x I."
advertisement

~j~ji
I."
CRYSTALLIZATION AND MELTING KINETICS
OF SODIUM DISILICATE
by
GERALD STEWART MEILING
S, M.
S. B0 University of Utah (1958)
Massachusetts Institute of Technology (1959)
Submitted in partial fulfillment of- the requirements
for the degree of
DOCTOR OF SCIENCE
at the
Massachusetts Institute of Technology
1966
Signature of Author
7
Department ,of Metallurgy
Signature of Professor
in Charge of Research
Professor Donald R, Uhlmann
Signature of Chairman of
/7_
1/
Departmental Committee on
Graduate Students
Professor P. L0 Degrurn
x
ii
ABSTRACT
CRYSTALLIZATION AND MELTING KINETICS
OF SODIUM DISILICATE
by
GERALD STEWART MEILING
Submitted to the Department of Metallurgy, September 1966
in partial fulfillment of the requirements for the degree of
DOCTOR OF SCIENCE
The kinetics of crystallization of sodium disilicate from the
melt have been measured over a range of undercooling of 298
Centigrade degrees. The extent of crystallization was found to be
a linear function of time in both air and dry nitrogen atmospheres.
A maximum in the growth rate vs, temperature curve was observed at
about 810*C with a value of about 55 /min, When the reduced growth
rate, un/[l- exp(- LAT/ RTTE)I, is plotted vs. the degree of
undercooling, AT, a straight line which intersects the ordinate is
obtained for undercoolings greater than 50*CT
At all undercoolings, the growing crystals were observed to
have a well-defined faceted morphology, This morphology, as well
as the form of the reduced growth rate vs. undercooling relation,
provide evidence against any transition from a lateral growth
mechanism to one of continuous growth.
The extent of melting was observed to be linear with time
except after extensive melting wherein disintegration of the crystal
took place rather rapidly. At superheats of 1 and 4 degrees, the
melting rates are 3 and 40i/min, respectively,
The slopes of the melting and crystallization rates vs, temperature were found to be discontinuous through the melting point, This
result is discussed in terms of our understanding of the crystallization and melting processes,
Thesis Supervisor:
Title:
D. R. Uhlmann
Assistant Professor
of Ceramics
iii
Table of Contents
Page No,
Title Page
000 000 0 0 0 0 0 0 0 0 00 00 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Abstract
0
Table of Contents
00
o
io
0 000000000000000 0 0 0 0
0
List of Illustrations
o0
List of Tables .....
...
oco
o
0
I0
INTRODUCTION
4cocoo ooooooo o o o00
II,0
LITERATURE REVIEW
2.
3,
4.
5
o00
0 4
V.
0
0o 0
0
0o.0 0
00
0
o000
ix
1
0 0 00000
0 0 C0 0 0 0 0 0 0 0 0 0 0 00000000
V
x
00
.00000
Growth Rate Theory 000000000000000000.00.0
Interface Morphology 00000000000000000006.
Crystal Growth Measurement Techniques ....
Kinetic Studies in Glassy Systems
00.0.
Sodium Disilicate o ooo0ooo000
00000000
III. PLAN OF WORK
IV.
0
.o
0.0
iii
0
. o o o o o oo oo0oo0ooo00o
Acknowledgement .......00000 00
000000000000 0 0 0 0 0 0
10
i
0 0 .0 0
.0 0 000 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0.0.0
3
3
7
19
22
26
35
EXPERIMENTAL PROCEDURE 0
37
1.
2.
3.
4.
5,
6.
7.
37
38
39
39
40
42
43
Sample Preparation
4
Viscosity Measurem;ents oooccocc.ooo.ooo.o.
X-ray Analysis 0 0 0 0 0 0
0 0 0 0 00 0
0
Phase Equilibrium and Kinetic Studies .. 0.
Crystallization Measurements .............
Interface Temperature Determination ......
Melting Measurements
.
RESULTS AND DISCUSSION
1,
2.
3,
4.
5.
o..........oo.o........
Chemical Analysis of Sample o....oo.......
047
0 a
. a 0. a 0000 0aaaa .
Vi s os i ty 00 0o
Phase Equilibrium and X-ray Analysis .0.0
Crystallization Measurements ... ooo.......
Melting Measurements .. o. ooao............
47
47
49
55
73
iv
Page No,
VI0
CONCLUSION
VII,
SUGGESTIONS FOR FURTHER WORK 0
82
VIII,
BIBLIOGRAPHY
83
IX.
APPENDICES
0000000000000000000000000000
0 0000
0
,00 00 00000 00 00000000 00 00 00 00000
00000000000000000 0 00
0
00 0000000000
0
BIOGRAPHICAL NOTE 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 00 0
81
88
110
v
List of Illustrations
Fig.
1
2
3
4
5
6
7
8
9
10
11
No.
Title
Page No.
Free Energy of Solid to Liquid Phases
at (a) Equilibrium, (b) Displacement from
Equilibrium
0
0
0 00o0
0oooooooooooooooooooooo o
4
Schematic Representation of (a) Smooth
Interface and (b) Rough Interface (After
Chalmers [13]) 0 00
o.0.0 0 0 0 a o ao
9
Relative Free Energy as a Function of the
Fraction of the Surface Sites which are
Occupied (After Jackson [
13
Surface Free Energy of an Interface as a
Function of its Position (After Cahn [3]).
15
Theoretical Reduced Growth Rate Curve
for Rough and Smooth Interface (Growth
at Screw Dislocations)0 ,0 0 0 0 0 0 0 0 00 0 ....
0
18
Theoretical Reduced Growth Rate Curve
for All Materials (After Cahn, Hillig,
.....
.
and Sears [4]) 0000000.00a0.0.
20
Observed Melting and Crystallization
Rates of Tetragonal P2 05 (After Cormia,
McKenzie and Turnbull [31])0000000.....
25
Phase Diagram in the Region of the
Binary Compound Sodium Disilicate (After
0 ...
. ...
0
... 0.0.0
Kracek [33]) ........
27
Projection of the Crystal Structure of
Sodium Disilicate in the x-y Direction
(After Liebau [36])..0000.0..0..0........
29
Composite Viscosity Data for a Sodium
.....
0000000000000000000
Disilicate Melt ..
30
Growth Rate vs. Temperature for Sodium
Disilicate (After Scott and Pask [46]).o.
32
vi
Figo No0
12
13
14
15
16
17
18
19
20
21
22
Title,
Page No0
Reduced Growth Rate vs. Undercooling for
Scott and Pask's Dataoo
00000 000000000 000
33
Schematic Diagram of Crystallization
Furnace .a00 00 00000 0
o 00
0 0 00
a 000 0 a 0 000
41
Micrograph of Bulk Sample Showing
Non-uniformity of Melting at Grain
Boundaries0000
o0o000000000000000000a00 000
44
Schematic Diagram of Hot Stage Used for
Melting Studies
00 0 0 00
a0 000 a a a a aa
45
Infrared Analysis of Sodium Disilicate
Glass .000 00 00000000 0 0 0000a 000 00a 000a a a a
48
Viscosity vs. Temperature for Sodium
Disilicate Melt.a 0000
0a oaa ooaa ao a
50
Log Viscosity vs0 Reciprocal Temperature
for Sodium Disilicate Melt 0 ooooo o0o0 o.
0
51
Time Required for Complete Transformation
of a to a Phase vs. Reciprocal
Temperature eeoooo o oaooooo a
o000 000..
54
X-ray Diffraction Patterns of Samples of
Sodium Disilicate Obtained from
Crystallization Experiments.,.
00 0 0 0 0 0 0 0 0 0 0
56
Extent of Crystallization vso Time,
Series A-0 0 0 0 0 0 0 00 0 3 0 0o0 00o.
58
000000
Extent of Crystallization vs. Time,
Series A ,
a.0 a .0
.
000
0 00 Q 0..0
59
23
Extent of Crystallization vs. Time,
.00.0000.000000.0000..0..0 60
Series Ao.0000
24
Extent of Crystallization vs. Time,
Series A ooooo ooo ooooo.oooo.oooo
25
o000 ..
Extent of Crystallization vs0 Time,
Series A o o o o0
0o00 o o0 0o0a 040o oo0 e oo.
oo0
61
62
vii
Fig. No 0 ,
26
Title
Pge No0
Extent of Crystallization vs, Time for
Encapsulated Sampleo0 0o oooo0 ooooooooOOOO
63
27
Growth Rate vs,, Temperatureoooooooooooo
64
28
Growth Morphology of Sodium Disilicate at
9 Degrees Undercooling oooooooooooooooooo
67
Growth Morphology of Sodium Disilicate at
20 Degrees Undercooling 0 0 0 0 0 0o0 0 0 0 0 0O 0 0 0
67
Growth Morphology of Sodium Disilicate at
244 Degrees Undercooling oooooooooooo
67
Growth Morphology of Cristobalite in
Fused Silica at 263 Degrees Undercooling.
67
Temperature vs, Time for Thermocouple
Bead Located in Sample ooooooooooooooooo
69
33
Reduced Growth Rate vs. Undercooling ....
72
34
Reduced Growth Rate at Small
Undercoolings vs0 Undercooling
75
29
30
31
32
000o0000.
0
76
35
Extent of Melting vs. Time
36
Extent of Melting vs0 Time 00000000000.00
77
37
Crystallization and Melting Rates at
Small Undercoolings vs0 Undercooling .....
78
Extent of Crystallization vs0 Time,
Series B
o
.
97
38
39
40
41
42
00
000..0
Extent of Crystallization vs, Time,
Series B 000..
0000000000000000000a0000.
Extent of Crystallization vs. Time,
Series B oooo o o o o ooo o
a
.
a
98
99
Extent of Crystallization vso Time,
Series B 000000000
.
100
Extent of Crystallization vs. Time,
Series B 0
101
GO.18S
'4uqj,
0
9A UO
OT
0
000
0
00
0000 0 0 0 00 0 0 ooooo0oo00
0 0
Q0
6Ou1j 08A UOT39Z1TTVISAIOr JO
Z OT
0 0 000
00
0 000
'u1LL
0
SN SNd;a:T
T T TA
0 000
0
00
0 000
0 000
9t?
SAZI JO .3uaxa
*91111 OSA UOTIUZTTT
E
JO :tug.xa
m1IvTTTU3S(D
00
00
0 00
8A uOTIWzTTTVISJO
D
JO
saT.19S
O 97-ST
ix
List of Tables
Table No.
1
Title
Page. No.
Summary of Phase Equilibrium of
Sodium Disilicate
00000000000 0 0 0 0 0 0 0 0
52
x
Acknowledgements
I am particularly grateful to my advisor, Professor Donald
R. Uhlmann, for the many discussions we have had regarding this work
and the crystal growth field in general,
Appreciation is also
expressed to Professor John W. Cahn for the many stimulating discussions we have held on the same subject0
The construction of the hot stage microscope used in the
study was greatly expedited by the assistance of Thomas R. Brown
and the Vickers Instrument Company who permitted us to borrow the
microscope equipment used in this study0
The viscosity data is due entirely to Corning Glass Works
under the direction of Mr. Eugene Fontana,
Also, the probe thermo-
couple used in this study was calibrated by the AVCO Corporation
with the assistance of Dr. William Rhodes.
My wife, Jane, provided moral support for the period of
time in which this investigation was made and also provided
invaluable assistance in the typing and by checking the composition
of the thesis in the later stages of its development.
Finally, acknowledgement is given to the U. S. Atomic Energy
Commission for the financial support of this work.
Number AT(30-1)-2574.
Contract
Io
INTRODUCTION
In recent years there has been much theoretical discussion
about the nature of crystal growth from the melt [1-5],
To date,
however, there has been a notable paucity of experimental data
against which the theories can be tested,
Indeed, a recent survey
of the literature [5] has indicated only a single study [6] in
which growth rate, viscosity, and morphology data were obtained
over a wide range of undercooling with the same given starting
material.
The importance of morphological observation as an essential
supplement to kinetic studies was noted by Professor Frank in his
introductory remarks at the Cooperstown Conference [7]: "%.we
cannot expect to understand the kinetics of crystal growth either
in the relatively simple case of the growth of a metal from its
melt, or in the very complex and obscure case of the crystallization
of a polymer, without paying close attention to the morphology
of the growing crystal - and conversely, by the time we fully
understand the morphology, we shall know practically all about the
kinetics."
