Applications of Nanoimprinted Structures to Organic Photovoltaics
I
by
I
Eletha J. Flores
ARCONES
MASSAHUSETTS
OCT 2 9 2013
L
hR ARIES
S.B., Electrical Engineering, Massachusetts Institute of Technology, 2010
Submitted to the Department of Electrical Engineering and Computer Science
in Partial Fulfillment of the Requirements for the Degree of
Master of Engineering in Electrical Engineering and Computer Science
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
May 2013
0 2013 Massachusetts Institute of Technology. All rights reserved.
The author hereby grants to M.I.T. permission to reproduce and
to distribute publicly paper and electronic copies of this thesis document in whole and in part in
any medium now known or hereafter created.
Author:
Depariment of Electrical En
INSTITU
S F TECHNOLOGY
eering and Computer Science
May 15, 2013
Certified by:
Vladimir Bulovid
Professor of Electrical Engineering and Computer Science
Thesis Supervisor
May 15, 2013
Accepted by:
Professor Dennis M. Fran
Chairman, Masters of Engineering Thesis Committee
May 15, 2013
Applications of Nanoimprinted Structures to Organic Photovoltaics
by Eletha J. Flores
Thesis Supervisor: Professor Vladimir Bulovic
Submitted to the
Department of Electrical Engineering and Computer Science on
May 15, 2013
In Partial Fulfillment of the Requirements for the Degree of
Master of Engineering in Electrical Engineering and Computer Science
Small-molecule organic photovoltaic cells (OPVs) have the potential to be a low-cost, flexible
power conversion solution to many energy problems [1]. These OPVs take advantage of an
extremely thin active layer which enables this flexibility and reduces material volume. However,
it is this thin quality that calls for improved power conversion efficiency compared to traditional
silicon solar cells. Thin films suffer from reduced optical path lengths, which hinder light
absorption and hence, power conversion efficiency. Many designs have been proposed to
improve light absorption [2],[3],[4],[5, 6] . A novel light-trapping substrate geometry for OPVs
is presented which is based on a conformally-coated, subwavelength-textured substrate design
which is intended to substantially increase optical path lengths. The subwavelength nature of
these Nanocones/Nanowedges decouples the light propagation from the exciton diffusion path.
This is an optimized situation for efficient charge transfer. Enhanced power absorption into the
OPV active layer has been demonstrated via numerical computation methods, including
COMSOL FEM and Lumerical FDTD. The challenge to fabricate a working device by using
nanoimprinting to create the structures in a conductive polymer will be presented, where
the nanoimprinting process is optimized to maintain good electrical properties of the patterned
conductive film. We will also present an alternative approach that utilizes a conformal coating of
the organic conductor PEDOT onto the pre-patterned nanostructures. Uniform and conformal
PEDOT coverage over the nanoscale features was achieved using an all-dry deposition process
[7].
2
CONTENTS
A bstract ........................................................................................................................................................................
2
Contents........................................................................................................................................................................3
Table of Figures ...........................................................................................................................................................
CH A PTER 1
Background .....................................................................................................................................
4
6
1.1
Organic Photovoltaic Cells...............................................................................................................................6
1.2
Lim itations of Organic Solar Cells....................................................................................................................8
1.3
Light-Trapping Concept and Previous M ethods .........................................................................................
9
1.4
Light-Trapping Design in this Work ...............................................................................................................
11
CH A PTER 2
Fabrication.....................................................................................................................................13
2.1
Creating Nanotextured M asters....................................................................................................................13
2.2
Nanoim print Process .....................................................................................................................................
14
2.3
Conductive Therm o-Plastic OPV Device Design..........................................................................................
16
CHA PTER 3
O ptics and M odeling.....................................................................................................................19
3.1
Optical Properties of Organic Active Layers ..............................................................................................
19
3.2
Predicting Power Enhancem ent through Finite Elem ent M odels...............................................................
23
3.3
Dem onstrating absorption enhancem ent on textured surfaces...............................................................
30
CH A PTER 4
Device Results and C hallenges................................................................................................
4.1
Planar Device Perform ance using Conductive Therm o-Plastic .................................................................
4.2
Challenges to Device Perform ance................................................................................................................37
CH A PTER 5
oCVD PEDO T Conform ality and Devices..............................................................................
34
34
44
5.1
Background...................................................................................................................................................
44
5.2
oCVD PEDOT Conform ality on Nano- and Micro-features........................................................................
46
5.3
Establishing planar perform ance for oCVD PEDOT OPV.............................................................................
50
5.4
Im printing oCVD PEDOT ................................................................................................................................
51
Conclusions ................................................................................................................................................................
53
Future w ork ...............................................................................................................................................................
55
Acknow ledgem ents ....................................................................................................................................................
56
Bibliography...............................................................................................................................................................57
3
TABLE OF FIGURES
6
Figure 1. Operation of Organic Photovoltaic Cell
Figure 2. Physical Structure of OPV device
7
Figure 3: Printed flexible solar cell
8
Figure 4. Exciton path length compared to light path length
8
Figure 5. Internal gratings [11] (left) and External Micro-lenses [10] (right) increase light
9
reflections in the active material
Figure 6. Light-trapping nanocones (left) and nanodomes [12] (right) on silicon substrate solar
10
cells
II
Figure 7. Exciton transport path is decoupled from light path
12
Figure 8. Subwavelength pitch reduces diffraction of light down to the m=0 order [16]
13
Figure 9. SEM image of Nanowedges (left) and Nanocones (right)
14
Figure 10. Nanoimprint tool
14
Figure 11. Nanoimprinting process uses heat and pressure to transfer a pattern
15
Figure 12. Glass transition temperature for PMMA is 135C *
16
Figure 13. a.) CIAIPc organic donor layer; b.) DBP organic donor layer
16
Figure 14. ClAlPc photovoltaic property, EQE, of planar OPV with CIAIPc active layer
17
Figure 15. Schematic of active layers on textured OPV
Figure 16. a.) Active layer on PMMA Nanocones; b.) Diagram of a.); c.) Active layer on PMMA
18
Nanowedges; d.) Diagram of c.)
20
Figure 17. a.) ,b.) Absorption properties of CIAlPc; c.), d.) Absorption properties of DBP
Figure 18. Transmission through features coated with active layers ClAIPc (top) and DBP
21
(bottom)
22
Figure 19. Correction factors calculated to adjust for increase in feature surface area
22
Figure 20. Absorption coefficient, k, through ClAIPc and DBP
23
Figure 21. Comparing COMSOL calculation to Analytical Beer's law
24
Figure 22. Power absorption calculation is a poynting vector integration
Figure 23. Power absorbed of textured active layer compared with planar active layer varies
25
according to surface area of active layer
Figure 24. COMSOL simulation of pointing vector, or power flow, through active layers of a.)
26
micron scale and b.) subwavelength scale
Figure 25. Predicted power absorption enhancement based on increasing aspect ratio (height) 27
Figure 26. Models predicting power absorption at various angles of light incidence a.)
28
Nanowedge, b.) Planar
Figure 27. Illustration of Nanowedge active layer with increasing pitch and constant 3:1 aspect
28
ratio
Figure 28. Power absorption decreases with increase in pitch. Aspect ratio is held constant 3:1 29
30
Table 1: Pattern dimensions
4
Figure 29. (a) Absorbance of DBP (20nn) on PEDOT (15nm) on square trench imprinted
PMMA vs. planar PMMA (b) SEM image of DBP (20nm) on nanowedges pattern (c) SEM
image of DBP (40nm) on nanowedges pattern (d) absorbance of DBP (20nm base thickness and
wall thickness) on nanocones pattern vs. planar PMMA
32
Figure 30. Chemical formula of the conductive plastic used as a substrate for nanoimprinting 34
Figure 3 1. Control device consists of ITO/MoO3 20nm/CuPc 40nm/C60 40nm/BCP 1 Onm/Ag
100nm
35
Figure 32. Experimental device with imprintable PANI-PMMA layer above ITO
35
Figure 33. Inverted device structure and resulting IV curve as compared to control
36
Figure 34. a.) Device Structure with leakage pathway; b.) Conductivity values for conductive
plastic substrate dopants
37
Figure 35. Leakage pathway is removed with masked plasma etch
38
Figure 36. Device performance only marginally improved by plasma etch for CSA dopants
38
Figure 37. Device performance as a result of treating surface with Xylene etch
39
Figure 38. Surface quality of PANI-PMMA with increase in etching time
40
Figure 39. Long xylene treatments create particulates which lead to leakage pathways
40
Figure 40. Device performance for planar imprinted devices using PANI-DBSA-PMMA at
various temperatures
41
Figure 41. Glass transition temperature Tg of PMMA-PANI-DBSA is 160C
42
Figure 42. Imprint quality increases with increasing temperature
43
Figure 43. PMMA fails to adhere to ITO during removal of Si Master after imprinting
43
Figure 44. a.) Chemical fonnula for oCVD Pedot b.) oCVD chamber and system
44
Figure 45. a.) PEDOT:PSS b.) Process of Spin-coating
45
Figure 46. Defects of spin-coating PEDOT:PSS onto Nano- and Micro- features
46
Figure 47. Illustration of how oCVD PEDOT could coat nanofeatures
46
Figure 48. a.) PEDOT:PSS on PMMA Nano-wedges; b.) oCVD PEDOT on Nanosquares;c.)
