Document 10933217
advertisement

1
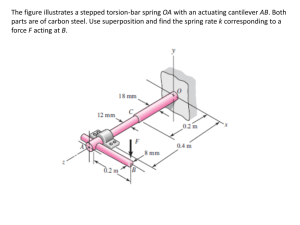
RESIDUAL STRESSES IN WELDMENTS IN HIGH-STRENGTH STEELS
by
JYE-SUAN HWANG
B.S., Chung-Cheng Institute of Technology
1970
REPUBLIC OF CHINA
SUBMITTED IN PARTIAL FULFILLMENT OF THE
REQUIREMENTS FOR THE DEGREE OF
M.:-'~
OGFAN-ENGINEER
.'-
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
Signatur
of
Author
.......
v.........
.,.
B
..
February,
1976
.L,
7A .
Department of Ocean Ergineering
February, 1976
Certified
by...$,,.. .
.
.I
.
..
.
.
I
.
.B.
I
Thesis Supervisor
A
.1
.... j . .
Accepted by........
~.
· ~.. ..
w
.............
Chairman, Departmental Committee
on Graduate Students
II
" I
:I·'/
Archives
Pnws
. eNe.
H
APR 151976
A
ES,F6
2
RESIDUAL STRESSES IN WELDMENTS IN HIGH-STRENGTH STEEIS
by
JYE-SUAN HWANG
Submitted to the Department of Ocean Engineering on February 5, 1976,
in partial fulfillment of the requirements for the Degree of/Ocean
Engineer
?
'
ABSTRACT
The systematic results of series experimental studies on thermal
strain changes, temperature histories, deflection changes during
welding and residual stresses existed in weldments after cooling
were presented.
Investigations were conducted on simple weldments
made with several types of materials including mild steel, 308
stainless steel, T-1 steel, HY-80 steel and a Ti-6A1-2Cb-lTa-0.8Mo
alloy.
Comparisons on experimental data were made with the results
of one-dimensional computer program that have been developed in
Department of Ocean Engineering, M.I.T..
The one-dimensional analysis appear to be sufficiently accurate
for temperature predictions.
Better agreements were obtained in
strain changes and deflection changes in GTA welded plates than
that in GMA welded plates.
Residual stresses are about 50 % yield strength of the material
in high-strength steels such as HY-80, T-1 steel and Ti-6211 alloy.
3
The accuracy of the analysis is limited due to lack of knowledge
of the variation of the material properties with temperature and that
of the heat losses during welding.
THESIS SUPERVISOR : Koichi Masubuchi
TITLE
Professor of Ocean Engineering & Materials Science
4
ACXNOWLEDGEMENT
I wish to thank my country
-
The Republic of China
-
for
sponsoring my program of studies at M.I.T.
To professor Koichi Masubuchi, who patiently advised and
guided me as a professor and a friend, I am forever grateful. Also,
I would like to thank Mr. Fred Merlis and Mr. Antony Zona for their
kindly assistance and helpful suggestions during experiments.
I would like to extend my thanks to Mr. Michio Nishida for
his friendly assistance and suggestions.
To my parent,I am grateful for their support and encouragement
not only during this work but also during my entire course at the
M.I.T.
5
TABLE OF CONTENTS
Page
Title Page
1
Abstract
2
Acknowledgement
4
Table of Content
5
Lists of Figures
7
Lists of Tables
11
I.
INTRODUCTION
13
A. General
13
B. Development of Analytical Studies
14
C. Effects of Metallurgical Transformation on Thermal
15
Stresses and Residual Stresses.
D. Previous Experimental Studies
16
E. The Purpose of Present Study
17
II. MATERIAL CHARACTERISTICS
23
A. Materials Selection
23
B. Temperature Analysis
23
C. Effects of Material Properties
26
D. Material Properties Used for This Study
26
III. EXPERIMENTAL INVESTIGATION
36
A. Objectives
36
B. Experimental Procedures
37
C. Experimental Data Analysis
45
6
Page
IV. RESULTS AND CONCLUSIONS
A. Results Representations
V.
64
64
B. Conclusions
106
REFERENCES
107
APPENDIX A
110
APPENDIX B
118
7
LESTS OF FIGURES
Figure No.
Description
Page
19
1
Residual Stresses in 38 inch long Butt Weld
in Low Carbon Steel and 4340 Steel
2
Residual Stress Distribution( I Section Member ) 20
3
Welding Residual Stresses in High Strength Steel 21
4
Maximum Mechanical Strain Observed at Locations
One Inch From Weld Line
22
5
Thermal Properties for Steel and Alumium
25
6
Yield Strength of T-1 Steel Vs. Temperature
28
7
Expansion Coeff. of Titanium Alloy Vs. Temperature 31
8
Specimen Preparations for Mild Steel, T-1 and
308 Stainless Steel.
48
Specimen Preparations for Ti-6Al-2Cb-lTa-0.8Mo
Alloy
49
10
Strain
50
11
Outline of Experimental Set-up
51
12
Thermocouple Instrument Circuit
52
13
Strain Gage Instrument Circuit
53'
14
Strain
44
15
Strain
9
Steel
16
Strain
Gage Arrangement in HY-80 Specimen
Gage Installation
for Experiments
Gages arrangement
on Specimens of Mild
and T-1 Steel for Phase 2 Experiments
Gages Arrangement on Specimen of HY-80
for Phase 2 Experiment
17
Strain
61
Strain Cgangesfor MildSteel (GTA)at
Different
19
59
Gages Arrangement on Specimen of
Ti-6Al-2Cb-lTa-0.8Mo
18
54
Points Along the Welded Edge
Strain Changes for 308 Stainless Steel (GTA)
at Different Points along the Welded Edge
66
67
8
Figure No.
20
21
22
23
24
25
26
27
Description
Page
Strain Changes for T-1 Steel (GTA) at
Different Points Along the Welded Edge
68
Maximum Reached Temperature Distribution
of Mild Steel (GMA)
69
Maximum Reached Temperature Distribution
Mild Steel(GTA)
70
Maximum Reached Temperature Distribution
308 Stainless Steel (GMA)
71
Maximum Reached Temperature Distribution
308 Stainless Steel (GTA)
72
Maximum Reached Temperature Distribution
for T-1 Steel (GMA)
73
Maximum Reached Temperature Distribution
For T-1 Steel (GTA)
74
Maximum Reached Temperature Distribution
For HY-80 (BUTT WELD)
75
28
Maximum Reached Temperature Distribution
for Titanium Alloy
29
Strain Changes for Mild Steel (GMA)
76
30
Strain Changes for Mild Steel (GTA)
77
31
Strain Changes for 308 Stainless Steel
(GMA)
78
32
Strain Changes for Stainless Steel (GTA)
79
33
Strain Changes for T-1 Steel(GMA)
80
34
Strain Changes for T-1 Steel (GTA)
81
35
Strain Changes for HY-80 Steel(BUTT)
82
36
Temperature History at 0.625" From Welded
Edge of Ti-6Al-2Cb-lTa-0.8Mo
83
Stress Changes For Titanium Alloy-6211
Observed on the Gage at 0.625" Away From
The Welded Line
84
37
9
Figure No.
38
Description
Stress Changes For Titanium Alloy-6211
Observed on The Gage at 1.625"
The Welded Line.
39
40
41
42
43
Away From
85
Longitudinal Strain And Temperature at
1.0" From Welded Edge. ( Mild Steel GMA )
86
Longitudinal Strain And Temperature
at 1.0" From Welded Edge( Mild Steel GTA )
87
Longitudinal And Temperature at 1.0"
From Welded Edge ( Stainless Steel GMA )
88
Longitudinal Strain and Temperature at 1.0"
Welded Edge ( Stainless Steel GTA )
89
Longitudinal Strain and Temperature at
1.0" From Welded Edge ( T-1 Steel GMA )
90
Longitudinal Strain and Temperature at
1.0" From Welded Edge ( T-1 Steel GTA )
45
Longitudinal Strain and Temperature at 1.5"
From Welded Line ( HY-80 Butt Weld )
46
91
92
Deflection Changes at The Center of Mlid
Steel ( GMA )
93
Deflection Changes at The Center of Mild
48
49
Stee:l( GTA )
94
Deflection Changes at The Center of 308
Stainless Steel ( GMA )
95
Deflection Changes at The Center of 308
Stainless Steel ( GTA)
96
50
Deflection Changes at The Center of T-1
Steel Plate ( GMA )
97
51
Deflection Changes at The Center of T-1
Steel Plate ( GTA )
98
52
Deflection Changes at The Center of
Ti-6A1-2Cb-lTa-0.8Mo
99
53
Residual Stresses Distribution In Weldment of Mild Steel ( GMA )
100
10
Figure No.
Description
Page
54
ResiciualStresses Distribution In Weldment of Mild Steel ( GTA )
55
Residual Stresses Distribution In Weldment of T-1 Steel After Cooling ( GTA )
102
Residual Stresses Distribution In Weldment of T-1 Steel (GMA )
103
56
57
58
101
Residual Stresses Distribution In Weldment
of H"Y-80( Butt Weld )
104
Residual Stresses Distribution In Weldment of Titanium Alloy ( GMA )
105
11
LIST OF TABLES
Figure No.
Description
Page
2-1
Chemical Composition of T-1 Alloy Steel
27
2-2
Mechanical and Physical Properties of
27
T-1 Steel
2-3
The Effect of Elevated Temperature on
Modulus of Elasticity
28
2-4
Specification Limited of HY-80 Chemical
Composition
29
2-5
Material Properties Vs. Temperature
( HY--80 )
30
2-6
Chemical Composition of Ti-6211 Alloy
31
2-7
Material Properties Vs Temperature
( Ti--6A1-2Cb-Ta-0
.8Mo )
32
Chemical Composition of 308 Stainless
Steel
33
308 Type Stainless Steel Physical
Properties
33
Comparison of Some Physical Properties
Between Steel, Aluminum and Titanium.
35
3-1
Welding Procedures and Conditions
40
3-2
Residual Stresses Measurements on GMA Welded
Mild Steel
55
Residual Stresses Measurements on GTA
Welded Mild Steel
56
Residual Stresses Measurement on GMA
Welded Specimen of T-1 Steel
57
2-8
2-9
2-10
3-3
3-4
3-5
3-6
Residual Stresses Measurement on GTA
Welded Specimen of T-1 Steel
58
Residual Stresses Measurement on Butt
Welded Specimen of HY-80
60
12
Figure No.
Description
3-7
Residual Stresses Measurement on Welded
Specimen of Ti-6Al-2Cb-lTa-0.8MO
3-8
Summary of Residual Stresses in This
Study
Page
62
63
I.INTRODUCTION
13
A. GENERAL
Residual stresses due to welding are thermal stresses remaining
when the material has cooled to ambient temperature.
Thermal stresses
have been investigated both by analytically and experimentally for many
yesrs.
In 1936, Boulton and Lance Martin
first presented analytical
and experimental results and shown that welding induced plastic deformation of material in and near the weld and that the residual stresses
resulting after cooling were due to these plastic deformations. Fujita 2
studied the thermal and residual stresses arising in a center welded
plate by both experimental and theoretical means.
His tests indicated
that the temperature distribution of a plate can be assumed to be that
of an infinite plate if the width of the plate is wider than about ten
inches.
After that a number of research programs have been carried out
on residual stresses and distortion in weldments, several reviews and
books have been written on various subjects related to residual stresses
and distortion in weldments. 3 '4
Until recently, however, almost all
studies were on residual stresses and distribution after welding is
completely and only limited studies were made on transient thermal
stresses and metal movement. 5
This is due to the complexity of the
problem characterized by large temperature changes in small areas near
the welding arc with its resulting non-elastic deformation, temperature
dependency of the material properties and/or phase transformations, and
complex boundary conditions resulting from conditions of geometry and
multipass welding.
With the advancement of the computer technology,
14
it is possible to analyze thermal stresses and metal movement with
reasonable cost and time.
Hence, investigators at M.I.T. and some other
laboratories in the world are currently developing computer programs on
thermal stresses during welding.
B. DEVELOPMENT OF ANALYTICAL STUDIES
Based upon the earlier work by Prof. Masubuchi et al.
of Battelle
Memorial Institute, researchers of M.I.T. first developed a one-dimensional program of thermal stresses during welding.7
In the one-dimensional
program, it was assumed that: (1) The longitudinal stress o'
x
is a
function of the lateral distance from the weld line, y, only and (2)
ty and
y
xy
are zero.
Then, two-dimensional programs were developed
-1 0
Recently, efforts were made to improve the two-dimensional analysis to
cover butt joints as well as bead-on-plate welds.
Complex boundary
conditions must be considered in calculating transient thermal stresses
during welding a butt joint.
The portion of the joint ahead of the
welding arc is separated, while the portion of the joint behind the
arc is connected.
