Fiber Inspired Neural Probes
by
Andr6s Canales
B. S. Chemistry
Universidad Nacional Aut6noma de M6xico, 2011
SUBMITTED TO THE DEPATMENT OF
MATERIALS SCIENCE AND ENGINEERING
IN PARTIAL FULFILLMENT OF THE REQUIREMENTS
FOR THE DEGREE OF
MASTER OF SCIENCE
AT THE
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
MASSACHUSETS II-60t
OF TECHNOLOGY
MAY 1'4 2014
LIBRARIES
JUNE, 2013
@2013 MASSACHUSETTS INSTITUTE OF TECHNOLOGY.
ALL RIGHTS RESERVED
Signature of Author:
Department of Materials Science and Engineering
May 24, 2013
Certified by:
Polina Anikeeva
AMAX Assistant Professor in Materials Science and Engineering
Thesis Supervisor
Accepted by:
Gerbrand Ceder
Chair, Departmental Committee on Graduate Students
Fiber Inspired Neural Probes
by
Andr6s Canales
Submitted to the Department of Materials Science and Engineering
on May 24, 2013
in Partial Fulfillment of the Requirements for
the Degree of Master of Science
Abstract
Limitations in the currently available technology for neural probes impede our
progress towards a comprehensive brain activity map. The lack of understanding the
brain function leads to limited options for the treatment of neurological disorders.
In this thesis, I employed a two-step thermal drawing process (TDP), widely used
in fabrication of optical fibers, to create arrays of metal microelectrodes embedded
in a polymer cladding. The pitch and size of the electrodes were determined on the
macroscale and preserved during the TDP. I have applied these fiber-inspired probes
to record spontaneous and stimulated neural activity in vivo.
Thesis Supervisor: Polina Anikeeva
Title: AMAX Assistant Professor of Materials Science and Engineering
2
Acknowledgements
I would like to thank Prof. Polina Anikeeva for giving me the oportunity to join her
research group. Her envisioning of the project, along with her support and advise
made the completion of the work presented here possible.
I would also like to thank Prof. Yoel Fink for sharing with me his experience and
helpful advice.
Thanks to Dr. Alexander Stolyarov for passing on to me all his knowledge on
fabrication and the drawing process when I was starting this project. I also want to
thank the people I've had the opportunity of working with, both in the Fibers@MIT
and the Bioelectronics groups for their help at different times through the different
stages in this work.
Finally, I want to thank Dr. Ulrich Froriep for his helpful insight during the
elaboration of this document.
3
Contents
1
2
Introduction
7
1.1
Devices for neural recordings . . . . . . . . . . . . . . . . . . . . . . .
7
1.2
Failure modes of recording devices . . . . . . . . . . . . . . . . . . . .
10
1.3
Thermal drawing process . . . . . . . . . . . . . . . . . . . . . . . . .
12
Materials and Methods
16
2.1
17
2.2
3
Fabrication
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1
Materials selection
. . . . . . . . . . . . . . . . . . . . . . . .
17
2.1.2
Detailed fabrication . . . . . . . . . . . . . . . . . . . . . . . .
18
Electrical characterization
. . . . . . . . . . . . . . . . . . . . . . . .
22
. . . . . . . . . . . . . . . . . . . . . . . . .
22
2.2.1
Connectorization
2.2.2
Impedance measurement
2.2.3
Impedance adjustment
. . . . . . . . . . . . . . . . . . . . .
22
. . . . . . . . . . . . . . . . . . . . . .
23
2.3
Im aging
2.4
Implantation and recording under acute conditions
2.5
Data analysis
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
. . . . . . . . . .
24
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
26
Results
3.1
28
Size of the probes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
4
4
3.2
Impedance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
3.3
Recordings under acute conditions . . . . . . . . . . . . . . . . . . . .
33
Discussion
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
4.1
Summary
4.2
Challenges and possible solutions
4.3
29
. . . . . . . . . . . . . . . . . . . .
33
. . . . . . . . . . . . . . . . . . . . . . . . . 33
4.2.1
Size of the probe
4.2.2
Higher electrode count
4.2.3
Connectorization
4.2.4
Capabilities beyond neural recording
. . . . . . . . . . . . . . . . . . . . . .
34
. . . . . . . . . . . . . . . . . . . . . . . . .
35
. . . . . . . . . . . . . .
35
Conclusion and outlook . . . . . . . . . . . . . . . . . . . . . . . . . .
36
Bibliography
37
List of Figures
40
5
Abbreviations
ECoG = electrocorticography
EEG
ISI
electroencephalography
inter-spike interval
LFP - local field potential
PCA = principal component analysis
PEI = poly-(etherimide)
PPSU = poly-(phenylsulfone)
PSTH = peristimulus time histogram
TDP = thermal drawing process
6
1
Introduction
Despite numerous studies, the mechanisms through which the brain works in its
daily functioning, including processes involved in learning and memory are still a
matter of a debate. The need to understand brain function becomes even more
apparent when the brain ceases to function properly, as is the case in neurological
disorders. The treatment of conditions such as Parkinson's and Alzheimer's disease,
epilepsy and major depressive disorder, to mention a few, is very limited due to
the lack of information about their biochemical nature and its electrophysiological
manifestation.
Neural recordings could provide the information needed to better
understand these diseases and improve the treatment of the patients.
1.1 Devices for neural recordings
Neural recordings are routinely performed in animals and in humans, but the methods currently suffer from a number of limitations. In general, one can distinguish
four modalities of neural recordings: electroencephalography (EEG), electrocorticography (ECoG), local field potential (LFP) and single-neuron recordings (Schwartz
et al., 2006). This classification takes into account the position of the electrodes with
respect to the neural tissue as well as the characteristics of the signals recorded.
EEG electrodes (Fig. 1.1A), for example, are placed outside of the patients
7
1.1 Devices for neural recordings
skull and enable recordings of brain activity. These electrodes have the advantage
of being non-invasive, causing no damage to the skull or the neural tissue. The
resolution of these devices, however, is poor and thus, signals recorded reflect the
activity of large groups of neurons, providing very limited information as to how
individal neurons in the network behave.
ECoG devices (Fig. 1.1B) are placed directly onto the surface of the brain,
effectively decreasing the distance between the source of the signal and the recording
electrodes. Moreover, the filtering action of the skull is avoided. While decreasing
the area of recording, these devices enable the recording of brain signals with a
higher resolution in both space and time as compared to EEG electrodes.