PEDOT:PSS on PMMA Nano-wedges; d.) oCVD PEDOT on Nano-wedges; e.) PEDOT:PSS on
Micro-squares; f) oCVD PEDOT on Micro-squares
48
Figure 49. Planar device structure with PEDOT as the bottom conductor
50
Figure 50. Planar devices using the oCVD PEDOT layer are not functional despite using various
rinsing methods
50
Figure 51. a.) Diagram of imprint process for oCVD PEDOT b.) SEM of imprinted oCVD
PEDOT
51
Figure 52. Thermal-mechanical data shows no clearly defined glass transition point for oCVD
PEDOT
52
5
CHAPTER
1
BACKGROUND
1.1
Organic Photovoltaic Cells
Exciton:
Bound electron-hole pairs that travel
to charge separation area.
Electron Donor:
Electron Acceptor: Electrons
travel through this layer toward the
contact as electrical current.
Small molecule polymer that absorbs
light's energy to create excitons.
Eg
I-
Cathode
Anode
HOMO:
Highest occupied molecular orbit,
also known as the valence band.
Heterojunction:
LUMO:
Excitons separate into charges at the heterojunction,
sending current to the contacts.
Lowest unoccupied molecular orbit,
also known as the conduction band.
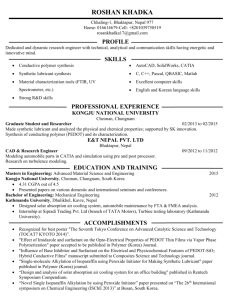
Figure 1. Operation of Organic Photovoltaic Cell
Organic photovoltaic cells (OPVs) absorb photon energy from the spectrum of visible
and invisible light emitted from the sun which can be extracted as electricity. This excitonic
transfer of energy is described in Figure 1, where the photon energy creates an exciton, or holeelectron pair, which travels to a heterojunction and separates into free-flowing charge, or current.
Figure 2 shows a model of an actual OPV cell developed in the laboratory.
6
Electrode
Meta
contact:
Exciton
Blocking Layer
contact
Aceptormetal
Acceptor
Donor
Interfacial
----.
Layer
Lightpenetrating
Electrode: iTo
cnat
Light
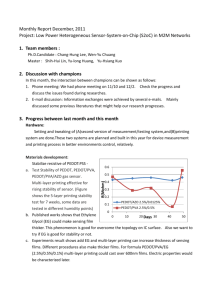
Figure 2. Physical Structure of OPV device
Using inexpensive organic dye photo-absorbent materials, these devices provide a
number of advantages over silicon-based solar panels. OPVs are more suitable for devices with
thin, flexible substrates due to their nanometer-sized exciton diffusion length. This property also
leads to an extremely light weight platform, making OPVs more integrable opto-electronic
devices. Because of their low-cost, low-profile, and low-weight characteristics, OPVs are well
suited for roll-to-roll mass manufacturing, which would further reduce its cost and availability as
an alternative energy generating solution.
7
1.2
Limitations of Organic Solar Cells
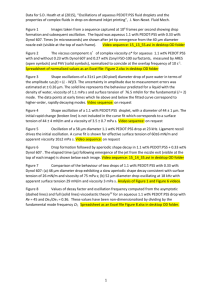
A paper solar array, such as the one pictured below in Figure 3, requires thin films of
photovoltaic material to enable flexibility.
Figure 3: Printed flexible solar cell
Thin films are also desirable for organic active materials to compensate for poor exciton
mobility to the charge-splitting zone, or heterojunction [8]. Films with a thickness of or close to
the exciton diffusion length, or the maximum distance the excitons can travel before being loss to
recombination, increase the number of excitons that are split to form current. If the active layer
is too thick, the exciton will recombine or otherwise diffuse before reaching the heterojunction,
which prevents current flow. Figure 4 illustrates this exciton path through the active layer toward
the heterojunction where "t" represents active layer thickness.
Light PathWExciton
_2t
Figure 4. Exciton path length compared to light path length
8
If we keep the active layer thin, the incident light will have a shorter path length than in
the thicker film, resulting in less light being absorbed and thus, less current generated [9]. But, as
we see in Figure 4, if we increase the active layer thickness to increase the light path, we lose
more excitons and reduce photocurrent. It is this design trade-off that compels engineers to
enhance light-trapping, or light-absorbing, structures that can maintain the thin film requirement.
1.3
Light-Trapping Concept and Previous Methods
To enhance light-trapping in OPVs, engineers have designed substrates to increase light
reflections internal to the device. More reflections create longer optical path lengths and increase
the probability that light will be absorbed and will induce exciton generation. Structures can be
built externally, as in the case of micro-lenses and mirrors, which refract incoming light and
reflect out-going light, trapping the light inside the device [10]. They can also be built internally,
as in the case of diffraction gratings made of the active material itself [11]. Light is trapped
within the active layer, further increasing the probability that light will be trapped and absorbed.
Examples of both of these strategies are shown in Figure 5.
incident beam
secondNr
diffraction
ITO
%rdfr
We$tore
diffiction
Figure 5. Internal gratings [111 (left) and External Micro-lenses 1101 (right) increase light reflections in the active material
9
Other designs consist of "wrapping" the active layers of the device around a textured
substrate. A common design is an array of pyramids or cones that act as an anti-reflection
coating and a way to increase internal reflections. The anti-reflection mechanism is due to a more
gradual change in refractive indexes between air and the device. Zhu et al. demonstrated nearperfect absorption with the "Nanodome" design (see Figure 6) and with a resulting 25% increase
in cell power conversion efficiency [12]. There are many more design possibilities, including
coherent light-trapping in photonic crystals, lambertian surface roughening, and plasmonic wave
guiding via nanoparticles or gratings [13],[14],[3].
80nm TCO
280nm p-i-n a SI
80nmTCO
100nm Ag
Figure 6. Light-trapping nanocones (left) and nanodomes [121 (right) on silicon substrate solar cells
10
1.4
Light-Trapping Design in this Work
The light-trapping design pursued in this work seeks to enhance light absorption by
decoupling the optical and electrical pathways within the active layer of the device [15], as seen
in Figure 7. Decoupling the optical and charge pathways enables a longer pathway for light
absorption while maintaining a short pathway for charge separation.
100
96 Light Path
so
40.
35
26
10
Ex c iton
Diffusio
Path
-100
nm
100
nm
x
140
'40
40
'-20
O
'
20
40
60
I
Figure 7. Exciton transport path is decoupled from light path
This design can also be developed in various aspect ratios, where the pitch of the feature
is small, on the order of I00nm, while the height can vary from I00nm to 300nm. A higher
aspect ratio is hypothesized to increase the optical path length while maintaining a
subwavelength, or A < 500nm, pitch. The subwavelength dimension of the pitch of the features
is important to reduce light loss due to diffraction and reflection, as shown in Figure 8. Assuming
a normal incident wave, light will diffract in several orders, m = 0, t1,
2 ... . In Figure 8c, the
diffraction equation is calculated assuming a normally incident light to find the limit of the pitch
11
length, A, in relation to the wavelength of light coming in, A. It is shown here that when A < A,
which is a subwavelength pitch dimension, the only order of m that satisfies this relation is the
m = 0 order. All other orders of diffraction are weak evanescent modes. The subwavelength
feature size thus increases the percentage of light available to be absorbed by the active layer on
top of these features.
m=O k"
b.)
a.)
m=-1
:
c.)
m
m=+1
A
* mhhhhhhhhhhhhh
Normal incidence of light:
6 =900
sin(90) =
Grating Equation:
sin(8) = --
=mA
m
A
mA >
A
n * sin(6') =A
*Only m = 0 satisfies equation
Figure 8. Subwavelength pitch reduces diffraction of light down to the
m=0 order [161
12
CHAPTER 2
FABRICATION
2.1
Creating Nanotextured Masters
In the proposed design, the active layers are conformally coating an array of Nanocones
or Nanowedges (see Figure 9). The substrate is made of a conductive form of acrylic
(PANI/PMMA) and is the pattern is transferred by nanoimprinting, or stamping a silicon master
onto the substrate in the presence of heat and pressure. The pattern on the Si master is created
using interference lithography with a 157 nm source [17]. An etch mask is patterned in hydrogen
silsesquioxane (HSQ). The pattern is then transferred to the silicon master via reactive ion
etching, or RIE, using an oxygen plasma. The vertical etch rate of the Si is faster than the lateral
etch rate which creates the tapered features.
Figure 9. SEM image of Nanowedges (left) and Nanocones (right)
13
2.2
Nanoimprint Process
Imprint
Chamber
Sample
Cell
.Exhaust
Figure 10. Nanoimprint tool
The nanoimprinting process takes place in a custom chamber designed by Dr. Ted
Bloomstein at MIT Lincoln Labs. Figure 10 details the main components of the nanoimprint tool.