The complicated boundary conditions keep changing
as the welding arc travels.
In order to analyze thermal stresses with an reasonable accuracy,
it is essential to conduct an accurate analysis of heat flow.
Hence,
an elementary three-dimensional finite element method program has been
developed on heat flow during welding at M.I.T.
A limited effort has
been made to analyze transient heat flow during multipass welding of
heavy plates, it has been found that a general three-dimensional
15
13
analysis of transient heat flow is expremely costly. From the results
of recently studies at M.I.T. and other laboratories, an approximate
analysis of thermal stresses and residual stresses in heavy weldments
is possible by using current 2D plane stress programs properly.
C. EFFECTS OF METALLUJRGICALTRANSFORMATION ON THERMAL STRESSES AND
RESIDUAL STRESSES
It has been well established that in a weldment in low-carbon
steel, longitudinal residual stresses in regions in the weld are tensile
and almost as high as the yield strength , several investigators have
also found that residual stresses in weldments in some high-strength
steels are considerably lower than the yield strength of the base metal.
Several investigators thought that metallurgical transformation during
cooling could have important effects on these stresses.
Recently a study was made at M.I.T. by Toshioka, results of the
analysis are shown in figure 4,5,6 of Reference 11.
The results
clearly indicate that metallurgical transformation has significant
influence on the distribution of residual stresses in weldments in
high-strength alloy steels.
It must be mentioned that the analysis
by Tosioka is somewhat incomplete in handling welding situations and
he used the exxisting two-dimensional plane-stress program.
A further
study is needed to assess the effects of metallurgical transformation
in residual stresses in weldments.
16
D. PREVIOUS EXPERIMEITAL STUDIES
Several
investigations have studied experimentally on residual
stresses in weldments in high-strength steels.
4
Masubuchi and Martin
investigated residual stresses in butt welds 5/8 inches by 38 inches
made in low-carbon steel and in SAE 4340 steel oil quenched and tempered
at 500 F.
Figure 1
shows distributions of longitudinal and residual
stresses along the transverse line.
Residual stresses were tensile in
areas near the weld and compressive in areas away from the weld.
The
important finding obtained in this investigation is that residual stresses
in the low-carbon steel and SAE 4340 steel weldments were similiar
despite the considerable difference in the yield strengths of the base
metals and the weld metals used.
The differences were as follows:
Low-carbon steel base metal --------------E 6010 weld metal -------------------------
35-40
ksi
60 ksi
SAE 4340 Q & T' steel ----------------------
224 ksi
E 15016 weld metal ------------------------
150 ksi
the maximum residual stress to mean yield strength ratio in low-carbon
steel is significant higher than that in SAE 4340.
Similar results were made by Kikuchi and his research group15
on welded plates of 80 kg/mm2 high tensile steels (HT80) and 50 kg/mm 2
high tensile steels (SM50), i.e. small ratio of tensile residual stress
to yield stress of HT80.
Figure 3
Yada, et al.17
See figure 2
summarizes experimental results by Kihara, et al
and
The ratio of the maximum residual stresses to the yield
17
strength decreases as the yield strength of steel increases.
arecent
, measurements
study
conducted
byKleinwere made
In a recent study conducted by Klein 18,19n
of transient thermal strains during welding butt joints in several highstrength steels.
Results are summarized in Figure 4
which shows the
relationship between the yield strength of the material and residual
strains( measured after welds cooled to room temperature ) at locations
one inch from the weld center line.
Strain decreased as the yield streng-
th increased.
Experimental results obtained so far indicate that residual stresses
in weldments in high-strength steels appear to be not as high as the
yield strength of othe material.
E. THE PURPOSE OF PRESENT STUDY
In studying thermal stresses during welding, it is important to
maintain a good balance between analysis and experiments.
A series of
experiments were conducted at M.I.T. during the last several years on
weldments in various materials and thicknesses, and experimental data
were compared with analytical predictions.
Although a number of studies
have been made of the residual stresses on weldments in high-strength
steels, there has been not even a single study which covers three
subjects, (a) experiments on transient strains. (b) experiments on
residual stresses.
predictions.
(c) comparison of experimental data with analytical
Hence, a comprehensive study will be made of thermal
stresses and residual stresses in simple welds in low-carbon steels
18
and in high-strength steels in present work.
The study in this paper covers the following two tasks:
Task 1: Experiments on transient thermal strains in simple
welds and analysis.
Task 2: Experiments on residual stresses and analysis.
19
0r
OU
n
o
0
40
rn
o43
20
C
-4
0)
ri
ED
-20
-40
Distance From Weld Center Line, inch
Distribution of Longitudinal stresses along the
Transverse Line Passing the Weld Center
Figure 1 RESIDUAL STRESSES IN 38-INCH-LONG
BUTT WELD IN LOW CARBON STEEL AND 4340 STEEL.
( REFERENCE 14 )
20
Kg/mm2
HT 80
....
___
SI 50
......
FLANGE
50
30
10
I[
][[ [
-10
...-I
I
I
I
Ir
I
I
I
I-
RESIDUAL STRESS ( Kg/mm2 )
-20
20
40
60
WEB
Figure
2
Residual Stress Distribution
( I Section Member )
( REFERENCE 15 )
21
sed )
120
I
100
I
cu
0MI
*rl
$4
£v,
040)
M
-H
M
S.
xH
xs
cd
:rE
--...
Figure
3
,
V1
ase metal, my ( Ksi )
Welding Residual
Stresses in
High Strength
Steel
22
2500 -
-
.
%o 2000
0z
1500.
i
A
1000
t)
H
500
180
Ksi
HY
HY-80
130
o
I
50
I
1
100
I
I
150
I
200
YIELD STRENGTH OF BASE PLATE ( KRsi )
Fig. 4
Maximum mechanical strains observed at
locations one inch from weld line
( Reference 18 )
23
II. MATERIAL CHARACTERISTICS
A. MATERIALS SELECTION
In order to obtain conclusive evidence for current study on the
transformation effects, experiments should be made on several materials
with different metallurgical characteristics.
The following is a
combination of material used in present study:
1. Low-carbon steel.
2. T-1 Quenched & Tempered high-strength steel.
3. HY-80 Quenched & Tempered high-strength steel.
4. 18-8 Stainless steel.
5. Titanium alloy Ti-6Al-2Cb-lTa-0.8Mo.
Since the results of the temperature calculation are affected both
by the thermal properties of the materials and by the welding conditions,
while the results of the stress calculation are determined by the temperature distribution and by the mechanical properties of the materials,
the mechanical properties which govern both heat flow and stress
analysis may vary considerably between room temperature and melting
point of particular material.
Hence, both the physical and mechanical
temperature dependency properties of the material should be considered
for experimental data analysis.
B .TEMPERATURE ANALYSIS
In order to calculate thermal stresses during welding, it is first
necessary to calculate temperature changes.
The temperature distribution
is calculate from the two-dimensional solution for a line source in an
24
infinite plate. This solutions;
q
v
--
w
T=T+
e 2KKO ( 2K )
0 2s
where
......
(1)
r = ( w2+ y2)1/2
K (z) = the zero order modified Bessel function
of the second kind.
w = x - vt = moving coordinate.
T = temperature.
TO= initial temperature of the plate.
s = thermal conductivity.
K =
cg
= thermal diffusivity.
c = specific heat.
g = density of the material.
q = eff x V x I/ h = heat source intensity.
eff = arc efficiency.
h = plate thickness in inches.
V = arc Voltage in Volts.
I = welding current in ampares.
From the equation shown above, the temperature distribution is of
course controlled by the welding conditions and thermal properties.
While the problem of thermal stress analysis is more complicated than
the calculation of temperature distributions.
There are two important
ways in which the temperature distribution affects the plastic deformation, The first of these is obvious as a result of the increased temperature, the material near the weld expands.
The second effect involves
25
WATT-SEC
F- IN 3
DENSITY
our)
o
4t
X
0n~
SPECIFIC HEAT
cJ
O4
O
'-4
o
oO-
:
rH
.rat
O
O
4
v-
O
O
o 4
rQ3
H
Q)
$4
0
-
O
o
E-
0)
4-t
4)
co E
$4Q)
O
0
\0
E
O
0
$4
-
oC)
a
0:
.C 0
0)
o
o
V~
In
O
O
cQ
0
$4
bD
*H
rL4
O
a
cl;
-s
-
0
S
0
S
II
( sl)
SJLrM
X;IAIJflOaNOO IY1WIHL
O
26
the variation of yield strength with temperature.
At elevated temper-
atures the yield strength of the material is considerably reduced and
large plastic deformations occur for the same total strains.
C. EFFECTS OF MATERIAL PROPERTIES :
Comparing temperature distributions for different materials is much
more complicated, since the variations in properties with temperature may
be difference for different materials.
Figure 5
shows the thermal con-
ductivity and the product of density and specific heat for steel and aluminum ( Reference 20 ), these properties will affect the accuracy of analysis like welding conditions do.
The problem we have have is lack of suffi-
cient data of material properties at elevated temperature that used for
analytical calculations.
D. MATERIAL PROPERTIES USED FOR THIS STUDY
1. Mild steel:
Mild steel is an ABS class B type steel, most of the mater-
ial properties were taken from Reference 20.
2. T-1 alloy steel:
T-1 steel, an ASTM/A517 steel produced by the US steel
corporation, is a low carbon, Q & T alloy steel which exhibits a combination
of high yield strength, excellent tougness, high resistance to impact abration and good weldable. T-1 steel is commonly used for commercial applications including pressure vessels, storage tanks and merchant ships.
Compared with HY-80, T-1 steel contains less nickel and is less costly,
The chemical compositions and the heat treatment mechanical properties
were shown in Table 2-1, 2-2 and 2-3, these data were taken from Ref. 21.
27
TABLE 2-1
Chemical Composition of T-1 alloy Steel
C
P
Mn
0.60/i.0
0.10/0.20
Ni
0.035 max
Cr
Mo
S
Si
0.040 max
0.15/0.35
V
Cu
B
0.70/1.00 o.45/0.65 0.40/0.60 0.03/0.08 0.15/0.50 0.002/0.006
TABLE 2-2
Mechanical and Physical Properties of T-1 Steel
Mechanical Properties
Yield strength min. Psi
100,000
Tensile strength Psi
115,000/135,000
Elongation in 2 in min %
18
Reduction of Area %
45
Physical Properties
Density, Pci
0.2833
Electrical Resistivity, microhm-cm
24.0
Modulus of elasticity
Tension, Psi
28 to 30 x 106
Compression, Psi
28 to 30 x 106
Coefficient of Expension
6.5
x 10 ( -50
to +150 F)
7.74 * 10- 6 ( 70- 1300 F )
28
TABLE 2-3
The effect of elevated temperature on modulus
of elasticity
Temperature F
Modulus of elasticity
80
30,300,000
200
28,600,000
400
27-,400,000
600
27,400,000
800
25,600,000
1000
22,700,000
1200
14,600,000
Psi
Figure 6 shows the short-time Tensile properties of T-1 at
elevated temperatures. Which took from USS United State Steel.
120
100
80
U,
.p
60
.p
40
+H
4)
.,
>,
20
1600
I
0
Temperature ( F )
FIC. 6
Yield Strength of T-1 steel Vs.
Temperature.
1
29
3. HY-80 Steel:
HY-80 is a low carbon alloy steel which acquires strength and toughness through quenching and tempering.
It is a material suitable for sub-
marine pressure hulls which have modest resistance to corrosion and relatively stable physical properties in the range of temperature from -30 F
to 120 F, its modulus of elasticity is fixed at about 30 x 106psi and
22
The chemical composition of HY-80
density at about 0.283 lb/cu.in.
is shown in Table 2-4.
TABLE 2-4
Specification Limited of HY-80 Chemical Composition
C
Mn
P*
S*
.025 max
Si
Cu
0.25 max
0.15/0.35
.18 max
0.10/0.40
.025 max
Ti
Mo
Va
Ni
Cr
.02 max
0.20/0.60
0.03 max
2.00/3.25
1.00/1.80
* On both Ladle and Check Analysis the per cent of P and S
together shall not be more than 0.045.
The material properties for HY-80 at elevated temperature were
obtained by either from the data of T-1 steel or that of HY-130 in
J. Schrodt's thesis.2 3
Table 2-5 shows the temperature dependent properties of HY-80 used
for analysis.
m
m
0
0
80
0
0
-l
-
r--
V-'
CQJ
C\l
0
0
0
00
o
0
0
o
CN
c'-
. __
..
.
0
9
\
0
cC
C\2
-
C4
0
0
lx2
o
0
cc
co
D
a,
0
0
0
0
CT-
0
o-
O
\0
o
\o
o
E-I
.
a,
H
0coc-
0
co
N
0
0
4
00
0
O-I
0
0
O0
O0
O0
0
cUl
O
O
O
a?,
90O
O
0O
O
Cc
oo
0
oo
xc
_tf
I-
0
0
0
0
N
n
4\
CV-'
o
o
C\
cxi
c'--
0
oC-
01\
xl~
OD
C\t
C\i
0
O
cc
n
El
a,
*rl
PI
r-I
H
Cl
ON
0o
cC
C-
'I'
o
o
0
to
r.
