Mechanical Behavior of Elastic Rods
Under Constraint
by
James T. Miller
B.S., Massachusetts Institute of Technology (2006)
S.M., Massachusetts Institute of Technology (2008)
Submitted to the Department of Civil and Environmental Engineering
in partial fulfillment of the requirements for the degree of
Doctor of Philosophy in the Field of Structures and Materials
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
February 2014
c Massachusetts Institute of Technology 2014. All rights reserved.
Author . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Department of Civil and Environmental Engineering
January 10, 2014
Certified by . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Pedro M. Reis
Assistant Professor of Civil and Environmental Engineering and
Mechanical Engineering
Thesis Supervisor
Accepted by . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Heidi M. Nepf
Chair, Departmental Committee for Graduate Students
2
Mechanical Behavior of Elastic Rods Under Constraint
by
James T. Miller
Submitted to the Department of Civil and Environmental Engineering
on January 10, 2014, in partial fulfillment of the
requirements for the degree of
Doctor of Philosophy in the Field of Structures and Materials
Abstract
We present the results of an experimental investigation of the mechanics of thin elastic
rods under a variety of loading conditions. Four scenarios are explored, with increasing complexity: i) the shape of a naturally curved rod suspended under self-weight,
ii) the buckling and post-buckling behavior of a rod compressed inside a cylindrical
constraint, iii) the mechanical instabilities arising when a rod is progressively injected
into a horizontal cylinder, and iv) strategies for mitigation of these instabilities by
dynamic excitation of the constraint.
First, we consider the role of natural curvature in determining the shape of a hanging elastic rod suspended under its own weight. We categorize three distinct configurations: planar hooks, localized helices, and global helices. Experimental results are
contrasted with simulations and theory and the phase diagram of the system is rationalized. Secondly, in what we call the classic case experiment, we study the buckling
and post-buckling behavior of a rod compressed inside a cylindrical constraint. Under
imposed displacement, the initially straight rod buckles into a sinusoidal mode and
eventually undergoes a secondary instability into a helical configuration. The critical
buckling loads are quantified and found to depend strongly on the aspect ratio of the
rod to pipe diameter. Thirdly, we inject a thin elastic rod into a horizontal cylinder
under imposed velocity in the real case experiment. Friction between the rod and
constraining pipe causes an increasing axial load with continued injection. Consecutive buckling transitions lead to straight, sinusoidal, and helical configurations in a
spatially heterogeneous distribution. We quantify critical lengths and loads for the
onset of the helical instability. The geometric parameters of the system strongly affect the buckling and post-buckling behavior. Finally, we explore active strategies for
delaying the onset of helical buckling in the real case. Distributed vertical vibration
is applied to the cylindrical constraint, which destabilizes frictional contacts between
the rod and pipe. Injection speed, peak acceleration of vibration, and vibration frequency are all found to affect the postponement of helical initiation. The process
is rationalized and design guidelines are provided for optimal parameters to actively
extend horizontal reach.
Thesis Supervisor: Pedro M. Reis
Title: Assistant Professor of Civil and Environmental Engineering
and Mechanical Engineering
3
4
Acknowledgments
This is the last page I’ll write at MIT, left till the end as a chance to reflect on
the last few years before moving on to the next challenge. First, I want to express
my gratitude to Pedro for his roles as both mentor and friend. It was an awesome
experience being here for the starting of a lab at MIT, and working and laughing with
you has been a real joy. May you always keep your passion for science. The people of
the EGS.Lab give it a special energy that’s rather cool to be around day-to-day. I’d
especially like to mention Arnaud, Alice, and Denis as wisecrackers extraordinaire.
None of us work in a vacuum, and a big thanks to everyone at SDR (Nathan,
Jahir, François, David, and Liz) and Harvard (Katia and Tianxiang) with whom I
collaborated. The project with Basile was completely different than anything I’ve
done before, which was fascinating. Amy, Sharon, Carolyn, Jeanette, and Kris all
saved my bacon regularly and are a serious credit to MIT CEE. I’d particularly like
to thank my committee members (Nathan, Professor Bathe, and Professor Kausel)
for all their help getting me to graduation.
A lot has happened outside of lab these last three years and quite a few people
helped me withstand it with a shred of sanity. José, Levi, and Aunt Mary - wow. To
all the folks back home: you inspire me more than I can ever put into words, I just
hope you know that you are loved deeply. Tyler and Zac, I honestly don’t know how
we survived this long knowing one another - but dang, has it been fun.
Ten years ago I left Alaska and never really expected to find another home. Two
groups of people have proven me wrong. Mike, Cactus, Malcolm, and Breanna, y’all
are my heart and crazy as cats. Trips to Glen Ellyn to see Jim, Jeff, Joe, Cathy, and
Jenny were the best medicine a person could hope for.
Most importantly, I want to thank my parents. Your unwavering support, love,
and friendship created my world, molded me into who I am, and sustain me to this day.
To put things more simply: thank you.
5
6
Dedicated to my folks, T’n’T
7
8
Contents
1 Introduction
1.1
13
Describing the Behavior of Rods . . . . . . . . . . . . . . . . . . . . .
15
1.1.1
Kinematics of a Slender Rod . . . . . . . . . . . . . . . . . . .
16
1.1.2
Internal Moment and Elastic Energy . . . . . . . . . . . . . .
17
1.1.3
Equilibrium Model: Kirchhoff Equations . . . . . . . . . . . .
19
1.2
Buckling of a Rod . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20
1.3
Outline of the Thesis . . . . . . . . . . . . . . . . . . . . . . . . . . .
26
2 Literature Review
2.1
2.2
2.3
2.4
29
Behavior of Naturally Curved Rods . . . . . . . . . . . . . . . . . . .
30
2.1.1
Motivation . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30
2.1.2
Previous Work . . . . . . . . . . . . . . . . . . . . . . . . . .
33
Compressing a Rod Inside a Cylinder . . . . . . . . . . . . . . . . . .
45
2.2.1
Motivation . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
45
2.2.2
Previous Analytical Work . . . . . . . . . . . . . . . . . . . .
47
Injecting a Rod Into Cylindrical Constraint . . . . . . . . . . . . . . .
61
2.3.1
Motivation . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
61
2.3.2
Previous Work . . . . . . . . . . . . . . . . . . . . . . . . . .
63
Outlook . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
67
3 Suspending a Naturally Curved Rod
3.1
69
The Experiment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
70
3.1.1
71
Material Selection and Properties . . . . . . . . . . . . . . . .
9
3.1.2
Experimental Protocol . . . . . . . . . . . . . . . . . . . . . .
72
3.1.3
Three Dimensional Experimental Reconstructions . . . . . . .
73
Results and Interpretation . . . . . . . . . . . . . . . . . . . . . . . .
75
3.2.1
Rod Morphologies and Comparison with Numerics . . . . . . .
76
3.2.2
Planar to Non-Planar Configurations . . . . . . . . . . . . . .
83
3.2.3
Helical Shapes . . . . . . . . . . . . . . . . . . . . . . . . . . .
86
3.3
Additional Boundary Conditions . . . . . . . . . . . . . . . . . . . . .
91
3.4
Outlook . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
95
3.2
4 Compressing a Rod in a Cylinder
4.1
4.2
4.3
The Experiment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
98
4.1.1
Material Selection and Properties . . . . . . . . . . . . . . . .
99
4.1.2
Compression and Data Acquisition System . . . . . . . . . . . 102
4.1.3
Experimental Protocol . . . . . . . . . . . . . . . . . . . . . . 104
Results and Interpretation . . . . . . . . . . . . . . . . . . . . . . . . 105
4.2.1
Load Displacement Signals . . . . . . . . . . . . . . . . . . . . 106
4.2.2
Critical Loads and Length scales . . . . . . . . . . . . . . . . 113
4.2.3
Effect of Imperfections . . . . . . . . . . . . . . . . . . . . . . 118
Outlook . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122
5 Injecting a Rod into a Cylinder
5.1
5.2
97
125
The Experiment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126
5.1.1
Material Selection and Properties . . . . . . . . . . . . . . . . 128
5.1.2
Injection Sub-System . . . . . . . . . . . . . . . . . . . . . . . 130
5.1.3
Data Acquisition and Control Sub-System . . . . . . . . . . . 133
5.1.4
Experimental Protocol for Rod Injection . . . . . . . . . . . . 134
Results and Interpretation . . . . . . . . . . . . . . . . . . . . . . . . 135
5.2.1
Reaction Force Signals and Video Analysis . . . . . . . . . . . 136
5.2.2
Critical Lengthscales . . . . . . . . . . . . . . . . . . . . . . . 146
5.2.3
Effect of Imperfections: Natural Curvature . . . . . . . . . . . 151
10
5.3
Outlook . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153
6 Actively Extending Reach
6.1
6.2
6.3
155
The Experiment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 156
6.1.1
Driving and Vibration Measurement System . . . . . . . . . . 157
6.1.2
Experimental Protocol . . . . . . . . . . . . . . . . . . . . . . 159
Results and Interpretation . . . . . . . . . . . . . . . . . . . . . . . . 161
6.2.1
Reaction Force Signals . . . . . . . . . . . . . . . . . . . . . . 161
6.2.2
Effect of Vibration Amplitude: Contact Loss . . . . . . . . . . 164
6.2.3
Bending Waves Inside a Cylindrical Constraint . . . . . . . . . 172
6.2.4
Effect of Vibration Frequency on Helix Initiation . . . . . . . 180
6.2.5
Effect of Injection Speed . . . . . . . . . . . . . . . . . . . . . 185
Outlook . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 187
7 Conclusions and Future Work
7.1
189
Future Work . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 192
A Rod Fabrication
195
A.1 Rod Fabrication Procedure . . . . . . . . . . . . . . . . . . . . . . . . 196
A.2 Material Properties and Measurements . . . . . . . . . . . . . . . . . 199
A.2.1 Cross-Section and Density . . . . . . . . . . . . . . . . . . . . 199
A.2.2 Young’s Modulus . . . . . . . . . . . . . . . . . . . . . . . . . 199
A.2.3 Coefficient of Restitution . . . . . . . . . . . . . . . . . . . . . 203
A.3 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 205
B The Shapes of a Suspended Curly Hair
11
207
12
Chapter 1
Introduction
Rods are defined as slender filamentary structures whose lengths are much greater
than their diameters. They are prevalent across the length scales of human experience. Due to their slenderness, rods often exhibit geometrically nonlinear behavior
involving large displacements and rotations, while the constituent material remains
in its linear range due to the small underlying strains. The geometric underpinnings
of this nonlinear behavior leads to universal deformation modes observable across a
variety of materials in structures ranging from the kilometer to nanometer scales.
Some examples include coiled tubing in the petroleum industry [1], subsea cables [2],
the shape of human hair [3], tendrils of climbing plants [4], compliant members in
stretchable electronics [5], bacteria flagella [6], carbon nanotubes [7], and DNA [8].
The modern study of rods dates back to the experimental investigations of Musschenbroek in 1721 [9] and the analytic work of Euler in 1744 [10, 11] for the case
of planar buckling. The elegant analogy proposed by Kirchhoff [12–14] between the
behavior of rods and a spinning top, which was solved by Lagrange in 1788 [15], made
the nonlinear equations of equilibrium tractable for straight rods, and integrable for
rods with circular cross-sections [16].
Most rods, however, are not straight. They posses intrinsic natural curvature,
which can be regarded as the shape the rod will take in the absence of external
forces. For example, a steel spring is made from a rod whose natural curvature is the
inverse of the radius of the helix of the spring. Most rods have a natural curvature,
13
which is a product of their genesis, whether in natural or industrial systems. Processes
such as molecular interactions in DNA [2, 17–20], differential growth of filamentary
plant structures [4, 21–23], the false-twist fabrication of yarns [24], and the spooling
of steel pipes and cables for storage and/or transport [25–28] are all responsible for
creating rods with natural curvature.
The drive to understand natural phenomena involving rodlike structures and to
design technology that take advantage of the large deformations of rods requires
embracing the nonlinearities inherent to the mechanical description of the behavior
of rods. This is to be contrasted with classic design approaches, which linearize these
geometric effects by assuming small deformations and rotations (a valid approach for
designing engineered structures whose purpose is to avoid large deformations).
As will be shown in more detail in §1.1 and §1.2, these nonlinearities are often universal. The shape a rod takes under loading (either typical deflection under transverse
loading or buckled shapes) are, under appropriate assumptions, scale-independent.
The magnitude of deflection and the force required to achieve said deflection are material dependent, but the phenomenology typically is not. This observation allows for
the investigation of problems at disparate length scales (from DNA to the oilfield)
at the desktop scale. This is the general approach taken in this thesis, whereby the
advantages of rapid prototyping and relatively inexpensive materials and equipment
can be utilized to study problems typically encountered at much larger or smaller
scales than the mechanical laboratory setting, in a precise way.
This thesis describes a collection of problems chosen for their industrial relevance.
In each case, we seek to rationalize the rich nature of rods, highlighting the nonlinear
geometric behavior and the influence of natural curvature. Whereas the primary
thrust of this work will be experimental, we turn next to providing the analytical
framework that is typically used to describe the behavior of rods before discussing
the specific problems in depth.
14
1.1
Describing the Behavior of Rods
A rod is a material body which is significantly longer in one dimension (the length,
L) in comparison to the other two dimensions (which define the cross-section, characterized by typical dimension, h), i.e. L >> h. For a quantitative description of
rod behavior, we turn to the field of structural mechanics, where analytical models
have been developed specifically for use with rods. In particular, we shall focus on
a model developed for finite displacements, meaning that material rotations cannot
be neglected. Below, we describe the model developed by Kirchhoff and Clebsch in
1859 [14].
Throughout this thesis, we will assume materials to be linearly elastic (or Hookean),
whereby stresses, σ, and strains, , are linearly related by the Young’s modulus, E.
Moreover, the transverse strains are related to extensional strains by the Poisson
ratio, ν, such that a bar under a traction stress, σ, will be stretched by a factor
axial = σ/E and its cross-section will contract by a factor lateral = −νaxial 1 . The
assumption of linear elastic response is valid for most solid materials at small strains,
. 0.01.
Ultimately, we seek to have expressions for mechanical equilibrium through a one
dimensional description of the rod. This is accomplished in the following subsections
by first (§1.1.1) presenting a description of the rod’s deformed geometry as a function
of its centerline and then (§1.1.2) relating these quantities to the internal moments
and the total elastic energy of the rod. Finally, the Kirchhoff equations of equilibrium
are presented in §1.1.3, and general solution strategies are discussed. This derivation
follows that presented in greater detail in [29], to which we refer the interested reader.
1
More technically, the stress tensor, σij , is related to the strain tensor, ij , through the relation
Eν
E
σij = λkk δij + 2µij , where λ = (1+ν)(1−2ν)
and µ = 2(1+ν)
are the Lamé constants and δij is the
Kronecker delta, such that δij = 1 if i = j and zero otherwise. Subscripts denote standard Einstein
summation.
15
1.1.1
Kinematics of a Slender Rod
We define a rod configuration by the location of its centerline, r(s), as a function of
its arc length, s. The rod is assumed to be inextensible, so that the centerline does
not stretch or contract upon deformation, it only bends and/or twists. In addition to
the centerline, one also needs to introduce the material frame, (d1 (s), d2 (s), d3 (s)),
that is attached to the centerline. This material frame is orthonormal, such that
d3 (s) is tangent to the rod’s centerline (d3 (s) =
dr(s)
ds
= r0 (s)), while d1 and d2 lie
in the plane of the cross-section. This kinematic description with a material frame is
shown in Fig. 1-1 (a). The combination of a centerline and a material frame is often
referred to in the literature as a Cosserat curve [29].
As the rod is deformed, the material frame rotates and twists to remain adapted
(an adapted frame is an orthonormal frame tangent to a curve at all points), with
d1 and d2 tracking rotations in the cross-section. In the case of small strains, the
material frame remains orthonormal through rod deformation, which is equivalent to
assuming unshearable cross-sections (also referred to as the Euler-Bernoulli kinematic
hypothesis). In the limit of slender aspect ratio,
h
L
→ ∞, this can be proven from 3D
elasticity [29]. The material frame, therefore, can be described by rigid translations
and rotations as a function of the arc length, s. Therefore, the derivatives of the
material frame can be expressed with respect to three scalar quantities, κ1 (s), κ2 (s),
and τ (s),
d01 (s) = τ (s)d2 (s) − κ2 (s)d3 (s) = Ω(s) × d1 (s)
d02 (s) = −τ (s)d1 (s) + κ1 (s)d3 (s) = Ω(s) × d2 (s)
(1.1)
d03 (s) = κ2 (s)d1 (s) − κ1 (s)d2 (s) = Ω(s) × d3 (s),
where Ω(s) is the Darboux vector, defined as
Ω(s) = κ1 (s)d1 (s) + κ2 (s)d2 (s) + τ (s)d3 (s).
(1.2)
where Ω(s) can be physically understood as the rotation velocity of the material
16
M(s) = EI1 κ1 (s)d1 (s) + EI2 κ2 (s)d2 (s) + GJτ (s)d3 (s),
(1.3)
where E and G are the Young’s modulus and shear modulus of the bulk material,
respectively, I1 and I2 are the second moments of inertia of the cross-section, and J
is the polar moment of inertial of the section. For solid circular cross-sections (as will
be the case for the experiments in this thesis), I1 = I2 = π4 r4 and J = π2 r4 , where r is
the radius of the cross-section. The connection between the bulk material properties,
internal moments, and material curvatures/twist is known as the constitutive relation
for the rod. This would take a different form if a different material behavior was
selected. Note that in Eq. (1.3), we make the implicit assumption that EI1 , EI2 , and
GJ are constant throughout the length of the rod. This assumption is made in order
to simplify expressions and will be carried forward, but the derivations hold without
it.
We can also introduce an internal force, F(s), which is the total external loads
applied to the rod, integrated from one end to the point at arc length s, and is
transmitted across cross-sections. It can be calculated for a rod with arbitrary point
load applied at both ends of the rod, P(0) = F(s = 0) and P(L) = F(s = L), as well
as distributed loads with linear density, p(s),
F(s) =
Z
s
[p(s0 )] ds0 + P(0).
(1.4)
0
We could also calculate the integral from s to L, using the other point force. The
distributed force, p(s), can, for example be present in the form of a distributed weight.
Continuing with the small strain assumption, we can also relate the local stress
and strain states to the global elastic energy of the rod, Eelastic ,
Eelastic
1
=
2
Z
0
L
EI1 (κ1 (s))2 + EI2 (κ2 (s))2 + GJ (τ (s))2 ds.
(1.5)
The first two terms of the integrand are referred to as the bending energy and the
last term is the twisting energy (sometimes referred to as the torsional energy). Once
18
again, this expression is approximate in the sense that the rod must be slender,
h << L, for it to be valid.
The elastic energy in Eq. (1.5) can be modified in the case of natural curvature,
which is the curvature the rod will assume in the absence of any forces. For example,
if the rod had a natural curvature, κ0 aligned with κ1 (the rod would assume a circular
arc in the plane of d2 - see Fig. 1-1 (a)), the above expression should be modified by
replacing the first material curvature with κ1 (s) − κ0 (s). Note that the elastic energy
is dependent on the material curvature different from the natural curvature.
1.1.3
Equilibrium Model: Kirchhoff Equations
The elastic energy for a thin elastic rod with an arbitrary configuration was given in
Eq. (1.5). To predict the shape that the rod will take, we must search for configurations which satisfy equilibrium, i.e. all forces and moments are balanced at every
section of rod. Alternatively, but equivalently, one can derive the equilibrium equations by finding stationary points for the energy, including the work done by external
forces and torques. The modeled rod includes external forces – point forces P(0) and
P(L) at the ends of the rod or a distributed force with linear density p(s) – and
torques – point torques Q(0) and Q(L) at the rod ends or a distributed torque with
linear density q(s). The equilibrium equations, or Kirchhoff equations, for this rod
are then:
F0 (s) + p(s) = 0,
(1.6a)
M0 (s) + d3 (s) × F(s) + q(s) = 0,
(1.6b)
where one can interpret Eq. (1.6a) as a balance of internal and external forces and
Eq. (1.6b) as a balance of internal and external moments. It is interesting to expand
the vector equation Eq. (1.6b) into its projections onto the material frame, using the
definitions in Eq. (1.1) along with the constitutive relations in Eq. (1.3),
19
EI1 κ01 (s) − EI2 κ2 (s)τ (s) + GJτ (s)κ2 (s) − F(s) · d2 (s) + q1 (s) = 0
(1.7a)
EI2 κ02 (s) − GJτ (s)κ1 (s) + EI1 κ1 (s)τ (s) + F(s) · d1 (s) + q2 (s) = 0
(1.7b)
GJτ 0 (s) − EI1 κ1 (s)κ2 (s) + EI2 κ2 (s)κ1 (s) + q3 (s) = 0,
(1.7c)
which produces coupled differential equations in terms of the unknown material curvatures, κ1 and κ2 , and twist, τ . Despite having assumed a linear response of the
material and small strains, these equations are intrinsically nonlinear due to the underlying geometry. Once again, we have assumed for simplicity that EI1 , EI2 , and
GJ are constant throughout the rod.
Techniques to solve the Kirchhoff equations typically involve first integrating Eq.
(1.6a) over the entire rod to compute the internal force, F(s). That solution is
then used as an input to Eqs. (1.7), with the material curvatures and twist as the
unknowns. Solving the coupled differential equations is difficult, however, as the
material frame is not known a priori, and also depends on the material curvatures
and twist. Solutions to the equations are not certain to be unique, and explicit
solutions are often the exception. Presently, however, numerical tools are sufficiently
sophisticated and powerful for solutions that satisfy equilibrium to still be found. The
next section discusses a well-known historical example with closed form solutions:
Euler’s elastica.
1.2
Buckling of a Rod
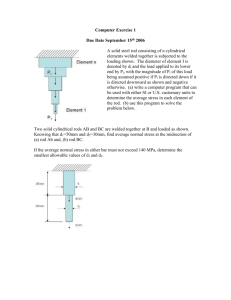
We now consider the case of the buckling of a planar rod as a special case of the
general model presented above, and restrict our discussion to two dimensions. A
schematic diagram of this problem is illustrated in Fig. 1-2 (a), where a rod is clamped
vertically at one end and is free at the other, with a vertical force, P , applied at the
free extremity. We describe an arbitrary configuration of the rod in Fig. 1-2 (b) by
the arc length, s (with s = 0 at the clamped end), and the local angle between the
20
a)
b)
Figure 1-2: The assumed configurations of Euler’s elastica, which has an explicit
solution satisfying the Kirchhoff equations of equilibrium for a rod. a) Undeformed,
straight configuration of a clamped-free, planar rod with vertical end force, P . b)
Deformed configuration of the rod is described by the arc length, s, and the local
orientation of the rod to vertical, θ(s). The material frame is shown, with d3 and d1
in the plane of deformation, and d2 perpendicular to it.
rod and vertical, θ(s). In this configuration, the material frame is oriented such that
d3 (s) and d1 (s) lie in the plane while d2 (s) is oriented perpendicular to the plane.
We now seek to write an explicit equation for equilibrium of this configuration.
We begin by noting that our restriction on the rod to deform in the plane has
significant kinematic implications. The material frame cannot rotate out of plane,
which implies that τ = κ1 = 0. Additionally, this restriction requires d2 to be perpendicular to P , which acts in the plane of the rod. Incorporating these kinematic
constraints into our constitutive relationship of Eq. (1.3) between moment and material curvatures and twist, we can then write the internal moment, M(s) as,
M(s) = EIκ2 (s)d2 (s),
(1.8)
recovering the classic moment curvature result [9]. We can then calculate the derivative of M(s), combining Eq. (1.8) with our kinematic equations for the material frame
21
from Eq. (1.1), as well as our specific kinematic assumptions for this configuration,
M0 (s) = EIκ02 (s)d2 (s) + EIκ2 (s) (−τ d1 (s) + κ1 (s)d3 (s)) = EIκ02 (s)d2 (s).
(1.9)
Combining Eqs. (1.9) and (1.6b) for the balance of moments in our planar rod (with
zero distributed torques, q(s) = 0), we can express equilibrium as,
EIκ02 d2 + d3 × P = EIκ02 d2 + (d1 × d2 ) × P = 0,
(1.10)
where Eq. (1.10) can be simplified further with the vector identity (a × b) × c =
−a(b · c) + b(a · c) and the definition of κ2 = θ0 , yielding the equation of equilibrium:
EIθ00 + P sin θ = 0,
(1.11)
subject to the boundary conditions θ(s = 0) = 0 and θ0 (s = L) = 0. Our expression
of equilibrium for a planar rod subject to a vertical load is the equation of Euler’s
elastica, which was first derived by Euler in 1744 [10]. Levien [11] provides an excellent historical account of the elastica problem and the variety of techniques used to
describe and solve Eq. (1.11).
We proceed by following the presentation of Audoly [29] for the analysis of Eq.
(1.11). A closed form solution can be found by multiplying both sides of Eq. (1.11)
by θ0 and integrating, which introduces a new constant of integration. By enforcing
the boundary condition at the free end, θ0 (s = L) = 0, we recover an expression for
the curvature as a function of arc length:
0
θ (s) = ±
r
2P
(cos θ(s) − cos θ(L))
EI
(1.12)
which is a first order nonlinear equation in θ(s). By inspection, the trivial solution
θ(s) = 0 satisfies Eq. (1.12) for all s, corresponding to the straight rod configuration,
which satisfies equilibrium for all loads P . However, the straight solution is not always
unique, and other solutions can be found for certain combinations of the load applied,
22
P , and the rod length, L. It is convenient to introduce the dimensionless length,
p
L = (2P L)/(EI), which combines the applied load with the rod’s elasticity and
length. This variable can be understood as a measure of the applied load, with internal
moments affected by increasing either P and/or L. Integration of Eq. (1.12), leads
to the buckled solutions, that relates the dimensionless length to the rod orientation,
L=
Z
0
L
ds =
Z
θ(L)
0
q
dθ
,
(1.13)
cos θ − cos θ(L)
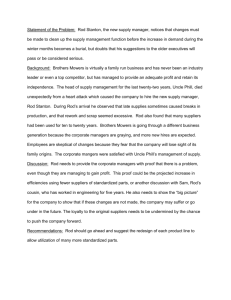
here for the case of positive curvature. In Fig. 1-3, we plot a numerical solution2
relating the tip angle, θ(L), to the dimensionless length, L. To find the transition
from the straight configuration to these buckled configurations, we take the limit of
Eq. (1.13) as θ(L) → 0, to find the critical value of dimensionless length, Lc , above
which the rod buckles,
π
Lc = √ .
2
(1.14)
This expression, in turn, yields the dimensional critical applied buckling load,
Pc =
π 2 EI
,
(2L)2
(1.15)
above which, non-vertical configurations (buckled configurations) satisfy equilibrium.
We can now characterize the system by plotting a characteristic order parameter
of the configuration, such as the tip angle, θ(L), as a function of the loading, L,
as shown in Fig. 1-3. In this plot, we see that for small loads, L < Lc , only one
configuration satisfies equilibrium: the straight configuration (dark blue line with
schematic configuration inset). For loads above the critical load, however, there are
three possible configurations. The straight configuration is still a solution, albeit
unstable, but there are also two buckled configurations (gold line with schematic
configuration inset), which are symmetric about the vertical direction. This reflects
2
Numerical integration performed with Wolfram Mathematica. Closed form, explicit solutions to
Eq. (1.13) exist, but are quite complicated.
23
6
Dimensionless Length,
5
4
3
2
1
2
1
0
Tip Angle,
1
2
3
Figure 1-3: Equilibrium configurations for a compressed rod, characterized by the
tip angle, θ(L), for dimensionless length, L. For low values of the dimensionless
length, only the trivial, straight, configuration satisfies equilibrium. Above a critical
dimensionless length, Lc , however, two other, symmetric, equilibrium configurations,
known as the buckled configurations, also satisfy equilibrium.
that the rod is equally likely to buckle to either side.
The buckled configuration can be solved for, assuming small values of L − Lc , by
expanding the integral and inverting the resulting polynomial, recovering an approximate solution for a description of the buckled shape,
θ(s) ≈ θ(L) sin
where θ(L) =
q
√32 (L
2π
πs 2L
,
(1.16)
− Lc ). In the post-buckled regime, for loads well beyond Pc ,
further expansion or more sophisticated solution techniques are required [11]. For
L > Lc , it can be shown that the buckled equilibrium shape will be preferred to the
straight configuration. This is accomplished by computing the dimensionless total
energy of the rod, E tot (assuming the shape defined by Eq. (1.16)), as the sum of
elastic bending energy and the work done by the external force, P . The energy then
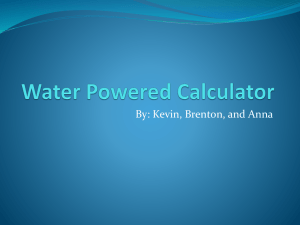
becomes a function of L and θ(L). In Fig. 1-4, we plot this energy profile for two
24
different applied loads, both 2% away from Lc . For the subcritical load, L = 0.98Lc ,
the vertical configuration represents the minimum energy. It is referred to as stable,
with small perturbations of θ(L) causing an increase in energy. As L increases to
L = 1.02L, however, the vertical configuration becomes a local maxima with local
minima at θ(L) ≈ 0.56 as predicted from Eq. (1.16). The vertical configuration
becomes an unstable equilibrium configuration for L > Lc , as small perturbations in
θ(L) will decrease the total energy.
In this section, we have successfully applied the Kirchhoff equations of equilibrium to the idealized case of Euler’s elastica, recovering classic results and finding
non-trivial buckled shapes past a critical applied load as an illustrative example. As
they relate strongly to the remainder of this thesis, the following aspects of the results
should be emphasized: the critical buckling load (Eq. (1.15)) and the amplitude of
the buckled shape are material dependent, whereas the mode shape (Eq. (1.16)) is
1
-0.5
0.5
-1
-2
Figure 1-4: The total energy of a compressed rod, E, as a function of tip angle, θ(L),
for a dimensionless length 2% below the critical buckling load (blue line) and 2%
above the critical buckling load (gold line). For loads below the critical load, the
straight configuration is the minimum energy. Beyond the critical load, the energy
becomes meta-stable, with the two buckled configuration (θ(L) ≈ 0.56) local energy
minima - the rod will buckle away from the straight configuration with any slight
perturbation.
25
material independent. That is to say, given matching boundary conditions, bodies
which are long in one dimension will assume universal shapes - the geometric nonlinearities which resulted from the equilibrium equations of Eqs. (1.7) cause macro-scale
similarities in geometry, independent of material properties. Beyond the small strain
assumption, behavior for different materials will become unique as the constitutive
equations can introduce additional material nonlinearities.
1.3
Outline of the Thesis
The general framework for the mechanical description of rod behavior has been developed in this introduction. Chapter 2 summarizes results in the literature and
highlights industrial motivations specific to the problems investigated in the remainder of this thesis. Each of the subsequent four chapters proceeds with the progression
of describing the experimental apparatus built and the methods developed to explore
the phenomena of interest, followed by a presentation and interpretation of the results
obtained. The order of the chapters reflects increasingly complex problems, where
existing theory becoming less extensive.
Chapter 3 investigates the role that natural curvature plays in affecting the qualitative and quantitative behavior of a suspended rod subject to a body force in the
form of self-weight. This first model experiment makes use of a novel rod fabrication
technique developed to give precise control over natural curvature as an independent
parameter. Rods are suspended under their own weight from one end, and assume
either planar or non-planar configurations, with non-planar configurations further
classified as having localized helical structure or global helices. The observed geometries are then rationalized, with excellent agreement found between experiments,
simulations, and theoretical predictions. We also discuss the related writhing problem, which consists of clamping both ends of a naturally curved rod and quantifying
its behavior under imposed displacement and twist at the boundaries.
Chapter 4 describes an experiment that was designed and built to compress a
fixed length of rod inside of a horizontal cylinder, which we refer to as the classic case
26
experiment. Unlike Chapter 3, we consider only naturally straight rods, investigating
the effect of changing the diameter of the constraining pipe on the critical buckling
loads, with straight, sinusoidal, and helical rod configurations observed in all cases.
Imperfection in the geometry of the constraining pipe is found to strongly affect the
helical buckling load.
Chapter 5 deals with the progressive injection of a rod into a glass pipe; the real
case experiment. In this configuration, friction opposes insertion and creates an axial
compressive load in the rod, portions of which undergo a primary instability into a
sinusoidal mode and a secondary instability into a helical configuration. Once again,
the size of the nonlinear constraint compared to the rod diameter has a strong effect
on the amount of rod that can be injected prior to helical buckling. The experiments
also indicate that natural curvature of the injected rod can play a role in causing
helical buckling to occur earlier in the injection process, which is both relevant and
undesirable in the industrial application.
Chapter 6 presents the investigation of a mitigation technique that allows more
rod to be injected into a cylinder before helical buckling occurs. This is accomplished
by vertically vibrating the constraint, which we refer to as the dynamic real case.
To our knowledge, this mechanism has not previously been explored in the existing
literature. For sufficiently high peak accelerations of vibration, the rod is observed
to lose contact with the constraint, thereby destabilizing frictional interactions and
delaying helical initiation. Results show that injection speed and vibration frequency
also play a role in determining the amount of improvement in total injected length
possible.
Finally, Chapter 7 summarizes the major results of the thesis and discusses potential avenues for future research.
27
28
Chapter 2
Literature Review
Chapter 1 introduced how rods are mechanically described, and the case of planar
buckling was considered. This chapter proceeds by expanding the review and discussion of three problems that have been previously studied in the existing literature
and are relevant to this thesis:
• §2.1 Describes relevant results in the behavior of a rod under applied tension
and moment, the so-called writhing problem, which is a canonical system in the
study of rods. These results will be directly applied in Chapter 3.
• §2.2 Summarizes the buckling of a rod inside a cylindrical constraint under
imposed end-displacement - referred to as the classic case. This will serve as
the foundational work of Chapter 4, in addition to being essential to Chapters
5 and 6.
• §2.3 Discusses how results from §2.2 have been applied to the real case, wherein
a rod is injected into a cylinder, and frictional loading leads to a similar, albeit
more complicated, buckling process as observed in the classic case. The work
in this section will be applicable to Chapters 5.
The review presented in this chapter is by no means an exhaustive list of all the
contributors to these problems, as the study of thin rods has a long history in the
mechanics literature. Instead, it is meant to highlight the past work most relevant to
the following chapters.
29
2.1
2.1.1
Behavior of Naturally Curved Rods
Motivation
The introduction mentioned a plethora of motivations for the study of rods, particularly those with natural curvature, both in natural and engineered structures. In
this section, we wish to focus on two practical scenarios, exhibiting similar mechanical behaviors: the deposition of subsea cables and pipe [26, 27, 30] and the behavior
of DNA [8, 20, 31–34]. Both topics are discussed in the thesis of Goyal [35]. The
longest subsea power cable in the world at the time of writing is the NorNed HVDC
cable, connecting Feda, Norway to Eemshaven, Netherlands. At its deepest depth,
the cable is deposited into 420 m of water, with an elliptic cross-section 21.7 × 13.6
cm (length/width ∼ 19,000) [36]. For comparison, a single human chromosome is on
the order of 2 cm long, with a diameter of 2 nm (length/width ∼ 10,000,000) [35]. In
either case, the structural element is very long in the axial direction in comparison
to its two other cross-sectional dimensions, and can be treated as a thin rod in the
mechanical sense so Kirchhoff’s equilibrium equations are applicable.
In subsea cable deposition, a cable (such as fiber optic cable) or pipe is lowered
from a ship to the subsea floor. During the descent from surface to bottom, hydrodynamic loading can induce torsion or twist into the cable. The rod, due to its buoyant
weight, is under a decreasing amount of tension along its arc length, with maximum
tension at the ship and minimum tension at the sea bed. Near the ship, the tension
prevents the rod from losing its linear shape. As we traverse down the arc length of
the rod, however, the decreasing tension can be observed to complicate mechanical
behavior, with geometric nonlinearities appearing. This situation is shown in Fig.
2-1, which was extracted from [35].
Below a critical tension, the rod will form kinks, loops, and tangles, which are areas
of large deformations due to bending and twisting of the rods. The problem is also
present in buoy moorings, where the buoy may undergo large amplitude yaw, imposing
twist in the cable between buoy and anchor. The cabling in both cases is frustrated by
30
a rod [32–34, 37, 38].
Two types of typical DNA strand configurations are shown in Fig. 2-2 (extracted
from [39]), with overall strand lengths typically ranging from a few microns to millimeters. Both shapes exhibit a feature known as supercoiling, which is the combination
of bending and twisting over the length of the DNA molecule. The top configuration
in Fig. 2-2 is known as a plectoneme, with multiple points of self-contact, while the
bottom configuration is known as a solenoid, and consists of a more helical structure,
with no points of contact. The plectoneme-form of DNA is the most commonly observed morphology [39]. The mechanical state of stress of these supercoils has been
found to affect the behavior of enzymes within the cell [40, 41].
In the cases of both subsea cables and DNA, mechanical instabilities lead to highly
nonlinear geometries. This can be harmful in the case of subsea cable hockling or
+$)%",-)',!'(.!-'/#,&+.0'#&1,!,"&*',)'233&)*,4'5'(.-)6'7,"8'!-9&'(**,",-)(.'
useful in the case of DNA packing. The following review of existing literature will give
-#9(",-):*&"(,.!;'
insight into the instabilities present in these problems, for both cases of a perfectly
naturally straight rod and a rod with intrinsic natural curvature.
'
-' ./012' 02' 3/%&&' 4&2#3/' .564&.)' 78644&.3' .564&' 94&:3;' ./01.' <0$=4&>/&4"?' .3%$53$%&'
Figure 2-2: A
supercoiled DNA
typically
on/01'
the order
of micron
to millime3&' 5/6"2.' 62<' =6.&>@6"%.;)'
A23&%8&<"63&'
.564&'strand,
98"<<4&;'
./01.'
.&B&%64'
<0$=4&>
ter scales. The top two images illustrate plectonemic DNA supercoiling, involving
023"2$0$.'@"&5&'0:'<0$=4&>.3%62<&<'+,-)'C6%#&.3'.564&'9%"#/3;'./01.'/01'3/&'.3%62<'
significant
amounts
of self-contact
in a highly0%'twisted
configuration.
The bottom
&.' 62<' 31".3.' "2'
:0%8"2#'
.$@&%50"4.'
902&' "23&%10$2<'
@4&5302&8"5E'
62<' 02&'
two
images
show
solenoidal
supercoiling,
with
a
single
helical
structure
involving no
$%3&.DG'H%62<&2'62<'I00J&'K(LM'62<'C&/2"2#&%'&3'64)'KNM;)'
self-contact. Image extracted from [39].
32
!"#("&!'('>?2'9-.&%$.&'-)'"8#&&'*,++&#&)"'.&)6"8'!%(.&!'(!'#&3#-*$%&*'+#-9'
!'@5ABC;'D8&'!9(..&!"'.&)6"8'!%(.&'E+(#'.&+"F'!8-7!'('!&69&)"'-+'"8&'+(9,.,(#'
2.1.2
Previous Work
The non-linear nature of the Kirchhoff equations, Eq. (1.6), that describe rod behavior make exact solutions uncommon in the existing literature. The addition of
natural curvature makes the closed-form solutions to problems even less common.
This section deals with a canonical system whose schematic diagram is shown in Fig.
2-3, that has proven to be remarkably fertile for researchers. It consists of an infinitely long and weightless rod, clamped at both ends, with an applied end moment,
M , and tension, P . A variety of solutions exist, each considering a different case:
i) intrinsically straight rod under compression (P < 0) [42], ii) Intrinsically straight
rod under compression and twist [43], iii) intrinsically straight rod under tension and
twist [42], iv) intrinsically curved rod under twist [44], and v) intrinsically curved rod
under tension [45]. The different cases can be distinguished by the rod considered,
with it assumed to be naturally straight or including natural curvature. Results from
both assumptions are summarized below.
Intrinsically Straight Rod
In the case of an infinitely long, intrinsically straight rod, any non-zero compression or
moment will induce buckling. Under combined tension, P , and moment, M , however,
as shown in Fig. 2-3, the rod may remain stable in a linear configuration (transparent
blue curve in Fig. 2-3), or may buckle into a modulated helical structure (solid red
curve in Fig. 2-3). Several authors [27, 30, 42, 43, 46, 47] have derived the critical end
moment for the loss of stability, Mc , to be,
√
Mc = 2 EIP ,
(2.1)
with several authors noting that the equilibrium equations of the rod undergo a Hopf
bifurcation at this buckling load [48, 49].
