Sterilization Resource Forecasting in the Medical Devices
Industry
by
Ron Arad
B.S Computer Engineering (2003)
Israeli Institute of Technology, Haifa (Israel)
Submitted to the Engineering Systems Division in Partial Fulfillment of the
Requirements for the Degree of
Master of Engineering in Logistics
at the
I
Massachusetts Institute of Technology
June 2005
OF TECHNOLOGY
JUL 15 2005
MASSACHUSE TTS INSTITUTIME
c 2005 Ron Arad
LIBRAR IES
All rights reserved
The author hereby grants to MIT permission to reproduce and to
distribute publicly paper and electronic copies of this thesis document in whole or in part.
A
S ignature o f A u th or ........................................................................
.........
. . .............
Engine ng Systems Division
77
Certified by ....................................................................
. .......
Pay),20W
......
Executive Director, Master of Enginee /ng in Logistics
The/fiSupervisor
Accep ted b y ..................................................
.....................
Yossi Sheffi
Professor of Civil fd Environmental Engineering
Professor of Engineering Systems
Director, MIT Center for Transportation and Logistics
.....
BARKER
I
Sterilization Resource Forecasting in the Medical Devices
Industry
By
Ron Arad
Submitted to the Engineering Systems Division on May 12, 2005 in partial fulfillment of the
requirements for the degree of Master of Engineering in Logistics
Abstract
Sterilization is an example of a procedure that has been outsourced by medical device
companies. Sterilization is required for all medical devices and the process used is based on
product type. As demand for medical devices increases, production is ramping up, and the need
for additional sterilization capacity increases. The time required to build more sterilization
capacity can be between six to nine months, and therefore companies are looking into their future
production to estimate when will be the right time to start building more capacity. This thesis
analyzes the change in sterilization capacity utilization using a simulation model. The model
replicates the current production distribution based on data provided from the sterilization
facility.
Thesis Supervisor: Chris Caplice
Title: Executive Director, Master of Engineering in Logistics
2
Table of Contents
Abstract .............................................................................................................................. 2
Table of Contents .............................................................................................................. 3
List of Tables ..................................................................................................................... 5
List of Figures ................................................................................................................... 5
1
Introduction ................................................................................................................ 8
1 .1
M otiv atio n ............................................................................................................. 8
1 .2
O u tlin e .................................................................................................................. 9
2
Current Operations .................................................................................................. 11
2.1
The physical network ......................................................................................... 11
2.1.1
Manufacturing Plants .................................................................................. 12
Sterilization facility (MedCo) ....................................................................... 14
2.1.2
Distribution Center ...................................................................................... 14
2.1.3
The process flow ................................................................................................ 14
2.2
2.2.1
Manufacturer ............................................................................................... 15
2.2.2
Sterilization .................................................................................................. 17
2.3
System Dynamics ............................................................................................... 18
Background ................................................................................................. 18
2.3.1
Causal loops ............................................................................................... 19
2.3.2
2.3.3
Overview of the entire replenishment system ............................................ 21
3
Forecast m odel ........................................................................................................ 26
3.1
Forecast methods ............................................................................................... 26
3 .2
T h e D ata ............................................................................................................. 2 7
The Model ........................................................................................................... 28
3.3
3.3.1
Engineered Phase ...................................................................................... 28
3.3.2
Regression Phase ....................................................................................... 29
Ple facility analysis ............................................................................................. 29
3.4
3.4.1
Data summary ............................................................................................. 29
3.4.2
Engineered pallets ...................................................................................... 30
Forecasting number of pallets .................................................................... 31
3.4.3
3.4.4
Summary ..................................................................................................... 32
3 .5
S u m m a ry ............................................................................................................ 3 3
4
Sim ulation ................................................................................................................. 34
4.1
Model overview .................................................................................................. 34
In p u t D a ta .................................................................................................... 3 5
4 .1 .1
4.1.2
Croston's Method ........................................................................................ 35
Arrival distribution ....................................................................................... 35
4.1.3
4.1.2
Chambers management ............................................................................. 38
Backlog management ................................................................................. 40
4.1.3
4 .1 .4
C o n tro l ......................................................................................................... 4 0
Measurements ............................................................................................ 40
4.1.5
5
Analysis .................................................................................................................... 42
3
Sensitivity............................................................................................................
5.1
Base case................................................................................................
5.1.1
Cham ber Size ........................................................................................
5.1.2
5.1.3
Threshold level.........................................................................................
5.2
Arrival policy ...................................................................................................
Load balance...........................................................................................
5.2.1
Six hour w indow ......................................................................................
5.2.2
Twelve hour window ...............................................................................
5.2.3
5.3
Building capacity .............................................................................................
Adding a twelve pallet cham ber .............................................................
5.3.1
Adding a twelve and six pallet cham ber..................................................
5.3.2
Reducing load..................................................................................................
5.4
Reducing M ia dem and...........................................................................
5.4.1
Reducing M ia, San and Cel dem and. .....................................................
5.4.2
Reducing Mia, San and Cel demand and using 12 hour window ..........
5.4.3
Analysis sum m ary ...........................................................................................
5.5
42
42
45
47
50
50
52
54
56
56
58
61
61
63
65
67
Conclusions .............................................................................................................
70
Bibliography ....................................................................................................................
73
6
4
List of Tables
13
Table 1-Facility data......................................................................................................
30
Table 2-Ple categories .................................................................................................
31
Table 3- Spreadsheet example view .............................................................................
31
Table 4- September forecast number...........................................................................
32
Table 5- December forecast number...........................................................................
32
..........................................................................................
accuracy
6Forecast
Table
Table 7-Len 6 hour arrival distribution........................................................................... 37
38
Table 8- Simulation demand results .............................................................................
43
Table 9-Base case setting ............................................................................................
Table 10- Base case annual utilization results............................................................. 43
43
Table 11- Base case annual wait-time results ............................................................
Table 12- Chamber size setting.................................................................................... 45
46
Table 13-Chamber size utilization ...............................................................................
46
Table 14- Chamber size wait time ...............................................................................
48
Table 15- Threshold level setting .................................................................................
48
Table 16-Threshold level utilization.............................................................................
48
Table 17- Threshold level wait time.............................................................................
50
.....................................................................................
setting
policy
Arrival
Table 1850
Table 19- Load balance utilization...............................................................................
Table 20- Load balance wait time.................................................................................. 51
52
Table 21-Six hour window utilization .............................................................................
52
Table 22-Six hour window wait time.............................................................................
54
Table 23- Twelve hour window utilization ...................................................................
54
Table 24-Twelve hour window wait time ......................................................................
56
......................................................
setting
chamber
pallet
Table 25- Adding a twelve
Table 26-Adding a twelve pallet chamber utilization.................................................... 56
57
Table 27-Adding a twelve pallet chamber wait time ...................................................
59
Table 28-Adding a twelve and six pallet chamber setting ..........................................
Table 29-Adding a twelve and six pallet chamber utilization........................................ 59
Table 30-Adding a twelve and six pallet chamber wait time......................................... 59
61
Table 31-Reducing load setting....................................................................................
62
Table 32- Reducing Mia demand utilization .................................................................
62
Table 33- Reducing Mia demand wait time..................................................................
63
utilization.............................................
Cel
demand
San
and
Mia,
Table 34-Reducing
64
Table 35-Reducing Mia, San and Cel demand wait time ..........................................
Table 36-Reducing Mia, San and Cel demand and using 12 hour window utilization.... 65
Table 37- Reducing Mia, San and Cel demand and using 12 hour window wait time ... 66
68
Table 38- Analysis results.............................................................................................
5
List of Figures
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
Figure
1- Dandu's physical network.............................................................................
12
2-Daily arrival distribution.................................................................................
13
3- Process flow from dock to dock....................................................................
15
4-Sterilization loop .............................................................................................
20
5-Overview of the entire replenishment system for Dandu.............................. 21
6- DC availability...............................................................................................
22
23
7- Customer service ..........................................................................................
24
8- Capacity addition ..........................................................................................
9- Dunnage impact (connected to the sterilization loop).................................. 25
28
10- Model phases ...............................................................................................
34
11- The model five main blocks ........................................................................
12- Len Daily arrival distribution........................................................................ 36
37
13- Len quarter probability ...............................................................................
38
14- Len daily demand arrival.............................................................................
39
15- Chamber management flowchart ...............................................................
44
16- Base case utilization ...................................................................................
44
17- Base case wait time ...................................................................................
46
18-Chamber size utilization ...............................................................................
47
19-Chamber size wait time...............................................................................
20-Threshold level utilization............................................................................. 49
49
21-Threshold level wait time ............................................................................
51
22- Load balance utilization ...............................................................................
51
23-Load balance wait time ...............................................................................
53
24- Six hour window utilization- ........................................................................
53
25-Six hour wait time ........................................................................................
55
26-Twelve hour window utilization ...................................................................
55
27-Twelve hour window wait time ....................................................................
57
28-Adding a twelve pallet chamber utilization .................................................
58
29- Adding a twelve pallet chamber wait time .................................................
30-Adding a twelve and six pallet chamber utilization.......................................60
60
31-Adding a twelve and six pallet chamber wait time ......................................
32- Reducing Mia demand utilization............................................................... 62
63
33-Reducing Mia demand wait time..................................................................
64
34-Reducing Mia, San and Cel demand utilization ..........................................
65
35-Reducing Mia, San and Cel demand wait time ..........................................
66
window
utilization
..
36-Reducing Mia, San and Cel demand and using 12 hour
37-Reducing Mia, San and Cel demand and using 12 hour window wait time ... 67
6
Acknowledgements
It was a marathon and I was able to cross the finish line on time thanks to my wife, family,
friends and professor.
To my wife Danit- you are my best friend. It was you that supported me, and gave me the power
to finish the journey.
To my parents- thank you for giving us the future. MIT is another win for us all.
To my professor Dr.Chris Caplice, I thank you for your valuable support, you are my captain.
In this moment of happiness, I would like to remember my grandmother Ala and my father in
law Mordechai. We love and miss you all
7
I
Introduction
Sterilization is an essential part of the manufacturing process of medical devices. Today most
medical device manufacturers outsource the sterilization process to a third party company that
specializes in sterilization. As the market for medical devices grows, the demand for sterilization
capacity grows, and manufacturers are facing production constraints due to lack of sterilization
capacity.