(o;j
0\
o
oo
0-
ON
C
4Ci
0
0o
CV
cc
coi
Cc
C'
-1O
U-'
ncx)
oOD
0
0
CQ,
C'Pxi
o
0
CQ
H
Q)
H
a,
ct
U)
bfl
o
nt
-l
co
m
4.)
C~a,
a,
.i00
oH
.r-i
IE-i
_E
0
00rd
H*
>
.~~~
c)~~~~
.~
Hb
.rl
a1)
cc
.H
C-)
-O
rd
0
_
c\l
0
O
OH
O
i
C\l
0
xc
ON
C\
E
U)
co
C\2
n
a)
-')
z
Uo
H
l
I-E- PI
S
tt2X
o
Cd
a,
Elq ri
X
_
30
31
4. Titanium alloy:
Titanium metal is finding many uses.
It's alloys are of great
significance in strength/weight ratio, corrosion, marine and aerospace
alloy type having inter-
Ti-6Al-2Cb-iTa-lMo is a near
applications.
mediate ultimate strengths from 125-150 Ksi, strengthed principlally by
Al and small amounts of carefully formulated beta phase.
It's chemical
composition is shown as followed:
Table 2-6
Figure
Chemical Composition of Ti 6211 alloy
N
C
Fe
.o5
0.1
0.05
Al
5.9
Cb
2.2
Ta
1.0
Mo
0.8
7 shows the thermal expansions of Ti-6A1-4V and Ti-6211
which is used for strain compensation of strain gages that mounted in
Ti-6211 specimen during experimental study.
6.0
5.0
m
4.0
3.0
t
2.0
1.0
0.0
200
400
600
800
Temperature ( F )
Fig 7
Expansion coff. vs Temperature
32
1
-
oo
oo
-
C
\i
D-
C"
O
CCl
o
Cl
CO
0
a)
oo
oo
oN
0
l\0
0o
o
os
H
.r
a,
a)
E-
CO
C'-
0
O0
-
(:
.
a)
\o
co
C-
-rl
O4
I
0o
00
rl
a)
:.
('5
P-
o\
CON
oJ
O
N
O
O
v1-
ON
C-
oo
E'-
I
O
,,-
CC)
mi
I
O
-,
.ri
2)
o
;s
E-
rl
rd
H
C-)
P4
C-)
O
.-
d .H)
-P
H
E -H
a)
Cd
iz
I
a)
r-I
33
Table 2-7
shows the material properties of Ti-6211 alloy that were
prepared for experimental analysis.
5. Stainless steel:
308 Type is one of 18-8 stainless steel which representing chromium
contents from 17 to 20 percent and nickel contents from 8 to 13 percent.
It is available in the form of sheets, strip, plates, bars and tubing.
308 type stainless steel is a higher alloy steel having higher corrosion
resistance and heat resistance, primarily used for welding filler metal
to compensate for alloy loss in welding.
Table 2-8 shows the chemical
composition of 308 type stainless steel.
Cr
17/21
Ni
L0/12 0.08
Table 2-8
Table 2-9
C
Mn
2.0
Si
1.0
P
S
0.045 .030
Chemical Composition of 308 type
Stainless steel.
shows the physical propertiesof 308 type of stainless
24
steel.
Table 2-9
308 Type physical properties
Melting point, F
Density, lb/c-u.in
2550-2650
.287/.29
Specific gravity
7.86/7.94
Coeff. of Expansion
in/in/ F
9.2 x 10_
11.Ox 10
Thermal conductivity
9.4-12.4 ( Btu/hr-ft- F)
Specific Heat( Btu/lb/ F )
0.12
6
( 68-212 )
(68-1600 )
34
Table 2-10 shows the comparaison of steel, aluminum and Titanium
in physical properties.
The material properties of each specimen that used for input data
of one-dimensional program were shown in appendix B.
35
Table 2-10
Materials
Density,
lb/in 3
Comparison of some physical properties
between steel, aluminum and Titanium.
Titanium
Steel
Aluminum
0.234
0.1
0.163
30
10
17
Young's modulus
E x 106 psi
Yield strength
x 103 psi
35-150
30-50
40-150
123-150
300-500
250-920
26.2
130
9
6.8
13
4.7
9.7
2.7
42
Melting point
OF
2800
1220
3040
Melting point
Fe
Al2 03
C
ys
Strength/Weight
x 103
Qr/Wp
Thermal conductivity,
BT/hr/f t2 /ft/F
Coeff. Linear
thermal exp.
0
x 10-6/F
Electrical
resistivity
10-6
cm
of oxide OF3700
2400
3
36
III EXPERIMENTAL INVESTIGATION
A. OBJECTIVES
The objective of the experimental investigation was to obtain a series
experimental data of thermal stresses and residual stresses in simple weldments in various strength-level materials.
The study covers :
( 1 ) Experiments on transienl strains.
( 2 ) Experiments on residual stresses.
( 3 ) Comparisons of experimental data with analytical predictions.
Experiments were conducted in two phases.
The major objective of
experiment phase 1 was to measure temperature and strain changes on test
specimens during welding.
Temperature changes during welding were measured
by thermocouples, while strains changes were measured by strain gages
mounted on specimen surfaces,
The specimens were welded by either bead-
on-edge with GMA process or heat-on-edge with GTA process.
The major
objective of experiment phase 2 was to measure the residual stresses existed near the welded line of the specimens.
In order to do that, electric
resistance strain gages were used, this is one of stress-relaxation techniques for residual stresses measurements.
one or two inches wide piece
containing the gages were removed from the specimens and the strains were
measured by viscorder and so the residual stresses were obtained by simple
calculations.
37
B. EXPERIMENTAL PROCEDURES
1. PHASE 1 EXPERIMENTS
Specimen Preparation.
There are five different materials uesd in
this study, among them, two pieces of Mild steel, 308 Stainless steel
and T-1 steel were prepared for bead-on-edge and heat-on-edge weld studies.
Figure 8
shows the specimens which were 48 inches long, 6 inches wide
and 1/2 inch thick.
Three single-strain gages and thermocouples were
mounted on the center of the specimens, two more gages were mounted on
12 inches away from the center of the specimen to measure strain changes
at different locations along the lengthwise direction.
Figure
9 shows
the specimen of Ti-6Al-2Cb-lTa-lMo Titanium alloy, two rosette strain
gages were mounted.
HY-80 specimen which was prepared for butt weld was
shown in Figure 10.
Types and characteristics of the gages and thermocouples were shown
as follows.
STRAIN GAGES:
Materials
T-1 steel
T-1 steel
steel
Mild
Gage type
gage factor
BLH TYPE FAE-25-12S6
2.06 + 1 %
308
steel
lessStain-
BLHTYPEFAE-25-12S9
2.02 + 1 %
HY-80 steel
BLH TYPE FAER-18B-12S6
2.00 + 1 %
Titanium
BLHTYPE FAER-18B-12S5
2.02 + 1 %
308 Stain-
alloy
38
THERMOCOUPLE :
BLH TYPE GTM-CA ( Chromel/alumel )
They were manufactured by BLH Electronics, Inc., Waltham, Massachusetts.
The strain gages were mounted with the BLH EPY-550 cement which is
compatible with all phenolic and polyimide SR-4 strain gages.
The specimen area to be gaged must be chemically clean and free of
all grease, oil, scale or oxidation.
In order to obtain best results,
following steps were recommended :
SURFACE PREPATION
1. Remove all foreign matter ( oil, paint, oxide, scale, etc.) from
surface with disc sander, grinder, or mill file, leaving surface
smooth.
2. Clean surface with gauze saturated with Methyl Ethyl Ketone.
3. Dip one-inch strip of Silicon carbide paper into metal conditioner, lap surface, and remove residue with clean tissue.
4. Indicate gage locations by using blade or 4-H pencil.
5. Apply metal Conditioner to surface with cotton swab and remove
with one stroke of clean tissue.
6. Clean fingers with Neutralizer and cotton applicator.
7. Apply Neutralizer to surface with cotton swab and remove with
one stroke of clean tissue.
GAGE PREPARATION
Clean the bonding side of the gage with a clean MEK saturated
39
cotton swab.
Avoid recontamination by handling the gage with
tweezers following this operation.
As gages were installing
on the specimens, a liberal coating of the cement was applied
to the gage bonding surface and smooth to a uniform thickness.
Position the gage and press out any trapped air bubbles.
Thin
Teflon film of .ool" to .003" should be placed between the gage
and neuprene rubber pressure pad for easy removal after curing.
A bond pressure of 15 psi will insure intimate contact between
the gage and the specimen during the curing cycle.
Instrumentation and Recording :
the experimental set-up used.
Figure 11 shows the outline of
Change of temperature and strains during
welding, a subsequent cooling were recorded on an oscillographic paper.
Figure 12 shows the thermocouple circuit, and Figure 13 shows the strain
gage circuit.
Welding Procedures And Conditions :
Table 3-1 shows welding pro-
cedures and conditions used in phase 1 experiments.
Experiments were conducted on three specimens first, on these specimens three strain gages were mounted at different positions along the
edge to be welded with the same distance ( 1 inch ) from the edge, to
see if the one-dimensional program is available for analysis.
Two pieces of mild steel, stainless steel and T-1 steel were welded,
one was heat-on-edge ( i.e. the three specimens just been mentioned ) by
using GTA welding process and the other was bead-on-edge weld by using
GMA welding process.
Butt weld was made of HY-80 by GMA process.
40
*d
4-)
E-4
r.
0
o
)
0o
'H I
I
I
N
0
\I
I
01z
C
a0
I
I
0
\
.
' : E-'!CS
H
a)
14
I
I
·rl
0
E74
4)
0)
o
0
0
\0
)
o
a
04)
0
1
ad
c-oN
a)
0
a
0
Q)
CC
0
C
%o
H0
-4
l
H~
0)
\0
CQ
40
-
4k
H
4
sO
4)
e
0
O
0
c)
.
n
cs
H
H
.4)
I
N4
un
.
N 40 4
u-4
U
E~~r
-
4
d2d
[
- O
CO
H-4
N)
N
Hoc
0a I
I
0
o . +j o.U
>4
o
N
uI
4)
HO
l
0
NO
0'H4
'HO
a
)
c
U)
I
E-
I
E4
o
4-
40
0
-i V
n
4
U)
4)
U)
>2
I
x
IrO
*HOI
E-I
-
41
It is important to note that the wire used for bead-on-edge weld
and butt weld of HY-80 was one that used for ordinary steel and not for
high strength steel.
This is due to the lack of appropriated wire, but
is it thought that it will not have a big effect on the resulting residual
stresses.
For Ti-6Al-2Cb-lTa-O..8Moalloy specimen, bead-on-edge weld was made
by GMA process with matching wire of Ti-6Al-2Cb-lTa-0.8Mo alloy.
2. PHASE 2 EXPERIMENT
In order to measure the residual stresses of the weldments that had
been made in previous experiments, we used electric resistance strain
gages.
This is one of stress relaxation techniques for measuring resi-
dual stresses.
It is saed on the fact that strains take place during
unloading are elastic, even when the material has undergone plastic
deformation.
Principle of Stress-Relaxation Technique
Electric-strain gages
are mounted on the surface of the test specimens, a small picec of metal
containing the gages is removed from weldments.
As the specimen is
strained, the resistance of the gages changes, the magnitude of strain
is then determined by measuring the resistance changes, the strain changes
,' y'
xy that take place during the removal of the piece are then
measured.,
expressions
The residual stresses are then calculated by using following
:
42
x=
1
+
.Ev2 ( x V
gy)
........
(2)
Ey ( + x)
xy= -
Specimen Preparations
C
........ (3)
....... (4)
..
xy
There are six specimens that are available
in this study :
Specimens
Type of weld
Size of specimens
Mild steel
Bead-on-edge
48" x 6" x 1/2"
Mild steel
Heat-on-edge
48" x 6" x 1/2"
T-1 steel
Bead-on-edge
48" x 6" x 1/2"
T-1 steel
Heat-on-edge
48" x 6" x 1/2"
Titanium
alloy
Bead-on-edge
56" x 7.5" x 1/2"
HY-80
Butt weld
29" x 15" x 1/2"
308 Stainless steel specimens weren't used in this this study owing
to their smaller width ( 4inches ) that higher residual stresses could
not be obtained.