The steel chamber houses a sample platform or cell. Dry air is maintained at a constant pressure
of 260 PSI within this cell. The heater block is located directly beneath the cell platform and has
a feedback system with a contact probe thermocouple to maintain constant temperature.
Apply heat
and vacuum
Si master
pattern
F77
+i-4-
I
*
PMMA
MMMAMMM
Glass or Si
Si master
pattern
Patterned PMMA
1+-Glass or Si
Figure 11. Nanoimprinting process uses heat and pressure to transfer a pattern
In Figure 11, it is shown how the Si master transfers the pattern of nanofeatures to the
thermoplastic substrate, PMMA. The silicon master is first cleaned for 5 minutes under oxygen
14
plasma and then exposed to a fluorinating agent, tridecafluoro-1,1,2,2-tetrahydrooctyl)
trhichlorosilane under vacuum for 1 hour, to prevent the PMMA from sticking to the master after
imprinting. The PMMA substrate is fabricated by spin-coating 60uL of PMMA dissolved in
anisole (Microchem, solids 4%) onto a Si or glass substrate, then heated on a hot plate at 150C
for 10 minutes to remove the solvent. The master is then placed on top of the PMMA sample and
the sample cell is tightly closed. In this specific nanoimprint process, the PMMA substrate
sample is brought to the glass transition temperature (Tg) of 135C, as shown in Figure 12.
-2-
X 135.3
Y: -2.799
-6
-4-
0
50
100
150
200
250
Temperature (C)
Figure 12. Glass transition temperature for PMMA is 135C
The sample is then placed under 260 PSI for 2 minutes. The temperature quickly reduces
to 40C before the pressure is released to allow the features to cool and set, as the release of the
master could potentially disturb the nanofeatures if they are still hot. Once the temperature of the
sample cell reaches 40C, the sample cell is opened and the sample is removed. The master is
released from the sample using a clean and sharp lab blade to wedge them apart. The master is
then sonicated in acetone for 5 minutes to dissolve any PMMA that had adhered to the master.
15
2.3
Conductive Thermo-Plastic OPV Device Design
b.)
a.)
Figure 13. a.) CIAIPc organic donor layer; b.) DBP organic donor layer
Once the PMMA substrate is patterned, it is ready to be coated with the organic active
layers. The electron-donor materials, or active layers, explored in this study will be
Chloroaluminum phthalocyanine (CIAlPc) and tetraphenyldibenzoperiflanthene (DBP) as shown
in Figure 13.
30
I
I.I.I.u.I.
20-
Z
10-
0
400
500
60
700
8M0
90
1000
Wavelength (nm)
Figure 14. CIAIPc photovoltaic property, EQE, of planar OPV with CIAIPc active layer
ClAlPc is especially interesting because the recorded external quantum efficiency (EQE)
is close to 30%, which means that there is a 3x room for improvement (see Figure 14). These
16
active materials will be tested and optimized for conformal coverage of the textured substrate,
optical properties, and device performance. Planar OPVs using ClAlPc have achieved >3%
power conversion efficiency [18]. Planar OPVs using DBP have achieved 3.6% PCE [19]. Thus,
both active materials have been shown to be promising as donor materials and are both relatively
new materials for OPVs, making them worthwhile to study.
Elecban condxdeng
c on b
Wd
lyrW
C60
Acceptor
Layer
9%
CIAIPc
Donor
Layer
.
Ligtt
-
Figure 15. Schematic of active layers on textured OPV
These organic active layers are deposited onto the Nanofeatures via thermal evaporation
at a rate of 0.5 A/s. Each layer is deposited directly onto the previous layer under a vacuum of
3x10-
6
torr. In Figure 15, the conformal coverage of the features by the active layers is
illustrated. This conformal coverage was tested and observed for ClAlPc on the Nanowedge
features. A coating thickness of 17nm was measured on the side wall of the feature, as shown in
the SEM photo in Figure 16c. Coverage is also observed for Nanocones in Figure 16a.
17
b.)
cO1nm
Al
A
7VAfv
d.)
I-
Acve Laer
PANI/PMMA
Quartz
Figure 16. a.) Active layer on PMMA Nanocones; b.) Diagram of a.); c.) Active layer on PMMA Nanowedges; d.) Diagram
of c.)
18
CHAPTER 3
OPTICS AND
MODELING
3.1
Optical Properties of Organic Active Layers
To better understand the optical properties of the organic active layers CIA1Pc and DBP,
optical measurements were taken to determine reflection, transmission, absorption, and dielectric
properties. The absorption peak of CIAlPc is at = 700nm . For DBP, there are two absorption
peaks, one at about A = 560nm and one at about A = 620nm. The active layers were thermally
evaporated in different thicknesses onto transparent glass substrates. Absorption was then
derived from measured transmission and reflection data. This data, shown in Figure 17a and
Figure 17c, was taken by a Cary UV-Vis spectrometer. Because the exciton diffusion length of
ClAlPc is 20nm, a 20nm thick layer was deposited onto a glass substrate, a nanocone-textured
PMMA on glass substrate, and a nanowedge-textured PMMA on a glass substrate. These three
samples were compared to determine if the features increased the absorption of light into the
active layer. The absorption actually decreases on the nano-textured samples (see Figure 17b and
Figure 1.7d) for both DBP and CIAlPc, which is the opposite of the expected result, that the
features would increase absorption into the active layer.
19
a.)
Absorbance vs. DBP Thickness
c.)
Absorbance vs. CIAIPc Thickness
60-
60
50-
50-
50nm
40-
20nm
30 -
50nm
30nm
20nm
10nm
5nm
40-
30nm
30-
10nm
Snm
20-
20
10-
10-
0,
I
i
j
I
1
1
400
500
600
700
800
900
500
400
Wavelength (nm]
b. )
70-
600
800
700
Wavelength [nm]
20nm CIAIPc Absorption on Textured
Surfaces
60-
d.)
IV60 -
20nm DBP Absorption on Textured
Surfaces
50-
40-
(
3020-
20 -
10
10 -
0-
I
400
500
I
600
Wavelength [nm]
I
700
I
800
0-
1
300
No Texture
Nano wedge
Nano cones
j
1
400
500
600
700
800
Wavelength [nm]
Figure 17. a.) ,b.) Absorption properties of CIAIPc; c.), d.) Absorption properties of DBP
This unexpected result led us back to the transmission data, which showed the same
phenomenon (see Figure 18) where the sample the transmits the least (absorbed the most) was
the sample that had a planar film of 20nm of CIAIPc or DBP on a glass substrate.
20
Transmission of 20nm CIAIPc-Coated Textured Samples
- - - - - -
110-
Direction of
Increasing
Texture
100-
Baseline
No Texture
--
so-
Uncoated Nanowedges
I
70-
Uncoated Nanocones
on No Texture
CIAIPc on Nanowedges
CIAIPc on Nanocones
-CIAIPc
80 ---
50
40200
300
400
500
6001
700
800
Wavelength [nm]
Transmission of 20nm DBP-Coated Textured Samples
100
m
No
Texture
80
-
so -
200
-
300
400
500 L
wavelength [non
qM
700
No Texture
Nanowedges
Nanocones
800
Figure 18. Transmission through features coated with active layers CIAlPc (top) and DBP (bottom)
In reviewing the absorption data versus thickness of the active layer, it suggests that the
20nm planar layer was optically thicker than the 20nm deposited onto the nano-features. This
makes sense since the nano-features have a higher surface area than the planar footprint they sit
on. While the organic material is deposited onto these nanofeatures, the same volume of material
is covering more surface area, leading to a thinner coating than the planar sample. To correct for
this thinning effect, a correction factor was calculated that accounted for the extra surface area
from the Nanowedge and the Nanocone. As shown in Figure 19a-c, correction factors were
calculated to increase the amount deposited onto the features to achieve a sidewall thickness of
20nm. This sidewall thickness is the exciton diffusion length and must be kept as thin as
possible.
21
a.)
SrfceAraInceas
b.
ufc
C.)
raIces
Incident Light on Textured Surface
w~o S
k.1
d-dopthmmum
_
- ----
+
hM9
1
V-OU
3= 41
0=65.8
4mu
_O a
cos9 .41
us-~.
-
'~"M
Figure 19. Correction factors calculated to adjust for increase in feature surface area
Another interesting optical property is the dielectric constants, n and k. These constants
are not typically found in the literature like more common organic materials and must be
measured. This data can then be imported into modeling software to more accurately represent
the active layer in those models. The data shown in Figure 20 is the k, or extinction coefficient,
taken by spectroscopic ellipsometry, and fitted using a Cauchy model of best fit. These samples
were prepared by thermally evaporating the active layers onto a planar glass substrate in different
thicknesses. We notice a red-shift in the k peak for CIAlPc with increasing thickness. No such
red-shift is observed with DBP.
Normalized k vs. CIAIPc Thickness
k vs. DBP Thickness
1.6-
1.6-
1.41.2-
1.2-
-
1.0 -
-
0.8-
...-
0.8-
-- 30nm
I""
o""1nm
lonm
0.4-
20nm
.Onm
3Onm
0.6-
50nm
30nm
5nm
0.4-
0.20.0-
I
500
550
I
650
600
Wavelength 1nm
I
700
-
i
750
.