In the present work, then, we will be concerned with
observations of growth morphology and the crystallization and melting
kinetics of sodium disilicate.
The material was selected because
of its convenient melting point, relatively high viscosity at the
melting point, pronounced glass-forming tendency, intermediate
2
entropy of fusion, the availability of viscosity data over a wide
range of temperature, and previous kinetic data which indicated
promising results but required confirmation or modification.
3
II
10
LITERATURE REVIEW
Growth Rate Theoryg
When a supercooled liquid is maintained at a temperature
below the liquidus, crystal growth normally takes place after initial
nucleation.
The nucleation process in condensed systems has been
reviewed by several authors [8-9] and will not be discussed in
this work except as it relates directly to the crystallization
process, ice. growth which is controlled by the nucleation and
growth of a two dimensional disc on the surface of the crystal0
In the classical analysis of the crystallization kinetics of
a pure material, one considers a two phase system where the growth
of the solid phase takes place through the addition of molecular
units from the liquid phase across the solid-liquid interface to
sites (steps) at the surface of the crystal where the molecule will
have a low energy configuration (small number of "dangling bonds").
At equilibrium the free energy of the solid and liquid phase are
equal (Figure la),
With a finite departure from equilibrium, a driv-
ing force AG, is maintained in the direction of the most stable
phase, ie. crystallization at finite undercooling or melting with
finite superheat (Figure lb),
The activation energy for the process
is AG*, and it represents the diffusional barrier to growth,
The rate of advance of a solid-liquid interface is determined
by considering the net frequency of successful jumps which a molecule
4
(94
U
LIQUr)
SOLID
DISPLACEMENT
(a)
AG*
U
X
LU
D ISPLA CEMENT
(b)
Figure 1.
Free Energy of Solid and Liquid Phases at (a)
and (b) Displacement from Equilibrium.
Equilibrium
5
in the liquid makes to the solid.
Thus,
u = aov
(1)
where u is the growth rate in cm/sec and ao is the jump distance.
The term v is given as v
D/ao 2 (the frequency which molecules in
-
a medium having a self-diffusion coefficient D" strike an area of
molecular dimensions ao 2 ) X f (a factor which represents the
fraction of sites at the interface where molecules can be preferentially added or removed) X [1-exp(AGv/kT)] (the thermodynamic
driving force) [10].
That is:
U
f
[1 --exp(-
"M
)]
(2)
At small departures from equilibrium the driving force AGv
is small and can be approximated as
G
T
Av TE
(3)
where L is the latent heat of fusion and TE is the equilibrium
transition temperature,
Also, when AGv is small, equation (2) can
be further- simplified by expanding the exponential and neglecting
the higher order terms, thus
U
fD"LT
aoRTTE
(4)
6
This result is essentially the same as derived by Hillig and
Turnbull [11],
At large underceelings equation (4)
is unsatisfactory
and the following relationship is preferred:
u =
fD"
[1
-
exp(-
0
L AT
RTT)]
(5)
E
A further refinement of equation (5) can be made by using a
better approximation for AGv as suggested by Hoffman [12], however
this refinement is generally beyond the experimental accuracy of this
measurement.
Diffusion across a solid-liquid interface is not well understood; it is expected, however, that the activation energy for
viscous flow and diffusion in a liquid is the same as that which
controls the transport of molecules across the interface.
Thus the
diffusion coefficient D" is generally assumed to be inversely proportional to viscosity n according to the relationship
D" =
(6)
where b is a constant and is often given as the Stokes-Einstein
coefficient
k
b
(7)
=
0
7
It should be pointed out, however, that the diffusion coefficient for
transport across the solid-liquid interface is, in general, different
from that for transport in the bulk liquid,
Indeed, it has been
suggested [4] that it may be larger than the bulk liquid coefficient
by a factor of 10 to 100,
This difference is attributed primarily
to an expected difference in jump distance ao
For purposes of relating crystal growth kinetics to observed
morphology it is useful to express equation (5) in terms of a
reduced growth rate by combining it with equation (6) such that
f ,.un/[l - exp(- LT)]
E
(8)
The right hand side of the equation is defined as the reduced growth
rate, and it is this relationship that we will be most concerned
with in this investigation,
The left hand side is the factor f
which is related to the crystal morphology and will be discussed in
detail in the next section0
2Q
Interface Morphology!
As previously mentioned the factor f in the growth rate
relationship and the atomic attachment mechanism are interdependent,
thus an important part of growth kinetics is the relationship of
growth morphology0
In general the growth morphology can depend upon
several variables namely, surface energies, solute concentration,
8
grain boundary energies, and the free energies of the two phases [13],
As in any kinetic process, however, it is expected that one set of
conditions will dominate and give the observed morphology,
The interface between a solid and a liquid can be defined
as the surface which separates those molecules which occupy lattice
positions in the crystal and those which do not,
When this
definition is accepted there are two possible "structures" of the
interface which are illustrated in Figure (2).
Here (a) represents
a "smooth" interface with a step and (b) is a "rough" interface0
Consider first of all the "smooth" interface.
If the inter-
face between the solid and liquid is crystallographically perfect,
iLe, without steps, then two dimensional nucleation theory predicts
that a finite undercooling must be achieved before a disc on the
surface will grow without increasing the free energy of the system.
For growth by such a mechanism Hillig [10] has summarized various
proposed models and the growth rate is expected to follow the
relationship
u
%
exp(-
)
(9)
where a is a constant,
Experimentally, it is observed that crystals growing from the
vapor phase have a well developed faceted morphology (smooth
interface), and growth generally occurs at undercoolings as small as
9
nrON
(a)
(b)
Figure 2.
Schematic Representation of (a) Smooth Interface
and (b) Rough Interface (After Chalmers [13]).
10
one can obtain0
Thus only rarely does the growth rate follow the
relationship given in equation (9).
To explain this apparent anomaly,
Frank [14] suggested that growth takes place at the steps formed by
emergent screw dislocations.
The Frank model proposes a spiral ramp which rotates around
the dislocation and continually provides sites (steps) for growth.
Assuming an Archimedean spiral in the steady state
r = 2r*O
(10)
one can calculate the angular velocity w
W1
2r* r
(11)
where r* is the critical nucleus and r is the rate of advance of a
step in the plane of the interface (lateral growth).
The rate of
growth normal to the face is then given by the frequency which steps
pass a point on the surface times the step height.
u=
wa
a
47rr* r
(12)
Initially, this mechanism was proposed only for growth from
a vapor phase, but Hillig and Turnbull [11] later suggested that
it may be applicable to growth from the melt0
In this centext the
11
second term in equation (12) is the rate of growth of a straight
step and the first term is equivalent to the factor f, hence
a
4rr*
aLAT
&8TaTSLTE
(13)
since the critical radius of the spiral (per nucleation theory) is
given as
r*
(14)
___L
AG
where aSL is the solid-liquid interfacial energy,
The most
interesting point is that for a screw dislocation mechanism the
factor f is proportional to the undercooling AT.
Physically, as
AT increases the steps become closer together, hence the number of
sites available for growth increases.
A rough interface, Figure (2b), is one in which the interface
is not atomically smooth and has many low energy sites (stfps).
If such a "structure" is thermodynamically stable then growth can
take place at these sites without prior nucleation or need of a
screw dislocation mechanism to provide steps.
In this case f
is expected to be of the order of unity, and while it will in
general depend on orientation [5], it should not depend strongly
on undercooling.
The concept of a rough interface has been discussed by
several authors [1-5,
15, 16] but is best described by Jackson [1-2]o
~qI
--
_________
12
Jackson proposes that the surface of a crystal is in equilibrium with
its liquid and then, on the basis of a nearest neighbor model,
calculates the free energy change as atoms or molecules are added
randomly at the plane surface.
The result is the following free
energy relationship
T=
NkTE
ax (1 - x) -xznx
-
(1 - x) Zn(l - x)
(15)
where
a =
L
E(
(16)
and x is the fraction of surface sites occupied.
The constant in
equation (16) consists of two factors, L/RTE, which is a bulk
material constant, and E which is a structure constant and depends
on the crystal face under consideration,
This factor represents
the fraction of the total binding energy which binds a molecule
in a layer parallel to the plane face to other molecules in the
layer.
It is always less than unity and is largest for the most
closely packed planes of the crystal.
In Figure (3) equation (15) is plotted for various values of
ao
It is observed that for a<2 the lowest free energy configura-
tion corresponds to a surface with half the surface filled, i.e.
rough interface0
For a>2 a smooth interface is defined.
That
a
13
a =10.0
1.5
z
1.0-
z
a =5.0
U-
0.5-
a = 3.0
0
a = 2.0
a = 1.5
a= ro
-0.51
0.1
0.2
0.3
OCCUPIED
Figure 3.
0.4
FRACTION
0.5
OF
0.6
0.7
SURFACE
0.8
0.9
1.0
SITES
Relative Free Energy as a Function of the Fraction of
the Surface Sites which are Occupied (After Jackson [1]).
14
is, the lowest free energy configuration is a surface having a few
extra sites filled and a few missing from the face,
According to the criterion of Jackson, therefore, materials
characterized by small entropies of fusion (L/RTE<2) should have
interfaces which are rough on an atomic scale and should demonstrate
the features of nearly isotropic growth.
Materials characterized
by large entropies of fusion (L/RTE>2), on the other hand, are
expected to have smooth interfaces and demonstrate the features of
anisotropic growth.
A somewhat different approach to the nature of the interface
is that taken by Cahn [3,4]>
Cahn proposes that it is not
sufficient to consider growth by a lateral mechanism (smooth) or
by a continuous mechanism (rough) without
considering the effect
of the driving force on the nature of the interface.
The nature of the interface is assumed to be "diffuse" in
the sense that the degree of order, composition, or some other
extensive variable changes continuously with distance as one
traverses the interface.
An anology is the continuous change of
magnetic direction with regard to direction across a domain wall.
With such an interface the surface energy of an interface will
depend upon its position with respect to the gradient.
Hence the
surface energy will vary periodically (with the periodicity of the
lattice) as the interface moves.
See Figure (4).
The difference
between the maxima and minima of the surface energy would then
F
15
..........."Ill.......
00,
z
0
zI)
z
w
w
LL
a:
b
a -POSITION
Figure 4.
OF
INTERFACE
Surface Free Energy of an Interface as a Function of
Its Position (After Cahn [3]).
16
constitute a barrier to lattice motion normal to the interface,
The
height of the barrier is related to a term gM which is derived from
the theory and for very diffuse interfaces is given as
g
where x
-
=
7Tx3exp(- 7rx)
(17)
TTn/2 and n is the number of atomic layers comprising
the transition from solid to liquid,
For a smooth interface gm
is given as approximately unity.
The theory further predicts that at low undercoolings the
driving force is not sufficient to overcome the lattice resistance
to motion, thus all materials must crystallize by a lateral growth
mechanism (two dimensional nucleation or defect growth).
This
type of growth corresponds to a critical undercooling AT* which
is defined as
AT* <
where o
M o E18)
is the surface energy at its minimum.
For undercoolings
larger than
AT > 7 AT*
(19)
the driving force is sufficiently high enough to overcome the lattice
17
resistance and growth is primarily normal to the interface, while at
intermediate undercoolings there is a transition from lateral to
continuous growth.
The approach of Cahn and that of Jackson may appear to overlap, but in fact there are serious differences between the two
as pointed out by a recent critical review of crystal growth theory
and experimental data [5],
For the purposes of this investigation
it is sufficient to point out the differences that each theory
predicts with regard to the temperature dependence of crystal
growth0
The Jackson model suggests two types of interface structure (a) a rough interface on which the fraction of growth sites
at the surface is large (of order unity) and should not vary
strongly with temperature, and (b) a smooth interface on which
the fraction of growth sites is small, and on which the creation
of steps (by a screw dislocation mechanism, two dimensional
nucleation, or possibly some other mechanism not yet determined)
should be required in order for the interface to advance.
on these suggestions and equation (8),
Based
one would predict that
when the reduced growth rate is plotted vs. undercooling, a
horizontal line would be evident for a rough interface (f sl),
and a line with a positive slope would be obtained for screw
dislocation growth (f" AT).
