
First I examine the Demand Planning Forecast MAPE percentage for customer A and these arc shown in Figure 6. DP Forecast MAPE for Customer A w
50%-
0%
S Product
-
DC Product
CSF Product
--- Week Product
-*-Week DC Product
-- Week CSF Product
-+- Week DC CSF Product rrrrrhr
ZOUTo
-
200%
-
150%-
100% t--L--~·~-----C`-
~=~====~=~=z--~~
~t-~-l-----------~c,
1 Week Out
131%
143%
173%
185%
205%
215%
228%
-
2 Week Out
138%
151%
178%
194%
214%
224%
235%
3 Week Out
136%
146%
171%
186%
208%
218%
230%
-`-X.
4 Week Out
119%
127%
150%
168%
190%
200%
212%
Figure 6. DP Forecast MAPE for Customer A
I observe three trends for the Demand Planning Forecast MAPE. First, a high level aggregation shows a lower MAPE compared to low level aggregations, e.g. the "product" level aggregation shows a MAPE from 131% to 119% from "1 Week Out" to "4 Week Out" compared to the
"Week DC CSF Product" level aggregation showing a MAPE from 228% to 212%. Second, for
MAPE of all four aggregation levels, the "1 Week Out" through "4 Week Out" Demand
Planning Forecast have the same pattern. For any given aggregation level the comparison of the
"1 Week Out" to "4 Week Out" forecast shows that the "4 Week Out" forecast has the lowest
MAPE percentage. For example, for the MAPE percentage for "Product" level aggregation, the
"2 Week Out" forecast has the highest MAPE at 138%, while the "4 Week Out" forecast has the lowest MAPE at 119%.
Second, I examine the Demand Planning Forecast MAPE percentage for customer B in Figure 7.
DP Forecast MAPE for customer B
-U-
Product
CSF Product
DC Product
Veek Product
Veek CSF Product
-'-V Veek DC Product
Veek DC CSF Product
40%
30%
20%
10%
0%
100%
90%
80%
70%
60%
50%
1 ekOu ek u
1 Week Out
24%
27%
28%
45%
55%
59%
59%
2 Week Out
30%
41%
41%
55%
69%
73%
73%
Figure 7. DP Forecast MAPE for customer B
We u
3 Week Out
26%
46%
47%
60%
77%
81%
81%
4 Week Out
28%
56%
57%
63%
84%
88%
88%
Besides the two trends from the Demand Planning Forecast MAPE for Customer A, I observed two other trends of the Demand Planning Forecast MAPE for Customer B. First, level three aggregation of "Week DC Product" and level four aggregation of "Week DC CSF Product" have the same MAPE percentage from "1 Week Out" to "4 Week Out". Second, there is fluctuation in the MAPE percentage from "1 Week Out" to "4 Week Out" Product"; while all other
aggregation level MAPEs have increasing MAPE as the planning week extends from "1 Week
Out" to "4 Week Out".
Third, I examine the Replenishment Plan MAPE percentage for customer A in Figure 8. RP
MAPE for customer A
^^^'
I U7o-
100%
80%
60%-
40%
20%
0%
-4- Product
-- CSF Product
Week Product
---- DC Product w---Week CSF Product
-- Week DC Product
--+--Week DC CSF Product
1 Week Out
49%
53%
60%
64%
74%
97%
97%
....