550
I
600
I
650
I
700
I
750
I
1
1
800
850
900
Waveength [nm]
Figure 20. Absorption coefficient, k, through CIAlPc and DBP
22
3.2
Predicting Power Enhancement through Finite Element Models
In order to predict the power absorption enhancement provided by the subwavelength
nano-scale periodic features, a finite element model of the active layer was created. These
models are essential to understand how the fields interact with these nanofeatures. This software
is also a valuable tool for experimentation because the OPV architecture can be designed and
optimized before being implemented in the lab. In this work, COMSOL Multiphysics package is
used. Specifically, we used RF as the main tool kit.
Comparing Beer's Law to COMSOL Power Absorption Results
-
0.9-
Beers Law
COMSOL Simulation Results
0.8. 0.7-
0.2 ;5 OA
a. 0.3-
0.20.1 01
3
4
5
6
7
Wavelength (nm)
8
9
10
X 16
Figure 21. Comparing COMSOL calculation to Analytical Beer's law
To begin the modeling process, a quick realty-check is good practice to ensure that the
software is in agreement with analytical laws. In Figure 21, the COMSOL calculation of the
power absorbed into a 20nm thick planar active layer of n=2 and k=1 matches closely to the
Beer's law calculation of a planar material of the same dimension and optical properties.
Checking the COMSOL results against analytical laws is good practice whenever possible. In the
case of solving Maxwell's equations, this is not so simple. This is why we are using software to
approximate the solution to Maxwell's equations in the first place.
23
P = E x conj(H)
Power =
fsurjacereal(P)- ds
Power
Powernormalized = Source
Power
Figure 22. Power absorption calculation is a poynting vector integration
To calculate the power absorbed by a material in these models, the pointing vector is
integrated over the surface, as shown in Figure 22.
Starting with the basic Nanowedge design, shown in Figure 23, the power absorption in
this active layer was calculated and compared to the power absorbed in the planar active layer.
This active layer is sandwiched between two layers of glass with n=1.5 and the active layer itself
is a test material of n=2 and k=1 for simplicity. The dimension of the Nanowedge is 100nm in
height, 100nm in width, with a sidewall thickness of 20nm, for a total surface area of
4500nm 2 . This sidewall thickness is measured perpendicular to the charge-splitting region, or
heterojunction. This represents the exciton diffusion length of CIAlPc. The planar active layer
also has a I00nm width and a thickness of 20nm perpendicular to the charge collection region,
for a total surface area of 2000nm 2 . The active layer on the textured surface has a total surface
area that is more than 2x the surface area of the planar control to which we are comparing the
power absorption. The total amount of material is not held constant, but the exciton diffusion
length is. As shown in the graph of Figure 23, there is a calculated 81% increase in power
absorption is from the planar control of SA = 2000nm 2 at 40.2% absorption to the textured
active layer of SA = 4500nm 2 at 72.8% using an incident light of A = 500nm. This design
essentially says for the same exciton diffusion length, over the same footprint of substrate area,
more material can be deposited in such a way as to increase the power absorbed into this layer.
24
Compuing COMSOL Textured vs. Pmnaw Smultion Pabs Results
246'
-
Gi
Piwne
0e0.7---
t: ZOn
Sa-4600m2
PoAmr
Sa=2000nm2
Sa-2000nm2
---- Toxord
30.8-
1OF
t=-Onm
0.6
0.2
2d
0.3-
4i, Sa=4500nm
Sa=200nM2
0.1-
0
4
46
5
7
6
Wavlength (nrn)
0
9
1'0
X,0,
nm
Figure 23. Power absorbed of textured active layer compared with planar active layer varies according to surface area of
active layer
To observe the reduction of diffraction orders due to the subwavelength effect, a
parametric model was created to observe the power flow through the active layers. The power
flow is defined as the pointing vector, from Figure 22, and is represented by white arrows in
Figure 24. In Figure 24a, the Nanowedge features are designed with a pitch of lum, which is
larger than the incident light of 500nm. Notice the diffracting Poynting vectors of the micronscaled feature as compared to the subwavelength-scaled feature in Figure 24b. The Poynting
vectors of Figure 24b are much straighter with minor deviance from the m = 0 order, as
described in Figure 8.
25
a.)Ia:
Total power dissipaton density (WAn')
b.)
Suface Arrow: Power Row. Wie average
1
Sbfac:
1
(WAn ) Arrow: Power flow, time average
A
160
4.057xlO
I4A
Totad power dtssipaon density
1
o"
4
140
1.
120
4
100
1.6
5
n=1.5
so
60
-
3
40
20
0
0 20
-20
00
04
04
06
02
1
05
X
0
Position (um)
05
1
V
-5.8594x10'-
2
Arrows=
Poynting
vector
vctorn=1.5
.90
-100
-150
-100
15
05
50
0
X( nrn)
50
100
150
0
V -0.0943
Light
Figure 24. COMSOL simulation of pointing vector, or power flow, through active layers of a.) micron scale and b.)
subwavelength scale
Different feature geometries were explored to get a sense of the best architecture to use
for the OPV nano-textured substrate. In Figure 25, Nanowedges were designed with a constant
base width of 100nm and increasing height from planar or Onm to 200nm. This study increased
the aspect ratio of the feature, as defined by the height to width ratio. At a height of 200nm, for
the same exciton diffusion length, the power absorbed into the active layer is 92.3% of the
incident source power of A = 500nm. The COMSOL FEM approximations were compared to
the Rigorous Coupled Wave Analysis (RCWA) analytical solutions as further corroboration.
26
Comparing COMSOL vs RCWA Textured Height
A
&0.9
E 0.8 -
Hwgh of Toxture
O 0.7
0.6
0.5
A
.kOA
2 0.3RCWA
0.2
0
SCOMSOL
a. 0.1
00
50
100
Height of Texture (nm)
150
200
Figure 25. Predicted power absorption enhancement based on increasing aspect ratio (height)
In addition to normally incident light, non-normally incident light was used as the source
power. The angle of the incident light was varied from 0 to 90 degrees, or from normal to
parallel to the surface of the substrate. These power absorption results shown in Figure 26 from
COMSOL and RCWA in the angled study closely match, but slight dimension differences in the
geometry of the feature created could account for the small discrepancies. Maximum power
absorption occurs at a normal incidence and decreases as the angle approaches parallel to the
substrate for the Nanowedge sample of height I00nm (shown in Figure 26a). Maximum power
absorption peaks about 430 from the normal and decreases as the angle approaches parallel to
the substrate for the planar sample (shown in Figure 26b). This study is important due to the
angled light coming from the sun as it moves across the sky. If no solar-tracking technique is
used, most of the sunlight will hit the OPV at an angle off the normal.
27
Comparing COMSOL vs RCWA Angles BCs
Comparing COMSOL vs RCWA Angles BCs
0.9
-
E 0.8
RCWA
COMSOL 1.5
COMSOL 1
I
-Cmn
3.0.9
ORCWA
E 0.8
0.7
0.7
-0.6
0.6
0.5
0.5
C
OA
o 04
I
0.3
e 0.3
i
0.2
1 0.2
0.0.1
0.1
0
0.6
1.5
I
0
0.5
Angles
1.5
1
Angles
Figure 26. Models predicting power absorption at various angles of light incidence a.) Nanowedge, b.) Planar
Another geometry explored was Nanowedges with different pitches of increasing width,
from 1 00nm to 1 Oum. Each active layer was designed to maintain a constant 20nm exciton
diffusion layer and maintain a 3:1 aspect ratio. These designs are shown in Figure 27.
Glass Layer10
2i
no0
Active Layer
400
7
E
E
E
2.
200
E
E
020
Glass Layer
nm
nm
nm
um
um
Figure 27. Illustration of Nanowedge active layer with increasing pitch and constant 3:1 aspect ratio
The power absorption was calculated for each of these features and is shown in Figure
28. As the feature pitch increases, the power absorption decrease as a result of the feature
becoming less subwavelength to orders of magnitude larger than the incident light. In the table
of Figure 28, the surface area of each of the features is listed. In this case, despite the increase in
28
the available material to absorb photon energy, the percentage of power actually being absorbed
decreases. This may indicate an increase in reflection and diffraction away from the substrate.
Comparing Pitch vs. Power Absofbed at froq=500nm
0.95
0.9
S
0.85
0.8
I.
0.75
0.7
0.65
0
2
4
6
8
10
Pitch (um)
Figure 28. Power absorption decreases with increase in pitch. Aspect ratio is held constant 3:1
29
3.3
Demonstrating absorption enhancement on textured surfaces
To demonstrate the enhanced absorption for non-planar vs. planar architectures, PMMA
substrates were imprinted with the patterns listed in Table 1.
Table 1: Pattern dimensions
Pattern ID
G50
G200
G350
Groove depth
50 nm
200 nm
350 nm
Period/pitch
139 nm
833.3 nm
700 nm
Nanowedges
70-100 nm
100 nm
Description
square trenches
square trenches
square trenches
triangular
trenches
Nanocones
70-100 nm
100 nm
2D array of cones
Line width
69.5 nm
416 nm
375 nm
For the square trench patterns, a significant increase in absorption is seen in comparison
to the unpatterned sample, as shown in Figure 29a. The absorption increases with increasing
groove depth. The enhancement is likely a combination of increased optical path-length and
reflective light bounces.