Types and characteristics of the gages were shown as follows :
Specimens
Mild steels
T-1 steels
Titanium
Gage type
BLH TYPE
FAER-18B-12S-6
Gage factor
2.00 + 1 %
width of
piece removed
2"
43
BIH TYPE
FAET-18D-12S-6
HY-80 steel
1.98 + 1 %
The strain gages were mounted with EASTMAN 910 ADHESIVE.
cess is not necessary for this type of cement,
1"
Curing pro-
following procedures are
useful for gage installation :
GAGE INSTALLATION
1. Prepare surface ( Same as that descript in last section )
2. Place gage face up on clean surface anf position terminal
strip at end of gage.
3. Apply cellophane tape over top of gage and terminal strip.
4. Carefully lift assembly from working surface and clean back
of gage and terminal with cotton applicator slightly moistened
with neutralizer.
5. Place gage in position on specimen.
6. Starting at one end of cellophane tape lift gage assembly,
leaving other end of tape attached to specimen.
7. Apply thin film of blue 910 catalyst to back of gage and
terminal strip and allow to dry.
8. Apply EASTMAN 910 ADHESIVE to gage area of specimen.
9. Feed gage tape onto surface, holding free end of tape above
surface with one hand and using ball of tissue in other hand
to quickly force gage assembly into place with one stroke.
10. Within one second press gage firmly into contact with surface using thumb or finger.
mately 30 seconds.
Maintain pressure for approxi-
44
11. Wait few minutes before removing cellophane tape from top of
gage and terminal.
12. Wire gage to terminal with copper jumper wires ( No.34 ) as
shown Figure 14.
13. Apply gagekote No. 1 or other suitable protective coatings.
3
1. Strain gage.
2
I
1
/
2. Terminal.
3.
Connecting
wire.
Figure 14.
Strain gage installation for experiments.
Residual Stresses Measurement
Figure 15, Figure 16 and Figure 17
show the strain gage arrangement on specimens of steels ( mild steel,
308 stainless steel and T-1 steel ), Titanium alloy and HY-80.
As we contact the strain gages through terminals by connecting wires
to the amplifier and the counter, everything is ready for cutting of the
small piece of the specimens with the strain gages on it.
The procedures
in this experiment are recommended as follows :
1. Connecting terminals of the strain gages, and let the specimen
free.
45
2. Taking the readings from the counter for each terminal of the
gages before cutting.
3. Putting the specimen on the plateform of the metal cutter well
in position to be cut and fixed it tightly.
4. turn on the switch of the metal cutter and start to cut.
5. Let the specimen loose as one side was cut and take the readings
from the counter again.
6. Position the specimen by putting the other side of the small
piece well on the line for cutting.
7. Fix the specimen and start to cut.
8. After 1 or 2 inches wide specimen has already cut, put this
on the working table freely.
9. Take the readings again after the temperature of the small piece
was cooled to room temperature.
The results before cutting, after one side cutting and after both
sides cutting were recorded and were shown in' Table 3-2 to Table 3-7.
C. EXPERIMENTAL DATA ANALYSIS
1.
The principle of the strain gages is based on the physical property
that a metal strained in tension or in compression will change its resistance.
Both mechanical strain and thermal strain changed in speci-
men may cause the resistance changein strain gages, the mechanical strain
may consist of both elastic and plastic strain, hence, the resistance
change R is made up of the following :
46
AR = R(0¥) +R(
) +R(IF)
+ R(T)
Where
AR = Total resistance change
AR(01)
= Resistance change due to temperature induced thermal strains
in specimen.
6 R(ge) = Resistance
change due to elastic mechanical strain in specimen
A R(f ) = Resistance change due to plastic mechanical strain in specimen
R(T)
= Resistance change due to thermal resistance characteristics of
gages.
Since AR(T) and the difference between the based plate IT and the
gageC'T will generate error, a curve of apparent strain versus temperature
was made by gage manufacturer to compute this error.
Hence the gage read-
ings recorded during the experiment can be corrected by subtracting the
apparent strain which corresponding to the temperature measured at gage
location.
These apparent strains for gages used in present experiments
were shown as follows :
Strain gages used on Mild steel, T-1 steel and HY-80 specimens :
Gage :
EAP = - 107.84 + 2.90 T - 2.58 x 10
-2T2
+ 6.79 x 105T
x 108T4
Rosette
3
- 4.90
.....
(5)
:
EAP = -77.04 + 2.56T -2.52 x 10-2T2 + 6.72 x 105T
4
10-8T
The sample specimen used is 1018 steel.
3
- 4.64 x
..... (6)
47
Strain gages used on 308 stainless steels :
Gage :
EAP = -158.79 + 4.13T - 3.20 x 10-2T2
3
+ 7.67 x 10-5T
x 10-8T4
-538
.....
(7)
The sample specimen used is 316 stainless steel.
Strain gages used on Ti-6Al-2Cb-lTa-0.8Mo specimen :
Rosette
:
EAP = -156.08+ 3.37T - 2.18 x o10-2T2
+3.79 x 10-5T3 - 1.26
x 10 -8T4
.....
(8)
The sample specimen used is Ti-6A1-4V.
Since the difference in (T between sample specimen and specimens
used in study of steels and stainless steels is small, it is neglected
for lack of accurate data. For titanium alloy specimen, the difference
in
T between Ti-6A1-2Cb-lTa-0.8Mo and Ti-6A1-4V was shown in Figure 7.
hence the apparent strain correction between room temperature and T
for gages should be made as follows:
ET 2
AP
T (Ti-6
21)
dT
............
(9)
1
For T < 400eF :
LEAP = 103.92 - 1.87T + 7.25 x 10
-
3
T 2 - 6.945
10- 6 T 3
For T > 400 F
A EAP = -60.12 + 0.8T -2.5 x 10
(10)
T
The true apparent strain becomes :
EAP = EAP -
EAP
.............
(11)
F
48
C
a)
a)
Cl
E-q
to
H
r
bt
D
a)
4
a)
0
H
C)
E-
a)
M
sri
o
aD
H
C
'-4
H-co - -4v
49
, s~
i-IV
kL
I
O
Cd
'-4
r-I
r-I
0
rl
F1I-
(f~~~~
'-4
0
m
~X
0
o
r3
I
.c:
IEd
\
\O
·
-X
(1I
o0
o
a)
er-
It
kQ,
O
0
14
*°
o
C.
a)
o;
r-I
, r-
FX
i
I
IP-
I
L
LIN
614-
I
I
L·
50
.a
- t_ )t_·
7. ;'tcl
-
_
I
I
!
I
o
Et
0o
Ho
H
-
P
O
H:
X
E
z
L
O
IEw:
I L,- L--I
e
-
w
l
1
4
-
k-
T
-
-
-
j
51
GTA Or GMA
Test Specimen
e
le
FIG 11. Outline of Experimental Set-up
52
eelco Potentiomete
lel No. 320P
On-Off
Close to Calil
Switch Open to
Calibrate
Chromel-Yellow (+)
Type 100
Calvanometer
(1)
Honeywell
No.1508
Visicorder
Plate
2 F Reference
unction
FIG. 12. THERMOCOUPLE INSTRUMENT CIRCUIT
53
Strain
Gage
Junction
Box
Dummy
Resistor
Heiland
Bridge
Balance
No. 82-1
FIG. 13.
STRAIN GAGE INSTRUMENT CIRCUIT
54
6-
ox
I
a)
a)
P4
4
X
P
a)0
2.5"a
1"
H
e 0.3"
N
r.
w-
bD rlm
N-
_
a4"-
n
kh~
Co
ato
$4H, P4,)
U21 r
H
rz4
I
-
55
Table 3-2
Residual Stresses Measurements on GMA welded
Mild Steel.
56
Table 3-3
Residual Stresses Measurement on GTA welded
Mild Steel.
I
Element
No.
Readings
before cutting
,
,,
One side cut
Readings
Readings
After cutting
.,adir~s
j _,.
Net
Readings
.
1
31750
31000
30878
-872
2
31498
31621
31373
-125
3
30464
30494
30528
64
4
31542
31640
31854
312
5
31500
31336
31566
66
6
31513
31364
31215
-298
7
32545
32721
32827
282
8
30508
30673
30584
26
9
30204
30224
30146
-58
10
30776
30760
30784
8
11
31222
31300
31218
-4
12
30384
30427
30412
28
13
31266
31319
31326
60
14
30397
30389
30357
-40
30096
29932
15
I
w
-
I
-166
29930
_
57
Table 3-4
Residual Stresses Measurement on GMA Welded
Specimen of T-1 Steel.
Element
Readings
One-side Cut
No.
Before Cutting
Readings
Readings
After Cutting
Net
Readings
1
30583
29216
29060
-1523
2
31321
31592
31076
-245
3
31600
31822
31744
144
4
30848
30920
31420
572
5
31030
31448
31411
381
6
29410
29238
29134
-276
7
29623
30070
30158
535
8
29825
30001
30164
339
9
29354
29432
29287
-67
10
32124
32271
32279
155
11
31636
31410
31399
-237
12
32706
32821
32749
43
13
31088
31180
31093
5
14
31759
31296
31440
-319
15
33054
32480
32480
-574
58
Table 3-5
Residual Stresses Measurement on GTA Welded
Specimen of T-1 Steel.
L
L
L
o
Lo
59
r
15"
I
-
i
I IIIl
o
I
I
oc
cd
I0) 0
0a)
OX
±
I
co~e
Cto
T
3/8" --
.`-
L
1I"
2"
4 A- -
1"
-it -L
1.5"
O.,
-
L_
Jc
-
-
m
-
L
60
Table 3- 6 Residual Stresses Measurement on Butt-welded
specimen of HY-80.
Element
No.
Readings
Before Cutting
One-side Cut
Readings
Readings
After cutting
Net
Readings
1
30283
30494
30705
422
2
29905
30271
30083
178
3
31105
31022
30889
-216
4
30436
30718
30774
338
5
31540
31849
31745
205
6
31056
31108
30851
7
30333
29207
28994
-1339
8
29142
29244
29476
334
9
30484
30448
30516
32
10
29583
29506
29436
-147
11
29560
29596
29679
119
12
31070
31175
30907
-163
13
29351
29514
29651
300
14
29920
30163
29765
15
29459
29794
29972
513
16
30304
30421
30056
-248
-205
-155
61
CH
0
4)
o
E
LC~~~~~·~~~~--L·--CL-~~-I-
A
r(
~
~
~
,
nr
f-.1 t5"I
'9
to4
~ ~ ~~
.1-
C)
a)
0
CD
P4
d9
oH
An
H
r
z
-P
T
'.4
N
:u
71
_
If
0
r-
r.E
0
o
C
w
E-4
h~~~~~~~~~~~~~~~~~F N~~Al
+I--5'1
u*ul
T
t2-1 t
0))o0
rl
_
U~~~hl
hD
I
"C
0
bD
u
*H
+f
U
En
-
--
Us
z
uS;'L~~~~
-..o
.
..
_
rH
Cd
SU4
r-
-
U)
H
pt4
-cc-
0
0)
ol
62
Table 3-7
Reasidual Stresses Measurement on GMA Welded
Specimen of Ti-6Al-2Cb-lTa-0.8Mo Alloy.
Element
No.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
Readings
Before Cutting
30495
31671
34100
30958
31824
30725
32930
34916
37414
29574
29644
29493
31764
31412
30019
30134
30486
29471
29368
29326
26993
26993
27788
27900
One-side Cut
Readings
29495
30810
34236
30945
32255
30589
33249
34874
37320
29873
29783
29475
31964
31459
30005
30076
30581
29536
29404
29038
26626
27331
27749
27704
Readings
After Cutting
28626
31299
32224
31184
31436
30376
33450
34952
37272
29934
29809
29426
31976
31514
29924
29974
30511
29664
29353
29211
26568
27789
27884
27668
Net
Readings
-1833
372
-1876
226
-388
-349
520
36
-142
360
165
-67
212
101
-95
193
25
-160
-450
-115
-15
796
96
-232
63
2.
Residual Stresses wexe obtained by using equation (2) and
equation (3) and were summarized in Table 3-8.
,
bVA
C;
b
0
C\l
C
0--t
0
o
0
0
O
Ct
0
CO
I
C\
GD
cD
-t,
6
C-
O
o
_o
o
0
O
C)I
I
O
\0
1
rl
Co
.H
C\I
U'
E-1
(12
n
CC\1
I
cD
CV
C"
I
a,
;oI
co
C\J
\0
C-
ON
I-q
Ha)
GD
CO
N
crt
n0
rd
.r-
C'0O
GD
VU)
C\i
\.O
CM
W
rd
U'
C)
H
\D
CVte
CV
C
03
O
H
CH
\
C~l
I
03
I
no
Cl
0F-i
a,
CQ
t-4
Z
a,
z
CO
I
9
M
V4
CO
0
t4
n
o1
a,
<.
a_
P
U)
rd *rl
r4
w.
_
zE t{
,E 11
a)^
N
I5
@ rl
I
.
a,
H
a)^
V
kH
a)
CH
ro
-tl
rd,
.