Thompson and Champneys [50] have found that, at the onset of buckling, the helix
assumes an axial pitch length given by Lc = 4πEI/Mc . Champneys et al. [44] showed
33
Figure 2-4: Test progression of a square cross-section rubber rod which was cast with
zero natural curvature and tested at neutral buoyancy. The rod remains straight (top
photo) until it enters a ∼ 3 twist per wave localized helical solution (bottom photo).
Images from [44].
result of Eq. (2.2) can be compared to the result of Greenhill [53], who, in 1883,
derived using the theory of small displacements the critical load for the case of a
finite rod under compression and end torque, finding,
m2 − 4p = 16π 2 ,
(2.3)
where m and p are the same dimensionless variables introduced above. In Fig. 2-5, we
compare the three predictions (infinite length rod, finite length according to Greenhill,
and finite length according to van der Heijden et al.), and plot the corresponding
buckling criteria, where the lines represent critical combinations of moment, m, and
tension, p, that are sufficient to cause a straight rod to buckle. In the case of an infinite
rod, as predicted by Eq. (2.1), any applied compression or moment will cause the rod
to buckle. When considering the rod to be of finite length with Eq. (2.2), however, the
critical buckling load in pure compression (m = 0) matches that predicted by Euler
35
4
Infinite Rod (2.4)
Finite Rod (2.6) - 1st mode
Finite Rod (2.6) - Other Modes
Finite Rod (2.7)
3
2
1
Straight
0
−1
Mode=2
Buckled
−2
Mode=3
−3
−4
−4
Mode=4
−3
−2
−1
0
1
2
3
4
Figure 2-5: Relation between applied moment, m, and tension, p, for a straight rod
to buckle. For the case of an infinite rod (thick dark blue line), any compression or
applied moment will cause the rod to buckle, whereas in the case of a finite rod (light
blue line), the straight rod will remain straight for compression and moment until a
critical buckling load is reached. Thin blue lines represent higher buckling modes of
a finite length rod. The gold line represents the first historical prediction for buckling
under combined moment and compression.
buckling, corresponding to p = −1 on the plot. Greenhill’s prediction (Eq. (2.3))
also agrees with Euler’s buckling load in pure compression, but then his solution
asymptotes to the second buckling mode predicted by Eq. (2.2). Maddocks later
showed that the first mode of buckling under pure compression was the only stable
one [54].
Once the rod buckles out of its straight configuration (into a planar configuration
if m = 0 and a helical configuration otherwise), further increases in load lead to a
secondary instability. Once this instability occurs, the rod jumps into self-contact
36
with the formation of a loop. For an infinitely long rod, Thompson and Champneys
√
[50] found this instability to happen at M = Mc / 2. Furthermore, this loop was
predicted to form at the center of the helical structure, where the amplitude of the
initial buckled deformation was largest.
Prior to Thompson and Champneys’ analytic work, the formation of a loop was
also of interest to engineers in the field of submarine cabling, where loop formation
was often associated with cable damage and/or failure. To investigate the effect of
loop formation, some experimental studies were conducted [26, 30, 55], an example of
which is shown in Fig. 2-6 from [30]. Photographs were taken from a test with a
multi-stranded steel cable (diameter, d = 3.8 cm, and length, L = 6.4 − 7.2 m) placed
into tension with a dead load and then twisted. Fig. 2-6 (a) shows that the rod is
straight for low values of imposed twist. For increasing twist, Figs. 2-6 (b) - (d),
the cable buckles into the predicted helical structure. Eventually, in Fig. 2-6 (e), the
cable buckles into a localized configuration, which is commonly referred to as a kink,
hockle, or plectoneme.
Van der Heijden and collaborators [42, 43, 56] studied (both analytically and experimentally) the scenario of localized buckling shown in Fig. 2-6 (e) by considering
a finite-length rod under either fixed end rotation, Φ, or end displacement, δ. Introducing a “semi-infinite” approximation, the researchers found a critical combination
of Φ and δ for the jump to self-contact (formation of a loop) to be governed by,
2
Φ=
γ
r
8
4γ
+
d2
d
r
1 γd
−
+ 4 arccos
2
4
r
1 γd
− ,
2
4
(2.4)
where d = δ/L, γ = GJ/EI, and 0 ≤ d ≤ 2/γ. For end displacements d > 2γ,
a different form of instability (governing the behavior of looped planar elastica) is
relevant for the rod’s stability [25], but is not of immediate interest here. The term
γ represents the ratio of twisting and bending stiffnesses of the rod. Miyazaki [57]
also analytically treated finite length rods, although results were presented as highly
implicit functions, making them difficult to compare to those of van der Heijden et al.
For finite length rods, van der Heijden et al. [43] found that for small end rotations
37
-J&
i*
(a)
Five turns
(b)
(e)
Twenty-two
turns
Ten turns
(c)
Fifteen
(d)
turns
Twenty
turns
Figure 16.
Stages of kink formation on 1x48 cable during
negative torquing.
Figure 2-6: Photographs of cable kink test from Liu [30]. An initially straight, multistranded steel cable (diameter, d = 3.8 cm, and length, L = 6.4 − 7.2 m) is put in
tension (load applied at bottom of figure, clamped at top), and then the bottom is
twisted. The initially straight cable (a) is seen to first take on a helical configuration
with growing amplitude, (b) through (d), and then a kink (also known as a hockle or
a plectoneme) forms at twenty-two turns (e). Note that the strand separation in the
kink in (e) indicates damage to the cable.
(Φ < 2π),(a)there
instability
involving a jump to self-contact
over the applicable
One is
andno
one
half
(b) Two and one half
(c) Three turns
turns
turns
range of 0 ≤ d ≤ 2/γ. For larger end rotations (Φ > 2π), however, there is the same
jump to self-contact as discussed for the infinite length case. This dependence on Φ
was not observed for the infinite length case, where the secondary instability involving
jumping to self-contact was always predicted. Fig. 2-7, extracted from [43], illustrates
the case of a rod a) with high end rotation (Φ = 11.4 radians) jumping to selfcontact (Configurations A3 and A4 are snapshots immediately before and after the
(d)
Four turns
(e)
Closeup of link
instability, respectively) and b) with low end rotation (Φ = 4.265 radians) exhibiting
Figure 17.
Various stages of kink formation on 1x48
no secondary instability,
with the
fixed
ends positive
passing one
another in Configurations
double -armored
cable
during
torquing.
B3 and B4.
In the special case of Φ = 0 (no end rotation), the first buckling mode of the
33
rod remains planar. A secondary buckling mode involves the buckled shape going
out of plane, taking on a shape similar to Configuration B2 in Fig. 2-7 (b). The
38
a)
A1
A2
A3
A4
b)
B1
B2
B3
B4
Figure 2-7: A finite length rod with fixed end rotation Φ undergoing imposed end
displacement d. a) Under high end rotation (Φ = 11.4 radians), the rod undergoes
a buckling instability in Configuration A1 and experiences a jump to self contact
at dj = 0.504, Configurations A3 and A4. b) For low end rotation (Φ = 4.265
radians), the rod undergoes a buckling instability in Configuration B1, but then does
not have a jump to self-contact, rather taking on a planar loop elastica configuration
in Configurations B3 and B4, for d ≥ 1. Figure extracted from [43].
first buckling mode is the Euler buckling load, p = −4π 2 . Van der Heijden et al.
[42] provide closed form solutions for the load-displacement behavior for the planar
buckled configuration, as well as a solution for the bifurcation point for the rod to
buckle out of plane. The load displacement curve is given parametrically by,
p = −16K 2 (k)
E(k)
,
d=2 1−
K(k)
(2.5)
where K(k) and E(k) are the Legendre complete elliptic integrals of the first and
second kind, respectively, and k is the elliptic modulus, 0 ≤ k ≤ 1, commonly used as
the argument parameter for elliptic integrals. The critical point for bifurcation of the
planar shape into the non-planar shape is a function of the ratio γ = GJ/EI between
39
twisting and bending stiffness only. The critical point is γ dependent because the
instability is a transition from a purely bending mode (planar) to a mixed bendingtwisting mode (a non-planar loop). For a solid rod with a circular cross-section (the
following chapters all deal with such rods), γ = 1/(1 + ν), where ν is the Poisson’s
ratio of the material. To find the critical load and displacement, one must solve for
the elliptic modulus, k, in,
K(k) [2(1 − k 2 )K(k) + (−3 + 4k 2 )E(k)]
γ=
,
2(1 − k 2 )K 2 (k) + (−5 + 4k 2 )K(k)E(k) + 3E 2 (k)
(2.6)
and then input the value back into Eq. (2.5). For a solid rod with solid and incompressible cross-section (such as rubber), this corresponds to k = 0.5467, which gives
the critical values for compression, p = −5.8263π 2 , and end displacement, d = 0.6003.
Thus far the writhing problem has been introduced for both infinitely long and
finite length, intrinsically straight, rods. Solutions for the initial buckling (either
planar or modulated helix depending on the end rotation Φ) were provided, as were
solutions to a secondary instability, consisting of a jump to self-contact or an out
of plane buckling. Other authors have considered variations of this problem, most
notably those considering a variety of boundary conditions [54, 58], non-symmetric
cross-sections [52], as well as those dealing directly with computing self-contact of the
rod [16, 31, 34, 59]. We now move on to work relevant for naturally curved rods.
Intrinsically Curved Rod
Champneys and colleagues [44] noted that in qualitative experiments with rubber
rods, the expected progression of an intrinsically straight rod under imposed end
rotation at fixed end displacement (straight, localized helix, loop) was not strictly
observed. Instead, upon twisting the rod, a global helical shape was observed, as seen
in Fig. 2-8 from [44] which presents a sequence of photographs from an imposed end
rotation test. These results show that prior to the localized helical structure that
is expected at high end rotation (as seen in the bottom four photographs), there is
a one-twist-per-wave global helical structure observed. This effect was attributed to
40
the natural curvature of the rod caused by spooled storage.
Champneys et al. [44] went on to derive the general equilibrium equations for a
rod including natural curvature, showing that the natural curvature acted as a perturbation to the Kirchhoff equations of equilibrium. The straight configuration of
a twisted rod before localized buckling was indeed replaced by a one-twist-per-wave
global helical structure, one whose amplitude grows under continued end rotation.
√
They defined a dimensionless load, m = M/ EIT , and dimensionless natural curvature, κ0 = EIκ0 /M (they also assumed that κ0 was small). Numerically solving
their equations of equilibrium for an infinite length rod, they again found a Hopf
bifurcation for loads m > mc , remarking that the value of mc was initially unchanged
and then decreased with increasing κ0 .
Goriely and others [4,60–64] have taken an alternative approach to the modeling of
rods with natural curvature from the methods mentioned thus far. These researchers
worked within the framework of time-dependent Kirchhoff equations for rod equilibrium, studying the linear stability of the solutions, as well as performing post-buckling
analysis. After first applying their method to intrinsically straight rods [60–63], they
then addressed problems including naturally curved rods [4, 64].
A result of particular interest for our work was the rationalization of the curvatureto-writhe instability. Here a rod starts with an applied tension and zero imposed end
rotation, with both ends fixed in rotation (resulting in zero total twist in the rod
throughout the duration of the test). For sufficiently large tension, the rod remains
in a linear configuration. As tension is progressively released, however, the rod is
observed to go through an instability whereby the rod takes on a helical configuration.
However, to maintain the zero total twist condition imposed by the boundaries, the
rod assumes the shape of two helices with opposite chirality, connected at the middle
of the rod by a chirality inversion, or perversion. This instability is shown in Fig.
2-9 as a cartoon taken from [45]. In the straight configuration, the bending energy is
high as the material curvature (zero in the case of a straight rod) is not close to the
natural curvature. Upon relaxation of the tension, the twisting energy increases with
the formation of a helix, but the bending energy decreases as the material curvature
41
Figure 2-8: Photographic sequence of a test with a naturally curved rod under imposed end rotation (increasing rotation for lower pictures). During early stages of test
(top four photographs) a one-twist-per-wave helical configuration is observed before
the localized helical buckling shape is observed (bottom four photographs). Images
extracted from [44].
42
242
T. McMillen and A. Goriely
Fig. 1. A cartoon of the curvature-to-writhe instability; as the tension is decreased, the instability
sets in and two helices with opposite handedness are created: a perversion.
Figure 2-9: Cartoon representation of the curvature-to-writhe instability. A naturally curved coiling
rod under
tension initially assumes a straight and linear configuration.
of strings, ropes, or telephone cords. If you take a piece of rubber tubing, hold
For decreasing
tension
rod
instability,
taking
onThis
a configuration
it between
your the
fingers,
andwill
twistundergo
its ends, thean
filament
will soon coil
on itself.
is
an
example
of
a
writhing
instability
where
a
local
change
in
twist
eventually
results
in
a
consisting of two helices of opposite chirality connected by a chirality inversion,
also
global reconfiguration of the filament. In this case we have a twist-to-writhe conversion.
known as a perversion.
Illustration
extracted
from
[45].
The word writhe refers to global deformation of a filamentary structure. This type of
instability has received considerable interest and is known to be important in processes
such as coiling and super-coiling of DNA structures [1], [2], [3] and morphogenesis in
bacterial filaments [4], [5], [6].
typecurvature.
of writhing instability is the curvature-to-writhe instability where
approaches theAnother
natural
changes of curvature trigger global shape reconfigurations [7]. This instability can also
be observed in telephone cords. If one completely untwists the helical structure of the
Goriely and
Tabor
[4],ends,
and
subsequently
McMillen
and
Goriely
[45],
cord and
pulls the
a straight
cord can be obtained.
Now, if
one slowly
releases
the studied the
ends, the filament suddenly changes shape to a structure composed of two helical struccurvature-to-writhe
problem
with the
and inversion
static Kirchhoff
equations
of equitures with opposite
handedness
and dynamic
linked by a small
(see Fig. 1). We
refer
to this structure as a perversion. The German mathematician J. B. Listing [8], [9] refers
librium, respectively.
For
the case
of an infinitely
they tofound
that the critical
to an inversion
of chirality
as perversion
as used by long
D’Arcyrod,
Thompson
characterize
seashells: “the one is a mirror-image of the other; and the passing from one to the other
tension, Pcr ,through
belowthewhich
straight
rodhaswas
unstable is,
plane ofasymmetry
(which
no ‘handedness’)
is an operation which Listing called perversion” [10, p. 820]. Maxwell, in his 1873 treatise on electromagnetism,
also uses the word perversion: “They are geometrically alike in all respects, except that
one is the perversion of the other, like its image in a looking glass” [11]. The usage of the
2 rare left-handed specimens of
word perversum actually originated in the description of
Pcr = (1 + ν)EIκ0 ,
(2.7)
where all parameters are defined as before. For a perfectly straight rod, κ0 = 0,
no values of tension allow for the curvature-to-writhe instability to occur. Instead,
the tension for an instability would be negative, i.e. equal to the Euler compressive
load, as was discussed in the previous section. For increasing κ0 , the critical tension
increases. The authors also found an expression for the case of a rod with finite
length, where the critical tension in Eq. (2.7) was decreased as,
43
Pcr (L) = (1 + ν)EIκ20 −
EI
.
L2
(2.8)
Goriely and colleagues assumed that the asymptotic helices that are formed (far
away from the chirality inversion) adopt a shape such that their material frame coincides with the Frenet frame (an adapted frame whose normal director lies in the plane
of greatest geometric curvature of the centerline [29]) for rods with natural curvature.
This implies that the axis of the asymptotic helices (the imaginary axis that the helix
is wrapped around) is perfectly aligned with the applied tension, which is a common
assumption made in the study of stability of helical filaments [65–67]. This assumption allows for a simplified description of the asymptotic helices that are formed when
P < Pcr . First of all, the geometry of a constant helix can be described by the radius
(of the helix), r, and pitch length (also known as the step or wavelength), 2πp. These
two quantities are related to the Frenet curvature, κF , and twist, τF , through the
relations,
r
+ r2
p
τF = 2
p + r2
κF =
p2
(2.9)
McMillen and Goriely [45] also relate κF and τF with the natural curvature, κ0 ,
of the rod,
τF2 =
p
(1 + ν)κF (κ0 − κF )
(2.10)
where κF < κ0 (as the rod is between straight and the natural curvature for 0 < P <
Pcr ). To find the exact shape of the asymptotic helices, the applied tension is related
to the Frenet curvature and twist through the relation,
P = EIτF (
q
1
κ0
−1+
) κ2F + τF2 .
κF
1+ν
(2.11)
Finally, Eqs. (2.10) and (2.11) can be combined to yield an expression that relates
the applied tension to the curvature or twist of the asymptotic helices away from the
44
chirality inversion,
P
(1 + ν)EI
2
= κ0 − κF (1 −
1
)
1+ν
3
(κ0 − κF ).
(2.12)
Using Eq. (2.12) and it’s analogue for tension and twist, one can describe the exact
geometry of an asymptotic helix for an infinite rod as a function of applied load.
For any load there will be two solutions, corresponding to opposite chiralities. The
methods of Goriely et al. [4, 45] allow for the description of the chirality inversion as
well, but require numerical solution for specific parameters, instead of closed form
solutions.
Thus far we have seen that there has been a rich body of work devoted to the study
of elastic rods under a variety of loading conditions. In the case of a perfectly straight,
twistless, finite length rod, compressive forces can be sustained before buckling occurs.
In all other instances (naturally curved, imposed end rotations, or infinitely long
rods), an instability occurs for sufficiently low tensile forces. In these derivations,
sophisticated continuation techniques were often ported from the field of dynamic
stability analysis [43, 68]. This illustrates the sophistication needed to exactly solve
the highly geometrically nonlinear problems presented by rods. Moving to more
complicated centerline geometries or external loadings (e.g. non-symmetric, spatially
varying, or non-conservative forces), numerical tools (e.g. shooting methods, finite
difference, and finite element) are generally preferred. Sometimes, as in the next
section, the centerline geometry resulting after an instability is assumed to take a
specific form, making closed form solutions possible.
2.2
2.2.1
Compressing a Rod Inside a Cylinder
Motivation
Drilling methods for oil and natural gas have evolved dramatically over the last century [69]. In most cases, a borehole is originally drilled using a drill string composed
45
of 90-ft-long segments of drill pipe screwed together with a bottom hole assembly
(mainly consisting of instrumentation, a mud rotary motor, and a drill bit) at the
string’s downhole extremity. During this process, the top end of the drill pipe is
clamped at the drill rig with fixed rotation (either no rotation or a set rotation
speed) and the bottom end of the drill string is pressed against the formation being
penetrated. Mechanically, the drill string can be considered a rod as its diameter
(typically 10 cm or smaller [70]) is small compared to its length (on the order of
1 − 10 km).
Advancement of the borehole during drilling requires that a compressive force be
applied to the top end of the drill string. The drilling assembly is often steerable, such
that the wellbore can be drilled according to a specified trajectory [71]. Recently, there
has been a surge in so-called horizontal drilling, where the drilling inclination (angle
from vertical) exceeds 80◦ , as shown in Fig. 2-10, where we plot the proportion of
active drilling rigs in North America drilling horizontal wellbores. These wells result
in greater contact between the well and the formation, leading to an improvement
in production [72]. The horizontal distance, also known as horizontal departure, that
can be drilled using current methods is remarkable. The current record for horizontal
departure is 11,569 m at the Al-Shaheen field BD-04A well in the Persian Gulf off
the coast of Qatar [71].
During drilling, large compressive forces are applied to the drill pipe, a slender rod
(diameter on the centimeter scale), inside of a cylindrical constraint. Past a critical
load, this leads to buckling of the drill string. This buckling can immediately effect
the trajectory of the wellbore in addition to the amount of force transmitted from
the drill rig to the drill bit. In the longer term, the buckling can negatively affect the
service life of the drill string. Mechanically, we describe this problem as a fixed length
of rod compressed inside of a cylinder, a situation we will refer to as the classic case,
which will be investigated in detail in Chapter 4.
Similar to the unconstrained rods of §2.1, the constrained rods of this problem
experience a sequence of two buckling instabilities. The first instability is a rather benign sinusoidal buckling mode, which does not significantly effect the rate of penetra46
100
Horizontal Wells
% of Active Rigs (N. America)
90
80
70
60
50
40
30
20
10
0
1993
1998
2004
2009
Year
Figure 2-10: Percent of active rotary drill rigs in North America drilling horizontal
wells as a function of time. Note that starting in early 2010, horizontal drilling
accounted for over half of the active wells being drilled. Data from Baker Hughes [73].
tion of drilling nor excessive damage to the compressed rod. However, the secondary
instability, which results in a helical configuration, can lead to damage of the rod or
the constraining cylinder. We will see in §2.2.2 that analytically, authors simplify the
problem of §2.1 by assuming a post-buckled shape and finding the resulting criteria
for instabilities. These assumptions are made out of necessity; the nonlinear geometry of the cylindrical constraint precludes closed form solutions to the equations of
equilibrium without them.
2.2.2
Previous Analytical Work
Unlike §2.1, where exact solutions to Kirchhoff’s equations of equilibrium (Eq. 1.6)
could be found for the shape a rod assumed after a mechanical instability, the classic
case does not have exact solutions for the buckling and post-buckling behavior of the
rod. Instead, authors tend to assume buckled shapes and then calculate the critical
loads the transition into those configurations.
47
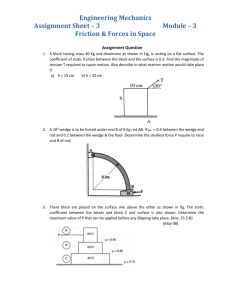
Figure 2-11 shows the assumptions common to the theoretical work discussed in
this section. In Fig. 2-11 (a), an initially straight (blue cylinder in Fig. 2-11 (a))
rod is compressed inside of a constraining cylinder that is inclined from vertical by
an angle α. The rod is compressed by two forces, Pin and Pout , applied at the input
and output end, respectively. For cases with no frictional interactions, Pin = Pout .
Past a critical applied load, Pcrs , the rod buckles into a sinusoidal configuration (green
cylinder in Fig. 2-11) with a characteristic wavelength, λ. With increasing applied
load, the rod undergoes a secondary instability at the critical helical buckling load,
Pcrh , changing into a helical configuration with constant pitch length, p. In Fig. 2-11
(b), an axial view of the rod in its straight (blue), sinusoidal (green), and helical
(red) configurations. In all three configurations, authors assume the rod to be in
perfect contact with the cylinder. The constraining geometry is defined by the radial
clearance, ∆r, defined as half the difference between the cylinder and rod diameters.
The amplitude of the sinusoidal configuration is defined by the angular amplitude,
β0 , shown in Fig. 2-11 (b).
a)
b)
Figure 2-11: a) Side view of the classic case. An initially straight (blue) rod is
compressed inside of a cylindrical constraint that is inclined an angle α from vertical
by forces Pin and Pout (with no friction, Pin = Pout ). The rod first buckled into a
sinusoidal configuration (green) with a characteristic wavelength, λ, and then into
a helical configuration with a constant pitch length, p. b) Axial view of the classic
case. The constraint geometry is defined by the radial clearance, ∆r. The sinusoidal
configuration has angular amplitude, β0 . In all cases, the rod is assumed to be in
perfect contact with the cylinder.
48
This section summarizes results in the literature relevant to this project, specifically: i) the critical load for sinusoidal buckling, Pcrs , the buckling wavelength, λscr ,
and the normal contact force, Wn , between the sinusoidally buckled rod and pipe, ii)
the critical load for the rod to buckle into a helical configuration, Pcrh , the buckled
pitch length, phcr , and the normal contact force, Wn , between the helical rod and pipe,
iii) the effect on results considering non-zero frictional interactions between the rod
and pipe, and iv) the effect of imperfections on critical loads.
Sinusoidal Buckling
Lubinski [74] was the first to consider buckling of a drill string in a borehole. He
derived the first critical buckling load for a vertical wellbore (α = 0 in Fig. 2-11)
filled with drilling fluid using small-displacement equilibrium methods. With drilling
fluid, the drillstring has a buoyant weight, w = ρAg, where ρ is the volumetric density
of the drill string material minus the density of the drilling fluid, A is the crosssectional area of the drill string, and g is the acceleration due to gravity. Assuming
the rod to be straight and not in contact with the borehole, Lubinski derived the first
√
3
critical buckling load, Pcr = 1.94 EIw2 , where E is the Young’s modulus and I is
the moment of inertia of the pipe cross-section. Above this critical load, Lubinski
claimed that: i) the drill string would come into contact with the borehole wall, and
this point of tangency on the drill string would fatigue faster than other sections, and
ii) drilling progress would deviate from vertical, as the bit inclination would change
with the new buckled configuration. This buckled configuration corresponded to a
half of a sinusoidal wavelength at the bottom of the drillstring. Lubinski derived a
√
3
secondary buckling load at Pcr = 3.64 EIw2 , which corresponded to a full buckled
wavelength. In this first derivation, the radial clearance of the borehole did not factor
into the calculation, but it raised awareness of the potential for buckling in the drilling
industry.
Paslay and Bogey [75] investigated the case of an inclined borehole with a rod
inside of it (0 ≤ α ≤ π/2 in Fig. 2-11). For inclined boreholes, the rod was assumed
49
to be perfect contact with the borehole, and that contact was frictionless. Paslay
and Bogey included the effects of end thrust and moment for the constrained drill
string. They derived a fourth-order differential equation for the configuration using
energy minimization techniques and considered two simplified cases: the weightless
rod (w = 0) and the horizontal configuration (α = π/2). In the case of a weightless
rod, they found the critical load for the onset of sinusoidal buckling, Pcrs , to be,
Pcrs =
nπ 2
(1 − ν)2
,
EI
(1 + ν)(1 − 2ν)
L
(2.13)
where ν is the Poisson’s ratio (≈ 0.3 for steel), n is a positive integer value corresponding to the mode number (number of half wavelengths), and L is the rod length.
The prefactor in Eq. (2.13) that is a function of Poisson’s ratio is of order 1, so the
critical load reduces to approximately that of Euler buckling (minimized with n = 1)
in the case of the weightless rod [9]. This result can be interpreted as the inclination of the constraint as well as the radial clearance, ∆r, do not influence Pcrs unless
the constrained rod has non-zero buoyant weight. In the horizontal configuration
(α = π/2) of a rod with weight, the researchers derived Pcrs as,
Pcrs
= EI
nπ 2
L
w
+
∆r
L
nπ
2
,
(2.14)
where ∆r once again is the radial clearance between the drill string and wellbore,
n is the number of half wavelengths of the buckled shape, n = λ/2. The first term
in Eq. (2.14) corresponds to the classic Euler buckling load for a column under
compression, and the second term is the effect of the rod (with buoyant weight w)
climbing the cylindrical constraint, raising the gravitational potential energy. This
form for the buckling load is identical to a beam on an elastic foundation with elastic
foundation (often referred to as a Winkler foundation) constant w/∆r [1,9]. The last
feature of note of Eq. (2.14) is that the number of half wavelengths in the primary
(lowest energy) mode of buckling is length-dependent. This result differs from that for
unconstrained buckling of columns, where the first mode always consists of one half
wavelength (n = 1). These critical sinusoidal buckling loads for different values of n
50
are presented in Fig. 2-12 using typical mechanical properties found in the oilfield [1]:
E = 207 GP a, I = 9.97 × 10−6 m4 , w = 315 N/m, and ∆r = 4.1 cm.
For sufficiently “long” cylinders – typically L ≥ 5λ – the critical load becomes
practically independent of length [1]. This can be seen in Fig. 2-12 by the curves
of Pcrs getting progressively flatter near their optimum rod lengths. This asymptotic,
length independent value of Pcrs is given by,
Pcrs
r
=2
EIw
,
∆r
(2.15)
where we see the most basic ingredients of the problem: buckling is resisted by the
bending stiffness of the rod and the cost in potential energy to lift the buoyant weight
up the curvature of the constraining rod. Eq. (2.15) is the most commonly used and
quoted value of the critical force for sinusoidal buckling, and the one we shall refer
5
5
x 10
Critical Buckling Load,
[N]
4.5
4
3.5
3
2.5
n=1
n=2
n=3
n=4
n=5
2
1.5
Sinusoidal Mode
Asymptotic Sinusoidal Mode
1
0.5
0
0
20
40
60
Rod Length [m]
80
100
Figure 2-12: Critical sinusoidal buckling load, Pcr2 , as a function of rod length. For a
given rod length, a particular mode number, n, minimizes Pcrs , although for sufficiently
long cylinders (L & 5λ), Pcrs reaches an asymptotic value (dashed line). Material
and geometric properties taken from [1] are EI = 2.06 N m2 , w = 315 N/m, and
∆r = 4.1 cm.
51
to as the critical sinusoidal force henceforth. Dawson and Paslay [76] showed that
this force can be made more generic for the case of rods with self-weight in inclined
boreholes by replacing the buoyant weight by the vertical component of the contact
force, w sin α. For the case of sufficiently long cylinders (L ≥ 5λ), the sinusoidal
wavelength at the initiation of sinusoidal buckling (for horizontal configurations),
λscr = 2L/n, can be expressed as [76],
λscr
= 2π
EI∆r
w
1/4
.
(2.16)
Finally, several authors have noted that the contact force per unit length, Wn ,
between a sinusoidally buckled rod and a horizontal cylindrical constraint can be
expressed as [77, 78],
16π 4 EI∆rβ02
2 2π
2 2π
2
4 2π
−β0 cos ( x) + 3 sin ( x) − 4 cos ( x)
Wn =
λ4
λ
λ
λ
2
2
2π
4π ∆rβ0 P
cos( x) + w cos β,
+
2
λ
λ
(2.17)
where β0 is the angular amplitude of the sinusoidal shape (see Fig. 2-11 (b)). Examination of Eq. (2.17) shows that the normal contact per unit length does not vary
substantially from the unit weight of the rod. This implies that the contact force
between the rod and constraint does not change appreciably between the straight
and sinusoidally buckled configurations. We will see that this is not the case in the
case of helical rod configurations.
Helical Buckling
If the axial load is increased sufficiently beyond Pcrs , a secondary instability will occur,
and the rod buckles into a helical configuration. This phenomena was investigated
first by Lubinski [79]. In his work, Lubinski derived a relationship between the applied
load above the helical buckling load, P h > Pcrh , and helical pitch, p,
52
Ph =
8π 2 EI
.
p2
(2.18)
Cheatham and Patillo [80] confirmed the results of Lubinski in the case of increasing
axial load using energy minimization and stability analyses. They found, however,
during decreasing axial load that the force-pitch relationship of Eq. (2.18) changed
by a factor of two: P h = 4π 2 EI/p2 . In the work of Lubinski, as well as Cheatham
and Patillo, friction between the rod and constraining cylinder is neglected and the
rod is assumed to stay in contact with the wall throughout the loading process.
Chen, Lin, and Cheatham [81] extended the work above to find the critical load
for the initiation of helical buckling,
Pcrh
= 4EI
mπ 2
L
w
+
2∆r
L
mπ
2
,
(2.19)
where m is the number of full pitch lengths of the buckled shape (note the difference
from the previous definition for sinusoidal buckling, where n was the number of half
wavelengths). Similar to the previous case of Pcrs (Eq. (2.14)), the first term of Eq.
(2.19) corresponds to the typical Euler buckling load of a column and the second
term is an additional load caused by the cylindrical constraint, ∆r, and the weight
of the rod, w. Also similar to sinusoidal buckling, the optimum number of pitches
for buckling (minimizing Pcrh ) is length-dependent (just as the optimum n for Pcrs
was length dependent in Fig. 2-12). As the length of the rod and cylinder increase,
Pcrh asymptotes to become length independent (similar to Eq. (2.15)) and can be
expressed as [1],
r
√
EIw
Pcrh = 2 2
,
∆r
(2.20)
√
suggesting that the applied load must be increased by a factor of 2 above the critical
√
sinusoidal load to achieve helical buckling, i.e. Pcrh = 2Pcrs . The value of the critical
helical buckling load given in Eq. (2.20) is disputed in the literature for a variety of
reasons. Deli et al. [82] utilized equilibrium methods instead of energy minimization,
53
with very small (less than 1%) disagreement with Eq. (2.20). Wu and Juvkam√
Wold [83] argued that the end load should should instead be (2 2 − 1)Pcrs , or 30 %
higher than predicted by Eq. (2.20) to guarantee that the average force in the rod
reaches the critical helical buckling load. Miska et al. [77,84] argued that Pcrh should be
equivalent to the sinusoidal rod configuration becoming unstable, which they derived
to be two times higher than Eq. (2.20). In this thesis, Eq. (2.20) will be the value
intended when referring to the critical helical buckling load, but it is important to
realize that there is a range of values for this critical load in the literature.
The disagreement over the critical helical buckling load did not consider the effect
of torsion. Deli et al. [82] showed that torsion entered the equilibrium equations
√
√
through the parameter 2T / P EI, where T is the applied torque and P is the
applied thrust. For the case of drilling a wellbore, this term is very small, and the
effect of torque is negligible on the Pcrs . While it was found that torque could have a
large effect on equilibrium shapes, it is very small in actual engineering applications, so
the effect is relatively small typically (Deli et al. did not provide a relative magnitude,
but their conclusions have been accepted in the ensuing literature [78,84]). There has
been some work [85] studying the case of large torques of a rod constrained in a
cylinder, resulting in a constrained analog to the writhing problem from §2.1. These
results are not applicable to this study, so will not be considered.
At the onset of helical buckling, there is agreement in the assumption of a constant pitch helix, and there is general agreement that, in the case of sufficiently long
cylinders (with the definition of “long” the same as above: L & 5λ), that pitch length
can be expressed as,
phcr
=π
8EI∆r
w
1/4
.
(2.21)
Finally, Mitchell [86] derived the normal contact force per unit length between a
helically buckled rod and cylindrical constraint to be:
Wn =
∆r(P h )2
+ w cos(β),
4EI
54
(2.22)
where β is the angle from the vertical of the buckled rod and P h > Pcrh . Eq. (2.22)
was derived using equilibrium equations of a rod undergoing large deformations and
assuming small angular changes along the axial direction. This assumption is valid
for most helical buckling applications, and can only be questioned well into the posthelically-buckled regime. According to Eq. (2.22), the normal force that the rod
exerts onto the constraining pipe rapidly increases with increasing axial load in a
quadratic power law fashion. The second term of Eq. (2.22) is related to the fact
that the weight of the rod will affect the normal contact force, making it higher at the
bottom of the pipe and the contact force lower at the top of the pipe. This second
term tends to be neglected [1, 84] as a smaller order term than the first term of Eq.
(2.22). Mitchell’s expression [86] for the normal force in relation to the applied load
can be combined with Lubinski’s derivation [79] for helical pitch and applied force
to give an expression for the normal force between the helically buckled rod and the
constraint,
Wn =
A2 E∆r 2
δ ,
4IL2
(2.23)
where δ is the imposed end displacement (related to the buckled helical pitch, p) and
A is the cross-sectional area. Deli and Wu [82] derive a contact force using equilibrium
methods instead of energy methods and find,
Wn =
∆r(P h )2 9
32 EIw
,
− w−
4EI
5
25 ∆r(P h )2
(2.24)
which approaches Eq. 2.22 for large P h .
Inclusion of Friction
The analytical work summarized thus far, for both sinusoidal and helical critical loads,
has assumed frictionless interaction between the rod and the borehole. This is widely
agreed to be a non-physical simplification, leading to underestimated predictions of
critical loads. Recent work by Gao and Miska [87, 88] has attempted to rectify this
simplification. For both sinusoidal and helical critical loads, a correction factor is
55
added to Eqs. (2.15) and (2.20), respectively. They assume that the buckling rod
slides (and does not roll/rotate) during the dynamic process of buckling, meaning
that the coefficient of dynamic friction, µ, determines the magnitude of frictional
interactions. Gao and Miska also assume that the rod remains in perfect contact
with the constraining cylinder at all times. They use energy methods to develop
buckling equations for the critical loads, under the assumption that the rod’s velocity
does not change directions (which would cause a reversal of the direction of friction
forces). The equations require numerical solutions, and for the critical sinusoidal
force [87],
Pcrs
=
s
2ψcr
r
EIw
,
∆r
(2.25)
where
s
ψcr
=
2
0.5qcrs
(1
−
1.5a2crs )
2/3
qcrs = 1 + 0.193(µ)
1
+ 2
2qcrs
1+
, acrs = 0.774(µ)
0.125a2crs
1/3
8µ
+
πacrs
(2.26)
− 0.371µ,
where µ is taken to be the lateral coefficient of dynamic friction between the rod
and pipe. They distinguish between axial and lateral coefficients of friction, claiming
friction in the axial direction of the rod has negligible effect in delaying the buckling
process, which is predominantly composed of lateral motion.
For helical buckling, Gao and Miska [88] give two different prefactors, depending
on boundary conditions. For both cases, they find that,
Pcrh
=
h
2ψcr
r
EIw
,
∆r
(2.27)
h
where ψcr
is for pinned-pinned boundary conditions is,
h
ψcr
6
=
3 − πµ
(π + 2µ)(5 − πµ)
10π
1/4
,
(2.28)
whereas for for pinned-free boundary conditions (free at the loading end), they find,
56
h
ψcr
=
s
30(π + 2µ)
,
π(15 − 7πµ)
(2.29)
where µ is once again the dynamic coefficient of lateral friction.
In Fig. 2-13, we plot Eqs. (2.26), (2.28), and (2.29) over the range 0 ≤ µ ≤ 1. The
s
amplification factor for critical sinusoidal buckling load, ψcr
is seen to monotonically
increase with µ, while the amplification factors for helical buckling increase asymptoth
ically after µ ≈ 0.4. For pinned-pinned boundary conditions, ψcr
becomes unbounded
at µ = 3/π and has negative values for increasing µ. Pinned-free boundary conditions result in unbounded amplification in the critical load as µ approaches 15/(7π),
with complex results afterwards. For the frictionless case (µ = 0), Eq. (2.26) for
s
h
ψcr
and Eq. (2.29) for ψcr
for pinned-free boundary conditions match the frictionless
predictions presented earlier (Eqs. (2.14) and (2.20), respectively). Results in [87,88]
were presented over the range 0 ≤ µ ≤ 0.4, without comment on the range of µ the
derivations were applicable.
10
9
8
Buckling Prefactor
7
ψs
cr
h
ψcr Pinned−Pinned
h
cr
ψ Pinned−Free
6
5
4
3
2
1
0
−1
0
0.2
0.4
0.6
0.8
Coefficient of Dynamic Friction, µ
1
Figure 2-13: Buckling prefactors predicted by Gao and Miska [87, 88] for sinusoidal
s
h
(ψcr
- Eq. (2.25)) and helical (ψcr
- Eqs. (2.28) and (2.29)) buckling loads.
57
Frictional Drag
Both Wu and Juvkam-Wold [83] and Mitchell [86] derived expressions for the required
input load, Pin , to maintain a certain output load, Pout , with both forces shown in
Fig. 2-11. Mitchell’s derivation was performed for a vertically oriented wellbore while
Wu and Juvkam-Wold considered a horizontal wellbore. In both cases, the authors
assume lateral friction does not change the critical helical buckling load (Eq. (2.20))
nor the contact force-applied load relationship (Eq. (2.22)). Both authors then solve
the differential equation dP/ds = µWn (s), where s is the arc-length along the rod’s
centerline and P is the axial force. Wu and Juvkam-Wold [83] derive an expression
for the axial force distribution along the buckled rod to be,
P (s) =
r
4EIw
tan µws
∆r
r
∆r
+ arctan Pout
EIw
r
∆r
EIw
!!
,
(2.30)
where s = L is the input end in their notation. Wu and Juvkam-Wold [83] argue
that because of this frictional drag, for a given rod length, L, there is a point in
loading when increasing Pin will have no effect on Pout . They define this condition
as lockup. Gao and Miska [88] consider the role of lateral friction in their definition
of critical load, but their approach of integrating contact force as a frictional drag is
the same as suggested by Mitchell [86] and Wu and Juvkam-Wold [83]. McCann and
Suryanarayana [89, 90] presented experimental evidence confirming the prediction by
of Eq. (2.30). In their experiments, a 0.6 cm diameter aluminum rod was compressed
inside of a 3.8 cm inner diameter acrylic tube with maximum length L = 3.7m.