The
planar shape of these devices, however, makes those impractical to be used in deep
brain regions below the cortical surface.
Whether a device works on the LFP or single-neuron level depends on factors
including electrode size and impedance, as well as the distance from the electrode to
a neuron. This also applies to penetrating electrodes which are used for recordings
from regions below the surface of the brain. So far, many different penetrating
electrodes and electrode arrays have been developed (Ward et al., 2009). One of
the biggest problems with those devices is the decreasing number of electrodes that
enable recording of signals of sufficient quality over time. It is hypothesized that
this effect stems from changes due to interaction between the electrode and nearby
neural tissue: the brain reacts to the introduction of a foreign object (Rennaker
et al., 2005). Thus, the quality of the recordings obtained through these devices
usually decreases with time following implantation.
Current approaches to fabricate penetrating electrode arrays can be classified
in two broad groups: silicon-based electrodes and metal electrodes.
8
1.1 Devices for neural recordings
Metal microelectrodes are commonly used for deep brain recordings in animal experiemnts as well as in human patients. These simple devices are fabricated
through a bottom up process. Examples of this approach include stereotrodes (McNaughton et al., 1983), tetrodes (Fig. 1.1D, Recce & O'keefe, 1989) and microwire
arrays (Fig. 1.IE). For these devices, individual wires are manually bundled together, resulting in electrode arrays. This approach has been expanded to include
other capabilities, such as waveguides for optogenetic stimulation within the device (Anikeeva et al., 2011) and they can be used in deep-brain regions. Their use,
however, is limited due to the high labor cost for fabrication, the limited number
of electrodes in the device and the variability in the geometry from one device to
another (Herwik et al., 2009).
Silicon-based electrodes include both planar devices, such as the NeuroNexus
electrode array (Fig. 1.1F), and three dimensional devices, such as the "Utah array"
(Fig. 1.iC). These devices are fabricated using different microsystem technologies,
using micromachining and etching to define the array geometry. The use of these
processes results in batch-processed devices with reproducible geometries within
1 im (Finn & LoPresti, 2010).
Compatibility with on-chip circuitry is also an
attractive characteristic of many of these devices which in some cases achieve very
complex, three dimensional structures (Herwik et al., 2009). However these siliconbased devices are difficult and expensive to manufacture; furthermore, they are
characterized by an increased host immune response as compared to conventional
metal microwire technology (Ward et al., 2009).
Thus, considering both silicon-
based electrodes and metal electrodes, no device currently exists that allows for
high throughput neural recordings in deep brain structures.
9
1.2 Failuremodes of recording devices
E
F
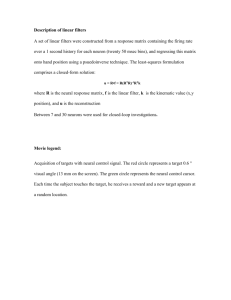
Fig. 1.1: Current devices available for neural recordings. A. Cap with an array of EEG
electrodes, www.medicalexpo.com. B. ECoG electrode array containing 360 electrodes, (Viventi et al., 2011). C. Utah array with 100 penetrating silicon electrodes, http://www.sci.utah.edu. D. Electron microscopy picture of a tetrode
(scale bar 10 pm, www.uq.edu.au). E. 16-electrode microwire array (TuckerDavis-Technology, www.tdt.com). F. 16-electrode silicon probe (NeuroNexus,
www.neuronexus.com).
1.2 Failure modes of recording devices
The process that leads to degradation of the signal involves several responses of
neural tissue to the foreign body present in the brain or the damage of the tissue
produced during insertion, or both. Upon insertion, neurons that are in the path of
the implantation are damaged (Biran et al., 2005). Perhaps even
more important,
however, is that the injury starts an inflamatory reaction that eventually leads to
encapsulation of the device in a scar. Glial cells, among other constituents, form a
loose sheath around the implant (Ward et al., 2009). It is suggested that this scar
between the electrode and the neurons decreases recording quality by hindering the
diffusion of ions in the vicinity of the scar (Roitbak et al., 1999).
At the same time,
10
1.2 Failuremodes of recording devices
the neural density in the region near the electrode decreases (Purcell et al., 2009).
This decrease of available (electrically active) neurons in the region of interest, and
the formation of the glial scar that makes access to signals reflecting neuronal activity
more difficult, add up to the decrease the quality of the recordings of the electrodes,
often making it impossible to detect any neural signal at all. In most cases, it is
not possible to isolate single unit activity from the recordings obtained more than 6
months after the probe implantation. Considering the therapeutic need for reliable
long-term implantable neural probes as a treatment of patients, this timeframe is
very limited.
All existing devices are based on materials that are relatively stiff as compared
to the brain tissue. Since the brain is not fixed in the skull, it tends to move, while
the recording devices are usually fixed at the skull.
This leads to movement of
electrodes within the brain making subsequent recordings from the same neurons
over time almost impossible, especially at the single unit level. Hence, devices for
neural recordings should be flexible enough to follow brain movement.
Polymers
could be an attractive material for device fabrication due to the large range of
mechanical and chemical properties they offer. For the fabrication of neural probes,
polymers could yield devices flexible enough to bend during micromotion, hopefully
reducing the damage to neural tissues. A chemically stable polymer would help to
keep the neural probe unaffected by the conditions in the brain as well as prevent
the release of toxic substances that could affect the cells in the vicinity of the device.
Although polymers have already been used as coating materials for neural probes
(Lu et al., 2009), there is little effort to use them as cladding material for a device.
This work aims to take advantage of flexibility and biocompatibility of polymers
as a structural material for neural probes.
11
Futhermore, I will demonstrate the
1.3 Thermal drawing process
advantages of thermal drawing process for fabrication of small featrues and diverse
cross-sectional geometries attractive for neural recording.
1.3 Thermal drawing process
The TDP has been widely used for the fabrication of optical fibers (Goff & Hansen,
1996). While silica and other glasses are usually the material of choice, TDP can be
extended to the processing of polymers, metals and semiconductors given that the
parameters of the process is adequately modified.
TDP starts with the fabrication of a template, called preform, in which all the
features of the final device are determined. In the preform, the features of the final
cross section can be determined in the macroscale, usually in the range of milli- or
centimeters. The preform is elongated, one dimension being much larger than the
other two, resulting in a rod-type geometry. The cross section, however, does not
have to be circular. Usually, preforms are fabricated in such a way so that the cross
section at any point along the longest dimension in the preform is the same.