Ea
coc
4oo
1
a)
H0
CO
GD
H\t-q
0
$:i
M
0\
C
LI-
00
W
x_
.-- E--- 6X
0
_
IEt (
n
co
I
M
C--l
Cd
Up
64
IV. RESULTS AND CONCLUSIONS
A. RESULTS REPRESENTATIONS
In order to check if one-dimensional computer program is available for analysis in present study, strain gages were mounted along
the welding edge to measure the strain changes in each specimen at
different positions along the welded edge.
Figure 18,19 and 20- shown
these strain changes at each points during welding for mild steel,
stainless steel and T-1 steel.
It is obvious that the history of
strain changes at each point are similiar, that is, the results predicted by 1-D program may be used for analysis.
In order to compare experimental results with that predicted
by 1-D program, exact heat input should be determined first.
Figure
21 to Figure 28 show the maximum reached temperature at different
distances from the welded edge for various specimens, and the efficiency of heat input were determined as follows :
Materials
Welding Method
Efficiency
GMA
0.55
Mild Steel
GTA
0.55
Stainless
Steel
GMA
43
Stainless
Steel
GTA
0.51
T-1 Steel
GMA
0.55
T-1 Steel
GTA
0.48
Ti-6211
GMA
0.35
Mild Steel
HY-80
Butt Weld
0.69
65
As thermal effeciency have been determined, we compared the history
of temperature changes and strain changes during welding for both experimental results and that of one-dimensional computer program.
Figure 29
to Figure 45 show the comparisons for both longitudinal strain and temperature changes.
Deflection changes were also measured by extensiometer
at the center bottom of the specimens, and were shown in Figure 46 to
52.
Since 1-D computer program is developed by assuming the plates were
heated during welding with no deposit metal, hence the comparisons for
GTA process plates are similiar but that are poor for GMA process plates.
Residual stress distribution predicted by 1-D computer program based
on the assumptions that the aera bounded by tension stresses and that by
compression stress are equal, and the melting point was reached during
welding so that maximum residual stresses equal to yield strength of the
plates could be obtained in the welded line.
Residual stresses measured
for GTA plates are less than that for GMA plates due to less heat input
during welding.
From Table 3-8, the residual stresses measured in lower
strength materials nearest the welded edge were higher percentage, while
the residual stresses measured in high strength steels were about 50 %
Of yield strength.
to Figure
58.
Residual stress distributions were shown in Figure 53
66
el
0
'-I
a
0
0
.r5
a 0
.1Q
Co
00
0
0I
00
11-
FIG. 18 Strain Changesfor Mild Steel ( GTA) at Different Points
Along the Welded Edge.
67
4
2
6
O
0or
0o
Lo
4
i0
0
4..
r
0
l
I
FIG. 19
Strain Changes for 308 Stainless Steel ( GTA ) at Different
Points along the Welded Edge.
68
O
VT\
O
0O
c)
O
I.
o
0
0
FIG. 20
Strain Changes for T-1 Steel ( GTA ) at Different Points
Along the Welded Edge.
69
OD
0$4
0)
0
41-4
Id
)
H
Cd
0)
ri
O0
O
4)
+r0
0~
N
-
O
O
p4
r-
C)
0
'CJ
o
Od
O
H
:)
Cd
-P
0
0
U)
u
0-4
oO
M,
4
P
a3
4
0
:s
o
$-4
4
a,
C
a
(
a
O
·
:
2
C)
H
rX4
Ii
I
I
I_~
~~
I
~
I
~
IL
~
~I
_I
~~I
,V-4
( HI
) HODZ IaCnSM nOH
II
Ij
II
o
XVMV ONV¥LSIG
70
54
o
0:N -
ra
.d
\
o
H
r-I
'd
p4
e0
'~
0
r-i
'ES
4
E
Al
H
a,
1-H1V 1^
.'
0
.r-I
H
0-V
54
4-)
0
Cd
m
A
Q
a)
o
0
p4
(1
Cd
(1
El
(1
<a)
X:
Cd
P
O
VI% Cd
NE4
N
U1-)
N~E
u2
10
V)
E
E
0 ICd~CC
F,
I
I -
-L
I
I
-
:
I
I
a
t
n(IQ
( 4ouI )
pga pple
V-4
WmoJiSBMyeous!aC
O
71
0
0
H
04
43
0
ccI r-
-
0
0
·
,el
.
0
0
CH
0
4-.
43
· 0
oro
0
cd
1 -4
O~
H
o
'H
-,
I1
iA
o
E4
--4
o
o
)
ai
co
o
a
0u
cU
0
o
.-E
'c
oo
o
I
V
I
I
I
I
I
I
I
I
I
S
nt.
( HONI ) eapa papletm u1mo XRMVaouvesla
I
o
0)
*H
N
I
4-'
a0
o
I
-
Eq
72
r0
H
O
a)
0)
'0
(I)
.H
-P
:
:3
0)
H
&d
:d
.rI
tr
N
I
a)
Vt'
I
3
0
4.)
II
I
I
I
P:
H
I
C
00
C)
I
E
4,
oo
I
(',
0
0
O
I
E-4
N 0 00
C
V'0
O ct
oe
o
0)
I3I
I
I
I
I
_
_
I
I
I
I
I
I
It
C
N
( qouI )
aeu.r peplia
o
oJ AVey s9aous~STa
73
0
0
O
C
trt
cu
'
PI
Id
o
-P
U")
H
0
4l
-4
Ct
I11
I
o
,1
Q)
0
4-I
O4
r3
O
O
0
_
T1
.,1
OH
4
® :>
0c:4
_m
r
0
E-4
0
0
o
o
oH
0~
C
C
E
o
cd
O
X
Q)
0
0
C
c4
0r3
0
C\l
L
z
m
I
I
I
t
I
I
I
I
I
t
1
I
I
I
I
V-4
( HOMI) eaPa PapTlM o~& AVMYaou
9sl.a
I
H
74
k
a
o
3
o
o
*
o
o
4'
o
1o
r-
.,-4
), la
,o
oo a)~ £~)
cr-
-P
(1)
II oq 13
V)
I
'*I
o
CH
0ci
0
C
e
C)
E
=
o
o
0
E
ciij
jir-
N
x
Ci
;-I
o
CQ
H
PL-
I
I
I
I
I
I
I
,I
I
I
I
-4
( HNI )
2Ps PPTO'Mmoa0 keMy aeou.sra
I
0
75
0o
o-4
0
Cd
4-)4
10
.1-
4)
0
0\
\0
t'oll
i-1
.1-4
O
OH
s
0
O
CD
m)
d
o
Cd
0
H
Eq
0
oo
O
,o E+4
g
' 0
0
0
I
>:V
C)d
o
4-
@
I
0
0
o
0
0
'-4
Q
Hr
I_
I
I
I
I
I
I
I
I
I
I
I
I
0
( HOMI ) aeu.lPPlTM
woaJI XAMyV 9oUB4%S.(
76
C%
-
r
rl
a)
0)
H
rCa
H
.,
q
H
H
m
8
iC
V
O
0,-.
0
o
0
U)
I
77
A
it,
4)
.
A
-d
HE
-
Q
1-p
I I I
..
od
O
CH
ra
p.
ci)
-p
.,1
U0
U)
ro
r-I
H
+.i
0
0
I.,-
H
F-j
I-
oo
o
o o o
oo
U)
IHI
oo
o
78
-_(vn
II
I
a)
p
to
a)
5:
0)
p
CH
,J
05.4
-P
0
Pi
x
Nx
rl
0a
a)
to
H
I
co
co
I
I
F-i
CH
C\Z
to
0
.~I
0
H
O
H
O
O
*--
0
0
0
O
0
O
O
O
I
79
p
a)
-
N
l ll
a)
CH
r
.H
(L
E
IL
a:
im
-P
a)
v(
H
cti
co
H
aI
I
v
0er
03
-rl
V)
-I
o
I-i
0O
-z
H
8
0H
I-
0
0o-
0o
0
O
O
O
O
') 0
I
80
0o
o
I
I
4
l II
-i9
C\l
1
I
I
I
I
a)
0)
ri
I.I
IIf
B /
r
H
CO
H
0
E
I-
0
o)
o
oo
U)
o
81
F
a)
I II
I
I
I
iI
I
a)
CH
A
'I
to
4)
wz
I
I
c4
'C
H
.r H
r-i
I
O
I
EH
-t
i-C)
rJ
I
xa,
I
I
I
t
I
a)
a)
I
CH
l .~~~~~~~~~~~~~~~~~~
I
p
I--
r
H
!
m
H
F-1:
H
:E
I
w )
0
0o
O
0-
U)
0
82
U)
O
-
c3
O
0
k
F)
Crl
o
o
CH
p~
I-
C
r_
O
O
O
O
O
O
O
I
I
O
O
83
O
O
b,4
o
·-r~~~r
a)
C~~~~~lT
c
o~~
O
0
P00
~~hi
N
Cd
tQ
a)
0~~
5)
H
<O
CM
O O
E--41
O~~
U)
o
O
x
Pi I
;w4CY
b
U)
O
O
ONI
.,
C C
5.4
O
t1
NO
0~~\ 0~-i
e
f
PIE-
0VQ -
fj
O
E0
'-4E-
rx
¢
0~~\
1
E
O
O
0
I
*O
U 0
H3
1 r
O
O
0
O
O
\0
O
O
_
O
O
C\l
O
84
10
5
0o
H
-
-5
U)
-10
-15
-20
-25
FIG. 37
Stress Changes For Titanium Alloy-6211 Observed
on the Gage at 0.625" Away From The Weld Line.
85
10
5
H
V)
-5
-10
-15
FIG. 38
Stress Changes For Titanium Alloy-6211 Observed
on The Gage at 1.625" Away From The Welded Line.
86
o
rx:
r-i
0
0
4Q
0
a43
.r-4
H
0)
P4
0o
O
O V
.H X
E-4
)
r-I
d
I
I
Z f4
H '
0 V-4H
O
EVe
HH
O
O
O
rl
O'
H
fit
OO
CO
U-,
:*
O O O4
O O O
n
C\2 V4
0
0
0O
0
'-4
,
ezn4a.edwaej
0
0
I
ul~vjqosojo~w
87
A>
h
1I
0o
rC
I
Ed
(I) A
X
I
c
E-
a:
I
;2
H
H
H
E
C:
C
0
(I
O
C\l
0
V1
O
V%
O
U
l
I
9.xnq.,ejadTra9,
u~vj::sojoIIA
88
0
tzi
m
-4
.
H
H
W
Z
¢M
z
,r-
Z
00
(
0C
00
) aJnqeaedwal
0
00
00
O
0
0 cl40
-n
UItxsoJOsI
''
89
o
1:
E-4
-4
Z rH
:w
H
0)
En
UZ
v
H w
H H
H3
0
PL4
C)
O
0.
O
O
CA
O4
~-4
o
O
eanvaiedmae
O
O
O
O
o
%th
wjvxI~
O
O
xt%
O
O
OJOIIAI
O
9o
"'
4->
E
rz
.H-
10
d
H--
4)
P,
rH
W
0
w
o
c
CI
N
)
0
O
0S
H
1
1
1
p4
r-i
4)
4)
co
o
to
o
)N
E-4
I
E
E-4
H
4Z
Q I
Cr
VZ
H 0 _I
-
I
0 w
H
W
H
H
O
V.
O
o
It
(
O
O
t
!o) aejn
O
O
(C
O
O
dl
jaeduea&
0
ns
0
0
'-I
'-4
o
0
O
0
O
0O
I
UT~x~ssjO~jj
91
-
(+)
:;o
P
o
o
r-4
I
.H
ap
o>
H
p:H
I
I !
H
H
o
C7
rHE-EW
¢X
¢ $4
I)
°:B
O
:E
p
7
E1 H
n
O w
I13:
o
om
0
0
N
0
O
0
'-4
O
oo
0
o
0
oo
oo
l
aanq~awadrraj,
uyvjasoj3lw
92
·
CH
r(
13
-
-i
E.
