µ δ − 384
advertisement

IE 361 Hwk #3 Key
3.18
f. To make 1% of the sheets produced below nominal in length,
z = [(0 – µ) / 1.88] < -2.33
=> µ ≈ 4.38
UCL x = µ + 3
LCL x = µ − 3
δ
n
δ
= 5.64 + 3
= 5.64 − 3
n
1.88
3
1.88
3
= 8.896
= 2.384
q = P[ x < LCLx ] = P[ x < 2.384] = P[
ARL = 1 /0.0329 ≈ 30
x−µ
δ/ n
<
2.384 − µ
1.88 / n
] = P[Z < −1.84] = 0.0329
Therefore, 30 samples are needed to detect this.
For np chart, p=0.01
UCL x = np + 3 np (1 − p ) = 0.547
UCL x = np − 3 np (1 − p ) < 0
q = P[ x > UCLx ] = P[ x > 0.547] = P[ x > 1] = 0.0297
ARL = 1/ 0.0297 = 33.67 ≈ 34
Using np chart we need 34 samples to detect this.
By comparison, we can detect 1% of the sheets produced below nominal in length more
quickly by using x chart.
3.22
b. x = 1.18097
δ = 0.0001964
x ± 3δ = 1.18097 ± 3 ∗ 0.0001964 = (1.18038,1.18156)
3 δ Control Limits
#8 violates 3 δ Control Limits rule;
x ± 2δ = 1.18097 ± 2 ∗ 0.0001964 = (1.18058,1.18136)
2 δ Control Limits
#5, 6, 24, 8, 15 violate 2 δ Control Limits rule;
x ± δ = 1.18097 ± 0.0001964 = (1.18077,1.18117)
1 δ Control Limits
#4, 5, 6, 7, 24, 8, 13, 14, 22 violate 1 δ Control Limits rule.
f. δ = 0.0001964
n=4
µ = 1.1809
UCL x = µ + 3
LCL x = µ − 3
Z1 =
Z2 =
δ
n
δ
n
= 1.1809 + 3
= 1.1809 − 3
UCL x − 1.1810
δ/ 4
LCL x − 1.1810
δ/ 4
0.0001964
4
0.0001964
4
= 1.1812
= 1.1806
= 2.06
= −4.12
q = P[Z<-4.12 or Z>2.06] = 1- 0.9803 = 0.0197
ARL = 1 / 0.0197 = 50.8 ≈ 51
Therefore, 51 subgroups are required to detect such change in mean diameter.
4.2
c.
#
x
1
2
3
4
5
6
7
8
9
10
Average
.5
4.5
2.0
2.0
3.0
3.0
2.0
4.5
3.0
0
2.45
MR
4
2.5
0
1
0
1
2.5
1.5
3
1.722
δ = MR / 1.128 = 1.722 / 1.128 = 1.527
µ = 2.8
ARL=370
UCLx = µ + M δ = 2.8 + 3.2 * 1.527 = 7.686
LCL x = µ − M δ = 2.8 − 3.2 * 1.527 < 0
UCLMR = Rδ = 4.40 * 1.527 = 6.719
According to these limits, the milling process was operating at standard values of process
parameters over the production of the 10 screen fixture mountings.
IE 361
Homework #3
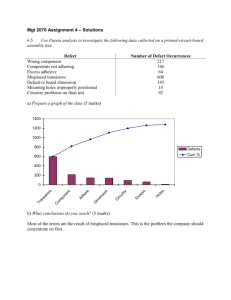
3-27
a. This data is attribute data because we are taking counts
b. A subgroup is a final assembly of a jet engine inspected each day
c. This would be the Poisson distribution because we are measuring nonconformities per
inspection unit. There is no upper bound with a minimum count of 0. This nonconforming
probability will be very small in the overall assembly process.
d.
λ = 636 / 30 = 21.20
λ = var
σ (hat ) = 21.20 = 4.6043
c. CL = λ = 21.20
UCLx = λ + 3 λ = 35.01
LCLx = λ - 3 λ = 7.39
This process was not stable, too many plotting outside of limits!
d. The calibration of devices used by each inspector must be the same and they must agree on
the definition of conforming and nonconforming.