This process is compatible with a wide varietyy of materials including glasses,
semiconductors, metals and polymers. Materials with drastically different properties
can be incorporated into a single preform. The only restriction in choosing materials
combinations for TDP is their ability to flow (viscosity < 107 poise) at the same
temperature.
In the case of crystalline materials, they should melt below that
temperature (Abouraddy et al., 2007).
Once the preform is fabricated, it can be drawn by simultaneous heating and
tension. During the drawing process, the preform is heated to ta temperature at
which it will eventually neck, and the materials will flow together while the preform
is being extruded at the necking point. This process is called the "bait off". The
12
1.3 Thermal drawing process
A
vB
IVdownfeed
1
2
3
4
5--
6
Vcapstan
7
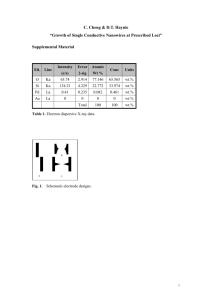
Fig. 1.2: The draw tower used in the current work. A. Schematic of the draw tower
showing the several parts which form it: (1) Downfeed with velocity control,
(2) preform holder, (3) preform tied to the preform holder, (4) furnace with
three different temperature controls for top, middle, and bottom zones, (5) laser
micrometer, (6) tensiometer and (7) capstan with velocity control. B. Picture
of the draw tower used in the current work (with allowance from Prof. Y. Fink).
resulting fiber can then be attached to a spinning capstan, which applies constant
tension, producing a continuous necking. During the drawing process, the preform is
fed down continuously, and the ratio between the feed speed
and the pull speed at the capstan
Vcapstan
Vdown eed
of the preform
that determines the ratio between the size
of the preform and the size of the resulting fiber, or draw-down ratio. The drawdown ratio can be calculated by assuming that the necking in the preform occurs
at the same place relative to the furnace during the process and realizing that the
total volume of the materials should be conserved during the process as given by
equation 1.1.
13
1.3 Thermal drawingprocess
rVcapstan(1)
Vdown feed
The stress in the fiber during the drawing process will be determined by the
temperature and reduction factor. Controlling the stress during the drawing process
is important since the stress in the fiber suppresses deformations driven by surface
energy. This is required to keep the cross section of the fiber similar to that of the
initial preform and to avoid capillary breakup of the different material components.
However, if the stress is too high, the preform may break at the necking point.
In a stable TDP, draw-down ratios up to 100 can be achieved. Depending on
the application, it can be desirable to reduce the size of the features in the preform
even further. This can be achieved through the use of a multi-step TDP. This process has been previously demonstrated to work for the fabrication of piezoelectric
polymer nanotubes (Yaman et al., 2011), silica nanowires (Tong et al., 2003) and
semiconductor nanowires (Yaman et al., 2011; Kaufman et al., 2012), in which centimeter scale rods were drawn to a final diameter of several nanometers. To this
end, a preform is fabricated and drawn, following the same steps as in any other
TDP. The only difference is that the fiber resulting from the first draw is used as
a component for a new preform. Several sections of the fiber can be incorporated
into the preform in order to design an array. After drawing this new preform, the
features in the initial preform may have been reduced up to 10000 times. This process can then be repeated until the desired size is reached, effectively enabling the
formation of arrays in which the number of individual components is exponentially
increased with each step.
In this work, I show that it is possible to use a two-step TDP as described
above to fabricate indefinitely long metal microelectrode arrays that are electrically
14
1.3 Thermal drawing process
insulated from one another by a polymer cladding. I also show that these devices
can be effectively used to record neural activity.
15
2 Materials and Methods
When fabricating a neural probe, it is important to keep in mind the characteristics that will improve its performance. The size of the electrodes in the device is
important as it will define the maximum resolution that can be achieved.
For a
single neuron per electrode resolution, the electrodes must be at most as large as an
individual neurons, which range from 5 to 20 pm in size. A high electrode density
gives the advantage of increasing the number of neurons with which the device can
interact. It is also imporant to try to minimize the damage caused by the probe in
the neural tissue, as scarring in the tissue often affects the performance of the device
(Biran et al., 2005). One way to try to minimize tissue damage is to make use of
flexible materials, such as polymers, and to make the devices as thin as possible.
To develop polymer-metal devices for applications in neural probes, a flexible,
metal microelectrode array was designed, in which the electrodes are surrounded by
an electrically insulating polymer cladding.
16
2.1 Fabrication
2.1 Fabrication
2.1.1 Materials selection
The neuroprosthetic application of the devices places certain constraints on the
materials that can be used, especially for the cladding. First, the materials must be
non-toxic since they will be in direct contact with the neural tissue. This translates
into the use of chemically stable claddings, so that no chemicals are released from
the device into the tissue. Also, the final device must be flexible so that it can
follow micromotion of the brain, which suggested the use of polymers as cladding
material and low-melting temperature metals as the conductive material for the
actual electrodes.
The fabrication using the TDP also places its own constraints on the material
selection, as mentioned above. Since the materials are heated together until they
start to flow together, it is required that the glass transition temperature in the case
of polymers, and melting point in the case of metals, is matched for the materials
involved. For the current work, the materials chosen were poly-(etherimide) (PEI
rods, Ultem 1000, McMaster Carr, Robbinsville, NJ) as the cladding and insulating
material. As the conductive material, which was used for the electrodes in the device,
tin was chosen (Puratronic@ tin rods, Alfa Aesar, Ward Hill, MA). Poly-(etherimide)
has a glass transition temperature Tg = 216 'C (Mandelkern & Alamo, 1999), while
tin has a melting temperature Tm = 235 0 C. From these temperatures, it is clear
that tin melts before PEI starts to flow, so the materials chosen are compatible to
be used together during TDP. PEI has a Young's modulus of 3.3 GPa (Mandelkern
& Alamo, 1999), making it a promising candidate for a flexible device (as compared
to the Young's modulus of glass which is 50 GPa or higher, depending on the glass).
17
2.1 Fabrication
2.1.2 Detailed fabrication
In the following sections, I will describe the details of the fabrication process for the
hybrid polymer-metal arrays with microscale features.
