Ultra-Rapid 2-D and 3-D Laser ... Mark Andrew Scott Submitted in

Ultra-Rapid 2-D and 3-D Laser Microprinting of Proteins
by
Mark Andrew Scott
M.Eng, M.A. (Cantab.)
Cambridge University, 2007
Submitted in
to the Harvard-MIT Division of Health Sciences and Technology partial fulfillment of the requirements for the degree of
DOCTOR OF PHILOSOPHY IN ELECTRICAL AND MEDICAL ENGINEERING at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
February 2013
@2013 Massachusetts Institute of Technology. All rights reserved.
Signature of Author:
Date
li/26//-2
Certified by:
Mehmet Fatih Yanik
Professor of Electrical Engineering and Computer Science
Thesis Supervisor
Accepted by:
Emery N. Brown
Director, Harvard-MIT Health Scie ces nd Technology
Associate Director, Institute for M &'al Engineering and Sciences, Massachusetts Inst of Technology
itute
Professor of Computational Neuroscience and Health Sciences and Technology,
Massachusetts Institute of Technology
Warren M. Zapol Professor of Anaesthesia, Harvard Medical School and Massachusetts
General Hospital
1
ABSTRACT
Ultra-Rapid 2-D and 3-D Laser Microprinting of Proteins
By
Mark Andrew Scott
Submitted to the Department of Health Sciences and Technology on
November
2 6 th,
2012 in partial fulfillment of the requirements of the degree of Doctor of Philosophy in Electrical and Medical Engineering
When viewed under the microscope, biological tissues reveal an exquisite microarchitecture.
These complex patterns arise during development, as cells interact with a multitude of chemical and mechanical cues in the surrounding extracellular matrix. Tissue engineers have sought for decades to repair or replace damaged tissue, often relying on porous scaffolds as an artificial extracellular matrix to support cell development. However, these grafts are unable to recapitulate the complexity of the in vivo environment, limiting our ability to regenerate functional tissue. Biomedical engineers have developed several methods for printing two- and three-dimensional patterns of proteins for studying and directing cell development. Of these methods, laser microprinting of proteins has shown the most promise for printing sub-cellular resolution gradients of cues, but the photochemistry remains too slow to enable large-scale applications for screening and therapeutics
In this work, we demonstrate a novel high-speed photochemistry based on multi-photon photobleaching of fluorescein, and we build the fastest 2-D and 3-D laser microprinter for proteins to date. First, we show that multiphoton photobleaching of a deoxygenated solution of biotin-4-fluorescein onto a PEG monolayer with acrylate end-group can enable print speeds of almost 20 million pixels per second at 600 nanometer resolution. We discovered that the mechanism of fluorescein photobleaching evolves from a 2-photon to 3- and 4-photon regime at higher laser intensities, unlocking faster printing kinetics. Using this 2-D printing system, we develop a novel triangle-ratchet method for directing the polarization of single hippocampal neurons. This ability to determine which neurite becomes an axon, and which neuritis become dendrites is an essential step for developing defined in vitro neural networks.
Next, we modify our multiphoton photobleaching system to print in three dimensions. For the first time, we demonstrate 3-D printing of full length proteins in collagen, fibrin and gelatin methacrylate scaffolds, as well as printing in agarose and agarose methacrylate scaffolds. We also present a novel method for 3-D printing collagen scaffolds at unprecedented speeds, up to
14 layers per second, generating complex shapes in seconds with sub-micron resolution. Finally, we demonstrate that 3-D printing of scaffold architecture and protein cues inside the scaffold
2
can be combined, for the first time enabling structures with complex sub-micron architectures and chemical cues for directing development.
We believe that the ultra-rapid printing technology presented in this thesis will be a key enabler in the development of complex, artificially engineered tissues and organs.
Thesis Supervisor: Mehmet Fatih Yanik
Title: Associate Professor of Electrical Engineering and Computer Science
3
A b stract ...................................................................................................................................................... 2
Chapter 1: Introduction and Background ......................................................................................... 11
1.1 Extracellular Proteins and Their Role in Development and Tissue Regeneration............11
1.1.1 Extracellular proteins are ubiquitous .............................................................................. 11
1.1.2 The stages of neurodevelopment are directed by extracellular proteins ................... 11
1.1.3 The extracellular environment can both inhibit and stimulate nerve regeneration ...... 13
1.2 2-D Protein patterning as a tool to study developmental biology ..................................... 14
1.2.1 2-D protein pattern assays can be used to study developmental processes ............... 14
1.2.2 Existing protein patterning methods are too limited for many applications ............. 16
1.2.3 Existing laser protein patterning methods remain too slow for large scale patterning 18
1.3 3-D protein patterning and scaffolds for regenerative medicine........................................22
1.3.1 Scaffolds are the backbone of tissue engineering strategies........................................ 22
1.3.2 Engineering scaffold architecture can enable specific cell behaviour..........................24
1.3.3 Printing proteins inside scaffolds to direct cell development and behaviour............25
1.3.4 Existing 3-D multi-photon microfabrication methods are too slow to generate scaffolds on a th erap eu tic scale ....................................................................................................................... 26
1.3.5 Collagen as an ideal substrate for tissue engineering applications.............................28
1.3.6 Combining scaffold printing and 3-D protein printing inside scaffolds ..................... 29
1.4 Thesis brief: The need for high-speed 2-D and 3-D laser printing of proteins and scaffolds
.................................................................................................................................................................
2 9
Chapter 2: Protein Patterning on Poly(Ethylene-Glycol) Monolayers using Multi-Photon
Photobleaching of Biotin-4-Fluorescein ........................................................................................... 30
2.1 Background and m otivation .................................................................................................... 30
2.1.1 Laser patterning by photobleaching................................................................................ 30
4
2.1.2 Photobleaching occurs faster under multi-photon excitation than under one-photon ex citatio n ............................................................................................................................................ 3 1
2.1.3 PEG monolayers are the ideal substrate for 2-D protein patterning........................... 33
2.1.4 Combining high-speed photobleaching with a protein-adhesion resistant PEG m on o lay er..........................................................................................................................................34
2.2 Construction of a laser-scanning protein patterning setup................................................. 35
2.2.1 An optical setup for 2-D laser-scanning protein patterning......................................... 35
2.2.1 Control signals for synchronized laser patterning ....................................................... 36
2.2.2 A bespoke software interface for design of vector graphics ........................................ 39
2.2.3 An execution GUI to coordinate laser printing...............................................................40
2 .3 R esu lts .............................................................................................................................................. 4 1
2.3.1 A PEG monolayer effectively resists non-specific protein adhesion .............. 41
2.3.2 High-contrast protein patterns created on a PEG monolayer...................................... 42
2.3.3 Protein patterns on a PEG monolayer direct neural outgrowth................................. 44
2.3.4 Large-scale analysis of neurite growth dynamics on patterned strips of protein..........45
2 .4 D iscu ssion ........................................................................................................................................ 46
2 .5 C on clu sion s ..................................................................................................................................... 4 7
2.6 D etailed m eth o d s............................................................................................................................47
2.6.1 Formation of mPEG monolayer using trichlorosilane chemistry ................................. 47
2.6.2 P rotein p rep aration ................................................................................................................. 47
2.6.3 Laser patterning of proteins on PEG monolayers..........................................................
2 .6 .4 C ell cu ltu re ...............................................................................................................................
2.6.5 Im m unocytochem istry............................................................................................................48
47
48
2.6.6 Im age an aly sis..........................................................................................................................49
5
Chapter 3: Ultra-High Speed Laser Protein Micropatterning on Long-Chain, Acrylated PEG
M o n o lay ers................................................................................................................................................50
3.1 Background and m otivation ..................................................................................................... 50
3.1.1 Many factors determine the maximum patterning speed ................................................. 50
3.1.2 Acrylate moieties enable efficient free radical induced crosslinking...........................52
3 .2 R esu lts .............................................................................................................................................. 53
3.2.1 A two-step method for producing PEG monolayers......................................................53
3.2.2 A screen of various PEG monolayers for non-specific PDL adhesion........................54
3.2.3 A screen of various PEG monolayers for streptavidin pattern brightness ................. 56
3.2.4 Using pulse-width modulation (PWM) to simulate higher laser scan speeds ........... 57
3.2.5 Variation of PDL and streptavidin pattern brightness with scan-speed on various m o n o lay ers ........................................................................................................................................ 58
3.2.6 Variation of PDL and streptavidin pattern brightness with laser power....................60
3.2.7 High-speed patterning of full-length biotinylated proteins........................................ 61
3.2.8 Dependence of pattern brightness on bath B4F concentration ..................................... 62
3.2.9 Addition of the free radical scavenger ascorbic acid inhibits patterning....................63
3.2.10 Addition of MEA, a triplet-state quencher, inhibits patterning ................................. 64
3.2.11 Removal of dissolved oxygen enhances maximum patterning speed and pattern b rig h tn e ss .......................................................................................................................................... 65
3.2.12 A Jablonski model of multi-photon patterning............................................................65
3.2.13 Streptavidin pattern resolution ......................................................................................
3.2.14 Streptavidin pattern brightness depends strongly on z-focus...................................67
67
3.2.15 Forming arbitrary gradients of fluorescent streptavidin............................................68
6
3.2.16 Multi-protein patterning using stepwise addition or orthogonal binding chemistries
.............................................................----.. . ---------....... . . ................................................................ 69
3.2.17 Stage motion and data processing times become rate limiting at high scan speeds ...70
3.3 D iscu ssion .......................................------.... -------.... ---.................................................................. 72
3.4 C onclu sion s........................ ... ----... --......................................................................... 75
3.5 D etailed m ethods................. ..... . ---------......................................................................... 76
3.5.1 Preparation of PEG monolayers............................................................................................76
3.5.2 Pattern design and signal generation...................................................................................77
3.5.3 P rotein patterning ....................................................................................................................
77
3.5.4 Im age and data analysis .........................................................................................................
78
Chapter 4: Directed Polarization of Single Neurons on micropatterned triangle ratchets........79
4.1 Background and m otivation .........................................................................................................
79
4 .2 R esu lts .....................................................- .
---....... 83
4.2.1 A geometric screen for efficient polarization of single neurons ...................................
83
4.2.2 Patterns with lower PDL density induce longer neurite outgrowth ..........................
85
4.2.3 MAP2 and Tau-1 immunostaining confirms directed neuron polarization ............... 85
4.2.4 Time-lapse analysis confirms that ratchet geometry inhibits elongation of "reverse" projecting neurites........................--------........-.. - ............................................................. 87
4.3 D iscu ssion ...................................... . ----... -- --. ---.......................................................................
90
4.4 C onclusions ........... .......................................................................................................
91
4.5 D etailed m eth o d s............................................................................................................................92
4.5.1 Preparation of PEG monolayers and protein patterning...............................................92
4.5.2 D issection and cell culture ................................................................................................
92
4.5.3 Im m unocytochem istry ............................................................................................................
92
7
4.5.4 Im age and data analysis.........................................................................................................93
Chapter 5: 3-D Patterning of Proteins Inside Scaffold Materials by B4F Multi-Photon
Photobleaching .........................................................................................................................................
94
5.1 Background and m otivation .........................................................................................................
94
5.2 Results..............................................................................................................................................95
5.2.1 Construction of a 3-D laser printing setup .....................................................................
95
5.2.2 Schematic for printing biotinylated proteins in scaffold materials.............................
96
5.2.3 Patterns of streptavidin formed in GelMA, fibrin, collagen, and agarose scaffolds......98
5.2.4 Pattern brightness varies between scaffold materials and can be increased via acrylation .........................................................................................................................................
100
5.2.5 Patterns of streptavidin form ed in varying porosity scaffolds.......................................101
5.2.6 Formation of gradients by varying laser power ............................ 101
5.2.7 Patterns of biotinylated horseradish peroxidase confirm retained protein activity upon patterning ........................................-..........................................................................................
102
5.2.8 Three dim ensional protein patterns form ed in fibrin scaffolds......................................102
5.2.9 Continuous-scan laser lithography for printing large areas ...........................................
103
5.3 Discussion......................................................................................................................................
104
5.4 Conclusions ...................................................................................................................................
107
5.5 M ethods.........................................................................................................................................107
5.5.1 M onolayer form ation ............................................................................................................
5.5.2 Scaffold preparation..............................................................................................................108
107
5.5.3 Laser printing of proteins inside scaffolds.........................................................................109
5.5.4 Im aging and data analysis...................................................................................................110
Chapter 6: 3-D Patterning of Collagen Scaffolds by Fluorescein Photobleaching ........................ 111
8
6.1 Background and m otivation .......................................................................................................
6.2 Results............................................................................................................................................112
111
6.2.1 Multiphoton photobleaching of fluorescein enables the printing of collagen in three dim ensions ...................................................................................................................................... 113
6.2.2 K inetics of collagen scaffold developm ent ........................................................................ 113
6.2.3 Collagen scaffold shrinkage depends on collagen concentration and laser power.....115
6.2.4 N eurons grow ing on lines of printed collagen ................................................................. 116
6.2.5 Combined printing of collagen scaffold and internal protein patterns: the tissue printer...............................................................................................................................................117
6.2.6 Printing collagen scaffolds using a blue LED and a printed transparency...................118
6.3 D iscussion...................................................................................................................................... 119
6.4 Conclusions ................................................................................................................................... 121
6.5 M ethods ......................................................................................................................................... 121
6.5.1 Collagen scaffold preparation ............................................................................................. 121
6.5.2 Collagen scaffold printing .................................................................................................... 121
6.5.3 Scaffold developm ent ........................................................................................................... 122
6.5.4 Com bined scaffold printing and protein patterning........................................................122
6.5.5 Cell culture ............................................................................................................................. 123
References............................................................................................................................................124
9
To Irina & myfamily
10
Chapter 1:
INTRODUCTION AND BACKGROUND
1.1 Extracellular Proteins and Their Role in Development and Tissue
Regeneration
1.1.1 Extracellular proteins are ubiquitous
To date, scientists have identified over 1,000 proteins that are secreted by human cells
1
. This
secretome is part of a vast communication network necessary for our tissues, organs and body to function. Some of these proteins may be secreted through exocrine or endocrine systems, affecting distant organs. Others may remain more local to the secreting cell and its tissue, functioning as paracrine or autocrine signals in the extracellular space. Patterns of these paracrine proteins, which include growth factors, guidance factors, cytokines, and morphogens, are fundamental to cellular and tissue development, and are responsible for directing cell differentiation 2 , adhesions, migration 4 , polarization
5 and proliferation
6
. These extracellular signals elicit their effect via intracellular pathways that control gene expression, survival and cell-cycle pathways, and cytoskeletal dynamics. Comprehensive research into these pathways will lead to a deeper understanding of tissue development, and open up new strategies for regenerative medicine therapeutics.
1.1.2 The stages of neuro development are directed by extracellular proteins
While secreted proteins are involved in the development of all embryonic tissues, their task in directing neurodevelopment is particularly daunting. The human brain contains approximately
100 billion neurons, whose intricate networks form an estimated 100 trillion synapses. During development, neurons extend neurites that polarize to form multiple dendrites and a single axon 7 . The axon undergoes elongation, guidance and branching, eventually forming synapses with its target neurons. These processes are tightly coordinated by gradients of a large variety of soluble (secreted) and membrane-bound cues which include guidance proteins, growth factors, morphogens, and cell adhesion molecules
8
-1
0
.
Errors in these stages of neurodevelopment can result in significant neurological defects, including autism'"' and schizophrenia 1 4
,
5
. Although coordinating proteins have been identified, their transcriptional
11
regulation, and the complex interactions between their signalling cascades remain elusive, and is an active area of research.
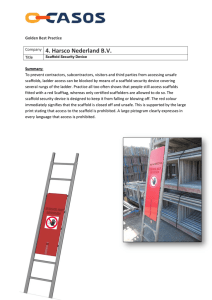
During migration to their appropriate layer in the cortex, neurons extend multiple immature neurites (Figure 1.1, Stages 1 and 2). During polarization, the longest neurite typically becomes an axon which undergoes rapid elongation (Stage 3), while the remaining neurites mature into shorter dendrites (Stages 4 and 5)7. Polarization is regulated in vivo by diffusible guidance cues, morphogens, growth factors, and adhesion molecules
8
. Recent studies have shown that gradients of TGF-P1
6
, Semaphorin 3A1
7 , and Wnt"
8 signaling proteins are involved in specifying which neurite becomes the axon in cortical and hippocampal neurons.
Stage: 1 2 3 4-5
0 co
Lamellopodia Competing immature neurites
Axon elongation Dendritic outgrowth and maturation and Banker, 199419.
Upon polarization, the axon undergoes rapid elongation towards a specific target field of neurons. The target for the axon depends upon the neuron type, and the location of its cell body within a tissue ("neurons that fire together, wire together"). For example, axons from retinal ganglion cells project to specific locations within the tectum depending on the location of the cell bodies in the retina20. In this example, the topographic mapping is coordinated by gradients of axon repulsive ephrin proteins in the tectum, and the graded expression of eph receptors by the axons depending on the location of the cell body in the retina. The growth cone, a specialized sub-cellular structure at the tip of the extending neuron, is responsible for sensing its local environment, searching for attractive or repulsive cues (Figure 1.2). In general, axon
12
guidance occurs via the selective attraction or repulsion of axons mediated by patterns of a combination of netrins
21
, ephrins
22
, semaphorins
23
, slits24 and morphogens
2 s. More recent research has uncovered how axon responses can be dynamic, with the axon growth-cone switching from being attracted to repelled by certain soluble cues depending on the local intracellular cAMP level
26
, which in turn is regulated by a vast number of extracellular and intracellular factors. Furthermore, many soluble cues have multiple receptors which each initiate intracellular pathways that have opposing effects on cytoskeleton dynamics. For example, netrin-1 signalling via the DCC/Unc-40 receptor mediates growth-cone attraction, while the same ligand acting on the Unc-5 receptor mediates repulsion
27
. These additional layers of complexity are thought to enable the relatively small number of secreted cues to create the vast number of intricate pathways in the nervous system. Unravelling the dynamic and complex interactions between the growth cone and its extracellular environment will require the systematic observation of growth cones growing in artificial and in vivo environments.
Chemoattractive
Netrins
Shh
LamininSit
Chemorepulsive
Net rins
Semaphorins
Eph rins
Figure 1.2: Axon guidance by gradients of external protein cues. Proteins can be either chemoattractive or chemorepulsive, depending on whether the growth cone steers towards or away from the extracellular cue.
1.1.3 The extracellular environment can both inhibit and stimulate nerve regeneration
As well as coordinating the embryonic development of the nervous system, the extracellular environment plays a central role in nerve regeneration after injury in adults. Spinal cord injury affects approximately a quarter of a million Americans, with treatment and care costing $4 billion annually
28
. While the adult peripheral nervous system (PNS) demonstrates a limited ability to regenerate over several millimetres after injury, the central nervous system (CNS),
13
which includes the brain and spinal cord, rarely achieves significant levels of recovery. This difference is thought to occur because of both an inherent incapacity of many CNS neurons to regenerate, the formation of a repressive glial scar, and the fact that the injured CNS environment contains specific factors that inhibit axon sprouting and elongation 2
9 (Figure 1.3).
These inhibitory factors, such as nogo, myelin-associated glycoprotein (MAG), and oligodendrocyte-myelin glycoprotein (OMgp), arise from injured oligodendrocyte myelin which ensheaths the CNS neurons 3 0 . Significant CNS regeneration has been demonstrated by replacing the extracellular space around a CNS injury with grafted PNS tissue, which suggests that the extracellular environment is the major player in inhibiting regeneration, and that replacing the CNS scar tissue with a pro-regeneration environment should be sufficient to enable functional recovery of nerve injuries 31
. Thus, a holistic regenerative medicine approach for treating spinal cord injury will require the removal or inactivation of inhibitory extracellular cues and scar tissue, while providing an environment with soluble cues and adhesion molecules that stimulate and support axonal outgrowth.
1.2 2-D Protein patterning as a tool to study developmental biology
1.2.1 2-D
protein pattern assays can be used to study developmental processes
In the previous section, we discussed how extracellular proteins direct development and neurodevelopment, and how inhibitory cues can limit axon regeneration in nerve injuries.
Many of the discoveries were made by analysing the anatomy of wild-type and mutant animal models, but most studies begin with in vitro assays where cell phenotypes are observed when a specific cue is introduced to the cell. One common in vitro method is the growth cone turning
assay, where a specific chemical cue is introduced on one side of the growth cone using a micropipette, and the growth cone is observed steering towards or away from the soluble cue 3 2 .
More recent methods use microfluidic gradient generators to generate uniform gradients of a diffusible cue across a cell culture surface to observe its effects on cell development 3 3
, 4. An alternative method to creating soluble gradients is to pattern the proteins by affixing them to a surface. Cell responses to such protein patterns have been used to study a wide range of cell behaviours (Figure 1.4). Patterns with specific geometries and gradients of oligopeptides or full-
14
length proteins can be used to study the extracellular signalling that is involved in the differentiation, migration, proliferation, and cyto-architectural polarization of cells 3 5
.
Injury
Myelin
Axon
Degeneration
of distal axon
Glial Scar
Failure to up-regulate regeneration genes
-
No regeneration
Regeneration
Strategies up-regulation of regeneration genes:
GAP-43
CAP-23
Stat-3PO
Akt neration
Inhibition of Inhibitors and peripheral nerve graft or tissue scaffold
Figure 1.3: Inhibition of nerve regeneration and regeneration strategies.
Upon injury, the distal axon undergoes Wallerian degeneration. The CNS neuron cell body fails to initiate up-regulation of pro-repair pathways, and a glial scar forms at the site of injury, with specific cues that prevent regeneration. Strategies to overcome this inhibition include 1) inducing upregulation of regeneration pathways at the cell body by either pharmacological, or viral means, 2) the addition of inhibitor inhibitors, such as an inhibitor for the Nogo receptor (NogoR), and 3) the introduction of a neural scaffold or peripheral nerve graft to provide a supportive environment for nerve regeneration.
Based on the above applications of protein patterning, there are several specifications that protein patterning methods need to meet to be widely adoptable and useful. First, the protein patterning method must be fast, such that many patterns can be formed over a wide area to achieve statistical significance from a single assay. The method must be able to generate gradients of proteins to recapitulate developmental conditions. Multiple proteins should be able to be patterned with independent, arbitrary geometries to capture the complexity of in vivo
15
tissue morphogens, and to enable combinatorial screens of extracellular proteins. The protein patterning method should not require proteins to be dried at any stage, as this can result in permanent denaturation and loss of biological activity. Ideally, the method would not require the use of a photomask, such that geometries can be rapidly redesigned without having to design, mail-order, and/or microfabricate a new photomask a process that takes weeks and costs several hundred dollars. The resolution should be sub-cellular, on the order of 1 tm, to study the effects that gradients of cues across a single cell can have on its development. Finally, the method should be portable into existing tissue engineering strategies, being capable of printing proteins inside 3-dimensional scaffolds.
A
Differentiation Migration Proliferation Polarization t
0 0eeeee
t
0
.
Polarization Axon Guidance Branching Synaptogenesis
E .2
002
Figure 1.4: Applications of 2-D protein patterns in vitro. Examples of processes that can be studied using protein patterns for research in (a) developmental biology and (b) developmental neurobiology.
1.2.2 Existing protein patterning methods are too limited for many applications
There are numerous methods for creating such protein micropatterns and each have their own strengths and weaknesses
36
.
A popular method is microcontact printing, where a microfabricated elastomeric PDMS stamp is used to stamp protein onto a surface
37
. This method is fast (requiring 0(1) time to pattern a surface with area A), and can pattern multiple proteins on the same substrate
38 , but cannot produce arbitrary gradients, requires a drying step that can
16
damage proteins, and patterns cannot be spaced too far apart, otherwise the stamp collapses.
Nevertheless, microcontact printing remains particularly useful for mass-production of many identically patterned substrates, and high-throughput embodiments have been proposed using a rolling process
39
. Alternatively, instead of a positive-relief stamp, microfluidic channels can be used to selectively coat a substrate by confining where a protein solution comes in contact with a surface". This has the added advantage of avoiding a drying step, and can produce a limited set of protein gradients, but this method cannot form small discrete islands of protein. Mai et al. demonstrated an elegant method of generating netrin gradients by forming microfluidic channels out of agarose, through which proteins can diffuse, thus generating a gradient with decreasing protein concentration. Plasma ablation has been used in conjunction with microchannels to produce highly uniform patterns, where a PDMS device masks regions of a monolayer coated surface from plasma to coordinate where the protein will coat 2 . These microfluidic channel methods have similar limitations to microcontact printing in their geometric restrictions, as channels must be continuous to enable flow. A major drawback to all aforementioned patterning methods is that every distinct pattern requires a new photomask to be microfabricated, adding significant cost (hundreds of dollars) and time delays (several weeks) for any desired change in geometry. Our experience in micropatterning assays is that every experiment requires many geometry iterations to achieve the desired results, and the requirement to manufacture a new mask and microfabricate a new wafer is expensive and arduous.
To overcome the limited prototyping capabilities of mask-based methods, several 'mask-free' methods have been developed to enable more rapid and versatile experimentation. Sanjana et al. developed an ink-jet printing method to coat substrates with protein, enabling mask-free production of protein patterns, with no geometry restrictions 43
. However, this process requires a drying step, has a very limited resolution on the order of 100 pm, and cannot form smooth gradients of protein. Dip-pen nanolithography, a commercialised patterning system offered by
NanoInk (Skokie, IL), uses an AFM cantilever like a pen to deposit proteins on a substrate. This
17
method has a high resolution, but cannot form gradients, requires an expensive, dedicated AFM setup, and a dedicated cantilever-array requires 30 minutes to pattern 1 mm 2 .
Scanning-laser micropatterning, whereby a laser is focussed onto a surface and rastered to generate arbitrary protein patterns is a particularly exciting method, as it can achieve mask-free production of smooth gradients with arbitrary geometries", pattern multiple proteins on the same substrate without requiring an intermediate alignment step
45
, does not require the protein to be dried, can achieve a micron-scale resolution, and can achieve three-dimensional protein patterning if multi-photon processes are used
4 6
.
Table 1.1: A Comparison of protein micropatterning technologies * Diffusionprofile gradients can be achieved with microchannel patterning. ** Inkjet printing can achieve step-wise gradients, with a resolution on the order of 100 microns.
***Dip-pen nanolithography can be parallelized with a dedicated cantilever array, but still remains too slow for large scale applications.
Microcontactitill CI ) L
Scining-ae
Patternin
1.2.3 Existing laser protein patterning methods remain too slow for large scale patterning
Despite the benefits of laser protein micropatterning that were described in the previous section, all existing photochemistries and methodologies remain too slow for use in large-scale assays, and to date, lasers have only been used to perform small, single-hypothesis assays.
Protein patterning assays are amenable to parallelization, testing how different cell types
18
respond to combinatorial protein patterns with different geometries, gradients, and protein species. To screen a significant number of these conditions, it is crucial to be able to print proteins at a reasonable speed such that sufficient statistical power can be achieved for each condition.
There are many photochemistries described in the literature to couple a protein to a surface upon exposure to a scanning laser, and a broad selection of existing methodologies is illustrated in Figure 1.5. A method that has been used by several groups involves the thermal desorption of either self-assembled monolayers (SAMs)
47
, or thin films 4 8 . Uncaging has been used to photoactivate biotin or NTA resins to crosslink proteins to a surface 49
-
51
. Free-radical polymerization reactions can be used to covalently couple acrylate-tagged proteins or peptides to a surface in the presence of a radical-generating photoinitiator 2 . More recently, a method was described for patterning proteins by selectively damaging proteins upon laser irradiation, leaving a pattern of active proteins on the surface 5 3 . Finally, fluorophore photobleaching can be used to crosslink fluorescently-tagged molecules to a surface via free radical reactions 44 comparison of the protein patterning speeds achieved with various laser-scanning technologies is provided in Table 1.2. A typical 3"x1" microscope slide is a good benchmark for an experimental scale that would enable a large number of patterns to be tested in parallel, as many microarray technologies run on this form factor. The long time-frames (in some cases several years!) required for existing laser protein patterning technologies to print a single microscope slide highlights the magnitude by which laser protein patterning will need to be accelerated to laser pattern at a large-scale.