Since sterilization capacity is measured as the number of pallets that can be sterilized in a
chamber, and the time required to add sterilization capacity is long, manufacturers are attempting
to forecast their sterilization capacity demand to prevent lead-time incensement.
1.1 Motivation
Dandu (a fictitious name for the company on which this research is based) calculates lead-time
as the time interval from the start of production until the time products arrive at the distribution
center (DC). Lead-time is comprised of manufacturing time, transportation to the sterilization
facility, the sterilization process, and the transportation from the sterilization facility to the DC.
Recently the company has seen an increase in lead-time from six to eight days while production
time has not changed. For every day of lead time the company has to increase inventory levels to
fulfill orders and maintain a high customer service level. Calculations have shown that each
incremental day in lead-time is equivalent to three million dollars in inventory stock. Since the
time for adding sterilization capacity is long, six to nine months, Dandu is are trying to forecast
8
their capacity utilization to prevent incremental growth in lead-time, which would increas their
investments in inventory.
This thesis investigates methods for estimating future sterilization demand. Multiple
methodologies are tested using both top down and bottom up approaches. The objective is to
develop a model which enables the user to determine when new capacity should be added.
1.2 Outline
This thesis is organized into seven chapters. After the introduction, the second chapter elucidates
the structure and the process from the manufacturing facilities to the sterilization facility. To
provide the reader with a richer context, a brief review of the dynamics that affect sterilization
capacity utilization is presented.
The third chapter outlines the forecast model that was developed to calculate the number of
pallets that will be used in the sterilization process. The model translates SKU level sales
forecasts to a pallet forecast. The number of pallets is the unit used to measure sterilization
capacity.
The fourth chapter presents the simulation model that was built to calculate capacity utilization.
The model has five modules: input management, chamber management, backlog management,
control, and measurement.
The analysis results are presented in chapter five. Different scenarios were run to answer
important questions surrounding the use of capacity in the sterilization facility. These questions
include:
0
When is the right time to add capacity?
9
*
What size chambers should be used?
*
How does threshold' level effect utilization?
" How does sterilization utilization change as a function of delivery of pallets to the
sterilization facility?
* How does sterilization utilization change as capacity is added?
* How does sterilization utilization change as demand is reduced?
Chapter six summarizes the thesis and points out areas for future study.
Threshold- The minimum number of pallets assigned to a chamber before it is activated
10
2
Current Operations
Dandu is a leading medical device company with more than a dozen facilities in the US and
around the world. Dandu has more than then 15,000 employees and its revenues in 2004 were
almost $6 billion with a net profit of $1 billion. Many of the facilities owned by Dandu were
acquired through acquisitions. Dandu is placing these acquired companies under a single brand,
yet the operational activities are still not standardized. In particular, product packing and
shipping methods differ from plant to plant. Standardizing the packing of products requires
revalidation of the sterilization process.
This chapter presents the business structure and policies. After exploring the physical network:
the manufacturers, the sterilization facilities (MedCo), and the distribution center, we present the
process flow and conclude with a system dynamics view.
2.1 The physicalnetwork
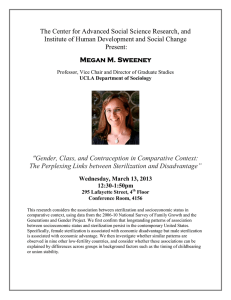
The following diagram presents the physical network in our research. There are six
manufacturing facilities owned by Dandu: Pen, Mia, Len, Ple, San, Cel. Each ships products on
pallets to MedCo, the sterilization facility. After sterilization products are sent from MedCo to
Dandu's distribution center.
11
Pen (Dandu)
Mia (Dandul
Len
(Dandul
terilization Facility (MedCo)
Distribution Center (Dandu)
Pie (Dandul
San (Dandu)
Cel (Dandu)
Figure 1- Dandu's physical network
We focused on manufacturing facilities that share the same sterilization resources at the same
sterilization facility. Then, we explore the sterilization facility. Finally, we describe the
distribution center.
2.1.1 Manufacturing Plants
There are six manufacturing facilities that share the same sterilization facility. The locations
range from San-Jose in the west to Miami in the southeast. The following information for each
facility is presented in the table below.
"
Lead time - Transportation time from manufacturing to the sterilization facility. This
input is an estimate of the transportation time from the manufacturing facility to MedCo.
"
Number of pallets annually - Using MedCo's database we calculated the annul
sterilization demand for each facility and its percentage of the overall demand.
12
" Number of days with shipments - We counted the number of days in 2004 on which one
or more shipments were made.
" Average and Standard deviation of number of pallets in a shipment.
Location
Facility
Transit Quantity
shipped
time
(pallets)
Percentage
from
annual
demand
Number of
days with
shipments
Average
number of
pallets in a
shipment
27%
8%
11%
17%
9%
29%
199
173
84
208
223
258
1.0
4.2
5.0
4.6
4.0
6.0
Standard
deviation of
number of
pallets in a
shipment
36 hr
36hr
72 hr
48 hr
48 hr
36 hr
IN
NY
TX
FL
CA
MN
Pen
Len
Cel
Mia
San
Ple
3197
967
1271
1986
1027
3418
0.5
2.4
1.5
2
1.2
0.5
Table 1-Facility sterilization demand data
From the table above we can see that three out of six facilities represent almost 75% on the
demand. We address this issue in our analysis later.
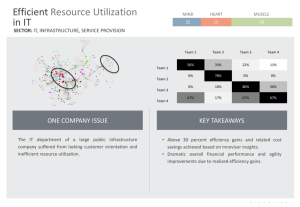
The following figure presents the daily arrival of pallets as recorded by MedCo on a twenty-four
hour schedule.
Dailiy Arrival Distribution
350
C
E
0
E
Z
300
250
ECel
200
M Pen
150
0 San
-o100--
E Len
Mia
50
0:00
3:00
6:00 9:00 12:00 15:00 18:00 21:00
24 Hour
Figure 2-Daily arrival distribution
From the graph we learn that 80% of the shipments arrive to MedCo between 2:00AM and
2:00PM. We use this outcome later in our analysis.
13
2.1.2 Sterilization facility (MedCo)
The sterilization facility, located in Rhode -Island, is owned and operated by a third party. The
facility has seven chambers for sterilization: two chambers of twenty-four pallet capacity, two
chambers of twelve pallet capacity, two chambers of six pallet capacity, and one chamber of two
pallet capacity. The facility is operated on a twenty four hour, seven days a week basis and has
several different companies as customers although Dandu is the largest. The sterilization never
uses the same chamber at the same time for multiple clients; each use of a chamber is for only
one client at a time. Most companies ship smaller batches of pallets to be sterilized. Therefore,
the demand for six pallet chambers is higher than the demand for the twenty four pallet
chambers.
2.1.3 Distribution Center
The distribution center (DC) is located in Quincy, MA. The DC operates nine hours a day, five
days a week. The DC receives the product from all the facilities in North America. The DC work
schedule differs from MedCo's work schedule.
2.2 The process flow
This section describes the flow of products from manufacturing facilities to the sterilization
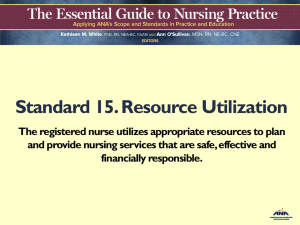
facility and then to the distribution center. The following figure represents the stages in the
process flow. At the manufacturing facility finished products are passed to the packaging
department and then they are shipped by a carrier to MedCo. At MedCo, products are received
and then queued up for sterilization. The average wait time prior to sterilization is twenty-four
hours. Next products are sterilized. Upon completion products are placed in the outbound dock
where they wait to be transported to the DC. The average waiting time at MedCo's outbound
dock is thirty hours. Products are shipped to the distribution center were they are placed into the
14
. .......
..........
picking area. The total process time from manufacturer's dock to the DC's dock varies for each
facility- but is estimated as five days.
Stage
Queue -Before
Chamber
Shipping -p
To
MedCo
Sterilization Process
Queue -Before
Shipping
2
Time line in hours
Time line in days
Shipping
To
DC
1
1.5-3
1
1.25
0.125
Figure 3- Process flow from dock to dock
2.2.1 Manufacturer
The work done by the manufacturers can be divided into three parts: production, packaging, and
shipping.
Production
Production schedules are based on annual forecasts that are updated every month by Dandu's
global supply chain mangers and the sales team. The Enterprise Resource Planning system
(ERP), which is a multi-module application software that helps in planning and purchasing,
generates the production plan for each product. The planner uses the Materials Requirements
Planning system (MRP) to plan the monthly production plan. Monthly production plans are
translated into weekly production plans. Production plans change often due to high or low level
of inventory. The uncertainty in Dandu's production facilities does not enable MedCo's
managers to forecast and plan a sterilization schedule.
15
Packaging
Building pallets is done at the last stage of production as products are placed into boxes. Each
product has a specific packing requirements and standards in terms of:
" Number of products in a box,
" Number of boxes in a shipping box,
*
Cube and weight
*
Stack ability
" Number of shipping boxes on a pallet.
*
Whether they can be mixed with other products.
Different product families have different properties. Some facilities build pallets according to a
single order - if the products in the order can go through the sterilization process together, then
they are part of the same pallet. Other facilities build pallets by product type and do not mix
different families into the same pallet. Also, differences between workers' processes in different
shifts cause differing results in the utilization of package space and the type of packaging. Some
facilities have formal procedures for packaging and some do not. For these reasons, packaging
processes have a significant degree of uncertainty and variability between plants. The forecasted
number of products to packages to pallets is rarely accurate in practice.
Shipping
Before shipping the products to the sterilization facility, the manufacturer is required to enter
shipping information into the MedCo database via the internet. The accuracy of this data varies
between facilities. For example, the one facility has entered shipping information for only 83%
of its shipments during 2004 while another facility has placed all its shipping information in the
database. The information that is required is as follow:
16
* Number of total number of pallets
*
Total number of cartons on the pallets
" Description of the shipment
" Estimated time of arrival
*
Carrier name
" Type of sterilization process
*
Sterilization load number
The sterilization load number is a serial number assigned to identify the specific time and
chamber in which given products will be sterilized; products that go through the same chamber
at the same time will share the same sterilization load number. The load number allows the
manufacturer to track the entire order for sterilization, which can be useful in case of a problem.