For the draw process, a custom built draw tower was used (Fig. 1.2). This tower
consists of several parts, the first being a downfeed system with controllable speed
which lowers the preform into the furnace. Preforms are attached to the downfeed
system by tying them to a preform holder clamped to the system. The furnace
has three separate temperature controllers for the top, middle, and bottom zones
respectively. This allows for a better control of the position in the furnace where the
bait-off takes place, which is usually in the middle zone. The tower also has a laser
micrometer positioned below the furnace for the measurement of the fiber diameter
as it is drawn. This information, along with the measurements of a tension meter
located below the micrometer, is used to calculate the stress during the process.
Finally, the tower has a capstan with controllable speed which determines the speed
at which fibers are drawn.
The fabrication process started with the fabrication of the first preform. To
this end, a PEI rod, between 1.25" and 1.5" in diameter was cut to a length of 8".
This rod was then drilled using a lathe to produce a hole in which a tin rod (6 mm
in diameter, 16 cm long) was inserted. The tin core in this preform (Fig. 2.1A), was
the first stage of the individual electrodes in the final device. To remove all moisture
and solvents that may have been found in the polymer rod due to its production,
the preform was heated (150 C) under vacuum conditions for a month. In a next
step, the preform was drawn by heating it while applying tension at the same time.
Therefore, the preform was mounted in a draw tower (Fig. 1.2B) by using a wire
to attach it to a preform holder. A weight (-500 g) was tied in the same way to
18
2.1 Fabrication
the lower part of the preform. Once mounted, the preform was lowered, using the
downfeed system in the tower, to the furnace. The preform was positioned in a
way that the part where the bait off took place was in the middle of the furnace.
Therefore, the section of the preform 2-3 cm below the metal rod was positioned in
the middle of the furnace. This was done to define the draw-down ratio and stress
of the draw before the metal began to be drawn. The top, middle and bottom zones
of the furnace were gradually, over the course of 2h, increased until the bait off
temperature was reached. The temperatures applied were 205 'C for the top zone,
355 C for the middle zone and 190 C for the bottom zone. After -30 min, the
part of the preform in the middle part of the furnace began to soften. This process
could be detected by the slow, downward movement of the weight attached to the
preform. After a few minutes, necking occurred and the first section of the fiber
appeared out of the furnace during the bait off. The drawn fiber was then attached
to the capstan, the downfeed of the preform was started and the temperature in
the middle zone of the furnace was lowered to 325 C. During the draw (Fig. 2.1B),
the temperature of the middle zone of the furnace was changed until the required
stress for the desired size of the fiber was reached. Fibers with diameters ranging
from 600 pum to 2.2 mm were fabricated. The fiber shown in Fig. 2.1C is 900 pm in
diameter.
As mentioned before, it is important to control the stress during the draw to
keep the process stable and avoid breaking the preform.
For a multi-step TDP,
however, it is important to also consider the fabrication of the preform used in the
next draw when controlling the stress of the draw. When the polymer is being drawn,
it is heated above its T. so that the carbon chains forming the polymer can flow
and rearrange their spatial configuration. Under the tensile stress applied during
19
2.1 Fabrication
the TDP, the polymer chains will adopt a configuration that is more extended than
their equilibrium length when there is no tension. The polymer cools down while the
tension is still being applied so the polymer chains are fixed in their place and the
shape of the fiber is conserved. If the fiber is heated avobe its Tg after the tension
has been removed as is the case in a multi-step TDP, however, the polymer chains
will rearrange to their more stable equilibrium configuration with shorter length.
This causes the fiber to shrink, while at the same time, to conserve the volume, it
increases in diameter. With fibers containing both polymer and metal, this can lead
to metal leakage from the fiber since the metal will expand during heating while the
polymer containing it will shrink. For this reason, the stress during the first step in
the fabrication process was kept lower than during the second step.
A
B
C
Fig. 2.1: First step in the fabrication process. A. Picture of the first preform before being
drawn. B. Schematic of the transition from the preform to the fiber during the
TDP. C. Scanning electrode microscope (SEM) image of the resulting fiber after
the draw. The cross section is maintained, but the size is scaled down.
For the second preform, another PEI rod (1.25" - 1.5" in diameter) was cut
to a length of 8" and subjected to heat under vacuum conditions in the oven as
described before. The fiber drawn from the first preform (Fig. 2.1A) was sectioned
into 7" long pieces. Each of these fiber sections was wiped with isopropanol to
remove any particles that could lead to the formation of defects in the final device.
The fiber sections were then bundled together, tying them with wire on both ends
to keep them from moving. In this step, the number of fiber sections in the bundle
20
2.1 Fabrication
can be arbitrary and defined by the desired geometry of the final device. The only
limitation is that the bundle should be smaller than the PEI rod used. Once the
bundle was tied, the diameter was measured and a hole of the same size was drilled
in the PEI rod (around 6" long) so that the bundle could be placed inside as tight
as possible. All tips of the fiber sections on one side of the bundle were then covered
with a small amount of high-temperature resistant epoxy to prevent the metal from
leaking from the fibers when heating them in the drawing process.
The bundle
was then inserted into the hole by pushing the wire holding it together as it was
inserted into the hole. The preform was then consolidated by heat (253 'C, 40 min)
under vacuum. During this process the cladding of the fiber sections shrank while
increasing in diameter, melted together and melted with the walls of the hole in the
PEI rod. The top part of the preform, where the tips of the fiber sections were still
sticking out, was then cut and the preform was ready to be drawn. For the draw
(Fig. 2.2C), the same procedure and parameters were used as for the first draw. This
process was used to fabricate a 7-electrode array (Fig. 2.2A). Preforms with higher
electrode count (Fig. 2.2B) were also drawn successfully (Fig. 2.2D)
As mentioned above, two different array designs were fabricated using this procedure. Both, arrays with 36 (Fig. 2.2C) and 39 electrodes were drawn successfully.
Fig. 2.2: Second step in the fabrication process. A. Picture of the preform before the
draw. The array of metal cores, formed by bundling together 36 fibers from the
previous fabrication step (Fig. 2.1C), is visible. B. Schematic of the transition
from the second preform to the final fiber during the TDP. C. SEM image of the
final electrode array. Inset shows a single electrode.