19
A
Thermal Desorption of SAMs
Peptide-capped SAM
Au film_
Patterned peptides
Prti cae
Protein coated---& surface
Protein Inactivation
-
Patterned active proteins
B
Caged NTA
Uncaging of Caged-NTA Resin
Uncaging his-caps
Patterned his-tagged 3 proteins
C
Photoinitiator Induced Crosslinking
Acrylated peptides
-
.
Soluble photoinitiator
,
X
Protein damage upon
E
One-Photon Photobleaching
B4F
Streptavidin
4 BSA
Biotinylated protein
Patterned peptides
Figure 1.5: Existing photochemistries for patterning full-length proteins or
peptides onto surfaces. (a) Thermal desorption of ablation of self-assembled monolayers (SAMs) using a 532 nm laser can enable selective patterning of peptides on a gold film
4 7
. (b) NTA resins can be 'uncaged' upon UV laser
5 0 irradiation, freeing up a binding site for a his-tagged protein . (c) Acrylated peptides (containing an unsaturated vinyl bond) can be crosslinked to a poly(ethylene-glycol) diacrylate (PEGDA) hydrogel by photoinitiator activation
2
. *(d) A laser can induce protein inactivation in a spatially controlled
5 3 manner, to generate patterns of active proteins . (e) A laser can be used to photobleach biotin-4-fluorescein, leading to a free-radical driven crosslinking to a substrate".
The ideal laser protein patterning system should enable covalent or high-affinity binding of arbitrary proteins onto a surface upon irradiation. It should be capable of creating smooth, highcontrast gradients of proteins on a surface. To ensure biological activity of the patterned protein, the method should not directly expose the protein to the laser. To simplify its production, it should not require any microfabrication steps, such as thermal deposition of thin adhesion layers, as required for some monolayer ablation methods
47
. The resolution of the patterning method should be -
1 pm to create sub-cellular patterns of proteins to direct cell
20
growth, polarization, and development. Most importantly, the photochemistry must be fast enough to print large areas (- 1 cm 2 ) in ~ 1 hour.
Laser protein patterning by photobleaching biotin-4-fluorescein comes closest to satisfying all of the above specifications. Once biotin is immobilized onto the surface, it can be used to pull down streptavidin, which has multiple binding sites for biotin, and then add a biotinylated protein to bind to the remaining biotin sites on the streptavidin (Figure 1.5d). This has the advantage of irreversibly tethering proteins via strong -pM biotin-streptavidin affinities, and ensuring that the final protein is never exposed to the laser, preventing possible photodamage.
In addition, large bath concentrations of fluorophores can be used to efficiently pattern surfaces at high speeds, unlike uncaging methods where the surface density of caged moieties is low.
This thesis will partly focus on methods to improve the 2-D patterning speed of laser patterning
by photobleaching, enabling larger-scale assays to be performed using laser protein patterning.
Table 1.2: A comparison of patterning speeds of different laser protein
patterning methods. The patterning speed is described in many different ways in the literature. We quote both the original definition of the patterning speed used, and for comparison we calculate the required time to pattern a 3" x 1" glass slide. * This method has only been demonstrated for patterning short peptides.
Slater et al. (2011)47 Monolayer Ablation 1 mm 2
Belise et al. (2008)44 Photobleaching in 45 min
59
days
5 pm/s scan speed 12 years
Doyle et al. (2009)48 Thin-Film Ablation
Bhagawati et al.
(2010)50
NTA
Uncaging
100X field-of-view 15 days in 15 s
84 s per 60X field-ofview
Cheng et al. (2009)54 Thermal Adhesion 1 !m/s scan speed 60 years
Heinz et al. (2011)53 Protein Inactivation 400 pm/s scan speed 55 days
Hahn et al. (2005)52 Photoinitiator 60 ls/am 2 1.3 days*
21
1.3 3-D protein patterning and scaffolds for regenerative medicine
1.3.1 Scaffolds are the backbone of tissue engineering strategies
Regenerative medicine is an emergent field in medicine that emphasizes regeneration or replacement of injured tissues, and will inevitably rely on a wide range of technologies including tissue engineering, gene therapy, and stem-cell biology
55
. It arguably represents the greatest paradigm shift in modem medicine, where chronic conditions such as heart disease, emphysema, kidney and liver failure, diabetes, and dementia currently have their progression slowed by modern pharmaceuticals, regenerative medicine offers methods to cure the underlying cause of the disease by replacing the damaged tissue.
There are several methodologies for replacing or repairing damaged tissue or cells. Some cellbased therapies, especially those that focus on haematopoietic cells, involve direct injection of the new, healthy cells into the patient. The most widespread application of this method is in bone-marrow transplants for treating leukaemia or rare genetic diseases. In this example, the patient undergoes radiation or chemotherapy to entirely destroy all haematopoietic cells in the bone marrow, curing the cancer. Then, new donor haematopoietic stem-cells are introduced to the blood stream, where they migrate back into the bone marrow and repopulate. More recently, Bolli and colleagues demonstrated that direct injection of cardiac stem-cells into the coronary arteries of patients with ischaemic cardiomyopathy resulted in a remarkable level of muscle regeneration, replacing the cardiac scar that was previously present
6
.
While direct injection has been shown to provide effective regeneration in the above examples, most tissue types will not be repaired by systemic injection of cells. Instead, the cells need a porous support, or scaffold, to enable the cells to proliferate, migrate and differentiate to generate a new tissue for implantation . There are two broad types of scaffolds used for tissue engineering. Decellularized scaffolds are derived from donor or cadaver organs that have undergone SDS treatment to remove the donor cells, leaving behind the extracellular matrix scaffold
5 8 . Patient-derived stem-cells are then seeded onto the decellularized scaffold, and after a period of culturing ex-vivo, the recellularized scaffold is reimplanted into the patient 9
. Several successful therapies have been demonstrated using this technique in the literature, including
22
the implantation of a tissue engineered trachea reconstructed from a decellularized trachea scaffold
60
, and the reconstruction and implantation of a decellularized vein obtained from a cadaver
6
1 . Since this procedure uses autologous stem-cells for receullarization, the patients do not require long-term immunosuppression to prevent tissue rejection. The disadvantage of this method is its reliance on a donor organ for decellularization, thus this technology is prone to the same supply limitations that limit the use of organ donation.
To overcome supply limitations in cadaver tissues, researchers are developing a wide range of
artificial scaffolds, which can support cell adhesion, migration and growth. Tissue engineers can adapt the scaffold's material composition, chemistry, porosity, and geometry, and perfuse it with specific growth factors and morphogens to encourage the formation of structured tissues.
Scaffolds have been made from synthetic polymeric materials, such as poly(lactic-co-glycolic acid) (PLGA), poly(ethylene-glycol) (PEG), or out of natural materials such as fibrin, collagen, elastin, gelatin, hyaluronic acid (HA), agarose, chitosan, or alginate. It is also common to create composite scaffolds using combinations of the above materials
6 2
. Some of the materials, such as collagen, elastin and gelatin are cell adhesive, supporting robust cell adhesion, migration and neural outgrowth. Others are non-adhesive and can be used like a blank slate, to be selectively rendered cell adhesive by functionalizing the scaffold backbone with cell-adhesion peptides.
Materials that fall into this category include agarose, PLGA and PEG. Aside from cell-adhesion properties, scaffolds with different materials also vary significantly in their porosity, from a few nanometres (PEG) to up to hundreds of micrometres for freeze-dried PLGA or alginate. The most common method for creating scaffolds is through a freeze-dry method, where a scaffold containing a porogen is freeze-dried by lyophilisation. Controlling the temperature used for the freezing stage can result in scaffolds with different porosities. Selecting the appropriate porosity is important to enable cells to enter the scaffold and to enable sufficient cell-spacing. Scaffold stiffness, measured as the Young's Modulus, is also a very important variable, as it has been shown to affect cell migration
6 s and differentiation
6 4 . In the in vivo environment, some scaffold materials, such as agarose, are non-biodegradable, and are thus useful for applications where a permanent graft may be desired. Alternatively, natural scaffolds, such as collagen or fibrin, can
23
have their degradation rates tailored such that once the implanted tissue has matured, the exogenous scaffold is degraded to provide space for a more natural extracellular matrix to develop.
1.3.2 Engineering scaffold architecture can enable specific cell behaviour
In addition to the scaffold properties listed in the previous section, the overall microscopic geometry of the scaffold can also be used to direct specific cell behaviours. The traditional freeze-dry approach creates isotropic spongy scaffolds, generally leading to the formation of isotropic tissue. However, anisotropy is desired for certain applications, such as nerve regeneration. To bridge the gap in a lesioned nerve, the scaffold should serve as a conduit for uniaxial neural outgrowth, funnelling outgrowth towards its intended target for regeneration.
These neural growth conduits were traditionally formed from peripheral nerve or vein grafts, but researchers are searching for methods for fabricating artificial alternatives to prevent complications, such as numbness or infection risk at the donor site. To this end, artificial, aligned honeycomb scaffolds have been shown to effectively support neural regeneration, as neurites are directed uniaxially down long channels
6
5-67. Scaffolds with engineered, defined microarchitectures have also been applied to other tissues. Myocardial cells seeded onto a scaffold with an anisotropic, accordion-like architecture have been shown to recapitulate native heart structure better than traditional isotropic scaffolds
6 8 . Like myocardial tissue, this specific artificial architecture results in a scaffold with differing elastic moduli in orthogonal axes, and in a computationally predictable manner
6
9 .
A number of methods exist for microfabricating anisotropic, sculptured scaffolds.
Electrospinning polymer strands onto a rotating collecting drum can produce aligned microfiber scaffolds
70
, or polymers doped with magnetic nanoparticles can form strands aligned in defined directions when deposited in the presence of a magnetic field
71
. A UV laser ablation method was used to generate the accordion-shaped pores in the myocardial scaffold that was discussed above
6 8 . This method can only produce prismatic, constant cross-sectional shapes.
Others have used acupuncture needles
7 2 to mould longitudinal channels into a chitosan scaffold to direct neurite growth However, the most versatile method for patterning 3-dimensional
24
scaffold shapes is multi-photon polymerization (MPP), where a scanning infra-red (IR) femtosecond-pulsed laser is used to excite a multi-photon photoinitiator at the focal point'
7 4
(Figure 1.6). Scanning the laser in the x-y plane, and stepping the objective along the z-axis can enable arbitrary 3-dimensional shapes to be formed. This method has been successfully used to generate nerve guidance conduits
65
, as well as other microarchitectures like lattice scaffolds for studying 3-D cell migration
5
.
A
One-photon excitation
B
5
3
Multi-photon excitation
IC
TPE
FL
IR fs pulsed laser
Figure 1.6: Multi-photon excitation of fluorophores or photoinitiators. (a)
Exciting fluorophores or photoinitiators via a one-photon laser (blue, in this example) results in excitation in, and out, of the focal plane. Conversely, multiphoton excitation results in fluorescence emission, or photoactivation, only at the focal plane. (b) A Jablonski diagram illustrating the simultaneous absorption of two IR photons to excite the fluorophore to a higher-level singlet state, from which fluorescence emission occurs.
1.3.3 Printing proteins inside scaffolds to direct cell development and behaviour
As discussed in §1.1.1 above, the extracellular matrix consists of more than just scaffolding proteins it contains rich patterns of morphogens, growth factors and guidance factors to guide the development of complex tissue architectures. Many tissue engineering strategies involve homogeneous infusion of growth factors into the fabricated scaffold to enhance cell proliferation and survival. For example, the addition of BDNF
76
-77 or NGF
78 into transplanted scaffolds has been shown to enhance spinal cord regeneration after injury. Alternatively, many artificial scaffolds do not as of themselves promote robust cell-adhesion, and must be functionalized with adhesive peptides -
8 0
. While these traditional methods involve the
25
homogeneous infusion of peptides into scaffolds, producing user-defined patterns of proteins in three-dimensions could enable the formation of more complex tissue formation.
There are several multi-photon photochemistries for patterning short peptides and proteins in three dimensions. One method, used regularly by West and colleagues, uses multiphoton excitation of DMAP (a photoinitiator) to pattern short peptides into PEG hydrogels. With this technology, they have demonstrated directed endothelial outgrowth in 3-dimensions
8
' , and have recapitulated complex vascular geometries in peptides
8 2
. This work provides tantalizing insight into the future capabilities of multiphoton fabrication of extracellular environments, but has only been shown for short peptides. To date, only two methods exist for 3-dimensional printing of full-length proteins in bulk. By uncaging thiol groups in a modified agarose scaffold,
Soichet and colleagues devised a method of patterning multiple proteins
46
. In this paper, they demonstrated the effect of a sonic-hedgehog gradient causing directed migration of neural progenitor cells into an agarose scaffold. However, agarose scaffolds do not support robust cell growth and proliferation, especially in primary neural culture, and are rarely chosen for tissueengineering applications. A second method was developed by Shear and colleagues, in which a hyaluronic acid hydrogel is functionalized with fluorescent bovine-serum albumin, and IKVAV adhesion peptides
83
. A method that can produce protein patterns in any arbitrary scaffold material is needed to enable printing of proteins in the wide range of scaffold materials employed by tissue engineers.
1.3.4 Existing 3-D multi-photon microfabrication methods are too slow to generate scaffolds on a therapeutic scale
Similar to the problematically slow speed of laser printing in 2-D, discussed in §1.2.3 above, multi-photon printing of scaffolds, and printing of proteins inside scaffolds, remains prohibitively slow, preventing its use in front-line therapeutics. The challenge in creating a large-scale 3-D tissue is compounded by the presence of a third dimension, requiring multiple stacks to be produced per patterning area.
Several groups have set the size benchmark for therapeutically relevant scaffolds at a squarecentimetre
8
4
,
8
5
, and we will assume a scaffold thickness of 100 pm. Table 1.3 shows a comparison
26
of different methods for printing biomaterials suitable for cell applications. It is clear that existing methods are too slow for applying to therapeutic scale scaffolds. To overcome the slow speed of production of scaffolds, Koroleva and colleagues demonstrated rapid replication of a two-photon microfabricated scaffold by creating a negative master mould out of PDMS
65
. It should be noted that their 2PP method is significantly faster than all other methods for producing biomaterial scaffolds. However, moulding cannot be used to create all geometries, as the negative mould is required to be structurally stable (i.e. continuous) in three dimensions, and it does not overcome the prohibitively slow production speed of the initial master scaffold for wide scale adoption. Additionally, moulding would not be appropriate for creating patient specific scaffolds for patient specific geometries.
Table 1.3: A comparison of 3-D printing speeds for printing 3-D scaffolds out
of biomaterials. Patterning times for processes where scan speed is quoted from
the literature is estimated assuming a line spacing and a z-axis spacing of 1 pm.
Basu et al. Collagen
(2005)86
Basu et al. BSA
(2004)87
Ovsianikov PEG diacrylate et al. (2011)88
Koroleva et Poly(lactic
Irgacure 369 photoinitiation
200 pm/s
Koroleva et Fibrin al. (2011)89
Melissinaki Poly(lactic et al. (2011)90 acid)
Benzophenone photoinitiation
-1 mm/s 3.3 months
Rose Bengal photoinitiation -250 am/s 1.3 years
. .
.
0.9 mm /
369 photomnitiation 4h2
Unspecified photoinitiator
Unspecified days
N/A
Benzophenone photoinitiation
50 pm/s
1.6 years
6.5 years
It should be noted that all the materials listed in Table 1.3 are not commonly used by tissue engineers for the formation of scaffolds. While Koroleva et al. demonstrated fabrication of fibrin scaffolds, which is a common scaffold material
9 , it is unclear what speed they could create these structures at. Many methods have been developed for 2PP of ORMOCER polymers, but their application to tissue engineering is yet to be demonstrated. Unpublished work by Stampfl and
27
colleagues demonstrates the printing of ORMOCER polymers at scan speeds of up to 5 m/s, which could theoretically represent a 30 min production time for a therapeutically relevant scaffold. But allowing for data processing time, stage scanning time and z-stepping time, the actual fabrication time would be approximately 7 days
9 l.
Similarly, the two methods for printing proteins inside scaffolds described in §1.3.3 above are also too slow for widespread adoption for large-scale neurodevelopmental assays, or for therapeutic applications. West and colleagues have demonstrated printing of short peptides in
PEG-diacrylate gels, and Soichet and colleagues have patterned full length proteins in agarose ,
9
2 . Both of these techniques would require several days to manufacture a printed scaffold at a therapeutic scale (Table 1.4), which we define as a 1cm 2 scaffold with 100 pm thickness (as in Table 1.3).
Table 1.4 A comparison of 3-D printing speeds for printing peptides or
proteins in 3-D scaffolds. Patterning times for processes where scan speed is quoted from the literature is estimated assuming a line spacing and a z-axis spacing of 1 pm.
Hane Sl. ateril PtendSeis SedTm
Short RGDS Peptides 120 ps/pm2 14 days o m
(degradable)
Wylie et al.
Wylie etal Agarose Proteins (Shh)
18 X 106 pm3 i8 x06 in 20.8 min
8 days
1.3.5 Collagen as an ideal substrate for tissue engineering applications
The matrix materials listed in Table 1.4 are problematic for neural culture. A major issue with agarose is that it does not support robust neurite outgrowth as its pore size is too small, and all neurons are dead by 14 days in culture
9 3 . Similarly, cells will only grow on the surface of PEG- diacrylate due to its nanometre pore size
9 4 , unless the matrix is rendered collagenase sensitive 9 5
.
Collagen is frequently used as a 2-D or 3-D substrate for supporting neural outgrowth, as it displays excellent cell adhesion, cytocompatibility and porosity properties
93
. For these reasons, it is among the most common tissue engineering scaffold material for regenerative medicine
28
applications
96
. Yet, to date, there exists no chemistry for printing functional proteins inside collagen scaffolds. In addition, the only method for multi-photon printing of collagen scaffolds remains far too slow to form scaffolds at therapeutic scales (Table 1.3). Thus, we propose to develop a new photochemistry to print collagen scaffolds, and print proteins inside these scaffolds at high speed.
1.3.6 Combining scaffold printing and 3-D protein printing inside scaffolds
If a tissue were to have all its cells removed while leaving the extracellular matrix intact, a collagenous scaffold, with micro-architectural features, infused with specific patterns of growth and guidance factors would remain. To engineer such architecture would require a combination of 3-D scaffold printing, and 3-D protein patterning. Multi-photon photochemistry can perform both the 3-D scaffold printing and 3-D protein patterning tasks, but to date, no one has demonstrated a single system that can perform both tasks. The merging of these two technologies could enable the printing of artificial tissue or organ scaffolds, which upon recellularization would be functional. Such a technology may revolutionize our ability to generate artificial tissues and organs in the lab.
1.4 Thesis brief: The need for high-speed 2-D and 3-D laser printing of
proteins and scaffolds
In this introduction, we have outlined the central role that the extracellular matrix plays in development and regeneration. Laser scanning protein patterning enables rapid-prototyping of protein patterns in 2-D and 3-D and the production of smooth gradients of proteins. However, it remains too slow to print large-scale patterns for high-throughput experiments or for 3- dimensional tissue scaffolds. A faster laser-scanning photochemistry is desperately needed to bring this laser technology into the therapeutic realm for patient specific tissue printing.
In this thesis, we present a simple multi-photon photochemistry that enables the fastest 2-D laser protein patterning to date, the fastest multi-photon 3-D printer to date, and the fastest 3-D printing of proteins inside scaffolds. By combining rapid-prototyping of 3-D scaffolds with 3-D patterns of protein, we present the first submicron resolution 'tissue printing' technology that could, in the future, enable the production of artificial organs in 3-D.
29
Chapter 2: PROTEIN PATTERNING
ON
POLY (ETHYLENE-GLYCOL)
MONOLAYERS USING MULTI-PHOTON PHOTOBLEACHING OF BIOTIN-
4-FLUORESCEIN
In this chapter, we introduce the methods used to build a 2-D laser protein patterning system, including the optical setup, the photochemistry and surface chemistry, and the software interface to design and produce arbitrary patterns, gradients and pictures. We demonstrate high-contrast patterns of poly-D-lysine (PDL) on PEG monolayers, and show that neural outgrowth can be directed by printed tracks of PDL.
2.1 Background and motivation
2.1.1
Laser patterning by photobleaching
In §1.2.3, we discussed a range of laser photochemistries that have been used to pattern proteins. Laser patterning by photobleaching shows particular promise. It can be used to print the small molecule biotin-4-fluorescein, from which any protein may be patterned. Unlike photoinitiator-based methods, the proteins are never directly exposed to the laser irradiation of free-radical rich environments that could cause damage. Furthermore, use of a high bath concentration of B4F should enable rapid patterning speeds, because, at high concentrations, only a small proportion of the molecules need be activated to saturate a surface. For these reasons, we pursue an improved embodiment of the existing laser patterning by one-photon photobleaching method presented in the literature
4
, with the aim of increasing the slow laser scanning speed achieved by one-photon photobleaching onto BSA coated surfaces (Table 1.2).
All existing literature for protein patterning by photobleaching patterns a molecule called biotin-4-fluorescein (B4F, Figure 2.1). Upon excitation, the fluorescein becomes free radical and binds to a nearby surface. Biotin, which boasts the highest affinity non-covalent interaction known to biology, binds to the protein streptavidin with -pM affinity. Since streptavidin has four binding sites for biotin, arranged as two pairs on opposite sides of the protein, the
30
remaining biotin binding sites can be used to pull down any biotinylated protein to generate a protein pattern.
H
HH
U
HO
-
I
O 0 H
Figure 2.1: Molecular structure of biotin-4-fluorescein. The molecular structure was obtained from the ChemSpider database.
2.1.2 Photobleaching occurs faster under multi-photon excitation than under one-photon excitation
The desire to generate stable fluorophores that photobleach less upon light exposure, and the drive to create 'mounting-buffers' that contain chemicals to stabilize fluorophores, has led to a large body of literature on the mechanisms of photobleaching of fluorophores. While photobleaching is detrimental in the ubiquitous field of fluorescence microscopy, it is necessary for our protein patterning application. This creates the interesting scenario in which to create a rapid laser protein micropatterning system that uses photobleaching chemistry, we need to reverse several decades of research into stabilizing fluorophores.
Before deciding whether to adopt a one-photon or a multi-photon photobleaching approach for laser printing, it is instructive to understand the differences in the mechanisms and rates of photobleaching between the two techniques. One-photon photobleaching of fluorescein occurs predominantly via a reaction between molecular oxygen fluorescein in its triplet-excited state, resulting in the generation of a singlet oxygen that can re-react with and oxidize the fluorescein
31
(Table 2.1)97-98. This radical can then crosslink with a nearby surface, enabling the patterning of fluorescein-tagged molecules 1
00
. The necessary role that oxygen plays in one-photon photobleaching based protein patterning has been demonstrated by the fact that the, in the absence of oxygen, the patterning rate of fluorophores onto surfaces significantly decreases 9 9 .
Table 2.1: Reaction scheme for one-photon photobleaching. F = fluorophore, SO
= singlet ground state, S1 = singlet excited state, T1 = triplet excited state, hvi = incident photon with energy matching SO -> S1 energy gap, 302 = triplet molecular oxygen, '02
= singlet molecular oxygen, Xe = oxidized, chemically photobleached fluorescein radical.
soF + hvi
+
s
1
F s 1 F
+
TiF
1
T F + 302 soF
+ 102
Fluorescence excitation (one-photon)
Intersystem crossing
Reaction with triplet oxygen and singlet oxygen generation soF + 102 4 X + 02 Oxidation of fluorophore by singlet oxygen
X + Surface
+
X Surface Crosslinking of oxidized fluorophore to a nearby surface
Conversely, multi-photon photobleaching of fluorescein is thought to occur via two-photon excitation, followed by additional, stepwise absorption of photons by fluorescein in its singlet, or triplet excited states, leading to the rapid ionization of fluorescein in a fast, oxygenindependent manner'01 (Table 2.2). In this manner, photobleaching is not limited by the diffusion rate and reaction rate of dissolved oxygen, with the fluorophore being ionized by photon absorption alone. While detrimental for two-photon imaging studies, we hypothesized that this increased rate of photobleaching could enable rapid, multi-photon laser micropatterning of fluorescein-linked molecules onto a surface. By scanning a pulsed, femtosecond laser to multi-photon photobleach B4F, we aim to surpass the 5 pm/s scanning speed currently attained using a one-photon photobleaching setup 4 4 (see Table 1.2).
32
Table 2.2: Reaction scheme for two-photon photobleaching. Symbols are as described in Table 2.1. hv2 is a photon with a wavelength that matches the two photon absorption spectrum for the fluorophore.
soF + 2hv2
+
siF s 1
F
4 TiF s1F + hv2 S
2
F
TIF + hV2
4 T2F
S
2
F + hv2 + s
3
F
T2F + hv2 ->
1
2 F
S2F X*
T 2
F +
X-
S
3 F Xe
1
3 F
-
X-
Fluorescence excitation (two-photon)
Intersystem crossing
Additional step-wise photon absorption leading to less stable, higher energy excitation states
Spontaneous ionization of fluorophore. This becomes more likely the higher the energy state of the fluorophore.
X * + Surface X Surface Crosslinking of ionized fluorophore to a nearby surface
2.1.3 PEG monolayers are the ideal substrate for 2-D protein patterning
Table 2.1 and Table 2.2 above both describe the mechanisms by which fluorophores are rendered free radicals by one-photon or multi-photon absorption. The last reaction necessitates that a substrate be provided for the free radical coupling of biotin-4-fluorescein. For an effective, high-contrast protein patterning substrate, the substrate needs to conform to three specifications: 1) It possesses a chemistry that is compatible for efficient B4F crosslinking to occur upon exposure to a laser, 2) it resists non-specific adhesion of proteins in regions that are not exposed to a laser, and 3) it does not introduce surface topology that could result in mechanical cues that would confound chemical guidance. The first two of these properties are required for high-contrast patterns: if either the patterns are dim (inefficient crosslinking of
B4F), or proteins adhere non-specifically to regions that were not exposed to the laser, then the
33
patterns will have poor contrast. The surface flatness requirement is important, as features as small as 14 nm have been shown to affect neurite outgrowth
02
, and mechanical guidance could confound any observations of guidance by protein cues.
All existing protein patterning by photobleaching literature has used the protein bovine serum albumin (BSA) as its substrate 44
,
4
5
,
99
1
00
, as it is biologically inert, and effective at blocking nonspecific adhesion of many proteins. However, as a substrate, BSA has several drawbacks. We found (see Figure 2.7, in Results) that BSA is not effective at blocking the most adhesive of proteins, such as Poly-L-lysine, which are commonly used as substrates for supporting neuron adhesion and neurite outgrowth. In addition, the BSA substrate is not covalently bound to the underlying glass, and hence it is not stable at blocking adhesion over several days.
Thus, we decided to pursue the use of self-assembled monolayers (SAMs) to prevent nonspecific cell and protein adhesion. Using SAMs have the added benefit of essentially guaranteeing a surface flatness on the order of a few nanometers, depending on the chainlength of the monolayer. The literature suggests several monolayers that are effective for this purpose including poly(ethylene-glycol) (PEG)' 0 3 , poly(vinyl-alcohol) (PVA)
4 8 and phosphorylcholine zwitterions 0 4 . Of these, PEG is by far the most commonly used, as it displays excellent adhesion resistance, is non-toxic and chemically inert.
We will thus apply a simple one-step, silane-based chemistry to covalently link PEG monolayers onto a hydrophilic glass surface to generate a PEG monolayer (see §2.6)
2.1.4 Combining high-speed photobleaching with a protein-adhesion resistant
PEG monolayer
The literature suggests that using a multi-photon photobleaching approach to printing PEG monolayers should enable more rapid laser patterning of protein. We propose to improve the existing patterning speed, and range of proteins that can be patterned of protein by using a scanning infra-red (IR) femtosecond laser to print B4F on a PEG monolayer (Figure 2.2).
34
IB4F
Streptavidin
4wPDL
Biotinylated protein
Figure 2.2: Schematic for multi-photon photo-patterning of proteins on a PEG
monolayer. A Ti:sapphire femtosecond laser is scanned across a PEG-coated surface to photobleach and bind B4F to the surface. Streptavidin and biotinylated proteins are then added to create protein patterns. Alternatively, adhesive proteins like poly-D-lysine (PDL) may be added directly to the B4F.