X-43
E-i
o
H
I
E--
HI
E- Z
IH
D3
Z
O
i-t
o0
o0
N
0
V-4
eJOJ~iU18
1L
ainqrrviedtual
00)
~0
'-
0
0
V
0
0)
0
V)
OI
uO J j.SOJ3OW
UT-eaqssoaol
0
0
0
93
w
o
0
Q
a)
.H
0
a)
X
4D
-rl-
H
a)
)
co
H
.+
0
aoH
0,
0
0o
0
o
O
O
(
JUTOdI aeqaqD
NI
0
0o
0
o
O
)
qVUoToalGTJ
0
o
H
F(
94
CdW
a,
,-c;
d
0E-i . a,
&
r-
a,
H
E-
H
a)
O
a)
H
U)
U
rd
I
·
rl::
a,
x
F4
ar
P:
I
rd
-4
a
a,
a,
-P
/
i
O
.-
Cl
I
Ii
C)
0O-
a
Q)
t~
rd
o
a
H
0
0
o
o
0
o
o)
oI
( NI) uoa.,GTJ@
95
H
a)
a(
,
a)
H
0o
CH
o
a)
a)
C-)
Ei
c)
co
C)
tH
a)
CO
,0
i(
o0
o
o0
o
o
o
( NI ) lTua3D1-8 uo1^DX1JaI
96
o
0
a
H
H
U)
rd
a)
0
*ri
A
r-
Hrl
U)
a1)
V) -p
*rl H
/
/
H
1)
F-I
Hd
/
Ud
/
U)
o
n
co
I
H
I
r-
/
I
/
/
co
/
o
O
ca
CH
r3
_rl
o
CO
/
O
I
\
O
ci)
O
0r-
o
1-
O,
¥
i-
'
C)0
0
O
O
O
( NI ) a,.ua3
e uoT.oa-TJG
o
oI
oo
97
\O
/
a)
&
i
a)
rl
H
A
)H
oo
1/I
/
0)
rl
EP
H
I
H
r)
I
I
a)
U)
E
H
O
o
C
)
U
-P
o
U)
0)
*rl
0)
H
)
Cd
E-
00
CO
/
oH
U)
O
o--
0
H
co
0
0
0
0
o)
( NI ) .aequaoIV uocsJgTja
co
98
0
o
o
a)
E--
E
cd
-a)
Cd
-
&:
a)
.,H
0)
H
a)
a)
C
H
oo
o~
i
Cd
& 0
x
wi
-I
a)
a)
-p
I
E
I
I
cxi
El
4H
o
oo uX
n
a)
0a)
H
O
0
a)
C)
&
O
cA
H
O
O
a,
px
H
Fr-
O
oo
O
O
O
99
8
a)
-P
0
Vw~
rD
0
o
0
rQ
Id
Eq
0
0
0r
0CM
u
I
r-t
EH0
H1
I
.rl
0
!
O
H
\0
O
a)
U
a)
H
H
E-i
a)
I
/
/
O
0
I
H
I
o
0a)
0
S.
o4
U)
H0I
0-
o0
C0
0
00
o
o;
( NI ) a@quaS Iv uo
osfalJ@G
100
4o
( GA )
MildSteel
30
A
Experiment
0
Calculated Value
.-4
C,
Co
0)
20
W
CD
0)
5$4
'H
rq
Cd
0
10
10
.H
0
-10
0
FIG. 53
4
Distance from the welded line
1.
2
5
( inch
)
RESIDUAL STRESSES DISTRIBUTION IN WELDMENT
OF MILD STEEL ( GM
)
101
In
30
'1
20
rU
to
u
a)
c)
10
0
-10
0
1
2
3
4
Distances from the welded
FIG. 54
5
6
line ( inch )
RESIDUAL STRESSES DISTRIBUTION IN WELDMENT
OF MILD STEEL ( GTA )
102
100
T-1 Steel
( GTA )
80
---
A
Experiment
o
Calculated Value
60
a.,
w
0q
a)
40
a,
ux
tI2
cS
a,
20
C)
wS
II~ t Ia
0
A-
4--
-20
)
1
FIG. 55
2
3
4
5
6
RESIDUAL STRESSES DISTRIBUTION IN T-1
STEEL AFTER WELDED ( GTA WELD )
103
4aM
lut.
8C
60
.-
u;
40
vo
En
to
H
20
H
WC
0
Distance from the welded line
FIG. 56
RESIDUAL STRESSES DISTRIBUTION
T-1 Steel
( GA )
IN
104
mu
40
30
*,
20
a)
a, 0
s4
10
r1
U)
-10
-20
1.
0
2
3
4
5
6
Distance from the welded line ( IN )
FIG.
57
RESIDUAL STRESSES DISTRIBUTION IN WELDMENT
OF HY-80 ( BUTT WELD )
105
Ti-6Al-2Cb-1Ta-1Mo ( GMA )
X
Experiment
Calculated Value
50
3o
.4
30
0a)
ut
a)
Cd
-10
0
FIG. 58
1
6
5
4
Distances from welded line ( inch )
2
3
RESIDUAL STRESSES DISTRIBUTION IN WELDMENT
OF TITANIUM ALLOY ( GNMA)
7
106
B. CONCLUSIONS
:
1. In comparing temperatures measured with analytical predictions
by using 1-Dimensional program, good agreements were obtained
if sufficient informations of temperature dependent properties
of the materials were used.
2. In comparing strain changes and deflection changes with one
dimensional computer program results, it is found that the
comparisons are similiar for GTA welded plates but not so
good for GMA welded plates.
3. In most cases, the analytical predictions for strain changes
by using 1D computer program are tensions when arc just passed
over, few seconds later the strain changes become compressions.
This may be acceptable for lower yield strength steels ( Mild
steel and 308 stainless steel ) but might be not for high
strength steels such as HY-80 and T-1 steel.
4. The residual stresses measured in mild steel and 308 stainless
steel weldments are almost as high as the yield strength ( GMA. )
while the residual stresses measured in HY-80, T-1 steel and
Ti-6Al-2Cb-lTa-0.8Mo alloy weldments would be about 50 % of
their yield strength.
107
REFERENCES
"Residual Stresses in Arc-
1. Boulton, N.S. and Lance Martin, H.E.
Proc. Inst. Mech. Engs. (London) 133, 295-347 (1936)
Welded Plates"
"Built-Up Column Strength"
2. Fujita, Y.
Ph. D. Dissertation, Lehigh U.
August, 1956.
3. Masubuchi, K.
"Control of Distortion and Shrinkage in Welding"
Welding Research Council Bulletin 149,
4.
Masubuchi, K.
April, 1970.
"Residual Stresses and Distortion in Welded Aluminum
Structures and Their Effects on Service Performance"
Council Bulletin 174,
Welding Research
July, 1972.
5. Hibbit, H.D. and Marcel, P.V.
"A Numerical Thermo-Mechanical Model
for the Welding and Subsequent Loading of a Fabricated Structure"
Dept. of Navy, NSRDC Contract No. N00014-67-A-0191-0006,
Report No.2,
May, 1972.
"Analysis of Thermal
6. Masubuchi, K., Simmoms, F.B. and Monroe, R.E.,
Stresses and Metal movement during Welding",
Contract
Technical
Final report under
DA-01-021-AMC-14693(z) from Battelle Memorial Institute to
Redstone Scientific Information Center,
RSIC-820, July, 1968
7. Andrews, J.B., Arita,M. and Masubuchi,K., "Analysis of thermal
stress and metal movement during welding", NASA Contractor report
NASA CR-61351, prepared for the G.C. Marshall space Flight Center,
NASA, Decenber,1970.
8. Masubuchi,K., and Iwaki, T. ,"Thermo-Elastico-plastic
orthotropic plates by the Finite Element Method",
analysis of
Jounal of the
society of Naval Architects of Japan, Vol. 130, 195-204
(1971).
108
9. Muraki, T. and Masubuchi, K., "Analysis of thermal stresses and
Metal movement during welding,"
Phase report under contract No.
NAS 8-24365 for the G.C. Marshall space flight center, NASA from
M.I.T., June 1973.
10. Masubuchi,K., Andrews, J.B., and Urushihara,A., "Finite Element
Analysis of thermal elastoplastic deformations in Butt welding,"
I.I.W. Document X-692-73, 1973.
11. Toshioka, Y., "Deformation of quenched steel bar" at M.I.T., March,
1974, unpublished.
12. Toshioka, Y., "Effects of material properties on residual stresses
and deformation of welded part", at M.I.T., June, 1974, unpublished.
13. M. Nishida, "Calculation of welding thermal stress and distortion"
at M.I.T. summer, 1974.
14. Masubuchi,K. and Martin,D.C., "Investigation of residual stresses
by use of hydrogen cracking," Part I and part II,
The welding
Journal, Vol. 40, No.12, Research Supplement, pp. 401s-418s, 1966.
15. Studies on the characteristics of the residual stress distributions
of high strength steels"
by Y.Kikuchi and his group.
Jounal of
welding society in Japan. pp. 24, sep. 1974.
16. Iketa, Y. and Kihara,H., "Brittle fracture strength of welded joint"
Welding Research Supplement, Welding Journal, Vol.49, p. 106s, 1970.
17. Akita,Y and Yada,T., "On brittle fracture initiation characteristics
to welded structures," Journal of society of Naval Architects of
Japan, 117, p. 95,1965.
18. Klein,K.M., "Investigation of welding thermal strains in marine steels
" Thesis for M.S. degree, M.I.T., May,1971.
109
19. Klein, K.M. and Masubuchi,K., "Investigation of welding thermal
strains in high strength steels for marine structures," paper
presented at the second international ocean development conference held oct. 1972, in Tokyo, Japan.
20.J.B. Andrews, M. Arita, and K. Masubuchi
" Analysis of Thermal
Stress and Metal Movement During Welding" MIT. NASA CR-61351
Dec. 1970.
21. USS T-1 Constructional Alloy Steel Handbook.
22. Mckee, A.I., "Recent Submarine Design Practices and Problems,"
Trans. SNAME, Vol. 67, 1959,
23.
pp. 623-652.
C. J. Schrodt., " Fracture of High-Strength Welds In High Strength
Q & T Steel" O.E. Thesis MIT. May, 1974.
24. "Metal progress Databook" 1974.
25.
"Military Handbook -- Metal Properties" Aeronautics and Astronautics
Department Library.
110
APPENDIX
A
Experimental Data Reduction Program
Input Data
111
U,
-J
*
*
O
~,f -.
*
0
U L
e O -4
,_ N M
{'
-
W
1-..
*
*
C
2
aci I-.
Z
U
o
-W
I
w
)
LL
ZA
(I)
000
w
CCC
0 3
0
<
-
,O-
L
0
,-
VI. -- C
01
I rW.r,U'
,-
_.
W
a:
zun,
cz
I-cr
' O
6W
0
u00
oO
It,
I I t
i
aiW
b.aW
_0
°
W-
*
60C0
*
@0*
W
4
0cr0
,
4
LiO O
O CI
'
0
>..
"-- D
*O 0
L la-
S
O a J_J
oWoWa
a
tf
O
Zz
aCz
U
L D
_J a: C
-
CLU
0-I -.
000
* 5
20 <
uL
J
(
C '
WO0r
L..JC
W
XI
a Z L.LrCt
X_ UJ T.
a:
<t
Q u
0 0 . (.
0
, i- a,
uI
N-O
* *
0UU 0 0
I
. ,--
J C O
Z 4< O 4<4
I
0
C-.
Z
cx
........
- N C)
Z
0.... '. 0
Q
J
>C
a
10
(A
0
->
....
I
0
0
:1-
0. L 0 W s-<1. * 4..
:
Z
C ZO Q
a
O
50 0S
0000000
C
I-.
OW
(/ (
0*
.
* e0 0
'-4
0
< ..LI 001
A. <
0 Is .4
C* *
COI tL 1d
C055
O * 0
co00. im
o-U
>>LL
C
0000000o
O
UJ U-
10
1c
.4 0 N
0. e
L
U-
JO
'
i
C00000,
N CI
w
c
WO
Ln
Li
Yar IY- W
Sf
JJ - 04Z
(r,
OW
uLi
L0 L o o
* 4 4 N (M
I L.l
I iLI
W
-tm
I-- Cr
W
-<L Z_
0000000
4
*t
-
-J
a
J
w (,
I
1-
W
W
~
z r-
*
c 0oCcc0
W,
0 0.
0O
?
OCC
r-n
N
0
·
·
* *.C,,C
G
o o a
·
-c
Q
·
e4
C
.*
*
*
a
N
*
0
*
0 0UC
0oC
0l 0III C-4. I NI -I
tNC
e
A
*
O0
* 0
*
LT
o tn
IN a t
*N
%D
mVo 5m
m
NO~c4
In I NJI
I
I
I
C O O O O
0 O
0 0O O
0OOO
O
0 0 O 0
C0 O
00000000000000
0
OOOOOOOOOOOOCO
LOOO Or Oo
0 0
:n
!
I
4l Ll) a4
I
t
I
I
t4
I
)
I
6
Ln o LncC U
S
S
112
I I I
O0O
. ILJLLJ
C C C
4?D
'
CD,-N(
a
I
LPC
* 0 L n
eLA 0 I' LN · CD
.-
I
I.- .-I I I
I
I
I
co I--
\00
0
00000000000000
*
*
0
-S O
0
*
S
*
0
*
0
0
*
*
3 3 3
·
·
o o o a aO00000000
0
o I
t
I
I
1
I
a) NI
ono
000000000
0
*
*
*
C0 0
*a
06
*
0C
a0
*0
5
-
-
-
-4
-
o
i '
-; :, -!tZ6f:a
r- -N 4L Ln 4 M
--4
(
o
*
0 S
5
0
*
LL iLn
6
*
*
_
0
0
I
N r-NCrk) ?'
rN
oaGNNoNN
o a r.'),')0o
N
- , I--: o ,Ds, o
-S
0
0
@
00
S O
*
t S e
0
0
0
C' c C' N N N
* 04O-.t (NIWd
CO 4
C'C)
04n inN
4ncs
C')C)
*
*6
* \0
0
o
-.