For the smaller features, SEM images were taken to compare the thickness of the active
layer in comparison to the measured thickness on planar substrates. Due to the directional nature
of thermal evaporation, when evaporating 20 nm of DBP, only the top and bottoms of the
features end up with a 20 nm layer thickness while the side wall coverage is approximately half
as thick (~10 nm), Figure 29b. The same trend is seen for a 40 nm DBP layer where the base
layer is 40 and the side walls are half as thick (~20 nm), Figure 29c.
Some of these coverage issues could be overcome by tilting the stage during evaporation
or evaporating small amounts at different angles to increase line of sight coverage. In Figure 29d
the absorption of DBP and PEDOT on a planar substrate is compared to DBP and PEDOT
deposited on the nanowedges pattern both with a base 20 nm DBP layer (thinner side wall
30
coverage) and with a thicker DBP layer that gives a 20 nm sidewall coverage. The same was
done in Figure 29e for the nanocones pattern.
31
(a)
1 -
-- g=350nm, p=700nm, w=375 nm
-g=200nm,
p=833nm, w=416 nm
-- g=50nm, p=139nm, w=70 nm
unpattemed
0.8 .
I
0.6
p
020
(d)
550
650
Wavelength (nm)
450
350
-naowedgos wih DSP
(20nm wall lhkclmes)
-nanowodges
O.A
750
(e)
(20nm wdel thkumn)
wilh DOP
---
0.8.
0.6 -
OA
OA
02
0.2
0
350
550
Wawvlnh(nm)
750
nanoonmeswith DP
(20nm bo ftkneus)
-w--opM
med
-
0
350
-L
550
o
750
Wavdenguth(nm)
Figure 29. (a) Absorbance of DBP (20nm) on PEDOT (15nm) on square trench imprinted PMMA vs. planar PMMA (b)
SEM image of DBP (20nm) on nanowedges pattern (c) SEM image of DBP (40nm) on nanowedges pattern (d) absorbance
of DBP (20nm base thickness and wall thickness) on nanocones pattern vs. planar PMMA
32
For all the samples there was an increase in the absorption even at a base of 20 nm DBP
thickness and with the sidewalls having a <20 nm DBP thickness. With these dimensions applied
to a photovoltaic cell, in comparison to a planar cell with a 20 nm active layer, the thinner
sidewall thickness, would lead to less charge recombination. For the nanowedges pattern, the
absorption peaks at 560 nm and 610 nm respectively increased by 16% and 14% for the 20nm
base layer and by 51 % and 45% for the 20nm side wall layer. For the nanocones pattern, the
absorption peaks at 560 nm and 610 nm respectively increased by 17% and 17% for the 20nm
base layer and by 55% and 47% for the 20nm side wall layer. In a full device, the absorption
enhancement may improve even further with the inclusion of the reflective metal back electrode
[20].
33
CHAPTER 4
DEVICE RESULTS
AND
CHALLENGES
4.1
Planar Device Performance using Conductive Thermo-Plastic
--N
N
W
NO
NNH
HH
H--a.) Polyaniline (conjugated polymer)
b.) DBSA (acid dopant)
Figure 30. Chemical formula of the conductive plastic used as a substrate for nanoimprinting
One of the main objectives of this work is to imprint a conductive PMMA substrate that
acts as the eletron transport layer that connects to an ITO electrode. A conductive textured
substrate allows the organic active layer to be electrically in contact with the bottom electrode.
This eliminates the need to coat the textured substrate with the bottom electrode which would
add more layers that must fit within the small space between the features. A high-k, reflective,
textured bottom electrode may also reduce the light-trapping effect by disturbing the fields in
between the features and absorbing most of the light due to its high k nature. The conductive
plastic used in this study is a PMMA with 20k polyaniline (PANI) (see Figure 30a) in a 20%
concentration, which has been demonstrated to as an imprintable conductive polymer [21].
Several different types of conductive dopants were used such as dodecyl benzene sulfonic acid
(DBSA) (see Figure 30b), camphor sulfonic acid (CSA), and Bis(2-ethylhexyl) phosphate
(DEHHP).
34
Figure 31. Control device consists of ITO/MoO3 20nm/CuPc 40nm/C60 40nm/BCP 10nm/Ag 100nm
The control device structure is described in Figure 31. The bottom electrode is a
transparent, conductive oxide made of indium tin oxide, or ITO. A hole-blocking electron
transport layer, MoO3, is next, followed by the organic electron donor CIAIPc, the electron
acceptor, C60, and the hole-transport layer BCP. The top electrode is Ag.
-
W_2-
_ PMMA-PAN
Inmae
PMMA-PANI Plasm etch
Control: ITO/CuPcC6OJ9CPAog
PEDOT Control
2-
10
-4
-1.0
-0.5
0.0
Voltage
0.5
1.0
[VJ
Figure 32. Experimental device with imprintable PANI-PMMA layer above ITO
The planar experimental OPV device structure is shown in Figure 32 has a 300nm thick
PMMA-PANI layer as the electron transport layer instead of the MoO3. This PMMA-PANI
mixture is dissolved in M-Krezol and spun coat onto the ITO substrate at a rate of 2k RPM. The
sample is then placed on a hot plate at 150C for 10min to release the solvent. Several types of
PMMA-PANI were tested. The only mixture that performed repeatedly and similarly to the
35
control is the PMMA-PANI-DBSA polymer, shown in Figure 30. Another mixture performed
similarly to control, the PMMA-PANI-DEHHP polymer, but only if the device structure were
inverted, as shown in Figure 33.
101
-
0/
9_____
5
E
ITOIPANIx/CuPICG60BCLPg
1.0
ITMA
0.5
0.0
-0.5
-1.0
Votage IM
Figure 33. Inverted device structure and result ing IV curve as compared to control
36
4.2
Challenges to Device Performance
Many of the planar OPVs using the various PMMA-PANI polymers did not perform as
well as the control, such as the blue curve in Figure 32b. A leakage pathway from the PMMPANI layer and the Ag top electrode was suspected to be a cause. Because the lateral
conductivity of PANI is much higher than the vertical conductivity, the contact between the
PANI layer and the metal contacts resulted in a leakage pathway, or short circuit as shown as
show in Figure 34. To remove this leakage pathway, the PANI layer was masked by a .5cm x
.5cm Si square centered on the substrate and then placed in a plasma oven for 1 minute to
remove the exposed PANI.
Leakage Pathway
b.)
PANI dopant
1
0 -cm
1
CSA20
DBSA20
DEHHP20
Lateral
Conductity
2.12
2.66
0.01
Vertical
Conductivity
0.000667
0.000067
0.000177
Figure 34. a.) Device Structure with leakage pathway; b.) Conductivity values for conductive plastic substrate dopants
This masking process is shown in Figure 35a. The resulting PMMA-PANI layer is
restricted to just above the ITO contact, so that the organic layers can create a barrier between
the PMMA-PANI layer and the Ag top electrode. The completed device structure is shown in
Figure 36a.
37
*,aeh
tic.
Masked Area
b.)C.)
Plasma
Etch
Figure 35. Leakage pathway is removed with masked plasma etch
However, after using this etch process, the device performance only improved marginally
as far as increasing the Jsc for the PMMA-PANI-CSA polymer, as shown in Figure 36. The only
polymer mix that performed as well as control repeatedly is the PMMA-PANI-DBSA layer. We
decided to carry out the next experiments using the PMMA-PANI-DBSA polymer only.
2 -I
ITO--k PANI-CS
(Plasm Traaad)
-
e
/Aq
6CP1A g
-iCM0
PANWAACAPC
- ITO /S
I
I
j
-1-
etch
increased
Plasma etch
Control
-1.0
-0.5
0.0
0.5
1.0
voltaw.m
Figure 36. Device performance only marginally improved by plasma etch for CSA dopants
The low conductivity shown by the low Jsc in Figure 36 for the PMMA-PANI-CSA
device was addressed by etching the top layer with a Xylene (Aldritch, 98.5%) etch process. The
PMMA-PANI-CSA was first spun coat onto the ITO/glass substrate and heated on the hot plate
at 150C for 10 min to remove the solvent. The sample was then dipped into the Xylene etchant
38
for varying times to see the effect of etching this first layer. The hypothesis was that the top
most layer may be oxidized or contain more PMMA than PANI, creating a resistive interface.
This top layer would be etched away revealing more of the PANI and thus making the interface
more conductive. However, the performance did not improve as expected, as shown in Figure 37.
For most devices, the Jsc did not increase significantly, but the shunt resistance seemed to be
decreasing, meaning that leakage pathways were created. This can be seen in the increasing slope
of the test devices in the third quadrant of the graph in Figure 37.