See Figure (5).
For two dimensional
nucleation controlled growth a plot of log urn vs. 1/TAT should be
a straight line with a negative slope.
4
- -",
#1 WOO , -
p
- 1- 1-0 -, ,'Ok*w
CONTINUOUS
%AP - ,
GROWTH
UNDERCOOLING
Pigure 5.
Theoretical Reduced Growth Rate Curve for Rough and Smooth Interface
(Growth at Screw Dislocations),
19
The model envisaged by Cahn, Hillig, and Sears [4] proposes
that all materials should at sufficiently small undercoolings
grow from the melt by a lateral growth mechanism (screw dislocation
or two dimensional nucleation), while at larger undercoolings,
growth should take place by the continuous advance of the surface
everywhere.
Corresponding to this transition, a break would be
expected to appear in the reduced growth rate vs. undercooling as
well as a change in morphology from faceted to nonfaceted growth,
As shown in Figure (6) the reduced growth rate vs, undercooling
curve has a positive slope (screw dislocation) which increases
rapidly, approaching the continuous mechanism at an undercooling
of nAT* 0
3o
Crystal Growth Measurement Techniquesg
In all the above discussion, attention, of course, has been
directed to the relation between growth rate and interface undercooling,
Unfortunately, however, growth is often limited not by
interface kinetics, but rather by the rate at which the latent heat
of fusion, generated in the freezing process can be removed from the
freezing front.
Under such conditions the interpretation of kinetic
data is dependent upon a direct measurement of the interface temperature,
A number of techniques have been used in attempting to circumvent this problem.
Among them, two have received wide attention:
(a) growth in fine-bore capillaries; and (b) the thermal wave technique.
I 1 01MAW ,
Al
A
0A0
./
LuJ
A/
LuJ
U -q
-J0
z
101
401
onE
(n(I
I
I-CONTINUOL JS
(AT)*
REGIME -
4 7T (AT)*
NJ
Figure 6.
Theoretical Reduced Growth Rate versus Undercooling for All
Materials (After Cahn, Hillig and Sears (4]).
21
Crystal growth measurements can be made in fine bore
capillaries [17, 18] when the growth rate is small enough to permit
the latent heat to be dissipated to the bath surrounding the capillary,
In general, however, this is difficult to achieve because of problems
associated with heat transfer from the crystal to the capillary, and
through the boundary layer of liquid around the capillary.
The "thermal wave technique" [19, 20] consists of a crystal
in contact with its melt such that the solid-liquid interface is in
a constant temperature gradient,
At one end of the system, a
sinusoidal thermal wave is introduced which propogates to the interface causing it to move back and forth,
The interface thus acts as
a heat sink (melting) or a source (freezing) and generates a
thermal wave out of phase with the applied wave,
By measuring the
amplitudes and phases of the thermal waves with thermocouples
placed on both sides of the interface it is thus possible to determine
the growth rate and the interface temperature.
In practice, however,
this technique has many shortcomings; experimentally it is difficult
to obtain a truly sinusoidal thermal wave and any convective motion
in the liquid is bound to effect the results obtained.
Also this
procedure involves a rather elaborate experimental setup and the
results hinge upon a complex theoretical analysis of the data.
In
metallic systems, however, where the solid and liquid are opaque and
the growth rate at a few degrees undercooling is of the order of
meters/sec, it has many possibilities.
11
22
A third technique, used in the presen.t study, is the investigation of growth kinetics in materials with high viscosities at their
melting points.
With such materials, the growth rate and the rate
of latent heat generation can be small even at large undercoolings,
thus the interface temperature can well be taken as the bath
(furnace) temperature,
The rapid increase of viscosity with de-
creasing temperature likewise permits an observation of the growth
morphology since the "quenched in" morphology is an accurate
representation of the morphology at the temperature under study,
The glass forming systems, therefore, have much to offer in the
way of elucidating the kinetics of crystal growth, but these
systems are not without difficulties.
The interpretation of the
kinetic data is heavily dependent upon viscosity (as will be
demonstrated),
Also, water vapor or other atmospheres have been
shown to have an appreciable effect upon the growth rate, at
least in some systems [21],
Many of the inorganic glass formers
melt at high temperature, thus temperature measurement and control
can become a source of error,
4.
Kinetic Studies in, Glassy Systems:
Among the systems which form a glass upon quenching, organic
liquids have probably been studied the most.
Their low melting
point and ease of obtaining homogeneous samples are attractive to
an investigator.
Salol [5, 22-26], glycerine [27], and durene [28]
23
are classic examples.
The results of these investigations have been
reviewed by at least two authors [4, 5] so they will not be discussed in detail here.
It will suffice to say that in none of the
investigations except that of Jackson, Hunt and Uhlmann [5] on
salol was growth kinetics related to morphology, and in this
investigation the growth rate was found to depend strongly on
gaseous impurities and water,
Also, a time dependence was observed
in that a given face of a given crystal was found to grow at
Hence the relevance of each
different rates at different times0
of these studies to crystal growth theory leaves something to be
desired0
A bright exception to this is the work of Magill and
Plazek [6],
In this investigation, the viscosity and growth rate
measurements on Tri-a-Naphthyl Benzene have been made over a wide
range of temperature0
Preliminary results suggest that the crystal
growth kinetics in this material, under the conditions studied,
are surface nucleation controlled,
That is, a plot of log un vs0
1/TAT gives a straight line of negative slope,
Among the inorganic glasses, most published results are
concerned primarily with glasses of commercial interest which are
generally at least three components,,
There are, however, a few
studies which treat the crystallization kinetics of single component
or congruent melting compounds0
Ironically enough, the one component glasses seem to be the
24
most complex when it comes to interpretating growth data,
Boric
oxide does not crystallize at all even when seeded except under high
pressure [29].
Fused silica has been investigated by Ainslie,
Morelock and Turnbull [21] and the extent of crystallization was
observed to be diffusion controlled and dependent upon atmosphere,
specifically oxygen and water vapor.
Wagstaff [30] later confirmed
the previous results and observed that samples of synthetic fused
silica, dewatered by heat treatment in vacuum, had linear kinetics,
From this he concluded that the parabolic rate dependence is due
to the nonstoichiometry of fused silica0
Wagstaff did not attempt
to correlate his data with theory since viscosity data for fused
silica is extremely dependent upon water content,
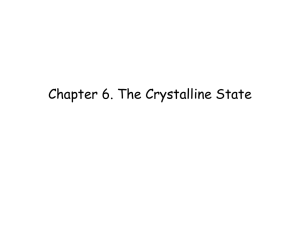
Cormia, MacKenzie and Turnbull [31] investigated the melting
and crystallization kinetics of P 2 05 over a small range of
temperature,
In this study single crystals of P 2 0 5 were encapsu-
lated in fused silica, heated on a hot stage, and the rate of
crystallization and melting determined by following the change in
size of the crystal with a micrometer eyepiece,
In general the
rates were found to be dependent upon time, crystal morphology,
crystal direction and thermal history.
The small temperature range
and the scatter in the data do not permit a good interpretation
in terms of crystal growth theory, but the data appears to suggest
growth by a screw dislocation mechanism over the range studied.
Also, the data suggests that a continuous curve could be drawn
through the melting point0
See Figure (7).
40
SOLIDIFICATION
30 k-
MELTING
RATE
O
00
RATE
0
20 F-
+ AT, 0C
10
0
0
00
00
U(CM/SEC X 10)
L
10
20
Tm = 580 0C
0
40
U(CM/SEC
60
X 10')
0 0-10
-20 F-
L
-AT,
-30
00
T
Figure 7.
0C
- 40
Observed Melting and Crystallization Rates of Tetragonal
P2 05
(After Cormia, McKenzie and Turnbull [31]).
N,
26
5,
Sodium Disilicate:
The material investigated in the present study was sodium
disilicate.
It was selected, as previously mentioned, because of
its convenient melting point, relatively high viscosity at the
melting point, pronounced glass forming tendency, intermediate
entropy of fusion, the availability of viscosity data, and the
existence of previous kinetic data which indicated promising results but required confirmation or modification,
A partial phase diagram from the Na 2 0 - Si0 2 system is
given in Figure (8),
It is observed that sodium disilicate melts
congruently at 874+ 1C and has two stable polymorphs which
Morey and Bowen [32] and Kracek [33] have designated as the 6
and a forms (referring to the low-temperature and high temperaKracek
ture phases respectively),
suggested that the a to 6
transformation was displacive and gives the transformation
temperature as 678*Co
Also, two unmixing heat arrests were
defined at 706*C and 768*C.
Recently these transition tempera-
tures were investigated by Willgallis and Range [34] who suggest
that heat arrests are in fact displacive transformations of the
high phase (a)corresponding to
a
678
-
a
706
,
a
No transformation was observed at 768*C.
(20)
The a to a transition
27
1200
I
No2 0 SiO 2 + L
I100
LIQUID
10890
1000
C)
0
TRIDi YMITE + L
LUJ
MIXED
-
Nc2
900
CRYSTALS
-2SiO
+
L
874 0
870*1
8460
LU
QUARTZ +
/
800
I
793*
/
No2 O- SiO
700
7060/
I
I
2
MIXED
2
a No 20 - 2 SiO 2 + SiO2
/G No20
678*
- 2 Si02+ S02
I
I
I
I
50
60
70
80
WEIHT PERCENT Si0
Figure 8.
1
I
+aNa20-2 Si0
+$ No20-2 S"Oa2
600
7680
CRYSTALS
2
Phase Diagram -in the Region of the Binary Compound
Sodium Disilicate (After Kracek [33]).
90
28
is suggested to be of the reconstructive type and the equilibrium
temperature is estimated at 670*C.
The a to
transition has never
been observed [34, 35].
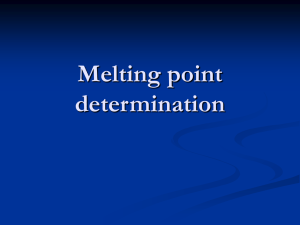
The crystal structure of the a and a form were determined on
single crystals by Donnay and Donnay [35] and found to be orthorhomic and monoclinic, respectively,
A more detailed analysis of
the a phase was carried out by Liebau [36] who proposes that the
crystals consist of corrugated Si2 0 5 layers parallel to the (010)
direction.
A x-y projection of the crystal is given in Figure (9).
Clearly, most of the x-ray work done on sodium disilicate has been
done on single crystals since there is no powder data available in
the literature, although the "d" spacings for both the a and the 6
phase are available [35]o
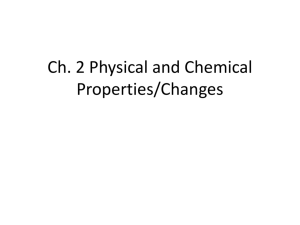
Viscosity data for molten sodium disilicate [37-40] are
available over the temperature range 500*C to 1200*C - with, however, most uncertainty in the temperature region of greatest interest
(where crystal growth itself may interfere with the determination
of viscosity).
The data are summarized in Figure (10).
The lower
curve was drawn to include all the data, while the upper curve was
drawn with the specific exclusion of the uncertain data (which
seem consistently low).
The heat of fusion may be evaluated by combining measurements
of heats of solution [41-43] with heat capacity data [44].
Values
range from 77 to 10c2 kcal/mole, with the lower values representing
AXA
AA
AA
Figure 9.
Projection of the Crystal Structure of Sodium Disilicate in the
x-y Direction (After Liebau [36]).
%.0
30
109
POSPEL.OV
--
I00
a
E VSTRO POV
X -
TL(
0 -
SHARTSIS, SPINNER 8
E
CAPPS
4-
10
X
-L!L-
LuD
-~
x-
0
S 10'
x
-
x
10
500
60
"oo
800
900
1000
1o100i
TEMPERATURE (*C)
Figure 10.
Composite Viscosity Data for a Sodium Disilicate
Melt.
31
the more reliable data.
A value of 8 kcal/mole was used in this
investigation.