2.2 Construction of a laser-scanning protein patterning setup
2.2.1 An optical setup for 2-D laser-scanning protein patterning
The optical setup used to create 2-D protein patterns was constructed as shown in Figure 2.3(a).
A 100-femtosecond pulse duration, 80 MHz pulse repetition rate Ti:sapphire laser is passed through a Faraday Rotor to prevent back reflected light from damaging the laser optics. The laser is then passed through a high-bandwidth electro-optic modulator (EOM) (8 MHz) that modulates the laser power, the laser is then scanned by a pair of galvanometer scanning mirrors. The galvanometer scan mirrors accept two voltage signals between ±10 V to define the angles of the mirrors. The EOM receives a voltage input from 0-1 V to vary the transmitted laser power from a maximum to a minimum. A pair of scan lenses is used to image the scanning plane onto the back aperture of the objective, and to expand the laser beam such that it slightly overfills the back aperture Figure 2.3(b). This is important to maximize the resolution of the laser patterning, as high-resolution in multi-photon microscopy is dependent on high numerical aperture objectives, and the overfilling of their back apertures. The beam expansion ratio (B.E.) achieved by the scan lenses is calculated as the ratio of the focal lengths:
f1
B. E.= f2
And a scan angle of 01 at the scanning mirrors will produce a scan angle at the back aperture of the objective, 02, equal to:
35
tan62 tan 61
f1
f2
And the rotation at the back aperture of an objective with focal length fo causes a scan distance at the sample of: d = fo sin
02= fo sin
0z
= fo
sin tan-( tan 01)
f2
The dichroic mirror reflects the IR femtosecond laser, while transmitting visible light for visualization purposes.
2.2.1 Control signals for synchronized laser patterning
The signaling for performing the laser patterning are produced from a National Instruments NI-
DAQ 6259 PCIe card, controlled by a computer running custom MATLAB code. The laser printing is controlled by three analog outputs that control the x-y scanning mirrors, and the laser power via the EOM (see red labels in Figure 2.3). Additionally, the stage is translated in x-
y via a serial link.
Patterning proceeds by horizontally scanning one mirror to form scan lines ('fast scan'), while a second scan mirror is used to step the scan line vertically after each line is complete (Figure 2.4).
To maximize processing speed, we minimize 'scanback' time by performing scanlines in alternating directions, and the laser only visits regions to be patterned (rather than scanning across the entire field of view). This saves significant amounts of time if only small regions are to be patterned within a specific field-of-view. After a field-of-view is patterned, a command moves the stage to a new location for patterning to resume. The scan mirrors have a range of approximately 100 x 100 pm, while the stage can translate over much larger distances (3" x 5").
All signals are synchronized by uploading all signal samples to the hardware buffer of the NI-
DAQ card prior to triggering the start of patterning. Such synchronization is important for producing high speed patterning with scan line frequencies in the kHz range.
36
A
Signal Channel Label:
,Sample
Ti:sapphire Laser
B
Scanning Lens 1 mirror
(fi)
Lens 2
(f
2
)
Back aperture of objective f, f, + f2 f2
Figure 2.3: Physical setup of a 2-D protein patterning setup. (a) Laser path. FR =
Faraday rotor, EOM = Electro-optic modulator, SM = x-y Galvanometer scanning mirrors, SL = Scan lenses and beam expander, DM = Dichroic mirror. (b) Scan lens design. The scan lenses perform two functions: 1) expand the beam such that it overfills the back aperture (for maximum resolution patterning) and 2) To image the scanning mirrors onto the back aperture of the objective (converting a scan mirror rotation to a rotation at the entrance to the objective). This results in a scanning, focused laser beam at the sample plane. The distances between the lenses are determined (as shown) by the focal lengths of the lenses to achieve these two tasks while maintaining collimation of the laser beam. This setup also expands the beam by a factor equal to the ratio of the focal lengths, ensuring that the laser overfills the back aperture of the objective.
37
A
Pattern Area o__
0
VV
B x < 100 pm
C
Signal Channel: A x-scanning mirror (x) y-scanning mirror (y)
Laser power (a)
Stage movement
I
---- Laser scanline (Power = On)
. ....... Laser scanback (Power= Off)
Stage movement lime
I V
Figure 2.4: Signaling for performing scanning laser patterning. (a) The laser is scanned across a pattern area in alternating directions, with short 'scanback' stretches between scanlines. The maximum field of view for the scan mirrors is approximately 100 x 100 pm. (b) To pattern larger areas, the stage translates to a new location where patterning can begin. (c) A time series of the signaling to coordinate patterning. The fast x-scanning mirror moves backwards and forwards, using a high frequency, clipped saw-wave. The y-scanning mirror makes a small step twice per cycle of the saw wave to move to step the scan-line vertically. The laser power is switched off at the edges of the pattern to avoid overexposing the edges while the laser is scanned vertically. After completing a patterning area, the stage steps to a new location, before restarting. The total patterning time is the sum of the stage motion time, signal processing time (to load all signals into the hardware buffer of the NI-DAQ card) and the laser scanning time. The letters denoting the signal channel can be compared with those used in Figure 2.3.
38
2.2.2 A bespoke software interface for design of vector graphics
The MATLAB software constructed for this thesis needs to perform three roles: 1) It needs to enable the design of arbitrary vectorized patterns and gradients for laser printing, in a fast and convenient manner. Many of the benefits of rapid prototyping are lost if designing and generating patterns is cumbersome. 2) It needs to be able to interpret the vectorized pattern data
by forming the appropriate voltage data streams to be uploaded to the NI-DAQ card, and 3) once signals are uploaded, it needs to trigger the execution of laser patterning and coordinate stage motion. In addition, software must be written to image the resulting patterns over a wide area by stitching images, and for several fluorescence channels for multi-protein patterns and antibody stains. This last ability is important as there is little point generating large-scale surface patterns at high-speeds, if acquiring the images is slow and cumbersome.
To meet these requirements a custom GUI environment was programmed into MATLAB, and used for all the work generated throughout this thesis. A pattern designer GUI was programmed to enable the convenient and rapid creation of vectorized graphics (Figure 2.5).
This GUI enables the construction of arbitrary geometries, and the generation of repeated array elements. It can create scanlines along which the laser power is constant, or to form gradients, scanlines can be created with a linear or power-law ramp of laser power. It can also load a photograph from the computer and convert it into scan line geometric and laser power data based on a calibration curve. The example pattern shown in Figure 2.5 was constructed in < 2 minutes. Once the pattern design is complete, The GUI saves the geometries of each scan line required to form the patterns as a file that can be read by the laser scanning execution GUI.
This implementation differs from most other laser protein patterning technologies, which scan a constant large field-of-view, and varying the laser intensity to generate patterns 46
8 1 "1
0 5
. When using this method, printing a pattern that is much smaller than a field of view requires the same time as printing an entire field of view. In our software implementation, the laser only visits areas that are to be patterned (see Figure 2.4b), saving significant processing time for small patterns.
39
Can create different patterns for each well of a multiwell plate
I a)
Y
F r .
e
ToI~ [00-0o u
10 1: 2 0
I
) b c) Pattern history and manager d) Array manager e) Repeated unit preview g) Photograp manager
f) Repeated unit history
Figure 2.5: A screenshot of the pattern designer GUI. The user can build independent patterns for each well of a multiwell plate. (a) a preview of the patterns to be formed. (b) pattern geometry managers to generate squares, reoangles, triangles, and lines. (c) A history of all patterns formed in the well, enabling the user to edit the order in which patterns are formed or delete/undo a pattern. (d) An array editor to enable arraying of identical pattern 'units', with each unit built up from a collection of individual geometries. (e) a preview of the pattern unit to be repeated (note the pattern shown in (b) are an array of patterns from (e). (f) A history of all shapes used to form the repeated unit, enabling deletion/undo. (g) A manager to load grayscale pictures or photographs and convert them into vectorized geometry and laser power data.
2.2.3 An execution GUI to coordinate laser printing
Once the patterns have been created by the user, the vectorized geometries are read by an interpreter (Figure 2.6a). The interpreter performs two transformations to the vectors to convert the patterns into voltage data streams for execution. First, the pattern geometries must be compensated for the fact that the orthogonal x-y basis of the scan mirrors does not match the orthogonal x-y basis of the stepper motor stage. Depending on the laser alignment, the two bases are usually within a 1' of each other. If this difference is not compensated, then a straight line spanning multiple fields of view will be broken (Figure 2.6b). To compensate for this mismatch, the pattern geometries are first rotated in an equal and opposite manner to the difference between the two bases (Figure 2.6c). After compensation, a straight line spanning
40
multiple fields of view will be continuous. Second, once the rotational alignment is compensated, the geometries are then multiplied by a 'volts-per-micron ratio' which links the voltage sent to the scan mirrors to the distance at the sample plane that the laser spot moves.
The voltage streams to control the scanning mirrors and EOM are sent to the NI-DAQ card hardware buffer, and upon triggering, samples are outputted in a synchronous manner.
Samples are outputted at a sample rate (samples/s) that is at least twice the scan-speed of the laser (in pm/s), such that the sample resolution is at least 2 samples/pm.
A
B Uncompensated
12 3 4 5 7 1 10 11 12 o''* coeeeeeeeTe
-m'
C1 0C
M.7
Compensated field of view x-stage axis
Figure 2.6: A screenshot of the pattern execution GUI: (a) The pattern execution
GUI displays what well is currently being patterned, and shows the real-time progress of the laser patterning. (b) The scanning-mirror x-y basis is not typically aligned to the stepper motor stage x-y axis. Without compensating for this difference, a straight line spanning multiple fields of view will be broken. (c) To compensate, the pattern geometry is first rotated by an amount equal and opposite to the difference between the scan-mirror and stage bases. The resulting long-straight line, spanning multiple fields of view, will be unbroken.
2.3 Results
2.3.1 A PEG monolayer effectively resists non-specific protein adhesion
In §2.1.3, we identified PEG monolayers as an ideal background substrate for printing proteins, as they repel non-specific protein adhesion, and resist neural outgrowth
0 6 0 7
. Thus, additive protein patterning will modify an otherwise non-permissive substrate to create regions that
41
permit neural outgrowth. A piece of cover glass was first cleaned in Nanostrip (a stabilized piranha [sulfuric-acid and hydrogen peroxide] solution) to render the glass hydrophilic with a high density of surface hydroxide groups. Next, a trichlorosilane reaction was used to functionalize the glass with methyl-capped PEG (mPEG) chains, 500 MW, to form an mPEG monolayer (Figure 2.7a). To test the ability of the monolayer to resist non-specific protein adhesion, 10 pg/ml of fluorescently labeled poly-D-lysine (PDL) was incubated on either a clean-glass, BSA blocked, or mPEG coated surface for 10 minutes, and then washed off.
Afterwards, the residual surface fluorescence, which represents the non-specifically adhered
PDL, was imaged using fluorescence microscopy (Figure 2.7b). The BSA blocked surface and clean glass surface showed similar levels of non-specific PDL adhesion, while the mPEG monolayer resisted 99.95% of non-specific adhesion, with reference to the clean glass surface
(Figure 2.7c). This demonstrates that the trichlorosilane linked mPEG monolayer successfully resists non-specific adhesion, and is thus a suitable substrate on which to perform laser patterning of proteins.
A B
(i)
cleaned glass
+ 1% mPEG
Trichlorosilane in toluene
CH,
PEG r
CH,
PEGCO
..---(iii) adhesion resistant glass
E
C
G)0.8
0.6
0- 0.4
0.2
z
'kU d (
!
Figure 2.7: A short-chain mPEG monolayer effectively resists non-specific PDL adhesion. (a) A schematic for trichlorosilane coupling to a hydrophilic glass surface. (b) Raw epifluorescence images showing the residual levels of fluorescent PDL after vigorous washing on three different substrates. (c) Relative non-specific PDL adhesion on BSA blocked and mPEG surfaces, with reference to a clean glass substrate. Error bars = standard error of the mean.
2.3.2 High-contrast protein patterns created on a PEG monolayer
By scanning a femtosecond-laser across the surface of the PEG monolayer, we show that excitation of biotin-4-fluorescein (B4F) enables patterning of both streptavidin and PDL (Figure
42
2.8a and b). The patterns of PDL were very uniform, exhibiting a coefficient of variation of 4%.
(Figure 2.8c) The streptavidin patterns formed were very dim, resulting in a poor contrast ratio of approximately 6, whereas PDL patterns were significantly brighter, with a contrast ratio of approximately 26 (Figure 2.8d). The contrast ratios were measured using a high-scan speed of
1,000 am/s, and at this scan speed, PDL patterns had decreased to approximately 10% of their maximum brightness (Figure 2.8e), and significantly higher contrast ratios are achievable at slower scan speeds.
A
rp
B C
Pattern
Brightness
(a.u.)
=
8 z
Strpt
C'
D
30
O 2s
20 tj* 15
4-' 10
C
0 5
0
Strept PDL
E
31
01
0.01
c 0.001
Q. 10 2
10,
Scan speed (pm/s)
10'
4-J
c
=4%
Figure 2.8: Patterning of PDL and Streptavidin on an mPEG surface. (a) square patterns of streptavidin, formed at a scan speed of 1000 pm/s. Scale bar 10 pm.
(b) A pad a track set of PDL patterns. Scale bar 80 pm. (c) One-dimensional brightness profile of PDL patterns, running parallel to a track. The coefficient of variation was measured to be 4%. (d) Contrast ratio of streptavidin and PDL patterns formed at a scan speed of 1000 pm/s. Brightness of PDL patterns with varying laser scan speeds. Laser power for all patterns was set at 5 nJ/pulse.
Error bars = standard deviation
43
2.3.3 Protein patterns on a PEG monolayer direct neural outgrowth
To verify the cell-repulsive properties of the PEG monolayer, and the cell-adhesive function of patterned PDL, we plated dissociated E18 rat hippocampal neurons on 'pad-and-track' patterns of PDL. We generated the patterns over approximately 4 mm 2 (Figure 2.9a). Cells were fixed and stained for neuron-specific (3111 tubulin. Most cell bodies were located on the large PDL pads (Figure 2.9b) while the visualized neurites were tightly directed by the narrow tracks of
PDL (Figure 2.9c).
A
B C
0 pm10p
Figure 2.9: Neuron guidance on PDL pad-and-track patterns. (a) Patterns were created over 4 mm
2
.
(b) and (c), neuron cell bodies were largely confined to the pads, while neurites extended along the tracks. Red = PDL patterns, Green
= neuron specific 3111 tubulin, Blue = DAPI stain for nuclei.
44
2.3.4 Large-scale analysis of neurite growth dynamics on patterned strips of protein
Note: The work in this section (@2.3.4) was performed by graduate student Zachary Wissner-Gross, using the setup and technology developed for this thesis. We provide a discussion of the work performed to highlight a successful implementation of this technology for studying neurodevelopment.
The high uniformity of protein patterns (see Figure 2.8c), and the ability to tightly direct neurite outgrowth (see Figure 2.8b), makes this patterning technology ideal for studying neurite outgrowth dynamics. As we discussed in §1.1.2, during development, neurons extend a number of immature neurites which compete to become the axon. Several mathematical models have been constructed to describe this competition -
110
, but none have been rigorously tested with time-lapse experimental data. Primary neuron culture, in which dissociated neurons are cultured on a permissive substrate (usually provided by a PDL-laminin coating), results in neurons with variable numbers of neurites, and frequent cell-cell interactions. The large number of neurites per neuron introduces a prohibitively large number of variables for mathematical analysis, and the cell-cell interactions hinder the identification of neurites.
To overcome both of these problems, the laser patterning technology presented in this chapter was used to neurons were plated on narrow (- 1 pm width) stripes of PDL. This resulted in all neurons extending two neurites (Figure 2.10a), prevented cell-cell interaction, and enabled easy extraction of neurite length data over time (Figure 2.10b). Achieving this neuron morphology required two features of the patterning technology: First, that the background was sufficiently non-adhesive to prevent neurites growing off the PDL lines. Secondly, the high resolution of the laser patterning method was important to ensure that only a single neurite could fit on the PDL line in each direction. Our laser patterning method, using a background PEG monolayer, is the ideal setup for this achieving this requirement. Finally, the uniformity of the PDL patterns ensured that neurite outgrowth was not biased in either the 'upwards' or 'downwards' directions, resulting in a symmetrical histogram of neurite lengths averaged across all neurons
(Figure 2.10c).
45
A
8
10
1200
B
100
4
670
10
C
4 0
250
30
20
1 3 5 7
Time (hours)
9 11 1,3
C
0 s0 100
Neurite length (pm)
Figure 2.10: Large-scale analysis of neurite growth dynamics. (a) Neurons grown on ~ 1 tm lines of PDL extend only two neurites, one projects 'upwards', and the other projects 'downwards'. Scale bar = 50 urm. (b) Neurite length from each neuron was measured over time, and curves were fit using a biophysically inspired model. The data shown is for a single neuron. (c) The uniformity of PDL patterns ensured that, averaged over all neurons, upwardly projecting neurites had the same length distribution as downward projecting neurites. For all graphs, Blue = 'downward', red ='upward' neurite length. Figure adapted from
Wissner-Gross et al.
11
.
2.4 Discussion
We present a novel method for multi-photon laser patterning proteins onto a PEG monolayer
by photobleaching biotin-4-fluorescein (B4F) (Figure 2.2). For the first time, we combine the versatility and rapid-prototyping ability enabled by laser printing, with the exceptional nonadhesive properties of a covalently bound PEG monolayer in the background (Figure 2.7). We show that both PDL and streptavidin can be patterned at speeds of up to 1 mm/s (Figure 2.8a), which represents a 200-fold increase in patterning speed on existing laser photobleaching methods (Table 1.2)"A5. PDL patterns exhibited a high contrast ratio (Figure 2.8), while streptavidin patterns were significantly dimmer when compared with the background. The
PDL patterns were capable of directing neuron cell adhesion and neurite outgrowth (Figure
2.9), and enabled a large scale screen of neurite outgrowth dynamics (Figure 2.9).
By patterning at 1,000 Im/s, we have reduced the time required to print a 3"xl" glass slide from
12 years (the speed previously achieved by laser patterning by photobleaching methods") to 22 days. While this is significantly faster, this laser patterning method remains too slow to enable large-scale patterning, and remains slower than other competing laser protein patterning methods (see Table 1.2).
46
150
2.5 Conclusions
We have demonstrated the construction of a multi-photon laser protein micropatterning setup, and show that it enables high-speed patterning of PDL and streptavidin. PDL patterns created were capable of directing both cell body adhesion and neurite outgrowth. However, the technology remains too slow for use in large-scale applications, and streptavidin patterns remain too dim for patterning biotinylated proteins at high concentrations. In the next chapter, we focus on both enhancing the patterning speed and the pattern brightness of streptavidin.
2.6 Detailed methods
2.6.1 Formation of mPEG monolayer using trichlorosilane chemistry
Glass coverslips (Matrical, Spokane, WA) were cleaned in a bath of Nanostrip (a stabilized piranha solution; Cyantek, Fremont, CA), at 65'C for 15 min. Coverslips were then sonicated in deionized (DI) water for 5 min, rinsed under running DI water, then dried under a stream of nitrogen gas. To create the mPEG trichlorosilane monolayers, nanostrip cleaned glass coverslips were added, under nitrogen, to a toluene bath containing 1% w/v 2-[methoxy(polyethyleneoxy)propyl]trichlorosilane (Gelest, Morrisville, PA) for 1 h. Still in the nitrogen atmosphere, coverslips were then rinsed in a fresh toluene bath, sonicated in DI water for 5 min, and then rinsed under running DI water. Coverslips were then dried under a stream of nitrogen, and stored for < 1week in a desiccator prior to use.
2.6.2 Protein preparation
70-150 kDa PDL (Sigma-Aldrich) was fluorescently labeled by adding 65 Pg of DyLight 594-
NHS (Thermo Fisher Scientific) to I mg of PDL in 0.5 ml of borate buffer (pH 8). After 1 h, the remaining unconjugated dye was separated by dialysis. Streptavidin was purchased preconjugated with Alexa-Fluor 555 (Invitrogen).
2.6.3 Laser patterning of proteins on PEG monolayers
200 g/ml of B4F (Invitrogen, Carlsbad, CA) in pH 8 borate buffer, was added to a well, made by pushing polydimethylsiloxane (PDMS) onto the PEG-coated glass coverslip. A MAITAI femtosecond laser (Newport, Irvine, CA), with -100 fs pulse duration and 80 MHz pulse repetition rate, was tuned to 780 nm and focused through a 0.9NA, 40X air objective, using a
47
Perfect Focus system (Nikon Instruments, Melville, NY) to maintain focus across the field of patterning. Unless otherwise stated, patterns were formed at a scan speed of 1,000 Pm/s, a laser power of 5 nJ/pulse (as measured at the sample), and a scan-line separation of 0.25 pm, with a typical 50 pam x
50 am (width x height) triangle requiring 5 s of patterning time. PDL and streptavidin were added to laser patterns of B4F at 10 ag/ml in PBS containing 3% BSA and incubated for 10 minutes prior to vigorous washing with 5 ml borate buffer.
2.6.4 Cell culture
All animal work was approved by the MIT Committee of Animal Care and Division of
Comparative Medicine, and abided by institutional, state, and federal guidelines for animal welfare. Hippocampi were harvested from E18 Sprague Dawley rats (Charles River
Laboratories, Wilmington, MA), and digested in ice-cold Hank's balanced salt solution (HBSS), buffered with 10 mM HEPES, pH 7.3. The tissue was digested by a 30 min incubation in 2 ml of
HEPES buffered HBSS containing 20U/ml of papain (Worthington Biochem., Lakewood, NJ),
1mM EDTA and 1 mM L-cysteine. Next, the tissue was rinsed three times with 8 ml of
Neurobasal-B27 containing 2 mM glutamine and 100 U/ml penicillin/streptomycin
(hippocampal culture medium). The cells were gently triturated in 1 ml of hippocampal culture medium, counted with a hemocytometer, and plated at a density of 30k cells/cm 2 . The cells were maintained at 37
0
C, 5% CO2 before imaging.
2.6.5 Immunocytochemistry
After 48 h in culture on PDL patterns, cells were fixed for 30 min in 4% paraformaldehyde, and then rinsed 3x in PBS containing 0.05% tween-20 (PBST). Cells were permeabilized by 10 min incubation in 0.01% triton-X in PBS, and then rinsed 3x in PBST. The cells were blocked for 30 minutes in PBST containing 3% BSA. Cells were then incubated in PBST containing 3% BSA with either mouse monoclonal 3111-tubulin antibody for neurite imaging, (R&D Systems,
MAB1195, dilution 1:1000) for 1 h. After 3 rinses in PBST, cells were incubated with a fluorescently labeled conjugated secondary antibody for 30 min, and rinsed in PBST. Finally, cells were incubated in 1:10,000 dilution of DAPI for 1 min prior to a final rinse with PBST. Cells were imaged using a custom-built MATLAB scan and stitch software.
48
2.6.6 Image analysis
Fluorescence images were acquired using a Coolsnap HQ2 CCD (Photometrics, Tucson, AZ).
For measuring background adhesion of fluorescent PDL, 10 pg/ml of PDL in PBS was incubated for 10 min on passivated surfaces, and an average pixel brightness was measured. To account for dark noise and fluorescent filter imperfections, this value was then subtracted from the mean pixel brightness measured for a negative control surface which had no prior exposure to fluorescently-labeled PDL. For streptavidin patterns, protein was added at 10 pg/ml and incubated for 5 min. For measurement of pattern brightness, the mean pixel values for patterned regions of interest were subtracted from a mean pixel value of a background region of interest.
49
Chapter 3:
ULTRA-HIGH SPEED LASER PROTEIN
MICROPATTERNING ON LONG-CHAIN, ACRYLATED
PEG
MONOLAYERS
In this chapter*, we further develop the laser protein patterning method described in the previous chapter by varying the design of the PEG monolayer and oxygenation of the patterning solution. By optimizing the patterning technology, we demonstrate bright patterns created with just 100 ns of exposure time (simulating a 10 m/s scan speed). We also extensively characterize the patterning chemistry, and discover varying multi-photon photobleaching mechanisms over a range of laser powers.
3.1 Background and motivation
3.1.1 Many factors determine the maximum patterning speed
Upon multi-photon excitation, others have shown that fluorophores in solution photobleach at a rate, F (s-1), that is governed by the equation:
T = APB
Where A and B are constants, and P is the pulse power of the incident laser (in nJ / pulse)
112
. The value of the constant A depends largely upon the species of fluorophore and the numerical aperture of the objective. B, the exponent, represents the average number of photons that are absorbed in order for photobleaching to occur. Upon photobleaching, biotin binding requires that the biotin-4-fluorescein (B4F) radical diffuses to the surface without being quenched, and that the fluorophore successfully binds to the surface upon reaching it. These two requirements,
* Work in this chapter is adapted froni Scott, M. A., Wissner-Gross, Z. D. & Yanik, M. F. Ultra-rapid laser protein micropatterning: screening for directed polarization of single neurons. Lab on a Chip (2012). (doi:10.1039/c21c21105j) reproduced by permission of the
Royal Society of Chemistry.
50
both diffusion and binding, can be represented by a coefficient, a, which represents the probability of a photobleached fluorophore binding to the surface. For simplicity, we will assume that a is constant for any region within a characteristic diffusion volume for fluorescein radicals, Vdiffusion. Since we are studying the maximum speed for patterning (at which speed pattern brightness will be significantly below saturation), we will ignore the effects of saturation of surface binding sites. We will assume a constant bath concentration of B4F of CO, which does not significantly vary as fluorophores photobleach, and a characteristic volume of B4F that is excited by the laser, V. Note that any volume that is excited outside of the characteristic diffusion distance for the fluorescein radical will not affect the patterning rate. Hence we can define the characteristic volume as:
V
= min(V excite, Vdiffusion)
We will also assume that the B4F concentration is low enough such that radical fluoresceinfluorescein quenching is negligible. Given all the above conditions, we can write the following equation to describe the rate of biotin patterning, $ (in moles/s), upon exposure to a laser.
$ = aCOVcAPB d a1VcCoPB
Where a, is a new constant defined as the product of a and A. Since we are assuming saturation and depletion effects are negligible, the resulting pattern density of biotin, S, after a laser exposure time of T seconds is:
S = ra1VCoPB
From this analysis, it is clear that the rate of patterning depends upon many factors, including the incident laser power, the probability of photobleaching upon excitation, the probability of the fluorophore being quenched in solution while diffusing to the surface, the probability of binding to the surface upon reaching it, the excitation volume, and the bath concentration of
B4F. To achieve a maximum scan speed for laser patterning, each of these factors must be optimized.
51
3.1.2 Acrylate moieties enable efficient free radical induced crosslinking
Streptavidin patterns on a methyl-capped PEG monolayer (mPEG) were very dim, and resulted in patterns with poor contrast (see Figure 2.8). We hypothesized that this was due to inefficient coupling of B4F radicals to the monolayer, and sought to increase the probability of radical binding, and thus improve patterning speed. Acrylate moieties, containing an electron-rich double bond, are very commonly used in free-radical polymerization reactions, as free radicals can undergo electrophilic addition in the vicinity of the double bond. We therefore sought to generate PEG monolayers that were capped with acrylate moieties (aPEG) to improve patterning efficiency.
Secondly, we wanted to test the effect of varying PEG chain-length on patterning efficiency.
PEG monolayers form one of two broad configurations, brush-like (Figure 3.1a) or mushroomlike (Figure 3.1b), depending on the graft-densitym' 4 , which, since long chains have larger diameters of gyration, is strongly associated with the chain-length of the PEG to be grafted
1 4 .
The method presented in Chapter 2 uses a short-chain, 500 MW, methyl-capped PEG, which is expected to form a brush-like monolayer 4 . In this chapter, we test the effect of using longer chain-lengths (with lower predicted graft densities) on patterning efficiency.
A B
PEG 'Brush' PEG 'Mushroom'
Graft
High Low
Molecular weight
Low High
Figure 3.1: Different PEG structures depending on graft density and PEG
molecular weight. In Yang et al., 700 MW PEG was considered 'low' molecular weight, while 5000 MW PEG was considered 'high'"
1
4 . Image adapted from Yang et al.
11 4
.
52
3.2 Results
3.2.1 A two-step method for producing PEG monolayers
In Chapter 2, we described a method for patterning proteins on PEG monolayers, capped with a methyl (-CH3) group. In this chapter, to address whether changing functional caps can enable faster protein patterning, we need to develop a method for generating PEG monolayers that does not rely on silane-hydroxide crosslinking, as acrylate groups will cross-react with silanes.