@
' _,
N
-4 NJ
J
o IL
0
o
(
, 6a 0a, 0, 6 'Cl
l -
4-4
0
* L ) Ln- Ln- 4
- 4 LALAM'N
aNNNN
0*
*
-
t.*
6
I
0*
00000000000000
o NCO
.
0
*
oS
o
Cor-(0 <a
* 0 1- ,D o (3r,O
-_
.¢
*C
*
000
-4 \ (M
000 00000000000000
S
*
000000000
0
0
0
0
0
*
CU0' r N
*
0
0
LU)
C*
*
5
S
r t
N )
N ('), C
4 C Ni C
---N mC)I
\Qu
C.- C C
aco
C O;LArl
* *-C· 0)
000 000
C
C'I
£
C' 4 LAC U 0 a
0
F _FetNMN C')4'C
113
*
*0 L
0 0
o
o
o
oo
*SL
o *
0
L %D,uL L N
-4 -.
tn---
fi
0C00000000000O0000
0C
er .000
0
*
O000
0
*
* * NU
m)' a00
000
LnecLrg
n
C0
0000
C
*La0 0 Ln o
i W
000 !
*
o
S
*
S
O
LAOO^
*
I
I
000
I
I
nin _
00I lAL
L
LWJ
W
COO
OO C
*
0O CCra000
0
*0000
0*
00*
-
00aOC
L. a
000
I!
000
000
0
O00000000000000000
00
000
000
I
0O
00
O CD 0
!
o
*OL
CO
o *·
J r.,.
0 Oe*LU- -
a
N
O O O tU 6 Ln U
I
I
I
o
I
I
0O
I
I
0
0 04
0
*
*
·
*
*
*
*
· 0 ·
·
0
*
0
00000 0000a a Oa000a O 00 O OO*
0
AJ
LuL
*
000
C Q 0
0
*·
0 6·
6
0
I, NIr.r P
I
N IA
&*
0 qD
a Lo C 0
1-0 · 64-,..
- .. 4
-4
-.
-,
C
v4
.4
WC
"
0r 0 aD
,-4
LMO
0 W
0P'.1
C,.I,, cJ
0
f
0 %0
,
i-
a-
oI 1O
IS-,
I
---4
_j
-
n
()
LJ0000
CL C-
40
0
*o0
~
a -O r LO
0
Ct(w (-
- - c-t'~jf,'.
~C
- I'..-0
~ <1
*,-
I
Z~~
~ a r~ F·
1F CZ f.! 1J
.o0ID
· ·J
· l · ·tI ec · · 1 · 4· c·
U L
N O·
a DCaO
(0 5 0
lz
IILUO ·r-O Lo
O
_ c
LLL. LL'
60
W
t, I-
000
I5I I
0
C
*4P
·G
-O ,-- -r-4 O LP
0·
(U N N N N
0, 0
0
000
00
0O
S
0
C00000 00
000 000000000
·*
--
-
-
-4,-4.-
4 -4 N
M %D U M3
s a .,.-0
_-
114
00
0 *0
o U O oo
If)
L 0 . 4;
O* O
·
0
·
0
nl- onL L
·
0 ·
·
0
·
.~ . C; * n ." n -D
o o
0
0
0
C'0 0 C 0 0 0 0
0000o
o 00o0, 0
·
* a 0
Lnlo
C
· 0
000 ·
·
0000
oo o C
·
*
m
N .o n In
0
4,
·
0
oo
O000O
0 0
0
Ln o
*
·
· ·
eO a Ln%
u oIt oa n
eOo 'O P- 4 M '"mS4 4 3o il
*
0
0
*
0
*
Ln t t
N cc0N
I
_.4 _4 _e OG fl 4
0
0·
·0
0
0
*
,
0
0
CO0
0
0
0
wLi'
I
O0
*
O
0 Ln -
On N
000
Co
0
o l m
00o
II
o Co
0
0·
*
0
*
*0
0
00
0
00
000
r- a,
L L LJ
0
*
* O
n o o o L
I
. . . -
00O
0 0 0 0 0 0 C 0 00
0
*
o0o0 0 0oo
C 0N
O
o0
cc N
000C00000
0
*
O
0 0
*
· eLn
o O,--,M-%
I
oo000 oo00
*
o
I
0
*
*
*0
O 0 OO O O COO
0
*
Oa 0 a 0
0
0
CD
00
O
C PC
· . %CL
1 0
a," 0 CO
CZ 0
()
o f-C'
* ·
·
·*
O 0 0O
00
·
00
O0 0 C 0
0Oa 0 a 0
000
I
*
*
0
0
0
*
0
0
0
e
* 0
a
a
0
0
1C !
t-
C
*0
0
a0
0
4(
C
· ·
*
I ro
C e
·J
, , a
·
oaaco
l-
--4
000
COOin
N
I
I
!(.AJLA
.
OO
O
0000 So o o0e00
0oO
co
f*
* .
* 0
0
0
,.
0
-
-cce (
r(1 f-(30(30(30
a
a0
a a0
cc cc cc 0c cc
('o
0
0
C
00
o
ccc
* a*
,
0
o
m
Oq OU OJ N (%J~ Oq t
*," * *,
ccac4:*4:L 000
II
,, *-.N
000N
0
*
0
*
0
*
_
N
\0 -- ,Oq
k(ID~
~Ccc
)' )r)rrfnl'}OdJ0
jZ
C
* O C- O *t O
aOalla3 a aCa
.. oc..
- aCo
* , It L- Oo,
-0u .....
.N000000
_tcLAn
(y 4)cc
Z~ \C 0
,0 ~0 : 0, 0 0 ,- - , _~-
(",a
Oo
o o o O1
cc>
00
cc
('
m
*00
0 o
*
*0
0
o cra- a0 _
*
0
0
115
0
*
·n
0000I
o*· C)
I I n·O
0 0 0 , 0n
0
*
0
*
0
* 0
-I
L I
00 0 ·
0
0
0 S
I
I
I
I
COC
O
o
*
0 rO
N
?I
*\
*
C
4
O
C_
O
0I0
D00 z
C0 0
* * WL
0) a0
a! co
I
4
4
onN·
IUM
LL:
0v 0
-
--
.- OC
f'I
N
n-
00000000
-4
A
r
0
C
N 0o
0
0
~. m-.
i r -(4
0
LnL
r-
*
000 *
00
00*
*
*
*0
0
*
0
*
0
0
I
I
0
0
. *oi
*
·O0
)
0
*
0
I
0
0
o· oO
0
0
M
00
M
0
M
M
0
0
0
0
ooo
t
·
00
M
0
0
M
- fl- r- I r
,
r
C
M
M
I
M
MO
r0
0O
0
0
0
M
M
0
r
r
0
0
0
rD cc aW3
r
0
0
_4
0
0
.
MWLP
.
·
N
-_ _q
0
0
r COa % U
L
Ln D O%
-
* *0oa_
*~ 0 *0
0
*
0
w m
·
r4
r
00 0 0
0
oooooooo·
·· · ·· ·· ·
M
C r P
0
-4
Ln
--
*;r *0 CZ
o
M
0D
N M M N l- l- l- - r- P.- rl C NNNNNN.-'.-4
00
c
0
I
0 a
-
C Nr
0
I
0
0
r
0
n In Ln * * 0
N O c Lr
o Lr, O' "
rl r- M
0000
C* r *
,
0
OOOO
t - · r a 3n
il | t
LO*0
nN oK P- r_,
U4
L C)
*
·0
r-La L ,C
c;
rl r-
*!
00%',\0
*
o0o000oo0000
0000000000000000000
·- 0.cl0
0
*
·
LUt
C L
O o LnO u
0
ccNcc dr cr I
0
·*
LL 0 a)
>0
. r C0 0N00tr
4·
N t4
0000
oo
· ·
0
0
Z
*
000
0
|
U
cc
4
in
004 0 Ln o
* *o
iq , Nn
O00 Ll
0 -- aoI
*
4
00o00
-"O LO O O
r_4
0
No a 0f
0 C
0 0 0 0 0 0 0 0 0 0
I I03
*C
0
LL.LL LL
M
-
fl- c
-
ti
0
oo
0
Ct)
3~J
O OL
I
*Lo'* *.oI.-
0
o
0T
*
In
o o
I Lr O'
o
0·
IAJUJ W
· I
000
'
"U
LU
I I
0O~C
o* o0 O* 0ol.
O: O* Oi CtretCL (I 0
-
0
4
0000
O0 00
OO O C O
0
-
*
0
ca
UI L O N-'
I
0 0 0 00
0;
u)~O
o
0
0000000000000000000
0 0 0 0 0 O
0 0
0
0
0*
0 0
*
*
oO )·
·
·*
0
0
Q r-
*, L* * * 0*
-mw
%C1- 0L, _
1 CC 4
CON
t _ _ CoJM) '
116
*00000@
*
*.
*
*
o o o
Ci 0 0a 0 a
*B
-
-
-4
-4
B
*
-
u,
L
*
NU
.-*
4-t
O
o
* 0 ULLALA0 0 00N
N~') m iL0C
t no
COr-In a0"Oal _ NJn(O
NaJ
co M
-4
-4
-4
MC
*
*
OUQ tU
0a In
U)
C 00
Ir
C0CO CO
0 O c
000000
0.
C) OO O O O O OO O O O O O O O O O O O O
I
* 0*0
- r- I000
* * * * * * ·
* unLn o Ln n o
*OO
0 0 C'n
U'4
In r-· O
L
o tn u o o
c
CY- - N N N CM
M OLAU\ L 4 ° -4 C 0 0
I
W
L bIj
Ii
0oo
* 0
0 0
* 0*
IJ
0-4
a0
z
11I
LL:
O
aC
0
*
000
I I
*
CD I
CI*
*
* L
I
I
I
4 L
.- 4 N
0N0
a
I
0
I
C
I
I u-N
I LA
0
*
I
I
I
o~~~lIII
o!
I
I-
U' U ,O
I,
4 C') L 'C C' _-,
I t
N I --
I
I
I
I
s
*
0
-'* Ml
L
I
I
00000000
00000000
Lo *Ln c
O4
'O? C *- U 4 ;
C000000
4I
IL I I
*
*
0
I I
*
*
0
*
0
*
*
I
**
U)a
*
SO*
a
I
I C
I
0 0 0
0c,IzCO
c0G*~cI
*AJ
-4
NI I
asCo
*f) *4T-m
sra* .r N co0
* s. . *no
L LA*InD
aD
C m C-Ln
4
4 4
CJI)
O) N
4
I
-.
-J
I
tn* C0 0 1C
5
LaO
C C -4 0 4 U)L
00
cc:
u
*V0
n
I
* * \o *n 0 *n -4
O
G
0
I
,I *I
I
I
UL 1 L V; O UB
r'n -4 > OLAVW
al LO
i a tn * B", S) 0'LA -
B
*00
cLL
n CO
o
ULA0
L -i
M LA --
0C Ln 4Ž 0
*
L
** *
0
0
*:
I
C
I
I
L-N O O0 0
-*
0
00a N )4 LA1 C N
Ir-
0 0 0L
-J
m
0-:
\: a c0
34
t 004
Ž
OO
0OO
:~,
O.-O
00
NO
I)!-i
Ž0
Ix
0
oac
0U)
0a0
0 C
x
5
C0
Ba
B
B
o0
%
c4 ' - 4 ' 4- ( NCZ) CD4 4L A LA 'C L%C C 4;
~CC'
C ; N
·- c4 c c- c N M 3 3 M W CO\I 3?
c
M N U
0 N CC.
N
c*
0
f)
0000
c '~Cc r o
*
*
*
0
,0
0
0
0
0 LtW 0 Cc \0'C 'C \C \C
0S
0
0
I-C C C.-
f-r- 5-!-0CO (, -
\J
*
*
S
117
0000000000
C C C 00
*
-
*
* e -
0
*
.
*
*
00000
*
00
·0
*
*
000000000000000000000
0 '
Lo
0
LA
*N C L
C-.
r
I
3
*0 C 000
*
Ln n n aa n
O
4 w c I I
osas1
000
LL L0!MW
C C
Cefl
C
01n 040'-Lar.0'
*
0
1
*
·
_, _- _, fy CCCo
0 00
*I I
0 D
0
C
LO
,'a,
r'
C
C C
0 N c ( ,M
4( I3 6i 1*
OSI
J
0, I
I
-c CO
\(
a
eL * LA LA
C~
rn %D
C r4c
r4
t O in o N in
*
Cr
IC
a
*0 0 A
I
C
0 LA LA rL
aO,
mni
n I
r
0
* '
*
000
a ,'
L
r.