21
2.2 Electrical characterization
2.2 Electrical characterization
2.2.1 Connectorization
To enable connection of the fibers to setups for electrophysiology, attempts were
made to connectorize each electrode separately. To this end, the tips (5 mm - 10 mm)
of the devices to be connectorized were immersed in chloroform over night to etch
the cladding and expose the electrodes. The tips of the devices with the exposed
electrodes were then placed on top of previously prepared substrates. Those had
been prepared by evaporating 7 2mmx2mm silver square pads into a 0.5"xO.5"
glass piece. Next, the exposed electrodes were manually separated, and 7 of the
separated electrodes were positioned above each pad in the substrate. Conductive
silver paint was used to keep the electrodes in place as well as to secure electrical
contact between the electrodes and the pads. Wires were then connected to the
pads, also by using conductive silver paint. Finally, the whole substrate was covered
using epoxy to prevent any damage of the connections.
Although this method was successfully applied to the devices designed and
tested in this work, this procedure was not completely reliable. Manual handling of
the thin electrodes often resulted in damaging them, so that no electrical connection
was achieved. In the cases where electrical connection was successfully established,
the electrodes were not fully separated, causing a short circuit. This was the case
for all results shown in the reminder of this work.
2.2.2 Impedance measurement
One of the key parameters for the function of a conductive material used for neural
probing is its tip impedance. To measure the impedance, a voltage divider circuit
22
2.2 Electrical characterization
was used (Fig. 2.3). For the device samples, a connectorized section of the device
V
Z
R,
V
VU
Fig. 2.3: Schematic of a voltage divider circuit
was connected to that circuit while the other end was immersed into saline solution.
Another wire was also immersed into this solution to close the electrical circuit.
The voltage was supplied and measured using a Tucker Davis Technologies RZ5D
processor system using a custom written DSP program (Tucker Davis Technologies,
Alachua, FL). From the voltage supplied (±2 V at a frequency of 1 kHz) and the
voltage measured, the impedance was calculated using equation 2.1.
)
Z = its
(2.1)
2.2.3 Impedance adjustment
The tip impedance of electrodes varies depending on the surface area exposed. This
means that if the impedance of the electrode is too high, exposing more area of
the electrode will lower it. If necessary, this was achieved by etching some of the
polymer cladding covering the electrode.
For the PEI fibers, this was performed
by placing the fiber in an oxygen plasma chamber. The amount of cladding etched
depends on the power and time used.
For the sample shown in Fig. 2.4, oxygen
23
2.3 Imaging
pressure was set to 150 mTorr and the power was set to 29.6 W for 2 h. After this
treatment, the impedance of the device was too low to be able to measure it.
A
B
Fig. 2.4: Evaluation after plasma etching. A. SEM image of electrode array after oxygen
plasma etch. B. Higher magnification image of one of the exposed electrodes
after the surrounding cladding has been etched by 1.6 pm with oxygen plasma.
2.3 Imaging
For detailed imaging of the device surface (Fig. 2.4), the devices were prepared
using an ion argon cross section polisher (JEOL SM-Z04004T, Peabody, MA) and
afterwards imaged using a JEOL SEM 6060 scanning electron microscope.
2.4 Implantation and recording under acute
conditions
All animal procedures were in accordance with protocol number 0112-010-15, approved by the Committee on Animal Care at MIT, Cambridge, MA. The mice
used were male C57BC/6 mice (The Jackson Laboratories, Bar Harbor, ME) or
24
2.4 Implantation and recording under acute conditions
Thyl-ChR2-YFP mice, (kindly donated by Prof. G. Feng), and were housed in the
MIT facilities for animal housing (room 46-7150) with a 12h light/dark cycle. The
temperate was kept at 22 C and mice had access to food and water ad libitum.
Thyl-ChR2-YFP mice are mice that express the protein Channelrhodopsin-2 in its
neurons (Arenkiel et al., 2007).
Channelrhodopsin-2 is a sodium and calcium ion
channel that is activated by blue light (Boyden et al., 2005).
To prepare the device for insertion into the brain of the mice, the tip was
cut using a razor blade. To facilitate insertion, this cut was performed at a nonperpendicular angle with respect to the direction of the fiber, so that there was a
sharp tip instead of a flat surface. Once prepared, the device was positioned in the
prefrontal cortex of the mouse (coordinates from Bregma (mm): rostro-caudal: 1.8,
medio-lateral: -0.4, dorso-ventral: -1.7,
KBJ & Paxinos, 2001). The connectorized
device was connected to a recording setup (Tucker Davis Technologies RZ5D processor with a PZ2-32 headstage, connected via a 16-channel ZIF-clip Headstage-ToAcute-Probe Adapter). For the surgery, the mice were deeply anesthetized by intraperitoneal injection of a ketamine-xylazine solution (ketamine: 100 mg/kg bodyweight (bw), xylazine:
10 mg/kg bw) in 0.9% sterile sodium chloride. The depth
of the anaesthesia was monitored by assessing the reaction to limb pinches. If necessary, an additional dosage of ketamine was injected (15 mg/kg bw in 0.9% sterile
sodium chloride). The skull of the mice was freed from hair using depilatory cream
and the mouse was fixed on a heat pad in a stereotaxic frame (David Kopf Instruments Model 900 with 921-E mouse adaptor, Tujunga, California), followed by
application of eye lubricant. After disinfection, an incision was made using a scalpel
to grant access to the skull area above prefrontal cortex and bregma point. With
reference to the coordinates from bregma as indicated above, a hole was drilled into
25
2.5 Data analysis
the skull. The previously connectorized device was then inserted into the mouse's
brain. Recordings were performed with for spontaneous activity (C57B1/6 mice)
and for activity as response to optical stimulation (Thyl-ChR2-YFP mice). Data
was filtered (0.5 - 10 kHz) and sampled (50 kHz sampling frequency) using the RZ5D
system. For optogenetic stimulation in Thyl-ChR2-YFP mice, a 473 nm, a diodepumped solid-state (DPSS) laser coupled to an optical fiber (300pm core diameter)
was used to deliver the light.
The laser fiber was positioned in the vicinity of
the inserted device and the light power density at the tip of the optical fiber was
115W/mm 2 . Two different stimulation frequencies, 20 Hz and 100 Hz were used to
exclude artefacts from photovoltaic effects. For each frequency, 20 trials were performed. Each trial was 1 s long and the light pulses had a duration of 5 ms. Trials
were repeated at an interval of 5 s.
2.5 Data analysis
Data analysis was performed using inbuilt and custom written routines in Matlab
(The Mathworks, Nattick, MA). To detect spikes during spontaneous activity without stimulation we applied a threshold as given by equation 2.2 (Quian Quiroga
et al., 2004).