Instead, we opted to use N-hydroxysuccinimide (NHS) chemistry to crosslink with a preformed monolayer of primary amines. To achieve this, we form the PEG monolayer in two steps: 1) A surface is coated with APTES to present an amine monolayer to which 2) NHS-PEG-
R (where R can be any functional cap that does not contain a primary amine) is added to form a
PEG monolayer (Figure 3.2a). At each step, we monitored the changing surface chemistry by measuring the water-contact angle (Figure 3.2b). If PEG-NHS is added without first adding
APTES to create a surface of amines, the contact angle remains similar to that of the bare, nanostrip cleaned glass. These experiments demonstrate that APTES is a necessary intermediate treatment for generating the PEG monolayer.
Next, to assess the bath concentration of PEG-NHS necessary to saturate the amine coated surface, we monitored the change in the surface contact angle with varying concentrations of
PEG-NHS (Figure 3.2c). The contact angle, c, depends on the surface tension between the solid
(S), liquid (L), and vapour (V) interfaces, and satisfies the Young Equation for a droplet in equilibrium:
0 = Ysv YSL -YCOS(Oc)
At low bath concentrations of PEG-NHS, the surface will remain unsaturated with PEG, while at higher concentrations, it will become saturated. We use the empirical Cassie equation"' to describe the contact angle of a heterogeneous, partially saturated surface. In this model, a proportion
p
of the surface is coated with one species with saturated contact angle, 6, (in this case, the microscopic proportion of the surface coated in PEG), and the remainder of the surface coated with a species with saturation contact angle equal to
6 a (in this case, amine groups from the APTES treatment):
(2)
cosec =
BcosOP +
(1
P)COSOa
Where we determine (3 by the Langmuir isotherm:
-
= CP
1+ aC,
(3)
Oc
is the water contact angle, and Oy is the known contact angle measured for a saturated PEG-
2000 surface, and 0a is the known contact angle measured for the aminated surface, fl is the proportion of available sites that are PEGylated, C
, is the concentration of PEG solution added to the aminated surface, and a is the Langmuir constant. Equations 2 and 3 were used to fit the curve of contact angle versus PEG-NHS bath concentration in Figure 3.2c. The contact angle suggests that surface saturation with PEG was reached at a bath concentration of around
10mg/ml. This concentration was used for all subsequent experiments.
3.2.2 A screen of various PEG monolayers for non-specific PDL adhesion
We performed a screen to test the effects that coupling chemistry (trichlorosilane, triethoxysilane or NHS-amine crosslinking), PEG chain-length, and functional capping had on the non-specific adhesion of PDL to the surface (Figure 3.3). We found that non-specific adhesion of PDL was minimized using the methyl-capped, 500 Da, PEG (mPEG500) monolayer coupled via trichlorosilane (TCS) chemistry, while the triethoxysilane (TES) coupled mPEG2000 monolayer exhibited the most non-specific adhesion, as measured by residual background fluorescence after 10 min incubation with fluorescent PDL (Fig 1b). The NHS-amine coupled monolayers demonstrated an intermediate level of PDL adhesion, with increasing levels of adhesion as the PEG chain-length increased, and no difference was observed between monolayers formed using acrylate-capped (aPEG) and methyl-capped PEG (mPEG). Since trichlorosilane-functionalized mPEG is only commercially available at low molecular weights (
500 Da), for all subsequent experiments, high molecular weight PEG monolayers (> 2000 Da) were instead formed using the two-step, NHS-amine coupling chemistry.
54
A
B
80
00
ON)R
OH OH OH OH OH OH60
10% APTES in EtOH
NHI
(CH
)
Si
NH,
(CH,)3 si
? ?' ?
1% R-PEG-NHS in borate buffer
PEG
C=O
0
NH
(CH)
I
Si
3
R
PEG
C=O
0U
NH
(CH)
I
Si
3
C40
0 c20
2
0
APTES -
PEG-NHS -
-
+ +
+
-
+
C
70
M,65
60
M55 a50
45
4
10 10 10 10 10 10 10
[Acrylate-PEG3500-NHS] (mg/ml)
10
Figure 3.2: A two-step method to form a PEG monolayer. (a) (i) Glass is first cleaned with Nanostrip to produce a hydrophilic surface of hydroxide groups.
The glass is coated with APTES to generate a monolayer of primary amines, followed by (ii) the addition of an aqueous solution of R-PEG NHS to form a
PEG monolayer. (b) Modification of the glass surface was monitored at each step
by water contact angle. (c) The surface contact angle was found to vary PEG concentration. The plotted curve was fitted using Equations 2 and 3, with
Langmuir constant a = 18.4 ml/mg, suggesting a characteristic PEG concentration for 50% surface saturation of 0.05 mg/mI.
55
C
0
U
C
.0
-C
NHS-Amine Coupled
; LUE
Figure 3.3: Background PDL adhesion on different PEG monolayers. PEG monolayers were formed using various reaction chemistries, PEG chain-lengths and functionalized caps.
3.2.3 A screen of various PEG monolayers for streptavidin pattern brightness
After identifying monolayers which effectively resist non-specific adhesion (see Figure 3.3
above), we next sought to screen for patterning efficiency on various PEG monolayers. To this end, we measured the brightness of square patterns of fluorescent streptavidin after printing
B4F on mPEG500 (as prepared in Chapter 2 of this thesis), and mPEG5000, aPEG5000, and aPEG3500 monolayers, using the two-step monolayer formation method described in Figure 3.2.
For all patterns, scan-speeds of 10 mm/s and a scan line separation of 0.25 im was used.
Patterning on longer chain PEG monolayers (MW > 2000 Da) resulted in a ~20-fold increase in pattern brightness compared with mPEG500, and using acrylated functionalized caps provided an additional ~2-fold increase in pattern brightness when compared with methyl-capped monolayers (Figure 3.4).
By comparing data in Figure 3.3 and Figure 3.4, it is clear that aPEG3500 or aPEG2000 monolayers provide the best balance between non-specific protein adhesion resistance, and
56
pattern brightness. All further experiments in this chapter are performed using aPEG3500 monolayers.
A aPEG3500 aPEG5000
B-
-j NHS-Amine Coupled mPEG5000 mPEG500
~0.02
Figure 3.4: Streptavidin patterns on PEG monolayers with various chainlengths, functional caps and coupling chemistries. (a) 10
~m squares formed on various monolayers. (b) Measurements of square brightness on different surfaces identifies aPEG3500 monolayers as the most efficient surface for printing B4F.
3.2.4 Using pulse-width modulation (PWM) to simulate higher laser scan speeds
The streptavidin patterns shown in Figure 3.4 above were formed at
a
scan speed of 10 mm/s, which corresponds to a scan line frequency of 1 kHz. This frequency is close to the maximum speed that the galvanometer scan mirrors can scan without overheating. To generate maximally bright patterns at scan-speeds of 10 mm/s requires only a fraction of the maximum intensity available to the femtosecond laser thus we anticipated much higher speed patterning is possible. To simulate higher speed patterning, the signal from the NIDAQ analog output is fed into a variable gain amplifier which is gated with a 100 kHz square wave from a function generator (Fig S2). The resulting modulated signal is sent to the EOM to control the laser intensity at the B4F sample. In this manner, decreasing the duty cycle of the square wave proportionally decreases the laser dwell time, simulating a higher scan speed. For example, a physical scan speed of 10 min/s, combined with a 1% duty cycle square wave modulating the
EOM signal, simulates a scan speed of 1 m/s.
57
V
Square wave from f(x) Generator
d T
V
)
Signal from NIDAQ analog output
t
Duty cycle = d /T t
v-
0----
Modulated signal
Variable Gain
Amplifier t
Figure 3.5: Electrical setup to achieve pulse-width modulation for simulating
high scan speeds. A square wave with variable duty cycle (d/T) is fed into the gain input of a variable gain amplifier to perform pulse-width modulation of the
Analog Output signal from the NIDAQ card. Varying the duty cycle of the square wave then effectively varies the dwell time of the laser, enabling higher simulated laser scan-speeds. Using this setup, the simulated scan-speed is given
by (actual scan-speed) / (d/T).
To EOM
3.2.5 Variation of PDL and streptavidin pattern brightness with scan-speed on various monolayers
In §3.2.3, we showed that using long-chain acrylated PEG monolayers enable bright patterning of streptavidin at a scan speed of 10 mm/s. Next, we studied the variation of PDL and streptavidin pattern brightness with scan speed, at all speeds comparing pattern brightness on the mPEG500 monolayer (from Chapter 2), and the aPEG3500 monolayer (Figure 3.6). By varying scan-speed from 100-10,000 Vm/s, and varying the duty cycle of the pulse-width modulation between 1-100%, we were able to test how pattern brightness varies with scanspeed (dwell time) over four orders of magnitude. PDL pattern brightness increases monotonically with dwell time (the inverse of scan speed) (Figure 3.6a,i). Comparing different surfaces, aPEG3500 monolayers can support bright PDL patterns at significantly higher speeds than mPEG 500 monolayers (Figure 3.6a,ii). BSA monolayers do not support PDL patterns due to excessive background adhesion (data not shown). (b) (i) Streptavidin can be patterned using short dwell times of 4 ps/pm
2 (a scan speed of 1 m/s), and pattern brightness reaches a
58
maximum as exposure time increases, before over exposure results in a loss of pattern brightness (Figure 3.6b,i). This overexposure effect (Figure 3.6c), seen only in patterns of streptavidin, is likely due to the ablation of the biotin moiety at excessive laser fluencies, inhibiting the specific interaction between biotin and streptavidin, but still enabling the nonspecific interaction between B4F and PDL. Finally, aPEG3500 monolayers enable significantly brighter streptavidin patterns at all scan speeds when compared with either BSA or mPEG500 coated surfaces (Figure 3.6b,ii). The achieved scan speed of I m/s represents the fastest laser protein patterning system to date.
A
PDL
(i)
Dwell time (ps/pmi 4 40,000
10'
B
Streptavidin
(i)
Dwell time (ps/pmO 4 Increasing dwell time 40,000
102 aPEG3500aPEG3500
5
0r
C 0.1
0.00
Speed (pm/s)
C
-o
B50 mPEG500
C
Speed (pm/s)
-Hollowed out interior
Bright fringes
Figure 3.6: Variation of (a) PDL and (b) Streptavidin pattern brightness with
laser scan speed on various surface coatings. (a)(i) 10 tm square patterns of
PDL formed with increasing dwell time (decreasing scan speed). (ii) Variation of
PDL pattern brightness with speed. (b)(i) 10 m square patterns of streptavidin formed with increasing dwell time (decreasing scan speed). (ii) Variation of streptavidin pattern brightness with speed. (c) An example of overexposed streptavidin patterns, with the characteristic 'hollowed-out' appearance. * = simulated scan speed using pulse-width modulation. A laser power of 5 nJ/pulse was used at all scan speeds.
59
3.2.6 Variation of PDL and streptavidin pattern brightness with laser power
Next, we studied the dependence of pattern brightness on laser power using a constant scan speed of 10 mm/s. PDL pattern brightness increase monotonically with laser power (Figure
3.7a,i), and higher laser powers were required to print patterns at higher speeds (Figure 3.7a,ii).
In a similar manner to the variation of streptavidin pattern brightness with scan speed (see above), streptavidin patterns became brighter with increasing laser power, reached a maximum brightness, then started decreasing at the highest laser powers due to overexposure (Figure
3.7b,i). Similarly to PDL, higher laser powers were required to pattern streptavidin at higher scan-speeds (Figure 3.7b,ii). To generate this graph, the power range was set at each scan speed to provide sub-saturation pattern brightness.
In §3.1.1, we derived a simple expression to describe pattern brightness. The high -pM affinity of streptavidin for B4F lends to the following assumptions. First, that every patterned molecule of B4F leads to the binding of a single streptavidin molecule. Second, that the pattern brightness is significantly below the level at which the surface is saturated with streptavidin, such that the binding of a streptavidin to one molecule of B4F does not sterically interfere with the binding of a second molecule of streptavidin to a neighbouring second molecule of B4F. Third, that fluorescence saturation, or fluorophore depletion does not occur
(i.e. the number of photobleached fluorophores is small compared with the number of fluorophores in the excitation volume). Based on these assumptions, depending on laser exposure time, z, the volume of B4F that is excited by the laser Vc, the bath concentration of B4F CO, and laser power
P, streptavidin pattern brightness, S, can be described by:
S
=
ra1VcCoPB (4)
Taking the logarithm of both sides gives:
log(S)
=
log(ra
1
VcCo) + log(PB)
Which yields: log(S) =
log(ra
1
VcCo) + B log(P)
(5)
(6)
60
which is the equation for a straight line on a log-log plot, with slope B. Straight lines are fitted in Figure 3.7b,ii using this equation. Interestingly, we found the slope B,which represents the average number of photon absorption events occurring prior to photobleaching, increased with laser power, starting at ~2.5 for low powers, and increasing to -4 at the highest powers (see first four rows of Table 3.1 below).
A
PDL
(i)
Power
(ii)
Increasing power
B
Streptavidin
0)5 Power
Streptavidin
(ii)
.
-
5
0.
0.01
0.001$:
0.1
102 pm/s
1
Laser power (nJ/pulse)
10
0.
0.01
.0
102
10
105*
1
6 pm/s*
0.1 1
Laser power (nJ/pulse)
Figure 3.7: Variation of (a) PDL and (b) Streptavidin pattern brightness with laser power on an aPEG3500 surface. (a)(i) 10 pm square patterns of PDL formed with increasing dwell time (decreasing scan speed). (ii) Variation of PDL pattern brightness with speed. (b)(i) 10 pm square patterns of streptavidin formed with increasing dwell time (decreasing scan speed). (ii) Variation of streptavidin pattern brightness with speed. (c) An example of overexposed streptavidin patterns, with the characteristic 'hollowed-out' appearance.
* = simulated scan speed using pulse-width modulation. A laser power of 5 nJ/pulse was used at all scan speeds.
3.2.7 High-speed patterning of full-length biotinylated proteins
In the previous section, we demonstrated patterning of streptavidin at scan speeds of up to 1 m/s. To verify that biotinylated proteins can be conjugated to the streptavidin patterns, we pattern Alexa Fluor 647 labelled streptavidin at various scan speeds, and add DyLight 555 labelled biotinylated laminin to the patterns (see Figure 2.2 in previous chapter for an illustration). Upon two-channel epifluorescence imaging, we found that the pattern-brightness versus scan speed for streptavidin and biotinylated laminin had similar profiles, verifying that biotinylated proteins can be patterned on ultra-rapid patterned streptavidin (Figure 3.8).
61
Table 3.1: Fitted slopes for streptavidin patterns versus laser power under
various conditions. Slopes calculated for Equation 6. The slope represents the average number of photons absorbed leading to patterning in different conditions.
0.1
a
0.01
0.001 Spe (pm/
Speed (pm/s)
Figure 3.8: Variation of streptavidin and biotinylated laminin patterns with laser scanning speed. Blue circles = streptavidin. Red squares = biotinylated laminin. A laser power of 5 nJ/pulse was used at all scan speeds.
3.2.8 Dependence of pattern brightness on bath B4F concentration
The rate of streptavidin photopatterning is dependent on the bath concentration of B4F (see
Equation 4). To verify that B4F is necessary for pattern generation, we tested pattern brightness with varying bath concentrations of B4F, at a constant scan speed of 10 mm/s, and laser power of 5 nJ/pulse. As expected, pattern brightness increased, reaching saturation at higher concentrations of B4F (Figure 3.9). The fitted curve shows the pattern brightness exponentially
62
reaching a saturated value, reflecting the decreasing probability of additional streptavidin binding to a close-to-saturation surface pattern.
0.8
(y 0.6
C
4-1
-C
0.2
0
0 200 400
[B4F] (pg/ml)
Figure 3.9: Variation of pattern brightness with concentration of B4F. The fitted curve is an exponential of the form: S = 1 - e-"Co, where a is a constant.
3.2.9 Addition of the free radical scavenger ascorbic acid inhibits patterning
To support our hypothesis that the coupling of B4F to the PEG monolayer is governed by a radical process, we studied the effect of adding L-ascorbic acid, a radical scavenger, to the B4F solution. We found that the L-ascorbic acid shifted the streptavidin pattern brightness curve to the right, demonstrating that a radical scavenger inhibits B4F patterning in a concentration dependent manner (Figure 3.10). Higher laser powers are required to achieve the same pattern brightness as more ascorbic acid is present in solution. We also found that the multi-photon order (slope) of the graph increased with ascorbic acid concentration (Table 3.1, rows 5-7).
63
QJ 0.1
0mM
0.01 1 m
1mM
0.1 1
Power (ni/pulse)
Figure 3.10: Addition of ascorbic acid inhibits streptavidin patterning in a
concentration dependent manner. The lines are fitted using Equation 6. The concentrations indicated are the bath concentrations of ascorbic acid.
3.2.10 Addition of MEA, a triplet-state quencher, inhibits patterning
To assess the involvement of the excited triplet states of fluorescein in the photopatterning reaction, we added
p-mercaptoethylamine
(MEA, also known as cysteamine) to the B4F solution. MEA has been used previously to study the role of the triplet state of fluorophores in photobleaching, and is known to quench both the triplet-excited state and the semi-oxidized fluorophore radicals
97
. We found that adding MEA to the bath substantially lowered patterning efficiency (Figure 3.11), suggesting that photopatterning of B4F occurs via multi-photon photobleaching of triplet-state fluorescein.
0
C
C) 0.1k
0 mM c
CL 0.01
100mM
Laser power (nJ/pulse)
Figure 3.11: Addition of MEA inhibits streptavidin patterning,. The lines are fitted using Equation 6. The concentrations indicated are the bath concentrations of MEA.
64
3.2.11 Removal of dissolved oxygen enhances maximum patterning speed and pattern brightness
The influence of the triplet-state of fluorescein on photobleaching kinetics
9
7 , lead us to consider methods to increase the triplet-state lifespan of fluorescein, increasing the probability of additional photon capture and radical generation. Dissolved oxygen is known to quench tripletstate fluorescein, returning it to its ground singlet-state, and generating a singlet oxygen molecule in the process. We therefore hypothesized that removal of dissolved oxygen, by nitrogen bubbling and enzymatic oxygen scavenging, could significantly enhance patterning efficiency. We found that removal of oxygen did indeed significantly reduce the amount of laser power necessary to generate streptavidin patterns (Figure 3.12a). Next, to test that this increased patterning efficiency translates into a higher maximum scan speed, we compare patterns of streptavidin formed at scan speeds of 10 m/s for both oxygenated and deoxygenated solutions of B4F (Figure 3.12b). These images show how high contrast patterns of streptavidin can be formed at scan speeds of 10 m/s, and that exposure times as low as 100 ns (- 8 x 100 fs pulses) are sufficient to generate spot patterns of protein. With the improved efficiency of patterning, enabling streptavidin patterns to be generated at lower laser powers, the multi-photon order
(slope) was found to decrease upon removal of oxygen (Table 3.1, rows 8 and 9).
3.2.12 A Jablonski model of multi-photon patterning
To illustrate the data presented in §3.2.9 through §3.2.11, we present a Jablonski diagram showing the fluorophore state transitions (Figure 3.13). In this model, free radical mediated coupling of B4F is achieved via two-photon excitation followed by inter-system crossing into the triplet state. From here, a number of additional photons are absorbed in a step-wise manner, generating higher and higher energy molecules with an increasing propensity to ionize and form radicals which couple to the adjacent aPEG3500 substrate. This model explains how the addition of MEA inhibits patterning (see §3.2.10) as it quenches triplet-fluorescein, depleting the triplet-state population, preventing additional photon absorption and ionization. Similarly, removal of dissolved oxygen from solution enhances patterning efficiency (see §3.2.11) by preventing triplet state quenching, enabling more build-up of fluorophores in their triplet state.
Finally, the model describes how the multi-photon order (slope) increases from ~2.5 (where
65
photobleaching occurs via two or three photon absorption to both Ti and T2 states) up to -4 where photobleaching occurs predominantly through the T3 state (requiring the absorption of four photons) at the highest laser intensities.
A B
Deoxygenated Ambient
V)
4)J
0.1[
C
4-J
0.01
I
Deoxy.
Oxygenated
4-,
(-
0.001
0.1
Power (nJ/pulse)
S -
S
2
-
S 2
2PE
So
.
FL
-ns
.w
Figure 3.12: Removal of oxygen from B4F solution significantly enhances patterning efficiency. (a) Plots of brightness versus laser power for deoxygenated, and oxygenated solutions of B4F. The lines are fitted using
Equation 6. (b) Patterns of streptavidin formed at simulated scan speeds of 10 m/s in deoxygenated B4F solutions (left column) and ambient B4F solutions
(right column). The top row of images show 100x100 prm squares patterned at scan speeds of 10 m/s (Scale bars = 50 pm). The bottom row of images show individual spots made by 100 ns exposures to the laser (Scale bars = 10 prm).
T ....
F +302
MEA
-+
Free radical coupling to substrate
* SOF 10
Figure 3.13: Jablonski diagram to illustrate multi-photon
photopatterning by photobleaching. The fluorophore is first excited to the singlet-excited state (SI) by two-photon excitation, then either relaxes back to ground state (SO, -ns timescale), or undergoes intersystem crossing into a more stable triplet-excited state (Ti). From this state, additional stepwise photon absorption leads to less stable higher energy triplet states (Tn > 1), and cross-linking to the underlying substrate. The triplet-excited state (Ti) relaxes back to ground state (SO) via phosphorescence or internal conversion, or by reaction with dissolved triplet oxygen (302) or MEA. 2PE = two-photon excitation, FL = fluorescence emission, ISC = intersystem crossing, Sn, = singlet-excited states of fluorophore, T-n = triplet-excited states of fluorophore.
66
3.2.13 Streptavidin pattern resolution
Next, we produce patterns of lines spaced by 2 pm to assess the resolution of the laser patterning system. The resulting lines exhibited a full-width half-maximum resolution of approximately 600 nm (Figure 3.14). According to the Rayleigh criterion, the resolution of patterning for a one-photon process can be empirically defined as:
1.22A
N.A.
(7
Where R is the resolution, A is the wavelength and N.A. is the numerical aperture of the objective. In our setup, with A = 780 nm, and the N.A = 0.9, this value is equal to 1.05 pm. The relation between a FWHM and a Rayleigh resolution criterion is:
RRayleigh =
1.2
X RFWHM =
720 nm < 1.05 pm (8)
Thus, as expected for a non-linear multi-photon patterning process, our patterns have a resolution that exceeds the diffraction limit.
0.6-
C: 0.4
0.2'
0 2 4 6 8
Distance (pm)
10 12
Figure 3.14: Resolution of streptavidin patterns. A full-width half-maximum
(FWHM) resolution of ~600 nm was recorded when using a (simulated) scan speed of 1 m/s and power of 5 nJ/pulse.
3.2.14 Streptavidin pattern brightness depends strongly on z-focus
Because we are photopatterning B4F using a multi-photon process, we would expect a strong dependency on pattern brightness with focus height. To test this, we formed streptavidin patterns using a range of pattern heights and patterning speeds, and a laser power of 5 nJ/pulse
(Figure 3.15). We found that at low speeds (< 10 mm/s), because the laser exposure is far above that needed for saturation (see Figure 3.6b,ii), the pattern brightness did not depend strongly
67
with laser focus. However, at higher scan speeds, especially at 1 m/s, pattern brightness varies significantly with focus height. At 1 m/s, a full-width half maximum focus variation of ~ 4 Pm was measured. These results emphasize the importance of using an autofocussing system for patterning large areas, are focal drifts as small as a few microns significantly impact pattern brightness. Also, note the asymmetry about z = 0 lam. This is likely due to the fact that when the laser is focused above the surface, the B4F radicals can then diffuse down and bind to the aPEG3500 monolayer, whereas if the laser is focused below the surface, no B4F radicals are formed at the focal spot.
A B C
10
4
10
10 /e
1-6 s)
Q)
-4 -2 0 2
Focus Height (pm)
4 6
Figure 3.15: Variation of pattern brightness with laser focus height. (a) The focus height is defined as the height above the glass-solution interface that the laser is focused. (b) The variation in pattern brightness with scan speed and focus height. (c) The pattern brightness varies more significantly with focus height at high scan speeds. The inset image shows square patterns produced at 1 rn/s at varying focus heights.
3.2.15 Forming arbitrary gradients of fluorescent streptavidin
To demonstrate rapid-prototyping applications of this laser patterning system, and its ability to generate arbitrary high resolution gradients, we generated patterns of streptavidin formed from photographic data. Image pixel brightness was read, and converted into a laser power using the fitted curves from Figure 3.7b,ii. At high scan speeds of 10 min/s, the scan line frequency for a~
100 am line length is -100 Hz. At this frequency, the mechanical position of the scan mirrors lags the voltage command sent to the scan mirror. As a result, the scan mirror position is a sawtooth wave that lags the voltage command sawtooth for bi-directional scanning (Figure
3.16a). If this lag is not corrected, then a vertical line will be split, and a picture will appear
68
blurred in the horizontal direction. Lag correction is performed by introducing an equal lag to the EOM voltage signal that controls the laser power, such that the laser printing power lags the scan mirror voltage command and matches the true scan mirror position. We used a picture of the MIT dome as our image data (Figure 3.16b). Without the lag corrected, the picture appears blurred (Figure 3.16c), but after correction, sharpens significantly (Figure 3.16d). The streptavidin image was generated in approximately 1.4 seconds.
A
B
Original Template scan mirror voltage command
time
scan mirror position (lagging)
Uncorrected for mirror lag Corrected for mirror lag
Figure 3.16: Generating arbitrary gradients of streptavidin protein. (a) A graphical representation of scan mirror position lagging the voltage command at high scan line frequencies (>100 Hz). (b) The original photograph of the MIT dome used to generate streptavidin gradients. (c) An example of an streptavidin
MIT dome without correcting for the lag. (d) A streptavidin image of the MIT dome after correcting for the lag. The inset shown is a 2x zoom. Patterning time for each image = 1.4 s. Scale bar = 10 pm.
3.2.16 Multi-protein patterning using stepwise addition or orthogonal binding chemistries
As discussed in Chapter 1, the extracellular matrix consists of a rich milieu of guidance signals and morphogens. Recapitulating this complexity requires protein patterning technologies to print multiple proteins. Multi-protein patterns were created using two different methods: (a)
69
step-wise addition of protein (Figure 3.17a) and (b) orthogonal binding affinities of streptavidin and PDL to patterned fluorescein and biotin-4-fluorescein (Figure 3.17b). Sequential patterning enables patterning of any two, or more biotinylated proteins or biotinylated proteins and PDL.
Orthogonal patterning can enable the co-patterning of non-specific proteins such as PDL with biotinylated proteins via specific biotin-streptavidin. This method takes advantage of the difference in pattern brightness versus laser power and exposure time between specific and non-specific interactions. Thus, the laser power and exposure time for B4F patterning should be set such that streptavidin binding will be efficient, but PDL patterns will not bind directly to the
B4F (see Figure 3.6 and Figure 3.7).
3.2.17 Stage motion and data processing times become rate limiting at high scan speeds
Recall from Figure 2.4c, that the total time to generate a protein pattern is a combination of the time taken to scan the laser to form the shapes (laser-scanning time), the time taken to move the stage between pattern regions (stage motion time), and the time taken to process the voltage signals and store them in the buffer of the analog output card (signal processing time). Figure
3.18 shows the relative contributions of laser scanning time, stage motion time, and signal processing time for patterning a 50 x 50 pm triangle at various scan speeds. As the laser scan speed increases, the time required for signal processing (creation of scanning mirror and EOM data streams from vectorized geometric data, and uploading the data streams to the hardware
NIDaq buffer) become increasingly rate limiting. Thus, a spinning polygonal mirror scanning system, which can achieve scan speeds in excess of 1 m/s, will need to be combined with methods for reducing stage motion time and signal processing time to significantly reduce total patterning time.