2.2.2 Sterilization
In the sterilization facility, work is divided among scheduling, sterilizing, and testing. Chamber
scheduling is done by the MedCo's operator.. The operator uses the database and backlog of
pallets waiting for sterilization to estimate the demand for sterilization capacity for each twentyfour hour period. The operator then compares the demand for capacity with the tentative
schedule of the chamber and assigns capacity accordingly. Before the sterilization process, an
operator loads the chamber with the dedicated pallets and may also use dunnage pallets.
Dunnage pallets are pallets filled with empty cartons that are used to fill the remaining space in a
chamber in order to keep the density in the chamber constant. A constant density is required for
the sterilization process.
Once the pallets are placed in the chamber, the operator attaches biological indicator tubes to
each pallet. These tubes are used after the sterilization process is complete to verify that no living
organisms are in the vicinity of the pallets. After attaching the tubes, the operator closes the
17
chamber and initiates the sterilization process. When the process is complete, after twenty four
hours, the products are taken from the chamber and put on the outbound dock for pickup and the
biological tubes are passed to the control room where they are kept for forty-eight hours, during
that time pallets can be located either at MedCo's outbound dock or at the DC. After the fortyeight hours, the tubes are tested to ensure that the no living organism survived the sterilization
process. If no living organisms are found, the process is officially successful.
The distribution center receives the product from the sterilization facility. As product arrives at
the DC, it is first quarantined until they receive the results of the biological indicator test from
the sterilization facility. If a shipment arrives after the sterilization results were validated, the
product is sent directly to the picking area where the products are placed on the shelf. In the DC
a quality assurance team tests the shipments for damages. On a rarely occasions products inside
of damaged packaging may be sent back for a second round of sterilization since the products
may have been contaminated.
2.3 System Dynamics
In this section, we will provide a short overview of the issues surrounding sterilization utilization
and how these issues are interconnected. By using a system dynamics casual loop diagram, the
relationship and interaction will be made clear.
2.3.1 Background
System Dynamics was founded by Professor Jay W. Forrester at MIT in 1956. System Dynamics
is used to model real-life problems that include feedback and nonlinearity outcomes, which are a
part of any social physical system (Forester 1992). One application of System Dynamics in the
supply chain is the Beer Distribution Game developed by Jay Forrester in the late 1950's. The
18
game presents a simple supply chain: factory, distributor, wholesaler, and customer. The game
elucidates the dynamics of placing an order for a case of beer from the customer to the
manufacturer and shows the inherent oscillations and amplifications in the supply line (Sterman,
2000).
2.3.2 Causal loops
Casual loop diagrams (CLD) are a convenient way to present variables and illustrate their
connections. The connection between two variables is either a cause or effect relationship. The
variables are connected by arrows that represent the type of relationship between the two
variables. A positive connection means that as one variable increases, the effect on the variable
linked to it is an increase too. A negative connection means that as one variable increases, the
effect on the linked variable is a decrease.
The process of defining the elements and their relationships is done through interviews. In our
work we used the causal loops to capture relationships that other modeling tools like excel
cannot capture. We interviewed four people from the supply chain, production, and logistics
departments in the company and also people from the MedCo facility.
To teach how to read a casual loop diagram, we will use the following example.
19
TotalLeadTime
There are four variables in this example:
InventoryLevel
Total Lead Time- the time it takes for a
Sterilization Loop
products to get from the manufacturer's
Capacity
Utilization.
dock to the DC's dock
Capacity
Inventory Level- Number of products in
stock required to support demand.
Figure 4-Sterilization loop
Required Capacity- Sterilization demand
Capacity utilization- the ratio between the
sterilization demand to sterilization
capacity.
Figure 4 captures the relationship between these variables. We note that as lead time increases,
inventory levels will increase. Since inventory supports the company's sales over lead-time,
inventory has a direct, positive relationship with lead time. Therefore, the connection between
the two variables in marked with a positive sign.
As inventory levels rise, the need for more sterilization capacity rises because the company
needs to increase its buffer stock to support demand over lead time. Therefore, more products
need to be sterilized. As required capacity grows, the utilization of capacity grows since the
number of pallets increases. Therefore, more pallets arrive at MedCo. Closing the loop is the
20
A-
---
- -
-
- - -
-
-
I
-
relationship between capacity utilization and lead time. As the utilization gets higher, the waiting
time in the queue for sterilization grows.
While this CLD is at the core of the sterilization scheduling issue, it is part of a larger system
2.3.3 Overview of the entire replenishment system
From the casual loop diagram below we can see how different variables affect lead times and
how the variables interact. The system can be modeled with six different and interconnected
causal loops: DC availability, Sterilization, Post sterilization, Customer service, Capacity
addition, Dunnage impact.
DC AvaitabilityTo
Receive
A4
ExpediteFrequency
DG Avaibl~
Loop
WorkLoad Variability
Customer
layToChamber
+
DesiredCustomer
ServiceLevel
ServiceLevel
ThtalLeadTime
DunnageAvailability
tom erService
+Cus
LevelGap
Inventorylevel
DunnageConditon
Stentcrabon
Dunnate tpact
DunnageUt iization
Capacity
n
Customer Service Loop
Loop
+
PresaureTo
+
Buildinvetory
-Utilization+
Required
Capacity
Effective CapacityA
AAA
Validated Capacity
TimeToBuildCapacity
Figure 5-Overview of the entire replenishment system for Dandu
21
-
LaLi12
-
We will discuss each of this supporting process and focus on how it impacts the sterilization
loop- our main concern.
Dandu's DC availability
The DC availability loop shows relationships between DC operations and lead times.
A41
;IitTo
bAvaila
DC
DC Avail
ty Toe
ExpediteFrequency
Loop
AvaIabIIt,
WorkLoad Variability
Post
iian
Loon
TotalLeadTime
Figure 6- DC availability
As lead times increase, more global supply chain managers request that their shipments be
expedited. When more shipments are expedited, the availability of the DC to receive other
shipments is reduced. As a result, products accumulate, and this causes an increase in the work
load and an increase in the variability of work load at the DC. We can also see that as the DC has
22
less time to receive products, the total lead time increases, since products are queuing at the
inbound dock.
2.3.3.1 Customer service
In this loop we present the dynamics between inventory levels and customer service. Customer
service is by Dandu's managers as ratio the number of orders that were available on time to the
customer as defined in the contract to the number of the total orders. As customer service
decreases, the gap between actual service level and the desired service level, set by Dandu's
manager as a target, increases. As the gap increases, the pressure to build more inventories to
support demand over lead time increases. Therefore, inventory levels rise.
Customer
+
ServiceLevel
DesiredCustorr
ServiceLevel
CustomerService
InventoryLevel
Customer Service Look
PresaureTo
Build Invetory
Figure 7- Customer service
2.3.3.2 Capacity addition
The relationship between required capacity and capacity utilization is also affected by the
amount of validated capacity. As the need for sterilization capacity increases, the need to add
capacity grows. However, the time to build additional capacity is fixed. When more capacity is
validated, the utilization of that capacity decreases since we have the same demand divided with
a larger validated capacity number. This is a negative relationship as we can see from the sign in
the loop below.
23
........
..
Capacity
Utilization+
Required
Capacity
Capacil Addto
Validated Capacity
TimeToBuildCapacity
Figure 8- Capacity addition
2.3.3.3 Dunnage impact
As the capacity utilization decreases, the effective capacity, that is the ratio between pallets with
products to dunnage pallets, decreases. Therefore, dunnage utilization increases. As the use of
dunnage pallets increases, the condition of the dunnage pallets decreases more rapidly. As the
condition of dunnage pallets decreases, the availability of dunnage pallets in a good condition
decreases. Less available dunnage pallets translate into more waiting time for pallets to enter the
chamber. As the waiting time increases, the lead time increases.
24
J)elayToCham ber
DunnageAvailability
+
TotalLeadTime
DunnageCondition
Dunnaoe Imeact
Capacit
DunnageUtlization
Utilization
Effective Capacity'A<O
Figure 9- Dunnage impact (connected to the sterilization loop)
Looking at the system as a whole allows us to gauge the impact and consequences of specific
policies. The analysis of a System Dynamics model for the entire Medco replenishment process
is out of the scope of this thesis.
In the following chapters, we focus on the sterilization loop. Chapter three presents a bottom up
approach to forecast monthly demand for sterilization from each facility based on sales forecast.
Chapter four presents a top down approach to simulate daily demand as it arrive to MedCo based
on historical performance.
25
3 Forecast model
The forecasting model tool is based on a bottom up approach. That is, we translate a unit (SKU
level) based forecast that is provided by sales and marketing into a pallet based forecast. In this
chapter we will provide an overview of the data that is required for the model, describe the
model structure, and analyze one of the facilities.
3.1 Forecast methods
Quantitative forecasts can be divided into time series analysis and causal methods. A time series
is a chronological observation of a variable. Time series analysis uses patterns in historical data
to forecast future results (Richard, 1995). Methods used in time series analysis include:
" Moving average and weighted average - the forecast result is based on arithmetical
averages of a given number of past data time periods units.
" Exponential smoothing- similar to a weighted average approach with inclusion of trends
using exponential factor.
" Box-Jenkins - autocorrelation methods used to identify time-series and to "fit" the best
model. (Sparling, 2005).
Detailed discussion on these methods can be found in Silver, Pyke, and Peterson (1998) or
Sparling (2005). Time series analysis is dependent on the existence of historical data and it
26
accuracy. Since the historical data provided was partially and not accurate, we decided to use a
causal method for forecasting.
Causal methods are based on relationships between forecasted variables to external variables.
Relationship between variables can be either known or perceived. We used regression, a
mathematical equation that relates a dependent variable to one or more independent variables
that influence the dependent variable (Sparling, 2005) to forecast the number of sterilization
demand.
3.2 The Data
The model uses four types of data: Product information, Product forecasting data, Product actual
demand, Actual sterilization capacity demand.
The product information data provide the packaging, shipping and sterilization characteristics.
Product information answers the following question that the model uses:
" How many products are placed in a package?
" How many packages are placed in a shipping box?