Good agreement was seen between experiment and theoretical prediction for the frictional drag up to applied loads (Pin ) up to approximately four times greater than the
predicted helical buckling load, Pcrh (Eq. (2.20)). They also performed experiments
with a vibrating device imparting “small-amplitude, high frequency transverse vibrations” [90], which were observed to yield results for critical buckling loads consistent
with frictionless predictions as well as zero frictional drag for applied loads up to
approximately three times the predicted helical buckling load.
58
Imperfections
Several authors [89,91–94] have considered the case of buckling within a borehole with
constant curvature (typically measured in angular change of the centerline tangent
of the constraint per unit length). Equilibrium equations are derived including this
constant curvature, which typically results in increasing the critical helical buckling
load. He and Kyllingstad [91] predict some configurations which could decrease the
buckling load, but are not applicable to the case of oilfield wellbore trajectories.
A schematic of a typical buckled configuration from experiments performed by He
and Kyllingstand [91] compressing steel wire (diameter, d = 3.4 mm) in a plexiglass
tube (inner diameter, I.D. = 11 mm) with a radius of curvature, R0 = 0.6m, is
shown in Fig. 2-14, extracted from [91]. In this case, the applied load is beyond
the predicted helical buckling load, so the rod assumes a helical configuration in the
straight portions of the pipe, but did not form a helix in the curved portion of the
cylinder, instead pressing against the outside curve.
We have presented the relevant results of the classic case in this section. Unlike
the previous section, the post-buckled geometries of the constrained rod could not be
solved for directly from Kirchhoff’s equations of equilibrium. Instead, buckled shapes
which satisfied equilibrium (but not necessarily the lowest energy) were assumed. The
rod was assumed to be straight, sinusoidal, or helical as the applied load increased.
The configurations were all assumed to be in perfect contact with the constraining
cylinder, and most derivations assumed zero frictional interaction between the rod
and pipe. With these assumptions, critical buckling loads were derived, with some
disagreement in the literature over the correct value of the helical buckling load.
As a final note, other authors [95–98] have considered the problem of drillstring
dynamics, and have attempted to model the instabilities present in the case of a
rotating rod inside of cylindrical constraint. These results, while applicable to the
general application of drilling, are not considered in this thesis, as Chapter 4 deals
with quasi-static compression only.
59
Figure 2-14: Schematic of buckled configuration of a steel rod inside a Plexiglass pipe
with radius of curvature, R0 = 0.6 m. Note the applied load, Fa , is greater than
the helical buckling load for a rod inside a straight cylinder. The rod takes a helical
configuration on both straight ends of the constraint, remaining unbuckled within the
curved constraint itself. Figure extracted from [91].
60
2.3
2.3.1
Injecting a Rod Into Cylindrical Constraint
Motivation
Once a horizontal well has been drilled and production has initiated, it may become
necessary to access the downhole environment for a variety of purposes, including
cleaning out produced sand, acidizing (remove near-wellbore damage), data logging,
or mechanical actuation [99, 100]. To accomplish these tasks, tools must be conveyed
down to the location in the wellbore where intervention is required. It is often impractical to bring back the drill rig which originally created the wellbore due to operating
costs, the time required to trip in drill string (stopping to add a joint of drill pipe
every 90 feet), as well as the operational footprint of a drill rig.
A product consisting of a single length of continuous, stainless steel coiled tubing
(CT) has been developed [101] for these intervention operations. Originally developed
in 1962 and seeing steadily increasing use since the 1970’s and 1980’s [100], CT tools
can be easily tripped in and out of an existing borehole when attached to a 31,000ft-long, slender pipe [100], thereby reducing the operational time and costs. A coiled
tubing unit can be fit onto a truck and trailer, significantly reducing the operational
footprint. A photograph of a typical coiled tubing rig is presented in Fig. 2-15. The
rig consists of a length of coiled tubing spooled around a reel. The coiled tubing then
passes through an injector head and into a wellbore (underground). The entire rig
is controlled by operators in the control cabin. Not pictured but often present are
fluid reservoirs and high-pressure pumps that often accompany CT operations. The
recent increased use of CT rigs has coincided with a leap in the number of horizontal
boreholes being drilled. The combination of CT and horizontal boreholes is therefore
becoming increasingly common.
Insertion of CT into a vertical borehole is typically a mechanically stable process
(no buckling instabilities are observed); gravity aids in insertion (keeping the CT
in tension) and helps to ensure minimal contact between the CT and the borehole
surface. On the other hand, the case of insertion into horizontal sections can be
61
Reel
Injector
Head
Coiled
Tubing
Control
Cabin
Figure 2-15: A photograph of a coiled tubing rig, consisting of a long, continuous
length of steel pipe spooled around a reel. The coiled tubing is inserted into the
wellbore by the injector head. Note how the entire rig consists of a truck and trailer
only. Photo courtesy of Schlumberger-Doll Research.
significantly more challenging. The CT lies at the bottom of the borehole as it is
inserted, leading to the development of frictional forces opposing insertion. This
distributed frictional force acts in the axial direction of the injected pipe, leading to
both increasing power at the top of the well needed to continue injecting the CT at
a given rate and a buildup of compressive axial load in the pipe. After a critical
load builds, the rod undergoes a series of buckling instabilities within the cylindrical
constraint [1]. Throughout this thesis we refer to this scenario as the real case.
As we might expect from the results of §2.2, the rod first buckles into a sinusoidal
configuration. As insertion is progressively increased, a second instability is encountered whereby the rod buckles into a helical configuration. The helical configuration
results in a rapidly increasing contact force between the pipe and the constraint,
setting a limit to the amount of CT which can be injected into a horizontal well,
known as the lockup length [1]. Unlike §2.2, buckling of the pipe is not spatially
homogeneous. Instead, straight, sinusoidal, and helical configurations can be present
62
simultaneously along the pipe’s length. Currently, the lockup length for coiled tubing
is not sufficient to service all extended reach wells.
The problem described above is relatively recent, and existing literature from the
mechanics community on the topic is limited (beginning in the 1990’s and 2000’s).
The results derived in the following section rely on those obtained in §2.2, for the
classic case. Note that in addition to the analytical work summarized here, some efforts to simulate coiled tubing lockup [102,103], as well as presentations of mitigation
techniques involving downhole tractors (to pull the coiled tubing instead of pushing it
downhole) [104,105] can be found in the literature. However, these methods are typically presented in a case-study format, making detailed comparisons or extrapolation
to other cases difficult. Therefore, there is a need for a more predictive mechanical
understanding of the real case in the current mechanics literature.
2.3.2
Previous Work
Analytical work in the existing literature primarily focuses on the amount of rod
injected at lockup, referred to as lockup length, LL , and/or the amount of rod injected
before the initiation of the helical configuration, Lhel
inj . Analytical models by Wicks
et al. [1] and McCourt et al. [101, 106] assume that the axial load in the inserted rod
arises from frictional resistance to the insertion velocity. Moreover, the lateral friction
between rod and constraint was ignored in both sets of work. As with the analytical
derivations of the classic case, the rod was assumed to be inextensible, unshearable
and to remain in perfect contact with the cylinder throughout the process.
McCourt et al. [101] gave a prediction for the onset of sinusoidal buckling and
evolution of the buckled shape with further injected length. This derivation assumed
that the critical load was equivalent to the buckling of a beam under a modified
self-weight, µw, where µ is the coefficient of axial friction between the rod and pipe
and w is the weight per unit length (w = ρAg, where ρ is the volumetric density, A
the cross-sectional area, and g the acceleration due to gravity). McCourt et al. also
assumed that the curvature of the constraining pipe I.D. was negligible, making the
63
critical sinusoidal buckling load independent of the radial clearance, ∆r, between the
rod and pipe, unlike the previous derivations in the classic case (see, for example, Eq.
(2.14)). McCourt et al. found that the amount of injected rod corresponding to the
first sinusoidal buckling mode, L1 , was,
s
L1 = 7.83 3
EI
,
µw
(2.31)
where E is the Young’s modulus of the rod and I is the second moment of inertia of
the cross-section. Similar to the approximate result of the classic case (Eq. (2.17)),
however, the contact force between the sinusoidally buckled rod and pipe, Wn , was
assumed to be identical to that of the straight sections of rod, Wn = µw.
Before helical initiation, both McCourt et al. and Wicks et al. defined the injection
force as,
Pinj = µwLinj ,
(2.32)
where Linj is the injected length of rod, µ is the dynamic coefficient of friction, and
w is the weight per unit length of the rod. This linear relationship was assumed to
hold for Pinj ≤ Pcrh , where Pcrh is the critical helical buckling load defined in §2.2 in
√ p
Eq. (2.20) as Pcrh = 2 2 EIw/∆r. Solving for the injected rod length providing
the injection force equal to the critical helical buckling load, Lhel
inj ,
Lhel
inj
√ r
EI
2 2
,
=
µ
w∆r
(2.33)
such that the injected rod length before the first helix forms is inversely related to
the coefficient of friction and has a square root dependence on the other parameters,
defined above.
For rod injected past helix initiation, Linj >Lhel
inj , both McCourt et al. and Wicks
et al. claimed the Pinj would no longer be linearly related to Linj by Eq. (2.32). This
nonlinearity came from a growing normal contact force, Wn , between the rod and the
constraint. The two groups disagreed, however, on the form that this normal contact
force should take. McCourt et al. [101] made a geometric argument and arrived at,
64
3/2
π∆rPinj
Wn = √
,
2EI
(2.34)
while Wicks et al. [1] assumed that,
2
∆rPinj
,
Wn =
4EI
(2.35)
using the relationship between axial load and normal contact force given in Eq. (2.22)
and derived by [86]. In either case, the injection force, Pinj , required to continue
injecting rod can be solved through the differential equation,
dP/ds = µWn (s),
(2.36)
where s is the arc-length along the rods centerline, and P is the axial force along the
rod. Using either Eq. (2.34) or (2.35) for Wn , Pinj eventually tends to infinity, which
then defines the theoretical lockup length, LL . Wicks et al. [1], using Eq. (2.35),
defines that point as,
√ r
3 2
EI
.
LL =
µ
w∆r
(2.37)
Comparing Eq. (2.37) to Eq. (2.33), we can see that for Wicks et al., LL = 1.5Lhel
inj .
McCourt et al. suggest a forward stepping algorithm for finding the LL instead of
directly applying the differential equation Eq. (2.36), so a direct comparison is not
warranted.
McCourt et al. [101, 106] also conducted the only laboratory-scale experiments in
the existing literature, showing good agreement with their predicted insertion forces
as a function of injected length. In their experiments, a stepper motor was used to
inject a rubber rod (diameters, d = 2, 3, 4, 5, and 6 mm) into a glass pipe (length,
L = 5 m, inner diameters, I.D. = 8.6, 13, 15, 19, 22.8, 28.6 and 33.4 mm). Over the
range of tests presented, the fitted coefficient of dynamic friction between rods and
glass pipe was in the range 0.6 ≤ µ ≤ 1.2 while monitoring the reaction force at the
injector, Pinj .
65
Two other relevant studies were geared toward studying methods to extend the
reach, LL , of a coiled tubing operation in a horizontal well. In the first, McCourt
et al. [107] continued their work by exploring the effect of varying the wall thickness
of the coiled tubing as a function of position. They found that by controlling the
geometry of the rod’s cross-section, they could increase lockup length significantly.
Combining three discrete values of I.D., with greater wall thickness closest to the
injection point, McCourt et al. predict 67% improvements in LL using the model
developed in [101].
The second study of relevance was performed by Zheng and Adnan [108], who
considered the effect of intrinsic curvature on lockup length. Referring back to the
photograph of a typical CT unit shown in Fig. 2-15, one can see that the coiled
tubing is spooled. This spooling does plastify (i.e. deforms irreversibly) the steel
pipe, imparting a natural curvature to the rod [28]. CT rigs typically include a pipe
straightener, specifically designed to remove some of this residual bend. Nevertheless,
the tubing still exits the injector head into the wellbore with a residual bend, with
radius (the inverse of natural curvature, R0 = 1/κ0 ) in the range 150 < R0 [in.] < 400
[108]. Zheng and Adnan assumed that the rod adopted a helical shape throughout
injection and that the lockup length could be expressed as,
∆rR0 Pcrh + 2EI
,
(2.38)
∆rR0 Pcrh
√ q EIw
h
is the helical buckling load, Pcr = 2 2 ∆r , given in Eq. (2.20) and
Ph
2R0
LL = cr +
ln
2µw
µ
where Pcrh
the other parameters have been previously defined. In the case of the intrinsically
straight rod (R0 = ∞, κ0 = 0), Eq. (2.38) recovers the result from Wicks et al. from
Eq. (2.37). These results of Eq. (2.38) have not been validated with experimental
results.
Adapting arguments and results from the classic case, researchers in the real case
have developed predictions for the amount of rod that can be inserted into a horizontal cylinder before a portion of the rod buckles into a helical portion. Increasing
insertion is resisted by a growing normal contact force between the helically buckled
66
rod and the constraint, eventually leading to lockup. McCourt et al. [101] conducted
precision experiments where they monitored the reaction force at the injector during rod insertion. However, no experiments have yet been performed in the existing
literature that investigate the effect of natural curvature of the inserted rod on Lhel
inj .
2.4
Outlook
In this chapter we have surveyed the existing literature in three active fields of research:
• The writhing problem: the most mature of the three problems, with analytical
results for straight and naturally curved rods well-developed. Despite the highly
symmetric loading and boundary conditions, the resulting geometries are found
to be highly nonlinear, with numerical solution techniques needed for non-trivial
centerline configurations or finite length effects.
• The classic case: with the assumptions of post-buckled configurations and zero
frictional interaction between rod and constraint, several closed form solutions
have been obtained. The inclusion of friction and dynamic effects is the focus
of current efforts in the literature.
• The real case: a relatively new field of study. Analytical work has utilized
results from the classic case, so that current research also focuses on dynamic
and frictional effects.
We now turn toward investigating these three topics more in-depth in the following
chapters, presenting the problems in the same order as in this chapter. The next
chapter deals with the behavior of an unconstrained, naturally curved rod, with strong
connections to the theory summarized in §1.1, although the presence of a distributed
body force complicates the overall behavior. As we continue through the problems,
fewer theoretical predictions will exist for experiments conducted, until Chapter 6,
studying the effect of vertical vibration of the cylindrical constraint on the initiation
of helical buckling, where there are no theoretical predictions at all.
67
68
Chapter 3
Suspending a Naturally Curved Rod
We begin our study of rods by rationalizing how rods with identical material and
geometric properties but different natural curvatures, κ0 , behave under self weight
when clamped from one end. A rod with constant natural curvature will assume
a circular arc with radius, R0 = 1/κ0 , in the absence of external forces. In most
natural and engineered systems, rods have a natural curvature due to fabrication or
loading history (such as in the case of spooled coiled tubing [28]). Understanding
the interaction between natural curvature, elasticity, and gravity is applicable to the
remaining chapters.
For rods with sufficiently low natural curvature, the rod adopts a planar shape.
Past a critical value of natural curvature, the rod transitions to a non-planar shape.
Non-planar shapes can be one of two classifications: a localized helix consists of a
helical structure beneath a straight portion of rod and a global helix is composed
entirely of a helical structure, with no straight portion. This chapter explores the
transition from planar to non-planar configurations, as well as the geometry of the
helical structures. Appendix B presents a manuscript resulting from this work.
The experiment performed to investigate this problem is described in §3.1. In §3.2,
experimental results will be interpreted and supported by simulation and theoretical
predictions. A related problem of contorting a naturally curved rod clamped at both
ends - the writhing problem - will be briefly discussed in §3.3 (having been published
elsewhere [109, 110]). Finally, §3.4 will outline open issues in the research.
69
Aluminum
Frame
Acrylic
Clamp
Rod
Cameras
Figure 3-1: Photograph of the experimental setup, which includes a hanging rod,
acrylic clamp, aluminum frame, and two perpendicularly mounted digital cameras.
3.1
The Experiment
A photograph of the experimental apparatus built to record the configuration of
a naturally curved rod hanging under its own weight is shown in Fig. 3-1. Two
identical digital cameras1 photographed a rod from perpendicular angles to allow for
three-dimensional (3-D) reconstruction and measurement. A fixed length (referred
to as the suspended length, L) was clamped in place with a laser-cut acrylic clamp,
which was aligned vertically. The custom fabricated rods used for the experiments
will be described in further detail in §3.1.1, the experimental protocol will be given
in §3.1.2, and post-processing steps will be explained in §3.1.3.
1
Nikon D90 SLR cameras, each with a Sigma Macro 50mm F2.8 EX DG lens, capturing 2848x4288
pixel color images remotely controlled by Nikon Camera Control Pro 2.
70
3.1.1
Material Selection and Properties
A rigid aluminum frame2 was built to provide a stable, level support for the experiment while still allowing visual access of the hanging sample. A clear acrylic plate3
was mounted on the top of the frame to serve as a platform for the rod clamp as well
as provide a mounting surface for LED lamps to illuminate the sample. Two sides
of the frame were closed with black paper to provide a contrasting background for
later image processing, as will be described in §3.1.3. Two cameras were mounted on
adjustable heads4 to allow for precise leveling and orientation. The entire experiment
was mounted on an aluminum breadboard5 for a rigid mounting and to dampen out
environmental vibrations.
Property
Young’s Modulus, E
Density, ρ
Diameter, d
Poisson’s Ratio, ν
Value
1296 ± 31 [kP a]
1210 ± 8 [kg/m3 ]
3.16 ± 0.05 [mm]
0.49
Table 3.1: Relevant material properties of rods manufactured for the experiment.
Values taken from Appendix A on rod fabrication.
Elastomeric (Vinylpolysiloxane) rods were fabricated according to the protocol
given in Appendix A, with the physical properties given in Table 3.1. Fourteen
rods were created, each with a different, constant, natural curvature in the range of
κ0 = 0 m−1 (straight) to 62.3 m−1 , with specific values listed below6 , and curvatures
shown graphically in Fig. 3-2. The maximum value of natural curvature that we
were able to manufacture (κ = 62.3 m−1 ) was set by ovaling of the cross-section. For
this maximum value, a 10% difference was measured between the major and minor
diameter of the fabricated rod. All other rods were measured to be circular in crosssection. Rods were at least 30 cm in overall length. We now proceed with describing
2
Constructed with 80/20 Aluminum T-slotted framing [111].
Optically clear cast acrylic sheet purchased from McMaster-Carr.
4
Manfrotto 410 Junior Geared Head with 3-axis adjustment
5
Newport SA2 Series breadboard.
6
κ0 = 0, 8.9, 16.6, 23.4, 32.9, 38.0, 39.3, 44.7, 45.8, 49.5, 52.8, 55.1, 56.2, and 62.3 m−1 .
3
71
the experimental protocol using these rods.
2 cm
Figure 3-2: Unscaled diagram of the 14 natural curvatures fabricated for experiments,
ranging from κ0 = 0 to 62.3 m−1 .
3.1.2
Experimental Protocol
Keeping the material properties constant, an exploratory experimental program was
performed to vary the natural curvature, κ0 , and the suspended length, L, of the
rods. Each experimental test consisted of the following steps:
i) The rod was inserted through the (loose) acrylic clamp to the desired
suspended length, L, with an experimental uncertainty of ±1 mm.
ii) The sample was clamped in position, taking care to maintain the vertical orientation of the clamped end of the rod (misalignment could arise
due to over-tightening of the clamp).
iii) The rod was adjusted (rotated) such that no point of the rod was hidden from view and the free tip was not pointing directly at either camera,
which would obfuscate some rod length. For rods adopting a helical hanging configuration, each case was inspected to ensure it took on a single
chirality. This aspect is discussed in more detail in §3.2.
72
iv) The rod was allowed to come to static equilibrium (judged by visual
inspection), at which point images would be captured with both cameras.
For each rod, the suspended length could be adjusted in the range 1 ≤ L [cm] ≤ 52.
The maximum suspended length that could be tested for each rod (with a unique
κ0 ) was dictated by the elevation of the bottom tangent. Rods taking on helical
structures could have longer suspended lengths without making contact with the
optical table. The frame had 37 cm of clearance between the aluminum breadboard
and acrylic clamp. By varying suspended length and natural curvature, 170 unique
experimental configurations were photographed. After testing, image processing was
used to measure the rod’s hanging geometry, more details of which are given next.
3.1.3
Three Dimensional Experimental Reconstructions
For each rod configuration tested, the coordinates of the centerline were found using
image processing software7 to combine two photographs. The photographs were taken
to be projections of the rod in two perpendicular planes (x − z and y − z planes),
as shown for the representative case of a rod with κ0 = 49.5 m−1 and L = 40 cm in
Fig. 3-3 (a) and (b). For each image, the green rod was located against a black,
contrasting background to enable automated recognition. Starting from the known
clamping point (acting as the origin), the rod centerline was traced in each image,
as shown by the solid lines in Fig. 3-3 (a) and (b) superposed on the experimental
photographs. To combine the two sets of coordinates (the x − z and y − z data into
the x − y − z data), a cubic spline function was fit to the data and then sampled
in each plane at identical z coordinates (elevation in our chosen coordinates). The
compatible data sets were then combined into the 3-D reconstruction, as shown in
Fig. 3-3 (c).
The centerline of the digitally reconstructed configurations of the rod were determined using an image processing algorithm called image erosion, whereby the fully
located rod’s outer edges are eroded until they meet. This process resulted in the re7
MATLAB Image Processing Toolbox.
73
constructed rod tip being approximately one half rod diameter (d = 3.16 mm) behind
the actual rod tip, but located along the rod centerline. This was taken as experimental error. The other source of noise that sometimes entered into rod reconstructions
was at the bottom tangent of the rod (the point with the lowest total elevation).
At this location, a small kink was occasionally observed in the reconstruction as an
artifact of only having two view angles (millimetric portions of the rod could be hidden from one camera for helices with sufficiently small radii). While undesirable, the
feature was located away from the regions of interest of this study and did not affect
the rest of the reconstruction.
a)
b)
c)
5cm
5cm
0.05
0.1
z
z [m]
0.15
0.2
0.25
0.3
x-z plane
y-z plane
0.01
0.01
−0.02 −0.01
y [m]
x [m]
Figure 3-3: a) and b) Perpendicular photographs of a hanging rod with κ0 = 49.5 m−1
and L = 40 cm, with extracted centerline traced. c) 3-D reconstructions were created
by combining the two located centerlines.
74
3.2
Results and Interpretation
Having described the experimental techniques and procedures, we will now report the
results from our investigation, combining experimental, numerical, and theoretical
results. Numerical work was performed in collaboration with Arnaud Lazarus. The
author selected parameters for the exploration of the problem and gave material
properties allowing for direct comparison between simulation and experiment, and
Lazarus ran the simulation code, using an original method which is discussed in more
depth in [109].
The simulations include both the bending and twisting of an inextensible rod perfectly clamped at one end. The rod was discretized into 200 elements, approximating
the differential equations modeling the equilibrium of the simulated rod with finite
differences (a mesh study was performed to confirm result convergence for this number of elements). The constitutive material behavior was modeled as isotropic and
linear elastic, using material properties experimentally measured and given in Table
3.1.
The resulting approximate equations of equilibrium are solved with an asymptotic
continuation method [112] implemented in the interactive path-following and bifurcation analysis tool, ManLab [113]8 . This package allows the user to interactively
determine the bifurcation diagram of a system, following the stationary points of the
energy as a function of a control parameter, typically a geometrical or mechanical
variable of the problem (κ0 in this case). This tool can be compared to the widely
used path-following software, AUTO [114], which automatically determines the bifurcation diagram of the system, but less efficiently. Equilibrium configurations were
determined to be locally stable or unstable based on a positive or negative decay rate
in post-processing. The centerline coordinates of stable configurations were provided
to the author, who completed further post-processing to compare simulation results
to experiments (described in more depth later).
This section continues with a description of rod morphologies observed and a direct
8
ManLab is used as a package in MATLAB.
75
For the planar shapes, Configuration A is the trivial case of κ0 = 0 m−1 and as
such, hangs with a straight, vertical shape. Configuration B, however, exhibits a
planar shape consisting of a curved, hook-like portion near the free end underneath a
straight, vertical length. Bending energy is released at the cost of increasing gravitational potential energy in the hook, while the upper length is under sufficient tension
(generated from the weight of the arc length below it) to remain straight. In the
case of the non-planar configurations, one can observe a helical structure whose pitch
length appears to lengthen for increasing arc-length from the free tip. The helical
structure decreases bending energy throughout the length of the configuration, but
increases both twisting and gravitational potential energies. The pitch length increases away from the free tip due to increasing tension in the rod. In Configuration
C, the rod appears to adopt a vertical configuration at a point closer to the free tip
than in Configuration D, which as the highest natural curvature shown in Fig. 3-4.
To move beyond qualitative agreement between experiments and simulations, a
direct comparison was made between the measured vertical elevation, h, of the free
rod tip for both methods. Experimentally, h was measured directly from the digital
reconstructions. In Fig. 3-5, we plot h as a function of the suspended rod length,
L, for three values of the natural curvature, κ0 = 16.6, 38.0 and 56.2 m−1 . Excellent
quantitative agreement between experiment and simulation is found, with no fitting
parameters used in the simulated results. For the lowest two values of natural curvature in Fig. 3-5, κ0 = 16.6 and 38.0 m−1 , the rods maintained planar configurations
for all lengths tested, with h decreasing monotonically with L. The highest value of
natural curvature tested for the comparison in Fig. 3-5 (κ0 = 56.2 m−1 ), however,
assumed planar configurations for small injected lengths (Configurations A and B,
L . 0.1 m) and transitioned to non-planar shapes for L & 0.1 m (Configurations C
and D).
The helical structures pictured in Figs. 3-4 and 3-5 exhibit constant chirality (all
are left-handed in the photographs). This was the equilibrium configuration desired,
but not the only stable state for helical structures. Experimentally, care needed to
be taken not to impart extra twist to the free tip of the sample while mounting
77
A
B
C
D
Vertical Elevation of Tip, h [m]
2 cm
0
−0.05
1
−0.1
1
−0.15
−0.2
0
Experiments
Simulations
0.05
0.1
0.15
Suspended Length, L [m]
0.2
Figure 3-5: Vertical elevation of the rod’s free tip, h, as a function of suspended length,
L, plotted for three different natural curvatures, κ0 = 16.6, 38.0 and 56.2 m−1 , for
both experiments (points) and simulations (solid lines). Photographs of experimental
configurations show the rod with κ0 = 56.2 m−1 transitioning from planar (A and B)
to non-planar (C and D) shapes.
the rod, otherwise another, meta-stable, state could be adopted by the rod. This
altered configuration was characterized by a chirality inversion (also referred to as a
helical perversion in the literature on helices [45]), as shown in Fig. 3-6. Fig. 3-6
(a) is a photograph of a rod with L = 38 cm and κ0 = 55.1 m−1 and (b) is a top
view projection of the corresponding reconstruction in the x − y plane. Following
the rod centerline starting at the clamp, the initial helical structure is right-handed,
but transitions to a left handed helix. This mode was associated with tip elevations
closer to the clamping point and was not considered in the numerical simulations.
These configurations were discarded as they represented higher energy states than
their constant chirality counterparts.
Having confirmed the agreement between experiments and numerics, further sim78
a)
b)
2cm
0
y [m]
−0.01
−0.02
−0.03
z
Chirality
Inversion
−0.03
Clamp
Rod
−0.02
x
−0.01
x [m]
0
0.01
Figure 3-6: A chirality inversion seen in a) a side view photograph and b) top view
of digital reconstruction projected onto the x − y plane. These quasi-stable configurations were experimentally avoided for comparison with simulation.
ulations were used to expand the number of rod configurations considered in order
to construct a phase diagram expanded around the experimental data points. Toward this end, we computed the equilibrium configurations of 11,110 combinations of
Young’s modulus (96 ≤ E [kP a] ≤ 9600), suspended length (5 ≤ L [cm] ≤ 50), and
natural curvature (0 ≤ κ0 [m−1 ] ≤ 100). In order to create a phase space diagram,
rods were classified according to two non-dimensional numbers: dimensionless cur-
vature, L = κ0 L, and dimensionless weight, w = w/(EIκ30 ) where w = ρgA is the
weight per unit length of the rod (ρ is the volumetric mass density, g the acceleration
due to gravity, and A is the cross-sectional area) and EI is the bending stiffness of
the rod. All other lengths were normalized by the natural radius of curvature, κ0 . In
addition to defining the rod physical properties, we also need a rational description of
the rod’s geometry to distinguish planar, localized helix, and global helix structures.
The analytic description of rod geometry as provided in §1.1 (summarized below) is
sufficient, and will allow for direct comparison with theoretical predictions.
79
A simulated rod configuration is defined by its centerline, r(s), where s is the
rescaled arc-length (with its origin at the free end, s = 0), and an orthonormal director
basis, (d1 (s), d2 (s), d3 (s)), referred to as the material frame. The director basis is
subject to the condition r0 = d3 , where a prime denotes differentiation with respect to
s. The other directors are defined such that d2 lies in the plane of natural curvature,
κ0 , and d1 = d2 × d3 . These definitions are shown in Fig. 3-7. Experimental
reconstructions did not have access to d1 or d2 . Finally, the angle β(s) between the
rod’s tangent and vertical (cos β = d3 · ez ) was also measured along the arc-length of
each rod, both simulated and experimental, to aid in differentiating between localized
helices (which have a vertical portion of rod), and global helices (which are composed
entirely of a helical, non-vertical, structure).
Configurations were first classified as planar or non-planar. This was done via
principle component analysis [115] for digitally reconstructed rods, which determines
how many dimensions are sufficient to describe the rod configuration, finding the
s
Figure 3-7: Illustration of the material frame defined for each simulated rod configuration (characterized by a centerline r(s), where s was the arc-length from the
free end of the rod). The angle β between the rod’s centerline tangent and vertical
(cos β = d3 · ez ) was used to classify and describe non-planar configurations.
80
orthogonal axes that best account for the data (for example, planar structures can
be completely described with only two axes). Simulated rods were classified by directly evaluating the stability of the planar equilibrium shape of a rod. Non-planar
shapes were further sub-classified as either local helical structures or global helical
structures. The transition point between straight vertical and helical portions of nonplanar rods was defined as the first point (lowest s) where β ≤ 1.5◦ . Theoretically,
vertical portions will have β = 0◦ , but a tolerance (in this case, 1.5◦ ) is necessary for
numerical data provided by the experimental reconstruction. Local helical structures
were defined as those whose suspended arc-length, L, was less than 95% helical.
In Fig. 3-8, we present the phase diagram of a naturally curved rod suspended
under self weight in the (L, w) space, with different colors/symbols corresponding
to different configuration geometries. Experimental points are plotted above shaded
regions defined by simulation results (with boundary points plotted). All three geometries are present in the experimental range of configurations, with excellent agreement simulation and experimental data agreeing on geometry definitions throughout
the diagram. Three representative experimental configurations are given: global helix (Configuration A - κ0 = 62.3 m−1 , L = 40 cm), localized helix (Configuration B κ0 = 49.5 m−1 , L = 40 cm) and planar (Configuration C - κ0 = 49.5 m−1 , L = 10 cm).
Both experiments and simulations agree in general trends: for sufficiently high dimensionless weight, w, only planar shapes are observed. Below this critical value of weight,
any of the three geometries can be observed. For low dimensionless curvature, L, planar configurations are stable. With increasing L (vertical lines in the phase diagram
representing changing rod length, L), a planar configuration will transition from planar, to global helix, to localized helix. In §3.2.2 and §3.2.3 we aim to rationalize the
transitions between the different regions of the phase diagram, which are also known
as phase boundaries.
81
3.2.2
Planar to Non-Planar Configurations
In the phase diagram of Fig. 3-8, one can see two different asymptotic boundaries
between planar and non-planar shapes. The first, vertical asymptote at w ≈ 0.25,
represents a planar shape with a hook near the free end under a long straight section
(as was seen in Configuration C of Fig. 3-4). This boundary represents an instability
transitioning from a planar shape to a localized helix. The second, w-dependent,
asymptote (w << 1), represents a transition between planar and global helix configurations. These very stiff configurations correspond to rods making multiple turns in
their 2D configurations. This transition does not have a direct physical counterpart,
as these configurations involve self-contact. The mechanism behind the first planar
to non-planar transition is analogous to an inverted pendulum, as we consider next.
We approximate the planar configuration of a rod with suspended length, L, as a
perfectly straight, vertical section over a hook with length, c. Nondimensionalization
by the rod’s natural radius of curvature, κ−1
0 , yields the dimensionless length of the
rod, L, and dimensionless hook length, c, as shown in Fig. 3-9 (a). We make the simplifying assumption that the hook assumes a constant curvature equal to its natural
curvature (taking on a circular arc with radius R0 = 1). The proposed mechanism of
instability can only occur for values of c > π/2, equivalent to the hook being larger
than a quarter circle, as shown in more detail in Fig. 3-9 (b). With this criterium,
a portion of the rod (the red section in Fig. 3-9 (b)) will begin to rise above the
bottom tangent of the hook (Point P in Fig. 3-9 (b)). As the hook grows, the center
of mass of the red portion will rise higher above P. For any out of plane perturbation,
an overturning moment about P will be created, with a magnitude dependent on this
difference in elevation between the center of mass and P, η, as shown in Fig. 3-9 (b).
To find the critical point at which the hook of size c > π/2 becomes unstable
(thereby resulting in the planar to non-planar transition), we must: i) derive the
length c for a given set of rod properties; ii) find the elevation of the center of mass of
the hook tip above the bottom tangent, η; and iii) find the critical height η c for which
the hook tip above the bottom tangent becomes unstable. By equating items ii) and
83
a)
b)
g
g
P
Figure 3-9: Schematic diagram of the assumed rod configuration to help rationalize
the planar to non-planar transition. a) A hook of scaled length, c, forms under a
straight region (length L − c), taking on a circular arc with constant curvature equal
to the natural curvature of the rod (κ0 = 1). b) For hook lengths such that c > π/2,
a portion of the rod (red) rises above the bottom tangent of the hook (point P).
The center of mass of this section of rod will rise an elevation, η, above the bottom
tangent, leading to an out of plane instability.
iii) we should then find an expression for the transition from planar to non-planar
configurations.
The size c of the hook is governed by the competition between bending energy
and gravitational potential energy. The total dimensionless energy of the rod, E total ,
can be written as,
1
1
2
E total = (L − c) + w(L − c2 ) + w(c2 − 1 + cos c),
2
2
(3.1)
where the first term is the elastic energy and the two remaining terms account for
the gravitational potential energy of the straight and hook portions of the rod, respectively. Equilibrium is satisfied when Eq. (3.1) is stationary under small changes
in c, such that,
1
∂E
= 0 =⇒
= c − sin c,
∂c
2w
(3.2)
which is a nonlinear equation in c and w without a closed-form solution for c. We
84
know, however, that the configurations under consideration are relatively stiff rods
with large values of κ0 such that w << 1. We have also assumed that c > π/2. With
these two assumptions, Eq. (3.2) can be approximated by neglecting the sin c term,
yielding c ≈ 1/2w.
The elevation, η, of the center of mass of the hook tip above the bottom tangent
can now be found directly when we assume the shape of a circular arc. Also assuming
c ≈ 1/2w, we express η as a function of w alone,
η=
1
1 − πw + 2w cos 2w
.
1 − πw
(3.3)
Finally, we can express a critical elevation, η c , above which the overturning moment caused by out of plane perturbations of the tip of the hook can no longer be
supported by the torsional stiffness of the rod. This calculation relies on the determination of a participating length of rod which provides the torsional stiffness, given
that the resisting torque is inversely proportional to the length of rod twisted. We
expect this process to be local, unaffected by overall length changes of the rod as
L → ∞. We take this local length scale to be approximately c = 1/2w = EIκ30 /w,
or essentially the length scale balancing elastic forces and gravity. With this length
scale, the critical elevation η c can be expressed as,
ηc =
4
w
,
1 + ν 1 − πw
(3.4)
where ν is the Poisson’s ratio, which represents as a coupling factor between bending
and twisting. Eqs. (3.3) and (3.4) provide expressions for the elevation of the center
of mass of the hook tip as a function of w alone. For ν = 0.5, equating Eqs. (3.3)
and (3.4), we find a numerical critical value of dimensionless weight, below which a
hook shape is no longer stable, wc = 0.13. While not recovering the exact prefactor,
this value recovers the correct scaling of constant w for the phase boundary in Fig.
3-8 as well as an estimation for the order of magnitude. Moreover, this calculation
provides physical insight into the instability of planar shapes for increasing κ0 .
Our collaborators, using the exact geometry of the hanging planar configurations
85
(not the approximate configuration of Fig. 3-9), and numerically computing the linear
stability with respect to out-of-plane buckling for the case of L = ∞ and ν = 0.5,
found wc = 0.24. This value agrees well with the vertical simulated boundary between
planar and non-planar configurations in Fig. 3-8. Appendix B provides further details
on the linear stability analysis.
3.2.3
Helical Shapes
This section briefly summarizes the work done in collaboration with colleagues on
this project to rationalize the phase boundary between localized and global helices
found with experiments and expanded with simulations. We will also describe the
geometry of the suspended, non-planar rods. More details regarding the analysis of
the helical shapes can be found in the manuscript in Appendix B.
The total energy of an inextensible rod, including bending, twisting, natural curvature, and gravity, E, can be expressed as,
E=
Z
0
L
1
2
2
2
(κ1 − 1) + κ2 + C κ3 − w s cos β ds,
2
(3.5)
where κ1 and κ2 are the scaled material curvatures about the directors d1 and d2 ,
respectively, κ3 is the scaled material twist about the tangent vector, d3 , β is the
angle between the rod tangent and vertical (as shown in the inset of Fig. 3-10)
and C is the ratio between the twisting and bending stiffnesses (C(ν) = (1 + ν)−1
for circular, solid, cross-sections). The first term of the integrand expresses the two
bending strain energies and one twisting strain energy. In this formulation, natural
curvature is assumed to be aligned with one of the material planes, so that it only
enters the first bending energy term (in the scaled variables κ0 = 1). The second
term of the integrand expresses the gravitational potential energy.
Inspired by previous work [45,65] on helices under constant tension and/or torsion,
it is assumed that the director d2 is perpendicular to the applied force (weight), such
that d2 lies in the x − y plane, as shown in the inset of Fig. 3-10. This is equivalent
to the helical axis being aligned with gravity. Using this assumption, Eq. (3.5) can
86
be specialized to an expression for the total energy of the helical configurations, E 3D ,
E 3D =
Z
0
L
"
1
2
#
!
−1
tan2 β(s)
1 0 2
1+
− ws cos β(s) + β (s) ds,
2
C
(3.6)
where the first (bracketed) term depends on the rod’s local shape, β(s), and the
second term depends on the rate of change of β(s) along s. Two classes of solutions
can now be found for equilibrium configurations: those that describe a well-developed
helical structure (the local helix approximation) and those describing the transition
Dimensionless
arc length, s
Dimensionless arc−length, s
from helical to straight rod (the inner layer theory).
15
15
10
10
55
00
00
Experiments
Simulation
LH Approximation
IL Theory
0.7854
Angle
from
vertical, β [rad]
Angle from vertical,
β [rad]
1.5708
Figure 3-10: Localized helical configuration (L = 19.8 and w = 0.12) described by the
angle from vertical β as a function of arc-length from the free tip, s. Experimental
and numerical results are compared to theoretical predictions from the Local Helix
(LH) and Inner Layer (IL) approximations, with s = s∗LH and βIL = 1.5◦ , respectively,
the predicted point for transition from straight to helical configuration.
87
Considering the localized helix configuration shown in the inset of Fig. 3-10,
we plot the measured rod tangent to vertical, β(s), as a function of dimensionless
arc length, s, from the free tip, (s = 0), of both an experimental and a simulated
configuration for a rod with κ0 = 49.5 m−1 and L = 40 cm (i.e. L = 19.8 and
w = 0.12). We observe that near the clamped end (s & 15) the rod remains relatively
straight such that β ≈ 0. Below a critical arc length, however, β begins to increase
steadily before taking on an oscillatory nature near the free end (s = 0).
If we consider portions of the configuration within the helical position of the
structure that are away from both the straight portion and the free tip of the rod, we
see that β varies slowly with s. For this section, it was assumed that the derivative
term in Eq. (3.6) was negligible, with the resulting equation referred to as the Local
Helix (LH) approximation. This approximation recovers equilibrium solutions to a
rod with natural curvature put under constant tension such as that given in Eq.
(2.12) [45]. The solution for β as a function of s is shown as a purple line in Fig.