70
(i)
ASequential
Patterning
(ii)
B
()
Orthogonal Patterning
(ii)
(iii) (iv)
(iV)
(v)
-
(V)
Figure 3.17: Two methods for producing multi-protein patterns. (a) Multiprotein patterning by sequential patterning steps. Protein patterns are formed by
(i) printing B4F, then (ii) sequential addition of streptavidin then biotinylated protein. (iii) B4F is printed in a new region, then (iv) either streptavidin or a second biotinylated protein can be added, or PDL will bind to the new pattern location. (v) An epifluorescence image of patterns of PDL (orange) and biotinylated ephrin-A5 (red). (b) Multi-protein patterning by orthogonal patterning. Protein patterns are formed by (i-ii) patterning B4F, then (iii) fluorescein is patterned. (iv) streptavidin is added, then both PDL and biotinylated proteins can be added together, with the former binding to the fluorescein, and the latter binding to the streptavidin patterned on B4F. (v)
Patterns of fluorescent streptavidin (green) and PDL (orange) formed using orthogonal patterning. Scale bars = 50 pm.
71
Laser Scanning
=Stage Moving
Signal Processing
< 1% <1%
-
Scan-speed: 100 pm/s
Total time: 54.3 s
8%
0%
67%
99%
10,000 pm/s
0.83 s
3%
90%
1,000,000 pm/s *
0.27 s
Figure 3.18: Distribution of total patterning time at 100 pm/s, 10,000 pm/s and
1,000,000 pm/s patterning speeds. Times were measured for patterning a 50 x 50
[m2 triangle, with a scan line separation of 0.25 pm. * 1,000,000 pm/s times were projected by linearly scaling patterning time by scan speed, and by assuming stage motion time and s processing time remain unchanged from those values measured at 100 pm/s and 10,000 [m/s.
3.3 Discussion
Laser protein patterning, while enabling the mask-free production of arbitrary gradients, remained a relatively slow process for most applications. In this chapter, we have demonstrated an unprecedentedly rapid laser micropatterning method for creating patterns of streptavidin and full-length, biotinylated proteins by multi-photon photobleaching of biotin-4-fluorescein
(B4F). We found that using 3,500 Da, acrylated PEG (aPEG3500) monolayers as a patterning substrate provides a good balance between resisting non-specific protein adhesion (Figure 3.3) and enabling patterns of PDL at scan speeds of up to 10 mm/s, and streptavidin at speeds of up to 1 m/s (Figure 3.6). By varying laser power, we can create smooth gradients of proteins (Figure
3.16) with submicron resolution (Figure 3.14).
Optical patterning with B4F is advantageous because full-length proteins are never exposed to potentially damaging laser powers, and because B4F is relatively inexpensive, higher bath concentrations of B4F can be used to enable faster laser micropatterning. Unlike laser patterning on BSA"A
5
, our use of a PEG monolayer enables patterning of highly adhesive proteins, such as
PDL. Because we covalently bind the monolayer to the glass substrate, the patterns of streptavidin and biotinylated proteins are not stripped off, even after vigorous washing during solution exchange.
72
The high-affinity of streptavidin for the patterned biotin molecules also enabled us to study the mechanism of fluorescein photobleaching (Figure 3.13). We found that the sub-saturation streptavidin pattern brightness followed a power law with laser intensity (Figure 3.7b,ii), as predicted by previous studies in multi-photon photobleaching of fluroescein112,11
6 . There are many parallel chemical pathways for multi-photon photobleaching of fluorophores
7
, and the slope of the power law represents the number of step-wise photon absorption events occurring in the dominant photobleaching pathway(s) at a given laser intensity.
We discovered that the exponent of this power law, extracted from the slope of the log-log plots
(Figure 3.7b,ii), increased from B=2.5 (indicating involvement of both 2- and 3- photon processes) at low intensities, to B=3.2 at intermediate intensities, and to B>4 at the highest intensities. The slope we measured at low-intensities (B=2.5) closely matches that of a fluorescein photobleaching experiment performed by Chirico et al. (B=2.45) using a similar lowintensity range and wavelength (A=770 nm)1
12
. At mid-range intensities, our data (B=3.2) agrees with that presented by Patterson et al. (B=3.1), although they photobleach using light at a different wavelength (A=710 nm). Neither of these prior studies reported a variation of the slope with power, perhaps because both experiments were carried out over a narrow range of powers
(around half an order of magnitude), whereas by varying scan speeds (i.e. dwell time) to avoid saturation of surface binding sites, we were able to study the laser intensity dependence of photopatterning over two orders of magnitude. In a paper looking at multi-photon photobleaching of a pyrilium salt in a three-dimensional polymeric material, Polyzos et al.
suggested that the slope increased at the highest laser powers, although no data was shown"
8 .
Fluorophores at higher excitation states are less stable, likely leading to faster patterning kinetics.
To compare our rate of photopatterning kinetics with that of photobleaching kinetics, we find the power (~16 mW) at which streptavidin pattern brightness reaches 10% of its saturation value at a scan speed of 100 pm/s (a dwell time of 40 ms/m
2 ) from Figure 3.7b,ii. At this
3 intensity and exposure time, we anticipate that -4,000 (or 2.4%) of the B4F molecules in a 1jm volume would photobleach (using fluorescein photobleaching kinetics from Chirico et al."
2 ). A
73
100% saturated surface of streptavidin, assuming a 5.4 nm x 5.8 nm footprint1
9
, would have a density of -30,000 molecules per pm 2 and thus a 10% saturated surface would have -3,000 molecules per pm
2 .
Thus, the rate of B4F photobleaching and the resulting surface pattern densities are in reasonable agreement.
Importantly, the removal of oxygen from the B4F solution significantly increased streptavidin pattern brightness, and enabled patterning at scan speeds of up to 10 m/s (Figure 3.12) This is in stark contrast with results from streptavidin patterning by one-photon photobleaching, where removal of oxygen from the solution reduced pattern brightness by approximately 8-fold
9 9 . Yet, our observation is consistent with previous studies that have shown that singlet oxygen induced photobleaching is not the dominant photobleaching pathway in multi-photon microscopy
1 01
. This observed increase in pattern brightness due to the removal of oxygen could be due to two mechanisms: First, dissolved molecular oxygen is known to quench tripletexcited fluorescein, resulting in the generation of singlet oxygen, and the return of fluorescein to its ground-state (Figure 3.13)17. Furthermore, others have suggested that multi-photon photobleaching of both GFP and Atto 532 occurs predominantly via step-wise absorption of additional photons by the fluorophore while in its triplet-excited state 1 . Thus, the removal of oxygen increases the half-life of triplet-excited fluorescein, and increases the probability of additional photon absorption and multi-photon photobleaching from this state. This mechanism is further supported by the observation that adding MEA, a triplet-state quencher 9 7 , significantly inhibited streptavidin patterning (Figure 3.11). Future strategies for enhancing the speed of multi-photon patterning of fluorophores should focus on further stabilizing the tripletexcited state, to increase the probability of additional photon capture and photobleaching. A second mechanism that can explain why removing dissolved oxygen increases patterning efficiency is that oxygen is known to act as an inhibitor in free-radical polymerization reactions1 2 0 . Thus, oxygen may be reacting with the B4F radicals and forming a less reactive radical, in essence competing with the binding of B4F to the aPEG3500 monolayer. The dominant mechanism could be elucidated by comparing the photobleaching rate of fluorescein in oxygenated, and deoxygenated solutions using fluorescence correlation microscopy.
74
Finally, to provide evidence for free-radical mediated cross-linking of B4F to the underlying aPEG3500 monolayer, we showed that streptavidin pattern brightness was reduced by the addition of the free radical scavenger, L-ascorbic acid, in a concentration-dependent manner
(Figure 3.10).
The total time required to produce a pattern over a wide area can be broken down into three distinct times: the laser scanning time, the stage moving time, and the signal processing time.
As laser scanning speed increases from 100 Vm/s to 1 m/s, stage motion and signal -processing times become the rate-limiting steps for patterning using our setup (Figure 3.18). To achieve patterning at the maximum speed allowed by the rate of the photopatterning chemistry, spinning polygonal mirrors could replace the mechanically-slow x-y galvanometer scan mirrors to increase the maximum attainable scan speed from 10 mm/s to 1 m/s. At speeds of 1 m/s, streptavidin pattern brightness depends approximately on the fourth power of intensity (Figure
3.7b,ii), thus small changes in laser power or laser focus will cause a large change in pattern brightness (Figure 3.15), and must be closely controlled by using an autofocus system such as
Nikon Perfect Focus. Stage motion time could be effectively eliminated by scanning the laser in one axis, while the stage continuously translates along the perpendicular axis. Finally, the signal processing time can be significantly reduced by using a compiled code, by storing vectorized geometric data in an uncompressed form, or by using a dedicated field-programmable gate array (FPGA).
3.4 Conclusions
The technology presented in this chapter has significantly improved both the speed of laser protein printing, and the range of proteins that can be printed. We summarize the advances described in this chapter in Table 3.2. The fastest laser patterning is possible on an aPEG3500 monolayer, using specific streptavidin-biotin interactions, and deoxygenating the biotin-4fluorescein printing solution. With all the above modifications, printing at 10 m/s scan speed, patterning a 3" x 1" glass slide with 1 pm line spacing would require a mere 3 minutes, a time that is significantly faster than any other laser protein printing technology (see Table 1.2).
However, taking full advantage of this high scan speed would require significant redesign to
75
enable laser scan speeds at 10 m/s (using an accousto-optic deflector), and to limit the stage motion time and data processing times, as these processes become rate limiting at the highest scan speeds.
Table 3.2: A summary of advances presented in this chapter compared with
previous work: We compare work performed by others (top row), and the patterning on an mPEG500 monolayer demonstrated earlier in this thesis (second row), with the technology presented in this chapter (third and fourth rows).
Belisle et Single- al. (2008) photon
Wissner- Multi-
Gross et al (01) photon
Multi- photon
This thesis Multi- photon
BSA passivated
NoBiotin-
Methyl-
PEG (500 Yes
Acryl-PEG
(3,500 MW)
Acryl-PEG Yes
(3,500 MW)
0P/
Streptavidin
PDL (non-
300 pm/s
PDL specific)
Biotin-
(non- 3,000 pm/s
Streptavidm
> 1,000,000* m/s
3.5
Detailed methods
3.5.1 Preparation of PEG monolayers
Glass coverslips (Matrical, Spokane, WA) were cleaned in a bath of Nanostrip (a stabilized piranha solution; Cyantek, Fremont, CA), at 65'C for 15 min. Coverslips were then sonicated in deionized (DI) water for 5 min, rinsed under running DI water, then dried under a stream of nitrogen gas. To add surface amine groups, coverslips were then transferred to an ethanol bath, heated to 70'C (as this has been shown to increase APTES cross-linking efficiency and stability 1 2 1 ), containing 10% v/v amino-propyltri(ethoxy-silane) (APTES; Sigma-Aldrich, St.
Louis, MO) for 30 min. Afterwards, the coverslip was rinsed in a room temperature ethanol bath, sonicated in DI water for 5 min, rinsed under running DI water, then dried under a stream of nitrogen gas. Methyl-capped N-hydroxysuccinimide-PEG-2000 (mPEG2000), or acrylate-
76
capped N-hydroxysuccinimide-PEG-3500 (aPEG3500), obtained from JenKem Technology USA
(Allen, TX), were added to 100 mM borate buffer (Invitrogen, Carlsbad, CA) to a concentration of 10 mg/ml, sonicated for 3 s to dissolve the NHS-PEG, then 5 ml of the solution was added to cover the surface of the coverslip. After 30 min, the NHS-PEG was rinsed off under running DI water and gently dried under a stream of nitrogen gas. The coverslip was then stored, protected from light, for < 1 week in a desiccator prior to use. Monolayers of mPEG tri-chlorosilane were formed using the method described in §2.6.1.
To create the mPEG triethoxysilane monolayers, nanostrip cleaned glass coverslips were added to a 10% w/v solution of mPEG triethoxysilane (JenKem Technology USA) in ethanol, with pH adjusted to < 5.5 using glacial acetic acid. After 1 h , the coverslips were removed, rinsed in fresh ethanol, then sonicated for 5 min in DI water and rinsed under running DI water.
Coverslips were dried under a stream of nitrogen, and stored for < 1 week in a desiccator prior to use.
3.5.2 Pattern design and signal generation
Patterns were designed using a custom-built MATLAB interface which translated shapes or pictures into voltage data streams to control the x-y scanning mirrors and EOM voltage. The three data streams were uploaded into the data buffer of a National Instruments PXIe-6259 card and were output at a rate of 800 kSamples/sec from three analog output channels. To achieve varying laser duty cycles to simulate higher speed patterning, the analog output channel was first multiplied, using a variable-gain amplifier, with a square wave from a signal generator.
3.5.3 Protein patterning
200 pg/ml of B4F (Invitrogen, Carlsbad, CA) in pH8 borate buffer, was added to a well, made by pushing polydimethylsiloxane (PDMS) onto the PEG-coated glass coverslip. A MAITAI femtosecond laser (Newport, Irvine, CA), with ~-100 fs pulse duration and 80 MHz pulse repetition rate, was tuned to 780 nm and focused through a 0.9NA, 40X air objective, using a
Perfect Focus system (Nikon Instruments, Melville, NY) to maintain focus across the field of patterning. Unless otherwise stated, patterns were formed at a scan speed of 10,000 pm/s, a
77
laser power of 5 nj/pulse (as measured at the sample), and a scan-line separation of 0.25 pm, with a typical 50 pm x
50 m (width x height) triangle requiring 500 ms of patterning time.
To study the effect of oxygenation of the B4F solution on patterning, B4F was purged of oxygen
by bubbling nitrogen gas through the solution for 30 min, followed by addition of 200 U/ml glucose oxidase and 10 mM glucose to scavenge remaining oxygen. The solution was left for 10 min to allow for the scavenging of remaining oxygen prior to patterning. The oxygenated B4F solution was formed by bubbling oxygen gas through the solution for 30 min.
70-150 kDa PDL (Sigma-Aldrich) was fluorescently labeled by adding 65 Pg of DyLight 594-
NHS (Thermo Fisher Scientific) to 1 mg of PDL in 0.5 ml of borate buffer. After 1 h, the remaining unconjugated dye was separated by size exclusion chromatography. Streptavidin was purchased preconjugated with Alexa-Fluor 555 (Invitrogen). PDL and streptavidin were added to laser patterns of B4F at 10 pg/ml in PBS containing 3% BSA and incubated for 10 minutes prior to vigorous washing with 5 ml borate buffer. Laminin was biotinylated by mixing
1 mg/ml DyLight 594-conjugated laminin (made as described for PDL labeling) in borate buffer with biotin-PEG3500-NHS (Jenkem Technology, USA) at a 20:1 molar ratio. The biotinylated laminin was then purified from unreacted biotin-PEG3500-NHS by using size-exclusion chromatography.
3.5.4 Image and data analysis
Fluorescence images were acquired using a Coolsnap HQ2 CCD (Photometrics, Tucson, AZ).
Stitched fluorescence and bright field images were analyzed using ImageJ. For measuring background adhesion of fluorescent PDL, 10 pg/ml PDL was incubated for 10 min on passivated surfaces, and an average pixel brightness was measured. To account for dark noise and fluorescent filter imperfections, this value was then subtracted from the mean pixel brightness measured for a negative control surface with no PDL adhesion. For streptavidin and biotinylated laminin patterns, protein was added at 10 pg/ml and incubated for 5 min. For measurement of pattern brightness, the mean pixel values for patterned regions of interest were subtracted from a mean pixel value of a background region of interest.
78
Chapter 4:
DIRECTED POLARIZATION OF SINGLE NEURONS ON
MICROPATTERNED TRIANGLE RATCHETS
In this chapter', we apply the rapid laser protein micropatterning system that was developed in
Chapter 3 to a neurodevelopment assay. Specifically, we aim to coordinate the polarization of individual hippocampal neurons on micropatterned poly-D-lysine (PDL) triangles. This assay required high-speed patterning to generate sufficient patterns to screen for various geometries and protein pattern brightness, and relies on the high resolution of the patterning to make sharp, micron-resolution triangles. We successfully demonstrate polarization of individual hippocampal neurons on triangles that are on the scale of the neurite growth cone.
4.1 Background and motivation
When neurons are cultured in a dish without any predefined patterns, they form random connections, and exhibit spontaneous bursts of electrical activity whose frequency and duration vary with the number of days in vitro 12
2 . The ideal engineered in vitro neural network would consist of neurons grown in a patterned petri dish with a predefined pattern of synaptic connectivity, and functional electrical behavior. This engineered biological system could provide neuroscientists with unprecedented abilities to observe and manipulate neural circuitry, the study of which remains notoriously intractable 1 2 3 .
The generation of defined neural networks first requires that immature neurites extending from neurons polarize in a predetermined manner to specify input (i.e. dendritic) and output (i.e. axonal) directions. This coordination of inputs and outputs enables a defined direction of the flow of neural information. Second, after polarization, it relies on precise axonal guidance to direct neural connections. We', and several others 4 2 24 25 , have already demonstrated that t Work in this chapter is adapted from Scott, M. A., Wissner-Gross, Z. D. & Yanik, M. F. Ultra-rapid laser protein micropatterning: screening for directed polarization of single neurons. Lal on a Chip (2012). (doi:10.1039/c21c21105j) reproduced by permission of the
Royal Society of Chemistry.
79
strips of adhesive protein patterned on non-permissive backgrounds can achieve this level of precise neurite guidance. Finally, outgrowing axons need to be brought into contact with dendrites to form synapses in defined locations.
There are several existing methods for directing the polarization of neurons (Figure 4.1). A popular geometry uses dashed lines, or speed-bumps, to slow the elongation rate of immature neurites, and a solid line to enable a single neurite to grow rapidly (Figure 4.1a)126_128. The decision for which neurite becomes the axon is determined largely by the length of each neurite in a winner-takes-all competition 7 . Thus, the neurite growing on the continuous track is more likely to become the axon. The correct function of this geometry relies on the soma adhering to the designated soma adhesion site (usually a large patterned circle of adhesive protein). If, instead, a neuron soma were to adhere to a neurite track, especially the location indicated by the dashed circle in Figure 4.1a, the resulting neurite outgrowth would likely lead to an axon projecting in the reverse direction. Others have reported that only approximately 40% of cell bodies adhere to the appropriate cell adhesion site
1 2 6 , making this an inherently unreliable process.
Another method that could be used to direct the polarization of neurons is to pattern gradients of chemoattractive or chemorepulsive cues (Figure 4.1b). Gradients of substrate-bound laminin 129 and netrin
41 have been shown to orient axonal outgrowth, which can enable neural circuits with a defined direction of signal propagation. To date, gradients have not been used to generate defined in vitro neural networks. One potential problem may arise from the limited dynamic range over which a cell can detect a gradient, with a requirement that a patterned ligand is at a high enough concentration to elicit a cellular response, but not so high as to saturate membrane bound receptors such that gradients can no longer be sensed. Coupled with a minimum slope requirement for a gradient to be sensed and elicit a response, this dynamic range results in a distance limit over which neuron polarization can be controlled.
Microfluidic devices have also been used to direct neuron polarization, where channels mechanically direct neural outgrowth (Figure 4.1c)
1 3 0 . The so-called asymmetric 'snag'-channel
80
geometry results in axonal growth in the forward direction. A benefit to this system is the use of holes to mechanically trap the neuron cell bodies.
A particularly interesting method uses triangle ratchets to direct outgrowing axons from multiple neurons (Figure 4.1d)
131
. Neurites that are growing in the forward direction are funneled to the next triangle, while those in the reverse direction are unable to find the apex of the next triangle. The result is a biased redirection of axons. It is worth distinguishing this triangle geometry from the previously described methods (illustrated in Figure 4.1a-c), as the length scale of these triangles at ~ 1 mm is such that axon polarization initially occurs in a random orientation, and only later is the axon redirected preferentially in the forward direction.
Additionally, the width of the triangles is such that any neural circuits formed with this geometry are effectively two-dimensional, as one-dimensional neural circuitry (where neural information passes along a line) requires that neural outgrowth is constrained to a width less than 200 m
132
.
Our intention in this chapter is to use the high-resolution afforded by our laser patterning technology to generate triangle ratchets, whose widths are up to two orders of magnitude narrower than those previously used
131
. Others have used micron-scale triangular geometries to bias the migration of fibroblasts
13 3
, and to bias the migration of motile bacteria 1 3 4 . Cell migration and neurite elongation share many intracellular processes1 , thus we hypothesized that micronscale triangles should be capable of biasing neural outgrowth.
81
Direction of biased polarization
A
Speedbumps
I o t continuous track soma adhesion site
B
Gradients
11*'broken "speedbump"track chemoattractive cue
C
Snag channels
D
Triangle ratchets
A hh.
E
E r
Figure 4.1: Methods for inducing biased polarization of neurons in vitro. (a)
Dashed line (speedbump) patterns impede neurite outgrowth in three directions, enabling the rapidly extending neurite growing along the continuous line to develop into an axon. (b) Gradients of a chemoattractive protein can bias axon polarization direction. (c) 'Snag' channels in microfluidic devices can direct an incoming axon to a cell body, the axon of which passes, without deviation, down a straight channel. (d) Triangle ratchets can funnel forward (base-to-apex) growing axons to pass from one triangle to the next, while reverse growing axons are unable to find the connection to the adjacent triangle.
82
4.2 Results
4.2.1 A geometric screen for efficient polarization of single neurons
Using our flexible and scalable rapid laser micropatterning system, we screened a variety of protein surface patterns to search for specific geometries that could direct the polarization of single hippocampal neurons. Using a scan speed of 10 mm/s, the limiting speed of our mechanically-slow scanning mirrors, we first generated 15,000 adhesive, unbiotinylated PDL triangles arrayed in columns over a 15 mm x 2.4 mm area (Figure 4.2). PDL was chosen for its ability to support robust neurite outgrowth in vitro. Although PDL patterns produced at this scan speed are only ~ 15% of the maximal PDL brightness (see Figure 3.6a,ii), they were still capable of supporting neurite outgrowth. The triangles varied in size (from 60 x 60 pm down to
10 x
10 pm, width x height) and aspect ratio (from 70 pm in width down to 10 pm in width with a constant height of 30 m) (Figure 4.2b). For all triangles, the width of the apex was set to 1 pm, consistent with the resolution of our laser micropatterning method. The total patterning time, defined as the sum of the laser scanning time (59 min), the stage motion time (4 min) and the signal processing time (28 min) was approximately 1.5 h.
Embryonic day 18 (E18) rat hippocampal neurons were seeded onto the patterned array. After
48 h in culture, the cells were fixed and stained for 3111-tubulin to visualize neuronal outgrowth.
We defined a neuron as being topographically polarized in the forward or reverse direction relative to the underlying pattern depending on whether its longest neurite projected from base to apex or from apex to base, respectively (Fig 3b). We observed that all geometries led to a statistically significant excess of neurons polarized in the forward direction (Figure 4.2c) (p <
0.05). We found that even triangles that were 10 pm in width and height, a size similar to that of neurite growth cones, resulted in significant neurite length asymmetry (p < 0.01). However, triangles that were 50 Vm or 70 pm wide failed to produce significantly different mean neurite lengths projecting in the forward or reverse directions (Figure 4.2d). When the triangle's height was fixed at 30 pm, we found that narrower (10 pm wide) triangles resulted in significantly longer total neurite outgrowth, defined as the sum of the forward and reverse projecting neurites, than triangles that were either 30, 50, or 70 pm in width (p <0.001). These data suggest
83
that long neurite outgrowth and efficient neurite asymmetry can be achieved using triangles with longitudinal and parallel dimensions comparable to that of growth cones.
A
B
-J
I
Forward
-J
Triangle width (pm): 10
Triangle height (pm): 10 r%
30
30
120
)ou
*"
60
60
Forward
10
30
60 a 0
35' 6)-
C
)4r
Z
Z) 2G0
4
=47
K33 n 37
C
2o
0
-40=4
0
-
Reverse
Triangle width (pm): 10
Triangle height (pmr): 10
30 60 10 50 70
30 60 30 30 30
40
6 Reverse
Triangle width (pmn): 10 30 60 10 50 70
Triangle height (pm): 10 30 60 30 30 30
Figure 4.2: Strips of triangles of varying geometries can direct the polarization of single neurons. (a) A total of 15,000 patterned PDL triangles were formed over an area of 15 x 2.4 mm2 (i) Scale bar =1 mm, (ii) Scale bar = 200 pm. (b)
Neurons grown on triangles w ith varying heights and widths. The forward direction is defined as the direction from base to apex of the triangles. Scale bar =
20 pm (c) Proportion of neurons with their longest neurite in the 'forward' or
'reverse' direction. (di) Mean lengths of neurites in the 'forvard' or 'reverse' direction. If multiple neurites were growing in one direction, the longest neu rite length was used. For all graphs: * p < 0.05, ** p < 0.01, *** p < 0.001, comparing
'forward' with 'reverse' lengths.
84
50
30
70
30
4.2.2 Patterns with lower PDL density induce longer neurite outgrowth
We next explored whether the patterned PDL density affected neurite outgrowth. We generated an array of 50 x 50 pm (width x height) triangles with different PDL surface densities by varying the laser power (Figure 4.3). As before, E18 hippocampal neurons were plated, fixed, and stained for
pII-tubulin
after 48 h in culture.
We found that a reduction in the patterned PDL density resulted in significantly longer neurites
(p < 104) with mean total neurite length (the sum of mean forward and reverse lengths) increasing from ~60 pm to -115 pm as PDL pattern concentration was reduced by 10-fold. We were unable to further decrease pattern brightness, as the patterned density of PDL approached that of the non-specific PDL adhesion to the substrate, causing neurons to cease following patterns.
A B
100
-~80
E
4-0
60
C 40
Forward
[PDL[
0
(Relative)
0.1 0.2
0
0.5
~20
1
Reverse
0.1 0.2 0.5
IIPDL] (Relative)
1
Figure 4.3: Lowering PDL density enables longer neurite outgrowth. (a) Images of neurons grown on varying densities of PDL. Scale bar = 50 pm. (b) Mean length of neurites with varying PDL density on 50 pm triangles.
4.2.3 MAP2 and Tau-1 immunostaining confirms directed neuron polarization
Thus far, we have demonstrated that PDL triangles can induce length asymmetry in forward and reverse projecting neurites. To check whether this topographical asymmetry reflects an underlying asymmetry in axonal and dendritic specialization, we cultured neurons on 10 x 10 pm and 20 x 20 pm triangles, and stained for Tau-1 (an axonal marker) and MAP2 (a dendritic
85
marker) after 48 h in culture (Figure 4.4). We found that neurons cultured on both 10 x 10 pm and 20 x 20 pm triangles exhibited significant axonal and dendritic specialization, with 72% of the axons of polarized neurons extending in the forward direction (Figure 4.4b). Polarization was confirmed by the localization of dephosphorylated Tau-1 preferentially at the distal axon, and the localization of MAP2 in the dendrites, soma, and proximal axon (Figure 4.4c).
A B
100
75
-- 50
0
025
C 10x 10 pm triangles
,
Reverse
Tri. width (pm): 10
Tri. height (pm): 10
20
20
20 x 20 pm triangles
Tau-I MAP-2 Tau-1
MAP-2
DAPI
Tau-1 MAP-2 Tau-1
MAP-2
DAPI
Figure 4.4: MAP2 and dephospho-Tau-1 immunostains confirm directed polarization of single neurons. (a) Tau-1 labeled axons (green) preferentially grow in the direction of the triangles (indicated by white arrow). Scale bar = 100 prm. (b) Distribution of axons growing in the forward or reverse directions for 10 x 10 prm and 20 x 20 prm triangles. (c) Tau-1 and MAP2 stained neurons extending on (i) 10 x 10 prm triangles, and (ii) 20 x 20 prm triangles. Scale bars = 20 jm. * p <0.01, ** p < 104.