2 Week Out
35%
37%
56%
44%
65%
80%
80%
Figure 8. RP MAPE for customer A
X
3 Week Out
40%
41%
64%
46%
69%
86%
86%
4 Week Out
45%
46%
63%
50%
70%
88%
88%
First, a high level aggregation has a lower MAPE compared to a low level aggregation, e.g. the
"product" level aggregation shows a MAPE from
35% to 49% from "1 Week Out" to "4 Week
Out" compared to the "Week DC CSF Product" level aggregation showing a MAPE from 80% to
97%. Second, for MAPE of all four aggregation levels, the "1 Week Out" through "4 Week
Out" Demand Planning Forecast, have the same pattern. For any given aggregation level a comparison of the "1 Week Out" to "4 Week Out" forecast shows that the "2 Week Out" forecast
has the lowest MAPE percentage. At last, for any aggregation level, "1 Week Out" always has a higher MAPE compared to "2 Week Out" to "4 Week Out". Because I calculated CustomerDC
Inventoryi+l according to Equation 7, that is
Customer DC Inventoryi+l = Customer DC Inventoryi VMI Forecasti+ Replenishment Plani and I calculated the Replenishment Plan according to Equation 6, as below:
Replenishment Plani = Target DC Inventoryi CustomerDC Inventoryi + VMI Forecasti
Thus,
Customer DC Inventoryi+l = Target DC Inventoryi
Then I have the formula to calculate Replenishment Planij as follows:
Replenishment Plani+ Target DC Inventoryi+1 Target DC Inventoryi + VMI Forecasti+
Equation 8. Replenishment Plan Calculation 2 to 4 Weeks Out
So under condition of less Target DC Inventory change over "1 Week Out" to "4 Week Out", "2
Week Out" to "4 Week Out" Replenishment Plan captures less variance for (Target DC
Inventoryi+1 Target DC Inventoryi ), but for Replenishment Plani, the (Customer DC Inventoryi
VMI Forecasti) captures more variance, which explains the high MAPE for "1 Week Out"
Replenishment Plan compared to "2 Week Out" to "4 Week Out".
Fourth, I examine the Replenishment Plan MAPE percentage for customer B in Figure 9. RP
MAPE for customer B
W
0I
I
Figure 9. RP MAPE for customer B
I
Noted first that, a high level aggregation has a lower MAPE compared to a lower level aggregation, e.g. the "product" level aggregation shows a MAPE from 12% to 17% from "1
Week Out" to "4 Week Out" comparing to a "Week DC CSF Product" level aggregation showing a MAPE from 46% to 57%. Second, for MAPE of all four aggregation levels, the "1
Week Out" through "4 Week Out" Replenishment Plans have the same pattern. For any given aggregation level a comparison of the "1 Week Out" to "4 Week Out" forecast shows that the "2
Week Out" forecast has the lower MAPE percentage.
For customers with VMI linkage, General Mills' customer service performance to these customers is measured by both the number of stock-outs and inventory level. On one hand, the retailers want to have more products available at these customers' DCs so that they will have less stock-outs. On the other hand, General Mills also need to keep their inventory low at the
customer DCs, because retailers do not want VMI suppliers take advantage of the VMI practice of "stuffing the pipeline" by loading the retailers' DC with high inventory. Therefore, the VMI suppliers' service performance is also measured by their product inventory level at retailers' DC.
These balanced dual measurements of number of stock-outs and inventory level at retailers' DCs require the VMI suppliers to provide the "Right Time", the "Right Ship to Location" and the
"Right Product" service. Based on that, I will measure the MAPE at the level 3 "Week DC
Product" aggregation, which captures these "Right Time", "Right Ship to Location" and "Right
Product" requirements.
5.2.4. DP Forecast and RP MAPE Comparison
As a second step, I examine the "1 Week Out" through "4 Week Out" MAPE percentage at the
"Week DC Product" aggregation level between the Demand Planning Forecast and the
Replenishment Plan for customer A and B respectively.
First, I examine the MAPE Percentage Comparison between the Demand Planning Forecast error and Replenishment Plan error for Customer A. I include the chart and data in Figure 10. MAPE
Comparison between DP Forecast and RP for Customer A
· _I IVI r50V /0
200%
150%
100%
50%
0%
---Demand Planning Forecast
Replenishment Plan
1 Week Out
205%
97%
---`-----~---
2 Week Out
214%
80%
Figure 10. MAPE Comparison between DP Forecast and RP for Customer A
3 Week Out
208%
86%
4 Week Out
190%
88%
From Figure 10, I observe that from the "1 Week Out" through "4 Week Out" forecast MAPE comparison, the Demand Planning Forecast has over 100% higher MAPE compared to the
Replenishment Plan. For instance, Demand Planning Forecast's MAPE for "2 Week Out" forecast is 214% which is 167% higher than the Replenishment Plan's 80% MAPE. For "4
Week Out", the Demand Planning Forecast MAPE is also 125% higher than the Replenishment
Plan.
Second I examine the MAPE Percentage Comparison between Demand Planning Forecast and
Replenishment Plan for Customer B. I include the chart and data in Figure 11. MAPE
Comparison between DP and RP for Customer B
100%
90%
80%
70%
60%
50%
40%
30%
20%.