" How many shipping boxes can be placed on a pallet?
*
What type of sterilization process is required?
SKU level forecast numbers are used by the forecasting tool as the base numbers which are
transferred to pallets numbers.
Actual data provides information on the actual demand for sterilization in pallets and in the
number of SKU that were manufactured.
27
. ..
.. ............
.........
We used the sterilization facility database to collect information on the number of pallets that
arrived at the sterilization facility.
3.3 The Model
The model uses a two tier approach. The first tier uses product characteristics to "engineer" the
number of pallets required if packaging instructions were followed exactly. The second tier uses
an econometric model to capture the variability in packaging habits and procedures at each plant.
Engineered Pallets
Buildinq Pallets
Actual
Reqression
Figure 10- Model phases
We discuss each phase of the model in the following sections.
3.3.1 Engineered Phase
The engineered phase uses forecast data and product information. The model starts by dividing
the forecasted number of items for each SKU by the number of products that are packed into a
package. In the example in Figure 10, there are two tubes (yellow) that are packed into one
package (green). Then, we divide the number of packages by the number of packages that can be
packed into a shipping box. In the example above, there are three packages (green) in a one
shipping box (gray). The last stage is to divide the number of shipping boxes by the number of
shipping boxes that are placed on a pallet. The number of pallet received presents the monthly
demand for sterilization from a specific facility. If the product packaging rules were followed
28
exactly and product was available at the same time to ship, the number of pallets can be built
from the forecasted quantities.
3.3.2 Regression Phase
After the "engineering" phase, we adjust the number of pallets using ordinary least squares
(OLS) regression to estimate the relationship between actual sterilization demand, based and
forecasted sterilization demand. The OLS regression function estimates coefficients (#,#,1) for
a linear function as shown in the figure below. OLS minimize the square of the error term to
find the best fit equation. The linear function is then used to calculate future data points.
Historical data points were provided from MedCo database.
Actual _ Pallets =
#,
+, Eng _ Pallets
3.4 Pie facilityanalysis
The following section presents an analysis that was done using the forecast tool based on data
that was received from the Ple facility. This facility is the only one with the required data. The
work follows analysis initially conducted by Antoine Guitton.
3.4.1 Data summary
The following data was received from the Maple facility: Product information (Master-SKU
table),Product forecast (Forecast tables), Actual product sales (Actual tables), Actual demand for
sterilization (MedCo database).
Analysis
The Master-SKU file contained information for 2127 SKUs of these
*
1235 (58%) of the SKUs were included in both the Forecast and Actual tables
29
I I
_1_N_ - - ft-
WE. AW
__
aj,"&nr-
-
__
-
I
-
e
440 (21%) of the SKUs were included in neither the Forecast or Actual tables,
0
304 (14%) of the SKUs were included in the Forecast but not the Actual tables
-
Sorting
We created 10 categories for each SKU based on its packing characteristics. The categories list
the (Number of Cartons per Pallet)-(Number of SKUs per Carton)-(Sterilization Type)(Mix or
Pure by Product Family). Table 2, below, lists each category.
Stacking
Category
48-34-2Mix
48-31-2Pure
48-31-2Mix
45-34-2Pure
30-34-2Pure
30-34-2Mix
30-31-2Mix
15-36-2Pure
15-36-2Mix
9-38-2Pure
Cartons
Per Pallet
48
48
48
45
30
30
30
15
15
9
Maximum #
of Units per
Carton
34
31
31
34
34
34
31
36
36
38
Sterilization
Cycle
2000-2
2000-2
2000-2
2000-2
2000-2
2000-2
2000-2
2000-2
2000-2
2000-2
Can Be
Mixed
Pallet?
Yes
No
Yes
No
No
Yes
Yes
No
Yes
No
# of
Cartons
per PaHet
Row
4
4
4
3
3
3
3
3
3
3
# of Rows
per PaHet
2
2
2
3
2
2
2
5
5
3
# of Rows
that Can
be Stacked
on a Pallet
6
6
6
5
5
5
5
1
1
1
Table 2-Pie categories
3.4.2 Engineered pallets
For the "engineering" phase, we used a table as shown in Table 3 below. For each product we
defined the source of data (A for Assumed data, G for Given data). Items per carton, Cartons per
pallet, Cycle and mix family were all characteristics of the product. The cycle characteristics
define the type of sterilization process that is required for the product and the mix property
defines whether a product can be mixed with other products in the same sterilization process. We
then aggregated the forecast for each product family sharing the same characteristics. Forecast
factor was added as a correction factor, we used the data of actual demand and forecasted
demand, to create a factor that will adjust the future forecast data that we received. For the
correction factor we used a Mean Percent Error (MPE) which is the average of the error between
30
the actual demand to the forecasted demand, divided by the actual demand for each period. The
MPE factors both accuracy and bias in the forecast.
Product
Data
Items per
Carton
Cartons
per Pallet
Cycle
Mix Family
Sum
Forecast Factor
# Cartons
# Pallets
Table 3- Example of a table for the engineered phase.
After multiplying the sum of forecasted products with the forecast factor we calculate the
number of cartons and then the number of pallets.
3.4.3 Forecasting number of pallets
After calculating the number of engineered pallets we used the data that we had from the
sterilization facility to adjust the number of pallets that are forecasted. We started with
information for January 2004 to August 2004 to calculate the regression factor. The following
table presents the result for September. In the table below the 2 nd column presents the number of
pallets that were built using the product characteristics and the adjusted forecast, 3rd column
presents the number of pallets that actually arrived to the sterilization facility, and the right
column presents the number forecast pallets after using regression, that was based on eight
months of data.
Product
Jan-04
Feb-04
Mar-04
Apr-04
May-04
Jun-04
Jul-04
Aug-04
Engineered
Pallets
165
199
232
217
228
206
180
250
Actual Number of
Pallets
199
205
290
315
297
283
254
307
Forecasted
Pallets
181
251
318
287
310
265
212
355
Sep-04
151
199
285
Table 4- Forecasting September's demand
31
The following table shows the same process as describe above using nine, ten, eleven months in
the regression function, using a one month ahead process.
Product
Jan-04
Feb-04
Engineered
Pallets
Actual Number of
Pallets
Forecasted
Pallets
165
199
199
205
194
254
Mar-04
232
290
312
Apr-04
217
315
285
May-04
Jun-04
Jul-04
228
206
180
297
283
254
305
266
221
Aug-04
250
307
343
Sep-04
216
199
169(285)
Oct-04
Nov-04
176
226
205
290
214(217)
301(303)
Dec-04
219
289
.315
Table 5- Forecasting Decembers demand
The numbers in brackets are the forecasted pallets for each month based on a one month ahead
process.
3.4.4 Summary
In the table below we can see how the number of pallets forecast adjusts as we use more data for
the regression. The table shows the error as a percentage of the actual number.
Month Results-
Month Results-
Month Results -
Month Results-
Sep
Oct
Nov
Dec
Sep
Regression
43%
Oct
Regression
13%
6%
15%
4%
Nov
Regression
4%
Dec
Regression
4%
4%
15%
Table 6- Forecast error as a function of data
8%
The left column represent a one month ahead forecast and the top row represents the month that
was forecast. For example September had a 43% accuracy error when we used a one month a
32
head forecast, but as we did made two months a head forecast we received a] 5% error accuracy
for the month of September.
3.5 Summary
The forecast tool is a bottom up approach. The effectiveness of the tool is a function of the
quality and quantity of data provided. Since most of the packaging information, product forecast
information and actual SKU level demand were missing or inaccurate, we developed a top down
approach using simulation model based on the actual sterilization demand in pallet, the only
complete and accurate information that we had. Chapter four introduces the simulation model
that was based on data provided by MedCo.
33
4
Simulation
This chapter describes the simulation model that was built to calculate capacity utilization. By
using data that was collected at MedCo facility, the model generates demand for sterilization
capacity and calculates its utilization. Variables in the model can be changed to test different
policies.
4.1 Model overview
The model is built from five main components as illustrated in Figureure 11: input data, chamber
management, backlog management, control, and measurements. The input data module creates
the supply of pallets using data from the sterilization facility. The chamber management module
assigns pallets to a chamber. The backlog management module transfers pallets that were not
sterilized to be sterilized the next day. The control module set the parameters in the model and is
used to create different policies. Finally, the measurement model calculates utilization and waittime.
Figure 11- The model five main blocks
34
4.1.1 Input Data
The data that was used in the model was collected from the sterilization facility records. From
each record, we extracted the following information: manufacturer, number of pallets, number of
cartons, arrival time, sterilization process start and end time, shipping time, type of sterilization,
and sterilization load number into a master table.
4.1.2 Croston's Method
The model uses Croston approach. Croston (1972) separated the forecast of the size of demand
and the time interval between demand (Shenstone & Hyndman ,2005) to create an intermittent
demand forecast (IDF). Croston's method has a long history of usage, and has proven to be very
efficient. Our model uses the Croston's approach to forecast demand for sterilization, by
separating the shipment arrival rate, shipments size and timing variables.
4.1.3 Arrival distribution
The shipment generated is built from three models. The first calculates the probability of having
a shipment arrive from a specific facility. The second calculates at what part of the day a
shipment will arrive. And, the last calculates the number of pallets that the shipment contains.
Does a shipment arrive?
The probability of a having a shipment arrive on any day was calculated using the master data
table. For each facility we calculated the number of days over a year that had no shipment and
divided it with the number of days in a year. The result was used as the probability of not
sending a shipment on a certain day.
35
When to arrive?
For each facility we examined the distribution of arrival times over a twenty-four hour day, and
used the actual distribution to model when each shipment arrived. In Excel we created this
discrete distribution by using a Monte Carlo method on the actual distribution. See Buslenko
(1966) for details on this approach.
For example, we can look at the Len facility arrival distribution over twenty-four hours as shown
in the following graph.
Len Daily Arrival Distribution
I
80
70
6050
40
U.
302010
0
0:00
2:00
4:00
6:00
8:00
10:00 12:00 14:00 16:00 18:00 20:00 22:00
24 Hour
Figure 12- Len Daily arrival distribution
We then calculate the probability of having shipments arrive for each six hour period of a day by
dividing the ratio of each quarter frequency with the total number of shipments; the results are
presented in the table below.