86
4.2.4 Time-lapse analysis confirms that ratchet geometry inhibits elongation of
"reverse" projecting neurites
To gain further insight into how neurons growing on micropatterned triangles are preferentially polarized in the forward direction, we performed time-lapse imaging over 48 hours with a temporal resolution of approximately 15 minutes. We measured the growth of neurites over time from 12 representative neurons on 20 x 20 tm triangles (Figure 4.5 and Figure 4.6). Figure
4.5a shows the time course of neurites extending from a neuron which was initially exhibiting growth in the reverse direction. The neuron repeatedly attempted to extend a reverse-projecting neurite (arrow), but if the growth cone turned off the centerline of the procession of triangles, the neurite failed to find the connection to the next triangle (Figure 4.5b,i) and subsequently retracted (Figure 4.5b,ii). At the same time, the forward projecting neurite responded with a period of rapid, unhindered elongation (Figure 4.5b,ii-iv). Histograms, averaged over time and over all neurons, showed how often the neurite tips were found at different locations on the patterned triangles (Figure 4.5c). The histogram for the reverse projecting neurites displays a peak at the boundary between two triangles, demonstrating that the growth cone stalls at the triangles' boundaries when projecting in the reverse direction. Conversely, the histogram for the forward projecting neurite exhibits a flatter profile, demonstrating that the growth cone passes unimpeded in the forward direction. This directional dependence of growth cone stalling at boundaries explains the observed biased polarizing effect of these triangle ratchet patterns.
87
A
250
200 zo
150
0100.
B0
() ()
2Time
()
(iv)
(hours)
S Iy
C
U
0.14
0.12
C 0.1
J
0.08
0.06
-- 0.04 -
0.02
Forwardk
0
Reverse
--
0 5 10 15 20
--
Neurite Position Relative to Triangles
Figure 4.5: Time lapse imaging of neurite outgrowth on triangles reveals neurite polarization dynamics. (a) The length of forward and reverse projecting neurites from a neuron growing on 20 prm x 20 prm triangles (W x H) plotted over 48h.
Images were taken at 14 min intervals. The dotted lines represent the lengths at which the reverse projecting neurite would cross between two triangles. (b)
Images of the same neuron at four time points. (i) The reverse projecting neurite
(arrow) runs into a 'dead-end'. (ii) The reverse projecting neurite retracts, while the forward projecting neurite (arrowhead) elongates. (iii-iv) The forward projecting neurite rapidly elongates while the reverse projecting neurite remains trapped. Scale bar = 20 pm. (c) A histogram derived from n=12 neurons, (10 forward polarized, 2 reverse polarized), -150 time points per neuron, showing frequency of neurite tip position as a function of its position relative to patterned triangles.
88
A
B C
400
Neurite Length Vs Time
Neuron 1 200
I
0
100
Neuron 2 50
0
200
Neuron 3 100
0
200
Neuron 4 100
0
200
Neuron 5 100
0
200
Neuron 6 100
0
100
Neuron 7 50
0
200
Neuron 8 100
400
0
Neuron 9 200
400
0
Neuron 10 200
200
0
Neuron 11 100
20 0
0-
Neuron 12 10
0
0 10 20 30 40 50
Time (hours)
0.2
0
0.4
0.2
0
0.4
0.2
0
0.4
0.2
0
0.4
0.2
0I
0.4
I I
Neurite Position Hi tograms
0.4
0.2
I
0
0.4
0
0.4I
0.2
0.4
0
0.2
0.2
0
0.4
0.2
0
0.4
0.2
0
0.4
0.2I
0
-10 0 10 20 30
Neurite Position Relative
To Triangle Pattern
Figure 4.6: Time lapse length and neurite position data from multiple neurons.
(a) Neurite length versus time for forward (orange) and reverse (blue) projecting neurites. (b) Neurite position histograms for forward (orange) and reverse (blue) projecting neurons. (c) Images of neurons taken at 48 h after plating. Scale bar =
20 pm.
89
4.3 Discussion
To demonstrate the flexibility and utility of our laser micropatterning system, we performed multiple screens with more than 100,000 patterned triangles, requiring a total patterning time
(i.e., the total time spent scanning the laser, moving the stage, and processing the patterns in software) of only -6 h at a scan speed of 10 mm/s. Our polarization geometry screens showed that patterns of 10 x 10 pm triangles are capable of both directing neuronal polarization
(confirmed using Tau-1 and MAP2 immunostaining, Figure 4.4) and allowing long neurite outgrowth, while larger (30 x
30 pm and 60 x
60 pm) triangles, and wider aspect ratio (50 x
30 pm and 70 x
30 pm) triangles resulted in shorter neurite outgrowth (Figure 4.2d). The relationship between neurite outgrowth and pattern width agrees with results from recent stripe assay experiments using PC12 cells 1
3
6
. We also found that reducing the surface density of
PDL enabled significantly longer neurite outgrowth on larger 50 x 50 pm triangles (Figure 4.3).
Time lapse imaging was used to observe the ratchet-effect of the triangles, where if reverseprojecting neurites venture off the centerline of the triangles, they are unable to find the next patterned triangle, and stall (Figure 4.5).
Others have used micron-scale triangular geometries to bias the migration of fibroblasts1 , and cell migration and neurite elongation share many intracellular processes 3
5. These fibroblast migration "ratchets" achieved a migration bias (a migration preference in the forward direction) on the order of 60%. Here, we obtained a significantly higher polarization bias of 72% with the hippocampal neurons using patterns as small as neurite growth cones (p < 0.05). A comparison of our triangle ratchet geometry with previous directed polarization, or axon-redirecting methods is presented in Table 3. Methods that induce directed polarization, such as that presented in this paper, use geometries that influence the rate of elongation of immature neurites to coordinate which neurite becomes the axon. Methods that use axon-redirection selectively permit passage of axons in one particular direction after neurons are already polarized. The most commonly studied geometry for directing the polarization of single neurons is a "speed bump" pattern, achieving polarization biases as high as 76%126. These patterns combine solid lines, and dashed (speed bump) lines of adhesive proteins (illustrated in
90
Figure 4.1a). A cell body, situated at the intersection of the two lines, extends its axon rapidly down the continuous protein line, while the other neurites, growing along the dashed protein lines, extend slower. Unlike the geometries presented here, these speed-bump patterns require that neuron cell bodies are positioned in specific somal adhesion sites on the patterns.
Table 4.1: Methods for inducing directed polarization of neurons, or
selectively redirecting growing axons of neurons. Mechanisms that induce directed polarization, such as that presented in this paper, use geometries that influence the rate of elongation of immature neurites to coordinate which neurite becomes the axon. Mechanisms using axon-redirection selectively permit passage of axons in one particular direction after neurons are already polarized. *
Computer simulated redirection efficiency. ** Directionality of signal transmission confirmed with electrical recordings. * Polarization confirmed by patch clamp recording.
cel a0o -e e t1 n c i ild
Stenger et al. Speed bumps Directing
126
(1998) Polarization
Yes
Vogt et al.
127
Speed bumps Directing
(2004) Polarization
Yes
76% Yes
38% (p > 0.05) No***
Feinerman et Triangle al.1
3
1
(2008) ratchets
(millimeter scale)
Peyrin et al.
13 (2011)
Funnel- shaped
Redirecting
Axon
Growth
No
Redirecting No
Axon channels Growth
Greene et al. Speed bumps Directing
128
(2011) Polarization
Yes
Pirlo et al. " Microfluidic
(2011) 'snag' channels
This Paper Triangle ratchets
(micron scale)
Directing
Polarization
Directing
Polarization
Yes
Yes
75%*
96%
62%
77%
72%
No**
N/A
No
Yes
Yes
41% adherence adhesion site somal to
Patch recordings clamp to identify synapse direction
Demonstrated asymmetric electrical transmission
Used for neuronal co-cultures
75% adherence adhesion site somal to
Manual placement using laser cell
Cited efficiency is for 10 x 10 pm triangle geometry
4.4 Conclusions
We have demonstrated a geometric screen using large-scale laser protein micropatterning. The ability to rapidly generate and screen protein micropatterns can enable discovery of the
91
conditions necessary to create in vitro neural networks with single-neuron precision. Such networks may be used in basic discovery, drug screening, as well as tissue scaffolding in therapeutics.
4.5 Detailed methods
4.5.1 Preparation of PEG monolayers and protein patterning
Monolayers of aPEG 3500 were prepared as described in §3.5.1. PDL patterns were prepared as described in §3.5.3.
4.5.2 Dissection and cell culture
Cells were prepared as described in §2.6.4. For time-lapse imaging experiments (Figure 4.5 and
Figure 4.6), cells were maintained in a microscope-mounted 37'C, 5% CO2 incubator (In Vivo
Scientific) and imaged in brightfield continuously for 48 h using a custom-built MATLAB stage and camera controller. Light intensity was kept low (exposure time > 500 ms for the Coolsnap
HQ2 camera) to minimize phototoxicity. After the experiment, a stitched fluorescence image was acquired to capture the PDL patterns, and fluorescence data was added to the brightfield images to visualize triangle patterns.
4.5.3 Immunocytochemistry
After 48 h in culture on PDL patterns, cells were fixed for 30 min in 4% paraformaldehyde, and then rinsed 3x in PBS containing 0.05% tween-20 (PBST). Cells were permeabilized by 10 min incubation in 0.01% triton-X in PBS, and then rinsed 3x in PBST. The cells were blocked for 30 minutes in PBST containing 3% BSA. Cells were then incubated in PBST containing 3% BSA with either mouse monoclonal JIII-tubulin antibody for neurite imaging, (R&D Systems,
MAB1195, dilution 1:1000) for 1 h, or mouse monoclonal dephosphoTau-1 for axon identification (Millipore, dilution 1:250) with rabbit polyclonal MAP2 for dendrite identification
(Millipore, dilution 1:400) overnight. After 3 rinses in PBST, cells were incubated with a fluorescently labeled conjugated secondary antibody for 30 min, and rinsed in PBST. Finally, cells were incubated in 1:10,000 dilution of DAPI for 1 min prior to a final rinse with PBST. Cells were imaged using a custom-built MATLAB scan and stitch software.
92
4.5.4 Image and data analysis
Stitched fluorescence and bright field images were analyzed using ImageJ. Lengths of neurites were measured as a straight line, from the center of the nucleus, to the most distal tubulin in the growth cone, visualized with immunofluorescence. For the geometric screen, neurons with combined neurite length of less than 60 prm were ignored to ensure that all counted neurons extended over more than one triangle. P-values for the proportions of neurons with the longest process oriented in the forward or the reverse directions of the triangles, and for tau-1/MAP2 localization data were calculated using a null hypothesis of a binomial distribution with p = 0.5.
We performed paired, two-tailed t-tests to verify statistically significant differences in the lengths of forward and reverse projecting neurites, and to verify significant differences between the total neurite lengths for the geometric and PDL density screens. All error bars display standard error of the mean.
93
Chapter
5:
3-D
PATTERNING OF
PROTEINS INSIDE SCAFFOLD
MATERIALS BY
B4F
MULTI-PHOTON PHOTOBLEACHING
In Chapters 2-4, we presented a laser patterning setup for printing proteins on twodimensional, PEG monolayer substrates. In this chapter, we extend this B4F photobleaching technology to three-dimensions, and show that it can be used to print proteins inside a wide variety of tissue engineering scaffold materials. This technology could enable sub-cellular resolution printing of proteins for regenerative medicine applications.
5.1 Background and motivation
Scaffolds are 3-dimensional porous structures that support cell adhesion, migration, and differentiation, and they play a central role in most cell-based therapeutics. These scaffolds come in a variety of shapes and sizes, and can be composed of many different materials, including collagen, gelatin, fibrin, agarose, hyaluronic acid, alginate, PLGA and poly(ethyleneglycol) (PEG). The specific choice of scaffold depends on a number of factors, including celladhesion properties, porosity, stiffness, charge, biocompatibility and biodegradabilityl 3
8. To encourage cell adhesion, proliferation or differentiation, tissue engineers regularly modify or infuse scaffolds with growth factors, morphogens, and cell adhesion molecules. Despite the wide-range of materials and growth factors available to tissue engineers, most existing scaffolds are essentially spatially homogeneous materials, while the tissues they seek to recapitulate are usually heterogeneous, with elaborate, 3-dimensional patterns of protein cues. We believe that the engineering of complex, functional tissues will require the ability to recreate these complex patterns of proteins inside scaffolds prior to implantation.
In Chapter 1, we discussed that the main drawback of laser printing of proteins in 2-D is that it is an inherently slow process, as all regions of an x-y surface must be visited by a scanning laser.
In 3-D, achieving high scan speeds becomes even more crucial, as the laser must now span all points in an x-y-z volume. To illustrate this, consider that a 1 cm
2 area patterned with I pm resolution would comprise 100 million pixels, while a 1 cm
3 scaffold patterned at I pm
94
resolution would comprise a total of a trillion voxels. Thus, high resolution laser printing of proteins in 3-D remains too slow for therapeutic purposes (see Table 1.4). We previously demonstrated that multi-photon patterning of biotin-4-fluorescein (B4F) via photobleaching enables rapid laser printing of proteins on 2-dimensional PEG monolayers
13 9 . In this chapter, we demonstrate that this photobleaching approach can easily and rapidly create 3-dimensional patterns of proteins in multiple scaffold materials. The multiphoton mechanism of B4F photobleaching ensures protein patterning occurs only at the focal plane. The process is capable of patterning proteins at scan speeds in excess of 400 mm/s, and we demonstrate the first 3-D laser printed scaffolds at subcellular resolution at therapeutically relevant scales, patterning a 1 cm 2 x
10 pm thick collagen scaffold in ~1 h.. Crucially, our technique uses otherwise standard protocols for synthesizing scaffolds, and does not require any additional chemical modifications, facilitating the adoption of this printing process into existing tissue engineering strategies. We further demonstrate that patterns of protein in agarose can be made brighter by functionalizing scaffolds with acrylate groups.
Widespread adoption of 3-D printing of proteins in scaffolds will require a technique that can be applied to the wide range of scaffold materials used by tissue engineers. To this end, in addition to drastically speeding up the rate of protein printing in 3-D, we also expand the range of scaffold materials that proteins can be printed, including collagen, fibrin, gelatin methacrylate and agarose scaffolds. To date, 3-D patterns of full-length proteins at sub-micron resolution had only been demonstrated in agarose, by multi-photon uncaging of thiol groups 46 14
0
. In addition, West and colleagues have printed complex patterns of short peptides inside degradable PEG hydrogels using multi-photon photo-polymerization. Thus, photobleaching of B4F is both the fastest and most widely applicable method for multiphoton printing of proteins in 3-D, and can revolutionize the ability of tissue engineers to recapitulate the spatial complexity of natural tissues.
5.2
Results
5.2.1 Construction of a 3-D laser printing setup
95
To upgrade our laser patterning system for printing in three dimensions, the setup described previously in Figure 2.3 and Figure 2.4 was modified in two ways. First, data is uploaded to the computer in the form of a collection of pictures, with each picture representing a z-section of the
3-D object. These slices are formed from models designed in Solid.Works, obtained from voxel datasets, or can be designed in MATLAB. Second, the objective was mounted onto a z-piezo stage that enables rapid axial motion of the objective to shift the focal plane up and down for xy-z scanning (Figure 5.1). An additional analog output from the NI-DAQ 6259 PCIe card was used to drive the z-piezo mount, utilizing all four analog outputs from the card: two for x-y scanning mirrors, one for the EOM and one for the z-piezo. These four signals are output in a synchronized manner from the NI-DAQ card, and after a volume has been patterned, the stage translates to a new location and patterning resumes (Figure 5.1b).
5.2.2 Schematic for printing biotinylated proteins in scaffold materials
To print proteins in three dimensions, we first need to functionalize glass to mount scaffolds to a stable surface. For mounting collagen, GelMA, and fibrin scaffolds, a glutaraldehyde monolayer is formed via an amine coated monolayer (Figure 5.2a). For the top coverslip, a PEG coated monolayer is used to prevent non-specific adhesion of the scaffold, facilitating lift off of the coverslip prior to patterning. Flat, defined thickness scaffolds are formed by sandwiching the pre-gelled scaffold solution between adhesion resistant and adhesion promoting coverslips, separated by 170 pm spacers (Figure 5.2b,i, see §5.5). The top coverslip is removed, and B4F is then allowed to diffuse into the scaffold (Figure 5.2,ii) and the laser is scanned along an x-y plane, then stepped up in the z plane via the piezo mount (Figure 5.2b,iii). Upon excitation, the
B4F is ionized and binds to the adjacent scaffold material. After washing the scaffold with PBS to remove unbound B4F, streptavidin is added, binding to the patterned biotin moieties (Figure
5.2b,iv). After washing to remove excess streptavidin, a biotinylated protein can be added to bind to the remaining biotin binding sites on the streptavidin to generate the protein patterns
(Figure 5.2b,v). After a final wash in PBS, the patterns of biotinylated proteins are revealed
(Figure 5.2,vi).
96
A
.V
0
E
0
4
4
Signal Channel: x-scanning mirror (x) y-scanning mirror (y)
0)
0 z-piezo mount (z)
Transform into voltage for x, y, z, brightness Laser Power (e)
Upload to PCIe 6259 and output synchronized signals
C
Computer
NI-DAQ
PCIe 6259
F R EOM e
X, y
SM z
PZ
SLP
DM
E
Stage movement
Time sample
Stage
40X 0.9 NA
Figure 5.1: A laser setup for rapid 3-D printing of proteins in scaffolds. (a) Data is stored on a computer in the form of pictures representing z-slices, which are transformed into voltage signals to be uploaded to the NI-DAQ card. (b)
Representations of voltage signals to print 3-D patterns. Patterns are printed one slice at a time. (c) The optical setup now includes a piezo mount for varying the focal plane up and down. FR = Faraday rotor, EOM = Electro-optic modulator,
SM = x-y Galvanometer scanning mirrors, SL = Scan lenses and beam expander,
DM = Dichroic mirror, PZ = piezo z-mount. MRI data obtained from the Stanford
Volume Data Archive.
97
A
NH,
(CH,),
I
OH OH OHr
+ mPEG
I
TCS
CH,
I PEG
+ APTES
I
N
4r+GA
0
1H
CH
(CH,
Si
Adhesion resistan
PEG monolayer t
(ii)
Adhesion promoting
Glutaraldehyde monolayer
(iii)
Adhesion resistant
00 IIEy
Adhesion promoting
(iv) (v) (vi)
B4F
Streptavidin
Biotinylated protein
Figure 5.2: Printing proteins in three dimensional scaffolds. (a) Plasma treated glass coverslips are functionalized with PEG to form an adhesion resistant surface, or with APTES and glutaraldehyde to form an adhesion promoting surface. (b) (i) Collagen solution is neutralized and allowed to form a gel between two glass coverslips prior to (ii) removing the adhesion resistant lid and spacers and infusing the gel with B4F. (iii) The laser is scanned in an x-y plane, stepping up in z once each layer is complete. After scanning the gel is washed in
PBS and (iv) streptavidin and (v) biotinylated proteins are added sequentially, with PBS washes in between each step.
5.2.3 Patterns of streptavidin formed in GelMA, fibrin, collagen, and agarose scaffolds.
The photochemistry, described in Figure 5.2, was used to pattern streptavidin in GelMA, fibrin, collagen and agarose scaffolds prepared using standard tissue engineering protocols (Figure
5.3). Patterns were formed using a scan speed of 200 mm/s, though the scan mirrors could be driven up to speeds of 400 mm/s (beyond which the scan mirror coils overheat). At a scan speed of 200 mm/s, and a line spacing of 0.25 pm, a 100 tm x 100 pm area slice can be scanned in 0.2 s.
Note the various pore architectures in different scaffold materials, with agarose and GelMA exhibiting small pore size, while the fibrin and collagen scaffolds are fibrillar, with large pore
98
sizes. The full-width half-maximum thickness of patterns in collagen is approximately 5 pm, while that for the other scaffold materials tested is approximately 10 pm.
<(
----
C
L..
Cn
w
0
0
(U
Top
View
Crossectional
View
0.8
tn
UI
Wi
C
0.6
0.4
1
0.2
laser power
(nJ/pulse)
4.6
2.9
0.8
0.(I 2
In
C
0.8
0.6
kn
0.4
0.2
0
-30
(U
C
4-I
-C
1
CO
0.8.
0.6-
0.4
4-0 0.2
10 0 10
z-height (pm)
20
4.6
2.9
1.4
03
30
-20 -10 0 10
z-height (pm)
20
4.6
3.8
2.1
0.8
30
0.8
1
0.6
C
4-'
0.4
0.2
In
-30 -20 -10 0
z-height
10
(pm)
20 30
10 0 10 20 30
z-height (pm)
Figure 5.3: Streptavidin patterns formed in various scaffold materials. Patterns of streptavidin were formed in gelatin methacrylate, fibrin, collagen, and agarose scaffolds. For each material, picture brightness was adjusted to aid visualization of scaffold structure (pattern brightness should not be compared across materials). Scale bars = 20 pm.
99
5.2.4 Pattern brightness varies between scaffold materials and can be increased via acrylation
The protein patterns in Figure 5.3 are shown with varying brightness levels to emphasize the differences in scaffold architecture in each material. In Figure 5.4, we compare the maximum brightness of fluorescent streptavidin patterns formed at a scan speed of 200 mm/s in the four scaffold materials. GelMA, fibrin and collagen scaffolds all produced bright, high contrast patterns, but patterns formed in agarose scaffolds were very dim, at only -0.3% of the pattern brightness in gelatin methacrylate (Figure 5.4a). In Chapter 3, we showed that modifying PEG monolayers with acrylated end-groups enhanced pattern brightness (see Figure 3.4b). We aimed to render agarose scaffolds more amenable to photopatterning by modifying the agarose chains with acrylate groups (to form AgaroseMA scaffolds) by reaction with glycidyl methacrylate.
The resulting AgaroseMA scaffolds demonstrated a -100 fold increase in pattern brightness as a result of the acrylation modification (Figure 5.3b).
1.2
A
0.8
C
0.6
0.4
0.2
0
Tr 4c o.003
T
Figure 5.4: Comparison of pattern brightness with various scaffold materials. (a) Maximum pattern brightness achieved in various scaffold materials at a scan speed of 200 mm/s. (b)
Modification of agarose with methacrylate groups using glycidyl methacrylate yields brighter patterns. TEA = triethylamine (catalyst), TBAB = tetrabutylammonium bromide (phase catalyst).
Scale bar = 20 pm.
B
Agaro se AgaroseMA glycidyl
T methacrylate
TEA
TBAB
(,
100
This data suggests that while all the scaffold materials tested in Figure 5.3 can be photopatterned via B4F excitation without any additional scaffold modifications, performing acrylate modification can further enhance patterning efficiency in agarose.
5.2.5 Patterns of streptavidin formed in varying porosity scaffolds
To demonstrate that the patterning technology can print in scaffolds with varying porosity, we formed 2 mg/ml collagen scaffolds at two different gelation temperatures (37*C to generate low porosity collagen scaffolds, 10*C to generate high porosity collagen scaffolds). The two scaffolds were patterned at scan speeds of 400 mm/s, with a scan line separation of 0.25 Pm. Upon imaging the collagen fibrils patterned with fluorescent streptavidin, the varying porosity of the scaffolds is immediately apparent (Figure 5.5).
Gel. Temp:
Porosity:
20
10*C
pm20
High
pm
37
0
C
Low
Figure 5.5: Patterning streptavidin in variable porosity scaffolds. Collagen scaffolds with varying porosity were formed from 2 mg/ml collagen solution by gelation at low and high temperatures, then printed with B4F, bathed in fluorescent streptavidin solution, and imaged with a confocal microscope to visualize the resulting patterns.
5.2.6 Formation of gradients by varying laser power
Next, to demonstrate gradient formation, we varied laser power while printing inside a collagen scaffold. Upon addition of fluorescent streptavidin, we observed a smooth gradient, with brightness increasing with laser power.
101
Laser Power Increasing
Figure 5.6: Streptavidin gradient in a collagen scaffold formed by varying laser
power. Scale bar = 20 pm.
5.2.7
Patterns of biotinylated horseradish peroxidase confirm retained protein activity upon patterning
To confirm that a biotinylated protein can both bind to patterned streptavidin and retain its biological activity after binding to the streptavidin patterns, we produced patterns of horseradish peroxidase. Upon the addition of amplex red, a substrate that is rendered fluorescent by the enzymatic action of horseradish peroxidase, we found that the patterns of amplex red fluorescence matched the patterns of streptavidin fluorescence (Figure 5.7).
A
B
SHRP
Figure 5.7: Horseradish peroxidase assay to demonstrate biological function of
3-D printed proteins. (a) Fluorescent patterns of streptavidin, and (b) fluorescence micrograph showing fluorescent amplex red within 1 s of adding the substrate to HRP patterns. Scale bar = 50 pm.
5.2.8 Three dimensional protein patterns formed in fibrin scaffolds
To demonstrate high-speed printing of protein patterns in three dimensions, we printed streptavidin in fibrin scaffolds in the forms of a pyramid, a cube, and a sphere. With a scan
102
speed of 200 mm/s and a scan-line spacing of 0.25 pm, each 3-D pattern was formed in approximately 8 s.
Figure 5.8: 3-D patterns of streptavidin in fibrin. A sphere, cube and pyramid of streptavidin were printed in fibrin. The base of the pyramid is 87 Pm and the diameter of the sphere is 110 pm.
5.2.9 Continuous-scan laser lithography for printing large areas
In §3.2.17, we discussed how at laser scan speeds above 10 mm/s, printing in 2-D becomes rate limited by stage motion and data processing. In 3-D, while the stage motion time is less rate limiting, owing to the fact multiple layers can be printed before having to translate the stage in x-y, the stage motion time still remains rate limiting at the highest scan speeds.
To almost entirely eliminate stage motion time, we redesigned the patterning system to continuously scan the laser in one axis, while continuously scanning the stage in the perpendicular axis. Since the stage has a large (several inches) range of motion, this enables continuous printing of a 100 pm wide strip of protein patterns (Figure 5.9a). After the stage reaches the end of a scan line, it stops, steps 100 pm across, then starts the next scan line in the opposite direction. Thus, in a scan area of 1 cm 2 , the laser scanning only needs to stop and start
100 times. Compare this with the patterning regime presented in Figure 2.4, where the stage and scanning needs to stop and start 10,000 times to print a 1 cm
2 area. Furthermore, we reduced the signal processing time by printing a periodic pattern, thus the data was set to output in a repeating fashion, bypassing the need to continuously upload new data samples to the
103
computer. In future experiments, the use of an FPGA would provide sufficient data throughput to pattern non-periodic patterns at high speeds. 3-D patterns of proteins could be formed by stepping in z (using a piezo objective mount) after each x-y layer is printed.
To demonstrate this continuous-scan laser lithography system in action, we printed a checkerboard of 10 x 10 pm squares across a 1 cm 2 area, requiring ~ 1 h patterning time. This printing regime will be a crucial component for making therapeutic-scale laser protein patterned scaffolds.
5.3 Discussion
We have demonstrated, for the first time, the ability to 3-D print full-length proteins inside collagen, fibrin and gelatin-methacrylate scaffolds. By printing at a speed of 7 layers (100 pm x
100 pm) per second, we have developed the fastest multiphoton lithography chemistry for printing proteins in 3 dimensions. We have shown that the addition of acrylate groups to an agarose scaffold can enhance pattern brightness. Scaffolds with varying porosity can also be patterned. By varying the laser power, we can generate smooth gradients of proteins in three dimensions. Most crucially, all this printing technology does not require any additional chemical modifications to the scaffold materials, making this method immediately applicable to any existing tissue engineering strategy that uses these scaffold materials. Our patterning system compares favorably with existing methods, both in terms of patterning speed, and the range of materials it can pattern in.
104
A
Continuous laser scanning
Continuous
"' pattern formationl
W Continuous
Stage motion
B
C
E'
1 cm
2
Figure 5.9: Continuous-scan laser lithography enables laser scanning of large areas. (a) The laser is scanned continuously in one axis, while the stage translates continuously in the perpendicular axis. (b), (c) large scale patterns of streptavidin formed in collagen scaffolds. The aberrations in (b) are from a small tear in the collagen scaffold and in (c) are due to small bubbles introduced during the formation of the scaffold.
105
Table 5.1: Existing methods for printing proteins and peptides in three dimensions. * = This speed is the maximum that can be achieved without the scan mirrors overheating, and does not necessarily represent the maximum patterning speed of the underlying photochemistry.
Hahnpi
Hahn et al.
PEG-diacrylate
(2006)92 (degradable) etffl al E-iarlt
Short RGDS Peptides 120
Vs/m
2
Wylie et al.
Agarose
(2011)46
Proteins (Shh)
18 x
106
20.8 min
VM
3 in
14 days
8 days
Agarose
AgaroseMA
This Thesis GelatinMA
Collagen
Fibrin
Proteins 10
Vs/4m
2 * 1.2 days
The ability to print in multiple materials, with differing chemistries and cell adhesion properties, enables tissue engineers to achieve a wide range of cell behaviours. For example, to restrict cell migration or adhesion to only specific regions of a scaffold, one can print cell adhesive proteins or peptides inside an otherwise non-adhesive scaffold such as agarose.