10%
0%
--- Demand Planning Forecast
Replenishment Ran
1 Week Out
59%
57%
2 Week Out
73%
46%
Figure 11. MAPE Comparison between DP and RP for Customer B
3 Week Out
81%
47%
4 Week Out
88%
47%
There are three observations to make from this figure. First, the overall MAPE of the Demand
Planning Forecast is higher than the Replenishment Plan. Both forecasts have similar error rates for a "1 Week Out" forecast, however, the Demand Planning Forecast has a higher error rate from the "2 Week Out" forecast through "4 Week Out" forecast. Second, the Demand Planning
Forecast has an increasing MAPE trend over from "1 Week Out" forecast to "4 Week Out". Its
MAPE increases from 59% of "1 Week Out" Forecast to 88% of "4 Week Out" Forecast. Third,
Replenishment Plan has a high "1 Week out" forecast error of 57%; the "2 Week Out" through
"4 Week Out" Forecasts have stable a MAPE of 46-47%.
5.2.5. Casual Model Used to Asses Contributing Errors
In order to find out the reason for the high MAPE rate for the Demand Planning Forecast compared to Replenishment Plan, I evaluate the aggregated impact of "product", "DC" and
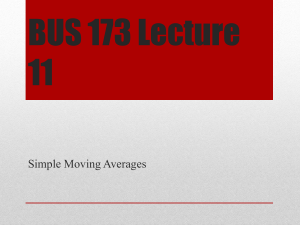
"week" on the overall high forecast error rate. I include a the Demand Planning Forecast MAPE causal diagram in Figure 12. DP MAPE Causal Diagram
Femast Mrnng +
Forecast MAPE
Product Category
Mix Variance +
+
Product Forecast
Error (Product)
+
Disaggregation +
+
Ship-to Location
Forecast Error
(Customer DC)
,,c +-•
Vounme Variance
-
Direct Ship
History
Forecast Time +
Error (Week) -
+ Review Frequency
Pipeline Inventory
_ Data Accuracy
Planning Cycle
TTme
Figure 12. DP MAPE Causal Diagram
Disaggregation
Algorithm
Turn Shipment
History
Promotion
Shipment History
In Figure 12, I include three contributing factors to the Demand Planning Forecast MAPE, i.e.
Product Forecast Error (Product), Ship-to Location Forecast Error (Customer DC) and Time
Error (Week). Among these factors, Product Forecast Error (Product) refers to volume or quantity variance and product mix variance of all products of a group. Both volume variance and quantity variance have a reinforcing effect on Product Forecast Error, i.e. a higher volume
variance and higher product mix variance contributes to higher Product Forecast Error. The current Demand Planning Forecast does not separate Turn Forecast and Promotional Forecast, but from the systems point of view, Turn Forecast Variance and Promotional Forecast Variance contribute separately to Product Category Mix Variance and Volume Variance. Both Turn
Forecast Variance and Promotional Forecast Variance have reinforcing effect on Product
Category Mix Variance and Volume Variance, which means, higher Turn and Promotional
Variance will contribute to higher Product Category Mix and higher Volume Variance.
Accurate Pipeline Inventory Data has a balancing effect on the Product Category Mix Variance and Volume Variance. Since the forecast is equal to projected demand subtracted by pipeline inventory, if the pipeline inventory data is accurate, the forecast accuracy will be higher given the same projected demand without accurate inventory data. In terms of customer service, the
Product Forecast Error factor measures the level of "right product" shipped to customers regardless of ship-to location and time. Ship-to Location Forecast Error measures errors of products that have been shipped to the "right DC". Similar to the previous effect of Accurate
Pipeline Inventory Data on Product Mix Variance and Volume Variance, Accurate Pipeline
Inventory Data also has a balancing effect on the Ship-to Location Forecast Error. Higher accuracy for Pipeline Inventory Data will reduce the Ship-to Location Forecast Error. Because
Demand Planning is a high level forecast at the General Mills' Customer Service Facilities, it will be disaggregated to the Ship-to Location (customer DC) level for comparison with the
Replenishment Plan. This process increases the errors of both the Volume Variance and Ship-to
Location Forecasts. For the Time Error, it measures if a product has been shipped to the customer at the "right time".