36
Len
4
3
2
1
Quarter Number
20:00-2:00
14:00-20:00
08:00-14:00
02:00-08:00
Time of Day
7
48
178
17
Frequency
0.028
0.192
0.712
0.068
Probability
period.
hour
six
a
over
arrived
Table 7-Len facility distribution of number of shipments
From the table above we can create a graph that represents the cumulative distribution as shown
below.
Len Quarter Probability
0.8 -_- -___0.7
1.2
-
-
0.60.8
0.5
-0.6
m 0.40.
0.3 .--
'
E
0.2
0.2
0.1
0
0
02:00-08:00
08:00-14:00
14:00-20:00
20:00-2:00
Time of Day
Figure 13- Len quarter probability
How many arrive?
To calculate the number of pallets contained within a shipment, when a shipment arrives. We
used the same mechanism as was described above. Using the data in the master table we
calculated the discrete distribution for each facility and used a uniform random function to
generate the same behavior in the model. The example below compares the result of the
distribution that was collected for the master table with the result of the simulation.
37
-Ei=elkb
Len Daily Demand Arrival
50
>, 40
N Len 2004
preformence
0
M Simulation
20
E
S10
z
0
1
2
3 4 5
6 7
8
9 10 11 12 16
Number of Pallets
Figure 14- Len daily demand arrival
To check simulation accuracy, we compared the total number of pallets generated by the
simulator to total number of pallets received at MedCo. This analysis was done over a one year
period and presented in table 8. From the result we can learn that the input management module
has an accuracy of up to 3%, which we found to be very good.
Total Number of Pallets
Facility
Simulation result
Original Data results
Difference
Cel
Len
Pie
Pen
Mia
1271
965
3443
3141
2004
1271
967
3418
3197
1986
-2.19%
-2.47%
2.19%
0.27%
-1.37%
pallets
of
number
of
function
as
accuracy
Model
8Table
San
1028
1027
-0.82%
4.1.2 Chambers management
The chamber management module assigns pallets to chambers as a function of two variables:
chamber status and chamber policy.
38
= -Nm
Yes
Empt chae
Start
Nc
Wa R quwwe
1
IsCh1:1!1ber
Isstw maption
Yes
Yes
YYes
slevel?
NO
Yes
1 0 pas
No
Assign chamber to another company
Figure 15- Chamber management flowchart
Chambers can be either in an operation or non-operation mode. If a chamber is in operation
mode then it can be either in a use or a ready status. Operating and non-operating status are set
by the user. When a chamber is in an operating mode, its capacity is added to the utilization
formula and the model assigns pallets to the chamber. Use and ready status are defined by the
chamber management according to the flowchart above.
Chamber policy defines the order in which pallets are loaded into chambers. The current policy
in the model is a first-in first-out (FIFO) policy, where pallets enter the chamber in the order they
arrived to the facility.
39
4.1.3 Backlog management
The backlog management module keeps track of pallets that arrived at the facility and were not
assigned to a chamber. By using a queue with time stamps, the model can calculate wait time
from the time a pallet arrived at the facility to the time it was placed in the chamber for
sterilization. The backlog module receives the pallets that were not assigned each quarter from
the chamber management model and sends pallets in sequence to the chamber management
module.
4.1.4 Control
The control module defines growth rates and chambers properties: size, threshold, and status. By
changing the variable in the control module different polices can be tested. Using the chamber
property controls, the user can add or reduce capacity and change threshold policy. The growth
rate affects the production of each facility. The model multiplies the growth rate factor with
production from each facility. The growth rate factor is measured as a monthly compound rate.
Changing the growth rate variable only changes the size of shipments and does not affect the
probability of receiving a shipment or its timing.
4.1.5 Measurements
The measurement module measures utilization, wait time, backlog statistics, and calibration of
the model, as shown in the data section.
The utilization formula in the model is a dynamic formula. As capacity changes, the formula is
adjusted. The formula was built based on interviews with Dandu's managers.
40
The formula uses a ratio between the numbers of pallets that were processed divided by 90% of
the capacity that is validated over a twenty four hour period. The 90% rate is based on empirical
data that has shown that approximately 10% of the capacity is unavailable due to usage for other
customers. The measurements that were used in the analysis chapter are based on an average of
daily utilization results per month.
Pallets wait time measures the time between pallets arriving to the sterilization facility and the
time it is sterilized. The wait time is calculated using a weighted average formula.
41
5
Analysis
In this chapter we will use the simulation model and examine capacity utilization and wait time
as we change variables according to different polices. We start with the basis configuration and
test the utilization rates as the monthly production growth rate grows changes to 10 %. We then
look at different scenarios to test potential policy changes.
5.1 Sensitivity
In this section, we measure utilization and wait time as a function of production growth rate. We
then use this measurement as the base case and check how utilization rates and wait times change
as we adjust the size of the chamber maintaining same capacity. The last test measures how the
utilization rates and wait times change as we change the threshold policy.
5.1.1 Base case
The question that we are trying to answer in this simulation is: How does the utilization rate of
the current capacity change as demand grows? To answer this question, we consider the current
capacity and policy, changing only the growth variable from 0% to 10%.
42
.... -- _---_'_
Table 9 shows the setting for the model run. That is, three chambers: two twenty four pallet
chambers and one twelve pallet chamber. The twenty four pallet chambers have a threshold
policy of 75% and the twelve pallet chamber has a threshold policy of 50%.
Control Setting
Status
Size
Threshold
Chamber I
Chamber 2
Chamber 3
ON
ON
ON
24
24
12
75%
75%
50%
Chamber 4
Chamber 5
OFF
OFF
Table 9-Base case test, simulation setting
The results are presented in the following tables and graphs.
The following table shows the average annual utilization rate for each growth rate.
Utilization
1%
0%
3%
2%
4%
5%
6%
7%
8%
9%
10%
84%
88%
88%
90%
91%
100%
100%
100%
100%
100%
100%
100%
First Year Average
67%
69%
71%
75%
78%
82%
Second Year Average
67%
72%
79%
91%
97%
99%
Third Year Average
67%
73%
93%
100%
100%
100%
100%
100%
100%
Table 10- Base case test, average annual utilization
The following table presents the annual average wait time for each growth rate.
0%
1%
2%
3%
4%
5%
6%
7%
8%
9%
10%
First Year Average
11
11
11
12
15
16
26
48
57
72
81
Second Year Average
10
12
16
43
113
145
165
171
172
174
174
1741
741
774
174
174
Wait time
ThirdYear Average
10
13
61
160
174
174
Table 11- Base case test, average annual wait-time
The graphs show how for each growth rate the utilization and wait time change over a thirty-six
month period.
43
.
..
.
...
...........
Base Case Utilization vs Growth Rate
105%
0%
0%
100%- 100%
C
0
95%
2%
2%
85%
5%
80%
6%
7%
7%
90%
N
75%-
8%
r
-'---I
I
9%
10%
70%
65%-
Months
Figure 16- Base case test, utilization graph as a function of growth rate
Wait Time Vs Monthly Growth Rate
200
180
0%
2%
140
a
120
100
8060
3%
4%
5%
___6%
-7%
8%
9%
10%
--
40--
20
'%n.
i
C'
4b
s
r> .r
6
0In
Months
Figure 17- Base case test, wait time as a function of growth rate
44
Based on these results, we see that as utilization increases beyond 80%, the wait time grows
exponentially. For example looking at figure 17 with a 2% growth rate, we reach 80% utilization
after twenty two months. For the same growth rate in figure 18 we can see that as we pass twenty
two months period with a 2% growth rate, the graph has an exponential behavior. Since the
change in wait time prior to the utilization level of 80% is less than twenty-four hours, which is
the sterilization process time, we define the 80% utilization level as the point in time were we
would like to add capacity. These criteria were validated by Dandu's managers.
5.1.2 Chamber Size
The question that we are trying to answer in this simulation is: What size chamber should be
used? Should we use a twenty-four pallet chamber or should we use two twelve pallet chambers
instead? To answer this question, we kept the same capacity value, but replaced the twenty-four
pallet chamber with two twelve pallet chambers.
Table 12 shows the setting for the model run. That is, four chambers: one twenty four pallet
chambers and three twelve pallet chamber. The twenty four pallet chamber has a threshold policy
of 75% and the twelve pallet chambers have a threshold policy of 50%.
Control Setting
Chamber
Chamber
Chamber
Chamber
1
2
3
4
Chamber 5
Status
Threshold
Size
75%
ON
50%
ON
50%
ON
50%
ON
OFF
Table 12- Chamber size test, simulation setting
24
12
12
12
45
The following table shows the annual average utilization rate for each growth rate.
Utilization
First Year Average
6%
7%
8%
9%
10%
0%
1%
2%
3%
4%
5%
64%
67%
69%
74%
76%
79%
83%
85%
87%
88%
90%
89%
97%
99%
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
Second Year Average
64%
68%
77%
Third Year Average
65%
72%
92%
Table 13-Chamber size test, average annual utilization
The following table represents the annual average wait time for each growth rate
Wait-Time
0%
1%
2%
3%.
4%
5%
6%
7%
8%
9%
10%
First Year Average
10
10
10
11
12
17
25
40
54
70
81
Second Year Average
10
11
16
48
108
144
164
169
172
174
174
9
12
66
169
174
174
174
174
174
174
174
Third Year Average
Table 14- Chamber size test, average annual wait time
The graphs show how for each growth rate, the utilization rate and the wait time change over a
thirty-six month period.
Smaller Chambers Utilization vs Growth Rate
105"%
10 0 %
%
_0%
95%1%
-2%
90%
3%
4%
0 85
85/
1125%
6%
80% -
_7%
5
-8%
75/0
9%
10%,
70/0-
1
2 3
4
5 6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
Months
Figure 18-Chamber size test, utilization as a function of growth rate
46
WaitTime Vs Monthly Growth Rate
200
-
-
---
160%
160
0%
2%
43%
4%
5%
1 20---100-
--6%
-_
7%
8%
40
9%
2-
10%
Months
Figure 19-Chamber size test, wait time as a function of growth rate
After measuring the changes between the two options, we found that, on average, the change
from one twenty-four pallet chamber to two twelve pallet chambers resulted in a 2% reduction in
the utilization rate and no impact on wait time. We also found that the rate at which the
utilization changed due to production growth slowed - that is, the utilization rate reaches 80%
using smaller chambers after twenty-three months, while in the base case test it took twenty-two
months given the same growth rate of 2% per month.