Conversely, to study the effect of morphogens on the development of precursor cells, a tissue engineer may opt for printing gradients of morphogens inside a universally permissive, celladhesive collagen scaffold. Furthermore, many proteins are known to bind specifically with collagen, including many cell-adhesion proteins and growth factors. Printing patterns of such proteins would not be possible in collagen, as the protein would simply bind everywhere throughout the volume of the collagen, and would not be restricted only to regions where B4F was printed. Thus a tissue engineer may opt to modify the protein to remove the collagen binding domain, use a short peptide that mimics the behavior of the active site of the full length protein, or choose to print in a different scaffold material that does not specifically bind the protein.
106
In future experiments, this method should be tested in additional scaffold materials, including hyaluronic acid methacrylate, alginate, chitosan and PLGA scaffolds. Since the patterning occurs via a free-radical crosslinking reaction, we would expect the patterning to be successful in these materials, especially in hyaluronic acid methacrylate scaffolds, where the acrylate group serves as an effective free radical binding site.
5.4
Conclusions
We have demonstrated a new three-dimensional protein patterning system that can pattern proteins in a wide range of scaffold materials, at high speed, without needing additional modification steps. This method is therefore easily adoptable into existing tissue engineering strategies for developing scaffolds with three dimensional patterns of protein cues to direct cell development.
5.5
Methods
5.5.1 Monolayer formation
All scaffolds were formed by sandwiching pre-gelled solution between two surfaces: one surface was chosen to bind to the scaffold for the purpose of handling and washing, while the other surface was to act as a 'lid', and as such was designed to resist scaffold adhesion to facilitate its removal prior to patterning (See Figure 5.2).
For agarose, the adhesion promoting substrate was Gel-Fix coated plastic (SERVA
Electrophoresis, Heidelberg, Germany). For collagen, fibrin and GelMA scaffolds, the adhesion promoting substrate was an aldehyde functionalized glass slide that was prepared via a twostep process. First, the surface was amine-functionalized by immersion of a freshly plasma treated glass slide (5 min plasma treatment duration) in ethanol with 10% v/v aminopropyltri(ethoxy-silane) (APTES; Sigma-Aldrich, St. Louis, MO) for 30 min, rinsed in an ethanol bath, sonicated in DI water for 5 min, and finally rinsed under running DI water. The slide was then dried under a stream of nitrogen gas. Next, the aminated glass slide was aldehyde functionalized by addition of 6% v/v glutaraldehyde in DI water for 10 minutes, prior to washing the glass slide in DI and drying. The glass slide was stored in a desiccator prior to use.
107
The adhesion resistant 'lid' for all scaffolds was a PEG-coated coverslip, prepared as described in §2.6.1.
5.5.2 Scaffold preparation
Collagen scaffolds were prepared by mixing a high concentration stock solution of collagen (BD
Bioscience) on ice with pre-chilled DI water and HEPES buffered PBS to form a prepolymer solution containing 2 mg/ml, IX PBS, 50 mM HEPES (pH 7.4). 10 [I of the prepolymer solution was pipetted onto a glutaraldehyde-coated coverslip, which was then covered by a 0.5 cm 2 PEG coated coverslip, and then gelled in an incubator at 37
0
C for 1 h (for low porosity scaffolds) or at
10
0
C overnight (for high porosity scaffolds).
Fibrin scaffolds were prepared as previously described . Briefly, the prepolymer solution is formed by dissolving fibrinogen, without mechanical mixing or agitation, in PBS at 37
0
C to form an 11 mg/ml prepolymer solution (approximately 1 h). Next, 100 VI of fibrinogen solution was mixed on ice (to slow polymerization) with 5 l of 50 mM Ca2+ and 5 l of 100 U/ml thrombin, prior to immediately pipetting onto a glutaraldehyde coated coverslip, which was then covered by a 0.5 cm 2 PEG coated coverslip, and then gelled in an incubator at 37
0
C for 1 h.
GelMA scaffolds were formed by dissolving 50 mg of lyophilized gelatin methacrylate
(prepared as previously described
14 2
) in 1 ml of PBS held at 60'C. 100 mg of Irgacure 2959 was dissolved in 200 l methanol and added to the prepolymer solution at 0.5% wt/v of 1-2959. 10 PI of prepolymer solution was pipetted onto a glutaraldehyde coated coverslip, covered with a
PEG-coated coverslip, and exposed to 5 mW/cm 2 UV light for 2 min to form a polymerized
GelMA scaffold.
1% agarose scaffolds were prepared by dissolving 0.5 g of agarose in 50 ml of PBS, and dissolving by boiling in a microwave. 10 l of agarose solution was pipetted onto a Gel-Fix surface, covered with a PEG-coated coverslip and allowed to gel at room temperature.
Agarose scaffolds were modified with methacrylate groups by bathing a 1% agarose scaffold overnight in a solution of 3.6% (v/v) glycidyl methacrylate in deionized water, with 3.6% (v/v) triethylamine (TEA) as a catalyst and 3.6% (wt/v) tetrabutyl ammonium bromide (TBAB) as a
108
phase catalyst. Scaffolds were rinsed thoroughly in PBS and rocked in a PBS bath for 1 h before use.
5.5.3 Laser printing of proteins inside scaffolds
Prior to printing, PEG coverslips were gently removed from the tops of all scaffolds, and 200 pg/ml solutions of B4F in PBS, pH 7.4, was pipetted on top of the scaffold and left for 10 min to allow the B4F to diffuse into the scaffold. A MAITAI femtosecond laser (Newport) was tuned to
780 nm and was focused by a 40X 0.9 NA objective mounted on a z-axis piezo actuator (PI,
Auburn, MA), and scanned in x-y by means of a pair of galvanometer scan mirrors (Cambridge
Technologies, Cambridge, MA). Voltage signals to control x-y-z scanning signals and laser power were output from a NI-DAQ 6259 PCIe card (National Instruments, Austin, TX) at a sample rate of 400 kSamples/s. Laser power was modulated via an EOM (Newport Corporation,
Irvine, CA). It is important to note that the shift in the focal plane equal to the shift in the height of the objective multiplied by the ratio of the indices of refraction of air and water (Figure 5.10).
Laser power was measured at the sample using an IR power meter (Newport Corporation).
After B4F patterning, scaffolds are placed in a bath of PBS and rocked for > 1 h to remove excess
B4F. Next, scaffolds are bathed for 30 min in 3% BSA in PBS solution to block non-specific adhesion prior to bathing in a 10 pg/ml Alexa-Fluor 594 conjugated streptavidin (Life
Technologies, Carlsbad, CA) solution in PBS containing 3% BSA for 1 h. Next, excess unbound streptavidin is removed by placing the scaffold in a PBS bath, and rocking for > 1 h.
Az
2 n/i z= 1.33 Az
Water n = -3
Glass
Air n=1.0 z
Figure 5.10: Relationship between variation of objective height and focal
plane. A shift in objective height results in a shift in focal plane that is weighted
by the ratio of the index of refraction of water and air.
109
For patterning horseradish peroxidase (HRP), biotinylated HRP (Thermo Fisher Scientific,
Rockford, IL) is added at 10 pg/ml in PBS containing 3% BSA to the streptavidin patterned scaffold and allowed to incubate for 1 h prior to washing by rocking in a bath of PBS. Next, the fluorescent HRP substrate Amplex Red (Thermo Fisher Scientific) at a 1:1000 dilution in a 50%
PBS, 50% glycerol solution containing 10 VM hydrogen peroxide is added to the HRP patterned scaffold. Glycerol is used to limit the diffusion and convection of fluorescent Amplex Red away from the patterned HRP, thus enabling the visualization of the printed patterns of HRP. The
Amplex Red is imaged using epifluorescence approximately -1 s after adding the solution to the
HRP patterned scaffold.
5.5.4 Imaging and data analysis
Images of scaffolds were obtained from a two-photon fluorescence microscope (Prairie
Technologies, Middleton, WI) using a MAI-TAI laser. Pattern brightness was calculated, using
ImageJ, as the difference between the brightness of patterned regions and the background.
110
Chapter 6: 3-D
PATTERNING OF COLLAGEN SCAFFOLDS BY
FLUORESCEIN PHOTOBLEACHING
In the previous chapter, we demonstrated rapid 3-D printing of proteins in collagen, fibrin, gelatin methacrylate, agarose and agarose methacrylate scaffolds. In this chapter, we show that multiphoton photobleaching of fluorescein can not only be used to print proteins in collagen scaffolds, but it can enable the rapid printing of the collagen scaffold itself. For the first time, we demonstrate a "tissue printer" by combining both multiphoton printing of scaffolds, and 3-D printing of proteins inside the scaffolds, both at sub-cellular resolution. This can enable the engineering of tissues with specific microarchitecture and defined gradients of protein cues to direct cell development.
6.1 Background and motivation
Printed scaffolds that exhibit a defined microarchitecture can be used for directing the development of specific cell types. Examples include the construction of neural guidance conduits to unidirectionally guide axons regenerating across a lesioned nerve6 7 , scaffolds tailored for developing myocardial cells 6 8 , and scaffolds containing channels to encourage vascularization and improve oxygen transport to tissues 4 3
.
Methods for producing such defined architecture include laser ablation 68
, moulding via a sacrificial cast 4 3
, or multiphoton laser printing
6
. Of these methods, multiphoton printing offers the highest resolution and the ability to model arbitrary three-dimensional shapes. However, as with multiphoton printing of proteins inside scaffolds, multiphoton printing of scaffolds remains too slow for therapeutic applications (see Table 1.3).
Even though collagen is the most abundant protein in the extracellular matrix, there exists only one method in the literature for multiphoton printing of collagen 6
. In this paper, Campagnola and colleagues print lines of collagen on surfaces by photocrosslinking of soluble collagen upon activation of benzophenone dimers, or Rose Bengal dyes. The scan speed achieved using this process is approximately 1-2 mm/s. In this process, the photopolymerization of collagen
111
requires crosslinks to form between the solubilized chains, generating a crosslinked insoluble structure. As a result, the resulting structure is amorphous, rather than the natural fibrillar architecture of a collagen scaffold. Nevertheless, as is necessary for cell migration into a three dimensional scaffold, the printed collagen was shown to be sensitive to protease activity.
A collagen monomer, whose sequence is dominated by the periodic G-X-Y (proline-X-Y) motif, forms a triple helix secondary structure . This triple helix interacts via hydrogen bonding with other collagen monomers to form aligned microfibrils, which in turn bundle into the fibrils that comprise a collagen scaffold. We hypothesized that photocrosslinking of a pregelled, fibrillar collagen scaffold (with a microarchitecture as visualized in Figure 5.3) would be more efficient owing to the fact that the collagen monomers that comprise fibrils are held in close apposition
by the hydrogen bonds. Thus, radical-induced crosslinking will occur with much greater probability due to locally high concentrations of collagen monomers. This greater crosslinking probability should translate into higher printing speeds. In addition, the fibrillar architecture of the collagen scaffold will be preserved, as opposed to the method presented by Campagnola and colleagues which generates an amorphous collagen structure from soluble collagen monomers.
Acid is known to disrupt the stabilizing hydrogen bonds between collagen fibrils, resulting in solubilisation of the collagen scaffold. Thus, after crosslinking a patterned region of collagen by photobleaching of fluorescein, acid can be added as a developer to remove the uncrosslinked collagen gel.
As well as presenting the first 'developer'-based method for printing proteins, we sought to print patterns of streptavidin inside the shaped collagen scaffold using biotin-4-fluorescein as presented in Chapter 5. This can, in the future, enable the first printing of three-dimensional tissues with both defined microarchitecture and internal patterns of growth factors or morphogens.
6.2 Results
112
6.2.1 Multiphoton photobleaching of fluorescein enables the printing of collagen in three dimensions
To demonstrate printing of collagen scaffolds, a 6 mg/ml collagen gel is first infused with a fluorescein solution (a,i). The laser, set up as described in Figure 5.1, is scanned in x-y-z at speeds of up to 400 mm/s, or up to 14 z-layers per second, to excite the fluorescein and crosslink the collagen. After printing, the collagen scaffold is rinsed in PBS to remove excess fluorescein, then placed in a bath of 'developer' solution (either 0.2 M acetic acid, pH 3.5, or 1 M tris buffer,
pH 7.4) to solubilize the unexposed collagen (Figure 6.1a). After gently rinsing in PBS, the resulting collagen is rendered fluorescent by addition of the amine-reactive dye DyLight 488-
NHS, and imaged using a two-photon laser setup. An example 3-D model generated in collagen is shown in Figure 6.1b. The print time for this model was approximately 5 seconds.
6.2.2 Kinetics of collagen scaffold development
To visualize the process of developing the collagen patterns, we patterned 30 Pm tall columns in a 30 jm thick, 4 mg/ml collagen gel at varying laser powers. After patterning, the scaffold was rendered fluorescent and placed on a microscope stage (Figure 6.2a). Next, 5 ml of either I
M tris-HCl buffer (pH 7.4), 0.2 M acetic acid (pH 3.5) or a bath containing 1 U/ml collagenase in
PBS was added to the patterned scaffold. As the unexposed collagen dissolved, the fluorescence signature of the scaffold decreased as the collagen monomers drifted outside of the excitation volume. Note the collagen ablation caused by the highest two laser powers, visualized as dark patterns (where no collagen remains) at time t=0 s for each developer condition (Figure 6.2b).
We found that both acetic acid and tris-HCl were suitable developers for the collagen, with acetic acid solubilizing faster than tris-HCl (Figure 6.2c). All collagen patterns remained susceptible to collagenase activity, with no patterns remaining after 30 mins of collagenase incubation. The initial increase in brightness observed during pattern development was due to pattern shrinkage causing an increase in collagen density, thus an increase in collagen density and a brighter fluorescence signature.
113
A(')
i)
scan volume
B
(i)
_-.111
(ii)
acetic acid or
1M tris
(ii)
"" develop patterned collagen
33 pm
52 pm
Figure 6.1: Three-dimensional printing of collagen scaffolds by multiphoton
photobleaching of fluorescein. (a)(i) A collagen gel is infused with a fluorescein solution and a femtosecond-pulsed laser is scanned through a volume, exciting the fluorescein. (ii) Upon bathing in 0.2M acetic acid, pH 3.5, or 1M tris buffer,
pH 7.4, the unexposed collagen is dissolved, leaving behind the patterned volume. (b) A 3-D collagen elephant, consisting of 71 slices was printed in approximately 5 s of laser scanning and developed in 0.2 M acetic acid, pH 0.35.
(i) A two-photon fluorescence image of printed collagen scaffold. Scale bar = 10 pm. (ii) Surface renderings obtained from a thresholded two-photon voxel dataset.
114
A
Printed region
Add developing solution t =tI t = t
2
Fluorescently labelled
3D printed collagen scaffold
Partial release
B
0.2 M Acetic Acid (pH 3.5)
A c 1ann e An c
0
0
LA
12
C
0.6
0,2
2.5
t0
20
2.1 +
1.3
0
0 1000 2000 3000 4000 5000 60O0 7000 8000
Time (s)
W0
0
C
00
S.
1 M Tris Buffer (pH 7.4)
A 1AC AnO'
Time (s)
Complete release
00
0
0.
00
00
-J
05
C
00
00
8.i
C k
2
Collagenase (1 U/ml)
Os 480s 1800s
15
C
-c
.C
CO s.
0'
0,1.3,2.1
100 2000 3000 4000
So 0 60 70 00 8000
Time (s)
Figure 6.2: Measuring collagen degradation kinetics in different development
solutions. (a) Collagen is first printed, then rendered fluorescent and exposed to the developing solution. (b) Printed regions are developed in acetic acid and tris buffer over time. All regions are collagenase sensitive. (c) Scaffold fluorescence versus time in different developer solutions. Retained fluorescence over time indicates that the collagen is insoluble in the developer solution. Numbers indicate laser power in nj/pulse used for printing (0 = unexposed regions).
6.2.3 Collagen scaffold shrinkage depends on collagen concentration and laser power
In the previous section, we found that collagen patterns shrink upon development. To quantify this shrinkage, collagen spheres were formed from two collagen concentration scaffolds (2 mg/mi and 6 mg/ml) and were exposed with varying laser powers at scan speeds of 200 mm/s, scan line separation of 0.25 pm, and z-plane separation of 2 pm (Figure 6.3). We found that collagen shrinkage was minimized by using high concentration collagen scaffolds and exposing to minimal laser power. Although the shrinkage is only observed after development, the fact
115
that shrinkage varies with laser power suggests that it is driven by a change in collagen conformation upon exposure to the laser.
A
M
0.9
0.8
0.7
0.6
0.5
Mo
0.3
-C
0.2
0.1
n
1.9 nJ/pulse
3.2 nJ/pulse
6 mg/ml
2 mg/ml
[Collagen]
B
-
-- 0.9
d x
X
0)
08
C 0.7
-C
S0.6
-W
R2
X x
X X
0.5
1.5
'
2
'
2.5 3 3.5
Laser power (nJ/pulse)
1I
4
Figure 6.3: Collagen shrinkage varies with concentration and laser power. Data obtained by measuring the diameter of spheres of patterned collagen printed from different concentration scaffolds and at varying laser powers. (a) Variation of collagen shrinkage with concentration and laser power. (b) Variation of shrinkage of a 6 mg/ml collagen scaffold at various laser powers. L = new diameter. Lo = original diameter of printed volume before developing.
6.2.4 Neurons growing on lines of printed collagen
To verify that the printed collagen supports neurite outgrowth, neurons were grown on horizontal and vertical strips of collagen printed using continuous-scan laser lithography (see
Figure 5.9). After 48 h, neurons were fixed and visualized with a MAP2 stain (Figure 6.4). The neurites were confined to growth along the strips of collagen.
116
Figure 6.4: Neurons growing on a lattice printed in collagen. To demonstrate that the printed collagen can support neurite outgrowth, neurons were grown on a collagen lattice. The resulting neurites, visualized by MAP2, are directed along the collagen tracks arranged in vertical and horizontal lines. Scale bar = 100 jAm
6.2.5 Combined printing of collagen scaffold and internal protein patterns: the tissue printer
We combined the technologies and concepts of Chapter 5 and this chapter to create a 3-D printer that can print both the scaffold shape, and patterns of streptavidin inside the scaffold
(Figure 6.5). First, a collagen scaffold is infused with fluorescein, and excess fluorescein is removed from around the collagen scaffold. Next the laser prints a region ("volume 1"). Once printing is complete, a drop of biotin-4-fluorescein is added on top of the scaffold and allowed to diffuse into the scaffold before scanning a second region ("volume 2"). Because the sample is not touched in this process, an alignment is not necessary to align volumes 1 and 2. Next, the scaffold is washed in PBS and volume 1 is developed in acetic acid, and placed into a PBS bath.
Finally, streptavidin is added to bind to volume 2 where biotin was crosslinked. Using this technique, we can create scaffolds with independent microarchitectures and internal protein patterns (Figure 6.5b).
117
fluorescein biotin-4-fluorescein acetic acid
B
pattern volume 1 pattern volume 2 develop add streptavidin
Figure 6.5: Printing proteins inside 3-D printed collagen scaffolds. (a) A collagen gel is first infused with fluorescein, and a first volume is scanned. Next, an excess of biotin-4-fluorescein is added on top of the scaffold and is allowed to diffuse in. A second volume is scanned. Upon placing the scaffold in acetic acid, the first volume is developed. Next, when streptavidin is added, it binds to the second volume. (b) Pyramids of collagen containing internal patterns of streptavidin. Collagen = green, streptavidin = red, superposed collagen and streptavidin = yellow. Scale bar =20 pm.
6.2.6 Printing collagen scaffolds using a blue LED and a printed transparency
The technologies used throughout Chapters 2-6 are expensive: on the order of hundreds of thousands of dollars for a microscope, automated stage, femtosecond laser and EOM. To demonstrate that the printing mechanism presented in this chapter can be performed using onephoton excitation of fluorescein (hence singlet oxygen driven), we created an extremely simple setup to collimate a blue LED and expose collagen through a printed scaffold (Figure 6.6). In this setup, a $2 LED is collimator by a collar and passed through a 1oX beam expander to both improve collimation and increase the diameter of exposure. The blue light filters through a printed transparency that is taped underneath a glass dish, resulting in a projected pattern of exposure (Figure 6.6a,iii), and prismatic collagen structures (Figure 6.6a,iv). Using this setup, we show printed pillars of collagen with -80 tm diameters (Figure 6.6c).
118
A
M PEG coated glass
Spacer
Glutaraldehyde coated glass
B
37
0
C, 1 h Gelation
Remove Add coverslip fluorescein
(iii)
Printed
7T
transparency
(IV)
T
Collimated LED source
Acetic acid develop
Collima"'tor
Figure 6.6: Printing collagen using an LED and a transparency. (a) (i) and (ii), collagen gels are formed between two glass slides. (iii) Fluorescein is infused into the collagen gel, and blue LED light is projected into the collagen through a printed transparency that is affixed beneath the coverglass. (iv) Collagen structures, located in regions exposed to the blue light, are released upon acetic acid development. (b) A photograph of the LED printing setup. (c) Fluorescent collagen pillars formed after acetic acid development. Pillar diameter = 80 Pm.
6.3 Discussion
We have presented a new, simple, and rapid way to multiphoton print collagen scaffolds using fluorescein excitation. Capable of printing scaffolds at up to 14 x-y layers per second, and
800,000 voxels per second, this represents the most rapid laser scanning, 3-D microprinting technology to date. The method relies on the difference in acid/tris solubility between exposed and unexposed regions of collagen scaffold. 3-D within a gel (as opposed to in a liquid) ensures that any arbitrary 3-D shape can be printed layer-by-layer, as overhangs remain stabilized by the surrounding gel until the structure is released by acid development. For example, the
119
elephant presented in Figure 6.1b could not be printed layer-by-layer from a liquid precursor solution, as during printing the tusks would be unattached by the rest of the structure and would diffuse away before the structure were complete. However, in our photochemistry, the tusks remain supported by the surrounding collagen scaffold until the entire structure is released by acid.
It is likely that printing structures from a gel rather than from a liquid is enabling us to print at high scan speeds, as we tried unsuccessfully to print structures from neutralized collagen precursor solution (before gelation occurs) at any laser power (data not shown). Printing collagen from its gel form likely aids the photocrosslinking as the monomers are held in close apposition in collagen fibrils.
A significant feature of the technology is the shrinkage of the collagen scaffold observed upon acid or tris development. While the shrinkage only occurs after development, it is likely caused
by free-radical action on the collagen fibrils causing a denaturation of the triple helical structure of collagen. This shrinkage phenomenon is usually manifested by exposing collagen scaffolds to elevated temperatures (- 60-70'C), and is related to a disruption of the structure of the collagen triple helix 1 4 9
. It is worth noting that the degree of shrinkage upon heating collagen is similar to the degree of shrinkage we obtained 14
5. It is unlikely that the denaturation is due to local heating effects imparted by the laser, as we found a similar degree of shrinkage occurred upon widefield LED exposure of collagen at room temperature (Figure 6.6).
Upon adding rat hippocampal neurons to printed lines of collagen, we observed significant neurite outgrowth that was aligned with the collagen lines (Figure 6.4), demonstrating the ability of the printed collagen to support cell adhesion and migration.
We showed that we could combine the protein printing technology introduced in Chapter 5 with our new method for printing collagen scaffolds (Figure 6.5). We demonstrated the ability to independently design scaffold microarchitectures and internal protein patterns, essentially opening up the ability to recreate complex tissues containing the appropriate gradients of growth factors to direct cell development.
120
Finally, by replacing the use of an expensive laser, microscope, stage and optical setup with that of a blue LED, collimator and beam expander (total cost ~ $200), we show that this technology is very approachable. Although this method cannot print arbitrary 3-D shapes, and is instead limited to shapes with constant cross-sections, there are many potential applications for this technology. For example, nerve guidance conduits could be fabricated using a constant honeycomb cross-section. Alternatively, islands of collagen could enable 3-D culture of isolated cells.
6.4 Conclusions
We have demonstrated the most rapid method for printing subcellular resolution 3-D scaffolds to date. By printing collagen scaffolds, the most abundant protein in the extracellular matrix, and a popular material for tissue engineers, we offer a new method to recapitulate the complexities of in vivo tissues.
6.5 Methods
6.5.1 Collagen scaffold preparation
Scaffolds were prepared as described in §5.5.2, using either 2 mg/ml, 4 mg/ml or 6 mg/ml of collagen precursor solution.
6.5.2 Collagen scaffold printing
A stereolithography (.stl) file is designed in SolidWorks (Dassault Systemes SolidWorks
Corporation, Waltham, MA), and passed to a z-section slicing program which outputs the .stl
file as a series of pictures of z-sections (Freesteel Slicer
1
4 6 ). These bitmap pictures are sent to a
MA TLAB program which translates them into a series of x, y, z, power voltage signals for printing.
For printing, a collagen scaffold is infused with 200 pg/ml of fluorescein in PBS. It is essential to keep the sample dark, especially when infused with fluorescein, to prevent unwanted photobleaching and printing of collagen from ambient light. Then a MaiTai laser (Newport) is set to 780 nm and a power level of 2.2 nJ/pulse. The laser is scanned at 200 mm/s, 0.25 jam scan line separation and 2 pm z-level separation unless otherwise specified.
121
For widefield patterning of collagen scaffolds, a blue 467 nm LED (Newark, Palatine, IL) is collimated by a collimating collar (Newark), and expanded by a 10X beam expander (Thor Labs,
Newton, NJ). A 50 mm glass dish, with a printed transparency (CAD/Art Services, Bandon, OR) taped to the bottom of the glass, sits above the beam expander. The fluorescein infused collagen is exposed to 200 W/cm 2 light for 20 minutes before washing and developing.
6.5.3 Scaffold development
After printing, the collagen is washed in a bath of PBS to remove excess fluorescein, then developed in either 0.2 M acetic acid (pH 3.5), or if specified, 1 M tris-HCl buffer (pH 7.4) for 1.5 h. During development, the developing solution is very gently agitated periodically. After development, the sample is gently bathed in a bath of PBS. To visualize collagen, the sample is fluorescently conjugated by placing in a bath of borate buffer (pH 8) containing either 50 ag/ml
DyLight 488 or 65 pg/ml DyLight 594 for 5 minutes, then washed in PBS to remove unconjugated dye.
For the timelapse study in Figure 6.2, printed collagen was labeled with DyLight 594 and was placed on an automated microscope stage (Prior Scientific, Rockland, MA) and was imaged at various time intervals by briefly unshuttering an epifluorescence source and reshuttering within
0.5 s. It was essential to minimize light exposure, as epifluorescent light exposed to the collagen fibrils was sufficient to render the collagen scaffold insoluble within ~ 1 min of light exposure.
To limit this singlet oxygen driven crosslinking of collagen under the epifluorescent light, 10 mM of L-ascorbic acid was added during the imaging process. Throughout timelapse imaging, the stage was translated left and right with a frequency of ~ 0.5 Hz to gently rock the developer solution to encourage transportation away of solubilized collagen.
6.5.4 Combined scaffold printing and protein patterning
To form printed scaffolds with internal protein patterns (as shown in Figure 6.5), collagen scaffolds are first printed as described in §6.5.3, ensuring that no excess fluorescein solution surrounds the collagen gel (before printing, gently dab around the scaffold with lint-free tissue).
After printing the scaffold shape ("volume 1", see Figure 6.5), a single drop of B4F is gently added on top of the scaffold without directly touching it. In this manner, a realignment step is
122
not necessary, as the sample has not moved. After allowing 5 mins for the B4F to diffuse into the scaffold, a new region is scanned ("volume 2"). Next, the scaffold is developed in acetic acid as previously described, switched into borate buffer and fluorescently conjugated, rinsed in
PBS, blocked for 30 mins with 3% BSA, and streptavidin is added at 10 jg/ml in PBS containing
3% BSA for 5 min. Finally the scaffold is bathed in PBS for 30 mins to remove excess streptavidin prior to imaging.
6.5.5 Cell culture
Hippocampal neurons were isolated, cultured for 48 h, fixed and stained for MAP 2 as described in §4.5.2 and §4.5.3.