3-10. It is known that the solution to the LH approximation has a trivial, straight
solution for s ≥ s∗LH = (wC)−1 [45], which is the dimensionless form of Eq. (2.7). This
can be interpreted as the upper part of the rod having sufficient tension supplied by
the hanging weight of lower portions to remain straight. Portions below this critical
point, however, do not have sufficient tension to make the straight configuration
stable, instead taking on non-zero β values. This solution recovers the experimental
and simulated results near the clamp and inside the helical structure, but do not
capture behavior near the free tip nor the transition from the straight to helical
configurations within the rod.
To describe the transition from straight to helical portions of the rod (12 . s .
18), in the vicinity of s = s∗LH , we see that β varies quickly with s. Returning
to the full form of Eq. (3.6) and expanding the integrand near s∗LH , minimization
of the total energy of the rod recovers a differential equation known as the second
Painlevé equation, whose solution is knows as the Hastings-McLeod solution [116].
The solution gives an expression of β near s = s∗LH , and is referred to as the Inner
Layer (IL) solution,
88
2 C w1/3
βIL (s) = p
BHML
4 − 3C
s − s∗LH
w−1/3
2 C w1/3
Ai
∼p
4 − 3C
s − s∗LH
w−1/3
,
(3.7)
where Ai(S) is the Airy function of S. The solution of Eq. (3.7) is found to capture the
smooth transition between straight and helical portions of the rod in Fig. 3-10, shown
as a black line. In this transition region, experimental, simulation, and theoretical
results all show excellent agreement with one another.
We can now predict the transition from localized to global helices using Eq. (3.7)
by solving βIL (0.95L) = 1.5◦ (using the same definition of the transition as applied to
experiment and simulation). Fig. 3-11 shows the phase space diagram of the system
once again, including the theoretical predictions for the planar to non planar transition
(vertical thin black line, where w = wc = 0.24, found by the linear stability analysis)
and the localized helix to global helix transition (thick black line, using Eq. (3.7).
With this last prediction, we have described the physically relevant boundaries to
our phase diagram, rationalizing the configurations of a naturally curved rod hanging
under self weight and free at one end. Obtaining quality experimental data, including
digital three-dimensional reconstructions, has allowed us to create a phase diagram.
Using this data to validate numerical data, we then expanded the phase diagram to
gain a better representation of phase boundaries. The planar to non-planar transition
was understood by a mechanical scaling argument and a more sophisticated analysis
was validated against the variation of β with s in both experimental and simulated
reconstructions with zero fitting parameters. The next section will briefly discuss the
effect of adding an additional constraint; clamping both ends of a naturally curved
rod.
89
3.3
Additional Boundary Conditions
Thus far, we have considered the shape of a naturally curved rod hanging under its
own weight, clamped at the top end and free at the bottom. This sections investigates
the behavior and stability of a naturally curved rod hanging under its own weight, but
clamped at both ends, as shown in Fig. 3-12 and known as the writhing experiment.
The main contributions of the author in this project included designing precision
experiments and connecting results with theoretical predictions. For a more detailed
presentation of this particular problem, refer to [109, 110]. Figures in this section are
adapted from [110].
In this experiment, a rod of total length L is clamped between two concentrically
aligned drill chucks. One of the ends could be displaced a horizontal distance, δ,
toward the other clamp or an end could be rotated by an angle, Φ, relative to the other
clamp. For both cases, the effect of the rod’s natural curvature, κ0 , was investigated.
5 cm
imposed
rotation
imposed distance
Figure 3-12: The writhing experiment, wherein a rod of total length L was suspended
under its own weight between two concentrically aligned clamps. A clamp could be
displaced a distance δ or rotated an angle Φ relative to the other clamp. Adapted
from [110].
91
Similar to the previous study of a rod clamped at one end, this natural curvature,
once large enough, qualitatively and quantitatively changed the behavior of the rod.
In parallel to experiments, simulations were run by Arnaud Lazarus, using the same
method described in §3.2.
The first test discussed is the displacement-controlled experiment. Here the chucks
were not allowed to rotate and the rod was clamped in an initially twist-free configuration. The displacement of the clamps was normalized by the rod length, δ/L, and
images were captured from the top view of the experiment, as shown in Fig. 3-13.
The rod initially hangs in a catenary shape in the yz plane (the plane between the
clamps and parallel with gravity), until a critical displacement, at which point the
rod undergoes an out of plane deformation.
This out of plane behavior is different for rods with different natural curvatures, κ0 .
Fig. 3-13 a1-3) shows experimental and simulation results for a rod with low natural
curvature, κ0 = 16.5 m−1 . In this case, the rod maintains a catenary shape until
a1)
a)
a2)
a3)
b2)
b3)
Experiments
X
Simulations
b1)
Z
Y
b)
Figure 3-13: Displacement-control test for rods with a) κ0 = 16.5 m−1 and b) κ0 =
39.3 m−1 , with experiments shown on a black background and simulations on a white
background. For the low natural curvature rod, a rotationally symmetric out of
plane instability is observed at normalized displacement δ/L ∼ 0.8. The high natural
curvature rod exhibits a “horseshoe”-like out of plane instability, at approximately
half the normalized displacement (δ/L ∼ 0.4) as the lower natural curvature rod.
Adapted from [110].
92
relatively high end displacements (δ/L ∼ 0.8), at which point the rod buckles out of
plane in a rotationally-symmetric manner, as shown in Fig. 3-13 a3). At such high end
displacements, portions of the rod are in compression, exhibiting buckling behavior
similar to that predicted for straight rods in the absence of gravity and observed in
stiff nitinol rods (a nickel titanium alloy) and predicted by Eq. (2.5) [42,56]. For rods
undergoing this form of out of plane instability, the critical displacement is relatively
unaffected by changing κ0 of the tested rod.
The configurations shown in Fig. 3-13 b1-3), for a rod with high natural curvature
(κ0 = 39.3 m−1 ), however, show that for displacement past a critical value (δ/L ∼
0.4), the rod displays a different out of plane behavior. The rod takes on a “horseshoe”
shape characterized by deformation almost entirely all in the same x-direction. For
rods exhibiting this type of behavior, the instability was triggered at a point when the
entire rod was in a tensile state. Considering the horseshoe as a chirality inversion,
the instability can be understood as a curvature to writhe problem, as described
in §2.1.2 [45]. Specifically, Eq. (2.7) predicts the critical tension below which a
naturally curved rod will transition from straight to helical with a chirality inversion
(to preserve zero total twist in the rod). Applying Eq. (2.7) recovered the scaling of
the observed transition, and changes in natural curvature had a strong effect on the
critical displacement.
The second test consisted of clamping and fixing the rods at a set displacement
(δ/L = 0.27), and quasi-statically rotating one clamp in relation to the other an
angle, Φ. At a critical rotation angle, the twist in the rod localized into a single, selfcontacting structure, known as a plectoneme [2]. Fig. 3-14 a1-3) shows photographs
and simulated reconstructions of a straight rod being twisted. The first out of plane
instability in Fig. 3-14 a2) is a benign, two-lobed mode. This mode, however, is
followed by plectoneme formation at Φ = 2040◦ . For a naturally curved rod, as shown
in Fig. 3-14 b1-3), the rod starts in an out of plane configuration (the “horseshoe”
configuration from the displacement-control test). The rod is able to store more twist
in a helical configuration than the straight rod before plectoneme formation at the
higher critical twist of Φ ∼ 2900◦ .
93
X
a1)
Z
a)
Simulations
a2)
a3)
b2)
b3)
Y
Experiments
b1)
b)
Figure 3-14: Twist-control test for rods with a) κ0 = 0 m−1 (straight) and b)
κ0 = 44.8 m−1 , with experiments shown on a black background and simulations on
a white background. For the straight rod, a dual-lobed structure (Φ = 720◦ ) precedes plectoneme formation at Φ = 2040◦ . The high natural curvature rod exhibits
a “horseshoe”-like out of plane instability at low twist. A helical structure is able to
store more twist than the straight rod before plectoneme formation at Φ ∼ 2900◦ .
Adapted from [110].
In both test cases, natural curvature was observed to affect behavior in a nontrivial way. Rods with low values of natural curvature behaved as essentially straight
rods. Past a critical value of κ0 , however, behavior was fundamentally altered. In
the case of the displacement-control experiment, critical displacement to first instability was lowered with addition of natural curvature. The mode became tension –
not compression – driven. In the case of twist-control, the addition of κ0 delayed
plectoneme formation. Precision experiments enabled the exploration of natural curvature as a control parameter, highlighting that the analysis of rods should consider
intrinsic curvature (either manufactured or acquired through storage and/or loading)
in possible instabilities. For a more thorough discussion of this problem, the reader
is encouraged to refer to [109, 110].
94
3.4
Outlook
The effect of natural curvature on the behavior of rods hanging under self-weight was
explored in this chapter. The main focus was on the shape of a naturally curved rod
clamped at one end and free at the other end. Depending on the control parameter,
it was found that the rod could take on a planar or non-planar configuration, with the
non-planar configurations further subdivided into localized helices and global helices.
As part of a collaborative effort, experimental, numerical, and theoretical tools were
used to rationalize and confirm the transitions between these different configurations
in a phase diagram. In the second case considered, natural curvature was also found
to have a strong effect on behavior on the writhing problem.
The scenarios investigated in this chapter had simple boundary conditions, enforcing position and rotation and the end(s) of the tested rod. While geometrically
nonlinear, the resulting behavior could be rationalized in a predictive, and even closed
form manner in some cases. Subsequent chapters will focus on situations for a thin
elastic rod with more complex boundary conditions and frictional interactions. Emphasis will be placed on experimental results as existing literature becomes progressively more scarce. The next chapter explores a compressed rod inside of a cylindrical
constraint.
95
96
Chapter 4
Compressing a Rod in a Cylinder
The last chapter focused on the configuration of a naturally curved rod with relatively
simple boundary conditions. In this chapter, the rod geometry itself is simplified
while the boundary conditions are made more complex. We investigate the first two
buckling modes and post-buckling behavior of an intrinsically straight rod under axial
compression, pinned on both ends, inside of a cylindrical constraint. We refer to this
configuration as the classic case. A compressive axial load is provided by displacement
of one end, leading to buckling of the rod as it lies along the bottom of the constraint.
Buckling causes the rod to climb up the cylindrical constraint, with an associated penalty due to gravitational potential energy. This penalty is proportional to
the weight per unit length of the rod, w, and the radial clearance between the rod
and constraint, ∆r. The first buckling mode of the rod satisfies the competition between gravity and bending by adopting a sinusoidal or snaking configuration with a
characteristic wavelength. As compression continues, axial load increases, eventually
passing the second critical load. At this point the rod buckles into a helical configuration. The normal force between the helically configured rod and cylindrical constraint
increases dramatically and the axial load at both ends of the rod begin to diverge.
In §4.1 the experimental apparatus built to explore this phenomenon is described.
The results of the experiment are presented in §4.2, including interpretation and comparison with existing theory, as well as with simulations performed by a collaborator.
Finally, §4.3 discusses open issues in the research.
97
4.1
The Experiment
In Fig 4-1, we show a picture of the experimental apparatus built to investigate
buckling of a rod compressed inside a cylinder in Fig. 4-1 (a) with a schematic
of the entire system in Fig. 4-1 (b). Mechanically, the apparatus consisted of a
fixed cylindrical constraint (pipe), a pinned rod lying along the constraint’s bottom
surface, and a compression system. The compression system consisted of a pinned
end which could be displaced along the constraint’s axial direction (the input end)
and a pinned end that was fixed (the output end). Both ends were pinned centered
on the constraint’s long axis. The constraint and compressed rod are described in
more detail in §4.1.1 and the compression and data acquisition components of the
apparatus are discussed in §4.1.2. Finally, the experimental protocol is outlined in
§4.1.3.
a)
10cm
b)
Linear Actuator
Input
Force
Sensor
Constraining Pipe
Output
Force
Sensor
Compressed Rod
Pipe Supports
10
8
DAQ
6
4
2
0
Computer w/LabView
Figure 4-1: a) The experimental apparatus in the lab. Insets show the input end
(white) and pipe supports (black) in more detail. b) Schematic representation of the
entire experimental system.
98
4.1.1
Material Selection and Properties
The cylindrical constraint was supported on a custom-built rigid aluminum frame1 .
The pipe was held in place with five acrylic clamps (pictured in detail in Fig. 4-1),
which were separated by 75 cm. The constraining pipe was constructed out of two
concentrically aligned acrylic pipes2 , 3.095 m in total length. Seven inner diameters
(I.D.) were explored, ranging from I.D. = 3 mm to 19 mm (see Fig. 4-2). The
compressed rod was made out of Nitinol, a nickel titanium hyperelastic alloy, and two
rod diameters (1.14 mm and 1.6 mm) were used3 . Each rod was also cut to a 3.095
m length and both ends were ground to be round.
2cm
Pipe I.D. [mm]
3.0
4.3
6.3
9.4
12.4
15.7
19.0
r [mm]
0.70, 0.94
1.35, 1.59
2.35, 2.59
3.90, 4.14
5.40, 5.64
7.05, 7.29
8.70, 8.94
Figure 4-2: Rod diameter (black circle) compared to the inner diameters (I.D.) of
pipes tested, true scale (d = 1.6 mm shown). Rod diameter shown is 1.6 mm. Each
pipe I.D and its corresponding radial clearances (∆r) is also listed (∆r for d = 1.6
and 1.14 mm, respectively).
The material properties of the rods used are summarized in Table 4.1. Each of
the properties listed was experimentally measured. Friction was steel on plastic, and
found to be accurately described by a simple dry Coulomb friction, which matches
existing theory and field drilling conditions of lubricated steel pipe on steel casing.
We will now briefly describe the methods used to measure the coefficients of friction
and the Young’s modulus.
The static and dynamic coefficients of friction (µs and µ, respectively) between
the nitinol rods and the inner surface of the acrylic rods was measured using a tilt
1
Constructed with 80/20 Aluminum T-slotted framing [111].
Optically clear acrylic pipe purchased from McMaster-Carr.
3
Nitinol Devices & Components SE 508 wire with black oxide surface [117].
2
99
Property
Diameter, d
Young’s Modulus, E
Coefficient of Static Friction, µs
Coefficient of Dynamic Friction, µ
Density, ρ
Rod 1
Rod 2
1.14 mm
1.6 mm
68.67 ± 0.27 GP a 68.05 ± 0.15 GP a
0.45 ± 0.07
0.30 ± 0.03
6539 ± 82 kg/m3
Table 4.1: Material properties of Nitinol rods used for the experiments in this chapter. All properties were experimentally measured, with static and dynamic friction
coefficients (µs and µ, respectively) measured in an acrylic pipe with I.D. = 15.7 mm.
test, a photograph of which is shown in Fig. 4-3. A sample of acrylic pipe was fixed
to an aluminum frame via a hinged clamp, which allowed the pipe to be tilted at an
arbitrary angle θ from horizontal. The test consisted of three repeated steps:
i) A 27 cm-long sample of Nitinol (d = 1.6 mm) was first placed into the
acrylic pipe (I.D. = 15.7 mm) and allowed to come to rest on the pipe’s
bottom surface.
ii) The pipe was then tilted up (increasing θ) by hand until the Nitinol
sample began sliding.
iii) Finally, the pipe was tilted down (decreasing θ) until the Nitinol sample
stopped sliding.
These tests were recorded with a digital video camera4 The angles at which the
sample started and stopped sliding, θslip and θstick , respectively, were extracted using
the image processing software5 for 23 tilt tests. These angles could be related to the
coefficients of friction by µs = arctan (θslip ) and µ = arctan (θstick ). These values of
the coefficients of friction are measured for the axial direction, but are assumed to be
isotropic (such that lateral sliding and axial sliding are met with the same frictional
resistance). Single tests were performed to ensure that the coefficients of friction were
equal for different acrylic pipes.
The Young’s modulus, E, was measured indirectly by measuring the natural frequency of a cantilevered section of rod. This method agreed well with other measure4
5
Kodak PlaySport Zx5 digital video camera, recording at 29.97 frames per second.
ImageJ, provided by the National Institute of Health [118]
100
5cm
Acrylic
Pipe
Sample
Hinged
Clamp
g
Figure 4-3: Photograph of tilt test for measuring static and dynamic coefficient of
friction (µs and µ, respectively) between Nitinol (d = 1.6 mm) and acrylic pipe
(I.D. = 15.7 mm). The acrylic pipe was hinged on the lower end and progressively
tilted up (increasing θ) until the sample started to slip, at which point the pipe would
be tilted down (decreasing θ) until the sample stopped sliding.
ment techniques for other materials, as described in Appendix A. A rod was clamped
vertically between two acrylic plates with a free length extending above the plates.
Fig. 4-4 shows a photograph of the experimental setup. The free tip was displaced
a small distance (∼ 1 cm) and released, exciting the first mode of vibration. The
vibration was recorded with a digital video camera6 for three seconds. The natural
frequency, fn , was extracted from the video (averaged over 50-100 periods). The
Young’s modulus was then calculated from [119],
β12
fn =
2πL2
s
EI
,
ρA
(4.1)
where β1 is a constant dependent on the boundary conditions (β1 = 0.597π for our
clamped-free conditions), L is the free length, I is the second moment of inertial
(I = πd4 /64 for circular solid cross-sections with diameter d), ρ is the volumetric
mass density, and A is the cross-sectional area (A = πd2 /4 for circular cross-sections).
The test was repeated five times for each measurement. Measurements were taken
6
Nikon 1 J-3 digital camera recording at 402 frames per second.
101
2.5 cm
Figure 4-4: Photograph of a Nitinol rod (d = 1.6 mm) clamped between two acrylic
plates with cantilevered length L = 126.18 mm. Displacing and releasing the tip
would excite the first mode of vibration, the frequency of which was used to measure
the Young’s modulus, E.
for two different free lengths for each diameter of nitinol rod to ensure consistent
measurements.
Finally, in order to maintain consistent values of friction (both µs and µ), the
acrylic pipes and Nitinol rods were cleaned before each test with a cotton cloth to
remove dust which may have settled on the contact surfaces. We now turn to the
experimental components which provided compression of the rod inside the cylindrical
constraint.
4.1.2
Compression and Data Acquisition System
A photograph of the compression system is shown in Fig 4-5. This system had two
primary functions: i) to quasi-statically displace the input end of the rod along the
cylindrical constraint’s long axis and ii) to record the reaction force at both (input
102
Linear
Actuator
Mechanical
Coupling/
Slider
Input Aluminum
Force Pinned B.C.
Sensor
5cm
Acrylic Pipe
Nitinol Rod
Figure 4-5: Photograph of the compression system (the input end), which consisted of
a linear actuator, which displaces an aluminum pin. The aluminum pin was connected
to the actuator through a force sensor and an acrylic coupler on a slider.
and output) ends of the rod. Displacement was controlled using a linear actuator7 .
The actuator was coupled to an acrylic plate that was mounted on a two rail slider,
ensuring horizontal travel. A force sensor8 connected the acrylic plate to an aluminum
pin that connected to the Nitinol rod. The aluminum pin was machined to allow the
Nitinol rod end to rotate with three degrees of freedom while imposing axial position
by inserting the Nitinol rod into a small (0.3 mm deep, 1.6 mm diameter) recess on
the face of the pin. The input end had a maximum displacement range of 2 cm due
to the acrylic slider. The output end was connected to an identical aluminum pin,
which was attached to a rigid constraint via a second force sensor.
The force sensors were put in line with the two pinned boundary conditions to
7
Intelligent Motion Systems MDrive 14 Plus Linear Actuator, with 51200 micro-steps per revolution and 2048 edges per revolution resolution (internal encoder). Actuated with a 0.25-inch-diameter
10-inch-long lead screw [120].
8
Futek miniature S-Beam load cell (Model LRM200), with a 22.2 N capacity and ±0.1% maximum
nonlinearity and hysteresis. Signals were amplified with a Futek strain gauge amplifier (model
GSG110) [121].
103
allow for the reaction forces at both ends of the compressed rod to be recorded. A
LabView9 virtual instrument (VI) was programmed to control the linear actuator10
as well as record readings from the force sensor11 . The signals from both force sensors
were recorded to a text file while a test was being run. The number of displacement
steps and step size were sufficient to calculate the displacement associated with each
force reading. The LabView VI was programmed such that force measurements were
taken only when the linear actuator was not moving, and vice versa.
4.1.3
Experimental Protocol
The previous two subsections have discussed the components of the experimental
apparatus. Here we outline the protocol for this experiment. A run consisted of three
distinct steps:
i) Mounting the sample by placing both ends into the recesses in the aluminum pins, ensuring the load on both ends of the rod was negligible
(< 0.4N ).
ii) Loading the sample was accomplished by 0.01 mm displacement steps,
with force readings recorded between each step. The imposed displacement was stopped at prescribed intervals (depending on the system geometry of a given test) to measure wavelength or pitch of a buckled rod.
Compression was continued well into the helical regime until either reaction load was within 90% of the force sensor’s capacity or the displacement
reached the maximum extent of the slider (∼ 2 cm).
iii) Unloading the sample consisted of reversing the loading process by
stepping backward with 0.01 mm increments, recording the reaction force
back to the start position. Near the start position, the rod would sometimes lose contact with the aluminum pin and fall out, ending the run.
9
National Instruments Laboratory Virtual Engineering Workbench, a proprietary software.
LabView communicated through and Intelligent Motion Systems, Inc. USB to RS422 converter
(model number MD-CC4).
11
The force sensor communicated with LabView through a National Instruments Data Acquisition
card (model NI USB-6210), 8 analog inputs, 250 kilosamples per second.
10
104
Five runs were performed to constitute a test in order to ensure reproducibility. After
a test, the Nitinol rod and/or the acrylic pipe was changed out to test a new geometry
and the rod and acrylic pipe were cleaned with a cotton cloth.
4.2
Results and Interpretation
The previous section (§4.1) introduced the experimental apparatus built to investigate
the behavior of a rod compressed inside a cylindrical constraint. We now describe the
results of our experimental investigation, beginning with a description of the reaction
force recordings (§4.2.1), critical forces and length scales (§4.2.2), and ending with
the effect of imperfections in the cylindrical constraint’s geometry (§4.2.3).
Selected results will be compared to simulations that were performed by a collaborator for this project, Dr. Tianxiang Su. The dynamic behavior of the rod
was modeled using a custom code adapted from the modeling of drillstring dynamics [122,123]. A discretized rod is modeled as a chain of rigid bodies connected through
axial, shear, torsion, and bending springs, with spring constants defined using beam
theory [9]. Dry friction between the rod and pipe is modeled following Coulomb’s
Law, allowing for both static and dynamic friction. Contact between the rod and
constraint is modeled as a viscoelastic frictional contact using a modified Hertzian
contact model that takes the compliance of the rod cross-section into account, as is
described in [122, 124].
In the simulations, as the rod is compressed inside of a cylindrical constraint, the
elastic strains and stresses are calculated from the spring constants and the rod configuration. Then, external forces from gravity, the contact force between rod and constraint, and frictional forces are applied to the current rod configuration. The equations of motion are then integrated using a Newton-Raphson iteration scheme [125]
and the rod configuration is updated for a small time step (1.6 × 10−6 s). The simulations were performed with zero fitting parameters; all values were experimentally
measured to enable direct comparison.
We will show that similar load-displacement behavior was observed across the dif105
ferent radial clearances tested and that critical loads for transitions to sinusoidal and
helical configurations varies with radial clearance in good agreement with theoretical
predictions from existing literature (discussed in §2.2.2). We will then show that
imperfections in the cylindrical constraint’s geometry can have a strong effect on the
critical loads.
4.2.1
Load Displacement Signals
Reaction force signals were recorded throughout the quasi-static compression of a
hyperelastic Nitinol rod inside of an acrylic pipe. The progression of configurations
(straight, sinusoidal, and helical) described at the beginning of this chapter was observed for every radial clearance tested, and each was recognizable in the reaction
force-displacement signal. In Fig. 4-6 (a) and (b) we plot typical input reaction force
(Pin ) and output reaction force (Pout ) as a function of imposed displacement (δ) for
pipe I.D.= 9.4 mm and rod d = 1.14 mm. In Fig. 4-6 (a), data for the entire test is
shown, while Fig. 4-6 (b) shows the first 4 mm of compression. Note that Pin and
Pout appear to have approximately identical values until ∼ δ = 2.5 mm, after which
point they diverge, as is clear in Fig. 4-6(b). The difference between the two loads is
defined as ∆P = Pin − Pout .
Fig. 4-6 (b) is a closer view of the beginning of the test (0 < δ [mm] < 4) region
indicated in Fig. 4-6 (a) with black lines. In this closer view, we can see that the
initial response of the rod is very stiff, as indicated by a steep linear slope between
s
both reaction forces and displacement. Sinusoidal buckling at δ = δcr
is characterized
by a dramatic softening of the response. After sinusoidal buckling, Pin ≈ Pout until a
h
clear load drop in Pin at δ = δcr
, which is an indication of helical initiation. The drop
in load is associated with a portion of the rod losing contact with the constraining
h
cylinder. As noted for δ > δcr
, we see that Pin > Pout , but we also observe more
variation in Pin than in Pout . This variation is caused by the formation of new helical
pitches as well as the sliding (in the constraint’s axial direction) of existing pitches.
Note that friction prevents the rod from sliding freely to re-arrange into a lower
106
a)
Reaction Force, P [N]
10
8
6
4
Input Force, Pin
2
Output Force, Pout
0
0
0.002
0.004
0.006
0.008
Displacement, δ [m]
4
Input Force, Pin
b)
Output Force, P
3.5
Reaction Force, P [N]
0.01
out
3
2.5
2
1.5
1
0.5
0
0
0.5
1
1.5
2
2.5
Displacement, δ [m]
3
3.5
4
−3
x 10
Figure 4-6: a) Reaction force at the input end (Pin ) and output end (Pout ) as a
function of imposed displacement (δ) for a typical test. Pin and Pout start to diverge
with a difference ∆P after ∼ δ > 2.5 mm. The black box indicates extent of b),
indicating critical displacements (δcr ) and reaction forces (Pcr ) for sinusoidal and
helical buckling.
107
energy, constant chirality configuration. As such, in nearly every test observed, the
helical configuration was very clearly frustrated by friction, and as such exhibited
many inversions of chirality (sometimes known as perversions). This observation is
not accounted for in analytical treatments in the existing literature.
The growing separation between Pin and Pout shown by the data in Fig. 4-6
(a) is caused by the rapid increase in normal contact force between the rod and
constraining cylinder after helical buckling. This increasing normal contact force
causes an increasing frictional drag, which, when integrated over the rod length,
makes up ∆P = Pin − Pout . Fig. 4-7 shows ∆P as a function of δ with logarithmic
h
axes. For imposed displacements δ < δcr
, the load difference is approximately constant
and equal to the sliding frictional resistance expected of ∆P = µmg, where µ is the
coefficient of dynamic friction, m is the mass of the rod (m = ρAL, where ρ is the
volumetric mass density, A is the cross-sectional area, and L is the length of the rod),
and g is the acceleration due to gravity. These values were summarized in Table 4.1
above.
h
Upon helical initiation (δ > δcr
), ∆P is seen to increase quadratically with δ. This
functional form is found to agree with Eq. (2.23), repeated here for convenience,
Wn =
EA2 ∆r 2
δ ,
4IL2
where E is the rod’s Young’s modulus, A is the cross-sectional area, ∆r is the radial
clearance, I is the second moment of inertial (I = πd4 /64 for circular solid crosssections with diameter d), and L is the length of the rod. The pre-factor of Eq.
(2.23) does not, however, capture the exact behavior of ∆P as a function of δ. This
is expected as its derivation assumes a constant helix (with no chirality inversions)
and frictionless interaction between the rod and pipe.
108
1
10
1
2
Load Difference, Δ P [N]
0
10
−1
10
−2
10
−3
10
−4
10
−3
10
Displacement, δ [m]
−2
10
Figure 4-7: Load difference between input and output ends, ∆P = Pin − Pout , as
a function of imposed displacement, δ. For displacement before helical buckling,
h
δ < δcr
, ∆P is observed to be approximately equal to the sliding friction of the rod
h
in the channel, ∆P ≈ µmg. For δ > δcr
, however, ∆P ∝ δ 2 .
109
Typical load-displacement behavior for a rod compressed inside a cylindrical constraint was shown in Fig. 4-6 (a) and (b). Two processes exhibited variation between runs: sinusoidal buckling and post-buckling behavior after the rod took on
a helical configuration. Fig. 4-8 shows the reaction forces as a function of displacement for a rod with d = 1.6 mm and constraining pipe with I.D. = 9.4 mm.
Note the pronounced peak (labeled “Overshoot” in Fig. 4-8) at sinusoidal buckling
s
(δcr
= 0.39 mm). This is a common feature in buckling problems, wherein loading
can be applied past the critical load with no buckling before snapping to the stable, buckled configuration occurs (this type of transition is known as a supercritical
pitchfork bifurcation). When this behavior was experimentally encountered, the point
immediately following the drop in Pin was taken to be the transition from straight to
sinusoidal configurations, as indicated in Fig. 4-8.
18
16
Input Force, Pin
Output Force, Pout
Reaction Force, P [N]
14
12
10
8
Overshoot
6
4
2
0
0
1
2
3
4
Displacement, δ [m]
5
−3
x 10
Figure 4-8: Reaction forces (Pin and Pout ) as a function of imposed displacement
(δ) for a rod with d = 1.6 mm compressed inside a pipe with I.D. = 9.4 mm. The
transition from straight to sinusoidal configurations in this particular run is associated
with a large drop in reaction forces after the point labeled ”Overshoot.” This is a
typical feature of some buckling systems, with the critical load taken immediately
after the load drop.
110
The second deviation from typical behavior that was observed in some cases is
illustrated in Fig. 4-9, showing the load-displacement signals for a rod with d =
1.14 mm compressed inside a cylindrical constraint with I.D. = 9.4 mm (the same
test geometry as illustrated in Figs. 4-6 and 4-7). Here we focus on the helical
h
configuration of the rod (δ > δcr
), where large drops are seen in both Pin and Pout
at δ ≈ 3 and 8 mm. These sudden and significant drops in load were not frequent,
but, when they occurred, they were associated with a reconfiguration of the helical
structure of the rod. Typically, this involved the joining of two helical sections of
opposite chirality into a uniform chirality. While this process caused an immediate
drop in ∆P , the loads were seen to separate to previous values of ∆P quickly (e.g.
∆P has recovered to its original slope by δ ≈ 4 and 11 mm for the two events in Fig.
4-9).
18
16
Reaction Force, P [N]
14
12
10
Input Force, Pin
Output Force, Pout
8
6
4
2
0
0
0.002
0.004
0.006
0.008
Displacement, δ [m]
0.01
Figure 4-9: Reaction forces (Pin and Pout ) as a function of imposed displacement
(δ) for a rod with d = 1.14 mm compressed inside a pipe with I.D. = 9.4 mm.
Two significant drops in reaction forces (δ ≈ 3 and 8 mm) were associated with a
rearrangement of the helical configuration of the rod. This was typically associated
with two sections of opposite chirality joining into a section with uniform chirality.
111
Lastly, the behaviors discussed in this section were observed across all geometries
tested. In Fig. 4-10, we plot Pin as a function of imposed displacement for four
different test configurations, ranging from a tight clearance to a loose one (1.35 ≤
∆r[mm] ≤ 5.63). The behavior is again characterized by an initially stiff behavior,
followed by a softer response. A drop in Pin is associated with the rod beginning
h
to buckle into a helical configuration (δcr
indicated for each clearance in Fig. 4-10),
and then Pin is observed to begin stiffening. Fig. 4-10 shows similar behavior, but it
also shows different critical loads for each of the test configurations. The next section
explores the variation of these critical loads as a function of radial clearance for both
diameters of Nitinol rod tested.
10
9
Reaction Force, Pin [N]
8
7
d=1.6mm, ID=4.3mm
d=1.6mm, ID=9.3mm
d=1.14mm, ID=9.3mm
d=1.14mm, ID=12.4mm
6
5
4
3
2
1
0
0
0.5
1
1.5
Displacement, δ [m]
2
2.5
−3
x 10
Figure 4-10: Input reaction force, Pin , as a function of imposed displacement, δ, for
four different test configurations (with 1.35 ≤ ∆r[mm] ≤ 5.63). The same typical
behavior is seen in all four cases, with an initially stiff response softening before a
drop in Pin , followed by a stiffening behavior.
112
4.2.2
Critical Loads and Length scales
We now turn to studying the loads at which the constrained rod configurations transitioned from straight to sinusoidal (Pcrs ) and from sinusoidal to helical (Pcrs ), as well
as the wavelength (λscr ) and pitch (phcr ) length scales associated with these transitions.
The previous section outlined how critical loads were identified by critical points on
the Pin -δ signal. Experiments were also visually observed for the transitions, so λ
or p data could be measured at any point (as the tests were performed quasistati√
cally). To simplify plots with two rod diameters, loads will be normalized by 2 EIw
(where E is the rod’s Young’s modulus, I is the rod’s second moment of inertia, and
w is the rod’s weight per unit length) and critical length scales will be normalized
by (EI/w)1/4 . Normalized parameters will be denoted with an overbar (e.g. - the
p
s
normalized sinusoidal buckling force, P cr = Pcrs /(2 EI/w)). These normalizations
are suggested by previous analytical work in the literature, as discussed in §2.2.2 and
will be discussed more for each quantity measured.
s
The normalized sinusoidal wavelength at the onset of sinusoidal buckling, λcr , was
measured for each test and is plotted as a function of radial clearance, ∆r, in Fig.
4-11 (a). Re-arranging Eq. (2.16) as,
s
λcr
=
λscr
w 1/4
= 2π∆r1/4 ,
EI
we can also compare experimental data to a theoretical prediction based on previous
work. Radial clearance has little to no effect on experimentally measured wavelength.
s
The theoretical prediction captures the magnitude of λcr . However, recall that Eq.
(2.16) assumes frictionless interaction between rod and constraint. This is also the
case for the next critical length scale discussed: the helical pitch.
113
1.8 a)
1.6
Normalized Wavelength,
1.4
1.2
1
d=1.14 mm Rod
d=1.6 mm Rod
Theoretical Prediction
0.8
0.6
0.4
0.2
0
0
1.6
2
4
Radial Clearance,
6
r [m]
8
−3
x 10
b)
1.4
Normalized Pitch,
1.2
d=1.14 mm Rod
d=1.6 mm Rod
Theoretical Prediction
1
0.8
0.6
0.4
0.2
0
0
2
4
Radial Clearance,
6
r [m]
s
8
−3
x 10
Figure 4-11: Normalized measured a) wavelength, λcr , and b) pitch, phcr , at the onset
of buckling as a function of radial clearance, ∆r, for both rod diameters. Experimental values are shown compared to theoretical prediction (Eqs. (2.16) and (2.21),
respectively).
114
The normalized helical pitch at the onset of helical buckling, phcr , was also measured
for each test. The results of these measurements, as a function of ∆r, are plotted
in Fig. 4-11 (b). The theoretical prediction for phcr once again assumes no frictional
interaction between the rod and constraint. From Eq. (2.21) we have,
phcr = phcr
w 1/4
= π (8∆r)1/4 ,
EI
where pitch is proportional to ∆r1/4 , with a smaller (∼ 84%) pre-factor than the
s
prediction for λcr . Once again, experimental measurements show little to no variation
with ∆r, and theoretical prediction captures the order of magnitude over the range
of radial clearances tested.
s
The normalized critical force associated with sinusoidal buckling (P cr ) was measured for each test and compared with two different theoretical predictions from existing literature, as shown in Fig. 4-12 (a), as a function of ∆r. The first theoretical
prediction assumes no frictional interaction between the constrained rod and pipe. It
was originally given as Eq. (2.15) and is repeated here,
s
P cr (µ
Pcrs
1
√
= 0) =
=√ ,
2 EIw
∆r
and is plotted in Fig. 4-12 (a) as a dashed line. The second theoretical prediction
based on existing theory assumes lateral friction between the constrained rod and
pipe, and applies and amplification factor to Eq. (2.15) based on the coefficient of
dynamic friction, µ, or, as stated in Eq. (2.25),
s
P cr (µ
s
Pcrs
ψcr
√
√
= µ) =
=
,
2 EIw
∆r
s
where ψcr
≈ 1.67 (Eq. 2.26) for the measured value of the coefficient of dynamic
friction, µ = 0.3(±0.03), given in Table 4.1. This prediction is plotted in Fig. 4-12
(a) as a solid line. We can see that the experimental data collapses onto a single curve
√
(indicating the normalization factor 2 EIw is appropriate), and can see an inverse
s
s
relationship between P cr and ∆r, with P cr varying approximately 50% over the range
115
60 a)
d=1.14 mm Rods
d=1.6 mm Rods
Theoretical Prediction, μ=0
Theoretical Prediction, μ=0.3
Normalized Sin. Buckling Load,
50
40
30
20
10
0
0
2
90 b)
8
−3
x 10
d=1.14 mm Rods
d=1.6 mm Rods
Theoretical Prediction, μ=0
Theoretical Prediction, μ=0.3
80
70
Normalized Helical Buckling Load,
4
6
Radial Clearance, Δ r [m]
60
50
40
30
20
10
0
0
2
4
6
Radial Clearance, Δ r [m]
8
−3
x 10
s
Figure 4-12: Normalized critical a) sinusoidal and b) helical buckling load (P cr and
h
P cr , respectively) plotted as a function of radial clearance, ∆r. Experimental values
are compared to theoretical predictions from the literature for the cases of frictionless
(dashed line) and frictional (solid line) interaction between rod and constraint.
116
of radial clearances tested. At large radial clearances (∆r & 4 mm), experimental
values agree with the theoretical prediction based on Eq. (2.25), which includes
frictional interaction between the rod and the pipe. At tighter radial clearances
(∆r . 4 mm), however, the disagreement is more pronounced. This disagreement is
discussed more in depth in §4.2.3, where imperfections in the constraint’s geometry
give rise to the divergence between theoretical prediction and experimental values.
h
The measured normalized critical force associated with helical buckling, P cr , for
each test was also compared with two different theoretical predictions from existing
h
literature. The results of P cr as a function of radial clearance are plotted in Fig.
4-12 (b). Once again, the first theory assumes no frictional interaction between the
constrained rod and pipe. It was first given as Eq. (2.20) and is repeated here for
convenience,
Ph
2
h
P cr (µ = 0) = √ cr = √ ,
2 EIw
∆r
and is plotted as a dashed line in Fig. 4-12 (b). The second theoretical prediction
from existing theory assumes lateral friction between the constrained rod and pipe,
again applying an amplification factor to Eq. (2.20) based on µ and the boundary
conditions. Repeated here from Eq. (2.27),
Ph
ψh
h
P cr (µ = µ) = √ cr = √ cr ,
2 EIw
∆r
h
where ψcr
≈ 2.44 for the experimentally measured value of µ = 0.3 ± 0.03 and pinned-
pinned boundary conditions (Eq. (2.28)). This prediction is plotted as a solid line in
Fig. 4-12 (b). Trends are similar to those seen in Fig. 4-12 (a) and, for larger radial
clearances (∆r & 2 mm), we see good agreement between experimental observation
and theoretical prediction including µ. In this range, an inverse relationship between
s
P cr and ∆r is again observed. For the two smallest radial clearances for the two
rods tested (∆r . 2 mm), however, there is significant (∼ 100%) disagreement beh
tween experimental measurement and predicted values of P cr . This inconsistency is
discussed in §4.2.3 next, where the role of imperfections in the constraining geometry
117
s
h
will be found to have a significant effect on both P cr and P cr .
4.2.3
Effect of Imperfections
In §4.1, the apparatus built to explore the buckling and post-buckling behavior of a
rod inside a cylinder was described. A photograph of the apparatus was shown in
Fig. 4-1 (a), in which it is clear that the acrylic pipes which make up the cylindrical
constraint are supported at discrete points. These clamps were spaced at 75 cm,
which also corresponded to unsupported spans of acrylic pipe. An end-supported
beam under its own weight will sag with a maximum displacement [9], ςmax ,
ςmax
wL2
=
,
384EI
(4.2)
where w is the weight per unit length (w = ρgA where ρ is the volumetric mass
density, g is the acceleration due to gravity, and A is the cross-sectional area), L is
the unsupported length, E is the Young’s modulus, and I is the second moment of
inertia of the pipe’s cross-section. Eq. (4.2) corresponds to the case of a rod span
clamped on both ends, which matches the experimental apparatus (see the inset of
Fig. 4-1). The value of E for the acrylic pipes was experimentally measured to
be E = 2.2 GP a (using the same procedure outlined in §4.1.1) and the density was
measured to be ρ = 1, 195 kg/m3 . Considering ςmax as an imperfection in the system,
we compare it to the radial clearance of a test through a dimensionless number, ϑ =
ςmax /∆r. A perfectly straight constraint (the assumed shape in existing theoretical
prediction) is the case of ϑ = 0. Fig. 4-13 plots the dimensionless imperfection of
each test as a function of radial clearance. One can see that for the two smallest
diameter constraining pipes (∆r . 2 mm) have imperfections which are the same size
or larger than the radial clearance. The third smallest clearance (∆r ≈ 2.5 mm) has
a significant imperfection ∼ 0.4∆r.
