Engineered Lubricant System for Powder Metallurgy
advertisement

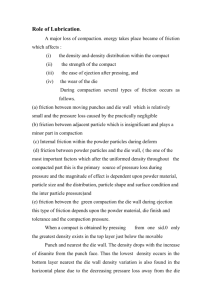
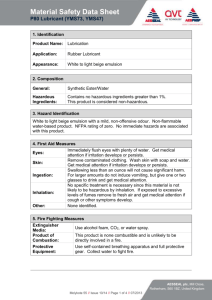
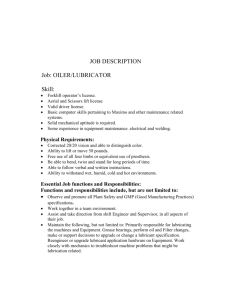
Engineered Lubricant System for Demanding Applications Peter Sokolowski and Chris Schade Hoeganaes Corporation Cinnaminson, NJ 08077 Abstract Over the years, admixed lubricants used in Powder Metallurgy (PM) have been effective at meeting the needs of the industry to manufacture traditional PM parts. With increasing demand to improve upon part tolerances, surface finish, density, weight consistency, and reduced environmental impact; the conventional lubricants have been pushed to their physical limitations. Currently, there is no single lubricant used in large scale PM production that satisfies every need of the market. In an effort to provide the PM industry solutions, Ancorlube has been developed as an engineered lubricant system that can be tailored to meet multiple criteria for robust part manufacturing. Laboratory data on compressibility and ejection characteristics is presented using FC-0205 premixes comparing conventional lubricants to Ancorlube. Ancorlube demonstrates comparable ejection characteristics as Kenolube over a range of concentrations and die temperature. To better replicate manufacturing conditions, compaction of a 1 inch diameter spur gear was performed on a production size mechanical press comparing Ancorlube with a Kenolube containing premix using a heated die. The Ancorlube containing mix exhibited slightly better weight consistency than a Kenolube containing mix at a reduced compaction pressure. Introduction Traditional PM lubricants typically consist of metallic stearates, synthetic amide waxes, and composite hybrids of stearates and waxes admixed into premixes at 0.5 – 1.5 mass percent [1-4]. Lubricants have a strong influence on powder behavior such as apparent density and flow and are critical for providing even distribution of forces for uniform green density during compaction. Furthermore, lubricants are necessary to reduce ejection forces to improve tool life and permit production of high precision components with good surface finish. Ideally, a single lubricant would provide these advantages while maintaining high compressibility of the powder, provide excellent green strength of the powder compact, and burn out cleanly during sintering. Currently, there is no single lubricant that can meet all these demands in one package, whereby selection of a lubricant over another could possibly lead to a sacrifice in one property in order to improve another for a specific processing requirement or application need. Consequently, a need exists to develop a lubricant that can better support all the demands needed to enable robust part manufacturing and reduce environmental impact. This paper will focus on comparing traditional admixed lubricants with a recently developed lubricant system, Ancorlube. Laboratory test samples were compacted at room temperature and using a warm die at a temperature of 60 °C. When using lubricants designed for warm die compaction, this approach can effectively lower the necessary ejection forces and increase the achieveable green density, often resulting in improved properties overall [5]. All lubricants in this study were added to premixes at levels of 0.4%, 0.6%, and 0.8% by mass, showing the advantages and disadvantages of each lubricant in a common PM FC-0205 premix. Experimental Procedure Laboratory premixes of similar composition were prepared for this study using commercially available Ancorsteel 1000B base iron powder from Hoeganaes Corporation. All four premixes contained 2.0 mass % Royal Cu 155 powder, 0.6 mass % Asbury type 3203H graphite, and 0.4, 0.6, or 0.8 mass % lubricant content. The nominal compositions for each premix are shown in Table 1. Commonly used lubricants, Acrawax C and Kenolube, were used as a reference for evaluation against Ancorlube from Hoeganaes. Table 1: Nominal compositions and identifications of lubricants studied (mass %). Acrawax C Kenolube Ancorlube Base Iron Balance Balance Balance Cu Graphite Lubricant 2.0 0.60 0.4, 0.6, or 0.8 2.0 0.60 0.4, 0.6, or 0.8 2.0 0.60 0.4, 0.6, or 0.8 All laboratory procedures were carried out in accordance with the appropriate MPIF standards [6]. The green density and ejection characteristics were observed on rectangular bars with 32 x 12.7 x 12.7 mm dimensions according to MPIF Standard 15. Using a hydraulic compaction press, the initial ejection pressure (strip) and pressure applied as the bar is exiting the die (slide) was measured over time. Green density and ejection data were evaluated using compaction pressures of 414, 552, and 690MPa (30, 40, and 50 Tsi) at room temperature and a heated die at 60 °C (140 ° F). The burn-out characteristics of each of the lubricants was characterized through the use of a weight loss evaluation. The weight loss of each lubricant was measured using thermogravimetric analysis (TGA) on a Netzsch STA 