Measurements of the growth kinetics of sodium disilicate
have previously been made by Leontjewa [45] and by Scott and Pask
[46],
The former worker only obtained data over a limited range
of temperature, and his results are of somewhat questionable
reliability,
Scott and Pask's measurements were carried out over an
extensive range of temperature.
They placed small samples of glass
in the center of a strip heater fabricated with a central hole
for the sample.
A thermocouple was located in the glass to determine
the temperature,
Growth rates were measured on individual crystals, over
single time intervals, using a micrometer eyepiece.
All growth
measurements were made on crystals growing on the surface of the
melt0
Two separate glasses were investigated, the glass designated
No. 2 having a higher impurity content and being further off
stoichiometry than glass No. l
In Figure (11) the observed growth
rates for both glasses are plotted versus the undercooling AT.
Both the a and a phases were observed to have essentially the same
growth rate at all temperatures studied.
When the reduced growth rate is plotted as a function of
undercooling, the results shown in Figure (12) are obtained.
Using
the lower viscosity extrapolation (which includes all the viscosity
-
60
a NUCLEATED
50-
D1,G
NUCLEATED
AT
-
25*C
AT 550 0 C
40~
GLASS #1
0
00
0O
I--
<
30--0
20-
0
GLASS #2e
00
C
0
a:
10 -
01
600
650
700
750
TEMPERATURE
Figure 11.
800
850
900
(*C)
Growth Rate versus Temperature for Sodium Disilicate
and Pask [46]).
(After Scott
--- --- ---
48
I
I
I
I
I
I
~
~
-
I
I
V
U
44
Ii
40
-
36 U
32 -
28
IC.)
GLASS
*
1I
r
-
VISCOSITY
CURVE
'LS
-
VISCOSITY
CURVE
{00
-
VISCOSITY
CURVE
-
VISCOSITY
CURVE
Q
24
GLASS
# 2
20
16
--
2*
0
14
0
0
0
4-
0e
t-
0
0
0
.
00
20
40
60
so
100
12
10
UNOERCOOLING
60
IO
20
20
240
260
(*C)
L~i
Figure 12.
Reduced Growth Rate versus Uncercooling for Scott
and Pask's Data.
34
data), no deviation is apparent from a linear dependence of the reduced growth rate on undercooling over the entire range of undercooling investigated,
There is, however, some uncertainty in the
low undercooling range, for which the data are fragmentary,
It should be noted, however, that
the kinetic data of Scott
and Pask are subject to a number of drawbacks and possible errors,
In particular, non-uniformities of temperature, with concomitant
non-uniformities of growth, may well be anticipated from the sample
and heater geometry.
Further, the observation of phenomena on a
surface carries with it the possibility of contamination causing
misleading results.
-1
35
IIL PLAN OF WORK
The importance of morphology, atmosphere, and viscosity on
crystal growth rates has been discussed in the introduction and
literature survey,
It is also clear that because of the relevance
of these parameters there is not yet a definitive experimental work
which provides a good test for the theoretical models proposed,
The present work therefore proposes to study the relationship
of these parameters on the crystallization and melting kinetics of
sodium disilicate with the hope of providing a better understanding
of the subject.
Toward this end the following investigations were
carried out,,
10
Design and construction of a furnace capable of maintaining
a given temperature within + 00 25*C for long periods of
time,
2.
Preparation of homogeneous samples of sodium disilicate
which are nearly stoichiometric.
3.
Obtain reliable powder x-ray diffraction data for the
a and
4,
phase,
Determine under what conditions the a and 6 phase are
stable.
5,
Investigate the kinetics of the a
transitions.
+
S and
S
+
a phase
36
6.
Obtain the viscosity data for the material used in this
investigation with special emphasis placed upon the range
600 - 750*C where there is a paucity of data,
7
Measure the crystallization rate over as wide a temperature range as feasible with concurrent observations of
the growth morphology.
8,
Determine the possible effect of water vapor on the
crystallization rate.
9.
Measure the temperature of the interface between solid
and liquid to see if any rise in temperature due to latent
heat exists.
10.
Determine the best technique for quantitative melting
rate measurements and construct equipment if necessary,
llo
Measure the melting rates over as wide a temperature range
as feasible,
37
IV.
l
EXPERIMENTAL PROCEDURE
Sample Preparation:
Sodium disilicate glass was prepared from reagent grade
sodium carbonate and crushed quartz,
The mixture was dry milled for
8 hours and heated at 700*C for 3 hours to drive off the C02*
To
minimize impurity effects, a single new platinum crucible was used
for both the calcining and fusion processes,
The fusion was
carried out by heating the mixture for 8 hours at 1000*CO
At
such temperatures, losses of Na2 0 by volatilization are expected
to be negligible [47],
Homogeneity of the glass was achieved by
repeated melting and crushing.
The melts were poured onto a
graphite block, cooled, and crushed with a procelain mortar and
pestle0
It was found that 3 or 4 crushings were sufficient to
obtain homogeneity0
The final melt was heated at 1150*C for 8 hours to remove
bubbles and then poured into a heated graphite block measuring
2" x 3" x 1/4"o
The glass plate was then placed on a platinum
sheet on a flat alumina block and annealed at 500*C for 2 hourso
Since the graphite mold may have chemically reduced the surface of
the glass during the pouring operation, the faces of the glass plate
were ground to a depth of about 0.5 mm.
Individual samples
measuring 2 mm x 2 mm x 6,0 mm were then cut from the glass plate
and used in the crystallization and melting studies; viscosity
measurements were made on the remnant0
38
Several samples of the glass used in this study were submitted
for quantitative chemical analysis to Mr. D. L, Guernsey (Analytical
Laboratory, Metallurgy Department, Massachusetts Institute of
Technology).
Also, a semi-quantitative determination of the water
content of the glass was obtained from an infrared analysis,
A
sample of Corning's 7940 fused silica (water content about 1 percent)
was compared with the glass used in this investigationo
2.
Viscosity Measurements:
The interpretation of crystallization kinetic data requires
that the viscosity of the material be well characterized,
Therefore,
samples of the glass used in this study were submitted to Mr0
Eugene Fontana of the Corning Glass Works for viscosity measurement,
The viscosity range of interest is the region 102 to 108
poise with special emphasis on the region where there is a paucity
of data 0
This large range of viscosity required the use of two
methods, rotating cylinder [48] and the parallel plate [49-51].
The rotating cylinder method is a standard technique and well
described in the literature, hence it will not be discussed here0
The parallel plate is a modified version of Gent's [49]
equipment such that the viscosity is measured dynamically with
increasing temperature.
That is, the flow (change in height) of a
sample between two parallel plates under an applied load is
-
.!
-1i
V
-
__
' n
0 immktft_ _. - ,
39
measured as a function of temperature.
This equipment and the
rotating cylinder have been calibrated against the NBS 710 standard
glass.
3o
X-ray Analysis:
The crystalline phase for a particular investigation was
determined from x-ray diffraction patterns obtained using a
standard 57 mm diameter Debye-Scherrer camera or a Norelco
diffractometer.
The method used was determined largely on the size
of the sample available,
For the Debye-Scherrer technique,
samples were crushed and then contained in quartz capillaries of
0.5 mm diameter.
The reference powder data was obtained following the
standard technique [52] of crushing the sample to pass through a
200 mesh screen and scanning the powder at 0.125 degrees per
minute0
All samples were run in air at room temperature using
Cu Ka radiation.
4.
Phase Equilibrium and Kinetic Studies:
Because of the confusion in the literature regarding the
phase transitions of the a and $ phases [32-35], it was felt
necessary to attempt to clear this up,
Therefore, samples of glass
were nucleated under different conditions and the crystallizing
phase determined after isothermal heat treatment at several tempera-
40
tures0
Having thus established under what conditions the a and S
phase could be obtained, a semi-quantitative determination of the
a to S and 0 to a transitions were made,
For this study, samples of
the nearly pure phase (a or a) were isothermally heat treated and
the time required for 100% transformation obtained,
5.
Crystallization Measurements:
The crystallization studies were carried out in the furnace
described in Figure (13).
The furnace is Kanthal-wound and has
seven zones whose resistance can be changed by means of external
shunts to provide a uniform heating zone,
A seven inch silver sleeve
was placed in the hot zone to further improve temperature uniformity.
Power was supplied to the furnace by a saturable core reactormagnetic amplifier unit.
The chromelalumel control thermocouple
was positioned between the windings of the furnace and the temperature was controlled by an expanded scale Honeywell Electronik
strip chart recorder-controller
The temperature was found to be
constant within + 1/2C at 900*C over seven inches.
The maximum
temperature deviation in a 24 hour period was + 1/4*C.
The temperature of all samples was measured with a single
platinum-platinum 10% rhodium thermocouple which was calibrated
against an NBS standard thermocouple at four temperatures between
600*C and 900*C.
A well maintained ice bath served as the cold
junction and the emf was measured with a Leeds and Northrup K-3
potentiometer.
36
"KAOWOOL" INSULATION
000000q
oq
0
00
00PS0
SILVER SLEEVE
SAMPLE
E-30
VYCOR TUBE
MULLITE TUBE
PROBE THERMOCOUPLE
Figure 13.
CONTROL THERMOCOUPLE
Schematic Diagram of Crystallization Furnace.
Js
i-a
42
The growth rates were determined by isothermally heat treating
samples of glass for predetermined lengths of time at a particular
temperature and then rapidly quenching to room temperature,
Prior
to the run, the surfaces of the samples were dusted with crystals
of the a phase to promote uniformity of growth.
Following each run, the samples were mounted, polished at
right angles to the growth front, and etched for 15 seconds with a
0,25% HF solution.
The extent of crystallization was measured
with a micrometer eyepiece and the morphology of the growing crystals
observed and recorded photographically0
Most runs were carried out in the ambient atmosphere0
To
investigate the possible effect of atmospheric impurities, several
runs were made on samples encapsulated in fused silica under an
atmosphere of dry nitrogen.
6,
Interface Temperature Determination:
In order to evaluate the possible departure of the interface
temperature from the bath temperature, a run was made in which a
fine (5 mil) platinum-platinum 10% rhodium thermocouple was inbedded
in the sample.
The sample was held at a temperature corresponding
to the maximum rate (810*C), and the temperature was recorded on a
strip chart recorder at maximum sensitivity (full scale 1.0 mv).
Thus if the temperature of the interface departed appreciably from
that of the bath it would be observed as the interface passed the
thermocouple.
43
7
Melting Measurements:
It was hoped initially that the extent of melting could be
measured in the same manner as the technique used for crystallization,
Thus, samples of glass were wrapped in platinum and crystallized
by heat treating at a temperature below the melting point,
After
complete crystallization (as calculated from previous growth rates)
the samples were further heat treated (melting) for a predetermined
amount of time by "up quenching" to a temperature a few degrees
above the melting point and then air quenched to room temperature,
Following the run the samples were mounted, polished, and etched
as previously discussed.
Samples prepared following the above procedure were observed to have extensive melting at the grain boundaries.
The
extent of melting in these regions was of varying thicknesses
which can be attributed to flow and/or a distribution of particle
sizes.
See Figure (14).
Hence it was not possible to obtain
quantitative melting rate data using this technique.
A hot stage microscope was the next technique tried.
Several heater and sample geometries were tried, however the stage
described in Figure (15) gave the best results.
A small glass
sample was placed in a hole fabricated in the center of a platinum
strip and a 5 mil thermocouple was placed in the glass to determine
the temperature0
The heater consists of four platinum wire (20 mil) elements
44
Figure 14.
Micrograph of Bulk Sample Showing Non-uniformity
(Dark areas are
of Melting at Grain Boundaries
crystalline, light areas are glass). (150%)
Vacuum or
atm.-
Microscope
104
Observation
hole
viewing
20 mil wire
Quartz
tube
heater
- S Silver
Sle
Alumina
out
Platinum
Sample
&
'1
Water
Alumi na
base
Thermcoppie
Sle
ThermSilvpr
Support
in
rod (I of 2)
Thermocouple bead
imbedded in sample
Support
rod
Hleater
-
terminal
-
Stabilizing
Quartz window
Insulators
Figure 15.
for Melting Studies.