Next, we examine the influence of imperfection on the critical buckling loads,
Pcrs and Pcrh . Instead of critical load as a function of radial clearance, we now plot
experimental deviation from theoretical prediction as a function of imperfection size.
118
1.8
Constraint Imperfection, ϑ
1.6
d=1.14mm Rod
d=1.6mm Rod
1.4
1.2
1
0.8
0.6
0.4
0.2
0
1
2
3
4
5
6
Radial Clearance, ∆ r [m]
7
8
−3
x 10
Figure 4-13: Normalized maximum sag in the constraint, ϑ, as a function of radial
clearance, ∆r.
We define the sinusoidal correction factor,
χs ≡ ((Pcrs )th − (Pcrs )exp )/(Pcrs )exp ,
(4.3)
and the helical correction factor,
χh ≡ ((Pcrh )th − (Pcrh )exp )/(Pcrh )exp ,
(4.4)
where (Pcr )exp is an experimental critical load and (Pcr )th refers to a theoretically
predicted critical load. A value of χ = 0 is equivalent to experimental and theoretical
results agreeing perfectly. Fig. 4-14 (a) shows deviation between experimental and
theoretical predictions for the critical sinusoidal buckling load, χs , as a function of
constraint imperfection size, ϑ. For the case of both rods (d = 1.14 and 1.6 mm),
disagreement between experiment and theory appears to be linearly related to imper119
1.2
a)
Correction Factor, χ
s
1
0.8
0.6
0.4
0.2
d=1.14mm Rod
d=1.6mm Rod
0
−0.2
0
1.8
0.2
0.4
0.6
0.8
1
1.2
Imperfection Factor, ϑ
1.4
1.6
b)
1.6
Correction Factor, χ
h
1.4
1.2
1
0.8
0.6
0.4
d=1.14mm Rod
d=1.6mm Rod
0.2
0
−0.2
0
0.2
0.4
0.6
0.8
1
1.2
Imperfection Factor, ϑ
1.4
1.6
Figure 4-14: (a) Experimental deviation from theoretical prediction for critical sinusoidal (a) and helical (b) buckling load (χs and χh , respectively) as a function of
constraint imperfection size, ϑ.
120
fection size, with increasing imperfection leading to increasing deviation. Negative
values of χs are equivalent to experimentally measured values which are greater than
theoretically predicted values.
Similar to Fig. 4-14 (a), Fig. 4-14 (b) plots the deviation between experimental
and theoretical predictions, but for critical helical buckling load, χh , as a function of
imperfection size, ϑ. There is, however, a difference in the functional form of χh when
compared to χs . For imperfections ϑ . 0.5, there appears to be little to no change
in χh . After a critical size of imperfection (in this case ϑ & 0.5), deviations between
experiment and theory are observed (growing χh ) in the case of both rods.
Fig. 4-15 shows a comparison between experimental results, theoretical prediction,
and simulation results for the critical sinusoidal buckling load, Pcrs . In order to confirm
the effect of geometric imperfections in the cylindrical constraint, simulations were
run with a perfectly straight constraint as well as a constraint with imperfection
size matching that calculated for the experimental apparatus. We can see that all
three methods agree at large radial clearances (∆r & 4 mm). Simulations match
theoretical predictions for ∆r . 4 mm in the case of a perfectly straight constraint
and match experimental measurements when constraint imperfections are included,
keeping all other parameters equal, confirming constraint imperfections as the cause
of the divergence between experimental results and theoretical prediction.
121
Sinusoidal Buckling Load, Pscr [N]
14
12
10
Experiment
Friction Theory
Simulation − Straight
Simulation − Sag
8
6
4
2
0
0
0.002
0.004
0.006
Radial Clearance, ∆ r [m]
0.008
0.01
Figure 4-15: Comparison between experimental measurements, theoretical prediction,
and simulation results for critical sinusoidal buckling force, Pcrs as a function of ∆r for
a rod with d = 1.6 mm. Simulations were performed for straight constraints as well
as those with imperfections matching experimental configurations. For small ∆r,
∆r . 2 mm, simulations including sag match experimental results while perfectly
straight constraints match theoretical predictions.
4.3
Outlook
An experimental apparatus was designed and built to explore the buckling and postbuckling behavior of a rod compressed inside of a cylindrical constraint. The expected
sequence of rod configurations (straight, sinusoidal, and helical) was observed as predicted by existing theoretical work in the literature. Once in the helical regime,
frictional drag was seen to increase quadratically with imposed displacement for all
tested geometries. Little variation was observed in experimentally measured sinusoidal wavelength and helical pitch length. For straight cylindrical constraints, existing theoretical predictions appear to capture experimental behavior in terms of
122
critical buckling loads. Critical loads were observed to be affected strongly by imperfections, but with a different functional dependence observed for sinusoidal and
helical buckling loads on imperfections.
There is a rich and extensive theoretical framework within the existing literature
relevant to the experiments performed in this chapter. The next chapter explores the
related problem of injecting a rod into a cylinder (rather than compression of a fixed
length), which is a more recent problem of industrial relevance.
123
124
Chapter 5
Injecting a Rod into a Cylinder
In this chapter we explore the buckling and post-buckling behavior of a rod injected
axially into a cylinder, referred to as the real case. A compressive axial load arises
from the frictional resistance to injection rather than imposed compression as in
the last chapter (the classic case). This frictional resistance is characterized by the
dynamic coefficient of friction, µ. Similar to the classic case, buckling is resisted by
the bending rigidity, EI, as well as the cost in gravitational energy for the rod to
climb up the wall of the constraining pipe (a function of the linear unit weight of the
rod, w and the radial clearance between the rod and constraint, ∆r).
As rod injection continues, axial load builds linearly with injected arc-length,
eventually exceeding the first of two critical buckling loads. The first mode of buckling
is a sinusoidal or snaking configuration. After further insertion, the load builds past a
second critical point, and the rod buckles into a helical configuration. Past this point,
the normal force between the helically buckled rod and the cylindrical constraint
increases dramatically, eventually preventing continued rod injection. This point is
referred to as lockup.
This chapter proceeds with a description of the experimental apparatus built
to explore and characterize this problem in §5.1. The results of the experiments
run on this apparatus are then discussed in §5.2 and compared to existing theory
(summarized in the review in §2.3.2) and simulations run in parallel by a collaborator.
Finally, §5.3 discusses possible future directions for this problem.
125
5.1
The Experiment
An experimental apparatus was built to explore the problem of injecting a rod into
a horizontal cylindrical constraint. In Fig. 5-1 (a) we show a photograph of the
injection mechanism and the constraining pipe parts of the test in the lab while
in Fig. 5-1 (b) we present a schematic diagram of the entire test apparatus. The
apparatus consisted of three components: i) The cylindrical constraint sub-system,
into which the rod is injected and eventually buckles; ii) The injection sub-system,
which drives the injection of the rod into the cylinder at a controlled rate; and iii)
The control/data acquisition sub-system, which both controls the injection system
and records information. Each of these sub-systems is described in further detail in
§5.1.1, 5.1.2, and 5.1.3, respectively.
The motivation for the experimental apparatus is a coiled tubing unit found in
the oil field, pictured in Fig. 5-2 (a), which injects a continuous length of steel tubing
a)
b)
20cm
Injection System
Cylindrical Constraint
Slave Injector
Digital Video Camera
Primary
Injector
Force
Sensor
Constraining Pipe
Linear Air Bearing
Injected Rod
Pipe Supports
10
DAQ
8
6
4
2
0
Data Acquisition/Control System Computer w/LabView
Figure 5-1: a) Side view of experiment (the rod is injected from left to right). b)
Schematic of experimental setup. The entire setup is broken into three distinct blocks:
the cylindrical constraint, the injection system, and the data acquisition/control system. Each block is described in more detail in §5.1.1, 5.1.2, and 5.1.3, respectively.
126
into a wellbore, a schematic diagram of which is given in Fig. 5-2 (b). In the case
of extended reach wellbores, the wellbore trajectory begins vertical until the kickoff
point, where the path deviates in the build section up to a constant tangent angle [71].
In the build section, the build rate (typically measured in degrees per 100 ft drilled)
can be constant or can accelerate. In horizontal directional drilling, the tangent angle
can be as low as 80 degrees and can include angles greater than 90 degrees (resulting
in drilling upward) [72]. Each borehole is tailored to the geology it penetrates, and as
such, the borehole’s trajectory is unique. For this study, the vertical and build sections
a)
Reel
Injector
Head
Coiled
Tubing
Control
Cabin
b)
Kickoff
Tangent
Angle
Build
Section
Figure 5-2: (a) A coiled tubing rig consists of a control cabin (where engineers/technicians monitor/control progress), a reel that the coiled tubing is spooled
on for storage and transportation, and an injector head that pushes/pulls the coiled
tubing in/out of the wellbore. Photo courtesy of Schlumberger-Doll Research. (b) A
typically horizontal well consists of a vertical section before the kickoff point, a build
section where the angle of the well is changed away from vertical until reaching a
constant tangent angle.
127
are neglected, and only the tangent section is considered as it is the section with the
most contact between coiled tubing and borehole. Furthermore, for simplicity, the
tangent angle is kept at horizontal throughout this study.
5.1.1
Material Selection and Properties
The entire experiment was supported on a custom-built rigid aluminum frame1 . The
injection system position was adjustable to allow for the rod to be injected at the
bottom surface of the constraining pipe. For reference, the end of the pipe closest to
the injector is referred to as the front end, while the other end is referred to as the back
end. The constraining pipe (L = 2.46m) was held and aligned with acrylic clamps
at five locations separated by 60 cm. For practical considerations, the constraining
pipe consisted of two pipes held end to end (aligned concentrically), as shown in the
schematic in Fig. 5-1 (b).
The rod injected into the constraining cylinders was made out of an elastomer
(Vinylpolysiloxane) using a custom fabrication process that is described in more detail
in Appendix A on rod fabrication. For convenience, the resulting measured rod
properties are given in Table 5.1. Unless stated otherwise, rods were fabricated as
straight rods, not introducing natural curvature.
Property
Young’s Modulus, E
Density, ρ
Diameter, d
Poisson’s Ratio, ν
Value
1296 ± 31 [kP a]
1210 ± 8 [kg/m3 ]
3.16 ± 0.05 [mm]
0.49
Table 5.1: Material properties of rods manufactured for the experiment. Values taken
from Appendix A on rod fabrication
Manufactured rods have a small amount of silicone oil on their surface immediately
after de-molding. As a result, the rods will adhere to surfaces and/or particles (such
as dust). This coating led to inconsistent rod surface properties along a rod as well
1
Constructed with 80/20 Aluminum T-slotted framing [111].
128
as between tests. In addition, the presence of moisture on the rod surface could
potentially cause capillary attraction with the constraining pipe. This is problematic
in terms of modeling the contact between the rods and the constraining cylinder,
where existing theories assume a simple Coulomb friction model. This simple friction
model is typically used because in the case of the field, contact between coiled tubing
and casing is steel on steel. The borehole is full of a fluid (typically petroleum), so the
contact can also be considered as lubricated surfaces [86]. It was therefore desirable
to make the experimental contact one which could be modeled with Coulomb friction.
These factors required us to develop an additional step in the preparation of rods
for this particular test, referred to here as rod conditioning. After manufacturing,
a rod was kept consistently dirty by placing it in a covered plastic container with
50-100 grams of loose chalk powder2 and hand shaken for approximately five to ten
seconds. Excess chalk was wiped off of the rod by hand with a paper towel, first
from the front end of the rod (the first end to be injected into the constraining pipe)
towards the back end, then from the back towards the front, and finally from the
front to the back, applying hand pressure to the paper towel while wiping. This
coating was applied before every series of injections, as discussed in §5.1.4. Friction
between the constraining pipes and injected rods could then be assumed to be dry
Coulomb friction, where the resistive frictional force equals the normal force multiplied
by a coefficient of dynamic friction, µ. This was more representative of the original
application and existing theoretical work and made the simulated contact model more
tractable. Equally important, it led to a reproducible rod surface for experiments.
For consistent values of µ between injected rod and constraining pipe, the pipe’s
inner surface also needed to be considered. Glass pipes3 were selected as a commonly
available material which allowed for visual observation of buckling phenomena, as
well as preventing static charge from building up between the pipe and the rod during
injection [101]. Pipe lengths were nominally 1.2 meters, resulting in needing two pipes
to be placed end to end (concentrically aligned) for the experimental setup. Eight
2
3
Irwin brand chalk for snap-lines, primarily composed of Calcium Carbonate (chalk).
Pyrex standard wall borosilicate tubing.
129
inner diameters (I.D.) were used for the experiments described in this chapter and
are shown in comparison to the rod diameter in Fig. 5-3.
The glass pipes also needed to be treated in a regular and consistent fashion.
Instead of coating the pipe (similar to rod conditioning), the pipe was regularly
cleaned by pulling a cotton cloth through the inside of the constraining pipe from the
front end to the back end, twice. This removed any dust that may have drifted into
the pipe, as well as any chalk particles that had fallen off the elastomeric rod from
previous runs. Rod conditioning and pipe cleaning intervals are described in §5.1.4.
The two processes led to a repeatable coefficient of friction of µ = 0.54 ± 0.11 between
the rod and glass pipe. This measurement is discussed in depth in §5.2.1.
2cm
Pipe I.D. [mm]
6.6
9.3
12.0
14.0
15.7
18.5
21.7
33.6
r [mm]
1.72
3.07
4.42
5.42
6.27
7.67
9.27
15.22
Figure 5-3: Rod diameter (black circle) compared to the inner diameters of pipes
tested, true scale. Each pipe inner diameter (I.D.) and its corresponding radial clearance (∆r) is also listed.
5.1.2
Injection Sub-System
A photograph of the injection sub-system is shown in Fig. 5-4 (a), with a detailed
photo of an injector in Fig. 5-4 (b). This sub-system had two primary functions. The
first was as a driving mechanism to inject an elastomeric rod at a controlled rate.
The second function of the sub-system was to measure and record the reaction force
throughout the progress of a test. We now describe how the sub-system performed
both of these functions in more detail.
Before injection, the rod was temporarily spooled in a plastic container (lower left
corner of Fig. 5-4 (a)). The free end was brought over a lower feeder roller, wrapped
130
a)
5cm
b)
Slave
Injector
Feeder
Rollers
Air Bearing
Mount
Force
Sensor
Slack
Loop
Idler
Wheel
1cm
Drive
Wheel
Primary
Injector
Air Bearing
Slider
Extra Rod
Rod Injection
Stepper
Motor
Stress
Relief
Figure 5-4: a) Side view of injection system. The rod (in green) is pulled over two
feeder rollers through a slave injector and then through a primary injector into the
constraining glass cylinder. Reaction forces are transmitted over an air bearing slider
to the force sensor. Note that both injectors are fabricated from stacked plates of
acrylic. b) Close view of the injector design. A rod is gripped between the drive wheel
(controlled by a stepper motor) and idler wheel, then inserted by active rotation of
the drive wheel. The rod is guided through a channel in the injector before insertion
into the constraining pipe.
clockwise once around the upper feeder roller and then fed through the slave injector.
A small portion of rod was suspended between the slave injector and primary injector,
which fed into the constraining glass pipe. This suspended portion is referred to as
the slack loop. It was built into the system so that the back tension on the primary
injector was kept constant during injection or withdrawal of a rod. This constant
back tension was important in order to measure the reaction force from injecting the
rod into the glass pipe at the primary injector. The reaction force was transmitted
from the primary injector to a load sensor4 across a linear air bearing5 .
A photograph of one of the injectors is shown in more detail in Fig. 5-4 (b). The
4
Futek miniature S-Beam load cell (Model LRM200), with a 4.5 N capacity and ± 0.1% maximum
nonlinearity and hysteresis. Signals were amplified with a Futek strain gauge amplifier (model
GSG110) [121].
5
Nelson Air, Inc. linear air bearing (model RAB2). It can support a moment of 15 in-lbs, with
a 2-inch-wide slider with 6-inches of travel. It was operated at a nominal pressure of 60 psi as
specified [126].
131
two injectors were identical in design, which was adapted from the Makerbot Cupcake
filament drive mechanism [127] and further modified by the author. A portion of the
injectors were made using stacked laser cut acrylic pieces. Rod is inserted into a
channel that is sandwiched between acrylic plates, then gripped between an idler
and drive wheel. Injection is activated by rotating the drive wheel at a set speed
(controlled by a stepper motor6 ), while the idler wheel is free to rotate. Due to
the grip of the two wheels, the rod was prevented from twisting at either injector.
Stepper motors were preferred over DC motors for their precise speed control, as
well as longevity. A careful calibration was performed to ensure that both injectors
injected rod at identical velocities. Variables causing differential injection velocities
include the distance between the idler and drive wheels as well as the back tension
on the rod being injected. This tension was consistently different between the two
injectors (the slack loop had less tension than the rod going over the feeder rollers
into the slave injector).
Each injector requires power and communication cables, as shown in Fig. 5-4(a).
For the primary injector, the cabling was separated into individual strands and a stress
relief loop was introduced to ensure the cable would not tug on the primary injector,
introducing spurious force readings across the air bearing. The stress relief also acted
to add compliance to the cabling, ensuring it would not dampen out or oppose true
reaction forces. The entire injection system exhibited low losses for transmitting
applied forces, measured to be less than 0.01 N. This value was measured using the
setup shown in Fig. 5-5 (a), which consisted of mounting a force sensor along the
direction of the injection reaction force in the actual experiment. Loads applied to
this sensor and the reaction force measurement were compared to measure the losses
across the injection system up to approximately 90% of the force sensor capacity, as
shown in Fig. 5-5 (b).
6
Intelligent Motion Systems MDrive 14 Plus Integrated Motor, with 51200 micro-steps per revolution and approximately 0.6 micro-step per second resolution for velocity control [128].
132
a)
5cm
Reaction
Load Sensor
b)
Applied
Load Sensor
3
Reaction Force [N]
2
Measured
Zero Loss
1
0
−1
−2
−3
−4
−2
0
2
Applied Force [N]
4
Figure 5-5: a) Side view of force-loss measurement. A load sensor was attached to the
primary injector, so an applied load could be measured and compared to a reaction
load. Note that the feeder rollers and constraining glass pipe have been removed from
the experimental setup shown in Fig. 5-4. b) Comparison of applied and measured
forces. Load losses were measured to be less than 0.01 N.
5.1.3
Data Acquisition and Control Sub-System
A LabView7 virtual instrument (VI) was programmed to control the stepper motors8
and record readings from the force sensor. To allow the stepper motors to have
precise control of the injection speed, commands could only be updated at a rate
of approximately 2 Hz. While a test was being run, the readings from the force
sensor were recorded9 to a text file. Time elapsed and force signals were continuously
recorded at a rate of 1 kHz in parallel to running the stepper motors. Knowing
the time elapsed and the injection velocity, one can readily calculate the length of
rod injected into the constraining cylinder. Synchronization lag between the force
recordings and the activation of the stepper motor was less than 0.05 seconds (the
time LabView waited between sending a message and receiving an echo from the
stepper motors).
7
National Instruments Laboratory Virtual Engineering Workbench, a proprietary software.
LabView communicated through and Intelligent Motion Systems, Inc. USB to RS422 converter
(model number MD-CC4).
9
The force sensor communicated with LabView through a National Instruments Data Acquisition
card (model NI USB-6210), 8 analog inputs, 250 kilosamples per second.
8
133
For every experiment run, a digital video camera10 recorded events in the constraining pipe within approximately 30 cm of the injector. The video could be synchronized within approximately 0.02 seconds of the force recording. This extra data
stream allows for a connection between the force recording and physical, observable
processes. For example, one could then connect the injected length (and reaction
force) to the point in the test when a helical configuration was first visually observed,
as will be discussed in more depth in §5.2.
5.1.4
Experimental Protocol for Rod Injection
The conditioning and cleaning protocols (and materials) for both the injected elastomeric rod and glass constraining pipes were developed to ensure the contact could
be assumed to be dry friction and a consistent value of the dynamic coefficient of friction, µ. This repeatability for µ was important to be able to compare to simulations
with zero fitting parameters (see §4.2 for a general description of the simulation tool
and §5.2 below for specific adaptation for the real case). Toward this aim, much of the
experimental protocol described in this section was aimed at producing a consistent
coefficient of friction between rod and pipe.
A single test consisted of a series of steps: i) Cleaning the pipe; ii) Conditioning
the rod; iii) Preparing the injection sub-system; iv)Injecting the rod; and finally v)
Withdrawing the rod. A single test included repeating steps iv) and v) ten times.
We now describe each step in more detail:
i) Cleaning the pipe as described in §5.1.1 was performed before each test.
ii) Conditioning the rod as described in §5.1.1 was performed before each
test (but not between individual runs).
iii) After preparing the rod and pipe, the rod was inserted into the injection system. The front end of the rod was then passed over the top of the
bottom feeder roller and wrapped once clockwise around the top feeder
roller before going through the slave and primary injectors (creating the
10
Kodak PlaySport Zx5 digital video camera, recording at 59.94 frames per second.
134
slack loop). Less than 1 cm was inserted into the constraining pipe. The
air supply to the air bearing would then be opened. The balance load
was taken for the run by recording the force sensor for approximately five
seconds so reaction forces could be compared to the rest state.
iv) Before injecting, the video camera started recording. Then the rod
was injected at a set velocity. Once the rod locked up (described in more
detail in §5.2), injection and video recorder were stopped.
v) Finally, a new video recording was be started and the rod was withdrawn at the same velocity as injection. Withdrawal and video recording
were stopped when the rod front end got within 1 cm of the injector.
After cycling through the injection and withdrawal steps 10 times, the pipe was
removed from the injection sub-system, cleaning was repeated, and the constraint
could then be changed to a different clearance if desired. Before freshly fabricated
rods were used for data collection, 50 runs were performed following the experimental
protocol (without video or force recordings) for tests to become repeatable.
5.2
Results and Interpretation
In §5.1 above, we have described the experimental apparatus built to explore the
behavior of a rod injected into a cylindrical constraint. We now present the results
from our experimental investigation, discussing the video and reaction force recordings
(§5.2.1), critical length scales (§5.2.2), and the effect of the injected rod’s natural
curvature (§5.2.3). We will show that similar behaviors were observed across the
different radial clearances tested, and that the critical length scale for the initiation of
the helical configuration varies with radial clearance in a way that is in good agreement
with the theoretical prediction from existing literature (which was discussed in §2.3.2).
It will also be shown that imperfection in the form of natural curvature can have a
strong effect on the lockup length scale. As stated in the experimental protocol
(§5.1.4), a test consisted of 10 runs. Throughout this chapter, when reporting the
135
results for each test, the mean value of a test is reported and error bars correspond
to one standard deviation above and below the mean.
Simulation results shown are those that were performed by Dr. Tianxiang Su,
with whom we collaborated with on this project. The simulations for the real case
were run with the same model as described in §4.2 for the classic case, but instead
of a fixed number of elements being simulated, elements were added as the rod was
inserted at an imposed velocity. Self-contact of the rod was not simulated, but could
be detected in post-processing.
This direct interaction between and juxtaposition of simulation and experiment
was an integral part of this project. While the author did not produce code nor operate the simulation tools, the interpretation of (dis)agreements between experiment
and simulation results (performed collaboratively) drove the development of the code.
These direct comparisons also aided in the improvement of the experimental apparatus. Lastly, simulation results were obtained with zero fitting parameters. All values
were measured independently by the author. We now present behaviors observed
while injecting a rod into cylinders within a range of inner diameters (listed in Fig.
5-3).
5.2.1
Reaction Force Signals and Video Analysis
The progression of configurations (straight, sinusoidal, helical, and locked up) described at the beginning of this chapter was observed and quantified in the experiments. In Fig. 5-6 we show representative photographs of the rod near the injector
during a typical test for pipe I.D.=12.0 mm and injection velocity, vinj =0.1 m/s. The
corresponding reaction force recorded, Pinj , as a function of injected length, Linj , is
also shown.
In the early stage of the injection process in Fig. 5-6, frictional forces are not
sufficiently large to cause buckling, and the rod lies straight along the bottom surface
of the constraining pipe (Fig. 5-6, Configuration A, Linj = 0.22 m). During this
regime, an approximately linear relationship between Linj and the Pinj is observed.
136
A
Reaction Force, Pinj [N]
1.2
1
B
C
0.8
D
0.6
E
E
5cm
Run Progress
0.4
0.2
0
0
C
B
A
D
0.2
0.4
0.6
Injected Length, L [m]
inj
0.8
1
Figure 5-6: Reaction force at the injector as a function of injected length for a typical
experimental run and representative photographs of configurations throughout the
test (side view). Rod injecting into a constraining pipe with I.D.=12.0 mm at vinj =
0.1 m/s. Configuration A shows the rod in a straight configuration. Upon further
injection, the rod buckles into a sinusoidal shape (Configuration B). The sinusoidal
amplitude grows with further injected length (and increasing reaction force) until the
rod contacts the top of the constraining pipe (Configuration C - helical initiation) at
Lhel
inj . After this point, the reaction force increases rapidly with injected length until
the pitch length decreases to the rod diameter and the rod is said to be locked up
(Configuration D) at Llock
inj . Further injection results in contacting helical pitches and
the test is stopped (Configuration E).
After further injection, however, a sinusoidal buckling mode is observed (Fig. 56, Configuration B, Linj = 0.73 m), where the rod climbs up alternate sides of the
pipe. Yet, there is not an appreciable change in the relationship between Linj and
Pinj between the straight and sinusoidal configurations. The amplitude of sinusoidally
buckled configurations is observed to grow with continued injection. Once the rod
climbs to approximately halfway up the constraining pipe, the rod buckles into a
helical shape (Fig. 5-6, Configuration C, Linj = 0.79 m). We define the moment of
137
helical initiation as when the rod first contacts the top of the constraining pipe and
refer to the length of rod injected at that point as Lhel
inj (solid vertical line in Fig. 5-6).
After helical initiation, Pinj increases rapidly (and non-linearly) with increasing Linj .
Limited injection is possible after helical initiation, with the rod taking on a helical
configuration with decreasing pitch length. Eventually, once the pitch size approaches
the rod diameter, lockup occurs, after which no further injection is possible (Fig. 5-6,
Configuration D, Linj = 0.98 m) and injection is stopped shortly thereafter (Fig. 5-6,
Configuration E, Linj = 1.05 m). We represent Linj at lockup as Llock
inj (dashed vertical
line in Fig. 5-6).
As part of the experimental protocol (described in §5.1.4), the injection subsystem was then set in reverse and the withdrawal of the rod from the constraint
after lockup was also recorded. Fig. 5-7 shows the reaction force as a function
of injected length as well as photographs of representative configurations for the
withdrawal of a rod at vinj = −0.1 m/s from a constraining pipe with I.D. =12.0 mm.
While the rod is withdrawn, the test begins with the maximum injected length and
proceeds toward zero injected length (right to left in the graph). The reaction force
is initially compressive because the rod is still locked up (Fig. 5-7, Configuration A,
Linj = 1.05 m). It quickly transitions to a tensile load as the helical structure collapses
with withdrawal (Fig. 5-7, Configuration B, Linj = 0.97 m) and friction opposes the
motion of the rod. We denote the amount of rod in the pipe at this transition from
helical to straight as Lstr
inj (shown as a solid vertical line in Fig. 5-7). This tensile load
linearly decreases in magnitude as the rod is progressively withdrawn until it reaches
zero at the end of the test (Fig. 5-7, Configurations C and D, Linj =0.49 and 0 m,
respectively).
We now examine the injection and withdrawal processes in more detail, specifically
the loss of contact between the rod and constraining cylinder, the varying nature of
Pinj with Linj after Lhel
inj , and an alternative form of lockup. First, we revisit the nature
of contact between the rod and the constraining pipe, which previous analytical work
(described in §2.3.2) assumes to be constant along the entire arc length of the rod.
We observed, however, that this is not always the case during an experimental run.
138
0.4
Reaction Force, Pinj [N]
0.35
A
0.3
B
0.25
C
0.2
0.15
0.1
0.05
A
D
5cm
Run Progress
C
D
B
0
−0.05
−0.1
0
0.2
0.4
0.6
Injected Length, Linj [m]
0.8
1
Figure 5-7: Recorded reaction force as a function of injected length for a typical
withdrawal test and representative configurations throughout the test (side view).
Rod withdrawing from a constraining pipe with I.D.=12.0 mm at vinj = −0.1 m/s.
Configuration A shows the rod locked up, with a compressive reaction force (corresponding to Configuration D in Fig. 5-6). During the initial stages of withdrawal, the
reaction force quickly decreases toward a tensile load with the unraveling of the helical structure (Configuration B). Afterwards, the rod takes on a straight configuration
and reaction force increases toward zero with continued withdrawal (Configurations
C and D).
In some cases, we observed loss of contact between the rod and the glass pipe at the
point of helical initiation. We also noted that there is loss of contact in the sinusoidal
configurations with high amplitudes, prior to the onset of helical initiation. We also
recorded a degree of variability in the extent of this contact loss from run to run. In
some cases the rod would smoothly climb up the side of the pipe, and in other cases the
rod would snap-through (suddenly jump) to the top of the pipe. Fig. 5-8 (a) and (b)
show photographs of the video frame immediately before, at, and immediately after
Lhel
inj for a rod injected into a constraining pipe (I.D.=12.0 mm) at vinj = 0.1 m/s. Fig.
139
a)
b)
A1
B1
A2
B2
A3
B3
5cm
Figure 5-8: Rod injected at vinj = 0.1 m/s into a constraining cylinder with I.D.=12.0
mm. a) Sequence of photographs of rod climbing up the side of the constraint (Configuration A1), smoothly reaching the top of the pipe at Lhel
inj (Configuration A2),
and immediately after Lhel
(Configuration
A3).
b)
Sequence
of photographs immeinj
hel
diately before Linj (Configuration B1 - note the lower elevation of the sinusoidal
peak compared to Configuration A1), snapping into Lhel
inj (Configuration B2 - note the
blurring of the rod indicative of significant vertical velocity), and immediately after
Lhel
inj (Configuration B3 - qualitatively similar to Configuration A3).
5-8 (a) shows a sequence of photographs of the rod climbing up the side of the pipe on
the way to helix initiation without significant loss of contact (Linj = 0.779, 0.783, and
0.788 m), whereas Fig. 5-8 (b) shows a series of photographs of the rod snapping to
the top of the pipe, with significant loss of contact (Linj = 0.696, 0.700, and 0.704 m).
Examination of the rod immediately before Lhel
inj (Fig. 5-8, Configurations A1 and B1)
shows a difference in the elevation of the sinusoidal peaks. Helical initiation associated
with significant contact loss (Fig. 5-8 (b), Configuration B2) shows significant vertical
velocity, as evidenced by blurring of the rod in the photograph. Qualitatively, the
resulting configurations immediately after Lhel
inj (Fig. 5-8, Configurations A3 and B3)
are similar.
Once helical initiation occurs (regardless of whether a smooth transition or a snap
through has occurred), additional helices form, exhibiting decreasing pitch length
with increasing Linj . Typically, one could observe signatures of the formation of each
pitch on the reaction force recording. This is shown in Fig. 5-9 (the same run shown
in Fig. 5-6), where Pinj is plotted as a function of Linj . After helical initiation at
Lhel
inj = 0.79 m, the reaction force increases with injected length as a general trend,
but it can be seen to have a locally periodic structure, with growing amplitude of
variation and decreasing wavelength. These local maxima and minima correspond
140
A
Reaction Force, Pinj [N]
1.2
1
0.8
0.6
B
C
D
C
5cm
A
Run Progress
0.4
0.2
0
0
B D
0.2
0.4
0.6
Injected Length, L [m]
inj
0.8
1
Figure 5-9: Examination of the oscillations in Pinj with Linj after Lhel
inj from Fig. 5-6.
Representative photographs (side view) of these local maxima (Configurations A and
C) and minima (Configurations B and D) are shown.
to the rod being at the bottom and the top of the pipe at the injector, respectively,
as shown in the side view photographs of configurations in Fig. 5-9. When the rod
is located at the bottom of the pipe it is directly aligned with the injector and the
injector must support the helical shape directly (Fig. 5-9, Configurations A and C,
Linj = 0.856 and 0.891 m, respectively). However, when the rod is at the top of the
pipe, it must bend (proportional to the inner diameter of the constraining pipe) down
to the injector. In this way, the bent point exerts a stronger normal force onto the
constraining pipe, thereby leading to a lower value of the reaction force at the injector
(Fig. 5-9, Configurations B and D, Linj = 0.873 and 0.912 m, respectively). The
growing amplitude of variation is due to the rapidly increasing normal contact force
and the decreasing period of these oscillations is due to the pitch length decreasing.
After a number of helical pitches formed, the rod locked up inside the constraining
141
pipe. This process was not always identical between runs. In some runs, the rod
formed helical pitches that contacted one another, as was shown in Configuration D
of Fig. 5-6. In other runs, the helix collapsed as the rod formed a loop along axial
direction of the constraining pipe, an example of which is shown in Fig. 5-10. In
this case, the collapse of the helix is associated with a sudden drop in the reaction
force during injection. Representative photographs are shown of lockup (Fig. 5-10,
Configuration A, Linj = 0.95 m) and the collapse of the helical structure near the
injector (Fig. 5-10, Configurations B and C, Linj = 0.97 and 1.03 m, respectively).
Qualitatively, this helical collapse occurred more often in constraining pipes with
larger I.D. and most commonly when lockup coincided with the rod being injected
Reaction Force, Pinj [N]
into the bottom part (lowest elevation) of a helix.
0.8
A
0.7
B
0.6
C
0.5
5cm
B
0.4
Run Progress
0.3
C
0.2
0.1
0
0
A
0.2
0.4
0.6
Injected Length, Linj [m]
0.8
Figure 5-10: Rod injected into constraining pipe (I.D.=12.0 mm) at vinj = 0.1 m/s.
Instead of locking up with a stable helix, the injected rod would sometimes form a loop
along the cylindrical constraint’s axial direction, associated with a sudden reduction
in the reaction force, as shown with the progression of representative photographs
(side view) for Configurations A, B, and C immediately following Llock
inj .
142
Thus far, we have focused on the experimental results found for ∆r = 4.42 mm
(constraint I.D.=12.0 mm). Similar behavior was also observed for all other radial
clearances explored. Fig. 5-11 shows the reaction force as a function of injected
length for three different radial clearances (∆r = 1.72, 5.42, and 9.27 mm). The same
sequence of configurations (straight, sinusoidal, helical, lockup) was observed for all
clearances. However, for small values of ∆r, Lhel
inj and lockup length increased. This
delay in helical initiation will be discussed more in depth in §5.2.2.
Finally, by combining the analysis of the video recordings with the reaction force
signals, we were able to accurately measure the coefficient of dynamic friction, µ,
between the injected elastomeric rod and borosilicate glass pipes (it is assumed that
lateral friction is identical to axial friction). Two measurements were taken to ensure
Figure 5-11: Reaction force recordings injecting into three different sized cylindrical
constraints with radial clearances of 1.72, 5.42, and 9.27 mm (scaled schematics showing ratio of injected rod diameter to constraining pipe I.D.). Similar behavior was
noted for all three clearances, with the rod being injected farther as radial clearance
decreased.
143
injection and withdrawal were symmetric with respect to dynamic friction. The first
measurement was performed during the injection stage of the experimental runs.
First, the moment at which the rod became sinusoidal was noted in the video. This
was converted into a corresponding injected length. The slope of the Pinj from this
point back to zero injected length was then computed using a linear fit. This slope
could be used to measure µ using the relation,
Pinj /Linj = µw,
(5.1)
where Pinj /Linj is the ratio of reaction force (Pinj ) to injected length (Linj ) and w
is the effective weight per unit length (w = ρAg, where ρ is the volumetric mass, A
is the rod’s cross-sectional area, and g is acceleration due to gravity). Eq. (5.1) was
applied to each of the runs to calculate µ at the smallest six radial clearances, with the
results shown in Fig. 5-12 (a). The largest two radial clearances were not used due
to difficulty in measuring the first buckling mode (resulting in large scatter over 10
runs). We also measured µ during the withdrawal stage for the cylindrical constraint
with I.D.=21.7 mm (the second largest constraining pipe), again using Eq. (5.1), but
for Linj ≤ 40 cm. This measurement was performed over 50 runs, with measurements
shown in Fig. 5-12 (b). With these two methods, we measured µ = 0.54 ± 0.11 during
both injection and withdrawal (identical results). This measurement confirms that
the rod conditioning and pipe cleaning protocols do not introduce different values of
µ in the two axial directions. This value was fed directly to simulations, avoiding the
necessity for a fitting parameter for the dynamic coefficient of friction.
144
0.8
Coefficient of Friction, μ
0.7
a)
0.6
0.5
0.4
Experiment
Mean Measurement
Std Measurement
0.3
0.2
0.1
0
0
0.8
Coefficient of Friction, μ
0.7
1
2
3
4
5
6
Radial Clearance, Δ r [mm]
7
8
−3
x 10
b)
0.6
0.5
0.4
0.3
0.2
Experiment
Mean Measurement
Std Measurement
0.1
0
0
10
20
30
Run Number
40
50
Figure 5-12: (a) The coefficient of dynamic friction, µ, measured during injection into
the smallest six radial clearances was µ = 0.54±0.11. (b) µ was also measured during
withdrawal from ∆r = 9.27 mm.
145
5.2.2
Critical Lengthscales
In the industrial setting of inserting coiled tubing into a wellbore (discussed in §2.3.1),
lockup is a potentially catastrophic event due to the tight curvatures involved, making
an understanding of the preceding processes desirable. Consider a locked up rod
(configuration D of Fig. 5-6). In this case, the rod has taken a radius of curvature
that is comparable to the radial clearance. In the field, this configuration should be
avoided, as the following brief calculation can show. Typical coiled tubing has an outer
diameter (O.D.) of 14 cm and I.D.=11.6 cm and the constraining cylinder (typically
casing) has I.D.= 22.2 cm, giving ∆r = 4.1 cm [1]. The tensile and compressive strains
on the mean radius, R = 1/2(O.D. − I.D.), on the outside of the bend of the coiled
CT
tubing, from simple beam bending theory [129], are = κrR
where κ is the radius
of curvature of the bent beam (in this simplified case, can be assumed to be on the
CT
order of κ ∼ 1/∆r) and rR
is the distance from the neutral axis of the coiled tubing
(center of the tubing for circular cross sections) to its mean radius. The strains at
lockup can therefore be estimated to be of the order of ∼ 150%, which is well above
the ultimate tensile strength (∼ 1%) of most high-grade steels and local buckling
bending strains (∼ 5%) of thin-walled pipes [129, 130]; the pipe would rupture before
this level of bending strain could be achieved. From a practical standpoint, the force
required to inject the rod to the full locked up state would be prohibitively large, and
equipment on the surface will be unable to continue injecting the coiled tubing all
the way to lock up.
Given that lockup as observed in our experiment corresponds to an impractical
strain state in the field case, helical initiation was considered next as a critical length
scale to experimentally track. Unlike lockup, a simple calculation can show initial
helical configurations to be non-catastrophic in terms of developed strains. We recall
Eq. (2.21) for the pitch of helices at the onset of buckling (phcr ) for a rod compressed
√ p
within a cylinder, phcr = 2 2 EIw/∆r, where EI is the bending stiffness of the coiled
tubing (composed of Young’s modulus, E, and cross-sectional moment of inertia, I),
w is the effective weight per unit length, and ∆r is radial clearance between the
146
coiled tubing and casing. Using typical coiled tubing values (E = 207 GP a, I =
9.97×10−6 m4 , w = 315 N/m [1]), combined with the typical dimensions given above,
phcr ∼ 20 m in the field. Knowing the pitch (p = phcr /2π) and radius (∆r) of a circular
helix, one can find the geometric curvature through the relation,
κ=
p2
∆r
.