449 C. The total weight loss was measured in air over a temperature range from room temperature to 800 °C in order to simulate lubricant burn-out during sintering. Results The compressibility curves for test bars pressed at room temperature and 60 °C are shown in Figure 1. At room temperature compaction, Acrawax and Kenolube provided similar compressibility of the premix over the range of lubricant content. Ancorlube was found to have lower overall compressibility under these conditions, though only by 0.05g/cm3 less at the highest lubricant content evaluated. At 60 °C die temperature, all premixes showed an increase in compressibility, by +0.05g/cm3, compared with compaction at room temperature. At lubricant levels between 0.4 – 0.8wt%, the difference in compressibility between lubricants are small, however, Ancorlube displays a marginally lower compressibility at higher compaction tonnages. Room temp 0.4% lubricant 60 °C Die 0.4% lubricant Room temp 0.6% lubricant 60 °C Die 0.6% lubricant Room temp 0.8% lubricant 60 °C Die 0.8% lubricant Figure 1: Compressibility at room temperature and heated die at 60 ° C at levels of 0.4%, 0.6%, and 0.8% lubricant content. Figure 2 illustrates the green strength for each premix based on lubricant type, content, and compaction temperature. At room temperature, Ancorlube was found to provide equivalent green strength as Kenolube. Acrawax containing premixes exhibited the lowest green strength at room temperature over the range of lubricant content evaluated. Using a heated die, Kenolube and Ancorlube exhibited similar green strength behavior. As the amount of lubricant is increased from 0.4 to 0.8%, the green strength improves slightly at lower green densities for Ancorlube and Kenolube. Conversely, Acrawax shows a decline in green strength at increased levels and warm compaction. A downside of increasing lubricant content is effectively reducing the pore free density (PFD); this generally results in reduced green strength as the material system approaches and exceeds 98% of the PFD. This is evident as the green strength plateaus and starts to decline around a green density of 7.25 g/cm3 with a lubricant content of 0.8%. Room temp 0.4% lubricant 60 °C Die 0.4% lubricant Room temp 0.6% lubricant 60 °C Die 0.6% lubricant Room temp 0.8% lubricant 60 °C Die 0.8% lubricant Figure 2: Green strength vs. green density at room temperature and 60 °C; 0.4 wt% 0.6 wt%, and 0.8 wt% lubricant content. The ejection characteristics at room temperature compaction conditions for each premix can be seen in Figure 3. For both the strip and slide pressures, Acrawax typically demonstrated the highest ejection forces, requiring ~3,000 – 4,500 Psi to initiate movement and 2,000 – 3,500 Psi to slide the bar out of the die. Kenolube and Ancorlube displayed similar ejection behavior, requiring ~ 2,800 – 3,500 Psi to start ejection and 1,200 – 2,000 Psi to fully extract the bar. There does appear to be a point of diminishing return with regards to the amount of lubricant and a subsequent reduction in ejection forces as there is only a marginal drop in forces going from 0.6 to 0.8% lubricant content. This observation is relative to part size, fill depth, and therefore distance the part must travel to be removed from the die. Larger and/or taller parts generally require a greater amount of lubricant content to sufficiently compact and eject without scoring the part or die surface. Room temp 0.4% lubricant Room temp 0.4% lubricant Room temp 0.6% lubricant Room temp 0.6% lubricant Room temp 0.8% lubricant Room temp 0.8% lubricant Figure 3: Ejection characteristics over a range of compaction pressures at room temperature. The ejection characteristics at 60 °C compaction conditions for each premix are provided in Figure 4. As with room temperature compaction, strip and slide pressures for an Acrawax containing premix typically demonstrated the highest ejection forces. Acrawax required a pressure of about ~3,500 – 7,000 Psi to initiate movement based on lubricant content and compaction pressure and 2,000 – 3,500 Psi to slide the bar out of the die. Kenolube and Ancorlube displayed lower ejection behavior as before, requiring ~ 3,000 – 5,000 Psi to start ejection and 1,000 – 2,500 Psi to fully extract the bar. 60 °C Die 0.4% lubricant 60 °C Die 0.4% lubricant 60 °C Die 0.6% lubricant 60 °C Die 0.6% lubricant 60 °C Die 0.8% lubricant 60 °C Die 0.8% lubricant Figure 4: Ejection characteristics over a range of compaction pressures and 60 °C die temperature. Production Press Trial A production trial was performed in order to compare the weight consistency of a premix with 0.75% Ancorlube to that of 0.75% Kenolube using a Dorst TPA 140 mechanical press. The part compacted was a 1-inch spur gear having 16 teeth and a 3/8 inch core rod diameter, Figure 5. Approximately 300 gears were compacted to a density of 7.0g/cm3 with a heated die at 63 °C (145 ± 3 °F). During the compaction run, all parts were collected and weighed to determine weight