C
*;*4*.* * *4* *;4
1
PI. C) n r- m ? o
iC r
C
0
C
r
Ce r
e
I
I
I I
rvosI
MrC
I
I
C C C
I
C
I
C
Crl , i r . rr
-
rnmN *Ln
C (CL C C
,I I
C ·
* Irn c aO
I
In
-
u 1C. WF
o0~
e
I I
' oC Lr, 0
Lno oL)
*· 0U
ein O
L O O 0 I
II
-J
* I
C o CO *OO a0LA L L aOOO;;LA
a'n - C'o'-a c uCNurc u
so
0 I OI -4 (6 -4 N' Cu o(n M M N MC- Li
Oh1
w
I-
-J
#
0
*
P_
I
Lf0L
· · ·
C4OO C\J
f NLU) - MU
C
o
I I,
3
()M
1
Oa
C' Co C~
I
I
I
0C
4 C ~.
(~ f~!,r
-
*
*
*
*
*
1
eC r
C C C -C C
Cr eC
C aO a
JO
C*
7-'TI--
- - -- - .-
-
a
]lr
I
-
O'CC
o0 C* - C
· ·C
Cea
-·0 -C 0e\'-
C4M
\
~OC
-4 m
-4
-4
-
.-
-
-
-
',0
L; o? PtL
L
on
_o
U) FCQ
__
*
000
- N 0o r-* 0
C
eC
L.
fI
ON m m
0- ,--4M1 0,
N
C CC
m 4 4 m %f'-
C C'
aD P-4-
N.:
\
C
A I
118
APPENDIX
B
Input Data For Temperature and Strain
Calculations
119
0.
0
00 r
o
o0
N(J
co
o0
C
e
·
0
-c
,O-C-
Ln
· *·
C O0
--0.C .
ci
LA
0
CD
0_ It4
0
- 4C>
Q
*C C
OLa
r -o
- 0 (\
O *r
L
-0
*I
C0
OL,
AL
C-1
N
M
eCe
0
0
CDO
C; C
a Z
0J e· Cr
*
: f c0
C,
0
*J * *
0 zC0(5
Co
0 %.AO
sRI * flr%.
0
0 4
-
z C -ON M
0LA
L
Ln
L'
a
*a
L)
·rOrj,-4.o
I-
oo oa
LA
p-
C,
C
Ln
0-
.PJr-4r-.t0Co
-0 Oa r1r,-cN
0
Ln
*aco
*
o O-C .c
LA *YM
L ,f- 't0'
Lro
-4 0 N N I -- c
n.
L
0
o'·
.a*,rC ea
.2
C c
n
oc L0*LC0 N*N'*!CN*D-*0
o
*
OL' O C
0n
C
Lr,
Ln
N ·
0·
-,-C0
n
*C
r-
o Ln
CL
-Co
0
C.
cc _ a a:
0
O I", *
-4
0
o-
0
O
C
0· Co
L
Ln
* (1
_S
O·
0
0
0C
00
0
L 0t c
0
*fM a
L a Oo
0
0
t05
(VM c*-o
Ln tfooN
· 4
0
*
*
Na
N,*
N% tmJr~-C
0O
oA
a
L · 0OJ
03 o*5_ oeta
* c ·*
\U
C U
LP
UL
CCC
OCJ
CD
o
e~ e *
Co*
·
-
O
Ln
Ln
* *0
c0
*
0
C
0
zLA
OIN
Ln
a NCJ
C~~-
0
aO
· nJe
~ Ca * C,
(50-ONN'OC
cxAI
LAm
CJ * r *R*' *o
*
.o
O'CON
r- no
D*
a
0N N
X
Ln
\0
C) M
*M
* )
w
I,.-4
e0J
t;t¢1
a, M
o0· eaO
CD
0 s, N
01 0N 0*c M*
0~
C
N
..+O,-OCN
LA
00
C0
0
'
N· e
O
0
N
L G C ·C *O L0 *
N N Z r- : -o 0t en
c0
0 L 000
O--
0O
,CO
CLnA
Ln
-C
D
*c0
f 00e
O
*
0Ln
G LT. .
0
et 1nX 0
cc
0
0
eO0o
O0
***!
00P
c o o o 19c t1
120
o
0
o
o
C
0
CD
0
CO - -
o
C
4
0
o
-4
0
0
00
0
..
-·
·
CC
.C;C-.-* *
oN.-'_o
-
CoMCN C
.
C)
Z
0
0,t
0Ln
0
·
Ln
0
O-
O
1 *1 . Lr
· O
_-
--
O N --
-4
0Ln
·
0
Oi
00 r --
0
5
_ o
C
0
*M
crD
r- . · · *
o ei · s 00 ·
LO
, -· O Ln r N
in5
em
CD
C>-
o*
o
00
~LN
0
·
0
'C
')C-ION,
00
0
· · ·
c-
O n _c- O
oLLno
a
0
CC n
Ln *O
e_
Ln
L-
NN
L~ OU ,-
C5
0o
'
In r- N
*O Ln
4 N
·
*.c^
Ln
0~
nL
ON
:
5
oa 0 Ln a
a N( · C
WO
*FI *
JO N
Z N - O tlaJ ~0
o
--
Ln
O
Lr N
0
0
IL-
0
N
NNona
N
e(~
M
Qj~~I c .4
aN
OC-N
in
M c
O
e. -- C LA0 00s1(L.0
C
0
5
s0'CC-4
fP
Ln
*s *00smOM
n"
ONON
M
*
0
0
N N
CC,M'*-
4
"
oO
(o- saej un. .o
N't r-Qo
0C -0
_oN
.. I
aM
Ln
-JC-,
z
,
,- 0
eO
C
0
U)
0
ao
5,
0
OU)
U* ·a
CV)
in
La
0
·
-4
ON *00
* 0
4 0-4c oLn4
N ao
o
r_4
·*
.J
L I)
o
0.>
O
a
Ln U)
c
in
t
·-
o NLAN
c_ cac
CC
O
0O
Ot-i st Ms' q
in Ln00 c
JO
1 0
*0
In fl N
0P · *in t
4 o
N
,
o
L
0p
0
o -c cc
M
*o
C)
N 0* a'
0
0
LO
0 a,
0
rF-o,-oNN.-o
0
0
* * -
--f
C
1a
o
It
a
* -
c ac o
o - O~
0
Ln
UI
Ln
0U Lr a
0MN 0 cra,
4=
a L0N N
*C
-* i N
t
0
0
0 t a0 0
Nr s r
O *rr
0
o NN
eO
-
_ C 0
_O G
N N
O
O
0
a
o
·C
O" C-
La-
oo L ao cl
C
*f r *r aC Lr O
0
Q
-
a
;
o
O--
-cc
0 0
CD
o 00
.,-
0 C.Ic 0
Ni
..
0
, 00o
a
nV
0
OO
.
0C)C
%
No
- Lr
121
o
r-
oN*
r-
o
L
0
a
c,
0 %i
L,-4
0
S
LP
0
C
0
- Ll f- · orr
cctC,
. .M0O
0
1·
.N
·e
N o 0 o
o-4
= 4
-
N a r-
u-@
S
C,
0( -N* 4*LnLn0·
0
LO
0
0
C
o
r-
a r- 0
0
CC0
o o N
C
0
.L
Ln
0
'C
0
e -0 · GiCMO
·C
0 .-4 C C.Q
0 LI a0
O
0
rl-
M
C0
r- o
Oc
NI
M
C
La
0
C OO0
I-o..
0Ln
l- In
ea
.·
* N
O In ru'0J
. .
0 c 0o.(:- a. r-N f
0o
o
O
o
0
0
C -
LA
00
o
N
3
Se
Ln
ao
> * P*r
*F
0
*
F
%O
e(N
Cj Q-q*o00
O.
0
eN (O o-0
fl C C-
-
a0 C!·0*
0%
M -\-
0
0
f, 0
0
-4
eO,
oio.-CrO
O"-
-t L o
0a
·
N
-
eO
*o
·
co *a,
0
0
C
0) O
o'l N
-
C
C- 4'r,
oN0 0.*- - cON
LA
* P-J
L N, Ca i Cl M
O
r
n
0
*C
O
0
0 ·
L0
,,
( C C
O*
* 4 S·
oLr
OU-..0t
- -,
O
*_ * C
CD
0LAO
C
cc a, '"
etL N
0
o*
-" a
4400'N,.-~
aD
C
a
0
CC
0"L>
*NM
o
aS
0
Ln
0
0
0 U'
_
X
LUt
LUJ
0 2 "m
S.
' r~ (
0
. 00
.-4N
o U),- CZ
N c LC0LA
.
0
C
L I
*-
j I- -
0La
*
0 ml .*0
OLa4 ( *No-,
·
O
)
LO
LA
0
·
aO
0 -
Ln CD _-
J
L.J
I
OV
oOUO',Ir-O
.c
.(v .c0
U) N *0
0N-F C
L o-4
0
e!
*
0
',1
0
0
0
*a·
· N ma
C
*sCC
0 nU
0
'
0
Ln
0
*N * CGO0
C LP
0
0
a'
Ln
e t'-
O
r- ol--0
0*
c4C: 1- a,
0
M
ou
* *4
·
N
LAOCD
~
·
eP-L-L
el
-oac
ap
e
* 0
*o *eO-L
*LAo
C>
UE
O L. cc M
0
Ln
0
0
LA
a o
0L (
t . %'0 · 0
0
a- 0
O-4 0
CC
-,-
D
, * %0
( "1,--
I.-
0
*0L 00
_c
r4
C
OLn
0
I
A_Ns
a0
O
* oC
Co
U, Ln.
i N N
r-
C>
i
a
1f
\C
*
. OO,
C0_0OLa0)-
·
o0
0
LP
122
0
0. C
0
*o
*M -
0 *
CON0C 0
f-
a' _ %C
,c t L C
.
O
C)
W,
j N-4 C
0I
0
0
0
0
N
r- r "
@0
·
o(N C
* OC-_
o c (, 't
I
0
_
C
O
e_y
*
0
a' 0
0 -
*
c NN
*
C°-4-L
0O
Cm
%C,'*C
LAO
*(VN
0 4 0 _ Z
AO
4 -C
*-C4 C* N(
-4
OO
000
L AOR
4
C 0
LnO -
- C
4
4
O
LA
OI 0
o
0
'D
0
O
*
U) 0
.O
0
0
LA
4c~
1a
0
LA
0
0
\e
LnA
0Nq r
C
n0
-
r r
Ol
U
0 ®
C)O
X eN *
CL
4 O* 0·
OP
0
N *0o
0
j 4O C N f- 0
cr hi
al LL
.0
Ln
000
I-
-u
qC
C-4 0
N
o
c CN a o o
.N
0
OI
.0 C
0
LPA
0
0
<4
0'
0
4 Ln N
: O-
Ln
O
0N
0)
CV)
I-4 )L
LC
0
Ln
<f
(e0Nfq
*e.
C - r-a*
*
LAO
LA
OAO
0
CoStn
4 0
C
C> ( .
, * C
aKI
a
c
-
0
*N
,n CC
OLA
O
L0 n ,N O
C
O
C-
a NC4
0o
e0C C
c, a
0
N
Q q0
Ln
!-
- 4 040't.
Fn O N
M _'4 4
It Ca
0J
4D
O
*0
40:.4 * * M
I
eN *
0O
O *) sF4 * 0
F- 0nO F f--0O
0
0*0
*_-0.C
@'-CO-o-I-AOO
o
0
0I
_
WA
0
*D
0
4<
W c, - 0 N D I
LA
-4
10
e0-
LO
*
N Ln
O
,C M Ln
.4
c
o
OL (N
l
N
(C
G,
0
LA
0
GO
a
o
_4
C
4%C
O
0%'0N *
0
0
0CS
0
Us
LA
0
0
IfD
sC M.,C
%O
*C
0
S
o
LO
0
'-C4
00 4
.4· 0e *Lo
N tr-
tn *0
c
0
0C
4
o
r-
o -4
.0
0 -O N
N
CO
(3
0
-(
0
0
O
La
CJO U
0
3:
Z
O a F*
>-4
0 cC O
(:5'>0
0'.
a0 coa
*
N;
o-
_
on
@00
o
-0
0S
-C
*
0
0O-L AO
C 0000s
0
- 00
0OOO
**0O
I
ooo
sCy_z L
M r- ( 0
·-. C C
o
O¢
O-,'I(~O·
NL'
r-
C
o
Ln
· C
_-.C
c0Or
*-*00
C
LA