+ ∆r2
This curvature would result in bending strains at helical initiation on the order of
≈ 0.02%. Some torsional strains would also be present to maintain the helix’s
stability [45, 66], but we can see that helix initiation results in bending strains much
more amenable to the field case. For this reason, we chose to track helical initiation throughout different tests. Next we explore the effect of injection speed and
radial clearance on this critical length scale and then present data on reaction loads
associated with Lhel
inj .
Having identified the length scale of interest, we now turn to the effect of injection
speed (vinj ) on helical initiation. This test was essential to check the experimental
apparatus was not introducing an effective friction through the buildup of an electrostatic charge on the constraining pipe [101]. Fig. 5-13 shows Lhel
inj as a function of vinj
for ∆r = 4.42 and 9.27 mm (I.D. = 12.0 and 21.7 mm). Injection speed was varied
from vinj = 1 − 2 cm/s (I.D. = 21.7 and 12.0 mm clearances, respectively) up to
vinj = 15 cm/s. Over this range of vinj , there was little variation in helical initiation
length, which indicates a consistent coefficient of friction. We do not expect inertial
effects over the tested values of vinj as it is much less than the speed of sound in the
p
material ( E/ρ ≈ 33 m/s).
In Fig. 5-13, we also show the theoretical predictions for Lhel
inj (dash-dot line) that
was presented in §2.3.2. Specifically, Eq. (2.33), repeated here for convenience,
Lhel
inj
√ r
EI
2 2
,
=
µ
w∆r
where µ is the dynamic coefficient of friction in the axial direction, E is the rod material’s Young’s modulus, I is the second moment of inertia (I = πr4 /4 for solid circular
147
Helix Initiation, Lhel
[m]
inj
0.7
0.6
0.5
0.4
ID=12mm
ID=21.7mm
Theory
0.3
0.2
0.1
0
0
0.05
Injection Speed, v
inj
0.1
[m/s]
0.15
Figure 5-13: Experimental values of helical initiation, Lhel
inj , as function of injection
speed, vinj , for I.D. = 12 and 21.7 mm (∆r = 4.42 and 9.27 mm, respectively).
Lhel
inj was found to not depend on vinj . Experiments were performed at two different
clearances with injection velocities ranging from 1 to 15 cm/s. Dashed lines correspond to theoretical predictions (Eq. 2.33).
cross-sections of radius r), w is the effective weight per unit length (w = ρAg, where ρ
is the volumetric mass, A is the rod’s cross-sectional area, and g is acceleration due to
gravity), and ∆r is the radial clearance between the injected rod and constraint. We
see good agreement between theoretical prediction and experimental measurement,
with experimental values typically greater than theoretical prediction for all injection
speeds tested.
Having confirmed that injection speed did not have an effect on Lhel
inj , we now
investigate the effect of radial clearance on helical initiation. Fig. 5-14 shows experimental, simulation, and theoretical results (from Eq. 2.33, using material properties
from Table 5.1 and µ = 0.54 ± 0.11 measured and discussed in §5.2.1) for helical initiation as a function of radial clearance for a rod injected into constraining pipes at 10
148
cm/s. All three methods agree in identifying radial clearance as having a major effect
on helical initiation, with helical initiation being delayed for tighter radial clearances.
Fig. 5-14 shows Lhel
inj as a function of ∆r for experiments, simulations, and theory.
As a general trend, it can be seen that simulations typically predict higher values for
Lhel
inj than observed experimentally, which in turn overlaps with theoretical predictions
from Eq. 2.33. This finding can be attributed to the presence of manufacturing
imperfections, which are present in fabricated rods but not in simulations. Buckling
processes are typically sensitive to imperfections in the rod [9], which result in lower
critical loads than for straight elements. This translates to lower critical buckling
lengths in this problem, as the reaction force at the injector goes as Pinj = µwLinj
for Linj < Lhel
inj .
inj
Helix Initiation, Lhel [m]
1.5
Experiment
Simulation
Theoretical Prediction, Eq. (2.17)
1
0.5
0
0
0.005
0.01
Radial Clearance, ∆ r [m]
0.015
Figure 5-14: Lhel
inj as a function of ∆r for experiments (solid circles with error bars),
simulations (hollow squares), and theoretical predictions (lines - Eq. (2.33). Theoretical predictions and simulations are based on the experimental measurement of
µ = 0.54 ± 0.11. All three approaches give excellent agreement, with helical initiation
being delayed (injected length increasing) for smaller radial clearances.
149
Note that the discrepancy between simulation and experiment seen in Fig. 5-14
is not constant; the difference between simulation and experiment grows with increasing radial clearance. As pointed out in §2.2.2, constrained buckling has a strong
connection to buckling on an elastic foundation, with the foundation stiffness being
equivalent to w/∆r. In these experiments, w is constant, so Fig. 5-14 shows a growing
discrepancy between simulation and experiment with a weakening elastic foundation
stiffness. Just as w is constant between tests, so too is the level of manufacturing
imperfections. In other words, disagreement between experiment and simulation appears to grow as the effective foundation stiffness constant decreases, which agrees
with theories of a beam with imperfections on an elastic foundation [9, 131].
Complementary to tracking Lhel
inj as a function of ∆r, in Fig. 5-15 we show the
hel
experimental reaction force at the injector at Lhel
inj , Pinj , as a function of ∆r. Values
0.1
0.07
0.06
Reaction Force at L , P
hel
inj
0.08
hel
inj
[N]
0.09
Experiment
Theoretical Pred., Eq. (2.8)
Theoretical Pred., Eq. (2.14)
0.05
0.04
0.03
0.02
0.01
0
0
0.005
0.01
Radial Clearance, ∆ r [m]
0.015
hel
Figure 5-15: Reaction force at the injector at Lhel
inj , Pinj , as a function of ∆r. Theoretical predictions are for the coefficient of lateral friction, µlat = 0 (solid line) and
µlat = µ = 0.54 (dashed line) from Eq. (2.20) and (2.27), respectively.
150
were measured over injected lengths, |Lhel
inj − Linj | < 2 cm, to eliminate the effect of
sensor noise. Also plotted is the theoretical critical load for helix initiation from the
classic case of a pinned rod inside a cylinder for two cases: lateral friction, µlat = 0
q
√ q EIw
h
h
h
h
(Eq. (2.20): Pcr = 2 2 ∆r ) and µlat = µ (Eq. (2.27): Pcr = 2ψcr EIw
, where ψcr
∆r
is a function of µlat ).
Significant scatter is present in the experimental data, but good functional agreement does appear to exist between experiment and theoretical predictions for µlat = 0,
hel
with the measured Pinj
decreasing with increasing ∆r. Noteworthy is the significant
hel
over-prediction of Pinj
by Eq. (2.27) for µlat = µ, which was successful in captur-
ing the load at helix initiation, Pcrh , for the classic case. The boundary conditions
(pinned-free) are not directly applicable to the case of injecting a rod into cylindrical
constraint (where the loading end is clamped), although this adjustment is predicted
hel
to increase the prediction for Pinj
. The agreement between the theoretical prediction
assuming µlat = 0 and experiments indicate µlat does not appear to play as large of a
role in helical buckling in the real case as in the classic case. Possible causes of this
effect include significant loss of contact between the rod and pipe near the injector
at helix initiation (discussed in §5.2.1), lateral motion of the rod achieved by rolling
instead of sliding motion, or the rod conditioning process causing µlat << µ.
This section discussed the rationale of choosing Lhel
inj as a practically relevant
critical length scale, presented data on the effect injection speed and radial clearance
had on the length scale, and the reaction loads associated with Lhel
inj . Manufacturing
imperfections present in experiments but not present in simulations were suggested
as a cause for some discrepancy between the two methods. The next section explores
the effect of natural curvature (a systematic “imperfection”) of the injected rod on
lockup length.
5.2.3
Effect of Imperfections: Natural Curvature
The previous chapter discussed the buckling of a rod compressed inside of a cylindrical constraint (the classic case). The analytical framework for the classic case has
151
historically been ported to apply to the real case (e.g. - the theoretical prediction for
Lhel
inj for the real case is based on theory developed for the classic case), suggesting
similar trends between the two cases. In §4.2.3, it was experimentally shown that
sag in the constraint reduced the critical helical buckling load as the imperfection
grew to the size of ∆r. This section presents an exploration of the effect of natural
curvature, κ0 , which is considered to be an imperfection, on the lockup length, LL ,
of the injected rod.
Previous authors have explored the effect of κ0 on the lock-up process of coiled
tubing [108, 132], finding that κ0 reduces LL . To our knowledge, no experimental
program has investigated this effect. All rods for the experiments in this chapter were
fabricated by the author to enable precise control of κ0 , as described in Appendix A.
Up until this point in the chapter, rods used thus far have been straight (κ0 = 0 m−1 ).
We now relax this constraint, fabricating rods over a range of 0 < κ0 [m−1 ] < 62.
Fig. 5-16 shows experimental and simulated results for LL as a function of κ0 for
a rod injected at vinj = 0.1 m/s into a constraining pipe with ID = 18.5 mm (∆r =
7.67 mm). Both experiments and simulations show relatively unaffected behavior for
small ( κ0 < 10 m−1 ) natural curvatures. Above this value, however, natural curvature
is seen to significantly reduce lockup length. The dominant imperfection (κ0 ) is
modeled, so we see experiments and simulations show agreement without a clear
offset. This is in contrast to the previous section, which saw simulation consistently
give higher values of Lhel
inj than experiments. Part of this improved agreement between
the two methods is possibly explained by tracking LL instead of Lhel
inj .
In the classic case, we found that an imperfection in the geometry of the constraint
decreased Pcrh dramatically after a critical value. Similarly, we have found that an
imperfection in the injected rod (κ0 ) has a negligible effect on LL below a critical
value and reduces LL significantly above the critical value.
152
1
0.9
L
Lockup Length, L [m]
0.8
Experiment
Simulation
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
0
10
20
30
40
50−1
Natural Curvature, κ0 [m ]
60
70
Figure 5-16: Lockup length (LL ) as a function of natural curvature (κ0 ) for experiments and simulation for a constraining pipe ID = 18.5 mm. In both experiments
and simulations, κ0 is seen to have a negligible effect when small ( κ < 10 m−1 ), after
which it has a strong negative effect on LL .
5.3
Outlook
This chapter presented an experimental apparatus to explore the buckling and postbuckling behavior of a rod injected into a cylindrical constraint. Unlike the hanging
custom fabricated rods of Chapter 3, a protocol was needed to specifically address
the surface condition of rods used in this chapter due to the fundamental importance
of the frictional interaction between rod and constraint. The dynamic coefficient of
friction, µ, in the axial direction was measured with the experimental apparatus,
and found to be repeatable in the injection and withdrawal directions. The expected
progression of structural configurations (straight, sinusoidal, helical, lockup) was observed, and their connection to the reaction force signals was reported. Contact loss
153
between the rod and pipe, particularly at Lhel
inj , is an open issue. Specifically, it remains
to be addressed what factors determine if the transition to a helical configuration will
be relatively smooth or will be a more violent snap-through process. Using Lhel
inj as a
critical length scale of industrial relevance, the effect of injection velocity (negligible)
and radial clearance was explored, finding good agreement between experiment, simulation, and theory. Interestingly, the theoretical framework that captures loads for
helix formation in the classic case (such that µlat = µ) is different from that which
hel
captures Lhel
inj and Pinj for the real case (µlat = 0). Finally, experimental and simulated
results were presented for the effect of natural curvature on lockup length. Similar to
the classic case, the real case appears to be highly sensitive to imperfections above a
critical value.
This chapter has also reached the state-of-the-art of the real case (with the exception of non-horizontal constraints). We have characterized what will happen to a
rod injected into a cylindrical constraint and we can confidently predict how much
rod can be injected. In the following chapter, we will explore one avenue of extending
reach, or increasing Lhel
inj .
154
Chapter 6
Actively Extending Reach
Having investigated the buckling-induced lockup process inside a cylinder in the previous chapter, we now focus on active strategies to extend reach. This is of particular
relevance for coiled tubing service operations in horizontal wellbores. As discussed in
§2.3.1, extended reach boreholes (for which our constraining cylinders are analogues)
can be drilled several times longer than coiled tubing can reach using current technology. In the previous chapter, we identified several passive mechanisms to delay
lockup, including: increasing the bending modulus of the injected rod, decreasing
the coefficient of friction between the rod and pipe, decreasing the buoyant weight
of the rod inside of the pipe, and decreasing the radial clearance of the system. Ensuring that the injected rod does not have excess natural curvature will also increase
the reach of a rod. These methods, however, focus on material properties, system
geometries, or surface treatments which offer limited gains on reach.
In this chapter, instead of passive measures for extending reach, we turn to an
active mechanism: adding energy to the system. The mechanism explored involves
vibrating the pipe vertically along its entire length, which we refer to as the dynamic
real case. Modifications to the apparatus from Chapter 5 are described in §6.1. A
discussion of the experiments run is then presented in §6.2, which also provides a
rationale for the underlying mechanism, borrowing from structural vibration. Finally,
future directions for the work are discussed in §6.3.
155
6.1
The Experiment
The experimental apparatus used to explore the effect of vibrating the constraining
pipe on helical initiation and lockup included the same subsystems as described in
the previous chapter: the injection subsystem, a data acquisition/control subsystem,
and the cylindrical constraint (see §5.1 for a detailed description of each subsystem).
In addition, we modified the apparatus so as to vibrate the constraint in a controlled
manner. In Fig. 6-1 (a) we present a photograph of the new setup and Fig. 6-1 (b)
shows a schematic diagram of the system.
The new added components, which are described in more detail in §6.1.1, consist
of a series of electromagnetic shakers that provide distributed vibration to the whole
constraining pipe, as well as a series of a accelerometers mounted onto the pipe for
monitor the applied vibration. The experimental protocol employed in this chapa)
b)
20cm
Driving and Vibration Measurement System
Injected Rod
Slave Injector
Primary
Injector
Force
Sensor
Accelerometer
Linear Air Bearing
10
DAQ
1.0
0.8
0.6
0.4
0.2
0.0
-0.2
-0.4
-0.6
-0.8
-1.0
8
6
4
2
0
Function Generator
Computer w/LabView
DAQ
Shaker
Signal
Conditioner
Figure 6-1: a) Side view of experiment. b) Schematic of experiment, with added
components making the driving and vibration measurement system, including: electromagnetic shakers beneath the pipe, a function generator to drive the shakers, accelerometers mounted above the pipe, and a signal conditioner to amplify accelerometer measurements.
156
ter remains very similar to that described in §5.1.4, with a few important changes
that are detailed in §6.1.2. The rods used are the made with the same elastomeric
Vinylpolysiloxane polymer of the experiments described in the previous chapter. However, here we focus on rods that are manufactured to be perfectly straight, κ0 = 0 m−1 .
The vibration tests reported in this chapter use two sizes of constraining pipes: with
diameters I.D. = 12 mm and 21.7 mm.
6.1.1
Driving and Vibration Measurement System
In order to explore the effect of vibration on the initiation of helical buckling and
lockup of a rod injected into a cylinder, a series actuators were added to the system,
as shown in Fig. 6-1. Four electromagnetic shakers were mounted along the length of
the constraining pipes equally spaced and in the middle of the spans supported by the
aluminum frame. A detailed photograph of a single shaker is shown in Fig. 6-2 (a).
Each shaker1 is attached to the pipe using a Nitinol2 stinger and a shaker pipe clamp.
The resulting acceleration is monitored using a single-axis accelerometer3 mounted
directly above each shaker.
The shakers were attached directly onto the aluminum supporting frame. The
Nitinol stinger provided a compliant connection between the shaker and pipe clamps,
which could bend (bending stiffness, EI = 0.02 N m2 ) to accommodate any misalignment while still efficiently transmitting axial vibrations. More rigid connections
were found to over-constrain the system (requiring impractical alignment tolerances).
Shaker pipe clamps were laser cut from acrylic and provided a rigid attachment point
for the nitinol stingers to the pipes as well as a mounting surface for the accelerometers. Each shaker was treated as an independent actuator for a human-in-the-loop
1
The Modal Shop SmartShaker with integrated power amplifier (model K2007E01) magnet shaker
with 21N peak sine force, 13 mm continuous stroke, and frequencies up to 9 kHz [133].
2
Nitinol wire from Chapter 4 was used, with E = 68.05 ± 0.15 GP a and d = 1.6 mm. Full
properties given in Table 4.1.
3
Two different PCB high sensitivity, quartz shear accelerometers were used. Model 353B34 could
measure ±50 g peak accelerations over the frequency range 1-4000 Hz with ±5% accuracy with 100
mV/g sensitivity, with a resonant frequency greater than 22 kHz [134]. Model 353B32 could measure
± 100 g peak accelerations over the frequency range 1-5000 Hz with ±5% accuracy with 50 mV/g
sensitivity, with a resonant frequency of greater than 28 kHz [135].
157
Figure 6-2: a) Detailed photograph of an electromagnetic shaker, a nitinol stinger,
a pipe clamp, and an accelerometer. b) Polymer sleeves surround the pipe at the
pipe supports to dampen the transmission of vibration to the aluminum frame, while
allowing the pipe at the clamp to still vibrate, even if with lower amplitude at that
point than at the shaker.
feedback system to achieve the desired vibration characteristics for each experimental
test.
Each of the four shakers were controlled independently of one another, and connected to four function generators4 , as shown in Fig. 6-1 (b). These signal generators
were used manually to set the vibration frequency and amplitude. While the experimenter could control the amplitude of each shaker, the phase between shakers was
arbitrary.
Each accelerometer monitoring the resulting vibration was powered by and interfaced with the data acquisition (DAQ) card (see §5.1.3 for further details this)
through a signal conditioner5 . The signal from all four accelerometers was sampled
4
B&K Precision model number 4013B direct digital synthesis (DDS) function generator, capable
of generating sine waveforms up to 12 MHz with variable output voltage from 10 mV to 10 V (peak
to peak) into a 50 Ohm output impedance with ± 2% ± 20 mV amplitude accuracy [136].
5
PCB model number 482C05 4-channel signal conditioner with unity gain and variable, constant
current output [137].
158
at 1 kHz by a LabView virtual instrument and, once per second, the frequency, f , and
peak acceleration, Γ, measured were recorded to a text file. The measured value from
the accelerometers was also displayed on the screen in real time, providing feedback
to the experimenter to adjust the function generator outputs.
As a matter of convention, peak accelerations were recorded as a ratio to the
acceleration due to gravity at sea level, g. Assuming sinusoidal vibration, peak acceleration, Γ, and frequency (in Hz), f , can be combined to calculate the amplitude of
vibration, A (in units of distance), through the relation Γ = (2πf )2 A/g.
The pipe supports that connected the pipe to the aluminum frame were laser cut
from acrylic, and each support included elastomeric sleeve6 between the pipe and the
supports as shown in Fig. 6-2 (b). The sleeves were compliant (E = 213 ± 1.1 kP a)
and thick (2.5 mm) in comparison to shaker stroke, allowing for some pipe motion at
the pipe supports. This accomplished two goals. Firstly, it damped vibrations from
transmitting to the aluminum frame, and thus to the rest of the system. Secondly, by
allowing some vibration of the pipe at the supports, it kept the acceleration profile of
the pipe more even. Fig. 6-3 shows the measured peak acceleration profile for a pipe
with all four shakers vibrating at Γ = 1, with f = 100 Hz. The profile was measured
using an additional accelerometer that was mounted on the pipe and repositioned to
different points along the pipe’s length. Fig. 6-3 shows that there is variability in
the peak acceleration along the pipe length, but that the acceleration is highest at
the shakers and that the acceleration does not drop to zero near the pipe supports.
There, near the clamps, the peak acceleration decreases to approximately half of that
measured at the shakers.
6.1.2
Experimental Protocol
As in §5.1.4 for the previous chapter, a detailed experimental protocol was developed
for the experimental tests in this chapter to ensure repeatability between experiments.
Past an initial “warm up” period for the electromagnetic shakers and accelerometers,
6
Zhermack Elite Double8 Vinylpolysiloxane polymer, similar to that used for making the elastomeric rods used in this chapter and described in depth in Appendix A.
159
Measured Peak Acceleration [g]
1.2
1
0.8
0.6
0.4
Profile
Shakers
Clamps
0.2
0
0
50
100
150
Distance from Injector End [cm]
200
Figure 6-3: Acceleration profile along a constraining pipe (ID=21.7mm) when vibrating the shakers at f = 100Hz and Γ = 1. Note the drop in peak acceleration away
from the shakers to non-zero values at the pipe clamps.
the signal from the accelerometers stabilized. After adjusting the shakers to the desired vibration parameters, the steps followed were broadly the same as the previous,
non-vibrating tests: the pipe was cleaned, the rod was treated and loaded into the
injection system, and then injection and withdrawal runs were performed.
Before running each experimental test, however, the system needed to be prepared.
Cleaning the pipe included a single pass of an ethanol-soaked paper towel through
the inside surface before pulling a cotton cloth through twice from the front to the
back end. The addition of this procedure to the experimental protocol in Chapter 5
of the ethanol pass was necessary due to an increase in the amount of chalk particles
present after a test, caused by the agitation brought about from the pipe shaking.
The rod was then prepared in the same manner as described in §5.1.4. The surface
treatment consisted of applying a chalk coating followed by three wiping passes with
a paper towel to remove excess particles. The rod was then loaded into the injection
system, passing over both feeder rollers and through the slave and primary injectors,
with a slack loop between the two. After loading the rod, the air supply to the air
bearing was opened. Before recording the balance force, the shakers were tuned to
the appropriate vibration frequency and peak acceleration and monitored for at least
30 seconds, with measurements written to a text file.
At this point, the rod was injected into the constraining pipe at a specified velocity
160
until lockup and then withdrawn at the same rate. The dynamics of the rod were
recorded by a video camera mounted above the setup near the injector. This injection
and withdrawal made up a single run of a test. Unlike the tests without vibration
(in which ten runs made up a test), five runs made up a test for theses tests with
vibration. This reduction in the number of runs was due to excess chalk falling off
of the rod from the agitation of the vibrating rod, reducing the number of repeatable
runs. Peak accelerations of the shakers were also monitored between runs of a test
and adjusted as needed.
6.2
Results and Interpretation
We now report the results of the dynamic real case experiments in this section. In
§6.2.1, we report reaction force characteristics, similar to the real case without vibration. We then turn to describing the effect of various control parameters. In §6.2.2,
we first explore the effect of peak acceleration, Γ, on injected length to helix initiation, Lhel
inj , and establish an analogy with the simpler system of a ball bouncing on a
vertically vibrating plate. In this comparison, high-speed video analysis reveals the
existence of bending waves in the rod during vertical vibration, which are then investigated further in §6.2.3. Finally, we discuss the effect on Lhel
inj of the two remaining
control parameters: vibration frequency (§6.2.4) and injection speed (§6.2.5).
6.2.1
Reaction Force Signals
The sequence of buckling instabilities followed the same progression as tests without
vibration. Initially, for small injected lengths, the rod lies along the bottom of the pipe
in a straight configuration. As the rod is injected further, it buckles into a sinusoidal
configuration near the injector. Eventually, the rod undergoes a second instability
and assumes a helical configuration. As in Chapter 5, we refer to the amount of rod
injected at helix initiation as Lhel
inj , and will use it as a critical length scale instead of
the actual lockup length, LL (discussed in depth in §5.2.2). The buckling sequence was
161
consistent for all the tests reported in this section. Fig. 6-4 shows the reaction force
measured at the injection point, Pinj , as a function of Linj for three different values
of the vibration parameters and both pipe sizes tested (I.D. = 12.0 and 21.7 mm).
We see that while critical values for the different tests (e.g. Lhel
inj = 1.15m, 0.77, and
0.66 m for f = 50, 100, and 400 Hz, respectively), the functional form between the
tests is very similar. Reaction force, Pinj , increases linearly with increasing injected
length, Linj , until Lhel
inj , at which point the reaction force increases dramatically. The
fine, periodic fluctuations in Pinj after helix initiation that were noted in the previous
chapter are also observed.
A distinguishing feature of these tests with vibration is the observation that small
Figure 6-4: Reaction force, Pinj , measured at the primary injector for tests varying
radial clearance (∆r = 4.4 and 9.3 mm), injection speed (vinj = 3 and 10 cm/s), peak
acceleration of vibration (1.5 ≤ Γ ≤ 2), and frequency of vibration (50 ≤ f [Hz] ≤
400Hz). Similar function form of Pinj variation with increasing Linj is noted for all
three curves, which are also comparable to curves presented in the previous chapter.
162
(millimeter to centimeter scale) sections of the injected rod intermittently lose contact
with the vibrating constraint. This is accompanied by a low level acoustic emission,
and will be discussed more in §6.2.2. Also notable are the increasing levels of the
noise-to-signal ratio for higher vibration amplitude tests, where we define noise as the
standard deviation of the force signal readings over the balance test performed prior
to injecting the rod. The noise in these tests was mainly caused by some degree of the
vibration from the shakers transmitting along the system to the force sensor. Fig. 6-5
shows the noise measured during balance tests as a function of peak acceleration, Γ,
for three different frequencies of vibration (f = 50, 100, and 200 Hz). Noise increased
significantly after Γ = 1 in all three cases.
Average Noise [N]
0.1
50 Hz
100 Hz
200 Hz
0.08
0.06
0.04
0.02
0
0
0.5
1
1.5
2
2.5
Peak Acceleration [g]
3
3.5
4
Figure 6-5: Noise measured during balance tests (before injection) as a function of
peak acceleration for three different frequencies. Tests shown for a glass pipe with
ID=21.7 mm.
163
6.2.2
Effect of Vibration Amplitude: Contact Loss
In this section, we investigate the effect of increasing peak acceleration, Γ, on the injected length of rod at helix initiation, Lhel
inj . Experimental results were obtained under the following conditions: the injection speed was kept constant at vinj = 0.1 m/s
inside of a constraining pipe with I.D. = 21.7 mm and the dimensionless peak acceleration was varied in the range 0 ≤ Γ ≤ 4, for three different frequencies, f = 50, 100,
and 200 Hz. In the case of f = 50Hz, the dimensionless peak acceleration was limited
to the range 0 ≤ Γ ≤ 2. The results of these tests are shown in Fig. 6-6, where we plot
2
1.8
Normalized Helix Initiation
1.6
1.4
1.2
1
0.8
0.6
0.4
f=50 Hz
f=100 Hz
f=200 Hz
0.2
0
0
0.5
1
1.5
2
2.5
3
Dimensionless Acceleration, Γ [g]
3.5
4
Figure 6-6: Experimentally measured helical initiation as a function of peak acceleration for three different values of frequency of vibration. Helix initiation is normalized
by the value for Γ = 0. For accelerations above Γ = 1, improvements in helix initiation are observed. In all cases, injection speed is vinj = 10 cm/s inside of 21.7mm ID
pipe.
164
Lhel
inj normalized by the value obtained without vertical vibration (hereafter referred to
as the static value) as a function of peak acceleration, Γ. We find that below Γ = 1,
there is no increase in Lhel
inj . Past this point, however, we note improvements (increasing values of normalized Lhel
inj , equivalent to delaying helical buckling) with increasing
peak acceleration. We also find a difference in the improvements between high (100
Hz and 200 Hz) and low (50 Hz) frequency vibrations, with greater improvements in
Lhel
inj observed for the low frequency tested. We rationalize this behavior through an
analogous system: a ball bouncing on a vibrating plate, as is discussed next.
The increase in Lhel
inj due to vibration can be attributed to its role in destabilizing
the frictional contact points between the rod and the pipe, thus reducing the resistance
over the length of the injected rod. Indeed, when peak acceleration is sufficiently large,
sections of the injected rod intermittently lose contact with the constraining pipe. To
help rationalize this observation, we first consider the simple analogous system of a
ball bouncing on a vertically vibrating plate, as illustrated in the schematic shown
in Fig. 6-7. The ball can be seen as a cross-section of our rod and the plate as our
vertically vibrating pipe. This analogy assumes that neighboring rod cross-sections
of the rod behave independently from each other and that the bottom of the pipe
can be modeled as flat. This model scenario of a bouncing ball on a vibrating plate
has become a canonical system to study nonlinear dynamics and the route to chaos
in seemingly unrelated fields such as cosmic radiation, granular media, and droplets
bouncing on soap films [138–140].
Considering the ball on a vibrating plate shown schematically in Fig. 6-7, we wish
g
m
x(t)
Figure 6-7: Ball on the vibrating plate; a simplified analogous system to a rod inside
a vibrating cylinder. The ball has mass m, g is the acceleration due to gravity, and
the plate vibrates according to a sinusoidal function x(t) = A sin(2πf t).
165
to derive the amount of contact loss between the ball and the plate (the flight time
of the ball) as a function of the plate’s vibration peak acceleration, Γ. Here we are
most interested in the maximum flight time for a completely inelastic ball. A more
detailed account of the bouncing ball can be found in the literature, including other
allowable flight times of the ball (e.g. resulting from period-doubling) and the effect
of elastic collisions between the ball and the plate [141–144].
We assume that the plate vibrates with a sinusoidally varying motion x(t) =
A sin (2πf t) as a function of time, t, with frequency, f , and amplitude, A. The
normal contact force, N , between the vibrating plate and ball of mass, m, is,
N = m g − (2πf )2 A sin (2πf t) .
(6.1)
where g is the acceleration due to gravity. The ball loses contact (flight time starts)
with the vibrating plate when N = 0. The ball will go into flight with the velocity
of the plate at that point and follow a parabolic trajectory. The maximum possible
dimensionless velocity, Vmax , is,
Vmax =
√
Γ2 − 1,
(6.2)
where Vmax = vmax (2πf )/g, vmax is the dimensional velocity, and Γ = (2πf )2 A/g is
the dimensionless peak acceleration of the plate. Assuming a parabolic flight path
returning to the same elevation, the dimensionless flight time, T , of the ball is,
√
T = 2 Γ2 − 1,
(6.3)
where T = 2πf ∆t and ∆t is the dimensional flight time. Gilet et al. [144] have
improved on Eq. (6.3) by taking into account the changing elevation of the vibrating
plate (which displaces a distance A from its neutral point during vibration),
Γ=
s
1+
1
2
T 2 − 1 + cos(T )
T − sin(T )
2
.
(6.4)
In Fig. 6-8, the solutions of both Eq. (6.3) and its improvement, Eq. (6.4), are
166
Dimensionless Flight Time, T
Approximate Max. Flight Time, Eq. (6.3)
Max. Flight Time (Gilet, 2009), Eq. (6.4)
0
0
1
2
4
6
Dimensionless Acceleration, Γ
8
Figure 6-8: Maximum flight time T for a ball bouncing on a vertically vibrating plate
with peak acceleration Γ. The simplified prediction from Eq. (6.3) generally agrees
with the exact Eq. (6.4).
compared with each other, and good overall agreement is found between the two. The
ball is predicted to have non-zero flight time past Γ > 1, or peak accelerations over 1
g (the solutions become non-real below this threshold). For the approximate solution
of Eq. (6.3), the flight time is found to increase monotonically with acceleration.
This prediction of a monotonically increasing flight time with Γ is in qualitative
agreement with observations in our experimental system wherein Lhel
inj is improved
monotonically with Γ as well, as was shown in Fig. 6-6. We now turn to a quantitative
comparison between the experimental setup and the analogous system.
To further compare the experimental and model systems, high-speed videos7 were
captured for a rod inserted into the entire 243 cm length of the constraining pipe
with I.D.=12.0 mm (the videos were taken with zero injection velocity). Ten videos
were captured, one for each combination of frequency, 22 ≤ f [Hz] ≤ 100, and peak
acceleration, 2.5 ≤ Γ ≤ 8. The combinations of (f, Γ) were chosen such that the rod
7
Nikon 1 J-3 digital camera recording at 402 frames per second with a resolution of 640x240
pixels
167
was clearly losing contact with the cylinder, but not making contact with the top
surface of the cylinder. Two representative sequences of video frames of a rod inside
a vibrating cylinder are shown in Fig. 6-9 (a) and (b), for f = 25 Hz and Γ = 3
and 4, respectively. Qualitatively, one can see that for the same driving frequency,
increasing Γ results in greater contact loss between the rod and the pipe.
To quantitatively explore the similarities between a rod in a vertically vibrating
pipe and a ball bouncing on a vertically vibrating plate, image analysis was used
to compare the flight time of the rod to the analytic prediction of Eq. (6.3) for a
bouncing ball. In order to make a direct comparison, a single characteristic flight
time for the entire rod was calculated, using the techniques we will now outline. For
each combination of f and Γ, video was recorded at 402 frames per second. For
each frame, the centerline of the rod was located through a grayscale thresholding
using MATLAB. In this way, the vertical location of the rod, y, as a function of both
time and arc length could be reconstructed. The refraction of the glass constraining
pipe was not corrected for, as exact elevation measurement was not required for this
calculation.
Once the video used for Fig. 6-9 (b) was analyzed, the time history of the vertical
position of the rod, y(t), was tracked to determine the average flight time of rod
segments losing contact with the cylinder. Four representative time histories, equally
spaced along the rod, are shown in Fig. 6-10 (a), plotting y(t) throughout the video
taken. The video analysis tracked y(t) for 461 distinct rod locations in the video
analysis, with the number of locations determined by the pixel size (0.5 mm per
pixel) and the width of video analyzed.
To determine the typical flight time for each location, the frequency characteristics were calculated using the following procedure. For each location, the fast Fourier
Transform (FFT) power spectrum of the time history, y(t), was calculated using
MATLAB’s FFT function. We represent the FFT of y(t) as Y (f ), applicable over
the frequency range 0 ≤ f [Hz] ≤ 201, which is set by the video frame rate. The FFT
power spectrum is calculated as |Y (f )|2 /Nf f t , where Nf f t is the number of frames
analyzed. The FFT power spectrum (sometimes referred to as a periodogram) for the
168
a)
3cm
b)
t=0.000s
t=0.000s
t=0.0050s
t=0.0050s
t=0.0100s
t=0.0100s
t=0.0149s
t=0.0149s
t=0.0199s
t=0.0199s
t=0.0249s
t=0.0249s
t=0.0299s
t=0.0299s
Figure 6-9: Sequence of experimental video frames of a rod inside a vibrating glass
pipe with I.D.=12.0 mm. Photos were taken from a video recording at 402 frames
per second, with the pipe vibrating at 25 Hz in both time series, with (a)Γ = 3 and
(b)Γ = 4. Note larger amounts of contact loss in (b) than in (a) as well as the fact
that the rod is not moving as a rigid body, but, instead, has an apparent wavelength
(discussed more in §6.2.3).
169
a)4
b)
b)
2
80
0.5
1
1.5
2
2.5
3
2
0
0
4
0.5
1
1.5
2
2.5
3
2
0
0
4
0.5
1
1.5
2
2.5
70
FFT Power Magnitude
Elevation, y [mm]
0
0
4
3
60
50
40
30
20
10
2
0
0
90
0.5
1
1.5
Time, t [s]
2
2.5
0
0
3
10
20
30
Frequency, f [Hz]
40
50
Figure 6-10: a) Rod elevation as a function of time for four different horizontal
positions of the rod shown in Fig. 6-9 (b) (f = 25 Hz and Γ = 4). Each position
is separated by 2.7 cm. (b) Power density as a function of frequency, averaged from
each horizontal position. Note that the driving frequency of f = 25 Hz is different
from the main frequency (highlighted with red) of 12.4 Hz.
entire rod was calculated by averaging the FFT power spectra of each location along
the rod. The FFT power spectrum measured for the video in Fig. 6-9 (b) (f = 25 Hz
and Γ = 4) is shown in Fig. 6-10 (b). Two peaks are clear in the FFT, one at the driving frequency of the constraining cylinder, f = 25 Hz, and the other, peak response
frequency, at a subharmonic frequency, fpk = 12.4 Hz (indicated with the red circle
in Fig. 6-10 (b) as the peak response). The peak response frequency characterizes
the contact loss between the rod and vibrating constraint, with a characteristic flight
time, ∆t = (2fpk )−1 .
In this way, each of the 10 tests were analyzed to find the peak response frequency
and characteristic flight time. For comparison with Eq. (6.3) for flight time of a
bouncing ball, we computed the dimensionless characteristic flight time as,
T = 2πf ∆t =
2πf
,
2fpk
(6.5)
where f is the driving frequency and fpk is the peak response frequency from the
measured FFT power spectrum. In Fig. 6-11, the experimentally measured dimensionless flight time (Eq. (6.5)) is compared to the bouncing ball prediction of Eq.
170
(6.3).
The majority of experimental points (with the exception of experiments with
f = 35 Hz and Γ = 4 and f = 100 Hz and Γ = 8 - which were both characterized by
a lack of a dominant peak response frequency) agree relatively well with the theoretical
prediction of Eq. (6.3). There is, however, disagreement at higher values of Γ, with
flight time less than predicted from the inelastic ball model. Some discrepancies were
expected, however, as the model does not account for interaction between adjacent
rod sections. This interaction is thought to occur through bending, which would
provide both a restoring force for a section of rod that is in flight and allows for the
possible coupling from one section to another through bending waves.
We have shown that the description of analogous system consisting of a ball bouncing on a vibrating plate predicts the characteristic flight time of a rod inside a ver-
25
Flight Time, T
20
15
10
Experiment
Eq. (6.3)
5
0
0
2
4
6
Peak Acceleration, Γ
8
10
Figure 6-11: Dimensionless flight time, T, versus peak acceleration, Γ, for 10 tests
with a rod inside a vibrating pipe with I.D.=12.0mm (3 results are indistinguishable
for the low flight time value at Γ = 4). Eq. (6.3) is plotted as a solid line.
171
tically vibrating cylindrical constraint. The measurement method consisted of considering the temporal behavior of each rod section independently, and averaged over
the entire length of the rod. The next subsection explores the spatial configuration
of the entire rod at each time step.
6.2.3
Bending Waves Inside a Cylindrical Constraint
Above, we provided a prediction for contact loss between the vibrated cylinder and
injected rod modeling the rod as a series of non-interacting cross-sections, reducing
the problem to a planar characterization. However, as was seen in the experimental
frames from high-speed video in Fig. 6-9, the rod, when in flight, appears to take
on a shape with a well-defined wavelength. This section investigates the presence of
bending waves in the case of the rod inside the vibrating channel.
Two series of experiments were performed. The first, described in the previous
section where we characterized flight times, consisted of exciting the glass pipes in the
same manner as reach extension experiments (see §6.1.2 for an in depth discussion),
with four discrete points vibrated to create a distributed vibration. A rod was placed
in the entire length of the pipe, with one end free and the other clamped at the
injector. This test is referred to as distributed shaking, and a schematic diagram of
the test is given in Fig. 6-12 (a).
The second method involved placing a rod into the entire length of the glass pipes,
with one end free, and the other (outside of the pipe) clamped to an electromagnetic
shaker. This single point was then vibrated vertically. This configuration is referred
to as end shaking, and is shown as a schematic diagram in Fig. 6-12 (b). For the case
of end shaking, vibration was performed in the range 22 ≤ f [Hz] ≤ 100, for 9.7 <
Γ < 45, with 13 individual test. Peak acceleration, Γ, was calculated from observed
displacement of the electromagnetic shaker measured directly from the video frames
in image processing. The combination of (f, Γ) was selected to excite definite contact
loss between the rod and constraining cylinder while preventing contact between the
rod and the top of the constraint. In both cases, a section of rod was recorded with
172
view area
a)
support
shaker
b)
Figure 6-12: a) Distributed shaking experiment identical to the reach extension experiment, but with the rod inserted the entire length of glass pipe, with approximate
camera view shown with a dashed box. b) End shaking experiment with the rod
inserted the entire length of glass pipe, but clamped to an electromagnetic shaker at
one end. Approximate camera view again shown with a dashed box.
a high speed camera at 402 frames per second for three seconds.
Unlike the sequence of frames in Fig. 6-9, in which the excited motion did not
have a clear direction of propagation, a definite traveling wave was excited in the
case of the end shaking test. This is shown in the sequence of frames in Fig. 6-13
(a) and (b) for f = 25 Hz and Γ = 12.7 and f = 25 Hz and Γ = 14.6, respectively,
where a wave structure is created in which a segment of rod loses contact with the
bottom of the constraint and travels away from the shaker. In Fig. 6-13 (b), a smaller
amplitude wave seemingly merges with a large amplitude wave by catching up with
it. This behavior suggests possible height-dependent wave speed, creating a similar
dispersive effect as observed by [145] on the inertial dynamics of a ruck in a rug on a
flat floor (the plate analogue to this problem without the top constraint). While this
comparison is not explored further in this thesis, it appears to be a rich avenue for
future work.