Schematic Diagram of Hot Stage used
46
connected in series which are insulated from the silver block by
fused silica tubes,,
The high thermal mass of the silver and the
location of the sample in a hole provided a sample which was
essentially free of temperature gradients,
The power supply to the stage consists of a voltage stablizer
and a variable transformer which served as a course control0
A
variable resistance in parallel with the hot stage was used as
a fine control whereby the temperature of the stage could be readily
changed from one to ten degrees0
Upon heating the stage above 650*C, several crystals formed
on the surface of the glass,
By cycling the temperature through the
melting point, a single crystal could be obtained.
This crystal was
then grown to a rather large size (500-700 U) at an undercooling of
about 25*C.
The temperature was then raised near the melting
point with the course control and adjusted to the temperature of
study with the fine control (variable resistor).
The extent of melt-
ing was followed microscopically using a micrometer eyepiece.
All
melting measurements were made in the ambient atmosphere.
The thermocouple used in the melting study was standardized
against the one used in the crystallization work.
This was
accomplished by placing the thermocouples side by side in the
crystallization furnace and bucking the emf outputs of the two
thermocouples to determine the differential at the same temperature0
47
V0
10
RESULTS AND DISCUSSION
Chemical Analysis of Sample:
The silicate analysis of the glass used in this study indicated
a S10 2 content of 65 85, 65,85, 65,91, 65o7O, 650979 65,80 percent,
This compares with a theoretical SiO2 content for the disilicate of
65.97 percent.
Cations other than sodium and silicon were found to
be present in concentrations less than OJl percent, with iron being
the chief impurity,
It is concluded, therefore, that the glass
used in this investigation was within 0,2 percent of stoichiometric
sodium disilicate,
The results of the infrared analysis are illustrated in
Figure (16),
The fused silica sample is observed to have a quite
sharp adsorption edge at 3,5 - 4.0 microns while that of sodium
disilicate glass is much more diffuse,
The presence of hydroxyl
ions in the glass structure is very much evident in the fused silica
(water content approximately one percent) as indicated by the
strong adsorption peak at 2.73 microns,
There is only a slight
peak in the sodium disilicate glass, however, and this may well be
due to surface adsorption of water,
Therefore, the glass used in
this study may be regarded as "essentially" water free,
2,
Viscosity:
The viscosity data obtained in this investigation for sodium
MICRONS
2.5
3.0
3.5
4.0
5.0
0
.10
FUSED
SILICA
.20
z
m .30
SODIUM
X'
0
DISILICATE
GLASS
U)
<
.40
.50.60-
.70
1.0-
4000
3500
3000
FREQUENCY (CM
Figure 16.
2500
)
Infrared Analysis of Sodium Disilicate Glass.
2000
49
disilicate are summarized in Figure (17) together with the reported
results of other investigatorso
It is observed that the data from the two techniques used
in this investigation (parallel plate and rotating cylinder)
overlap, giving quite good reproducibility.
In the temperature
region 650 - 690*C, the viscosity, as determined from the parallel
plate technique, departs from the smooth curve due to the
crystallization of the sample,
Except for this deviation, the
data are in excellent agreement with previous investigators for
both high and low viscosity regions0
It may be concluded, therefore, that the data of Pospelov
and Evstropov are definitely low, as had been suggested previously,
hence they may be disregarded0
Thus, of the two proposed curves
suggested in Figure (10), the data are best fit by curve number
two, as also had been expected.
In Figure (18) log viscosity is plotted versus reciprocal
temperature,
It is observed that the viscosity obeys an Arrhenius
relationship only at temperatures greater than 1000*K, and at
lower temperatures the slope of the curve increases with decreasing
temperature, corresponding to a higher activation energy for viscous
flow,
30
Phase Equilibrium and X-ray Analysis:
All of the crystalline samples obtained from this study
had at least a small fraction of a disilicate, that is, it was not
50
0
--
O"
100
X -
LILLIE
0 -
SHARTSIS,
A
POOLE
-
SPINNER
a
0 -
POSPELOV a
V -
THIS
STUDY
Q -
THIS
STUDY (ROTATING
CAPPS
EVSTROPOV
(PARALLEL
PLATE)
CYLINDER)
ID
7
10
0
V
V
I-
0
> 10
100
x
104
TEMERTUEVVC
x
10
400
500
Figure 17.
600
700
800
TEMPERATURE
(*C)
900
Viscosity versus Temperature for Sodium
Disilicate Melt.
1000
1100
10.0
8.0
o
--
O-LILLIE
4.0 --
o
-
SHARTSIS,
SPINNER
o
-
POSPELOV
a EVSTROPOV
A
- POOLE
V
-
THIS STUDY (PARALLEL
13
-
THIS STUDY(ROTATING CYLINDER)
a CAPPS
PLATE)
2.0 -
0.70
0.75
0.80
0.85
0.90
0.95
1.0
I/T X
Figure 18.
1.05
1.10
1.15
1.20
10-
Log Viscosity versus Reciprocal Temperature for Sodium Disilicate Melt.
1.25
52
possible to obtain $ disilicate free of a disilicate crystals, even
in the reported stability range of a disilicate, where the a
disilicate must nucleate and grow as a metastable phase,
This
behavior is usually associated with a sluggish reconstructive type
transformation between the two phases,
Thus, this phenomenon is
not unexpected for a material like sodium disilicate, and has been
noted by several other authors [34, 35, 46],
In Table I the phases crystallizing at various temperatures
and nucleating conditions are given,
TABLE
I
Summary of Phase Equilibrium of Sodium Disilicate
Growth
Temperature *C
Nucleation
Temprture *C
Crystalline
Phases Present
800
700
" only
800
675
" and small amount of a
800
650
" and small amount of a
650
650
and small amount of a
800
25
a only
From the foregoing results it is observed that the a phase
is formed by nucleation from a melt at temperatures below 675*C and
that the a phase appears to be the most stable phase above this
temperature (as determined by the relative quantity of each phase
53
produced),
Above 700*C the a phase is the only phase formed,
Hence
the a - 6 equilibrium temperature appears to lie between 650 and
700.C
The foregoing analysis is typical of the techniques that have
been used by previous authors [32-34] for determining the equilibrium transition temperature between the a and $ phase0
It
must be pointed out, however, that this is at best, just an
estimate of the equilibrium temperature, since metastable nucleation and growth could lead to an erroneous result,
An estimate of the time required for the S to a phase
transition to occur was obtained by taking samples which were
nearly a free and isothermally heat treating them for various
times over a range of temperatures0
The time required for 100
percent transformation was noted when the $ peaks disappeared on
an x-ray analysis,
The lowest temperature investigated was 750*C.
where the transformation requires about 17 hours to take place0
The other results of this study are given in Figure (19).
If the straight line in Figure (19) is extrapolated to
675*C., the time required for transformation is of the order of
105 hours0
Thus, it is virtually impossible to determine the actual
transformation temperature directly.
The fact that the a to $
transformation has never been observed is also consistent with
the above findings0
In this study, a sample of pure a phase was
held for 1000 hours at 650*C with no apparent change, as determined
by x-ray analysis0
54
TEMPERATURE
850
(*C)
800
750
4
00
10
0
---
Lj
LL
0
C
00
10
-
8.6
8.8
9.0
9. 2
9.4
9. 6
9.8
I/T X 10'
Figure 19.
Time Required for Complete Transformation of 6
to a Phase versus Reciprocal Temperature.
10.0
55
Returning to Table I, when the melt is nucleated below 675*C
both the a and 8 phases appear,
Growth of these samples at 800C
leaves only a small fraction of 8 present, since the rest transforms
during the course of the investigation (approximately 90 - 120
minutes),, Nucleation and growth at 650*C yields primarily the
8 phase, which is probably stable, and a small fraction of a
which is metastable and remains so because of the extreme sluggishness of the transition.
Heterogeneous nucleation from water
vapor, dust, etc, at room temperature provides sites for the a
phase to grow metastably.
4, Crystallization Measurements:
Growth of crystals was always observed to proceed from the
surface inward,
These crystals were primarily of the a modifi-
cation over most of the temperature range investigated, and x-ray
analysis indicated the presence of 8 crystals only at undercoolings
greater than 220 degrees0
This is primarily due to the effect of
dusting the surface of the glass with a disilicate crystals before
heat treatment.
In Figure (20) typical x-ray diffraction patterns
are given as a function of temperature for the samples used in
this study.
The devitrified samples, upon removal from the furnace,
appeared quite transparent for a short time0
As the samples
cooled, intergranular cracks developed as well as significant
fracturing in the quenched glass - presumably due to the difference
56
(a)
a Sodium Disilicate, Standard Pattern.
(b)
0 Sodium Disilicate, Standard Pattern.
(c)
793*C.
(d)
700 0 C.
Figure 20.
X-ray Diffraction Patterns of Samples of Sodium
Disilicate Obtained from Crystallization Experiments.
56a
(e)
675*C.
(f)
650*C.
(g)
627 0 C.
Figure 20.
X-ray Diffraction Patterns of Samples of Sodium
Disilicate Obtained from Crystallization Experiments.
57
in thermal expansion between the crystals and the glass as well as
the volume change between the phases on the a, to a,,, transformations,
The extent of crystallization at a given temperature was
found to be a linear function of time for all undercoolings
measured0
Typical results are summarized in Figures (21-25) and
the remaining data are to be found in Appendix IV,
For measurements at small undercoolings, the sample must
be taken over the maximum in growth rate before reaching the
equilibrium temperature.
Thus, the extrapolated slope of the
extent of crystallization versus time gives a positive growth at
zero time, indicating that the initial growth rate is faster than
the steady-state value for that temperature,
The results obtained for the encapsulated samples are
given in Figure (26),
Within the experimental error of this
technique, the slopes are observed to be the same.
This indicates,
therefore, that exposure to the atmosphere in general, and to water
vapor in particular, has very little, if any, effect upon the growth
rate in this system.
The observed growth rates, determined from the slope of the
extent of crystallization versus time plots, are summarized in
Figure (27).
From the three series of samples run at each tempera-
ture, little scatter in the data was found except in the vicinity
of the maximum in the growth rateo
maximum occurs at about 810*C.
As shown in Figure (27), this
From the data at low undercoolings,
------
300
8630C
*C
250 _866
867*OC
250
0
C-)
z
x
20
0
I-n
j
150
00 -lII
0
10
20
30
40
50
60
TIME ( MINUTES )
Figure 21.
Extent of Crystallization versus Time,
Series A.
70
80
600
I
-~
--------------
I
813 *C
823 *C
833 *C
500[-
843 *C
0
cc
400
0
U'-
300 F
-
U-)
a:
858 0~C
200
C)
863 0OC
I 00-
0
0
2
I
I
I
I
I
4
6
8
10
12
TIME (MINUTES)
Figure 22.
Extent of Crystallization versus Time,
_________
(4
I
16
t-n
%D0
Series A.
600
T
-
I
803*C
793 *C
500
774 *C
0
400
0
754 *C
300
U-
-ij
A0
200
7280 OC
0
705 0C
1001-
01
0
2
.
.
4
6
8
10
12
TIME (MINUTES)
Figure 23.
Extent of Crystallization versus Time,
14
16
C)
Series A.
300
-
-
--------
250
679*C
0
200 -654*OC
z
U
00
0
0
20
40
60
80
100
120
TIME (MINUTES)
Figure 24.
Extent of Crystallization versus Time,
Series A.
140
160
300
59G *C
250
0
()
200
0
150
C,
INd
-J
-j
I
I-
1200
1400
100
50
0
0
200
400
600
800
1000
TIME ( MINUTES)
Figure 25.
Extent of Crystallization versus Time,
Series A.
1600
1800
6001
0
I
500 -
0
4001cl:
0
L-J
300 K
0
F-
zj 200hxi
w-
lOOK
0C
2
4
6
T
=
780 0C
A
-
RUN
0
-
ENCAPSULATED
IN
I|
8
AIR
I
10
IN
DRY
NITROGEN
I
12
14
16
TIME (MINUTES)
Figure 26.
Extent of Crystallization versus Time for Encapsulated Sample.