5.1.3 Threshold level
The question that we are trying to answer in this simulation is: how does threshold level policy
effects utilization and wait time? To answer this question, we kept the same capacity
configuration, changed the threshold policy for all chamber to a 0% level and changed the
growth variable from 0% to 10%. The idea is to use every chamber as it is ready to use and
pallets are located at the sterilization facility without waiting for additional pallets to arrive.
47
...........
------------
Table 15 shows the setting for the model run. That is, three chambers: two twenty four pallet
chambers and one twelve pallet chamber. The twenty four pallet chambers have a threshold
policy of 0% and the twelve pallet chamber has a threshold policy of 0%.
Chamber
Chamber
Chamber
Chamber
Chamber
1
2
3
4
5
Threshold
Size
Status
Control Setting
0%
ON
0%
ON
0%
ON
OFF
OFF
Table 15- Threshold level test, simulation setting
24
24
12
The following table shows the annual average utilization rate for each growth rate.
Utilization
0%
1%
2%
3%
4%
5%
6%
7%
8%
9%
10%
71%
75%
80%
82%
85%
87%
88%
90%
First Year Average
62%/
65%
68%
Second Year Average
62%
67%
79%
90%
97%
99%
100%
100%
100%
100%
100%
Third Year Average
63%
70%
94%
100%
100%
100%
100%
100%
100%
100%
100%
10%
Table 16-Threshold level test, average annual utilization
The following table presents the annual average wait time for each growth rate
Wait -Time
First Year Average
0%
9
1%
9
2%
3%
4%
5%
6%
7%
8%
9%
10
10
12
16
26
38
59
64
80
173
174
174
174
Second Year Average
8
9
14
42
114
141
165
170
173
Third Year Average
8
12
68
164
174
174
174
174
174
Table 17- Threshold level test, average annual wait time
The graphs show how for each growth rate the utilization and the wait time change over a thirtysix month period.
48
Threshold policy Utilization vs Growth Rate
105%
0%
-
1%
2%
100%
95%
3%
4%
5%
90%
85%
80%
75%
6%
7%
70%
8%
65%
9%
10%
60%
Months
Figure 20-Threshold level test, utilization as a function of growth rate
WaitTime Vs Monthly Growth Rate
-
200 -
--
0%
-1%
2%
150
-3%
-
100
4%
-5%
-6%
50
7%
%
-8%
0 0
CP
Month
0
C rp ei rp (!
9%
10%
Figure 21-Threshold level test, wait time as a function of growth rate
We see from the results that utilization has reduced by 2% on average and wait time has reduced
by less the two hours. The rate at which utilization changed increased slightly; the time to get to
80% utilization was reduced to twenty-one months.
49
..............
.........
5.2 Arrivalpolicy
The next series of tests were done to answer the following question: How does utilization and
wait time change as a function of demand for sterilization capacity over a twenty-four hour
period? All the tests were done using the following setting.
Table 18 shows the setting for the model run. That is, three chambers: two twenty four pallet
chambers and one twelve pallet chamber. The twenty four pallet chambers have a threshold
policy of 75% and the twelve pallet chamber has a threshold policy of 50%.
Control Setting
Status
Size
Threshold
Chamber I
Chamber 2
Chamber 3
ON
ON
ON
24
24
12
75%
75%
50%
Chamber 4
Chamber 5
OFF
OFF
Table 18- Arrival policy, simulation setting
5.2.1 Load balance
In this test we divided the daily shipments over four quarters of the day evenly. This is a
theoretical practice that can not be applied in reality.
The following table shows the annual average utilization rate for each growth rate.
Utilization
0%
1%
2%
3%
4%
5%
6%
7%
8%
9%
10%
70%
75%
78%
83%
84%
87%
88%
90%
First Year Average
62%
63%
67%
Second Year Average
61%
65%
75%
88%
96%
99%
100%
100%
100%
100%
100%
Third Year Average
61%
69%
92%
99%
100%
100%
100%
100%
100%
100%
100%
Table 19- Load balance test, average annual utilization
50
The following table presents the annual average wait time for each growth rate.
wait
0%
-Time
1%
5%
6%
7%
8%
9%
10%
24
37
51
70
75
11
16
14
39
114
146
164
170
172
173
174
57
163
173
174
174
174
174
174
174
8
8
9
Second Year Average
7
9
11
7
4%
9
First Year Averagp
Third Year Average
3%
2%
Table 20- Load balance test, average annual wait time
The graphs show how for each growth rate the utilization and the wait time change over a thirtysix month period.
Arrival policy load balance
Utilization vs Growth Rate
0%
105%
100%
95%
-1%
-
22%
3
--
90%
85%
-4%
80%
5%
75%
8%
60%
NI
$No
4
No
?
p
/
9%
Month
10%
Figure 22- Load balance test, utilization as a function of growth rate
Wait Time Vs Monthly Growth Rate
0%
200
1-1%
1602%
140-2
3%
120
4%
t
100M
80 -
6
60
40-6
-
20
7%
8
0D,
Nb
No9%
Month
Figure 23-Load balance test, wait time as a function of growth rate
51
10%
---
=
.
Z'K_
.
. ....
- ----...................
.
We see from the above results that utilization rate was reduced by 4% on average and wait time
was reduced by three hours due to applying a load balancing policy. The rate at which utilization
changed increased slightly; the time to get to 80% utilization was reduced to twenty-four months.
5.2.2 Six hour window
The six hour window policy is to aggregate the arrival of daily demand into one quarter of a day.
In this scenario, shipments arrive only during a six hour period on any given day. To apply this
method Dandu can instructs MedCo to process only the demand that arrived during the required
six hour window.
The following table shows the annual average utilization rate for each growth rate
5%
6%
9%
8%
7%
10%
0%
1%
2%
3%
4%
First Year Average
60%
59%
64%
67%
72%
76%
79%
83%
85%
87%
88%
Second Year Average
60%
62%
72%
86%
95%
99%
100%
100%
100%
100%
100%
Third Year Average
60%
65%
91%
100%
100%
100%
100%
100%
100%
100%
100%
Utilization
Table 21-Six hour window test, average annual utilization
The following table presents the annual average wait time for each growth rate
wait -Time
First Year Average
Second Year Average
Third Year Average
0%
1%
2%
4%
5%
6%
7%
8%
9%
10%
16
16
19
25
45
59
72
81
3%
8
15
12
10
14
19
50
112
150
163
172
172
174
174
9
16
65
164
174
174
174
174
174
174
174
Table 22-Six hour window test, average annual wait time
The graphs show how for each growth rate, the utilization and the wait time change over a thirtysix month period
52
-
aw ,
__ -
%t
-
6 Hours window Utilization vs Growth Rate
- __
0%
1%
105%
2%
3%
95%
-4%
L*
a
85%
$
75%
5%
6%
-7%
65%
8%
55%
rM- 0
CO
C0
0)
T_
'
T_'
N
N
LO
N
9%
C')
10%
Months
Figure 24- Six hour window test, utilization as a function of growth rate
0%
WaitTime Vs Monthly Growth Rate
1%
200
2%
150
3%
4%
100
5%
__6%
50 -
7%
8%
0
b
Mo t
on
Months
Figure 25-Six hour window test, wait time as a function of growth rate
We see from the results that utilization was reduced by 5% on average and wait time has
increased by three hours due to the six hour window policy. The rate at which utilization
changed increased slightly; the time to get to 80% utilization was reduced to twenty-three
months.
53
9%
10%
,
5.2.3 Twelve hour window
The twelve hour window policy is to aggregate the arrival of all of the daily demand into a
twelve hour period. In this scenario, shipments arrive only during a twelve hour period on any
given day. To apply this method Dandu can instructs MedCo to process only the demand that
arrived during the required twelve hour window.
The following table shows the annual average utilization rate for each growth rate
Utilization
First Year Average
6%
8%
7%
9%
10%
0%
1%
2%
3%
4%
5%
59%
60%
65%
67%
73%
76%
80%
82%
86%
87%
88%
100%
100%
100%
100%
100%
100%
100%
100%
Second Year Average
59%
62%
75%
86%
98%
99%
100%
Third Year Average
59%
64%
93%
100%
100%
100%
100%
Table 23- Twelve hour window test, average annual utilization
The following table presents the annual average wait time for each growth rate
wait -Time
First Year Average
2%
3%
4%
5%
6%
7%
8%
9%
10%
0%
1%
7
7
8
9
10
14
29
46
54
66
80
35
113
143
166
171
173
174
174
161
173
174
174
174
174
174
174
Second Year Average
7
8
13
Third Year Average
6
10
63
Table 24-Twelve hour window test, average annual wait time
The graphs show how for each growth rate, the utilization and the wait time change over a thirtysix month period.
54
12 Hours window Utilization vs Growth RatE
0%
1%
105%
2%
95%
-
__3%
4%
85%
5%
N
75%
6%
-7%
65%
55%
8%
- ig
9%
10%
Months
Figure 26-Twelve hour window test, utilization as a function of growth rate
Wait Time Vs Monthly Growth Rate
-0.00%
1.00%
200
2.00%
__3.00%
150
4.00%
L)
0
5.00%
100
x
6.00%
50
7.00%
8.00%
0
Ir-
IT
P.-
C
-
-
n
N
N
Months
9.00%
10.00%
Figure 27-Twelve hour window test, wait time as a function of growth rate
We see from the results that utilization was reduced by 6% on average and wait time has reduced
by three hours due to the twelve hour window policy. The rate at which utilization changed
increased slightly; the time to get to 80% utilization was reduced to twenty-four months.
55
E-_- '464
--
=!!=
tt
5.3 Building capacity
After observing how the utilization rate changes as a function of arrival policy changes, we
answer the question: How does utilization rate change as capacity is added? To answer this
question we used different options that exist in the current facility.
5.3.1 Adding a twelve pallet chamber
In this simulation, we add one chamber of twelve pallets to the existing capacity. The utilization
calculation uses seventy-two pallets as the new capacity, as opposed to sixty pallets of capacity
in the original scenario.