Highlighting the difference in excitation between the two forms of shaking, a direct
comparison between distributed and end shaking is shown in the image sequences of
173
a)
3cm
b)
t=0.000s
t=0.000s
t=0.0100s
t=0.0100s
t=0.0199s
t=0.0199s
t=0.0299s
t=0.0299s
t=0.0398s
t=0.0398s
t=0.0498s
t=0.0498s
t=0.0597s
t=0.0597s
Figure 6-13: Sequence of experimental video frames of the end shaking experiment
consisting of a rod inside a stationary glass pipe with I.D.=12.0 mm with the end
outside the pipe vibrating at f = 25 Hz at (a)Γ = 12.7 and (b)Γ = 14.6. Photos were
taken from a video recording at 402 frames per second. Of note is the definite traveling
wave in both cases, with a fine structure in (b) consisting of a larger amplitude wave
followed by a smaller amplitude wave, which appears to catch up with the larger wave
in the first three images.
174
a)
3cm
b)
t=0.000s
t=0.000s
t=0.0050s
t=0.0050s
t=0.0100s
t=0.0100s
t=0.0149s
t=0.0149s
t=0.0199s
t=0.0199s
t=0.0249s
t=0.0249s
t=0.0299s
t=0.0299s
Figure 6-14: Photo sequence of a rod inside a glass pipe with I.D.=12.0 mm. a)
Distributed shaking test at f = 62 Hz and Γ = 9. A large amplitude vertical motion
in the first three frames appears to generate two smaller, opposite traveling waves
over 0.015 ≤ t [s] ≤ 0.0249. b) End shaking test at f = 62 Hz and Γ = 17.2, exciting
a wave propagating right to left, away from the shaker. Photos were taken from a
video recorded at 402 frames per second.
175
Fig. 6-14 (a) and (b) for distributed and end shaking, respectively. In both cases,
the driving frequency is f = 62 Hz, with Γ = 9 and 17.2, respectively. For the
case of distributed vibration, we see large amplitude, vertical motion of rod segments
without a clear traveling direction, with small traveling waves departing from these
areas of large vertical motion. The main difference, however, is that while the end
shaking experiment creates a clear preferred direction (away from the point source at
the end), the smaller traveling waves excited in the case of distributed shaking travel
in both directions, away from the large vertical displacements.
Having found qualitative evidence of traveling waves in the rod constrained within
the cylinder for both distributed shaking and end shaking tests, we now present results
of peak response frequency, as well as wavelength measurements. In Fig. 6-15 we plot
the measured peak response frequency, fpk , for both distributed and end shaking tests,
as a function of driving frequency, f . Subharmonic response (fpk < f ) was measured
100
Peak Response Frequency, fpk
90
80
70
Distributed Shaking
End Shaking
60
50
40
30
20
10
0
0
20
40
60
Driving Frequency, f
80
100
Figure 6-15: Peak response frequency, fpk , as a function of driving frequency, f ,
for both distributed and end shaking experiments. For high driving frequencies
(f & 35 Hz), the response frequency was observed to be subharmonic and relatively
constant at approximately 20 Hz.
176
for the majority of tests. For f & 40 Hz, an approximately constant peak response
frequency is noted of fpk ≈ 20 Hz.
The image sequences in Fig. 6-14 present qualitative evidence for traveling waves,
which we hypothesize are bending waves. We proceed by comparing the measured
peak response frequency, fpk , measured for the rods with a measured wavelength, λ.
For bending waves, these two quantities are related [119] by the expression,
λ=
s
2π
fpk
s
4
EI
,
ρA
(6.6)
where EI is the bending stiffness of the rod, ρ is the volumetric density, and A is the
cross-sectional area.
Wavelength was automatically measured for each frame of the high speed videos
for both the distributed and end shaking tests with a process shown graphically in
Fig. 6-16 for an end shaking test with f = 35 Hz and Γ = 9.7. The measurement was
performed by reconstructing the mean elevation, y, and horizontal position, x, of the
instantaneous configuration for a particular frame. We define mean elevation, y, as
the elevation of a particular point on the rod compared to the average elevation of the
entire rod. Fig. 6-16 (a) shows the portion of the video frame analyzed and Fig. 616 (b) presents the reconstructed rod position (with exaggerated vertical scale), with
mean rod elevation, y, plotted as a function of horizontal position, x. The wavelength,
λ, was the lag that resulted in the maximum autocorrelation of the reconstruction.
The autocorrelation function measures spatial self-similarity of a configuration. The
autocorrelation, R, of a function, a, for a lag, m, is calculated according to,
N −m−1
X
1
R(m) =
an+m an , m ≥ 0,
N − m n=0
(6.7)
where N is the number of coordinates in the spatial reconstruction. The autocorrelation is a signal multiplied by itself after shifting by a distance (lag), m. This
is shown in Fig. 6-16 (c), calculating the autocorrelation, R, for the reconstructed
configuration for different values of the lag, m. Here a lag of m = 122 mm maximizes
177
R (and is indicated as the wavelength, λ, measured), which agrees with the distance
between the two elevation peaks in the reconstructed rod of Fig. 6-16 (b). Lags under
15% or over 85% of the overall length were not considered valid measurements (and
set to zero, as seen in Fig. 6-16) as the sample size for those regions was considered
too small for accurate measurements.
We now have the peak response frequency, fpk , and measured wavelength, λ, for
3cm
b)
Elevation, y [mm]
a)
3
2
1
0
−1
c)
Unbiased Correlation, R
0
50
100
150
x [mm]
200
250
50
100
150
m [mm]
200
250
1
0
−1
0
Figure 6-16: Image processing steps to measure the wavelength, λ from experimental
video frames. a) Experimental image from high speed video of end shaking test with
f = 35 Hz and Γ = 9.7. b) Rod reconstruction plotting mean elevation, y, as a
function of horizontal position, x. Note the amplified vertical scale compared to the
x-axis. c) Autocorrelation, R, of the reconstruction for different sizes of lags, m, with
the peak value of R corresponding to the measured wavelength, λ.
178
the distributed and end shaking tests. To assess the validity of our hypothesis that
bending waves are present in both of the vibration cases, we compare the wavelength
observed to the driving frequency. The wavelength observed should be corrected,
however, to take into account the fact that the peak response frequency, fpk , should
be responsible for the bending waves present in the rod. The corrected wavelength,
λcorr is calculated by,
λcorr =
s
fpk
λ.
f
(6.8)
In Fig. 6-17, we plot wavelength as a function of driving frequency, f . When
experimental measurements of λ are corrected for the peak response frequency measured, good functional agreement is observed for both experimental cases. We take
this result to be indicative of bending waves being present in the constrained rod for
both the vibrated rod and the vibrated constraint. This is important for the dynamic
real case as it introduces a frequency-dependent length scale (λ, given in Eq. (6.6))
as well as providing an understanding of how adjacent sections of the constrained
rod will interact in a vibrating constraint which was not provided in the previous
section, which focused solely on the flight time of an independent cross-section. The
next section provides a direct application of this discovery by investigating Lhel
inj in the
dynamic real case as a function of vibration frequency.
179
Corrected Wavelength [mm]
160
140
120
100
80
60
40
End Shaking
Distributed Shaking
Bending Waves
20
0
0
20
40
60
Driving Frequency [Hz]
80
100
Figure 6-17: Comparison of observed wavelengths (corrected according to Eq. (6.8)
with theoretical prediction (Eq. (6.6)) for the range of driving frequencies tested in
both the distributed shaking and end shaking tests, 22 ≤ f [Hz] ≤ 100.
6.2.4
Effect of Vibration Frequency on Helix Initiation
In Fig. 6-6, we saw that the length of rod injected before helix initiation, Lhel
inj , was
greater for vibrations with f = 50 Hz than for either f = 100 or 200 Hz vibrations,
while keeping peak acceleration, Γ, and injection speed, vinj , constant. Fig. 6-18
shows Lhel
inj plotted as a function of the vibration frequency for a rod injected into a
pipe with I.D. = 21.7 mm with Γ = 2 and vinj = 10 cm/s. Lhel
inj is plotted normalized
by the static value (Lhel
inj measured without vibration of the constraining cylinder). We
find that Lhel
inj remains approximately constant for f ≥ 200 Hz, while showing greater
increases for lower vibration frequencies. This observation is consistent with the
proposal of bending waves a part of mechanism of improvement since bending waves
will only be excited and propagate for wavelengths larger than the rod diameter [119].
180
Normalized Helix Initiation
1.5
1
Static Value
0.5
0
0
100
200
300
Frequency [Hz]
400
500
Figure 6-18: Helical initiation (normalized by the static value of Lhel
inj ) as a function
of excitation frequency, with vinj = 10 cm/s and Γ = 2 inside a rod with I.D. =21.7
mm.
For the rods used in these experiments, this corresponds to f ≈ 160 Hz (substituting
values into Eq. (6.6), with λ = drod ). This limiting value of frequency lies in the
range observed in Fig. 6-18.
We now consider vibration frequencies that are low enough to excite bending
waves, so that we assume adjacent rod sections can influence one another through
bending. Specifically, we address the question of whether there is a frequency to maximize Lhel
inj . First, we can calculate the amount of energy injected into the vibrating
constraint for different frequencies of vibration. Assuming the mass of the system to
be constant, we can express the power injected into the system through the vibration
of the constraint to be proportional to Γvpk ∝ 1/f (where vpk is the peak velocity of
vibration, vpk = Γg/(2πf )), implying that if improvements in Lhel
inj are a function of
the power input to the rod, we expect Lhel
inj to increase monotonically with decreasing
f . The other possibility would be a resonant behavior, whereby a peak value of Lhel
inj as
a function of frequency would exist.
181
To explore these two possibilities for the variation of Lhel
inj as a function of frequency, experiments were run at low frequencies (35 ≤ f [Hz] ≤ 100) for Γ = 1.75
inside of pipes with I.D. = 12.0 and 21.7 mm. The injection speed was lowered to
a fraction of the peak vibration velocity, vpk , bringing the experiment closer to the
situation of the previous section, when there was zero imposed lateral velocity of the
rod. Injection velocity was set to vinj = 0.5vpk and 0.25vpk for I.D. = 12.0 and
21.7 m, respectively. In Fig. 6-19, we plot normalized Lhel
inj as a function of excitation
frequency for both pipes, noting a peak in Lhel
inj in both cases, with the maximum
increase in Lhel
inj being approximately 2.5 and 3 times higher than the static value
for I.D. = 12.0 mm and 21.7 mm, respectively. The peak in Lhel
inj is at different frequencies for the two cases considered, with the peak located at f = 62 and 72 Hz
for I.D. = 21.7 and 12.0 mm, respectively. We propose a rationalization for this
behavior.
The presence of an optimum frequency of vibration for a constant value of peak
acceleration suggests a mechanism other than one purely explained by power input
to the system through vibration, and is reminiscent of resonance. Of particular note
is the apparent dependency of the optimum frequency on the size of the constraint.
The length scale set by bending waves is not dependent on the constraint, rather
only the properties of the constrained rod, as was given in Eq. (6.6). The buckling
wavelength, however, does depend on the size of the constraint, as characterized by
the radial clearance, ∆r, between the rod and cylinder, as was originally presented
for the sinusoidal buckling wavelength in the classic case as Eq. (2.16),
λscr
= 2π
EI∆r
w
1/4
,
where EI is the bending stiffness and w is the weight per unit length of the constrained
rod. The value of λscr was derived assuming perfect contact between the rod and
cylinder, an assumption we have observed to be violated in our experiments. In the
case of the dynamic real case, wherein peak accelerations greater than gravity, Γ > 1,
have been shown to cause contact loss (e.g. the experimental frame sequences in Fig.
182
Normalized Helix Initiation
3
2.5
2
1.5
1
ID=12mm, vinj= vpk/2
0.5
ID=21.7mm, v =v /4
inj
0
0
20
40
60
Frequency [Hz]
pk
80
100
Figure 6-19: Helical initiation normalized by the static value as a function of excitation frequency for Γ = 1.75 inside of two different sizes of constraining pipes. An
optimum excitation frequency appears to exist for both cases (f = 62 and 72 Hz for
I.D. = 21.7 and 12.0 mm, respectively).
6-14 (a)), we assume portions of the sinusoidally buckled rod will lose contact with
the constraint.
The highest points (peaks of the sine wave) will stay in contact with the pipe
to support the rod. The lowest point of the rod will be near or in contact with the
bottom of the constraining pipe to minimize the gravitational potential energy. The
sections of rod between these points, however, may lose contact with the pipe (releasing the bending energy required to remain in perfect contact). These unsupported
lengths between the highest and lowest points of the sinusoidal wavelength would be
approximately λscr /4 long.
With vibrational excitation, we assume that these unsupported lengths are responsible for the resonant behavior observed. If we take the lengths to have clamped
183
end conditions and the length to be exactly λscr /4, we can calculate the resonant
frequency, fn , as [119],
1
fn =
2π
1.5π
λscr /4
2 s
EI
ρA
(6.9)
making the natural frequency inversely proportional to the radial clearance, ∆r. In
Fig. 6-20, we plot the peak frequencies from our experiments reported in Fig. 619 as a function of ∆r, comparing them to the analytical prediction of Eq. (6.9),
with no fitting parameters. We note that experimental measurements are higher
than predicted by Eq. (6.9), which can be physically interpreted at shorter resonant
lengths than the λscr /4 predicted, possibly accounting for finite-length contact points.
More experimental data points will be required to confirm this prediction of Eq.
Peak Helix Initiation Frequency [Hz]
140
Experiment
Theory (resonance for λ/4)
120
100
80
60
40
20
0
0
2
4
6
Radial Clearance [mm]
8
10
Figure 6-20: Experimentally measured frequencies resulting in peak Lhel
inj as a function
of radial clearance, taken from Fig. 6-19. Also plotted is the theoretical prediction
(Eq. (6.9)) based on the resonant frequency for the quarter-wavelength of the sinusoidal buckling wavelength, λscr , which appears to agree with experimental results.
184
(6.9), especially at smaller diameter constraining pipes (i.e. smaller ∆r). However,
acquiring this data is time intensive, requiring approximately two weeks for each
data point. Moreover, the current experimental apparatus will need to be extended
to accommodate the increases in Lhel
inj anticipated for tighter clearances. The next
section explores the last control parameter considered in the dynamic real case, the
injection velocity.
6.2.5
Effect of Injection Speed
Thus far, both Γ and f have been shown to have a definite effect on Lhel
inj . The
injection speed was shown to have no effect on Lhel
inj in the static case of Chapter
5 (experiments with no vibration of the constraint). In order to explore the effect,
experiments were run varying the injection speed for both clearances considered in this
chapter, I.D. = 12.0 and 21.7 mm. In Fig. 6-21, for the pipe with I.D. = 12.0 mm,
we plot the static-normalized Lhel
inj as a function of vinj , which is normalized by the
peak velocity of the imposed vibration, vpk = Γg/(2πf ). Tests were conducted with
vibrations at three frequencies, f = 50, 75, and 100 Hz, over a range of injection
velocities, 0.3 ≤ vinj /vpk ≤ 3.7. The injection speed is not seen to have a strong
effect for vinj > vpk , with Lhel
inj remaining approximately constant at 1.5 times the
static value. However, for “slow” injection speeds (vinj < vpk ), Lhel
inj increases with
decreasing vinj , reaching approximately 2.5 times the static value of Lhel
inj .
In the larger diameter constraint, I.D. = 21.7 mm, the improvement of Lhel
inj is
again noted to increase with decreasing vinj , below the peak velocity of vibration,
vpk . This is shown in Fig. 6-22, where we plot the normalized Lhel
inj as a function
of normalized injection speed. Three vibration frequencies were used once again
for experiments, f = 50, 100, and 200 Hz, with injection speeds in the range of
0.2 ≤ vinj /vpk ≤ 4.8. A large frequency dependence was observed for Lhel
inj at slow
injection speeds, with f = 50 Hz exhibiting almost twice the improvement in Lhel
inj than
the other two frequencies. All tested frequencies also appeared to have a plateau,
whereby there was a secondary critical injection velocity below which Lhel
inj did not
185
3
Static
50 Hz
75Hz
100Hz
vinj=vpk
Normalized Helix Initiation
2.5
2
1.5
1
0.5
0
0
0.5
1
1.5
2
2.5
3
Normalized Injection Speed, vinj/vpk
3.5
Figure 6-21: Normalized helical initiation as a function of normalized injection speed.
Shown for pipe ID = 12.0 mm, Γ = 1.75, and f = 50, 75, and 100 Hz. For injection
speed above vpk , Lhel
inj is approximately constant, while the it increases with slower
injection speeds.
3
Static
50 Hz
100 Hz
200 Hz
vpk
Normalized Helix Initiation
2.5
2
1.5
1
0.5
0
0
1
2
3
Injection Speed/Vpk
4
5
Figure 6-22: Normalized helical initiation as a function of normalized injection speed.
Shown for pipe ID = 21.7 mm, Γ = 2, and f = 50, 75, and 100 Hz. For injection
speed above vpk , Lhel
inj is approximately constant, while the it increases with slower
injection speeds.
186
improve with further decreasing vinj .
The mechanism for this improvement is not known at this time and remains
a topic for future study. Speculatively, the “slow” injection velocity regime, i.e.
vinj < vpk , can be considered as corresponding to a motion of rod sections losing
contact with the constraining pipe that are predominately vertical. This vertical
motion would encourage the propagation of bending waves in both directions, as seen
in the distributed shaking experiments in §6.2.3. With increasing injection velocity,
a propagation direction away from the injector (and the buckling instabilities) for
bending waves may become apparent.
The mechanism of improving Lhel
inj with decreasing vinj may also be related to
the competition between two timescales. Namely, the relaxation time of the buckled
rod configuration as frictional contacts are destabilized against the rod being added
(and compression forces building through frictional interaction) through injection.
Anecdotally, if rod injection is stopped at any point before lockup in the dynamic real
case when peak accelerations are sufficiently high (Γ > 1), the rod will adopt a straight
configuration along the bottom of the constraining pipe subject to small amplitude
displacements due to the vibration. Regardless of the underlying mechanism that
is yet to be fully rationalized, the injection velocity is an important ingredient in
determining Lhel
inj in the dynamic real case.
6.3
Outlook
We have experimentally shown that the application of vertical, distributed vibration
to the cylindrical constraint increases the amount of rod that can be injected before
helical initiation. This is analogous to extending reach, which is highly desirable in
the industrial application of coiled tubing operations in horizontal wellbores. The
various control parameters of the system (peak acceleration, vibration frequency, and
injection velocity) were all seen to affect helix initiation.
It was shown that for sufficiently large peak accelerations, Γ > 1, portions of the
rod lost contact with the constraint and Lhel
inj increased compared to the static (no
187
vibration, Γ = 0) case. The analogous system of the bouncing ball on a vibrating
plate was found to provide a good estimation for the amount of contact loss that
could be expected for a given peak acceleration.
Through high speed video analysis, however, it was observed that bending waves
were present. These bending waves appear to dictate an upper limit of useful frequencies, above which, Lhel
inj appears constant with changing f . Below this upper bound
on vibration frequency, however, an optimum (resonant) frequency appears to exist.
An initial theoretical prediction was provided for this optimum frequency, but more
experimental results will be required to confirm it.
This chapter concludes the investigations reported in this thesis. The following
chapter will summarize the main results of the thesis, as well as provide suggestions
for future work.
188
Chapter 7
Conclusions and Future Work
We have presented an investigation into the geometrically nonlinear behavior of rods
under various loading and constraint conditions. Four problems were presented: i)
The hanging shape of a naturally curved rod; ii) The classic case, where we investigated mechanical instabilities of a rod compressed inside of a cylinder; iii) The real
case, wherein a rod was injected into a cylinder, with frictional resistance causing
the observed buckling and post-buckling behavior; and iv) The dynamic real case,
where we studied the effect of vertically vibrating the cylindrical constraint of the
real case, with the goal of increasing the length of rod injected before helical buckling
was observed. In each case, an experimental apparatus was designed and constructed
and the results were interpreted and rationalized.
The shapes of suspended, naturally curved rods: The spooling of rods for storage
and transport can impart a natural curvature, but the way in which this parameter
affects the subsequent behavior of the rods is, to date, not yet well understood. We
have created a simple model system consisting of a rod hanging under its own weight.
The rods were custom fabricated with precise control over the natural curvature
(in addition to other geometric and material properties), which was considered as a
control parameter in experiments, simulation, and analysis. Through the variation of
this parameter, rods of equal length, density, and stiffness were observed to take on
planar and non planar shapes. The transition from planar to non-planar shapes was
shown to be a mechanical instability arising from a symmetry breaking bifurcation,
189
analogous to an inverted pendulum. The resulting non-planar shapes were further
classified as localized helices or global helices. In the localized helices, the transition
between the localized helical structure beneath the straight portion was well described
by the mechanical instability of a naturally curved rod under decreasing tension. A
novel fabrication method was introduced and a framework for a naturally curved rod
under variable tension was developed.
Classic case: A rod was constrained inside a horizontal cylinder and pinned at
both ends and compressed. This scenario is analogous to drilling extended reach
boreholes in the petroleum industry. Under imposed end displacement, the initially
straight rod first buckled into a sinusoidal mode, with the critical load set by a combination of elasticity, gravity, and the radial clearance between the constraint and
the rod. Further compression led to helical buckling of the rod, with the same parameters affecting the magnitude of the critical buckling load. After helical buckling,
however, the normal force between the rod and pipe increased rapidly under continued displacement, as evidenced by a divergence between the input and output
reaction forces. Friction between the rod and cylinder resulted in higher critical loads
for both sinusoidal and helical buckling than predicted, but with general agreement
in functional form. Imperfections in the horizontal constraint, present due to sag of
the discretely supported pipes, caused large reductions in the critical loads. These
reductions appeared to be linear with imperfection size for sinusoidal buckling but
non-linear for helical buckling. A precision experimental data set provides an extensive benchmark for existing and future theoretical work, and also allowed for the
imperfection analysis performed.
Real case: We also explored the related problem of progressively increasing the
length of rod injected into the constraining cylinder, under imposed velocity. This
scenario is analogous to the insertion of coiled tubing into existing horizontal wellbores in the petroleum industry. Frictional resistance to insertion between the rod
and the pipe leads to an increasing axial compressive load during injection, with local
sinusoidal buckling observed preceding helical buckling of portions of the rod near the
point of injection. Injection past the initiation of helical buckling caused a rapidly
190
increasing reaction force at the injector, with the rod eventually locking up, thereby
preventing further insertion. The length of rod that could be injected before helical buckling was found to vary inversely with radial clearance, with good agreement
observed between experiment and existing theory. Natural curvature of the injected
rod was found to have a nontrivial effect on the problem. Sufficiently small values of
natural curvature did not seem to affect the amount of rod which could be injected
before helical buckling, but above a critical value, a reduction in the amount of rod
injected was observed. This chapter provided an experimental method for reproducible friction between rubber and glass, an extensive phenomenological description
of the processes leading to lockup (for comparison with common theoretical assumptions), and a data set for direct comparison with theoretical developments. The data
strongly suggests that theories neglecting lateral friction are accurate in predicting
helical initiation.
Dynamic real case: Finally, we expanded on the real case by vertically vibrating
the cylindrical constraint into which the rod was injected. For peak accelerations
above 1g, the rod was observed to lose contact with the vibrating constraint. This resulted in the ability to inject more rod before helical buckling occurred, with stronger
vibrations resulting in increased reach. Injecting the rod at velocities lower than the
peak vertical velocity of the vibrating constraint also resulted in increased injection
lengths before helical buckling. In this slow injection speed regime, the frequency of
vibration had an effect on the resulting improvements. Frequencies which could excite
flexural waves were found to cause the greatest improvements. Our results suggest
that a resonant frequency of the system exists, such that the frequency maximizing
the amount of rod that can be injected prior to helical initiation depends on the elastic properties of the rod, gravity, and the constraint geometry, as characterized by
the radial clearance. We reported improvements of 300% in helical initiation. Further
reach may be accomplished using this mechanism, but a longer experimental apparatus will be needed for future testing. The experimental apparatus for this chapter
provided the first data set of its kind, suggesting possible directions for future theoretical work. The experiments also provided guidelines for improvement in terms of
191
the ideal frequency of vibration as well as the maximum injection speed, below which
reach is extended even more.
7.1
Future Work
As with any research project, our work opens avenues that deserve further exploration.
Some possible future directions in the existing experiments are listed here.
• The effect of elliptical cross-sections on the hanging shape of naturally curved
rods would be a natural extension of Chapter 3. Many of the same processes
which produce natural curvature in the manufactured environment also result
in slight ovaling of the cross-section, particularly in hollow sections, such as
pipes. This ovalization breaks the symmetry of circular cross-sections, creating
a different coupling between bending and twisting for the two different principal
directions, which would introduce non-trivial changes in the transitions between
planar and non-planar shapes, as well as the resulting non-planar shapes.
• For both the classic and real cases, an important parameter for future exploration is the coefficient of friction. There is limited theoretical works in the
existing literature, and experimental results would be beneficial in quantifying
scalings for the effect of friction on critical loads and length scales. This quantification could be accomplished through measuring either critical loads or the
frictional drag between the two end constraints.
• In both the classic and real cases, further quantifying the effect of imperfections
in the geometry of the constraining cylinder on critical loads or injected lengths
should be explored further. This would directly inform how the majority of
theoretical and experimental work can be applied to the industrial problems.
All drilled wellbores have inherent tortuosity, but a question still remains as
to whether they can be treated as straight during analysis for drilling or coiled
tubing operations.
192
• While natural curvature was shown to affect the lockup length in the real case, a
theoretical prediction does not yet exist. To inform scalings, more experiments
are merited to explore two facets of the problem in particular: i) How does the
radial clearance affect the critical natural curvature, above which reductions in
lockup length are observed? and ii) What is the functional form of the decay in
lockup length with increasing natural curvature above this critical value? This
avenue, in particular, motivates a more formal scaling analysis to connect the
experimental model system with the field case.
• On a more fundamental level, the exact connection between the desktop experiments and the field case is not a simple analytical task, and deserves exploration. Identifying the key dimensionless parameters as combinations of the
elastic properties of the rod, the buoyant weight of the rod, the radial clearance
between the rod and constraint, as well as the injection velocity will be important in understanding how the lessons learned in the desktop scale can connect
to the oil field.
• The dynamic real case explorations discussed in Chapter 6 have raised several
possible avenues of further research. A more fundamental understanding of
bending wave propagation within a cylindrical constraint (with possible connection to the work performed on a traveling wave in a plate lying on a flat
constraint [145, 146]) would be helpful in the exploration of such a large parameter space. A more precise prediction of the optimum frequency appears
possible with the addition of experimental data. The rate of increase in reach
extension as a function of decreasing injection speed an open arena which is also
of industrial importance. This injection speed effect is particularly interesting,
as injection speed is not considered in existing theories.
• Finally, the dynamic real case suggests that one can extend the amount of
rod which can be injected before critical buckling loads are reached. Chapter
6 explores one of these methods, with several others deserving investigation.
193
Variable injection speed matched with vertical vibration has been anecdotally
shown to have a strong effect on the buckling process. Some of these methods
include lateral vibration of the constraint (perpendicular to gravity and injection), axial vibration of the injected rod during injection, and the introduction
of non-circular cross-sections.
194
Appendix A
Rod Fabrication
This appendix presents a novel method for fabricating rods with precise control over
natural curvature, κ0 . This method was first reported in [109, 110]. Fig. A-1 (a)
is a photograph of several rods made with this procedure, resting at their natural
curvature. We were motivated in the development of this procedure by the fact that
commercially available rubber rods are typically extruded and then wrapped around
a spool for transport and storage, resulting in a set natural curvature, as shown in
Fig. A-1 (b), which presents a photograph of a purchased spool of silicone rubber1 .
Natural curvature is present in this spool as evidenced by the small hook (curved)
portion near the stress-free tip of the rod.
Rods such as those shown in Fig. A-1 (b) were unacceptable for use in our
experiments for two primary reasons. Firstly, several studies (in this thesis and in
the research group as a whole) investigate the role of natural curvature, in which
case it must be a control parameter in samples. Secondly, for those experiments not
specifically exploring natural curvature, the spooled rods were inappropriate as the
intrinsic curvature varied along the arc length, depending on the radius at which it
was spooled.
1
O-ring cord stock purchased from McMaster-Carr
195
a)
b)
3 cm
4 cm
Figure A-1: a) Photograph of several rods fabricated with this method, with natural
curvature in the range, 0 ≤ κ0 ≤ 62 m−1 . Different colors correspond to different
stiffnesses, with the light green (two extreme curvatures) used in the tests of this
thesis. b) Photograph of a spool of commercially available silicone rubber rod, with
natural curvature evidenced by the hook at the hanging free tip.
A.1
Rod Fabrication Procedure
An injection molding procedure was used to fabricate rods with set values of natural
curvature. A flexible PVC tube (inner diameter, DI = 3.16 mm, and outer diameter,
DO = 5 mm) was wound around a cylindrical object of diameter, Dm , setting the
eventual natural curvature of the rod, κ0 to be κ0 = 2(DO + Dm )−1 . In some cases,
the desired rod length required several windings around the object. In these cases,
the rod was wrapped with a helical structure with a constant pitch of the PVC tubing
outer diameter, which was assumed to have a negligible effect on the resulting value
of κ0 . Fig. A-2 presents a photograph of a PVC tube wound around a cylindrical
object before injection.
After the PVC tube was affixed to the cylindrical object, a flowable polymer is
injected into the tube using a syringe. Rods were fabricated using a vinylpolysiloxane
(VPS) polymer2 , consisting of a base and catalyst part, which, when mixed, would
2
Elite Double 32, a Vinylpolysiloxane duplicating material manufactured by Zhermack was the
preferred polymer for this thesis. Zhermack makes other polymers in the Elite Double series, with
the following number characterizing the Shore A hardness. Elite 32 is the stiffest material produced
by Zhermack.
196
Figure A-2: Flexible PVC tubing is wrapped around a cylindrical object before the
two part polymer is injected with a syringe.
polymerize and become solid after a working time, and eventually setting. The manufacturer quotes the working time at 10 minutes and setting time at 30 minutes at
room temperature, although typical working time was approximately 4-5 minutes at
room temperature. After allowing the injected polymer to set for at least one hour
inside the mold, the PVC tubing is cut away to release the inner, slender VPS elastic
rod with set natural curvature. Fig. A-3 shows a photograph of a VPS elastic rod
beginning to be cut from its mold.
We found that the material properties of the rods resulting from this manufacturing method were dependent on the protocol used during fabrication, especially in
preparing the liquid polymer components. The following procedure was followed for
rods prepared in this thesis:
1. Pour equal parts (by mass) catalyst and base into a plastic or paper cup, to the
197
nearest 0.1g. For the rods used in this thesis, 30 g of each part was sufficient.
2. Hand stir the mixture for 60 seconds, taking care not to entrain air while stirring
with a wooden tongue depressor. Stir completely, taking care to mix all the
polymer that may be on the bottom or sides of the cup.
3. Transfer to a vacuum chamber for 45-50 seconds of degassing, which removes
the largest air bubbles from the mixture.
4. Immediately pour the liquid polymer into a syringe attached to the PVC tubing,
taking care to pour from a height of 6-12 inches above the syringe to avoid any
excess air entrainment.
5. Insert the plunger into the syringe, tilting the injection point up to purge the
air in the syringe out before injecting.
6. Inject the polymer via the syringe into the PVC pipe.
The quality of mixing as well as the vacuum step appeared to cause the greatest
variability between fabricated rods. Rods, when not in use, should be stored at or
Figure A-3: Demolding of a VPS elastic rod was accomplished by cutting away the
PVC tubing mold. Photo courtesy of Arnaud Lazarus.
198
very near their fabricated natural curvature, otherwise deviations from the set value
will occur due to long term curing. We next summarize material properties measured
for the fabricated rods.
A.2
A.2.1
Material Properties and Measurements
Cross-Section and Density
The cross-section of representative rods was measured using a desktop digital photograph scanner. The Image Processing Toolbox in MATLAB was used to measure
the cross-sectional area of representative samples of the rods, taken from different
rods and at different points along the same rod. The area was used to compute the
equivalent diameter of a circle. Cross-sections were inspected with calipers for ellipticity, although only rods fabricated with κ0 = 62 m−1 were found to show ovaling
of the cross-section (with a 10% difference measured between the major and minor
axis). This ovaling was caused by warping of the PVC tube cross-section, making
κ0 = 62m−1 the upper limit of rods which can be fabricated using the current PVC
tubes. For rods with circular cross-sections, the diameter, d was measured to be
d = 3.16 ± 0.05 mm.
With the cross-section measured, the mass of rods was measured to obtain the
volumetric density, ρ, of the fabricated rods. Varying lengths of rod were used, with
the density measured to be ρ = 1210 ± 8 kg/m3 .
A.2.2
Young’s Modulus
The Young’s modulus, E, was determined using two methods which we refer to as
the natural frequency, flick, test, and the annulus test. Both methods measured the
bending stiffness, which was used, in conjunction with the radius measurement from
the previous section, to calculate the Young’s modulus, E. These techniques were
selected for their ability to measure E of a slender rod relatively easily. This is in
contrast to most standard, tension, based methods, which require particular specimen
199
geometries or require complex mounting equipment in order to test slender objects3 .
Both methods, however, could only be used to test naturally straight (κ0 = 0 m−1 )
rods, which were assumed representative of the fabricated naturally curved rods in
terms of material properties.
The flick test consists of clamping a rod sample between two acrylic plates with
a free length extending above the plates, as is shown in a photograph in Fig. A-4.
The free tip was displaced laterally a small distance (∼ 1 cm maximum) and released,
exciting the first mode of vibration. The vibration was recorded with a digital video
camera4 . Each sample would be tested five times, and each test would be the average
of several (∼ 20 − 50) periods. The Young’s modulus was then calculated from [119],
fn =
β12
2πL2
s
EI
,
ρA
(A.1)
where fn is the natural frequency of the first mode, β1 is a constant depending on
the boundary conditions (for clamped-free, β1 = 0.597π), L is the free length of
the rod, EI is the bending stiffness, ρ is the volumetric mass density, and A is the
cross-sectional area of the rod.
The flick test also allowed one to calculate the damping ratio, ζ, which measures
the dynamic losses of a material (modeled as viscous damping). Tracking the lateral
deflection of a single point on the rod as a function of time, one can determine ζ
by using the logarithmic decrement method. For ζ < 0.1 (which is true of the vast
majority of materials), a good approximation for the damping ratio using this method
is [119],
ζ=
ln 2
,
2πN50
(A.2)
where N50 is the number of cycles for a signal to decay by 50%. Using this technique,
we measured the damping ratio to be ζ = 0.027 ± 0.003.
3
The value of the Poisson’s ratio used in this thesis, ν = 0.49 was measured using a tensile test
of a dogbone sample, with the value courtesy of Denis Terwagne. This value is very nearly the
incompressible ν = 0.5 that is typically assumed for rubbers.
4
Kodak PlaySport Zx5 digital video camera, recording at 59.94 frames per second.
200
Figure A-4: Photograph of a fabricated straight elastomeric rod (d = 3.16 mm)
clamped between two acrylic plates with cantilevered length L = 23 mm. Displacing
and releasing the tip would excite the first mode of vibration, the frequency of which
was used to measure the Young’s modulus, E.
The annulus test [147] relates the elastic properties of an elastic hoop to its shape
when it is hung by a single point, as shown in Fig. A-5. Making the hoop in our
case required bonding the ends of a length of rod together, using a small (∼ 1 ml)
amount of liquid polymer and letting it set for the 30 minutes. Special care was
taken to orient the two ends, ensuring that no significant twist was imparted to the
rod (another class of stability problems in the study of rods, with applications to
DNA [25]), and that the two ends are aligned well.
Measuring the width, W , and height, H, of the resulting hanging elliptical shape,
one finds the corresponding ratio of total rod length, L, to the gravito-bending length,
which is a length scale expressing the balance of elastic and gravity forces, defined as,
Lgb =
s
3
EI
,
ρgA
(A.3)
where all other terms have been measured or are known. The relationship between
W/H and L/Lgb is a numerical solution to the Kirchhoff equilibrium equations (pre201
sented in Chapter 1), and is shown graphically in Fig. A-5.
The annulus test was used to evaluate the evolution of Young’s modulus immediately following the fabrication of rods. Upon demolding, the rods were observed
to have a sheen of silicone oil on them. The Young’s modulus was tested for a rod
every day after demolding for the first 11 days. Each day, the modulus was measured
three times to ensure reproducibility of the test. In Fig. A-6, we plot the measured
Young’s modulus, E, as a function of age after demolding.
We see in Fig. A-6 that the E increases steadily over the first week after demolding.
This result was confirmed with the flick test. To have consistent material properties,
all rods were demolded and then temporarily stored for at least seven days before
use in experiments. The value of Young’s modulus measured for the plateau region
is E = 1296 ± 31 kP a.
a)
g
b)
10
9
8
Hanging
Point
7
gb
6
L/L
H
5
4
Weld
3
2
1cm
W
1
0
0.4
0.5
0.6
0.7
W/H
0.8
0.9
1
Figure A-5: a) Annulus test consisting of a rod with overall length L = 29.9 cm,
with the ends connected at the weld point. The hoop is then hung from a barb of
nitinol (d = 1.1 mm) and the width, W to height, H, ratio is measured. b) Using
a numerical solution [147], the gravito-bending length, Lgb , and subsequently the
Young’s modulus, E, can be found.
202
1600
Young’s modulus, E [KPa]
1500
1400
1300
1200
1100
1000
0
5
10
15
Age [days]
20
25
Figure A-6: Young’s modulus, E, tracked as a function of time, in days, after the rod
was demolded from the PVC tubing. Young’s modulus is seen to steadily increase
30% for the first week, and then plateaus.
A.2.3
Coefficient of Restitution
The final test performed to characterize the custom fabricated rods for this thesis
was to measure the dimensionless coefficient of restitution, CR , which measures how
elastic collisions are between two objects and lies in the range 0 ≤ CR ≤ 1. It can be
measured from the ratio of velocities of an object onto a rigid surface.
We measured CR for a sphere of the VPS polymer (with diameter, d = 3.8 cm)
suspended from a ground steel shaft by an insulated copper wire impacting a steel
plate, as shown in Fig. A-7. The distance between the pivot point and center of mass
of the sphere, L, was measured to be L = 28.7 cm. The steel plate was aligned such
that the sphere impacted it at the bottom tangent of the arc defined by the pendulum
203
motion. This alignment allowed for the maximum pendulum height before and after
an impact to be measured. Performing an energy balance and assuming that there
is no frictional, aerodynamic, or vibrational dissipation, the coefficient of restitution
could then be calculated as,
CR =
s
1 − cos θi
,
1 − cos θf
(A.4)
where θi and θf are the maximum angles made by the pendulum with the vertical
before and after an impact. This measurement was made with image processing tools
after recording 22 impacts between the ball and the steel plate. This technique gave
the value CR = 0.75 ± 0.02.
Pivot
Point
Figure A-7: Pendulum impact test to measure the coefficient of restitution, CR , for a
sphere of the VPS polymer the rods were manufactured with and a rigid steel plate.
The angle between the center of mass of the sphere and the pivot point was tracked,
with the maximum angle immediately preceding, θi , and following, θf , impact being
used to measure the relative velocities.
204
A.3
Summary
We have developed a new method for fabricating rods with a precise, controllable
natural curvature, κ0 , in the range 0 ≤ κ0 ≤ 62 m−1 , with the upper bound set by
warping of the mold. An array of material properties were measured for the rods and
are summarized in Table A.1 and used in Chapters 3, 5, and 6. It was found that the
constituent material reached a steady-state value of Young’s modulus approximately
one week after demolding, with an approximately 30% increase in E during that time.
Property
Young’s Modulus, E
Density, ρ
Diameter, d
Poisson’s Ratio, ν
Coefficient of Restitution
Damping Ratio, η
Value
1296 ± 31 [kP a]
1210 ± 8 [kg/m3 ]
3.16 ± 0.05 [mm]
0.49
0.75 ± 0.02
0.026 ± 0.003
Table A.1: Material properties of rods manufactured with tunable natural curvature.
205
206
Appendix B
The Shapes of a Suspended Curly
Hair
In this Appendix we reprint a submitted manuscript which was the result of a collaboration with Basile Audoly1 and Arnaud Lazarus2 . The aim of this work was
to rationalize the mechanical behavior (with particular emphasis on instabilities and
equilibrium geometry) of a naturally curved rod hanging under its own weight, and
is closely related to the material of Chapter 3.