ON
w~
'lam
0
C)
I
0
50 H
0,
N
z
0/
401-
z
0
0Z
W0SCOTT
0
of
co
PASK
GLASS #I
.0/
201-
10
/01
0
550
0
600
650
700
750
TEMPERATURE
Figure 27.
800
oc
Growth Rate versus Temperature.
850
900
65
the growth rate seems to extrapolate to zero at about 873*C. (compared with the reported melting point of 874*C),o
This question
will be clarified by the study of melting kinetics and crystallization kinetics at small undercoolings which is discussed later,
At large undercoolings, the growth rate becomes viscositylimited and is effectively immeasurable at temperatures below
about 550*Co
For undercoolings less than 125 degrees, the kinetic data
of this investigation are in good agreement with that obtained by
Scott and Pask for their glass No. l
For both investigations,
the growth rate in the fastest growing direction (the b direction)
was measured.
In the Scott and Pask study, this was specifically
noted; in this investigation an x-ray analysis of the surface
of the crystallized samples indicated that the b direction was
normal to the surface(
Support for this conclusion was also
obtained from the morphological
observations.
At undercoolings larger than about 125 degrees, however,
the growth rates observed in this investigation fall off more
rapidly with decreasing temperature than those reported by Scott
and Pask.
At large undercoolings, where the growth rate becomes
viscosity-limited, it may well be anticipated that the growth rate
will become highly influenced by surface effects.
Hence, this
difference may be due to the non-uniformities of temperature and
possible surface effects inherent in their technique (see discussion
66
in literature review) or possibly to differences in the starting
materials.
In Figures (28-31) representative morphologys of the
growing crystals are shown.
It is observed that the faceted
feature of the interface does not change over the entire range of
undercooling investigated (298 centigrade degrees), although
there
is an apparent change in morphology at undercoolings between ten
and fifteen degrees.
The morphology depicted in Figure (28) is characteristic
of this low undercooling range0
The crystals generally grow
separately and seldom is a grain boundary encountered.
This low
density of crystals may be a nucleation phenomenon, however, and
be independent of the growth process0
In Figure (29) and (30) the morphologys for crystals growing
at 19 and 244 degrees are given0
The lateral dimension of the
crystals is generally observed to decrease with increasing undercooling.
Appreciable variability was noted, however, in the
At all undercoolings, if the
crystal widths in a single sample.
surface of the sample is not previously dusted with crystalline
sodium disilicate, it is observed that the crystal can grow to a
substantial width before impinging upon a neighboring crystal.
The observation of a faceted interface morphology for
sodium disilicate crystals (L/RTE
-
3.54) growing from the melt
should be contrasted with that observed for cristobalite crystals
67
Figure 28.
Growth Morphology of Sodium Disilicate
at 9 Degrees Undercooling.
6 65 x )
Figure 29.
Growth Morphology of Sodium Disilicate
at 20 Degrees Undercooling. 660 Ox )
67a
Figure 38.
Growth Morphology of Sodium Disilicate
100OX)
at 244 Degrees Undercooling.
Figure 31.
Growth Morphology of Cristobalite in Fused
(100OX)
Silica at 263 Degrees Undercooling.
68
growing into fused silica (L/RTE
This is shown in Figure (31).
0 ."7) under comparable conditions,
These observations are consistent
with predictions based on the model of Jackson (1, 2] for these
materials0
The results of the crystallization carried out at the temperatureof maximum growth rate (810*C) with the thermocouple located
in the sample are found in Figure (32).
It is observed that the
largest deviation from the curve is of the order 0.25*C0 which is
approximately the experimental error of the measurement,, Thus, it
is concluded that the temperature of the interface departs from
the bath temperature by not more than 0.25*C0 , a negligible fraction
of the undercooling of 64 degrees0
This close correspondence between the measured interface
temperature and the bath temperature, even at the temperature of
the maximum growth rate, confirms the expectation cited in the
literature review - viz., that the growth rate and hence the rate
of evolution of latent heat are sufficiently small that the
interface temperature may well be taken as the bath temperature,
It has been suggested by Tiller [53] that even though the
temperature of the interface is essentially equal to that of the
bath, some of the interface undercooling will be used in creating
new surfaces and overcoming solute rejection at the interface.
this is a substantial amount, then the undercooling driving the
transformation cannot be approximated as equivalent to the bath
undercooling,
0
If
I
tu
0-
LIi
1.0
2.0
3.0
TIME
V i.ure332
4.0
(MINUTES)
Temperature versus TIne for Therm-c uple Bead Located
in S*Mple.
22.0
70
The amount of the interface undercooling used in producing
new surfaces may readily be estimated0
Assuming the crystals to be
square in cross section, with dimensions corresponding to those
noted in Figure (30), and taking 100 ergs/cm2 as the specific
surface free energy of the new crystal-liquid interfaces produced,
this undercooling is estimated to be about 001 degree,
Appendix V for details of calculation.)
(See
Such an undercooling is
insignificant in comparison with the range of undercoolings
investigated in this study0
The possible depression of the equilibrium temperature
by the build-up of solute at the interface is more difficult to
evaluate0
As an upper limit, we may consider the case of solute
rejection ahead of a planar interface0
Assuming a distribution
coefficient of 0.1, and a change in equilibrium temperature with
composition of 5 degrees per percent, this limit on the temperature
depression is estimated as about 5 degrees0
Relative to the full
range of undercoolings investigated in the study, even this large
figure would be rather unimportant, although it would obviously
be significant in the small undercooling range,
It should be emphasized again that this figure should
represent a high estimate of the depression of the equilibrium
temperature0
The actual change is expected to be appreciably
smaller, but an evaluation of the actual magnitude must await
further information (such as an electron beam microprobe investi-
71
gation of the interface region).
Pending the procurement of such
information, it will be assumed that the effects of impurities can
be neglected, and that one can identify the undercooling driving the
transformation kinetics with the interface undercoolingo
In Figure (33),
the reduced growth rate is plotted for two
viscosity curves, and it is apparent that the relation in
Figure (33) is quite sensitive to the viscosity data selected0
It the low viscosity data are used (curve 1 in Figure 10) then the
reduced growth rate is found to decrease with increasing undercooling in the AT range between 100 and 245 degrees0
This result
is rather difficult to understand, as it implies that the number
of growth sites decreases with increasing undercooling.
Use of the viscosity data of this investigation yields a
reduced growth rate versus undercooling relation whose form is less
surprising,
As shown in Figure (33) the slope of this relation
at low undercoolings is a straight line of positive slope which
appears to decrease with increasing undercoolingo
At large under-
coolings the curve may also well be described by a straight line of
positive slope, which if extended through the low undercooling
range would intersect the growth rate axis.
The break in the curve
is not understood, but similar breaks have been observed in other
materials [5]b
The reduced growth rate versus undercooling relation obtained
from the data of Scott and Pask (see Figure 12) may likewise be described by straight lines at large undercoolings which if extended
m"Ifta., ---- 1-1
20
20
117-
i
P. I pa
I
I
714"
m " --
I I~~~II
-I -
II-
IT-1
FI
--
I
I
----
T-
18 16
0
-
0
0
14
-
2
-
0
0
-J
a
0
o
10-
A
AA
0
8
0
0
A
-
VIVCOSITY
DATA,
FIGURE
10,
0
-
VISCOSITY
DATA,
FIGURE
17
CURVE
Q
4
2
0
0
20
40
60
80
100
120
140
UNDERCOOLING
Figure 33.
160
180
200
220
(*C)
Reduced Growth Rate versus Undercooling.
240
260
280
300
73
would intersect the ordinate (lines of somewhat smaller slope than
those shown in Figure (12).
Indeed, such a modified description
seems in better agreement with the low undercooling data than the
straight lines through the origin shown in Figure (12)o
The linear relation between reduced growth rate and undercooling observed at large undercoolings may be suggestive of growth
by a screw dislocation mechanism,
Assuming a Stokes - Einstein
relation between D" and n,, the experimental slope at large undercoolings is larger by a factor of about 185 than that calculated
(Appendix VII) from the standard model for screw dislocation
growth [14].
There is, of course, no a'priori reason for assuming
the particular Stokes - Einstein coefficient, and differences of
this magnitude between calculated and observed growth rates have
been found in other systems [5,
21],
The general form of the reduced growth rate versus undercooling
relation suggests that any transition from non-linear to linear
kinetics (corresponding to a transition from a lateral growth
mechanism to one of continuous growth) - as expected by Cahn, Hillig
and Sears [47] - must occur (if it occurs at all) at undercoolings
in excess of 298 degrees0
This kinetic evidence is supported by the
observation of a faceted growth morphology even at the largest undercoolings investigated0
5.
Melting Measurements:
Because the growth rate was found to be parabolic with
74
undercooling, an essential portion of this study was to obtain melting
data so that the melting point could be readily defined,
In
Figure (34) a reduced growth rate un/AT (which is appropriate at
low undercoolings) is plotted versus undercooling0
that for TE equal to 873*C0
to the origin,
It is observed
the reduced growth rate extrapolates
Quantitative melting was observed at 874*C, thus
the melting point is given as 873*C.
Melting of the crystals always occurred at the free surface
of the crystal and was first observed in conjunction with a
"coarsening" of the surface of the crystal.
Following this change
in the surface, the facets became rounded and melting appeared to
take place uniformly thereafter.
In Figures (35) and (36) the extent of melting versus time
is given for several temperatures.
It is observed that the melting
rates are initially linear but they change slope after extensive
melting.
This increased rate of melting is usually observed just
prior to disintegration of the crystal and has been reported also by
Cormia, et. al. [311.
The melting rates, determined from the initial slopes of
the extent of melting versus time plots, are summarized in
Figure (37) together with the crystallization rates at low undercoolingsG
Melting was observed to take place at a much faster rate
for a given undercooling than crystallization.
This is also
consistent with Scott's [54] qualitative observation that the
7
pp
25
20
0
15
6)
/T
87 3*C
10
C) f
5
-5
ni
X 0
5
10
MELTING
OBSERVED
15
-
Figure 34.
20
25
30
AT *C
Reduced Growth Rate at Small Undercoolings versus
Undercooling.
U,
76
SOOT
I
I
00
6 00>
50Li
z
L
LU
400
T = 874 *C
300 -
200
0
I
5
I
O
I
15
I
20
TIME (MINUTES)
Figure 35.
Extent of Melting versus Time
25
800- --
- -
----
700
z
o
600
O -
877 *C
A-
879 *C
0 -
882 *C
A
z
(9
IL
0
Ld
50
0
1-
0
400-
300-
2001
0
I
2
3
4
TIME (MINUTES)
Figure 36.
Extent of Melting versus Time.
L
5
6
78
30
20
X
10
TE = 873o* C
20
-
5
5
10
15
10
+ AT *C
AT *C
-10
z
-20
L
-30
2
-40
-50
-60
Figure 37.
Crystallization and Melting Rates at Small
Underccolngs versus Undercooling.
15
79
melting of sodium disilicate appeared to take place "almost instantaneously" at a small superheat,
Theoretically, it has been predicted that the slopes of
the growth and melting rates should be continuous through the melting
point.
This concept is based on the principle of microreversibility,
which is valid if the atomic mechanism of crystallization is the
same as melting, ie 0
atoms are added or removed from similar sites.
Experimentally, it is the observation of this investigation
that the slopes of the melting and crystallization rates are discontinuous through the melting point0
This result is contrary to
the results on phosphorus pentoxide [31], but since this is the only
piece of experimental data on the melting and crystallization kinetics
of a pure material, it is difficult to establish this as a criteria
for the data of this study0
In order to explain why one might get
a discontinuity through the melting point, it is worthwhile to examine
possible mechanism of melting0
If melting takes place in an analogous manner to screw
dislocation growth, then one would expect dislocations to "unwind"
with melting until a steady stage "inverse" dislocation ramp is
achieved,
Thereafter, melting would occur at the steps formed by
the "inverse" dislocation ramp,
In the steady-state, the melting
rate by this mechanism should be continuous through the melting
point (assuming growth takes place by a screw dislocation mechanism)
and a plot of un/AT versus AT should be a straight line through the
melting point0
80
A possible competing mechanism is the removal of atoms at
facet corners which are high energy states.
initial effect of rounding the facets.