44
I summarize the Demand Planning Forecast and Replenishment Plan MAPE comparison between Customer A and B in Table 10. DP and RP MAPE Comparison
Customer A
Customer B
1WeekOut 2 Week Out 3 Week Out 4 Week Out 1 Week Out 2 Week Out 3 Week Out 4 Week Out
205%
59%
214%
73%
208%
81%
190%
88%
97%
I 57%
80%
46%
86%
47%
88%
47%
Table 10. DP and RP MAPE Comparison
As shown from above Table 10, the MAPE for DP Forecast has higher MAPE than
Replenishment Plan for both customer A and B at level 3 aggregation level.
5.3. Analyze Individual Contribution of Errors
Because there are three individual factors shown in Figure 12 to the overall DP MAPE, I calculate each individual MAPE rates of Product Forecast Error, Ship-to Location Forecast Error, and Time Error at a level 1 aggregation in the following Table 11, Table 12 and Table 13.
Customer A
Customer B
)emand Planning Forecast
1 Week Out 2 Week Out 3 Week Out 4 Week Out
131%
24%
138%
30%
136%
26%
119%
28%
Table 11. DP Forecast MAPE at Level 1 Aggregation Product
MAPn
Planning Forecast
1 Week Out 2 Week Out 3 Week Out 4 Week Out
134% Customer A
Customer B
129%
23%
137% 116%
33% 39% 37%
Table 12. DP Forecast MAPE at Level 1 Aggregation DC
-MI
Customer A
Customer B
Demand Planning Forecast
1 Week Out 2 Week Out 3 Week Out 4 Week Out
129% 137% 134% 128%
25% 38% 37% 31%
1
Table 13. DP Forecast MAPE at Level 1 Aggregation Week
5.3.1.
Promotion Contributor
I first test the promotional impact on customer A's MAPE rate. Because customer B is running under an Every Day Low Price (EDLP) policy, there is no promotion for customer B.
I calculate the customer A's MAPE for promotional weeks and non-promotional weeks separately for the Demand Planning Forecast and Replenishment Plan. The result is shown in
Table 14.
MlAPi/
Non-promo Week
Promo Week
Customer B
Demand Planning Forecast
1WeekOut 2WeekOut 3WeekOut 4WeekOut
205%
164%
456%
59%
214%
175%
452%
73%
208%
168%
458%
81%
190%
161%
368%
88%
Replenishment Plan
1 Week Out 2 Week Out 3 Week Out 4 Week Out
97%
87%
154%
57%
80%
72%
132%
46%
86%
76%
148%
47%
88%
84%
114%
47%
Table 14. DP Forecast and RP MAPE
Comparison for Customer A and B
From "1 Week Out" forecast to "4 Week Out" forecast, both Demand Planning Forecast and
Replenishment Plan have higher MAPE for promotional weeks compared to non-promotional weeks. For the Demand Planning Forecast, the promotional week forecast MAPE is on average
160% higher than non-promotional week forecast. For Replenishment Plan, the promotional week forecast on average is 72% higher than the non-promotional week forecast. The
Replenishment Plan provides more accurate forecasts in both the promotional weeks and nonpromotional weeks. For non-promotional weeks, the average Demand Planning Forecast is
167% compared to Replenishment Plan 80%; for promotional weeks, the average Demand
Planning Forecast is 433% compared to Replenishment Plan 137%.
In summary, first, the Replenishment Plan has overall lower MAPE compared to Demand
Planning Forecast. Second, both the Demand Planning Forecast and the Replenishment Plan have higher MAPE for promotional weeks than for non-promotional weeks. Third, the
Replenishment Plan has lower MAPE for both Non-Promotional Week Forecasts and
Promotional Week Forecasts.
5.3.2. Volume Variance Contributor
To further evaluate forecast accuracy of both the Demand Planning Forecast and Replenishment
Plan, I measure the forecast volume bias of both forecasts. Details results have been included in
Table 15.
iusuomer A
Non-promo Week
Promo Week
Customer B mand Planning Forecast
Week Out 2 Week Out 3 Week Out 4 Week Out
I Replenishment Plan
1 Week Out 2 Week Out 3 Week Out 4 Week Out
1ZU7O
82%
415%
1170%
92%
410%
144%o
88%
411%
11070
82%0
325%
6%
1%
37%
-10%
-15%
18%
2%
-9%
67%
-4%
-12%
42%
-23% -28% -18% -4% -12% -3% 0% 0%
Table 15. DP Forecast and RP Volume Bias Comparison for Customer A and B
I observe customer A's Demand Planning Forecast has positive volume bias ranging from 116% to 137%, which indicates over-forecast for "1 Week Out" through "4 Week Out". For Demand
Planning Forecast's separate non-promotional week and promotion week MAPE, its nonpromotional week forecast over-forecasts range from 82% to 92%; the promotional weeks overforecasts range from 325% to 415%. Therefore, the Demand Planning Forecast of customer A indicates consistent over-forecasting.