Threshold = 5.5 * median
signal
0.6745
(2.2)
To exclude double detections, a deadtime of ±1Ims was introduced around the detections. Then, the detected spikes were subjected to a principal component analysis
(PCA, Abeles & Goldstein Jr, 1977; Lewicki, 1998). This data was then analysed
using k-means clustering, and the quality of the separation of the resulting clusters was determined by calculating the
Lratio
26
and Isolation Distance of the clusters
2.5 Data analysis
(Schmitzer-Torbert et al., 2005). In addition, interspike interval (ISI) distributions
were calculated.
Similarly, to analyse data following optogenetic stimulation, the data was separated into time windows of 2s in duration with the stimulation train beginning at
0.5 s and ending at 1.5 s. Spikes in each of these windows were detected by applying
a threshold as given by equation 2.3 (Quian Quiroga et al., 2004).
Threshold = 4.5 * median
{
0.6745
0.6745
(2.3)
A dead time of +1 ins was introduced around the detections to prevent double
detections. Then, peristimulus time histograms (PSTH) were produced to confirm
the success of the recordings (Ellaway, 1978).
27
3 Results
Following the design guidlines from Chapter 2, I have successfully fabricated flexible
metal microelectrode arrays embedded in a polymer cladding using a two-step thermal drawing process. In this chapter I characterize these devices and apply them as
neural probes for electrophysiological recordings.
3.1 Size of the probes
The size of the final device was determined by the size of the initial preform and the
draw parameters. Starting from preforms 1.25" to 1.5" in diameter, devices ranging
from 400 to 900 mum in diameter were fabricated. The number of electrodes in the
array was scaled up from 7 to 39. The size of the electrdes was succesfully controlled
for diameters between 5 and 10 mum.
3.2 Impedance
Because of the challenges in connectorization, it was possible to measure the impedance
of the devices as a whole only instead of each electrode separately. The impedance
of the individual electrodes was calculated by treating the electrodes as resistors in
a parallel configuration. For the device with 39 electrodes, which was used for the in
28
3.3 Recordings under acute conditions
vivo tests, the impedance was 350 kQ. The ideal impedance range for a device to be
used as a neural probe is 100 kQ - 1 MQ. Since the device was within that range, no
further steps were required to adjust this value. Assuming that all 39 electrodes were
contributing to electrical conduction, the impedance for individual electrodes can
be estimated to be 13.65 MQ. If the electrodes were connected separately, this high
impedance value would require an additional step to lower the impedance, which
could be done by etching the polymer cladding with oxygen plasma, as shown in
Fig. 2.4.
3.3 Recordings under acute conditions
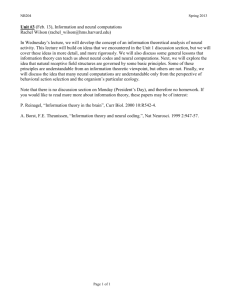
Acute implantation of the device with 39 electrodes demonstrated the principal
feasibility to use those devices for neural recordings. Spontaneous neural activity
was recorded from an adult male wild type (C57BC/6) mouse (Fig. 3.1A). Spikes
were detected by comparing the data to a threshold and then subjected to a PCA.
Although the raw traces and PCA results indicated one unit (Fig. 3.1A-C), we performed a k-means clustering assuming 2 clusters (data not shown) and assessed the
quality of cluster separation by calculating the Latio and Isolation Distance for these
two clusters. The values obtained were a Latio of 0.029 and an Isolation Distance
of 20.71, suggesting an intermediate to poor separation (Schmitzer-Torbert et al.,
2005).
Thus, although raw traces and clustered spikes did not suggest it, we can
not exclude the possibility that the data recorded corresponds to the activity of two
different units. The inter-spike interval (ISI) distribution for the data can be seen
in Fig. 3.1D.
Implanting the device in a transgenic Thyl-ChR2-YFP added the possibility
to optically stimulate neurons to evoke a neural response. By using a stimulation
29
3.3 Recordings under acute conditions
A
B
E 0.5
C
.
0
-0.5
0
50
100
200
150
250
300
0
1
time [s]
C
D
1.5
.
0.5..-
3
time Ems]
4
5
40
30
.
. .
2
0
-0.5
-1
c
*
0
2
. -10
..
-
-1
0
1
1st principal component score
.
0
2
5
10
15
20
25
Inter-Spike-Intervals [s]
30
35
Fig. 3. 1: Recordings of in vivo spontaneous activity. A. Raw data showing spontaneous
activity in vivo. B. Figure showing overlapping plot of detected spike traces. C.
Result after applying the PCA on the detected spikes. D. Graph showing the
ISI distribution.
protocol, the recorded signal can then be compared to the predicted evoked response.
For each trial, stimulation was Is long and the pulses were 5 ms long, while the
frequency was changed. The observed neuronal response to the stimulus changed
with different stimulation frequencies.
When the stimulation was performed at
20 Hz (Fig. 3.2A), evoked neural activity was stable and was closely related to the
stimulus. This stability could be confirmed by the PSTH (Fig. 3.2B). For higher
frequencies (100 Hz), evoked neural activity quickly decayed after the first pulses
(Fig. 3.3A) which was confirmed using the PSTH approach as well (Fig. 3.3B). This
is in accordance with previous observations performed in optical stimulation tests
(Anikeeva et al., 2011).
30
3.3 Recordings under acute conditions
A
57 0.1
0.1
0
0
a
2 -0.1
-S -0.1
-0.2
0
20
40
60
80
_na91
100
time [s]
L-
111
39
39.5
40
0.1
E0.1
E
v~pvwv~
C
S
0
17
-0.1
-0.2
39
39.05
39.1
*19
-0.1
-0. 2-
39.15
time [s]
B
40.5
time [s]
39.15
39.155
39.16
time [s]
2015-
cc 10-
5-
0
I
I
1.5
2
01.5-
0
1'Fi
0. 0.5 '
0,
0
0.5
1
time [s]
Fig. 3.2: Recordings of in vivo response to optical stimulation at 20 Hz. A. Raw data of
in vivo response to optical stimulation, showing the 20 Hz optical stimulation
protocol. B. PSTH shows that the firing rate remains constant through the
duration of the trial.
31
3.3 Recordings under acute conditions
570.1
7 0.1
0
.