Table 25 shows the setting for the model run. That is four chambers: two twenty four pallet
chambers and two twelve pallet chamber. The twenty four pallet chambers have a threshold
policy of 75% and the twelve pallet chambers have a threshold policy of 50%.
Control Setting
Status
Size
Threshold
Chamber
Chamber
Chamber
Chamber
ON
ON
ON
ON
24
24
12
12
75%
75%
50%
50%
1
2
3
4
OFF
Chamber 5
Table 25- Adding a twelve pallet chamber, simulation setting
The following table shows the annual average utilization rate for each growth rate
0%
1%
2%
3%
4%
5%
6%
7%
8%
9%
10%
First Year Average
49%
51%
54%
57%
60%
64%
68%
72%
75%
77%
80%
Second Year Average
50%
53%
57%
69%
83%
92%
96%
99%
100%
100%
100%
Third Year Average
50%
54%
67%
92%
100%
100%
100%
100%
100%
100%
100%
Utilization
Table 26-Adding a twelve pallet chamber test, average annual utilization
56
T
The following table presents the annual average wait time for each growth rate
2%
3%
4%
6%
S%
7%
8%
9%
First Year Average
9
8
8
9
9
10
11
12
17
28
37
Second Year Average
8
9
10
13
27
80
119
147
164
169
172
Third Year Average
8
9
14
82
162
173
174
174
174
174
174
0%
wait -Time
1%
10%
Table 27-Adding a twelve pallet chamber test, average annual wait time
The graphs show how, for each growth rate, the utilization and the wait time change over a
thirty-six month period
Adding 12 pallets chamber
Utilization vs Growth Rate
0%
-1%
2%
100%
3%
90%
-- 4%
-5%
0
80%
-6%
70%
-7%
60%
50%
8%
qT
I*--
C
MO
W00 M
'o
N
nths
LO(
ct
W
Months
Figure 28-Adding a twelve pallet chamber test, utilization as a function of growth rate
57
9%
10%
Wait Time Vs Monthly Growth Rate
-- 0%
1%
200
2%
3%
150
0
X
4%
5%
100
50
0
.........
onh.s
- -6%
-- 7%
8%
9%
Months
Figure 29- Adding a twelve pallet chamber test, wait time as a function of growth rate
We see from the results that utilization rate was reduced by 10% on average and wait time was
reduced by fourteen hours at a higher growth rate. The rate at which utilization changed
increased slightly; the time to get to 80% utilization was reduced to thirty-two months given a
2% monthly growth rate.
5.3.2 Adding a twelve and six pallet chamber
In this simulation, we add one chamber of twelve pallets and one chamber of six pallets to the
existing capacity. The utilization calculation uses seventy-eight pallets as the new capacity.
Table 28 shows the setting for the model run. That is five chambers: two twenty four pallet
chambers, two twelve pallet chamber and one six pallet chamber. The twenty four pallet
chambers have a threshold policy of 75%, the twelve pallet chambers have a threshold policy of
50% and the six pallet chambers have a threshold policy of 50%.
58
10%
Threshold
Size
Status
Control Setting
ON
Chamber I
ON
Chamber 2
ON
Chamber 3
ON
Chamber 4
ON
Chamber 5
Table 28-Adding a twelve and six
75%
24
75%
24
50%
12
50%
12
50%
6
pallet chamber, simulation setting
The following table shows the annual average utilization rate for each growth rate
Utilization
0%
1%
2%
4%
3%
5%
6%
7%
8%
9%
10%
72%
75%
77%
80%
First Year Average
49%
51%
54%
57%
60%
64%
68%
Second Year Average
50%
53%
57%
69%
83%
92%
96%
99%
100%
100%
100%
100%
100%
100%
100%
100%
Third Year Average
50%
54%
67%
92%
100%
100%
Table 29-Adding a twelve and six pallet chamber test, average annual utilization
The following table presents the annual average wait time for each growth rate
wat -Time
0%A
1%
2%
4%
39
5%
6%
7%
8%
9%
10%
10
11
12
17
28
37
First Year Average
9
8
8
9
9
Second Year Average
8
9
10
13
27
80
119
147
164
169
172
162
173
174
174
174
174
174
Third Year Average
8
9
14
82
Table 30-Adding a twelve and six pallet chamber test, average annual wait time
The graphs show how, for each growth rate, the utilization and the wait time change over a
thirty-six month period
59
Adding 12 and 6 pallets chamber and 12 hours window policy
Utilization vs Growth Rate
105%-
-0%
-3%
75%
4-4%
S
65%
5%
6%
-7%
-
55%--6
45%
-8%
9%
10%
Months
Figure 30-Adding a twelve and six pallet chamber test, utilization as a function of growth rate
Wait Time Vs Monthly Growth Rate
200
180160-
-- 0%
120
-
2%
4%
---
0100 -
806040
0
3%
-5%
-8%
~7
r
Ch
Months
rp9%
10%
Figure 31-Adding a twelve and six pallet chamber test, wait time as a function of growth rate
60
We see from the results that utilization was reduced by 15% on average and wait time was
reduced by twenty hours at a higher growth rate. The rate at which utilization changed increased
slightly; the time to get to 80% utilization was reduced to twenty-eight months given a 3%
monthly growth rate.
5.4 Reducing load
After learning how the utilization changes as a function of adding capacity, we answer the
question: How does utilization change as demand is reduced? To answer this question we used
different options that the company has to redirect demand to other facilities.
All the tests were done using the same setting. Table 31 shows the setting for the model run. That
is, three chambers: two twenty four pallet chambers and one twelve pallet chamber. The twenty
four pallet chambers have a threshold policy of 0% and the twelve pallet chamber has a threshold
policy of 0%.
Control Setting
Status
Size
Threshold
Chamber 1
Chamber 2
Chamber 3
ON
ON
ON
24
24
12
75%
75%
50%
Chamber 4
OFF________________
Chamber 5
OFF
Table 31-Reducing load, simulation setting
5.4.1 Reducing Mia demand.
The following table shows the annual average utilization rate for each growth rate
61
0%
Utilization
60%
First Year Average
10%
1%
2%
3%
4%
5%
6%
7%
8%
9%
62%
65%
67%
70%
74%
78%
80%
82%
84%
86%
88%
95%
98%
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
10%
Second Year Average
61%
62%
67%
76%
Third Year Average
60%
63%
78%
97%
Table 32- Reducing Mia demand test, average annual utilization
The following table presents the annual average wait time for each growth rate
2%
3%
4%
5%
6%
7%
8%
9%
First Year Average
8
8
8
8
9
10
13
16
27
40
50
Second Year Average
8
9
10
15
48
100
137
161
168
172
173
Third Year Average
7
9
17
121
170
174
174
174
174
174
174
0%
wait -Time
1%
Table 33- Reducing Mia demand test, average annual wait time
The graphs show how for each growth rate the utilization and the wait time change over a thirty
six months period
Reduce Load (Mia), 12 hours policy Utilization vs --
0%
Growth Rate
1%
2%
0
N
105%
3%
95%
4%
85%
-5%
75%
-6%
65%
-7%
55%
*-
0
8%
7
-!
MCD M 0hsN
L-
W
Months
Figure 32- Reducing Mia demand test, utilization as a function of growth rate
62
9%
10%
Wait Time Vs Monthly Growth Rate
0%
-1%
20C
2%
3%
15C
0
-4%
1 0C
5%
6%
5C
--- 7%
C
)
8%
-
9%
10%
Months
Figure 33-Reducing Mia demand test, wait time as a function of growth rate
We see from the results that utilization was reduced by 8% on average and wait time was
reduced by five hours at a higher growth rate. The rate at which utilization changed increased
slightly; the time to get to 80% utilization was reduced to thirty-one months given a 2% monthly
growth rate.
5.4.2 Reducing Mia, San and Cel demand.
The following table shows the annual average utilization rate for each growth rate
0%
Utilization
1%
2%
4%
3%
5%
6%
7%
8%
9%
10%
80%
82%
84%
85%
First Year Average
63%
66%
69%
71%
74%
75%
79%
Second Year Average
64%
66%
73%
78%
86%
91%
97%
98%
99%
100%
100%
100%
100%
100%
100%
100%
Third Year Average
64%
67%
77%
88%
98%
100%
Table 34-Reducing Mia, San and Cel demand test, average annual utilization
The following table presents the annual average wait time for each growth rate
63
0%
1%
2%
3%
4%
5%
6%
7%
8%
9%
10%
First Year Average
11
11
11
11
11
11
12
13
15
17
25
Second Year Average
10
11
11
12
19
43
88
124
140
155
164
174
174
174
174
174
wait -Time
10
Third Year Average
11
14
131
33
167
Table 35-Reducing Mia, San and Cel demand test, average annual wait time
The graphs show how for each growth rate the utilization and the wait time change over a thirty
six months period.