This will have the
In the steady-state there
will be many such corners on the microscopic level, although the
macroscopic morphology will appear rounded,
The observed melting
rate should then be linear with time and dependent upon orientation, i.e0
the least dense planes melting the fastest,
The observation of "coarsening"
and a rounded interface
morphology on melting are consistent with the foregoing model,
The discontinuity in slope through the melting point may indicate
that this is a faster process than melting at the steps of a
screw dislocation.
81
VI.
1.
CONCLUSIONS
An interpretation of growth rate data is extremely dependent
upon viscosity data selected,
Hence, real significance can
be attached only to those studies in which growth rate and
viscosity measurements are made on the same material0
2.
The extent of crystal growth of sodium disilicate is linear
in time and exposure to the atmosphere has very little effect
upon the growth rate in this system.
3.
The interface morphology for sodium disilicate crystals
growing into the melt is of a faceted nature at undercoolings
as large as 298 Centigrade degrees,,
4.
Under the isothermal growth of sodium disilicate the temperature
of the interface departs from the bath temperature by not more
than 0. 0 C.
5,
The form of the reduced growth rate curve and the observed growth
morphology provide evidence against any transformation from
lateral to continuous growth over the range of uncercooling
investigated,
Any transition which takes place must therefore
occur at undercoolings greater than 300 Centigrade degrees,
where growth is effectively immeasurable,
6.
The slopes of the crystallization and melting curves are
found to be discontinuous through the melting point,
82
VII
10
SUGGESTIONS FOR FURTHER WORK
One of the most interesting features of this work is that the
slopes of the melting and crystallization rates versus temperature are found to be discontinuous through the melting point,,
This clearly suggests that there is a need for further studies
of the melting kinetics in other systems in order to establish
a rationale upon which such behavior can be explained.
2.
This study has been primarily concerned with crystal growth
in the b direction.
It would be worthwhile to investigate the
growth rate in other directions to broaden our understanding
of crystal growth anisotropy,
3.
An electron beam microprobe investigation in the region of the
interface between solid and crystal is needed to establish the
extent of possible solute rejection0
-I1
83
VIII,
BIBLIOGRAPHY
1.
K. A. Jackson, "Interface Structure," in GROWTH AND PERFECTION
OF CRYSTALS, Proceedings of the International Conference on
Crystal Growth, Cooperstown, N, Y0 , R. H. Doremus, B, W, Roberts,
and Do Turnbull, editors, Wiley, New York, (1958), p, 319,
2.
K. A. Jackson, "Mechanism of Growth," in LIQUID METALS AND
SOLIDIFICATION, ASM, Cleveland, (1958), pu 174,
3.
J. W. Cahn, "Theory of Crystal Growth and Interface Motion in
Crystalline Materials," Acta Met. 8, 554 (1960)o
4.
J. W, Cahn, W, B0 Hillig, and G, W. Sears, "The Molecular
Mechanism of Solidification," Acta Met, 12, 1421 (1964)
5.
K0 A. Jackson, J0 D. Hunt, and Do R. Uhlmann, "On the Theory
of Crystal Growth," to be published0
6,
J0 H. Magill and D0 J0 Plazek, to be published,
7
F0 C0 Frank, in GROWTH AND PERFECTION OF CRYSTALS, International
Conference on Crystal Growth, Cooperstown, N. Y., Wiley, New
York, (1958), po 3.
8.
D. Turnbull, in THERMODYNAMICS IN PHYSICAL METALLURGY, ASM,
Cleveland (1950); SOLID STATE PHYSICS, III, Academic Press,
New York, (1956)o
9
G. M, Pound, in LIQUID METALS AND SOLIDIFICATION 9 ASM,
Cleveland (1958).
10.
W. B. Hillig, "Kinetics of Solidification From Nonmetallic
Liquids," in KINETICS OF HIGH TEMPERATURE PROCESSES, edited by
W. D, Kingery, Technology Press and Wiley, New York, (1959), po 127.
11.
W. B, Hillig and D. Turnbull, "Theory of Crystal Growth in
Undercooled Pure Liquids," J0 Chem0 Phys, 24, 914 (1956).
12.
J. D. Hoffman, "Thermodynamic Driving Force in Nucleation and
Growth Processes," J. Chem. Phys. 29, 1192 (1958).
13.
B0 Chalmers, PRINCIPLES OF SOLIDIFICATION, Wiley, New York,
(1964)0
84
14.
F0 C. Frank, "Influence of Dislocations on Crystal Growth,"
Disc. Farad, Soc0 5, 48 (1949).
15,
W. K. Burton and N0 Cabrera, "Crystal Growth and Surface
Structure," Disc0 Farad0 Soc0 5, 33 (1949).
16.
W. W. Mullins, "A Simplified Treatment of Surface Melting,"
Acta Met0 7, 746 (1959).
17.
K0 Neumann and G. Micus, "Die lineare Kristallisationsgeschwidigkeit des Salols in dunnen Schichten," Zeit0 Physik0
Chemie. 2, 25 (1954).
18.
W. B0 Hillig, "The Kinetics of Freezing of Ice in the
Direction Perpendicular to the Basal Plane," in GROWTH AND
PERFECTION OF CRYSTALS, International Conference on Crystal
Growth, Cooperstown, N0 Y,, Wiley, New York, (1958) po 350.
19.
Jo J0 Kramer and W. A0 Tiller, "Determination of the Atomic
Kinetics of the Freezing Process, I, Theory," J. Chem Phys. 37,
841 (1962), "11 Experimental," J. Chem0 Phys. 42, 257 (1965)
20.
D. Rigney and J. Blakely, to be published0
21
N0 G0 Ainslie, C, R0 Morelock, and D0 Turnbull, "Devitrification
Kinetics of Fused Silica," in SYMPOSIUM ON NUCLEATION AND
CRYSTALLIZATION IN GLASSES AND MELTS, Am0 Cer0 Soc0 , Columbus,
(1962), pc 9L1
22.
H0 Pollatschek, "Die Bestimmung der an der Grenze fest/flussig
wahrend der Kristallisation unter kuhlter Schmelzen
herrschenden Temperatur," Zeit0 Physik0 Chemie, 142, 289 (1929),
23.
K. Neumann and G0 Micus, "Die lineare Kristallisationsgeschwidigkeit des Salols in dunnen Schichten," Zeit, Physik. Chemie,
25 (1954),
24.
V. I. Danilov and V. I. Malkin, "Experimental Verification of
the Theory of Crystal Growth and the Relation between the
Equilibrium Forms and the Growth Forms," Zhur0 Fiz, Khim , 28,
1837 (1954)
25.
V0 I, Malkin, "Rate of Growth of Salol Crystals in the Region
of the Vitreous State," Zhur, Fiz0 Khim0 , 28, 1966 (1954),
26.
D. E. Ovsienko and G. A0 Alfintsev, "Mechanism of Growth of
Salol Crystals from Melts," Kristallografiya 8, 796 (1963),
2,
85
27.
M0 Volmer and M. Marder, "Zur Theorie der linearen Kristallisationgeswindigkeit unterkuhlter Schmeltzen und unterkuhter
fester Modifikationen," Zeit. Phys0 Chemie0 154, 97 (l93l)
28.
W, K. Murphy, E. I. Hormats, and Go W0 Sears, "Growth of Durene
from the Melt," J. Chem, Phys,, 40, 1843 (1964),
29.
J, D, McKenzie, "High Pressure Effects on Oxide Glasseso 1
Densification in Rigid State," J. Am, Cer,,_Soc,,0 469 461 (1963)
30.
F, E0 Wagstaff, So D, Brown, and I, B, Cutler, "The Influence
of H 2 0 and 02 Atmospheres on the Crystallization of Vitreous
Silica," Phys,, Chem Glasses 5, 76 (1964),
31.
R. L. Cormia, J. D. MacKenzie and D0 Turnbull, "Kinetics of
Melting and Crystallization of Phosphorus Pentoxide," J0 Applied
Physo 34, 2239 (1963).
32.
G. W0 Morey and N,, L,, Bowen, "The Binary System Sodium
Metasilicate - Silica," J. Phys0 Chem,, 28, 1167 (1924).
33,
F. Co Kracek, "The System Sodium Oxide - Silica," J. Phys0
Chem, 34, 1583 (1930); "Phase Equilibrium Relations in the
System Na 2 SiO 3 - Li2 Si0 3 - Si0 2 ," J. Am0 Chem. Soc0 61, 2863
(1939),,
34o
A. Willgallis and K0 J. Range, "Zur Polymorphie des Na Si 05,"
2
2
Glastecho Berictes, 37, 194 (1964).,
35.
G0 Donnay and J. D. H. Donnay, "Crystal Geometry of Some Alkali
Silicates," Am,, Mineral0 38, 163 (1953).,
36.
F, Liebau, "Untersuchungen an Schichtsilikaten des Formeltyps
Am(Si205)n, II Uber die Kristallstruktur des a-Na Si20 ,"
2
5
Acta Cryst,, 14, 395 (1961).
37.
H. R0 Lillie, "High-Temperature Viscosities of Soda-Silica
Glasses," J. Am. Cer. Soc0 22, 367 (1939).
38.
J. P0 Poole, "Low-Temperature Viscosity of Alkali Silicate
Glasses," J, Am. Cer, Soco 32, 230 (1949).
39.
L. Shartisis, S. Spinner, and W, Capps, "Density, Expansivity,
and Viscosity of Molten Alkali Silicates," J0 Am. Cer0 Soc. 35,
155 (1952).
86
40.
B. A. Pospelov and K0 S. Erstropov, "Viscosity of Glasses of
the System Na 2 Si 2 O - PbSi0 3 in the Softening Range," Zhu~r.
Fiz,.Chemii 15, 123-33 (1941),
41
F. C. Kracek, in "Annual Report of the Director of the Geophysical
Laboratory," Carnegie Institute, Washington (1956-57),
42.
C, Kroger and W. Janetzko, "Die Direktcalorimetrie reaktionstrager Prozesse," Zt
AnoSr,
lgemj;:hemie
84, 83 (1956)0
43.
C. Hummel and H. E. Schwiete, "Thermochemishe Untersuchungen
im System Na20 - SiO 2 , Glastech. Berichte, 32k, 327 (1959).
44.
B. F. Naylor, "High Temperature Heat Contents of Sodium Metasilicate and Sodium Disilicate," Jo Am, Chem, Soco 67, 466
(1945)0
45.
A. Leontjewa, "The Linear Speed of Crystallization of Potassium,
Sodium and Lithium Disilicate," Acta Physicochemica, USSR 16,
97 (1942).
46.
W. D. Scott and J0 A Pask, "Nucleation and Growth of Sodium
Disilicate Crystals in Sodium Disilicate Glass," J. Am. Cer,
Soc 44, 181 (1961)e
47.
E. Preston and W. E. S, Turner, "The Volatilization and Vapor
Tension at High Temperatures of the Sodium Silicate - Silica
Glasses," J. Soc0 Glass0 Tech0 16, 331 (1932).
48.
W, D, Kingery, PROPERTY MEASUREMENTS AT HIGH TEMPERATURES,
Chapter 8, Wiley, New York (1959).
49.
A. N, Gent, "Theory of the Parallel Plate Viscometer," Brit.
J. Appl, Phys, , 11, 85 (1960)
50.
G. J, Dienes and H, F, Klemm, "Theory and Application of the
458 (1946).
Parallel Plate Plastometer," _J.Agpp__jPhys_,
51.
R. Krause, "Viskositatsuntersuchen an Glas mit dem Parallel Platten - Plastometen," Silikat-technik, 11, 263 (1960).
52.
H. P. Klug and L, E. Alexander, X-RAY DIFFRACTION PROCEDURES,
Wiley, New York (1954).
87
53.
W
A, Tiller, Private Communication.
54.
W. D, Scott, Private Communication
88
IX.
APPENDICES
I.
Viscosity Data for Sodium Disilicate.
III
X-ray Diffraction Data for a,,, Sodium Disilicate.
III.
X-ray Diffraction Data for $ Sodium Disilicate.
IV.
Growth Rates of Sodium Disilicate.
V.
Calculation of Interface Undercooling used in Producing
New Surfaces.
VI.