I also observe that, customer A's Replenishment Plan has two positive biases of 2% and 6% and two negative biases of -4% and -10%. For the "1 Week Out" Replenishment Plan of customer A, there is only 1% over-forecast for non-promotional weeks and 37% over-forecast from promotional weeks. However, for "2 Week Out" to "4 Week Out" non-promotional weeks have a negative forecast biases for non-promotional weeks ranging from -9% to -15% and positive forecast bias for promotional weeks ranging from 18% to 67%. Therefore, the Replenishment
Plan MAPE indicates under-forecasting for turn forecast and over-forecasting for promotional weeks.
To further test of impact of volume bias on the Demand Planning Forecast MAPE for customer
A, I decrease its Demand Planning Forecast value from "1 Week Out" to "4 Week Out" by their
respective volume bias. For instance, I decrease Demand Planning Forecast "1 Week Out" nonpromotional week forecast by 82% and promotional week forecast by 415%; "2 Week Out" nonpromotional week forecast by 92% and promotional week forecast by 410%. After I decrease
Demand Planning Forecast accordingly, the volume biases of Demand Planning Forecast for customer A become zero. I re-calculate the MAPE of Customer A Demand Planning Forecast.
The result is included in Table 16 fefm
Customer A
Demand Planning Forecast
1 Week Out 2 Week Out 3 Week Out 4 Week Out
118%
Non-promo Week 117%
Promo Week 120%
120%
120%
119%
117%
116%
122%
117%
115%
127%
Table 16. DP Forecast MAPE for Customer A after Volume Adjustment
As expected, the Demand Planning Forecast MAPE has been substantially reduced after volume adjustments according to volume bias. I further compare the Demand Planning Forecast MAPE before and after volume bias adjustment as shown in Figure 13.
250%
_1
200%
150%-
100%
50%
0%
-- Original
-4- After Adjustrrent
1 Week Out
205%
118%
2 Week Out
214%
120%
3 Week Out
208%
117%
Figure 13. DP Forecast MAPE for Customer A after Volume Adjustment
4 Week Out
190%
117%
As indicated in Figure 12, volume variance has a reinforcing impact on Product Forecast Error.
By reducing volume variance, the Customer A Demand Planning Forecast Error can be reduced by an overall 42%. Therefore as shown in Figure 13, the After Adjustment Demand Planning
MAPEs have been very consistent at approximately 118% level compared with Original Demand
Planning MAPE of approximately 200%. So I believe one of the key driver of MAPE error is volume variance. Further more, I also test the volume variance adjustment impact on Product
Forecast Error, Ship-to Location Forecast Error and Time Error. I include the result in the following Figure 14.
IOU70
140%
120%
100%
80%
60%
40%
20%
0%
-U- After Adjustment
1 Week Out
131%
50%
2 Week Out
138%
47%
3 Week Out
136%
46%
Figure 14. DP Product Forecast MAPE for Customer A after Volume Adjustment
4 Week Out
119%
42%
After volume adjustment of Customer A's SKUs, the Demand Planning Forecast MAPE from "1
Week Out" to "4 Week Out" has been substantially improved. Taking "2 Week Out" as an example, the MAPE decreases from 138% to 47%, with a reduction of 66%. This result indicates volume bias is one of the two contributing factor for Product Forecast Error. The other contributing factor is Product Category Mix Variance which is caused by the Demand Planning disaggregation process from CSF level forecast to Customer DC forecast.
I compare the original and after volume adjustment MAPE for customer A at Ship-to Location
Level Aggregation in following Figure 15
Figure 15. DP Ship-to-Location Forecast MAPE for Customer A after Volume Adjustment
The Ship-to Location Forecast Error is reduced from between 116% to 137% to 10% and 11% after volume adjustment. That indicates volume variance is the major contributing factor to
Ship-to Location Forecast Error.