consistency, which is a reflection on the flow and fill behavior of the premix into the die cavity. Figure 6 illustrates the trends in weight for both premixes with the statistical results listed in Table 2. The results of the trial indicate that the Ancorlube containing premix compared favorably with that of a Kenolube containing premix. Spur gear production utilizing Ancorlube demonstrated a low standard deviation (± 0.1 g) with a reduced compaction pressure (579 MPa) compared with Kenolube containing parts (620MPa). This finding is somewhat contrary to results found during lab scale tests, as reported in Figure 1, where Ancorlube exhibited slightly lower compressibility under like compaction conditions. Additionally, the surface finish of the gears was found to be similar between the two different premixes. Table 2 Production Trial Kenolube Average Weight (g) 77.25 Standard Deviation (g) 0.12 Range (g) 0.64 0.89 6σ Compaction Pressure (MPa) 620 Ancorlube 77.23 0.10 0.59 0.77 579 Figure 5: Spur Gear A B Figure 6: Spur gear weight measurements based on a premix containing (A) Kenolube (B) Ancorlube. Burn-out Study The burn-out characteristics were evaluated using TGA, where weight loss of the lubricant is measured vs. temperature over a range of 100 to 800 °C, Figure 7. As seen in the figure, Acrawax and Ancorlube burn out more completely at lower temperatures in the heating cycle. Approximately 0% of the lubricant remains after the temperature exceeds 600 °C. This means that 100% of the lubricant was vaporized and is no longer present. Meanwhile, Kenolube and zinc stearate begin to burn off between 400 and 500 °C, but level out at about 600 °C and reach a minimum value of remaining lubricant between 5 and 15%. This means that after reaching a temperature equivalent to that seen in the de-lubrication zone of a sintering furnace, approximately 5% Kenolube and 15% zinc stearate remains. This portion of the lubricant is left behind in the form of soot on the sample surface. The implication of residual lubricant can potentially lead to issues with sinter quality, dimensional change, quality inspection systems, and the aesthetics of the component in general. Figure 7: Thermogravimetric Analysis of select lubricants, heated from room temperature to 800 °C in flowing air. [7] To further evaluate the lubricant burn out behavior, cylinders were compacted having a diameter of 1.75 inch (4.5 cm) and weighing 400 grams from a FC-0208 premix with either Ancorlube or Kenolube as the lubricant at 0.75%. The cylinders were sintered at 1120 °C (2050 °F) in an 90% Nitrogen + 10% Hydrogen atmosphere using a ceramic belt sintering furnace with a total gas flow of 900 scfm. The surface appearance was documented in Figure 8, where the Kenolube containing sample exhibited some surface sooting and the Ancorlube sample surface was found to be clean. Figure 8: Cylinders with a diameter of 1.75 inch (4.5 cm) weighing 400g; sintered at 1120 °C using 90%N 2 +10%H 2 atmosphere: (left) Kenolube containing FC-0208 premix; (right) Ancorlube containing FC-0208 premix. Conclusions Traditional PM lubricants are typically unable to satisfy every requirement now being requested by part manufacturers. In an effort to meet these demands, Ancorlube has been developed with a focus on good lubricity over a range of compaction temperatures and excellent burn out characteristics. Serial production of a spur gear with Ancorlube revealed promising weight consistency with a low variation and at a reduced compaction pressure when compared with an equivalent premix containing Kenolube. Acknowledgements The authors would like to thank Ryan Hendrickson and Jon Baumgartner for their contributions to this work. References 1. D. Saha and D. Apelian, “Control Strategy for the De-lubrication of P/M Compacts”, International Journal of Powder Metallurgy, Vol. 38, No. 3, pp. 71-79, 2002. 2. H. Rodrigues, S. Madill, M. Folliard, T. Liu, “Optimizing Compacting Lubricant Selection – A Comparison Study of Various Commercially Available Lubricants”, Proceedings of the 2008 World Congress on Powder Metallurgy & Particulate Materials, Washington, D.C., June 8–12, 2008. 3. S. St-Laurent, Y. Thomas, L. Azzi, “High Performance Lubricants for Demanding PM Applications”, Advances in Powder Metallurgy and Particulate Materials, Vol. 1, Part 3, pp. 1-13, 2006. 4. V. Paris, S. St-Laurent, Y. Thomas, “ Key Advantages of High Performance Lubricants for the Manufacturing of Powder Metallurgy Parts,” Proceedings of the 2014 International Conference on Powder Metallurgy & Particulate Materials, Orlando, Florida, May 18-22 2014. 5. F. Hanejko, “Single Press/Single Sinter Solutions to High Density”, Powder Metallurgy, Vol. 53, No. 2, pp. 100-103, 2010. 6. Standard Test Methods for Metal Powders and Powder Metallurgy Products, published by MPIF, 2012. 7. C. Schade, P. Sokolowski, K. McQuaig, “Improved Lubricant System for Enhanced Premix Performance”, EuroPM 2013, Gothenburg, Sweden, European Powder Metallurgy Association.