Crystallization and Melting Data at Low Undercoolings.
VII.
Comparison of Theoretical and Calculated Values of f
Assuming Screw Dislocation Model.
r
89
t2
Viscosity Data for Sodium Disilicate.
a)
Rotating Cylinder
Temp,
*C
Viscosity -2Poises
Lq& viscosity
1305
6,96 x 10
1,843
1240
1,16 x 102
2 065
1169
2
2.15 x 10
2332
1098
4,32 x 102
2.635
1022
9.73 x 102
2,988
957
2.29 x 103
3,360
885
6,96 x 103
3.843
823
2o21 x 104
4.344
747
123 x 105
5.090
684
8.22 x 105
5.918
623
9.05 x 106
6.957
-
I rm"Wel
! - ----
-
I
-
90
b)
Parallel Plate
Temp.
*C
Viscosity - Poises
Log Viscosity
561
2.21 x 108
8.344
574
1.l6 x 108
8.066
585
5o09 x 107
7.707
598
3.44 x 107
7537
609
189 x 107
7.276
620
1.15
107
7.059
630
8.10 x 106
6,908
640
5.58 x 106
6.747
650
4,51 x 106
6 654
660
3.43 x 106
6.535
670
6
2.40 x 10
6.380
680
2.07 x 106
6.316
690
2,09 x 106
6.320
x
-1
91
I1
X-Ray Diffraction Data for aIlT Sodium Disilicate0
20
4,925
18.01
38
3,849
23,11
78
3,773
23,58
33
3,301
27 01
3,209
27080
9
3,101
28,79
2
24,739
32,69
4
2c642
33,93
9
2 533
35,43
6
2,449
36.70
23
2,417
37.20
11
2384
37.73
21
2,201
41,00
2
2,143
42.15
4
2,,005
45,23
7
1.967
46,15
9
1946
46.68
6
1,927
47.15
7
1:868
48,73
12
1,851
49.38
15
1,709
53.64
2
1 653
55 60
4
1,646
55085
4
1 54]
59.98
15
100
----------
92
li., X.RaY Difffraction Data f or
,Sodium Disilicate,
(After Willgallis and Range)
d (R2
7 ,92
11.07
5
6.00
1475
68
5,44
16,28
5
4,28
20,75
26
4,14
21,45
50
3095
22.48
100
3,78
23.51
53
3,63
24o51
76
3411
28,65
17
3,05
29,23
53
2,968
30,10
85
2,900
30.83
9
2,841
31.49
4
2,699
33.19
23
2,659
33.71
41
2.590
34,63
31
2,532
35.45
19
2,490
36006
6
2,430
36,99
96
2,330
38,64
6
2c269
3972
5
24141
42o21
12
93
_20_
2,092
43,25
6
2oO23
45.56
5
1,969
46,09
3
1,949
46.60
7
11899
470,90
13
1,869
48,70
18
1,824
50000
32
L791
50,99
15
1,769
51,67
8
1 745
52,43
1,660
55c34
9
1,612
57,13
6
1 575
58,61
7
21
94
IV,
Growth Rates of Sodium Disilicate0
Temp* Q
867
866
AT
Growth
Rate
-( /mi)
Viscosity
(Poise)
6
2.70
9,0 x 103
7
858
854
843
833
823
10
15
19
30
40
50
1303
2,60
12,7
2080
13,7
4035
9.1 x 103
417
863
Reduced
Growth Rate
(y/min-poise x 1051
81
18,5
17,7
9,:5 x 104
21.7
7,5
20.1
7, 7
20,6
15,91
1,08 x 104
37,4
16,35
38.5
16,05
37,8
23o0
1,21 x 104
48 0
23,5
49,0
23,5
49 0
35.7
1,50 x 104
60.2
38 0
64.0
36,8
62,0
49,5
1075 x 104
7503
46,7
71.0
47.5
72,2
53,2
2.21 x 104
82,7
95
Growth
Rate
Temp (C)
813
803
793
774
754
728
705
AT
60
70
80
99
119
145
168
(P/min)
Viscosity
_ (Poise)
Reduced
Growth Rate
(i /min-poise x 10)
51,0
79,5
51,0
79,5
59,5
2,69 x 104
92,1
53,-0
82 0
57,0
87 0
51 0
33 x 104
92 5
52,0
94,15
54,0
96 0
55,5
4c1 x 104
105
49-0
92,5
520
98,0
43,0
625 x 104
107
42,5
106
43,0
107
313
1,05
x
10 5
108
30 5
105
41,0
141
20,2
2,20 x 105
124
20,7
127
20,0
120
12,5
11,0
4 : 70 x 10 5
146
128
.
NI.M
1
96
Growth
Rate
Viscosity
-AT
10 4
679
654
629
596
575
194
219
244
277
298
6,2
Reduced
Growth Rate
Jpmin- oise x In
122
1 15 x 106
152
5, 7
140
6.2
152
2,73
2 80 x 106
157
2,64
152
2.59
149
103
8 3 x 106
163
1,03
163
103
163
, 34
3, 2 x 107
190
32
179
33
191
13
1,0 x 108
202
300
-863 *C
865 *1C
2501
0
0
867 *C
200 h
0
ISO
LN
X
00[
Ld
501-
I
0
0
10
20
I
I
30
40
50
60
TIME (MINUTES)
Figure 38.
Extent of Crystallization versus Time,
Series B.
I
70
80
600
I
I
813
0
500
C
823 0 C
833 *C
z
0
843
0
*C
400[H
-
854 C
300k0
X
-j
200
61~
58
K
0
C
-4
863
08
100
01
0
I
I
I
2
4
6
8
10
12
-- 4
14
16
TIME (MINUTES)
Figure 39.
Extent of Crystallization versus Time, Series B.
ND
A:= ii
I
6001
W ,
flai 1!
k 11110
-I--
~
Y
r
~T ~V
T
0 03 *C
500
793*) C
H
0
77 3 0 C
0:
0
400H
U
754 *C
U-30
'78C
-LJ
F-
200H
LI-
7fli,; or
Iool-
01
0
I
2
4
6
I
8
I
10
I
12
14
TIME (MINUTES)
Figure 40.
Extent of Crystallization versus Time,
Series B.
16
300
----
250 ~
679 *C
z<f
0
654 oC
200
z
0
A0
o
1004
V0
Ld
50-
0
20
40
Figire 41.
60
80
TIME (MINUTES)
100
120
Extent of Crystallization versus Time,
140
Series B.
160
250 h0
2001-
cr
C)
2L
00
150
0
F-
T= 596 C
100
*
-
o
-
B Series
C Series
50
0
0
100
200
I
I
300
400
-
--L500
600
TIME ( MiNUTES)
Figure 42.
Extent of Crystallization versus Time,
Series B.
700
800
H
8G3 *C
250[
866 *C
c')
A G7 *C
0
2001
-
150 V
0
FX
-LJ
1001
50
0
0
1O
Figure 43.
20
I
30
I
40
50
TIME (MINUTES )
Extent of Crystallization versus Time,
60
70
80
I--A
Series C.
600
___-~
T~
I
-.
-F-.-
-~
I
1
813*C
500 [-
8338C
0l
0
C.)
400 10
8540 C
N
300858
Li;
200
C
++
8630OC
tOO-
01
C
2
4
6
8
10
12
I
14
16
TIME (MINUTES)
0
Figure 44.
Extent of Crystallization versus Time, 'Series C.
~~~1I
600
803 0C
500
-
793 0 C 7 4 O
75400C
0
z
400
-
0+
+
"4
D)
-J300
C0
o
200-A
z
100
--
0
2
4
6
8
t0
12
14
16
TIMIE ('IINUTES)
Figur
45.Exctnt of Ccystaliiznt ton -versus Tille1SieG
CD
300-
.-
-
I
679 *C
2501
C-
2001
654 *C
0
IbO
()
G29 OC.
1001
X
50!
0
0
I-
I
I
20
40
60
80
100
120
Extent of Crystallization versus Time,
160
~~5
TIME (MINUTES)
Figure 46.
140
Lfl
Series C,
-1
106
V.
Calculations of Interface Undercooling Used in Producing New
Surfaces.
The energy used in creating new crystal surfaces assuming a
square cross section is given as
=
E
where
a
x y
is the interfacial free energy, x is the width of the
crystal,and y is the change in length of the crystal in the growth
direction.
The energy liberated for this process is given as
2
LAT x y
V T
m E
E
2
and in the steady state E =E2 such that the undercooling required
for the process is
AT =
4a
V T
SL m E
L x
2
Using values of aSL= 100 erg/cM
V
= 73 cc/mole
T
= 1146 0 C.
x
= 10
m
E
cm.
the undercooling used in producing new surfaces is found to be 0.1*C.
I
107
Cr stallizatio~n andMetlinL
a)
Data at Low Undercoolin s.
Crystallizatior
T8C
n (poise)
AT
867
6
866
7
2.70
9"0
x 103
858
b)
10
15
6,8 x 10-3
2.60
6.5 x 10-3
2q80
7 0 x 10-3
4.35
9,1 x 103
81
9,4 x 10-3
9,1 x 10-3
4,17
863
AT '(cm
sec poise)
*3C /
9.5 x 103
12,8 x 10-3
7.5
118 x 10-3
7.7
13,2 x 10-3
16005
1,08 x 104
19.2 x 10-3
15 91
19.2 x 10-3
16,35
19.7 x 10-3
Melting
874
1
2,8
8.0 x 103
22
877
4
40
7.8 x 103
78 x 10-3
879
6
60
7.5 x 103
75 x 10-3
882
9
220
7,2 x 103
176 x 10-3
x
10-3
108
VII,
Comarison of Theoretical and Calculated Values of f Assuming
Screw Dislocation Model,
At large undercoolings the growth rate is given by
equation (5);
[1 - exp(-
u -
Assuming a Stokes
-
)]
(5)
E
o
Einstein relationship between viscosity and
transport across the solid-liquid interface as suggested in
equation (6) and (7), the reduced growth rate is given as
[1
un
exp(-
LAT
(21)
[f]
I
UTo
RTTE
Thus, at 298 degrees undercooling, the experimental value of f
is given as
fexp
-
using a value of a0 of 10~
26,,2
(22)
cmO
Theoretically, one can calculate f using the relationship
in equation (13) for crystal growth by a screw dislocation model.
a,LAT
8na SL TE
(13)
109
The interfacial free energy aSL can be estimated [81 as
.35 L
aSL n N'/J Vm7/
where
N - Avogadros Number,
6.02 x 1023 molecules/mole
Vm - Molar Volume,
73 cc/mole
8.0 x 103 cal/mole
L - Latent Heat of Fusion,
and is found to be 91 ergs/cm2 .
(23)
The calculated value of f
at 298 degrees undercooling is found to be
fcalc - .14
(24)
Hence, the experimental growth rate is larger than the calculated
value by a factor of about 185.0o
110
BIOGRAPHICAL
NOTE
The author was born September 12, 1936 in Provo, Utah,
He attended Granite High School in Salt Lake City and graduated
from the University of Utah with a S0 B. degree in Ceramic
Engineering in June 1958.
In the Fall of 1958 he entered the Massachusetts Institute
of Technology as a graduate student and research assistant0
In
September 1959 he presented to the faculty a S.M. Thesis entitled,
"Transference Number Measurements in Aluminum Oxide".
The
results of this investigation were published in the Journal of
Applied Physics 33, 556 (1961)
From September 1959 to December 1961 the author served as
a missionary for the Church of Jesus Christ of Latter-day Saints
in the Northwestern States Mission0
From December 1961 to August 1962 the author was employed
by the Hercules Powder Company as a Senior Engineer0
Since returning to the Massachusetts Institute of Technology
in 1962, the author has been working toward the degree of Doctor
of Science in Ceramics.
In September 1966 he presented a ScD.
Thesis entitled, "Crystallization and Melting Kinetics of Sodium
Disilicate".
A portion of the work in the above study was presented at
the International Conference on Crystal Growth, Boston, Mass.,
111
under the title, "Crystallization Kinetics of Sodium Disilicate"
on June 24, 1966.
This portion has also been accepted for publica-
tion in the Physics and Chemistry of Solids.