As the Demand Planning Forecast is an aggregated forecast at CSF level, it has been deaggregated to Ship-to Location for comparison with the Replenishment Plan. During this process, it is based on its previous 13 weeks of shipment history. Because some promotional shipments have been shipped from the factory directly to a customer DC rather than from the default General Mills CSF to the customer DCs, the Demand Planning Forecast also allocated volume that was shipped from the factory. This de-aggregation error has been captured by
MAPE calculation as errors. This error is very consistent over the "1 Week Out" to "4 Week
Out" on average 10%, as shown in Figure 16
LU
0.
Figure 16. DP Time Forecast MAPE for Customer A after Volume Adjustment
After I adjust the volume bias of all customer A's SKUs, the MAPE for Time Forecast Error also decreases. It reflects product's volume impact on Forecast Time error.
In summary, volume bias is an important driver of Customer A's Demand Planning Forecast
MAPE. For customer B, because of its EDLP sales policy, it has much lower volume bias thus a much lower MAPE compared with the customer A.
5.3.3. Product Category Mix Variance Contributor
Another source of error for Product Forecast Error is the Product Category Mix Variance.
Product Category Mix Variance is usually caused by disaggregation errors. As there is no separate turn and promotional forecasts in the Demand Planning Forecast, volume of both the turn and promotional forecast has been built based on past sales histories. For instance, there is one SKU that has high volume shipments of both turn business and promotional business from one CSF before the week we collected data for. This high volume shipment increases this
SKU's allocation factor in the forecast. Thus this SKU has been over-forecasted for the specific
CSF. This also leads to under-forecasts for other SKUs in the same CSF. Therefore the product mix variance has been distorted.
5.3.4.
Time Forecast Error Contributor
I identify two factors contributing to Time Forecast Error. The first one is Forecast Review
Frequency. The Forecast Review Frequency has a balancing effect on the Forecast Time Errors.
Higher Review Frequency associates to lower Forecast Time Errors. In practice, the Demand
Planning of General Mills will review the Demand Planning Forecast every two weeks between two monthly meetings. So the Review Frequency for Demand Planning Forecast is 14 days compared to the VMI forecasts' daily review of forecast and vendor managed inventory. There are three advantages for higher review frequency forecast. First, higher review frequency usually relates to higher adjustment frequency. In General Mills' VMI operation, the Account
Specialists review and develop the forecast daily and build ROQ to replenish the customer inventory. Second, the higher frequency review introduces less error than low frequency forecast review into the Forecast Time Error, because it minimizes the problem of "errors built on errors".
Third, higher frequency review usually has shorter planning buckets. The second contributing factor is Planning Cycle Time.
5.4.
Data Analysis Result
I summarize three factors that contribute to low forecast accuracy for the Demand Planning
Forecast. First, there is no separate turn forecast and promotional forecast for the Demand
Planning Forecast. Promotion is one of the sales drivers of non-EDLP customers. Therefore, the promotion forecast is of equal importance compared to turn forecast. Turn forecast is comparably more stable, however, there is seasonality and delay factors that may cause fluctuations. In contrast, the promotional forecast is more time sensitive and erratic. It introduces "peaks" and "valleys" into the forecast pattern. Thus these two types of forecast require different forecast methods. Combining the turn and promotion volume together will remove the respective impact of turn forecast and promotional forecast thus making it difficult to analyze the forecast. Second, because the Demand Planning Forecast is based on the shipment history, combining the turn and promotional shipments volume together distorts the total volume of product mix within a product group and results in errors during forecast disaggregation. Third, pipeline inventory data is not available for the Demand Planning Forecast process. As previously explained, the Demand Planning Forecast is based on the Marketing Plan and the smoothing of historical shipment data. Without the visibility of pipeline inventory, the Demand
Planning Forecast can not be further adjusted by taking out the pipeline inventory stuffing problem. I attached the comparison of Demand Planning Forecast, VMI Forecast and
Replenishment Plan in following Table 17. Data Analysis Result
Table 17. Data Analysis Result
6. Recommendations
The overall strategy of a CPG company should be at developing a account-based forecast
(Lapide, 2001) in which customer demand drives the whole planning process. VMI and EDI provide some ground for such strategy being implemented. In order to integrate the VMI forecast into the supply planning process, company first needs to segment their customers by planning methods as shown in Figure 17.