10 -
-IXylene Etched PANI layer
5
ITO/PANIl/CuPc/CGO/BCP/Ag
(NoXylene treatment)
Shundard Contol
PEDOT Control
-Xytene
treatmt 20s
~XyWOVnetament 1mn
-Xyken
treatment 3min
13
XVO
e3mnControl
1i
7 7
Aynn
-1.0
-0.5
0.0
0.5
1.0
Voltage (VI
Figure 37. Device performance as a result of treating surface with Xylene etch
The effect of the Xylene etch on the surface of the PMMA-PANI-CSA layer was studied
via Atomic Force Microscopy (AFM). As shown in Figure 38, as the etching time increases from
0 seconds to 3 minutes, the surface roughness increases from less than 25nm to 400nm. The
particulates in the 3 minute etch are obvious from the 3D rendered image on the right.
39
PMMA-PANI Surface View
Height
Range:
0-400nm
h<25nm
h=400nm
Etchingtime: 0
Etchingtime: 20s
Etchingtime: 1min
Etchingtime: 3min
Figure 38. Surface quality of PAN I-PMMA with increase in etching time
These particulates, more clearly illustrated in Figure 39, likely create a leakage pathway
from the top electrode to the PMMA-PANI-CSA layer. Xylene treatments were then abandoned
since they only further reduced the performance of the OPV.
Organic layers
h=400nm
PMMA-PAN I
surface after 3 min
xylene etch
ough
PMMA-
PANI
Leakage Pathway
Surface
Figure 39. Long xylene treatments create particulates which lead to leakage pathways
After abandoning the PMMA-PANI-CSA conductive plastic and focusing on the PMMAPANI-DBSA conductive plastic for making the OPVs, planar imprinting tests were implemented
to study the degradation effect of heating the plastic to 160C, the glass transition temperature.
Planar imprints consist of imprinting the PMMA-PANI-DBSA on ITO using a planar Si master
with no features at three temperatures: 140C, 150C, 160C. Devices were made from these planar
40
imprinted substrates and the Jsc was measured. As shown in Figure 40, the imprinted devices all
have a Jsc that is lower than the control. The slope in the third quadrant is also steeper, meaning
there is more leakage current and the shape of the curve in the fourth quadrant suggests the fill
factor (FF), is also much lower than control. Clearly, the imprint process itself leads to
degradation of the conductive plastic which prohibits any possible observation of enhancement
from the light-trapping features.
101.-
E
-
DBSA 150C Planar Imprint
140C Planar Imprint
160C Planar Imprint
DCSA control, no imprint
TOMoox control, no imprint
PBSA
PBSA
0
0
Imprinted Test
fPlanar
Devices
Planar Test Device
-5
Control
-10
-1.0
I
-0.5
0.0
0.5
1.0
Voltage (V
Figure 40. Device performance for planar imprinted devices using PANI-DBSA-PMMA at various temperatures
Imprints were then implemented at lower temperatures to mitigate this loss in
performance as much as possible. Imprinted Nanowedge features in a 300nm layer of PMMAPANI-DBSA on Si substrates are shown in Figure 42. The imprints were carried out at 140C,
150C, and 160C. Imprinting quality, measured by the height of the features, increases with
increasing temperature.
41
0
-0.5-
F
1602
Y: -12812
1.5 G
-2-
-2.5
0
50
100
I50
Tempewaure (C)
200
250
Figure 41. Glass transition temperature Tg of PMMA-PAN1-DBSA is 160C
This is because 160C is the material's glass transition temperature (Tg), as shown in
Figure 41. Imprinting at this temperature or above will soften the material enough to transfer a
full feature from the master. Imprinting at temperatures below the Tg will result in partial transfer
of the features, which makes a feature with a smaller aspect ratio and thus a smaller potential
light-trapping effect. This trade-off is one of the major challenges of this work. Higher
temperatures lead to better features, but lower conductivity. This is a major disadvantage of
imprinting part of the device as opposed to imprinting a non-conductive substrate to act as the
support for the device and building the entire device, including the bottom electrode, off of this
textured base.
42
DBSA
Imprint at 140C,
DBSA
Average height: 60nm
Imprint at 150C
Average height: 70nm
DBSA imprint at 160C
Average height: 80nm
Figure 42. Imprint quality increases with increasing temperature
The next step was to create an OPV from the imprinted PMMA-PANI-DBSA substrate.
Another major obstacle was imprinting this layer after it was spun-coat on the ITO. The
conductive plastic had extremely poor adhesion to the ITO substrate. When the Si master was
released from the ITO substrate, the PMMA-PANI-DBSA layer would rip off of the ITO and
stick to the Si master, as shown in Figure 43. This occurred repeatedly, despite several reflourinations of the Si master. Because of these many challenges to imprinting a textured
substrate in PMMA-PANI-DBSA and maintaining good conductivity after imprinting at high
temperatures, this device design was placed on hold. During this time, new device designs were
designed that would not suffer from these aforementioned disadvantages to device fabrication
and performance.
ITO substrate
PMMA
Si Master, Post- imprint
Figure 43. PMMA fails to adhere to ITO during removal of Si Master after imprinting
43
CHAPTER 5
OCVD PEDOT
CONFORMALITY
AND DEVICES
5.1
Background
b.)
a.)
o
0
0
0
Rej
oo
oRecirculating
0
substrate coolant
Pressure control
Flow control
n
oxThrottling
Red,
valve
Monomer
OxIdantpump
Figure 44. a.) Chemical formula for oCVD Pedot b.) oCVD chamber and system
oCVD PEDOT is a new way of making the commonly used organic conductive polymer.
It is created in an all-dry, high vacuum environment within a special chamber. The monomer is
oxidized using a catalyst, in this case FeCl, and polymerizes into a polymer directly onto a
substrate placed in the chamber [7]. The chemical formula for oCVD PEDOT is shown in Figure
44a and the chamber system is illustrated in Figure 44b.
44
a.)
b.)
n
S
so;
Figure 45. a.) PEDOT:PSS b.) Process of Spin-coating
The oCVD PEDOT deposition method has advantages over the traditional solutionprocess deposition of PEDOT:PSS, or spin-coating. This spin-coating process is illustrated in
Figure 45b, where the conductor is deposited using a pipette syringe onto the substrate and spun
at a high speed or RPM for 60s. The solvent is then removed when the substrate is placed on a
hot plate at 150C for 10 minutes. oCVD deposition is an all-dry process, eliminating the need for
solution processing, solvent removal, or contacting the sample with H20 or solvent. The oCVD
process is also an ideal choice for creating conformal layers of PEDOT on various types of
surfaces. In this work, we are interested in conformally coating nanoscale features. Coverage of
micro-scale features is also studied to demonstrate the versatility of oCVD pedot and the limits
of spun-coat PEDOT: PSS.
45
5.2
oCVD PEDOT Conformality on Nano- and Micro-features
non-conformal
thickness
I
blanketing
air gaps
textured substrate
Figure 46. Defects of spin-coating PEDOT:PSS onto Nano- and Micro- features
The defects of spin-coating PEDOT:PSS on nano and micro-features are illustrated in
Figure 46. These defects include non-uniform or non-conformal coating meaning a welling in
between features resulting in a thick layer in between features while leaving a very thin layer on
top of the features. Another defect is the PEDOT:PSS not reaching in between the features at all,
resulting in blanketing. Lastly, air gaps can occur if both of blanketing and welling occurred
simultaneously.
Mw
-#10-20nm
PEDOT
PMMA
Figure 47. Illustration of how oCVD PEDOT could coat nanofeatures
The ideal conformal coating would occur as illustrated in Figure 47. The polymer needs
to coat with uniform thickness the trough in between the features, the sidewall of the features,
and the tops of the features. The nano- features shown here are Nanosquares (LightSmyth).
46
These features were studied because it was easy to purchase the masters off the shelf whereas the
Nanowedge and Nanocone masters needed to be custom fabricated. The geometry was not
crucial, only the size of the features in this case. The sharp edges of these Nanosquare features
are an advantage because they are a challenge to coat evenly and can further demonstrate how
adept oCVD PEDOT can be at conformal coating and how limited PEDOT:PSS can be at
con formally coating small features.
47
Spun-coat PEDOT:PSS oCVD Deposited PEDOT
Figure 48. a.) PEDOT:PSS on PMMA Nano-wedges; b.) oCVD PEDOT on Nanosquares;c.) PEDOT:PSS on PMMA
Nano-wedges; d.) oCVD PEDOT on Nano-wedges; e.) PEDOT:PSS on Micro-squares; f.) oCVD PEDOT on Microsquares
The results of this confornality study are presented in Figure 48. In the left column,
Figure 48a,c,e are all cross-sectional SEM images of PEDOT:PSS spun-coat onto the features
while Figure 48b,d,f show images of oCVD PEDOT on the same feature. Figure 48a
demonstrates the air-gap defect of PEDOT:PSS on nanowedges. Figure 48b shows nanofeatures
of the same scale coated with oCVD PEDOT and cleanly fill in all features with no air gaps.
Figure 48c shows the non-uniform thickness of PEDOT:PSS, with thicker PEDOT on the bottom
48
of the nanowedge and thinner PEDOT on the top. Figure 48d shows oCVD PEDOT uniformly
coating the edges of the nanowedge. Figure 48e shows non-uniform thickness occurring in
micron-scale squares with PEDOT:PSS. Figure 48f shows uniform thickness on the bottom,
sidewall and top layers of the micro-squares. These results show how versatile oCVD PEDOT is
as a conformally depositing organic polymer electrode. oCVD PEDOT can work with a variety
of substrates, surfaces and textures. This method of electrode deposition is also well suited for
roll-to-roll manufacturing, making it easier to fabricate OPVs on a large scale and further reduce
costs.