Reduce load (Mia, San, Cel)
Utilization vs Growth Rate
105%
0%
100%
95/0%
90/%
2%6
0
85%
3%
N
=80%
7---%
_
4%_
r 1
-6%
70% -
-7%
-8%
65%
9%
60/o
N
N
N10%
Months
Figure 34-Reducing Mia, San and Cel demand test, utilization as a function of growth rate
64
Wait Time Vs Monthly Growth Rate
200
_0%
1801
160
2%
140
3%
120-
4%
o 100
80
5%
60
-
_8%
9%
40
10%
2WN
0
Months
Figure 35-Reducing Mia, San and Cel demand test, wait time as a function of growth rate
We see from the results that utilization was reduced by 6% on average and wait time was
increased by three hours at a higher growth rate. The rate at which utilization changed increased
slightly; the time to get to 80% utilization was reduced to thirty-five months given a 2% monthly
growth rate
5.4.3 Reducing Mia, San and Cel demand and using 12 hour window
Results
The following table shows the annual average utilization rate for each growth rate
Utilization
0%
1%
2%
3%
4%
5%
6%
7%
8%
9%
10%
73%
75%
79%
81%
81%
83%
First Year Average
60%
61%
64%
67%
68%
Second Year Average
60%
63%
65%
70%
81%
92%
97%
98%
99%
100%
100%
97%
100%
100%
100%
100%
100%
100%
Third Year Average
6%
-- 7%
60%
61%
69%
83%
Table 36-Reducing Mia, San and Cel demand and using 12 hour window test, average annual
utilization
65
The following table presents the annual average wait time for each growth rate
0%
wait -Time
1%
2%
40
4%6
3%
%
%
7%
8%
9%
10%
8
8
8
9
8
9
9
11
12
14
22
Second Year Average
8
8
8
10
17
35
88
117
138
153
159
Third Year Average
7
8
11
27
121
157
166
168
169
170
170
First Year Average
Table 37- Reducing Mia, San and Cel demand and using 12 hour window test, average annual wait
time
The graphs show how for each growth rate the utilization and the wait time change over a thirtysix month period
Reduce load (Mia,San, Cel) with 12 hours policy
Utilization vs Growth Rate
105%
100%
0%
1%
2%
90%
-
85%
80%
%
4%
3%
5%
75%-%
8%
70% -8%
9%
65%~
~~1%
60%-
Months
Figure 36-Reducing Mia, San and Cel demand and using 12 hour window test, utilization as a
function of growth rate
66
Wait Time Vs Monthly Growth Rate
200
10
160%
2%
--
140
0%
3%
120-4
5%
100
-6%
00
--
7%
8%
60-
9%
10%
20
0
Months
Figure 37-Reducing Mia, San and Cel demand and using 12 hour window test, wait time as a
function of growth rate
We see from the results that utilization was reduced by 10% on average and wait time was
reduced by ten hours at a higher growth rate. The rate at which utilization changed increased
slightly; the time to get to 80% utilization was reduced to thirty-one months given a 3% monthly
growth rate.
5.5 Analysis summary
The purpose of this research was to find out how changes in policy, capacity, and demand impact
the utilization rate of sterilization capacity and the wait time of the sterilization process. The
research involved mapping the network and the process flow, creating a forecasting tool to
translate sales forecasts to pallet units, building a simulation model that copies the activity in the
sterilization facility and the demand for capacity, and testing how different variables interact and
67
M- 09a- A IN
' -
- - -
-
-
-
effect utilization and wait time. We summarize the results from the simulation in the following
two tables that answer the original question: When is the right time to add capacity?
The table was created using the simulation model. Assuming a certain growth rate, we can see
when utilization reaches 80% or wait time passes twenty four hour.
Number of Months to reach 80%
0%1% 2%
---- 22 24
BaseCase
---- 23 25
SmallerChamber
21 26
Zero ThresholdLevel
--- 24 32
LoadBalance
-- --18 26
6 HourWindow
---- 24 29
2HourWindow
32 33
Adding Pallet Capacity
- -
utfation and 24 waft time
6% 7% 8% 9%
5%
4%
3%
10118 8 12 6 11 5 9 5 8 517 4 6
15 18 9 13 8 11 7 8 6 8 4 8 4 7
1218 11 13 7 12 6 9_5 9 5 7 5 7
1622 9 16 7 14 6 11 6 105 9 4 8
1117 8 12 7 12 6 105 7 4 6 4 6
16119110 14 7 12 7 106 8 5 7 5 7
30 25 18 19 11 14 10 128 11 7 106 9
24 28 18 20 12 18 11 159 128 11 7 9
10%
45
4 6
4 5
4 8
46
57
68
7 9
Adding 2+6PalletCapacity
Reduce Miami Load and 12 Hour
Window
---- 31 - 20124 16128 9_15 7 13 712,610 618 5 8
Reduce Miami, San, Cel Loads
-
35 - 27 28,11 23 9 18 8 1718 14 7 12 6 11 5 9
Reduce Miami, San, Cel Loads and 12
- - 131 31 21 23 9 20 9 1616 14,6 1316 12 6 9
Hour Window
Table 38- Analysis results
For example, base case scenario with a monthly growth rate of 2%, sterilization capacity
utilization reaches 80% after twenty two months, and wait time crosses the twenty four hour
point after twenty four months. The (-) sign means that it will take more then thirty six months
to reach the desired number.
Arrival distribution - we found that by changing the policy at the sterilization facility to create a
twelve hour window for products to be sterilized, we reduce utilization growth rate and also
reduce wait time. Other options that were tested, such as a six hour window, did not achieve the
same result. We can conclude from this simulation that as we aggregate demand, we improve
68
utilization. As we move to a load balancing policy, we improve wait time, yet reduce utilization.
The twelve hour window solution reduced utilization and also reduced wait time.
Adding capacity - adding capacity reduces the utilization rate and also improves the wait time.
Since we have more chambers, the probably of waiting for a chamber goes down.
Reducing load - by reducing load, the utilization decreases and also the rate of change is slower
compared to the base case. However, we were expecting to see a bigger reduction in utilization
than what the model calculated. When we examine the results, we found that as we reduce the
demand for sterilization capacity, other companies are filling the capacity and we are competing
on the smaller-sized chambers which have higher demand than the bigger-sized chambers.
The simulation model can also be used to explore different policies, not only with capacity
constrains at MedCo but also in other sterilization facilities used by Dandu for sterilization.
69
6
Conclusions
In this thesis we created a model that enables a medical device manufacturer to forecast
sterilization capacity utilization. The model uses sterilization demand historical data and a
growth rate variable. We started our research project with one basic question- based on
utilization rate, when will be the right time to start validating capacity?
To answer our initial question, we introduced the physical network and the process flow in
chapter two. System Dynamics methods were also presented in the same chapter. A system view
of our problem presented in a causal loop diagrams captured the dynamics between variable. We
learned that we should focus not only on capacity utilization to answer the question, but also on
the wait-time factor that increases total lead-time.
Our next step was to use a bottom-up approach to forecast demand for sterilization. Chapter three
focuses on translating sales forecasts from SKU level into pallet level. We used an aggregated
monthly sales forecast for each facility and translated it into monthly forecast of sterilization
capacity demand. The forecast tool combines an engineering phase that "builds" pallets with an
econometric phase that uses a regression function to adjust the number of pallets "built" in the
previous phase. In the process flow review we saw the differences in manufacturing and
packaging process that exist in the system. We try to capture those factors in the second phase.
Since most information required for this analysis was missing, and the only reliable data source
was MedCo, we had to find a different method to answer our research question.
70
Chapter four presents a top-down simulation model. We analyzed the demand for sterilization
from as it is captured at the sterilization facility. The model imitates decision rules used in
MedCo and uses historical patterns in demand for sterilization from each facility to generate
future demand. The utilization calculation formula is based on interviews with both companies'
managers. As we built the model, we found new research questions. We were not only focusing
on when will be the right time, but what can we do to change the timing?
Chapter five focuses on the model's results. We analyzed the effect that chamber size have on
utilization and wait time. We looked how threshold policy effects utilization and wait time. We
applied time windows policies for receiving daily sterilization demand, and we concluded our
analysis testing how adding capacity and reducing demand for sterilization effect utilization and
wait time. All questions were born during the process of building the simulation model. The
process of building the model enabled us to examine patterns in demand from each facility. As
we learned those patterns, we added flexibility to the model that can enabled us later to test their
effect.
The biggest insight we found was the twelve hour window policy. Twelve hour window policy is
an easy to implement policy that improves both utilization and wait time. As tested the policy,
we found that there is a trade-off between utilization and wait time and that the twelve hour
policy is the optimum between the six hour policy and the load balance policy were product
arrive evenly over twenty four hour.
The twelve hour window policy enables the company to stop uncertainties that exist in shipping
process to ripple into the supply chain with the cost of a delay. We found that the delay required
for this policy already exist in the system today. By stopping the rippling of the uncertainties, we
can improve our throughput at the MedCo facility. By knowing the demand for sterilization
71
before, we can generate shipping plan for the next twenty four hour (sterilization process time)
and reduce the average wait time after the sterilization.
Finally, we think that the system overview, presented in the casual loop diagram in chapter two,
captures many issues for future research. We recommend focusing on the DC availability and
how its work schedule effects lead time. For example, researchers are designing a new
biological indicator. This indicator will provide sterilization results after four hours instead of
forty eight hours as with today's biological indicator. As the time to receive results decreases the
effect of the DC availability on lead time will increase, since product ready for picking will be in
transit mode.
72
Bibliography
Bhatia,N.( 1998). Supply Chain Dynamics in the Automotive Industry. Master Thesis,
Massachusetts Institute of Technology.
Buslenko, N.P., D.I. Golenko, Yu. A. Shreider, I.M. Sobol, & V.G.Sragovich. (1966). The
Monte Carlo Method: The Method of Statistical Trials edited by Yu. A. Shreider, translated
by G.J.Tee (Pergamon, London), InternationalSeries of Monograph in Pure and Applied
Mathematics, Vol. 87.
Croston, J.D. (1972). Forecasting and stock control for intermittent demands. Operational
Research, Quarterly 23(3),289-303
Holt, C.M.T. (1999). Supply Chain Simulator: An Approach for Development of Software
and Methodology for Simulation of Supply Chain Management. Master Thesis, School of
Engineering, Massachusetts Institute of Technology.
Lertpattarapong,C.(2002). .Applying System Dynamics Approach to the Supply Chain
Problem. Master Thesis. Massachusetts Institute of Technology.
RichardR.R.(1995). Evaluation of Forecasting Techniques for short term demand of air
transportation. Master Thesis, Massachusetts Institute of Technology.
Shenstone, L. & Hyndman, J.R.(2005). Stochastic Models Underlying Croston's Method for
Intermittent Demand Forecasting. Monash Econometrics and Business Statistics Working
Papers.
Silver, A.E., Pyke, F.D.& Peterson.P.(1998). Inventory management andproduction
planning and scheduling. New Jersey: Hoboken.
Sordellini, P. & Satter ,S.(1999).Sterilization: Microbiological Aspects of Process Validation.
Medical Device & DiagnosticIndustiyApril
Sordellini, P., Satter ,S. & Caputo, V. (1998). EtO Sterilization: Principles of Process Design.
Medical Device & DiagnosticIndustry, December.
Sparling, D.(2005). Forecasting: A hypertext forecasting guide. Retrieved from the Web May
26, 2005. htp://www.uoguelph.ca/~dsparlin/forecats
Sterman, J.D.(2000). Business dynamics: system thinking and modelingJbr a complex world,
McGraw-Hill. Massachusetts: Boston.
73