Logistics
Demand
Planning
Customer
Demand Planner Service Center
Shinment
K·-rzz---
I
General Mills I
Plants
I
Shioment
DP Forecast
I
Customer
Forecast
Shipment
General Mills
Customer
Service
Isaeilic)aF
I
VMI Forecast
Shioment
EZZ1>
Forecast
Account
Operation
Specialist
Customer
Planning
Function
Store Pull
Kzzzz
Store Sales Data
Store Pull
I
C--7
POS Data
,
I
Store Pull
Z
General Mills
APO DP
General Mills
APO ICH
Customer
System
Figure 17. VMI Integration Planning Process
Taking General Mills as an example, its customers fall into three categories, 1) top five customers with dedicated customer planners, 2) customers with VMI linkage with General Mills and 3) other customers. Second, a CPG company should separate turn and promotional forecast in its demand planning process. Different forecast methods can be used to forecast turn and promotional volume separately. By applying this change, promotional volume shipment history will not have any impact on future sales forecasts during disaggregation. In addition, because a
VMI forecast is more accurate on promotional forecasts, the VMI promotional forecast data can be used to compare against the marketing projection of the promotional forecast. Third, pipeline inventory data should be included into the demand planning process. Visibility of pipeline inventory will help the demand planning process understand the real demand. Fourth, the demand planning forecast should incorporate:
* forecast information from marketing for the high level volume forecast
* the VMI forecast for customer pipeline inventory
* the VMI forecast plus promotional and turn shipment history to define the baseline forecast
At last the replenishment plan also need to be developed to provide the VMI forecast process with an extended rapid replenishment capability. (Becker & Korchagin, 2007)
7. Bibliography
Becker, D. E., & Korchagin, R. V. (June 2007). Rapid replenishment at a consumer product goods manufacturer. (Master of Engineering, Massachusetts Institute of Technology).
Blatherwick, A. (1998). Vendor-managed inventory: Fashion fad or important supply chain strategy? Supply Chain Management, 3(1), 10.
Choi, K. (2003). Service level guarantee in capacitated supply chains. (Ph.D., Georgia Institute of Technology).
Ed, S., Pyke, D., & Peterson, R. (1998). Inventory management and production planning and
scheduling (3rd Edition ed.) John Wiley & Sons.
Fearne, A., Barrow, S., & Schulenberg, D. (2006). Implanting the benefits of buyer-supplier collaboration in the soft fruit sector. Supply Chain Management, 11(1), 3.
Fowler, M. (September 15, 2003). UML distilled: A brief guide to the standard object modeling
language (Third Edition ed.) Addison Wesley.
Fynes, B., & Ainamo, A. (1998). Organisational learning and lean supply relationships: The case of apple ireland. Supply Chain Management, 3(2), 96.
General Mills. (2006). Forecast Excellence
General Mills. (2007). General mills 2006 annual report No. 2006)
Kuehn, K. (2006). "Collaborate to innovate". Supply & Demand Chain Executive, 7(1), 50.
Lapide, L. (2001). New developments in business forecasting. The Journal of Business
Forecasting Methods & Systems, 20(4), 11.
Micheau, V. A. (2005). How boeing and alcoa implemented a successful vendor managed inventory program. The Journal of Business Forecasting, 24(1), 17.
Ready or not, here comes vendor managed inventory program.(1994). The Journal of Business
Forecasting Methods & Systems, 13(2), 2.
Reese, A. K. (2005). Ramping up the retail supply chain. Supply & Demand Chain Executive,
6(2), 42.
Sadarangani, N., & Gallucci, J. A. (2004). Using demand drivers for a collaborative forecasting success. The Journal of Business Forecasting Methods & Systems, 23(2), 12.
Salzarulo, P. A. (2006). Vendor managed inventory programs and their effect on supply chain performance. (Ph.D., Indiana University).
Soosay, C. A., Hyland, P. W., & Ferrer, M. (2008). Supply chain collaboration: Capabilities for continuous innovation. Supply Chain Management, 13(2), 160.
Southard, P. B. (2001). Extending vendor-managed inventory into alternate supply chains: A simulation analysis of costs and service levels. (Ph.D., The University of Nebraska Lincoln).
Standard & Poor's. (2007). Industry surveys food & nonalcoholic beverages.175, No. 23, Section
2
Standard & Poor's. (2007). Industry surveys supermarkets & drugstores.175, No.30, Section 1
Sterman, J. (2000). Business dynamics : Systems thinking and modeling for a complex world.
Boston: Irwin/McGraw-Hill.
Taylor, D. A. (2003). Supply chains: A manager's guide Addison Wesley.