"
-0.1
IFahILhMMaIALMAMAk.A
S~-0.1
0
LLIa
0
20
40
60
80
-0.2
38.5
100
39
0.11
0.1
0
0
-0.1
19 -0.1
07
E
CL
-0.2
0.C-0.2
___lruIAAVV1JlfruvvvlvvL
39
39.05
39.1
39.15
40
" V
'
39
time [s]
B
39.5
40.5
time [s]
time [s]
Wft
39.01
39.02
39.03
time [s]
2015105I
I
i
2.5201.5
0.5
0
MI~~rL
I
0
0.5
-fl'-n-
1
time [s]
-1.5
2
Fig. 3.3: Recordings of in vivo response to optical stimulation at 100 Hz. A. Raw data of
in vivo response to optical stimulation, showing the 100 Hz optical stimulation
protocol. B. PSTH shows the rapid decay of the firing rate after the first few
pulses in each trial.
32
4 Discussion
4.1 Summary
In this work, I demonstrated the use of the TDP for the fabrication of a polymermetal microelectrode array with features down to 5pim and controlled geometry.
The utility of the neural probes was illustrated by in vivo tests performed in mice.
Further work will focus on extension of these devices to additional functions.
4.2 Challenges and possible solutions
4.2.1 Size of the probe
It is hypothesized that smaller neural probes produce less damage to the brain. A
thinner device will also have lower bending stiffness and will be able to participate
in the brain movement as needed, reducing damage even further. Using the TDP,
there is a limit as to how thin a device can be fabricated, as there is a limit to the
reduction factor that can be achieved while keeping the process stable. One way
to go around this is to have a sacrificial layer as cladding in the preform.
After
the preform is drawn, this layer can be stripped away, by etching, leaving a much
thinner device in the end.
33
4.2 Challenges and possible solutions
This process could be applied to the fabrication process presented in this work.
To this end, a polymer must be used that has a glass transition temperature similar
to the polymer used in the device and that can be etched with some solvent that will
not etch the other materials in the device, or at least etch it at a much faster rate.
Polyphenylsulphone (PPSU), covers these requirements, as it has a glass transition
temperature Tg = 220 C and can be etched with THF, which won't dissolve PEI.
Using this technique would allow to eventually remove all the cladding, leaving only
the electrode bundle as the full width of the device .In pilot experiments this etching
has been successfully performed (C. Tringides, personal communication).
4.2.2 Higher electrode count
A high electrode count is attractive as it allows to interact with more neurons at
the same time using the same device, providing a high density interface without
increasing the damage done by the device on the surrounding tissue. Using the
same fabrication procedure as described here, the devices presented could be built
to include hundreds of electrodes. This would only require to use more fiber sections
to form the bundle for the second preform.
The number of electrodes in the fiber could also be scaled up by adding another
thermal drawing step in the process. This would square the number of electrodes in
the device by making a third preform with a bundle of the fiber already containing an
electrode array. By using this method, the number of electrodes that could be used
to record neural activity would only limited by the number of channels that can be
recorded simultaneously in an electrophysiology setup. With the existing technology,
this would mean that only some channels would be selected for recording.
34
4.2 Challenges and possible solutions
4.2.3 Connectorization
The connectorization of the devices in this work was done manually. This process
was slow and not completely reliable, lowering the yield and increasing the time it
takes to fabricate a fully functional device. Having to manipulate each electrode
manually often results in broken electrodes or electrodes shorted with each other,
decreasing the number of functional electrodes in the device.
Finding a way to
reliably connectorize all the electrodes in a device simultaneously is highly desirable
to increase the speed of fabrication and the yield of working devices. One possible
solution is to use a previously demonstrated low temperature bonding technique
for tin (Lee & Choe, 2002) to electrically connect the electrodes in the device to
conductive pads on an external chip. For this method, it is necessary to align the
electrodes in the device with the pads in the chip.
This could be accomplished
by breaking the circular symmetry of the cross section by incorporating alignment
marks in the cladding in the preform.
4.2.4 Capabilities beyond neural recording
Multifunctionality in a neural probe is highly desirable. The ability to deliver light
through the device directly into the recording site of the neural probe makes it possible to determine the actual response of transgenic neurons to optical stimulation
without any interference from the stimulation, as is the case when electrical stimulation is used. What's more, if only specific populations of neurons are targeted
during the transfection, it would be possible to identify the type of neurons being
recorded. This information could then be used to asses the role of a certain type of
neurons in a specific task. The labeling of the neurons being recorded would also
be useful in determining the response of specific neuron types to drugs.
35
4.3 Conclusion and outlook
It is also possible to design a neural probe that allows to deliver drugs directly
to the recording area of the device. A small channel can be included by incorporating
an unfilled hole in the preform. The hole is preserved during the draw, and its size
reduced, resulting in a microfluidic channel incorporated into the device.
The incorporation of a waveguide is not as straightforward as incorporating
a hollow channel because it would require to change the polymers used during the
fabrication. For a waveguide to actually conduct light, the material from which it
is made can not absorb the light. This means that the fabrication process should
be performed wit polymers that are transparent to the relevant part of spectrum.
This requirement excludes PEI from the possible materials for most applications.
However, the method developed in this thesis is applicable to a variety of polymers
including those suitable for optical waveguides.
4.3 Conclusion and outlook
In this thesis I have applied thermal drawing techniques to develop infinitely long,
hybrid polymer-metal neural probes. Through the use of TDP, the number and
size of the electrodes, the geometry of the electrode array, and the size of the final
device can be determined in the milimeter scale before reducing the size of the
device to the micrometer scale. The use of these devices as neural probes was
demonstrated through in vivo recordings under acute conditions of both spontaneous
and stimulated neural activity. In future, these devices can be further improved by
the integration of other capabilities such as optical waveguides and drug delivery
channels as well as increasing the electrode count.
36
Bibliography
Abeles, M. & Goldstein Jr, M. H. (1977). Multispike train analysis. Proceedings of
the IEEE, 65, 762-773.
Abouraddy, A., Bayindir, M., Benoit, G., Hart, S., Kuriki, K., Orf, N., Shapira,
0., Sorin, F., Temelkuran, B., & Fink, Y. (2007). Towards multimaterial multifunctional fibres that see, hear, sense and communicate. Nature materials, 6,
336-347.