49
Establishing planar performance for oCVD PEDOT OPV
5.3
a.)
Front view
b.)
Side view
Figure 49. Planar device structure with PEDOT as the bottom conductor
Devices were fabricated using a planar layer of oCVD PEDOT to establish a performance
level for the control, or non-textured, device, as shown in Figure 49. The bottom PMMA layer in
the control is planar, but the future test devices will be textured.
10
ITO/PMMA MeOH R
Glass MeOH R
ITO/PMMA MeOH R
-
5
Glass EtOH R
ITO/PMMA EtOH D
ITO/PMMA EtOH R
Glass no R
Glass Hbr R
ITO/PMMA Hbr D
ITO/PMMA Hbr R
ITOIPMMA no R
/
U
C
g
U
I
-5
-1.0
-0.5
0.0
0.5
1.0
Voltage [V
Figure 50. Planar devices using the oCVD PEDOT layer are not functional despite using various rinsing methods
The oCVD PEDOT layer in these planar control devices did not perform as well as the
non-pedot control, as shown by the pink curve in Figure 50. All devices shorted. One possible
cause is that the FeCl catalyst particles remained in the PEDOT, creating a non-uniform surface
with large particulates that create leakage pathways from the bottom electrode (PEDOT) to the
50
top (Ag), as shown in Figure 50. Despite a myriad of rinsing techniques, shorting remained a
problem. Further work will be done to establish a base level performance for the oCVD PEDOT
planar control device.
5.4
Imprinting oCVD PEDOT
a
Imprinted
+- All-dry
PEDOT
200nm
200nm
isubstrate
Glass
Figure 51. a.) Diagram of imprint process for oCVD PEDOT b.) SEM of imprinted oCVD PEDOT
Instead of imprinting a charge-transport layer, the electrode itself can be imprinted, as
shown in Figure 51. Imprinting oCVD PEDOT is difficult since this polymer does not have a
clearly defined glass transition temperature, as shown in Figure 52. This technique has been
demonstrated using PEDOT:PSS by Yang et al., [22] in which dehydrated PEDOT:PSS,
deposited on ITO, is imprinted using a silicon mold with < 1 00nm feature sizes. Larger, 600 nm,
gratings were created in PEDOT:PSS using a PDMS mold by Chou et al. [23] Researchers have
also demonstrated similar imprinting techniques to pattern the active layers before evaporating
the back metal electrode [24, 25]. To imprint the oCVD PEDOT, the imprinting time was
increased to 10 minutes based on Yang's process to transfer the pattern shown in Figure 51.
51
Sa09e PedoA 1O0C
See 00000 mg
Method 00 to8000CQ 500oUs
Coevoet lO0Cmix petmgerature
pTA
File 12172012 pedotlOOc001
Operaito(ul)
Run Date 17Dec 11209 49
'-
-
0100
100
Programmed Temperature (*C)
--
200
11
C.
Figure 52. Thermal-mechanical data shows no clearly defined glass transition point for oCVD PEDOT
Simple texturing of the PEDOT electrode could be used to enhance both charge transport
between the PEDOT and the active layers by creating a high surface area interface and light
absorption by creating a non-planar framework on which to deposit the active layers.
A textured electrode may also reduce the risk of slightly inconsistent thicknesses of
coating the electrode on large area textured surfaces. Texturing the electrode itself may also
eliminate an entire fabrication stage of imprinting a substrate that may require optimization for
imprint quality and to make sure the substrate material is compatible with the electrode.
Texturing a conformally-coating electrode opens up new ways of device fabrication.
PEDOT electrodes can be coated onto non-planar untexturable surfaces and then textured,
opening up a larger range of potential substrates and applications. For example, PEDOT can be
conformally coated onto flexible substrates, then textured after deposition to enhance light
absorption.
Devices will be fabricated using this textured oCVD PEDOT electrode and documented
as part of a future work.
52
CONCLUSIONS
This work has explored a light-trapping design for OPVs consisting of nanoscale,
subwavelength, high-aspect ratio features imprinted into conductive polymers. This design was
predicted to enhance light absorption into the active layer by 81 % when comparing a planar at
40.2% absorption to a textured design of Nanowedges I00nm in width and I00nm in height at
72.8% absorption. Absorption is predicted to increase with increasing height for the same width.
Measured light absorption enhancement from active-layer-only coated features was less than this
predicted enhancement. For the nanowedges pattern, the absorption peaks at 560 nm and 610 nm
respectively increased by 16% and 14% for the 20nm base layer and by 51% and 45% for the
20nm side wall layer. For the nanocones pattern, the absorption peaks at 560 nm and 610 nm
respectively increased by 17% and 17% for the 20nm base layer and by 55% and 47% for the
20nm side wall layer. In a full device, the absorption enhancement may improve even further
with the inclusion of the reflective metal back electrode. Devices were fabricated first to
establish a planar control performance and a planar imprinted control performance, but device
performance suffered from the degradation effects of the imprinting process. High heat led to
reduced conductivity of the conductive polymer PMMA-PANI-DBSA. Textured devices faced
further challenges in fabrication such as lack of imprinted PMMA-PANI-DBSA adherence to the
ITO substrate. Imprinting a conductive polymer at high heat that shares an interface with the
active layers may not be the most robust device design. However, successful imprints occur at
the glass transition temperature, 160C, which is a high heat. This design trade-off is another
disadvantage of imprinting a conducting polymer that is part of the active device.
53
A new device was designed for an imprinted, light-trapping OPV substrates where the
bottom electrode, oCVD PEDOT, was coated onto the imprinted features made of nonconductive PMMA. These features would not be part of the active device, but simply a substrate
underneath the full device. Devices built using oCVD PEDOT to establish a planar control
device only shorted despite various rinsing techniques. Imprinted devices with an oCVD PEDOT
coating will be part of a feature work after the planar control device performance is established.
During the creation of this device, the conformal coating of oCVD PEDOT was demonstrated to
be superior to using the spun-coat PEDOT:PSS. PEDOT:PSS left defects such as air-gaps and
non-uniform thicknesses around both nano- and micro-scale features. oCVD PEDOT was shown
to conformally coat nano- and micro-scale features. The versatility of oCVD PEDOT suggests
that it has the potential to coat many types of surfaces, which is a huge advantage for thin and
flexible OPVs.
The imprinting of oCVD was then explored as yet another imprinted device design where
the bottom electrode is imprinted and the full device is created on top of it. Imprinting oCVD
was demonstrated in this work. Texturing of the PEDOT electrode could be used to enhance both
charge transport between the PEDOT and the active layers by creating a high surface area
interface in addition to trapping more light. Imprinting a conformally coating organic polymer
electrode makes it possible to build enhanced OPV devices on unimprintable surfaces like glass,
fabric or paper.
54
FUTURE WORK
The thermal mechanical properties of oCVD PEDOT such as Tg are not currently
understood. Further thermal characterization of oCVD PEDOT is needed to completely
understand if the PEDOT film becomes rubbery at the imprinting temperature. Preliminary
measurements, shown in this work, of Tg for oCVD PEDOT showed no clearly defined lass
transition temperature. These properties will be more fully documented and published in a future
work.
Further analysis is necessary to fully characterize the oCVD PEDOT film after the
imprinting process to determine if any degradation had occurred. This analysis along with
thermal properties of oCVD PEDOT will be measured and documented in a future work. We are
building on previous work, such as that by Yang et al. [22], who demonstrated imprinting of
PEDOT:PSS. This works aims to document that imprinting oCVD PEDOT is indeed possible, if
not currently understood, using imprinting methods (time and temperature) previously
demonstrated [23].
To further the study of conformally coating oCVD PEDOT for OPVs, the challenges to
fabricating a planar control device must be met, such as rinsing and creating a PEDOT layer with
low surface roughness. Full, imprinted and coated devices will then be fabricated and tested to
evaluate an enhancement of power conversion efficiency.
To complete this study of imprinted oCVD PEDOT for OPVs, devices will be fabricated
using this textured oCVD PEDOT electrode and documented as part of a future work.
55
ACKNOWLEDGEMENTS
This research is supported in part by Eni S.p.A. under the Eni-MIT Alliance Solar
Frontiers Program and by the Department of Energy Office of Science Graduate Fellowship
Program (DOE SCGF), made possible in part by the American Recovery and Reinvestment Act
of 2009, administered by ORISE-ORAU under contract no. DE-AC05-060R23 100. This work
was also supported in part by funding from the Office of Naval Research and MIT.
I would like to thank my advisor, Vladimir Bulovic, for the privilege of working with
him and his colleagues in the ONE lab and for their generous guidance and support during my
graduate program. Thank you to Rachel Howden, my team-mate during the writing and
publishing of our work on oCVD PEDOT. Special thanks to Dr. Ted Bloomstein and his
colleagues, Sandy Deneault and Bradley Felton, at MIT Lincoln Laboratory for their
contributions of equipment, materials, and guidance for this work.