3-30
a. ppooled = total nonconforming/total of the sample sizes = 270/2500 = .108
b. This would best be modeled as binomial because we are looking at number of failed, or
success probability
c. CLx = np = 100(.108) = 10.8
UCLx = np + 3 np(1 − p ) = 10.8 + 3 10.8(1 − .108)
LCLx = np - 3 np(1 − p ) = 10.8 - 3 10.8(1 − .108)
d. This plot monitors the number of switches that are nonconforming in each sample..
e. This plot indicates that on average we have 10.8% of each sample nonconforming give or
take 9.311%. For samples 5 and 20 we plot outside of this range telling us that these
particular samples had more nonconforming switches than normal, which is cause for alarm.
f. Shewhart np chart
g. Remove samples 5 and 20
p = 227/2300 = .0987
n = 100
CLx = np = 100(.0987) = 9.87
UCLx = np + 3 np(1 − p ) = 18.82
LCLx = np - 3 np(1 − p ) = .9222
None plot outside limits!
h. p = .0987
n = 75
n = 75
CL = np = .0987(75) = 7.4025
UCL = 7.4025 + 3 7.4025(1 − .0987) = 15.1515
LCL = 7.4025 - 3 7.4025(1 − .0987) = None
n = 144
CL = .0987(144) = 14.2128
UCL = 14.2128 + 3 14.2128(1 − .0987) = 24.95
LCL = 14.2128 - 3 14.2128(1 − .0987) = 3.477
n = 90
CL = .0987(90) = 8.883
UCL = 8.883 + 3 8.883(1 − .0987) = 17.37
LCL = 8.883 - 3 8.883(1 − .0987) = .3944
These three are not the same because we are working with different n values
4-31
5,4
a. V =
4,5
µx1 = 20
µx2 = 20
n=4
UCL x1 = 20 + 3(2.236 / 2) = 23.354
LCL x1 = 20 − 3(2.236 / 2) = 16.646
These control limits will be the same for x 2 because they have the same µ, σ and n
Both the 4th points of x1 and x 2 plot outside of the lower control limit.
b. CLx2 = p = 2 (2 variables, 2 degrees of freedom)
UCLx2 = p + 3 2 p = 8
Subgroup
X^2
1
0
2
3.56
3
8.89
Points 3,4,6 and 7 are out of control
4
10.89
5
0
6
8
7
32
8
3.56
c. Subgroups 3,6 and 7 have means that are related to µ1 and µ2 differently than described by
the positive correlation given in V.
Problem #2
a. For this “stable process” behavior my σ = 1.1426392 which is close to the process short-term
σ = 1.
b. MR / 1.128 = 1.27 / 1.128 = 1.126
This serves as a good estimate of the process short-term standard deviation
c. For column 2 the standard deviation is 29.02705. This does not serve as a short-term
estimate for σ = 1.
d. MR / 1.128 = 1.53 / 1.128 = 1.36
This estimate is much better than the on found in part c
e. Use MR / 1.128 for a short-term estimate of a short-term process standard deviation,
especially when the mean is changing.
Problem #3
a. σ(hat) = MR / 1.128
MR = (1 / r − 1)ΣMRi = 1 /(10 − 1)ΣMRi = (1 / 9) *15.5 = 1.722
σ (hat ) = 1.722 / 1.128 = 1.53
b. σ = 1.722/1.128 = 1.53
UCLMR = R6 = 6(1.527)
CL = 2.6
If x’s fall within control limits then the process is stable
5-2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
(i-.5)/25
0.02
0.06
0.1
0.14
0.18
0.22
0.26
0.3
0.34
0.38
0.42
0.46
0.5
0.54
0.58
0.62
0.66
0.7
0.74
0.78
0.82
0.86
0.9
0.94
0.98
Q(Pi)
989
1020
1022
1105
1129
1135
1157
1195
1220
1288
1313
1368
1502
1531
1629
1643
1666
1703
1706
1764
1764
1792
1946
1952
2004
b. i = np + .5 = 25(.1) + .5 = 3
Q = 1022
Q = 1151.5
Q = 1502
Q = 1946
c. These would not be exact because part b is based on sample data and not the whole
population
d.
Qz ( p) = 4.9[ p ^.14 − (1 − p)^.14]
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Qz
-2.05
-1.55
-1.27
-1.08
-0.912
-0.7685
-0.6399
-0.521
-0.409
-0.304
-0.201
-0.0998
0
0.0998
0.201
0.304
0.409
0.521
0.6399
0.7685
0.912
1.08
1.27
1.55
2.05
e. This plot is not linear so it does not seem to fit a normal distribution
f.
ln Q(Pi)
1
2
3
4
5
6
7
8
9
10
11
12
13
ln Q(Pi)
6.897
6.928
6.93
7.008
7.029
7.034
7.054
7.086
7.107
7.161
7.18
7.221
7.315
13
14
15
16
17
18
19
20
21
22
23
24
25
7.315
7.334
7.396
7.404
7.418
7.44
7.442
7.475
7.475
7.491
7.574
7.577
7.603
g. This plot is not linear so it does not seem to fit a normal distribution
5-3
a.