1
2
Institut Jean le Rond d’Alembert, CNRS and Université Paris 6, France
Institut Jean le Rond d’Alembert, Université Paris 6, France
207
F
G
H
I
2 cm
Vertical Elevation of Tip, h [m]
ity, geometry, and gravity. Our approach is complementary to [1], where collisions within an ensemble of hair were treated using a statistical mechanics approach to describe the overall bulk shape of a
ponytail. Taking an alternative point of departure,
we identify the transitions between planar and nonplanar shapes for an analogue of a single curly and
describe the non-planar shapes in detail.
In our experiments, we custom fabricate rods
by injecting Vinylpolysiloxane (VPS) into a flexible
Polyvinyl chloride (PVC) tube, whose inner diameter sets the radius of the rod, r = 1.55mm. The
PVC tube is wound around a cylindrical object (or
laid straight), which sets a constant radius (or infinite) of curvature on the rod upon subsequent curing
and demolding [9]. Our fabrication procedure allows
for the precise control of the natural curvature in the
range 0 < κn [m−1 ] < 65, a parameter that we vary
systematically. The Young’s modulus of the elastomer is measured to be E = 1290 ± 12kPa, the
Poisson ratio is ν ≈ 0.5 and the volumetric mass is
ρ = 1200kg/m3 . Each experimental test consists of
mounting a single rod with suspended length in the
range 1 < L [cm] < 20 onto a clamp that is aligned
vertically. The rod is then suspended under its
own weight and allowed to reach static equilibrium,
as shown in Fig. 1 (green configurations). Threedimensional reconstruction of the rods are produced
by taking digital images from two perpendicularly
directions and performing image processing to obtain their centerlines.
We also perform numerical simulations, representative examples of which are presented in Fig. 1 (red
configurations), where all parameters match those of
the experiments. Good agreement is found throughout between the two. The simulations compute the
equilibria of an inextensible three-dimensional Elastica subjected to its own distributed weight, and account for both bending and twisting. The numerical
method was developed using the continuation software package MANlab [10] and is described in detail
in [9].
Our first quantitative test is provided by comparing the experimentally measured and simulated vertical elevation of the tip, h, between the clamp and
the free end of the rod. In Fig. 2 we plot h as a
function of the total arc length, L, for three values of
the natural curvature, κn . Quantitative agreement
is found between experiments (data points) and simulations (solid lines). For the two lowest values of
κn = 16.6 and 38 m−1 , the configurations are planar
for all lengths tested and h decreases monotonically
with L. For κn = 56.2m−1 , however, planar shapes
are observed for L . 0.1 m, see Fig. 2F,G, but non-
0
−0.05
1
−0.15
−0.2
s
1
−0.1
0
Experiments
Simulations
0.05
0.1
0.15
Suspended Length, L [m]
0.2
FIG. 2. Vertical elevation of the tip, h, vs. arc length
of the rod, L, for three different natural curvatures,
κn = (16.6, 38.0, 56.2) m−1 ; experiments (circles) and
simulations (solid lines). For κn = 56.2m−1 , the configurations F and G are planar while the configurations
H and I are non-planar.
planar ones are observed for L & 0.1 m, see Fig. 2H,I.
With the aim of rationalizing the behavior observed in both the experiments and simulations, we
use an inextensible rod model with natural curvature [11]. All lengths are rescaled by the natural
radius of curvature, κ−1
n . For example, s = sκn
denotes the rescaled arc length, 0 ≤ s ≤ L, with
its origin at the free end, s = 0. The dimensionless length, L = κn L, offers a measure of the rod’s
curliness. All energies are rescaled by B κn , where
B = E I and I = π r4 /4 are the bending stiffness
and area moment of inertia of the rod, respectively.
The configurations are defined in terms of the position of its centerline, r(s), and an orthonormal director basis, (d1 (s), d2 (s), d3 (s)), subjected to the
condition r0 = d3 , with primes denoting derivation with respect to the rescaled arc length, s. The
Cartesian basis, ei , is chosen such that the clamping condition writes r(L) = 0 and (d1 , d2 , d3 )s=L =
(ey , −ex , ez ). The material curvatures, κ1 and κ2 ,
and twist, κ3 , are defined by κi = 12 ijk d0j · dk ,
where ijk is the skew-symmetric permutation tensor, ijk = (ei × ej ) · ek . The total energy of the rod
is then written as,
Z L
1
2
2
2
(κ1 − 1) + κ2 + C κ3 − w s cos β ds,
E=
2
0
(1)
where C is the ratio between the twisting and bending moduli and w = Bwκ3 is the dimensionless
n
weight. The weight per unit length for a rod with
circular cross section is w = ρ π r2 g in physical
209
structions and the numerical configurations, finding good agreement between the two. The rod is
straight near the clamp, β ≈ 0, while β increases
in an oscillatory manner towards the free end at
s = 0. To analyze these localized shapes, we first
assume that β(s) varies slowly with s, implying that
the squared derivative in Eq. (2) can be neglected.
We refer to this as the Local Helix approximation
(LH). The minimum energy is obtained by locally
optimizing f with respect to β: ∂f /∂β = 0. We recover the equation for the helical solutions of a spring
subjected to constant tension [8]. It is known that
the solution β of this implicit equation undergoes a
pitchfork (symmetry-breaking) bifurcation as w s is
varied (purple curve in Fig. 4). The straight, vertical configuration, β = 0, is always an extremum
of f , but it is unstable beyond s∗LH = (w C)−1 ,
−1
where ∂ 2 f /∂β 2 = w s − C becomes negative. For
∗
s ≥ sLH , the upper part of the rod is subjected to
a sufficiently large tension due to the weight of the
portion underneath, causing it to remain vertical.
On the other hand, for 0 ≤ s ≤ s∗LH , the tension is
low and the optimum value of β is non-zero resulting
in a helical configuration. This prediction captures
the overall shape shape of the rod (purple curve in
Fig. 4): the LH approximation agrees qualitatively
with simulations and experiments even if it does not
work well near the transition point, s = s∗LH , nor
near the free end, s = 0.
by previous analyses of helices subjected to constant tension [8], we analyze these shapes assuming
that the director d2 is perpendicular to the applied
force (weight), such that d2 · ez ≈ 0 (this approximation is justified in the Supplementary Information for a slowly varying tension). These configurations can be parameterized by the two Euler angles,
β(s) and γ(s) (shown schematically in Fig. 4), as:
d1 = cos β (− sin γ ex + cos γ ey ) + sin β ez , d2 =
− cos γ ex − sin γ ey and d3 = − sin β (− sin γ ex +
cos γ ey )+cos β ez . When the corresponding strains,
κ1 = γ 0 sin β, κ2 = −β 0 and κ3 = γ 0 cos β, are
inserted into the expression for the total energy in
Eq. (1), we find that E, depends on γ 0 but not on γ,
as a consequence of the cylindrical invariance about
ez . Optimizing the resulting E with respect to γ 0
n sin β
and, after eliminating γ 0 ,
yields γ 0 = sin2 κβ+C
cos2 β
we obtain a reduced expression for the energy of helical shapes,
E 3D =
Z
0
L
1 0 2
f (w s, β(s)) + β (s) ds,
2
(2)
Dimensionless
arc length, s
Dimensionless arc−length, s
−1
2
where f (u, β) = 12 1 + tanC β
− u cos β. The
equilibrium configurations are stationary points of
this energy with respect to β(s). To compute them,
we first introduce a local helix approximation, which
we later refine by an inner layer theory.
In Fig. 4 we quantify a representative example
of a localized curl in the limit of L 1 by measuring β(s) from both the 3D experimental recon-
In the vicinity of the transition point s = s∗LH ,
the LH approximation fails because β varies quickly
(see Fig. 4). Taking an alternative approach to
the LH above, we study this region using an Inner
Layer (IL) approximation. The derivative β 0 (s) is
now restored in Eq. (2), and f is expanded near
1
f4 β 4 ,
s∗LH for small β as f ≈ f0 + 21 f2 β 2 + 24
∗
2
2
where f2 = ∂ f /∂β = w (s − s ), and f4 =
∂ 4 f /∂β 4 = 3 4−32C . Dropping terms that are inC
dependent
of β, we then have to minimize
the func
R w (s−s∗ ) 2 f4 4 1 0 2 tional
ds within the
β + 24 β + 2 β
2
15
15
10
10
55
00
00
∗
inner layer. By the change of variable S = ws−s
−1/3 and
q
f4
−1/3
unknown B(S) =
β(s), the above func12 w
R
2
1
tional be rewritten as 2 (S B 2 +B 4 +B 0 ) dS. The
Euler-Lagrange condition of optimum yields the second Painlevé equation, B 00 (S) = S B(S) + 2 B 3 (S).
Interestingly, this equation arises in domains such
as nonlinear optics, Bose-Einstein condensation and
random matrix theory [12]. It has a unique solution
BHML (S) connecting the symmetric solutionpB → 0
for S → +∞, to the bifurcated solution B ∼ −S/2
for S → −∞, known as the Hastings-McLeod solution [13]. In terms of the original variables, the
Experiments
Simulation
LH Approximation
IL Theory, Eq (3)
0.7854
Angle
from vertical,
vertical, β [rad]
Angle
from
β [rad]
1.5708
FIG. 4.
A localized helical configuration as quantified by the angle from vertical, β(s), for L = 19.8 and
w = 0.12. Experimental and numerical results are compared to the predictions from the Local Helix (LH) and
Inner Layer (IL) approximations described in the text.
The arrows show the predicted position of the transition
point for each approximation.
211
solution reads,
2 C w1/3
βIL (s) = p
BHML
4 − 3C
s − s∗LH
w−1/3
.
[1] R. Goldstein, P. Warren, and R. Ball, Phys. Rev.
Lett. 108, 78101 (2012).
[2] K. Ward, F. Bertails, T. Kim, S. Marschner,
M. Cani, and M. Lin, IEEE Trans. Vis. Comput.
Graphics 13, 213 (2007).
[3] R. A. Mehta and J. D. Kahn, J. Mol. Biol. 294,
67 (1999); L. M. Edelman, R. Cheong, and J. D.
Kahn, Biophys. J. 84, 1131 (2003); M. A. Morgan,
K. Okamoto, J. D. Kahn, and D. S. English, ibid.
89, 2588 (2005).
[4] M. Raugh, Some geometry problems suggested by the
shapes of tendrils (Ph.D. Thesis, Stanford University, 1978); A. Goriely and M. Tabor, Phys. Rev.
Lett. 80, 1564 (1998).
[5] E. Zajac, J. Appl. Mech. 29, 136 (1962); T. Yabuta,
Bulletin of JSME 27, 1821 (1984).
[6] G. Kirchhoff, Über das Gleichgewicht und die Bewegung einer elastischen Scheibe (1850); J. Coyne,
IEEE J. Oceanic Eng. 15, 72 (1990).
[7] A. Goriely and M. Tabor, Proc. R. Soc. London,
Ser. A 453, 2583 (1997); A. Champneys, G. Van der
Heijden, and J. Thompson, Philos. Trans. R. Soc.
London, Ser. A 355, 2151 (1997).
[8] T. McMillen, A. Goriely, et al., J. Nonlinear Sci. 12,
241 (2002); N. Chouaieb, A. Goriely, and J. Maddocks, PNAS 103, 9398 (2006).
[9] A. Lazarus, J. Miller, and P. Reis, J. Mech. Phys.
Solids 61, 1712 (2013); A. Lazarus, J. Miller,
M. Metlitz, and P. Reis, Soft Matter (2013).
[10] S. Karkar, R. Arquier, and B. Cochelin, User Guide
MANLAB 2.0 (2011).
[11] B. Audoly and Y. Pomeau, Elasticity and geometry: from hair curls to the non-linear response of
shells (Oxford University Press Oxford and New
York, 2010).
[12] P. A. Clarkson, J. Comput. Appl. Math. 153, 127
(2003); J. A. Giannini and R. I. Joseph, Phys. Lett.
A 141, 417 (1989); T. T. Wu, Phys. Rev. A 58,
1465 (1998); C. A. Tracy and H. Widom, Comm.
Math. Phys. 159, 151 (1994).
[13] S. Hastings and J. McLeod, Arch. Ration. Mech.
Anal. 73, 31 (1980).
(3)
This inner layer solution successfully describes the
smooth transition between the helical and straight
portions of rod near s∗LH , as shown in Fig. 4.
Returning to the phase diagram of Fig. 3, we
can now predict the transition from the localized to
global helical configurations. With the same localization criterion used above, this phase boundary is
expected to occur for βIL (.95 L) = 1.5◦ (thick grey
curve in Fig. 3): this is in excellent agreement with
the numerical and experimental results when the inner layer is indeed small (L 1, w 1). This,
combined with our results above for the 2D-to-3D
transition where a planar configuration becomes unstable, completes our rationalization of the phase
diagram of Fig. 3.
Beyond a predictive description of the aesthetics
of curly hair, our results can be directly applicable
to a variety of engineering systems such as naturally
curved fibers, wires, cables and pipes. All of these
rodlike structures are often manufactured, stored
and transported in spooled configurations, thereby
imparting an intrinsic curvature, which can now be
readily quantified using our framework as an inverse
problem.
The authors wish to thank Y. Pomeau for arousing our
interest in hair mechanics, and B. Berry for her help with
preliminary experiments. We are grateful for financial
support from the National Science Foundation (CMMI1129894), Schlumberger, and the MIT-France Program.
AL acknowledges funding from a Battelle-MIT postdoctoral fellowship.
∗
preis@mit.edu
212
Bibliography
[1] N. Wicks, B. Wardle, and D. Pafitis, “Horizontal cylinder-in-cylinder buckling
under compression and torsion: Review and application to composite drill pipe,”
International Journal of Mechanical Sciences, vol. 50, no. 3, pp. 538–549, 2008.
[2] S. Goyal, N. Perkins, and C. L. Lee, “Non-linear dynamic intertwining of rods
with self-contact,” International Journal of Non-Linear Mechanics, vol. 43,
no. 1, pp. 65–73, 2008.
[3] F. Bertails, B. Audoly, B. Querleux, F. Leroy, J. Lévêque, M. Cani et al., “Predicting natural hair shapes by solving the statics of flexible rods,” Eurographics
Short Papers, 2005.
[4] A. Goriely and M. Tabor, “Spontaneous helix hand reversal and tendril perversion in climbing plants,” Physical Review Letters, vol. 80, no. 7, pp. 1564–1567,
1998.
[5] Y. Sun, W. M. Choi, H. Jiang, Y. Y. Huang, and J. A. Rogers, “Controlled buckling of semiconductor nanoribbons for stretchable electronics,” Nature Nanotechnology, vol. 1, no. 3, pp. 201–207, 2006.
[6] K. Son, J. S. Guasto, and R. Stocker, “Bacteria can exploit a flagellar buckling
instability to change direction,” Nature Physics, vol. 9, no. 8, pp. 494–498, 2013.
[7] N. Geblinger, A. Ismach, and E. Joselevich, “Self-organized nanotube serpentines,” Nature Nanotechnology, vol. 3, no. 4, pp. 195–200, 2008.
[8] N. Clauvelin, B. Audoly, and S. Neukirch, “Analytical results for the plectonemic response of supercoiled dna,” Journal of Computer-Aided Materials Design,
vol. 14, pp. 95–101, 2007.
[9] S. Timoshenko and J. Gere, Theory of Elasticty Stability, 2nd ed. Dover, 1961.
[10] L. Euler, “Methodus inveniendi lineas curvas maximi minimive proprietate gaudentes, sive solutio problematis isoperimetrici latissimo sensu accepti,” E065,
Additamentum 1, 1744.
[11] R. Levien, “The elastica: a mathematical history,” Electrical Engineering and
Computer Sciences University of California at Berkeley, Tech. Rep., 2008.
213
[12] G. Kirchhoff, “Ueber das gleichgewicht und die bewegung eines unendlich
dünnen elastischen stabes.” Journal für die Reine und Angewandte Mathematik,
vol. 56, pp. 285–313, 1859.
[13] A. Clebsch, Theorie der elasticitat fester korper. BG Teubner, 1862.
[14] A. Love, A treatise on the mathematical theory of elasticity, 1st ed. Cambridge
University Press, 1892.
[15] J. L. Lagrange, Mécanique analytique. Mallet-Bachelier, 1853, vol. 1.
[16] M. Nizette and A. Goriely, “Towards a classification of euler–kirchhoff filaments,” Journal of Mathematical Physics, vol. 40, p. 2830, 1999.
[17] R. A. Mehta and J. D. Kahn, “Designed hyperstable lac repressor· dna loop
topologies suggest alternative loop geometries,” Journal of Molecular Biology,
vol. 294, no. 1, pp. 67–77, 1999.
[18] L. M. Edelman, R. Cheong, and J. D. Kahn, “Fluorescence resonance energy
transfer over 130 basepairs in hyperstable lac repressor-dna loops,” Biophysical
Journal, vol. 84, no. 2, pp. 1131–1145, 2003.
[19] M. A. Morgan, K. Okamoto, J. D. Kahn, and D. S. English, “Single-molecule
spectroscopic determination of lac repressor-dna loop conformation,” Biophysical Journal, vol. 89, no. 4, pp. 2588–2596, 2005.
[20] Y. Biton, B. Coleman, and D. Swigon, “On bifurcations of equilibria of intrinsically curved, electrically charged, rod-like structures that model dna molecules
in solution,” Journal of Elasticity, vol. 87, no. 2, pp. 187–210, 2007.
[21] M. Raugh, Some geometry problems suggested by the shapes of tendrils. Dept.
of Mathematics, 1979.
[22] J. Keller, “Tendril shape and lichen growth,” Lect. Math. Life Sci, vol. 30, pp.
257–274, 1980.
[23] W. Silk, “On the curving and twining of stems,” Environmental and Experimental Botany, vol. 29, no. 1, pp. 95–109, 1989.
[24] J. Thwaites, “10—the mechanics of friction-twisting,” Journal of the Textile
Institute, vol. 61, no. 3, pp. 116–138, 1970.
[25] E. Zajac, “Stability of two planar loop elasticas,” Journal of Applied Mechanics,
vol. 29, p. 136, 1962.
[26] T. Yabuta, “Submarine cable kink analysis,” Bulletin of JSME, vol. 27, no. 231,
pp. 1821–1828, 1984.
[27] J. Coyne, “Analysis of the formation and elimination of loops in twisted cable,”
IEEE Journal of Oceanic Engineering, vol. 15, no. 2, pp. 72–83, 1990.
214
[28] K. Newman and D. Newburn, “Coiled-tubing-life modeling,” in SPE Annual
Technical Conference and Exhibition, 1991.
[29] B. Audoly and Y. Pomeau, Elasticity and geometry: from hair curls to the
non-linear response of shells. Oxford University Press Oxford and New York,
2010.
[30] F. Liu and N. Center, Kink formation and rotational response of single and
multistrand electromechanical cables. Defense Technical Information Center,
1975.
[31] D. Swigon, “Configurations with self-contact in the theory of the elastic rod
model for dna,” Ph.D. dissertation, Rutgers University, 1999.
[32] N. Clauvelin, B. Audoly, and S. Neukirch, “Elasticity and electrostatics of plectonemic dna,” Biophysical Journal, vol. 96, no. 9, pp. 3716–3723, 2009.
[33] A. Balaeff, L. Mahadevan, and K. Schulten, “Modeling dna loops using the
theory of elasticity,” Physical Review E, vol. 73, no. 3, p. 031919, 2006.
[34] B. D. Coleman and D. Swigon, “Theory of self–contact in kirchhoff rods with
applications to supercoiling of knotted and unknotted dna plasmids,” Philosophical Transactions of the Royal Society of London. Series A: Mathematical,
Physical and Engineering Sciences, vol. 362, no. 1820, pp. 1281–1299, 2004.
[35] S. Goyal, “A dynamic rod model to simulate mechanics of cables and dna,”
Ph.D. dissertation, The University of Michigan, 2006.
[36] ABB, “The norned hvdc transmission link,” Brochure, 2013.
[37] J. Samuel and S. Sinha, “Tops and writhing dna,” Journal of Statistical Physics,
vol. 143, no. 2, pp. 399–412, 2011.
[38] Y. Shi and J. Hearst, “The kirchhoff elastic rod, the nonlinear schrödinger
equation, and dna supercoiling,” The Journal of Chemical Physics, vol. 101, p.
5186, 1994.
[39] D. L. Nelson, A. L. Lehninger, and M. M. Cox, Lehninger principles of biochemistry. Macmillan, 2008.
[40] D. A. Koster, V. Croquette, C. Dekker, S. Shuman, and N. H. Dekker, “Friction
and torque govern the relaxation of dna supercoils by eukaryotic topoisomerase
ib,” Nature, vol. 434, no. 7033, pp. 671–674, 2005.
[41] A. Revyakin, R. H. Ebright, and T. R. Strick, “Promoter unwinding and promoter clearance by rna polymerase: detection by single-molecule dna nanomanipulation,” Proceedings of the National Academy of Sciences of the United
States of America, vol. 101, no. 14, pp. 4776–4780, 2004.
215
[42] G. Van der Heijden, S. Neukirch, V. Goss, and J. Thompson, “Instability and
self-contact phenomena in the writhing of clamped rods,” International Journal
of Mechanical Sciences, vol. 45, no. 1, pp. 161–196, 2003.
[43] S. Neukirch, G. Van Der Heijden, and J. Thompson, “Writhing instabilities
of twisted rods: from infinite to finite length,” Journal of the Mechanics and
Physics of Solids, vol. 50, no. 6, pp. 1175–1191, 2002.
[44] A. Champneys, G. Van der Heijden, and J. Thompson, “Spatially complex localization after one-twist-per-wave equilibria in twisted circular rods with initial
curvature,” Philosophical Transactions of the Royal Society of London, Series
A, vol. 355, no. 1732, pp. 2151–2174, 1997.
[45] T. McMillen, A. Goriely et al., “Tendril perversion in intrinsically curved rods,”
Journal of Nonlinear Science, vol. 12, no. 3, pp. 241–281, 2002.
[46] S. S. Antman, Nonlinear problems of elasticity. Springer, 2005, vol. 107.
[47] G. Van der Heijden and J. Thompson, “Helical and localised buckling in twisted
rods: a unified analysis of the symmetric case,” Nonlinear Dynamics, vol. 21,
no. 1, pp. 71–99, 2000.
[48] J.-C. Van der Meer, The hamiltonian Hopf bifurcation. Springer, 1985.
[49] G. Iooss and M. Peroueme, “Perturbed homoclinic solutions in reversible 1:1
resonance vector fields,” Journal of Differential Equations, vol. 102, no. 1, pp.
62–88, 1993.
[50] J. Thompson and A. Champneys, “From helix to localized writhing in the
torsional post-buckling of elastic rods,” Proceedings Of The Royal Society Of
London Series A-Mathematical Physical and Engineering Sciences, vol. 452, no.
1944, pp. 117–138, 1996.
[51] S. S. Antman and K. B. Jordan, “5.—qualitative aspects of the spatial deformation of non-linearly elastic rods.” Proceedings of the Royal Society of Edinburgh:
Section A Mathematics, vol. 73, pp. 85–105, 1975.
[52] A. Champneys and J. Thompson, “A multiplicity of localized buckling modes
for twisted rod equations,” Proceedings of the Royal Society of London. Series
A: Mathematical, Physical and Engineering Sciences, vol. 452, no. 1954, pp.
2467–2491, 1996.
[53] A. Greenhill, “On the strength of shafting when exposed both to torsion and
to end thrust,” Proceedings of the Institution of Mechanical Engineers, vol. 34,
no. 1, pp. 182–225, 1883.
[54] J. H. Maddocks, “Stability of nonlinearly elastic rods,” Archive for Rational
Mechanics and Analysis, vol. 85, no. 4, pp. 311–354, 1984.
216
[55] M. Born, Untersuchungen über die stabilität der elastischen Linie in Ebene und
Raum: Unter verschiedenen Grenzbedingungen. Dieterich, 1906.
[56] V. Goss, G. van der Heijden, J. Thompson, and S. Neukirch, “Experiments
on snap buckling, hysteresis and loop formation in twisted rods,” Experimental
Mechanics, vol. 45, no. 2, pp. 101–111, 2005.
[57] Y. Miyazaki and K. Kondo, “Analytical solution of spatial elastica and its
application to kinking problem,” International Journal of Solids and Structures,
vol. 34, no. 27, pp. 3619–3636, 1997.
[58] K. Kovari, “Räumliche verzweigungsprobleme des dünnen elastischen stabes
mit endlichen verformungen,” Archive of Applied Mechanics, vol. 37, no. 6, pp.
393–416, 1969.
[59] O. Gonzalez and J. H. Maddocks, “Global curvature, thickness, and the ideal
shapes of knots,” Proceedings of the National Academy of Sciences, vol. 96,
no. 9, pp. 4769–4773, 1999.
[60] A. Goriely and M. Tabor, “New amplitude equations for thin elastic rods,”
Physical Review Letters, vol. 77, no. 17, pp. 3537–3540, 1996.
[61] ——, “Nonlinear dynamics of filaments i. dynamical instabilities,” Physica D:
Nonlinear Phenomena, vol. 105, no. 1, pp. 20–44, 1997.
[62] ——, “Nonlinear dynamics of filaments ii. nonlinear analysis,” Physica D: Nonlinear Phenomena, vol. 105, no. 1, pp. 45–61, 1997.
[63] ——, “Nonlinear dynamics of filaments. iv spontaneous looping of twisted elastic rods,” Proceedings of the Royal Society of London, Series A: Mathematical,
Physical and Engineering Sciences, vol. 454, no. 1980, pp. 3183–3202, 1998.
[64] ——, “Nonlinear dynamics of filaments. iii. instabilities of helical rods,” Proceedings of the Royal Society of London, Series A: Mathematical, Physical and
Engineering Sciences, vol. 453, no. 1967, pp. 2583–2601, 1997.
[65] N. Chouaieb, A. Goriely, and J. Maddocks, “Helices,” Proceedings of the National Academy of Sciences, vol. 103, no. 25, pp. 9398–9403, 2006.
[66] N. Chouaieb and J. Maddocks, “Kirchhoff’s problem of helical equilibria of
uniform rods,” Journal of Elasticity, vol. 77, no. 3, pp. 221–247, 2004.
[67] N. Chouaı̈eb, “Kirchhoff’s problem of helical solutions of uniform rods and
their stability properties,” Ph.D. dissertation, École Polytechnique Fédérale de
Lausanne, 2003.
[68] B. Buffoni, A. Champneys, and J. Toland, “Bifurcation and coalescence of a
plethora of homoclinic orbits for a hamiltonian system,” Journal of Dynamics
and Differential Equations, vol. 8, no. 2, pp. 221–279, 1996.
217
[69] G. Brusco, P. Lewis, and M. Williams, “Drilling straight down,” Oilfield Review,
vol. 16, no. 3, pp. 14–17, 2004.
[70] L. Perneder and E. Detournay, “Anomalous behaviors of a propagating borehole,” in SPE Deepwater Drilling and Completions Conference, 2012.
[71] B. Bennetzen, J. Fuller, E. Isevcan, T. Krepp, R. Meehan, N. Mohammed, J.F. Poupeau, and K. Sonowal, “Extended-reach wells,” Oilfield Review, vol. 22,
no. 3, pp. 4–15, 2010.
[72] [Online]. Available: http://www.glossary.oilfield.slb.com/
[73] B. Hughes, “Rig count overview and summary count,” November 2013.
[74] A. Lubinski, “A study of the buckling of rotary drilling strings,” Drilling and
Production Practice, pp. 178–214, 1950.
[75] P. Paslay and D. Bogy, “The stability of a circular rod laterally constrained to
be in contact with an inclined circular cylinder,” Journal of Applied Mechanics,
vol. 31, pp. 605–610, 1964.
[76] R. Dawson and P. Paslay, “Drill pipe buckling in inclined holes,” Journal of
Petroleum Technology, vol. 36, no. 10, pp. 1734–1738, 1984.
[77] S. Miska, W. Qiu, L. Volk, and J. Cunha, “An improved analysis of axial force
along coiled tubing in inclined/horizontal wellbores,” in International Conference on Horizontal Well Technology, 1996.
[78] W. Qiu, “Prediction of contact force for drill pipe/coiled tubing,” in SPE Eastern Regional Meeting, 1998.
[79] A. Lubinski and W. Althouse, “Helical buckling of tubing sealed in packers,”
Journal of Petroleum Technology, vol. 14, no. 6, pp. 655–670, 1962.
[80] J. Cheatham Jr, “Helical postbuckling configuration of a weightless column
under the action of m axial load,” Old SPE Journal, vol. 24, no. 4, pp. 467–472,
1984.
[81] Y. Chen, Y. Lin, and J. Cheatham, “Tubing and casing buckling in horizontal wells (includes associated papers 21257 and 21308),” Journal of Petroleum
Technology, vol. 42, no. 2, pp. 140–141, 1990.
[82] G. Deli, F. Liu, and B. Xu, “An analysis of helical buckling of long tubulars in
horizontal wells,” in SPE International Oil and Gas Conference and Exhibition
in China, 1998.
[83] J. Wu and H. Juvkam-Wold, “Study of helical buckling of pipes in horizontal
wells,” in SPE Production Operations Symposium, 1993.
218
[84] S. Miska and J. Cunha, “An analysis of helical buckling of tubulars subjected to
axial and torsional loading in inclined wellbores,” in SPE Production Operations
Symposium, 1995.
[85] J.-S. Chen and H.-C. Li, “On an elastic rod inside a slender tube under end
twisting moment,” Journal of Applied Mechanics, vol. 78, no. 4, 2011.
[86] R. Mitchell, “Simple frictional analysis of helical buckling of tubing,” SPE
Drilling Engineering, vol. 1, no. 6, pp. 457–465, 1986.
[87] G. Gao and S. Miska, “Effects of boundary conditions and friction on static
buckling of pipe in a horizontal well,” SPE Journal, vol. 14, no. 4, pp. 782–796,
2009.
[88] ——, “Effects of friction on post-buckling behavior and axial load transfer in a
horizontal well,” SPE Journal, vol. 15, no. 4, pp. 1104–1118, 2010.
[89] R. McCann and P. Suryanarayana, “Experimental study of curvature and frictional effects on buckling,” in Offshore Technology Conference, 1994.
[90] P. Suryanarayana and R. McCann, “Experimental study of buckling and postbuckling of laterally constrained rods: Part 1—frictional effects,” in Presentation given at the ASME Energy-Source Technology Conference and Exhibition,
New Orleans, 1994, pp. 23–27.
[91] X. He and A. Kyllingstad, “Helical buckling and lock-up conditions for coiled
tubing in curved wells,” SPE Drilling & Completion, vol. 10, no. 1, pp. 10–15,
1995.
[92] J. Wu and H. C. JuvkamWold, “The effect of wellbore curvature on tubular
buckling and lockup,” Journal of Energy Resources Technology-Transactions of
The ASME, vol. 117, no. 3, pp. 214–218, 1995.
[93] E. Kuru, A. Martinez, S. Miska, and W. Qiu, “The buckling behavior of pipes
and its influence on the axial force transfer in directional wells,” in SPE/IADC
Drilling Conference, 1999.
[94] J.-S. Chen and C.-W. Li, “Planar elastica inside a curved tube with clearance,”
International Journal of Solids and Structures, vol. 44, no. 18, pp. 6173–6186,
2007.
[95] P. Pastusek and V. Brackin, “A model for borehole oscillations,” SPE Paper
84448, 2003.
[96] V. Denoël and E. Detournay, “Eulerian formulation of constrained elastica,”
International Journal of Solids and Structures, vol. 48, no. 3, pp. 625–636,
2011.
219
[97] ——, “The problem of a drillstring inside a curved borehole: a perturbed eulerian approach,” in First International Colloquium on Non-Linear Dynamics of
Deep Drilling Systems, Liëge, Belgium, 2009, pp. 89–95.
[98] G. Gao and S. Miska, “Dynamic buckling and snaking motion of rotating drilling
pipe in a horizontal well,” SPE Journal, vol. 15, no. 3, pp. 867–877, 2010.
[99] A. Acock, T. ORourke, D. Shirmboh, J. Alexander, G. Andersen, T. Kaneko,
A. Venkitaraman, J. López-de Cárdenas, M. Nishi, M. Numasawa et al., “Practical approaches to sand management,” Oilfield Review, Spring, pp. 10–27, 2004.
[100] A. Afghoul, S. Amaravadi, A. Boumali, J. Calmeto, J. Lima, J. Lovell, S. Tinkham, K. Zemlak, and T. Staal, “Coiled tubing: the next generation,” Oilfield
Review, vol. 6, no. 4, pp. 9–23, 1994.
[101] I. McCourt, T. Truslove, and J. Kubie, “On the penetration of tubular drill pipes
in horizontal oil wells,” Proceedings of the Institution of Mechanical Engineers,
Part C: Journal of Mechanical Engineering Science, vol. 218, no. 9, pp. 1063–
1081, 2004.
[102] W. van Adrichem and K. Newman, “Validation of coiled-tubing penetration
predictions in horizontal wells,” Journal of Petroleum Technology, vol. 45, no. 2,
pp. 155–159, 1993.
[103] K. Bhalla, “Implementing residual bend in a tubing forces model,” in SPE
Annual Technical Conference and Exhibition, 1994.
[104] M. Al-dhufairi, S. Al-Ghamdi, J. Noya, K. Al-Aradi, S. AlSarakbi, A. Aldossary, E. Krueger, and N. Moore, “Expanding the envelope of coiledtubing (ct) reach for stimulation of ultradeep openhole horizontal wells,” in
SPE/ICoTA Coiled Tubing and Well Intervention Conference and Exhibition,
2010.
[105] ——, “Merging tapered in coiled tubing (ct) and well tractor technologies to
effectively stimulate extended reach open hole horizontal wells,” in SPE/ICoTA
Coiled Tubing and Well Intervention Conference and Exhibition, 2010.
[106] I. McCourt, T. Truslove, and J. Kubie, “Penetration of tubulars into horizontal oil wells,” Proceedings of the Institution of Mechanical Engineers, Part C:
Journal of Mechanical Engineering Science, vol. 216, no. 12, pp. 1237–1245,
2002.
[107] I. McCourt and J. Kubie, “Limits on the penetration of coiled tubing in horizontal oil wells: effect of the pipe geometry,” Proceedings of the Institution of
Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, vol.
219, no. 11, p. 1191, 2005.
220
[108] A. Zheng and A. Sarmad, “The penetration of coiled tubing with residual bend
in extended-reach wells,” in SPE Annual Technical Conference and Exhibition,
2005.
[109] A. Lazarus, J. Miller, and P. Reis, “Continuation of equilibria and stability
of slender elastic rods using an asymptotic numerical method,” Journal of the
Mechanics and Physics of Solids, vol. 61, no. 8, p. 1712, August 2013.
[110] A. Lazarus, J. Miller, M. Metlitz, and P. Reis, “Contorting a heavy and naturally curved elastic rod,” Soft Matter, vol. 9, no. 34, pp. 8274–8281, September
2013.
[111] (2005). [Online]. Available: http://www.8020.net
[112] B. Cochelin, “A path-following technique via an asymptotic-numerical method,”
Computers & Structures, vol. 53, no. 5, pp. 1181–1192, 1994.
[113] S. Karkar, R. Arquier, A. Lazarus, O. Thomas, C. Vergez, and B. Cochelin, “Manlab: An interactive path-following and bifurcation analysis software,”
2010.
[114] E. J. Doedel, “Auto: A program for the automatic bifurcation analysis of autonomous systems,” Congress Numerantium, vol. 30, pp. 265–284, 1981.
[115] D. C. Lay, “Linear algebra and its applications,” Addison Wesesley,, 2003.
[116] S. Hastings and J. McLeod, “A boundary value problem associated with the
second painlevé transcendent and the korteweg-de vries equation,” Archive for
Rational Mechanics and Analysis, vol. 73, no. 1, pp. 31–51, 1980.
[117] N. Devices and Components, “Nitinol se 508 wire,” Material Data Sheet, February 2002.
[118] W. S. Rasband, ImageJ, US National Institutes of Health, Bethesda, Maryland,
USA, 1997.
[119] E. Kausel, “Advanced structural dynamics (mechanical vibration),” Fall 2010,
lecture notes, MIT.
[120] MDrive Linear Actuator, Rev. 080912 ed., Schneider Electric Motion USA,
2012.
[121] Futek, “Futek model lrm200 (l2358),” Specification Sheet, 2013.
[122] J. Pabon, N. Wicks, Y. Chang, and R. Harmer, “Modeling transient vibrations
while drilling using a finite rigid body approach,” Non-linear Dynamics of Deep
Drilling Systems, p. 83, 2009.
[123] J. Pabon, N. Wicks, Y. Chang, C. Chapman, and V. Singh, “Modeling the
transient behavior of bha/drill string while drilling,” Patent, September 2011.
221
[124] R. J. Roark and W. C. Young, Formulas for stress and strain.
1975.
McGraw-Hill,
[125] M. A. Crisfield, Nonlinear finite element analysis of solids and structures. Volume 1: Essentials. Wiley, New York, NY (United States), 1991.
[126] N. A. Corp., “Non-motorized linear air bearing slides: Rab series,” Data Sheet,
2013.
[127] [Online]. Available: http://www.thingiverse.com/thing:964
[128] I. Intelligent Motion Systems, MDrive 14 Plus Motion Control Integrated Motor
and Driver, 011909th ed., Schneider Electric, January 2009.
[129] J. Gere, Mechanics of Materials, 6th ed. Cengage Learning, 2006.
[130] A. C. Palmer and R. A. King, Subsea Pipeline Engineering. PennWell Books,
2008.
[131] R. Lagrange and D. Averbuch, “Solution methods for the growth of a repeating
imperfection in the line of a strut on a nonlinear foundation,” International
Journal of Mechanical Sciences, 2012.
[132] W. Qiu, S. Miska, and L. Volk, “Effect of coiled tubing (ct) initial configuration
on buckling/bending behavior in straight deviated wells,” in Latin American
and Caribbean Petroleum Engineering Conference, 1997.
[133] T. M. Shop, “Mini smartshaker with integrated power amplifier,” Data Sheet,
2010.
[134] PCB, “Model number 353b34 accelerometer, icp (spec. number 353-2340-80),”
Specification Sheet, July 2007.
[135] ——, “Model number 353b32 accelerometer, icp (spec. number 353-2320-80),”
Data Sheet, July 2007.
[136] B and K. Precision, “Dds function generators: Models 4007b and 4013b,” Data
Sheet, 2012.
[137] PCB, “Model number 482c05 four-channel, icp sensor signal conditioner (spec.
number: 35061),” Data Sheet, February 2013.
[138] E. Fermi, “On the origin of the cosmic radiation,” Physical Review, vol. 75, pp.
1169–1174, Apr 1949.
[139] S. McNamara and W. Young, “Inelastic collapse in two dimensions,” Physical
Review E, vol. 50, no. 1, p. R28, 1994.
[140] T. Gilet and J. W. Bush, “Chaotic bouncing of a droplet on a soap film,”
Physical Review Letters, vol. 102, no. 1, p. 014501, 2009.
222
[141] R. Everson, “Chaotic dynamics of a bouncing ball,” Physica D: Nonlinear Phenomena, vol. 19, no. 3, pp. 355–383, 1986.
[142] A. Mehta and J. Luck, “Novel temporal behavior of a nonlinear dynamical system: The completely inelastic bouncing ball,” Physical Review Letters, vol. 65,
no. 4, p. 393, 1990.
[143] J. Luck and A. Mehta, “Bouncing ball with a finite restitution: chattering,
locking, and chaos,” Physical Review E, vol. 48, no. 5, p. 3988, 1993.
[144] T. Gilet, N. Vandewalle, and S. Dorbolo, “Completely inelastic ball,” Physical
Review E, vol. 79, no. 5, p. 055201, 2009.
[145] D. Vella, A. Boudaoud, and M. Adda-Bedia, “Statics and inertial dynamics of
a ruck in a rug,” Physical Review Letters, vol. 103, no. 17, p. 174301, 2009.
[146] J. M. Kolinski, P. Aussillous, and L. Mahadevan, “Shape and motion of a ruck
in a rug,” Physical Review Letters, vol. 103, no. 17, p. 174302, 2009.
[147] N. Adami, A. Delbos, B. Roman, J. Bico, and H. Caps, “Elasto-capillary collapse of floating structures-non-linear response of elastic structures under capillary forces,” arXiv preprint arXiv:1310.0329, 2013.
223