Thanks also to the following entities for their support:
-
Office of Naval Research
-
MIT ONE Lab
-
MIT Gleason Lab
-
MIT CMSE
-
MIT Institute of Soldier Nanotechnology (ISN) (Thanks, Bill!)
-
MIT Lincoln Laboratory
-
COMSOL software and support
-
Lumerical software and support
56
BIBLIOGRAPHY
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
[12]
[13]
[14]
[15]
P. PEUMANS, A. YAKIMOV, AND S. R. FORREST, "SMALL MOLECULAR
WEIGHT ORGANIC THIN-FILM PHOTODETECTORS AND SOLAR CELLS,"
JOURNAL OF APPLIED PHYSICS, VOL. 93, PP. 3693-3723, 2003.
V. KARAGODSKY, F. SEDGWICK, AND C. J. CHANG-HASNAIN, "NEW PHYSICS
OF SUBWAVELENGTH HIGH CONTRAST GRATINGS," 2011, P. QTHD2.
S. BASU MALLICK, N. P. SERGEANT, M. AGRAWAL, J.-Y. LEE, AND P.
PEUMANS, "COHERENT LIGHT TRAPPING IN THIN-FILM PHOTOVOLTAICS,"
MRS BULLETIN, VOL. 36, PP. 453-460, 2011.
K. S. NALWA, J.-M. PARK, K.-M. HO, AND S. CHAUDHARY, "ON REALIZING
HIGHER EFFICIENCY POLYMER SOLAR CELLS USING A TEXTURED
SUBSTRATE PLATFORM," ADVANCED MATERIALS, VOL. 23, PP. 112-116, 2011.
S.-B. RIM, S. ZHAO, S. R. SCULLY, M. D. MCGEHEE, AND P. PEUMANS, "AN
EFFECTIVE LIGHT TRAPPING CONFIGURATION FOR THIN-FILM SOLAR
CELLS," APPLIED PHYSICS LETTERS, VOL. 91, PP. 243501-243501-3, 2007.
A. RAMAN, Z. YU, AND S. FAN, "DIELECTRIC NANOSTRUCTURES FOR
BROADBAND LIGHT TRAPPING IN ORGANIC SOLAR CELLS," OPT. EXPRESS,
VOL. 19, PP. 19015-19026, 09/26 2011.
S. G. IM, D. KUSTERS, W. CHOI, S. H. BAXAMUSA, M. VAN DE SANDEN, AND
K. K. GLEASON, "CONFORMAL COVERAGE OF POLY (3, 4ETHYLENEDIOXYTHIOPHENE) FILMS WITH TUNABLE NANOPOROSITY VIA
OXIDATIVE CHEMICAL VAPOR DEPOSITION," ACS NANO, VOL. 2, PP. 19591967, 2008.
Y. SHAO AND Y. YANG, "EFFICIENT ORGANIC HETEROJUNCTION
PHOTOVOLTAIC CELLS BASED ON TRIPLET MATERIALS," ADVANCED
MATERIALS, VOL. 17, PP. 2841-2844, 2005.
B. KIPPELEN AND J. L. BREDAS, "ORGANIC PHOTOVOLTAICS," ENERGY &
ENVIRONMENTAL SCIENCE, VOL. 2, PP. 251-261, 2009.
K. TVINGSTEDT, S. DAL ZILIO, 0. INGANAS, AND M. TORMEN, "TRAPPING
LIGHT WITH MICRO LENSES IN THIN FILM ORGANIC PHOTOVOLTAIC
CELLS," OPTICS EXPRESS, VOL. 16, PP. 21608-21615, 2008.
H.-F. SHIH, S.-J. HSIEH, AND W.-Y. LIAO, "IMPROVEMENT OF THE LIGHTTRAPPING EFFECT USING A SUBWAVELENGTH-STRUCTURED OPTICAL
DISK," APPLIED OPTICS, VOL. 48, PP. F49-F54, 2009.
J. ZHU, Z. YU, S. FAN, AND Y. CUI, "NANOSTRUCTURED PHOTON
MANAGEMENT FOR HIGH PERFORMANCE SOLAR CELLS," MATERIALS
SCIENCE AND ENGINEERING: R: REPORTS, VOL. 70, PP. 330-340, 2010.
C. MIN, J. LI, G. VERONIS, J.-Y. LEE, S. FAN, AND P. PEUMANS,
"ENHANCEMENT OF OPTICAL ABSORPTION IN THIN-FILM ORGANIC SOLAR
CELLS THROUGH THE EXCITATION OF PLASMONIC MODES IN METALLIC
GRATINGS," APPLIED PHYSICS LETTERS, VOL. 96, PP. 133302-133302-3, 2010.
E. YU AND J. VAN DE LAGEMAAT, "PHOTON MANAGEMENT FOR
PHOTOVOLTAICS," MRS BULL, VOL. 36, PP. 424-428, 2011.
V. B. T. BLOOMSTEIN, "HIGH POWER-PER-WEIGHT ORGANIC SOLAR CELL,"
MIT LINCOLN LABORATORY, PROPOSAL2009.
57
[16]
[17]
[18]
[19]
[20]
[21]
[22]
[23]
[24]
[25]
P. CHEBEN, "SUBWAVELENGTH REFRACTIVE INDEX ENGINEERING IN
MICROPHOTONIC WAVEGUIDES," NATIONAL RESEARCH COUNCIL
CANADA2012.
T. M. BLOOMSTEIN, P. W. JUODAWLKIS, R. B. SWINT, S. G. CANN, S. J.
DENEAULT, N. N. EFREMOW JR., ET AL., "DIRECT PATTERNING OF SPIN-ON
GLASS WITH 157 NM LITHOGRAPHY: APPLICATION TO NANOSCALE
CRYSTAL GROWTH," JOURNAL OF VACUUM SCIENCE TECHNOLOGY B, VOL.
23, PP. 2617-2623, 2005.
N. BEAUMONT, I. HANCOX, P. SULLIVAN, R. A. HATTON, AND T. S. JONES,
"INCREASED EFFICIENCY IN SMALL MOLECULE ORGANIC PHOTOVOLTAIC
CELLS THROUGH ELECTRODE MODIFICATION WITH SELF-ASSEMBLED
MONOLAYERS," ENERGY & ENVIRONMENTAL SCIENCE, VOL. 4, PP. 1708-1711,
2011.
D. FUJISHIMA, H. KANNO, T. KINOSHITA, E. MARUYAMA, M. TANAKA, M.
SHIRAKAWA, ET AL., "ORGANIC THIN-FILM SOLAR CELL EMPLOYING A
NOVEL ELECTRON-DONOR MATERIAL," SOLAR ENERGY MA TERIALS AND
SOLAR CELLS, VOL. 93, PP. 1029-1032, 2009.
RACHEL M. HOWDEN, ELETHA J. FLORES, VLADIMIR BULOVIC, KAREN K.
GLEASON, "THE APPLICATION OF OXIDATIVE CHEMICAL VAPOR DEPOSITED
(OCVD) PEDOT TO TEXTURED AND NON-PLANAR PHOTOVOLTAIC DEVICE
GEOMETRIES FOR ENHANCED LIGHT TRAPPING," ORGANIC ELECTRONICS,
2013.
T. MAKELA, T. HAATAINEN, J. AHOPELTO, AND H. ISOTALO, "IMPRINTED
ELECTRICALLY CONDUCTIVE PATTERNS FROM A POLYANILINE BLEND,"
JOURNAL OF VACUUM SCIENCE & TECHNOLOGY B: MICROELECTRONICS AND
NANOMETER STRUCTURES, VOL. 19, PP. 487-489, 2001.
Y. YANG, K. LEE, K. MIELCZAREK, W. HU, AND A. ZAKHIDOV,
"NANOIMPRINT OF DEHYDRATED PEDOT:PSS FOR ORGANIC
PHOTOVOLTAICS," NANOTECHNOLOGY VOL. 22, P. 485301, 2011.
W.-Y. CHOU, J. CHANG, C.-T. YEN, F.-C. TANG, H.-L. CHENG, M.-H. CHANG, ET
AL., "NANOIMPRINTING-INDUCED EFFICIENCY ENHANCEMENT IN ORGANIC
SOLAR CELLS," APPLIED PHYSICS LETTERS, VOL. 99, P. 183108, 2011.
M. NIGGEMANN, M. GLATTHAAR, A. GOMBERT, A. HINSCH, AND V.
WITTWER, "DIFFRACTION GRATINGS AND BURIED NANO-ELECTRODESARCHITECTURES FOR ORGANIC SOLAR CELLS," THIN SOLID FILMS, VOL.
451-452, PP. 619-623, 2004.
S.-I. NA, S.-S. KIM, J. JO, S.-H. OH, J. KIM, AND D.-Y. KIM, "EFFICIENT
POLYMER SOLAR CELLS WITH SURFACE RELIEF GRATINGS FABRICATED BY
SIMPLE SOFT LITHOGRAPHY," ADVANCED FUNCTIONAL MATERIALS, VOL. 18,
PP. 3956-3963, 2008.
58