Machine 1: Q(.25) = 1151.5
Q(.75) = 1720.5
Med = 1502
IQR = 569
Q(.25) – 1.5(IQR) = 298
Q(.75) + 1.5(IQR) = 2574
Machine 2: Q(.25) = 1306.50
Q(.75) = 1831.25
Med = 1498
IQR = 524.75
Q(.25) – 1.5(IQR) = 2618.38
Q(.75) + 1.5(IQR) = 519.38
b. Machine 2 has less variation so it is better!
5-17
a.
3-inch saddles:
x ± Τ2 s
3.038 + (.06)(2.319) = 3.178
3.038 − (.06)(2.319) = 2.8972
(2.8972, 3.178) has a 95% chance of including diameters from 90% of the 3-inch saddles
produced
4-inch saddles:
4.224 + (.13)(2.319) = 4.53
4.224 − (.13)(2.319) = 3.923
(3.923, 4.53) has a 95% chance of including diameters from 90% of the 4-inch saddles produced
6.5-inch saddles:
6.4658 + (.0824)(2.319) = 6.657
6.4658 − (.0824)(2.319) = 6.2747
(6.2747, 6.657) has a 95% chance of including diameters from 90% of the 6.5-inch saddles
produced
b.
95% prediction interval for 3-inch saddles
x ± ts 1 + (1 / n)
3.038 − (2.093)(.06)( 1 + (1 / 20) ) = 2.909
3.038 + (2.093)(.06)( 1 + (1 / 20) ) = 3.167
95% prediction interval for 4-inch saddles
4.224 − (2.093)(.13)( 1 + (1 / 20) ) = 3.945
4.224 + (2.093)(.13)( 1 + (1 / 20) ) = 4.503
95% prediction interval for 6.5-inch saddles
6.4658 − (2.093)(.0824)( 1 + (1 / 20) ) = 6.289
6.4658 + (2.093)(..0824)( 1 + (1 / 20) ) = 6.6425
5-18
a.
b.
c.
d.
1 − p ^ n − n(1 − p ) p ^ n − 1 = .8784233 − .27017 = .60825 = 60.83%
(n-1)/(n+1) = 19/21 = .90476 = 90.48%
1-pn = .8784 = 87.84%
n/(n+1) = 20/21 = .9524 = 95.24%
5-28
a. n = 30, x = 44.97938 = µ, s = .0024, target diameter = 44.9825
LC for Cpk = Cpk - z (1 / 9n) + Cpk ^ 2 / 2n − 2
Cpk = min{(44.99-44.97938)/(3*.0024), (.6082)/(30*2 – 2)}= .608
.608 – 1.645 (1 / 9.3) + (.608^ 2 / 58) = .443 (95% lower bound for Cpk)
((44.99 – 44.975)/(6*.0024)) 17.708 / 29 = .81398 (95% lower bound for Cp)
b.
c.
d.
e.
Cp gives potential performance while Cpk gives current performance.
Both would increase
To compare values, both specifications must remain constant
x ± ts 1 + (1 / n)
44.97938 − (.0024)(3.659) 1 + (1 / 30) = 44.9727
44.97938 + (.0024)(3.659) 1 + (1 / 30) = 44.9861
This is a 99% prediction interval for the next diameter. This is valid because of the linear normal
probability plot and stability of aim and short-term variability.
f.
x ± Τ1s
44.97938 − (.0024)(3.064) = 44.972
44.97938 + (.0024)(3.064) = 44.9874
This is a 95% CI that contains 99% of all measured journal diameters.
5-31
a.
µx = 20
µy = 15
µz = 12
σ x = .5
σy = .25
σ z = .3
µarea = µx * µy = 300 inches2
b.
σ ^ 2area = (15^ 2(.5^ 2)) + (20^ 2(.25^ 2) = 81.25
σarea = 9.014
c.
µvolume = µx * µy * µz = 3600 inches3
d.
σ ^ 2volume = (20.15^ 2)(.3^ 2) + (15.12^ 2)(.5^ 2) + (20.15^ 2)(.25^ 2) = 19800
σvolume = 140.7125
5-37
a.
σ ^ 2 = 1.097
σ = .0033056
b.
C = 6.291%
L = 36.24%
T 1 = .3626%
T 2 = .3624%
Τ=0
D = 56.77%
The diameter of the bar contributes most to the variation.