123
References
1.
2.
3.
4.
5.
6.
7.
8.
9.
Clark, H. F. et al. The secreted protein discovery initiative (SPDI), a large-scale effort to identify novel human secreted and transmembrane proteins: a bioinformatics assessment.
Genome research 13, 2265-70 (2003).
Lewis, J., Slack, J. M. W. & Wolpert, L. Thresholds in development. Journal of Theoretical
Biology 65, 579-590 (1977).
Edelman, G. M. Cell Adhesion Molecules in the Regulation of Animal Form and Tissue
Pattern. Annual Review of Cell Biology 2, 81-116 (1986).
Katz, M. J. & Lasek, R. J. Invited review: Guidance cue patterns and cell migration in muiticeliuiar organisms. Cell Motility 1, 141-157 (1980).
Vladar, E. K., Antic, D. & Axelrod, J. D. Planar cell polarity signaling: the developing cell's compass. Cold Spring Harbor perspectives in biology 1, a002964 (2009).
Rogulja, D. & Irvine, K. D. Regulation of cell proliferation by a morphogen gradient. Cell
123, 449-61 (2005).
Dotti, C. G., Sullivan, C. A. & Banker, G. A. The establishment of polarity by hippocampal neurons in culture. The Journal of Neuroscience 8, 1454 (1988).
Arimura, N. & Kaibuchi, K. Neuronal polarity: from extracellular signals to intracellular mechanisms. Nature reviews. Neuroscience 8, 194-205 (2007).
Dickson, B.
J.
1959-64 (2002).
Molecular mechanisms of axon guidance. Science (New York, N.Y.) 298,
10. Waites, C. L., Craig, A. M. & Garner, C. C. Mechanisms of vertebrate synaptogenesis.
Annual review of neuroscience 28, 251-74 (2005).
11. Suda, S. et al. Decreased expression of axon-guidance receptors in the anterior cingulate cortex in autism. Molecular autism 2, 14 (2011).
12. Jamain, S. et al. Mutations of the X-linked genes encoding neuroligins NLGN3 and
NLGN4 are associated with autism. Nature genetics 34, 27-9 (2003).
13. Szatmari, P. et al. Mapping autism risk loci using genetic linkage and chromosomal rearrangements. Nature genetics 39, 319-28 (2007).
124
14. Eastwood, S. L., Law, A.
J.,
Everall, I. P. & Harrison, P.
J.
The axonal chemorepellant semaphorin 3A is increased in the cerebellum in schizophrenia and may contribute to its synaptic pathology. Molecular psychiatry 8, 148-55 (2003).
15. Harrison, P. J. & Law, A.
J. Neuregulin 1 and schizophrenia: genetics, gene expression, and neurobiology. Biological psychiatry 60, 132-40 (2006).
16. Yi, J. J., Barnes, A. P., Hand, R., Polleux, F. & Ehlers, M. D. TGF-beta signaling specifies axons during brain development. Cell 142, 144-57 (2010).
17. Shelly, M. et al. Semaphorin3A Regulates Neuronal Polarization by Suppressing Axon
Formation and Promoting Dendrite Growth. Neuron 71, 433-46 (2011).
18. Yang, G.-Y. & Luo, Z.-G. Implication of Wnt signaling in neuronal polarization.
Developmental neurobiology 71, 495-507 (2011).
19. Craig, A. M. & Banker, G. Neuronal Polarity. Annual Review of Neuroscience 17, 267-310
(1994).
20. Scicolone, G., Ortalli, A. L. & Carri, N. G. Key roles of Ephs and ephrins in retinotectal topographic map formation. Brain research bulletin 79, 227-47 (2009).
21. Serafini, T. Netrin-1 Is Required for Commissural Axon Guidance in the Developing
Vertebrate Nervous System. Cell 87, 1001-1014 (1996).
22. Walter,
J.,
Kern-Veits, B., Huf,
J.,
Stolze, B. & Bonhoeffer, F. Recognition of positionspecific properties of tectal cell membranes by retinal axons in vitro. Development 101,
685-96 (1987).
23. Nakamura, F., Kalb, R. G. & Strittmatter, S. M. Molecular basis of semaphorin-mediated axon guidance. Journal of neurobiology 44, 219-29 (2000).
24. Long, H. et al. Conserved Roles for Slit and Robo Proteins in Midline Commissural Axon
Guidance. Neuron 42, 213-223 (2004).
25. Charron, F. & Tessier-lavigne, M. Novel brain wiring functions for classical morphogens: a role as graded positional cues in axon guidance. Development 132, 2251-2262 (2005).
26. H6pker, V. H., Shewan, D., Tessier-Lavigne, M., Poo, M. & Holt, C. Growth-cone attraction to netrin-1 is converted to repulsion by laminin-1. Nature 401, 69-73 (1999).
27. Hong, K. et al. A Ligand-Gated Association between Cytoplasmic Domains of UNC5 and
DCC Family Receptors Converts Netrin-Induced Growth Cone Attraction to Repulsion.
Cell 97, 927-941 (1999).
125
28. CDC Spinal Cord Injury Fact Sheet. http://www.cdc.gov/TraumaticBrainInjury/scifacts.html
29. Fawcett, J. W. & Asher, R. A. The glial scar and central nervous system repair. Brain
research bulletin 49, 377-91 (1999).
30. McKerracher, L. & Winton, M.
J. Nogo on the Go. Neuron 36, 345-348 (2002).
31. Tom, V. J. et al. Combining peripheral nerve grafts and chondroitinase promotes functional axonal regeneration in the chronically injured spinal cord. The Journal of
neuroscience: the official journal of the Society for Neuroscience 29, 14881-90 (2009).
32. Murray, A.
J., Peace, A. G., Tucker, S. J. & Shewan, D. A. Mammalian growth cone turning assays identify distinct cell signalling mechanisms that underlie axon growth, guidance and regeneration. Methods in molecular biology (Clifton, N.J.) 846, 167-78 (2012).
33. Joanne Wang, C. et al. A microfluidics-based turning assay reveals complex growth cone responses to integrated gradients of substrate-bound ECM molecules and diffusible guidance cues. Lab on a chip 8, 227-37 (2008).
34. Lang, S., von Philipsborn, A. C., Bernard, A., Bonhoeffer, F. & Bastmeyer, M. Growth cone response to ephrin gradients produced by microfluidic networks. Analytical and
bioanalytical chemistry 390, 809-16 (2008).
35. Thery, M., Jimenez-Dalmaroni, A., Racine, V., Bornens, M. & Jilicher, F. Experimental and theoretical study of mitotic spindle orientation. Nature 447, 493-6 (2007).
36. Blawas, A. & Reichert, W. Protein patterning. Biomaterials 19, 595-609 (1998).
37. Bernard, A. et al. Printing Patterns of Proteins. Lan gmuir 14, 2225-2229 (1998).
38. Shen, K., Qi, J. & Kam, L. C. Microcontact printing of proteins for cell biology. Journal of
visualized experiments : JoVE (2008).doi:10.3791/1065
39. Kim, H.-J. Automation of Soft Lithography. (2006).
40. Fosser, K. A. & Nuzzo, R. G. Fabrication of patterned multicomponent protein gradients and gradient arrays using microfluidic depletion. Analytical chemistry 75, 5775-82 (2003).
41. Mai, J., Fok, L., Gao, H., Zhang, X. & Poo, M.-M. Axon initiation and growth cone turning on bound protein gradients. The Journal of Neuroscience 29, 7450 (2009).
42. Hardelauf, H. et al. High fidelity neuronal networks formed by plasma masking with a bilayer membrane: analysis of neurodegenerative and neuroprotective processes. Lab on a
chip 11, 2763-71 (2011).
126
43. Sanjana, N. E. & Fuller, S. B. A fast exible ink-jet printing method for patterning dissociated neurons in culture. Journal of Neuroscience Methods 136, 151-163 (2004).
44. Belisle, J. M., Correia, J. P., Wiseman, P. W., Kennedy, T. E. & Costantino, S. Patterning protein concentration using laser-assisted adsorption by photobleaching, LAPAP. Lab on
a chip 8, 2164-7 (2008).
45. Belisle, J. M., Kunik, D. & Costantino, S. Rapid multicomponent optical protein patterning. Lab on a chip 9, 3580-3585 (2009).
46. Wylie, R. G. et al. Spatially controlled simultaneous patterning of multiple growth factors in three-dimensional hydrogels. Nature materials 10, 799-806 (2011).
47. Slater, J. H., Miller,
J. S., Yu, S. S. & West,
J.
L. Fabrication of Multifaceted Micropatterned
Surfaces with Laser Scanning Lithography. Advanced Functional Materials 21, 2876-2888
(2011).
48. Doyle, A. D., Wang, F. W., Matsumoto, K. & Yamada, K. M. One-dimensional topography underlies three-dimensional fibrillar cell migration. The Journal of cell biology
184, 481-90 (2009).
49. Hengsakul, M. & Cass, A. E. Protein patterning with a photoactivatable derivative of
biotin. Bioconjugate chemistry 7, 249-54 (1996).
50. Bhagawati, M., Lata, S., Tampe, R. & Piehler,
J. Native laser lithography of His-tagged proteins by uncaging of multivalent chelators. Journal of the American Chemical Society 132,
5932-3 (2010).
51. Choi, H. J., Kim, N. H., Chung, B. H. & Seong, G. H. Micropatterning of biomolecules on glass surfaces modified with various functional groups using photoactivatable biotin.
Analytical biochemistry 347, 60-6 (2005).
52. Hahn, M. & Miller,
J. Laser scanning lithography for surface micropatterning on hydrogels. Advanced Materials 17, 2939-2942 (2005).
53. Heinz, W. F., Hoh, M. & Hoh,
J. H. Laser inactivation protein patterning of cell culture microenvironments. Lab on a Chip 11, 3336-3346 (2011).
54. Cheng, X. et al. Infrared light induced patterning of proteins on ppNIPAM thermoresponsive thin films: a "protein laser printer". Lab on a chip 10, 1079-85 (2010).
55. Berthiaume, F., Maguire, T.
J. & Yarmush, M. L. Tissue Engineering and Regenerative
Medicine: History, Progress, and Challenges. Annual Review of Chemical and Biomolecular
Engineering 2, 403-430 (2011).
127
56. Bolli, R. et al. Cardiac stem cells in patients with ischaemic cardiomyopathy (SCIPIO): initial results of a randomised phase 1 trial. Lancet 378, 1847-57 (2011).
57. Hollister, S. J. Porous scaffold design for tissue engineering. Nature materials 4, 518-24
(2005).
58. Ott, H. C. et al. Perfusion-decellularized matrix: using nature's platform to engineer a bioartificial heart. Nature medicine 14, 213-21 (2008).
59. Badylak, S. F., Taylor, D. & Uygun, K. Whole-Organ Tissue Engineering:
Decellularization and Recellularization of Three-Dimensional Matrix Scaffolds. (2011).at
<http://www.annualreviews.org/doi/abs/10.1146/annurev-bioeng-071910-124743>
60. Baiguera, S., Birchall, M. A. & Macchiarini, P. Tissue-engineered tracheal transplantation.
Transplantation 89, 485-91 (2010).
61. Olausson, M. et al. Transplantation of an allogeneic vein bioengineered with autologous stem cells: a proof-of-concept study. The Lancet (2012).doi:10.1016/S0140-6736(12)60633-3
62. Li, Z., Ramay, H. R., Hauch, K. D., Xiao, D. & Zhang, M. Chitosan-alginate hybrid scaffolds for bone tissue engineering. Biomaterials 26, 3919-28 (2005).
63. Cowan, C. W. et al. Vav Family GEFs Link Activated Ephs to Endocytosis and Axon
Guidance. 46, 205-217 (2005).
64. Levy-Mishali, M., Zoldan, J. & Levenberg, S. Effect of scaffold stiffness on myoblast differentiation. Tissue engineering Part A 15, 935-944 (2009).
65. Koroleva, A. et al. Two-photon polymerization-generated and micromolding-replicated
3D scaffolds for peripheral neural tissue engineering applications. Biofabrication 4, 025005
(2012).
66. Yang, Y. et al. Fabrication and properties of a porous chitin/chitosan conduit for nerve
regeneration. Biotechnology letters 26, 1793-7 (2004).
67. Phillips, J.
B., Bunting, S. C. J., Hall, S. M. & Brown, R. A. Neural tissue engineering: a self-organizing collagen guidance conduit. Tissue engineering 11, 1611-7 (2005).
68. Engelmayr, G. C. et al. Accordion-like honeycombs for tissue engineering of cardiac anisotropy. Nature materials 7, 1003-10 (2008).
69. Jean, A. & Engelmayr, G. C. Finite element analysis of an accordion-like honeycomb scaffold for cardiac tissue engineering. Journal of biomechanics 43, 3035-43 (2010).
128
70. Wang, H. B. et al. Creation of highly aligned electrospun poly-L-lactic acid fibers for nerve regeneration applications. Journal of neural engineering 6, 016001 (2009).
71. Yang, D., Lu, B., Zhao, Y. & Jiang, X. Fabrication of Aligned Fibrous Arrays by Magnetic
Electrospinning. Advanced Materials 19, 3702-3706 (2007).
72. Wang, A. et al. Porous chitosan tubular scaffolds with knitted outer wall and controllable inner structure for nerve tissue engineering. Journal of biomedical materials research. Part A
79, 36-46 (2006).
73. Ostendorf, A. & Chichkov, B. N. Two-Photon Polymerization: A New Approach to
Micromachining. Photonics Spectra (2006).
74. Cumpston, B. H. et al. Two-photon polymerization initiators for three-dimensional optical data storage and microfabrication. 398, 51-54 (1999).
75. Tayalia, P., Mendonca, C. R., Baldacchini, T., Mooney, D. J. & Mazur, E. 3D Cell-
Migration Studies using Two-Photon Engineered Polymer Scaffolds. Advanced Materials
20, 4494-4498 (2008).
76. Han, Q. et al. Linear ordered collagen scaffolds loaded with collagen-binding brainderived neurotrophic factor improve the recovery of spinal cord injury in rats. Tissue
engineering. Part A 15, 2927-35 (2009).
77. Patist, C. M. et al. Freeze-dried poly(D,L-lactic acid) macroporous guidance scaffolds impregnated with brain-derived neurotrophic factor in the transected adult rat thoracic spinal cord. Biomaterials 25, 1569-82 (2004).
78. Xu, X. et al. Peripheral nerve regeneration with sustained release of poly(phosphoester) microencapsulated nerve growth factor within nerve guide conduits. Biomaterials 24,
2405-2412 (2003).
79. Yoon, J. J., Song, S. H., Lee, D. S. & Park, T. G. Immobilization of cell adhesive RGD peptide onto the surface of highly porous biodegradable polymer scaffolds fabricated by a gas foaming/salt leaching method. Biomaterials 25, 5613-20 (2004).
80. Hozumi, K. et al. Cell surface receptor-specific scaffold requirements for adhesion to laminin-derived peptide-chitosan membranes. Biomaterials 31, 3237-43 (2010).
81. Moon, J., Hahn, M. & Kim, I. Micropatteming of poly (ethylene glycol) diacrylate hydrogels with biomolecules to regulate and guide endothelial morphogenesis. Tissue
Engineering: Part A 15, 579-85 (2008).
129
82. Culver, J. C. et al. Three-Dimensional Biomimetic Patterning in Hydrogels to Guide
Cellular Organization. Advanced materials 24, 2344-8 (2012).
83. Seidlits, S. K., Schmidt, C. E. & Shear, J. B. High-Resolution Patterning of Hydrogels in
Three Dimensions using Direct-Write Photofabrication for Cell Guidance. Advanced
Functional Materials 19, 3543-3551 (2009).
84. Narayan, R. J., Doraiswamy, A., Chrisey, D. B. & Chichkov, B. N. Medical prototyping using two photon polymerization. Materials Today 13, 42-48 (2010).
85. Sun, W., Darling, A., Starly, B. & Nam, J. Computer-aided tissue engineering: overview, scope and challenges. Biotechnology and applied biochemistry 39, 29-47 (2004).
86. Basu, S. et al. Multiphoton excited fabrication of collagen matrixes cross-linked by a modified benzophenone dimer: bioactivity and enzymatic degradation. Biomacromolecules
6, 1465-74 (2005).
87. Basu, S., Wolgemuth, C. W. & Campagnola, P. J. Measurement of normal and anomalous diffusion of dyes within protein structures fabricated via multiphoton excited cross-
linking. Biomacromolecules 5, 2347-57 (2004).
88. Ovsianikov, A. et al. Three-dimensional laser micro- and nano-structuring of acrylated poly(ethylene glycol) materials and evaluation of their cytoxicity for tissue engineering applications. Acta biomaterialia 7, 967-74 (2011).
89. Koroleva, A. et al. Fabrication of fibrin scaffolds with controlled microscale architecture
by a two-photon polymerization-micromolding technique. Biofabrication 4, 015001 (2012).
90. Melissinaki, V. et al. Direct laser writing of 3D scaffolds for neural tissue engineering
applications. Biofabrication 3, 045005 (2011).
91. Stampfl, J. Ultra-high-resolution 3D Printer Breaks Speed-Records at Vienna University of Technology. (2012).at <http://www.tuwien.ac.at/en/news/news-detail/article/7444/>
92. Hahn, M., Miller,
J.
& West,
J.
L. Three Dimensional Biochemical and Biomechanical
Patterning of Hydrogels for Guiding Cell Behavior. Advanced Materials 2679-2684
(2006).doi:10.1002/adma.200600647
93. M O'Connor, S., A Stenger, D., M Shaffer, K. & Ma, W. Survival and neurite outgrowth of rat cortical neurons in three-dimensional agarose and collagen gel matrices. Neuroscience
Letters 304, 189-193 (2001).
130
94. Hynd, M. R., Frampton, J. P., Dowell-Mesfin, N., Turner,
J.
N. & Shain, W. Directed cell growth on protein-functionalized hydrogel surfaces. Journal of neuroscience methods 162,
255-63 (2007).
95. Hahn, M. S. et al. Photolithographic patterning of polyethylene glycol hydrogels.
Biomaterials 27, 2519-2524 (2006).
96. Glowacki, J. & Mizuno, S. Collagen scaffolds for tissue engineering. Biopolymers 89, 338-
44 (2008).
97. Song, L., Varma, C. A., Verhoeven, J. W. & Tanke, H. J. Influence of the triplet excited state on the photobleaching kinetics of fluorescein in microscopy. Biophysical journal 70,
2959-68 (1996).
98. Song, L., Hennink, E.
J.,
Young, I. T. & Tanke, H.
J.
Photobleaching kinetics of fluorescein in quantitative fluorescence microscopy. Biophysical journal 68, 2588-600 (1995).
99. Holden, M. & Cremer, P. Light activated patterning of dye-labeled molecules on surfaces.
Journal of the American Chemical Society 125, 8074-8075 (2003).
100. Holden, M. A., Jung, S., Cremer, P. S., About, M. & Article, T. Patterning Enzymes Inside
Microfluidic Channels via Photoattachment Chemistry. Analytical Chemistry
(2004).doi:10.1021/ac035234q
101. Dittrich, P. S. & Schwille, P. Photobleaching and stabilization of fluorophores used for single-molecule analysis with one- and two-photon excitation. Applied Physics B: Lasers
and Optics 73, 829-837 (2001).
102. Rajnicek, A., Britland, S. & McCaig, C. Contact guidance of CNS neurites on grooved quartz: influence of groove dimensions, neuronal age and cell type. Journal of cell science
110 (Pt 2), 2905-13 (1997).
103. Prime, K. & Whitesides, G. M. Adsorption of Proteins onto Surfaces Containing End-
Attached Oligo( ethylene oxide): A Model System Using Self-Assembled Monolayers.
J.
Am. Chem. Soc 10714-10721 (1993).
104. Chen, S., Zheng, J., Li, L. & Jiang, S. Strong resistance of phosphorylcholine selfassembled monolayers to protein adsorption: insights into nonfouling properties of zwitterionic materials. Journal of the American Chemical Society 127, 14473-8 (2005).
105. Lee, S., Moon, J. J. & West, J. L. Three-dimensional micropatterning of bioactive hydrogels via two-photon laser scanning photolithography for guided 3D cell migration.
Biomaterials 29, 2962-2968 (2008).
131
106. Press, A. I. N. Evaluation of polymer and self-assembled monolayer-coated silicone surfaces to reduce neural cell growth. Techniques 27, 1519-1526 (2006).
107. Knerr Barbara Weiser, Sigrid Drotleff, Claudia Steinem, Achim G6pferich,, R. Measuring
Cell Adhesion on RGD-Modified, Self-Assembled PEG Monolayers Using the Quartz
Crystal Microbalance Technique. Macromolecular Bioscience 6, 827-838 (2006).
108. Khanin, K. & Khanin, R. A probabilistic model for the establishment of neuron polarity.
Journal of mathematical biology 42, 26-40 (2001).
109. Fivaz, M., Bandara, S., Inoue, T. & Meyer, T. Robust neuronal symmetry breaking by Rastriggered local positive feedback. Current biology: CB 18, 44-50 (2008).
110. Samuels, D. C., Hentschel, H. G. & Fine, A. The origin of neuronal polarization: a model of axon formation. Philosophical transactions of the Royal Society of London. Series B,
Biological sciences 351, 1147-56 (1996).
111. Wissner-Gross, Z. D., Scott, M. A., Ku, D., Ramaswamy, P. & Fatih Yanik, M. Large-scale analysis of neurite growth dynamics on micropatterned substrates. Integrative Biology 3,
65-74 (2011).
112. Chirico, G., Cannone, F., Baldini, G. & Diaspro, A. Two-photon thermal bleaching of single fluorescent molecules. Biophysical journal 84, 588-98 (2003).
113. Hansen, P. L., Cohen, J. A., Podgornik, R. & Parsegian, V. A. Osmotic properties of poly(ethylene glycols): quantitative features of brush and bulk scaling laws. Biophysical
journal 84, 350-5 (2003).
114. Yang, Z., Galloway, J. A. & Yu, H. Protein interactions with poly (ethylene glycol) selfassembled monolayers on glass substrates: diffusion and adsorption. Langmuir 15, 8405-
8411 (1999).
115. Butt, H.-J., Graf, K. & Kappl, M. Physics and Chemistry of Inteifaces (Physics Textbook). 398
(Wiley-VCH: 2006).at
Textbook/dp/3527406298>
<http://www.amazon.com/Physics-Chemistry-Interfaces-
116. Patterson, G. H. & Piston, D. W. Photobleaching in two-photon excitation microscopy.
Biophysical journal 78, 2159-62 (2000).
117. Donnert, G., Eggeling, C. & Hell, S. W. Major signal increase in fluorescence microscopy through dark-state relaxation. Nature methods 4, 81-6 (2007).
132
118. Polyzos, I., Tsigaridas, G., Fakis, M., Giannetas, V. & Persephonis, P. Three-photon induced photobleaching in a three-dimensional memory material. Optics Letters 30, 2654
(2005).
119. Cooper, J. M. et al. The imaging of streptavidin and avidin using scanning tunnelling microscopy. Journal of Materials Science: Materials in Electronics 5, 106-110 (1994).
120. Decker, C. & Jenkins, A. D. Kinetic approach of oxygen inhibition in ultraviolet- and laser-induced polymerizations. Macromolecules 18, 1241-1244 (1985).
121. Pasternack, R. M., Rivillon Amy, S. & Chabal, Y. J. Attachment of 3-
(Aminopropyl)triethoxysilane on silicon oxide surfaces: dependence on solution temperature. Langmuir 24, 12963-71 (2008).
122. Maeda, E., Robinson, H. & A, K. The mechanisms of generation and propagation of synchronized bursting in developing networks of cortical neurons. The Journal of
Neuroscience 15, 6834-45 (1995).
123. Fetcho, J. R. & Higashijima, S.-I. Optical and genetic approaches toward understanding neuronal circuits in zebrafish. Integrative and comparative biology 44, 57-70 (2004).
124. Shi, P., Shen, K. & Kam, L. C. Local presentation of Li and N-cadherin in multicomponent, microscale patterns differentially direct neuron function in vitro.
Developmental Neurobiology 67, 1765-76 (2007).
125. Yao, L. et al. Effect of functionalized micropatterned PLGA on guided neurite growth.
Acta biomaterialia 5, 580-8 (2009).
126. Stenger, D. A. et al. Microlithographic determination of axonal/dendritic polarity in cultured hippocampal neurons. Journal of Neuroscience Methods 82, 167-173 (1998).
127. Vogt, A. K. et al. Impact of micropatterned surfaces on neuronal polarity. Journal of
neuroscience methods 134, 191-8 (2004).
128. Greene, A. C., Washburn, C. M., Bachand, G. D. & James, C. D. Combined chemical and topographical guidance cues for directing cytoarchitectural polarization in primary
neurons. Biomaterials 32, 8869-8860 (2011).
129. Dertinger, S. K. W., Jiang, X., Li, Z., Murthy, V. N. & Whitesides, G. M. Gradients of substrate-bound laminin orient axonal specification of neurons. Proceedings of the National
Academy of Sciences of the United States of America 99, 12542-7 (2002).
130. Pirlo, R. K., Sweeney, A. J., Ringeisen, B. R., Kindy, M. & Gao, B. Z. Biochip4aser cell deposition system to assess polarized axonal growth from single neurons and neuron/glia
133
pairs in microchannels with novel asymmetrical geometries. Biomicrofluidics 5, 13408
(2011).
131. Feinerman, 0., Rotem, A. & Moses, E. Reliable neuronal logic devices from patterned hippocampal cultures. Nature Physics 4, 967-973 (2008).
132. Feinerman, 0., Segal, M. & Moses, E. Signal propagation along unidimensional neuronal networks. Journal of neurophysiology 94, 3406-16 (2005).
133. Mahmud, G. et al. Directing cell motions on micropatterned ratchets. Nature Physics 5,
606-612 (2009).
134. Park, S., Hong, X., Choi, W. S. & Kim, T. Microfabricated ratchet structure integrated concentrator arrays for synthetic bacterial cell-to-cell communication assays. Lab on a chip
(2012).at <http://pubs.rsc.org/en/Content/ArticleHTML/2012/LC/C2LC40294G>
135. Ananthakrishnan R, E. A. The Forces Behind Cell Movement. Int J Biol Sci 3, 303-317
(2007).
136. Hsiao, Y.-S. et al. Manipulating location, polarity, and outgrowth length of neuron-like pheochromocytoma (PC-12) cells on patterned organic electrode arrays. Lab on a Chip 11,
3674-3680 (2011).
137. Peyrin, J.-M. et al. Axon diodes for the reconstruction of oriented neuronal networks in microfluidic chambers. Lab on a chip 11, 3663-73 (2011).
138. Chan, B. & Leong, K. Scaffolding in tissue engineering: general approaches and tissuespecific considerations. European spine journal 17 Suppl 4, 467-79 (2008).
139. Scott, M. A., Wissner-Gross, Z. D. & Yanik, M. F. Ultra-rapid laser protein micropatterning: screening for directed polarization of single neurons. Lab on a Chip
(2012).doi:10.1039/c2c21105j
140. Luo, Y. & Shoichet, M. A photolabile hydrogel for guided three-dimensional cell growth and migration. Nature materials 249-253 (2004).doi:10.1038/nmatlO92
141. Kathleen, K. & M, W. S. Preparation of 3D Fibrin Scaffolds for Stem Cell Culture
Applications. Journal of Visualized Experiments (2012).at
<http://www.jove.com/video/3641/preparation-of-3d-fibrin-scaffolds-for-stem-cellculture-applications>
142. Chen, Y.-C. et al. Functional Human Vascular Network Generated in Photocrosslinkable
Gelatin Methacrylate Hydrogels. Advanced functional materials 22, 2027-2039 (2012).
134
143. Miller, J. S. et al. Rapid casting of patterned vascular networks for perfusable engineered three-dimensional tissues. Nature materials 11, 768-74 (2012).
144. Shoulders, M. D. & Raines, R. T. Collagen structure and stability. Annual review of
biochemistry 78, 929-58 (2009).
145. Wright, N. T. & Humphrey,
J. D. Denaturation of collagen via heating: an irreversible rate process. Annual review of biomedical engineering 4, 109-28 (2002).
146. Freesteel Slicer. at <http://www.freesteel.co.uk/wpblog/slicer/#features>
135