Anikeeva, P., Andalman, A. S., Witten, I., Warden, M., Goshen, I., Grosenick, L.,
Gunaydin, L. A., Frank, L. M., & Deisseroth, K. (2011). Optetrode: a multichannel readout for optogenetic control in freely moving mice. Nature neuroscience,
15, 163-170.
Arenkiel, B. R., Peca, J., Davison, I. G., Feliciano, C., Deisseroth, K., Augustine,
G. J., Ehlers, M. D., & Feng, G. (2007). In vivo light-induced activation of neural
circuitry in transgenic mice expressing channelrhodopsin-2. Neuron, 54, 205-218.
Biran, R., Martin, D. C., & Tresco, P. A. (2005). Neuronal cell loss accompanies
the brain tissue response to chronically implanted silicon microelectrode arrays.
Experimental neurology, 195, 115-126.
Boyden, E. S., Zhang, F., Bamberg, E., Nagel, G., & Deisseroth, K. (2005).
Millisecond-timescale, genetically targeted optical control of neural activity. Nat
Neurosci, 8, 1263-1268.
Ellaway, P. (1978). Cumulative sum technique and its application to the analysis of
peristimulus time histograms. Electroencephalography and clinical neurophysiology, 45, 302-304.
Finn, W. E. & LoPresti, P. G. (2010). Handbook of Neuroprosthetic methods. (CRC
Press).
Goff, D. R. & Hansen, K. S. (1996). Fiber optic reference guide: a practical guide
to communications technology. (Focal Press (Boston)).
Herwik, S., Kisban, S., Aarts, A., Seidl, K., Girardeau, G., Benchenane, K., Zugaro,
M., Wiener, S., Paul, 0., Neves, H., et al. (2009). Fabrication technology for
37
Bibliography
silicon-based inicroprobe arrays used in acute and sub-chronic neural recording.
Journal of Micromechanics and Microengineering, 19, 074008.
Kaufman, J. J., Tao, G., Shabahang, S., Banaei, E.-H., Deng, D. S., Liang, X., Johnson, S. G., Fink, Y., & Abouraddy, A. F. (2012). Structured spheres generated
by an in-fibre fluid instability. Nature, 487, 463-467.
KBJ, P. G. F. & Paxinos, G. (2001). The mouse brain in stereotaxic coordinates.
Lee, C. C. & Choe, S. (2002). Fluxless in sn bonding process at 140 'C. Materials
Science and Engineering: A, 333, 45-50.
Lewicki, M. S. (1998). A review of methods for spike sorting: the detection and classification of neural action potentials. Network: Computation in Neural Systems,
9, R53-R78.
Lu, Y., Wang, D., Li, T., Zhao, X., Cao, Y., Yang, H., & Duan, Y. Y. (2009).
Poly (vinyl alcohol)/poly (acrylic acid) hydrogel coatings for improving electrodeneural tissue interface. Biomaterials, 30, 4143-4151.
Mandelkern, L. & Alamo, R. (1999). Polymer data handbook. J. Mark, Ed., Oxford
Univ. Press, New York, pp. 493-507.
McNaughton, B. L., O'Keefe, J., & Barnes, C. A. (1983). The stereotrode: a new
technique for simultaneous isolation of several single units in the central nervous
system from multiple unit records. Journal of neuroscience methods, 8, 391-397.
Purcell, E., Seymour, J., Yandamuri, S., & Kipke, D. (2009). In vivo evaluation of
a neural stem cell-seeded prosthesis. Journal of neural engineering, 6, 026005.
Quian Quiroga, R., Nadasdy, Z., & Ben-Shaul, Y. (2004). Unsupervised spike detection and sorting with wavelets and superparamagnetic clustering. Neural Computation, 16, 1661-1687.
Recce, M. & O'keefe, J. (1989). The tetrode: a new technique for multi-unit extracellular recording. In Soc Neurosci Abstr, vol. 15, p. 1250.
Rennaker, R., Street, S., Ruyle, A., & Sloan, A. (2005). A comparison of chronic
multi-channel cortical implantation techniques: manual versus mechanical insertion. Journal of neuroscience methods, 142, 169-176.
Roitbak, T., Sykovd, E., et al. (1999). Diffusion barriers evoked in the rat cortex by
reactive astrogliosis. Glia, 28, 40-48.
Schmitzer-Torbert, N., Jackson, J., Henze, D., Harris, K., & Redish, A. (2005).
Quantitative measures of cluster quality for use in extracellular recordings. Neuroscience, 131, 1-11.
38
Bibliography
Schwartz, A. B., Cui, X. T., Weber, D. J., & Moran, D. W. (2006). Brain-controlled
interfaces: movement restoration with neural prosthetics. Neuron, 52, 205-220.
Tong, L., Gattass, R. R., Ashcom, J. B., He, S., Lou, J., Shen, M., Maxwell, I., &
Mazur, E. (2003). Subwavelength-diameter silica wires for low-loss optical wave
guiding. Nature, 426, 816-819.
Viventi, J., Kim, D.-H., Vigeland, L., Frechette, E. S., Blanco, J. A., Kim, Y.S., Avrin, A. E., Tiruvadi, V. R., Hwang, S.-W., Vanleer, A. C., et al. (2011).
Flexible, foldable, actively multiplexed, high-density electrode array for mapping
brain activity in vivo. Nature neuroscience, 14, 1599-1605.
Ward, M. P., Rajdev, P., Ellison, C., & Irazoqui, P. P. (2009). Toward a comparison
of microelectrodes for acute and chronic recordings. Brain research, 1282, 183-200.
Yaman, M., Khudiyev, T., Ozgur, E., Kanik, M., Aktas, 0., Ozgur, E. 0., Deniz, H.,
Korkut, E., & Bayindir, M. (2011). Arrays of indefinitely long uniform nanowires
and nanotubes. Nature materials, 10, 494-501.
39
List of Figures
1.1
1.2
Current devices available for neural recordings . . . . . . . . . . . . . 10
The draw tower used in the current work . . . . . . . . . . . . . . . . 13
2.1
2.2
2.3
2.4
First step in the fabrication process .
Second step in the fabrication process
Schematic of a voltage divider circuit
Evaluation after plasma etching . . .
3.1
Recordings of in vivo spontaneous activity . . . . . . . . . . . . . . . 30
3.2
3.3
Recordings of in vivo response to optical stimulation at 20 Hz . . . . 31
Recordings of in vivo response to optical stimulation at 100 Hz . . . . 32
40
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
20
21
23
24