Market Acceptance of AncorMax 225 Continues to Grow Hoeganaes Corporation’s AncorTech family of products focuses on meeting market needs. The AncorMax 225 system is becoming popular among customers who desire high density parts. The
advertisement

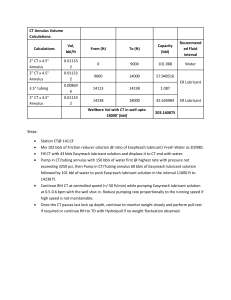
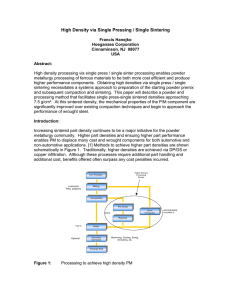
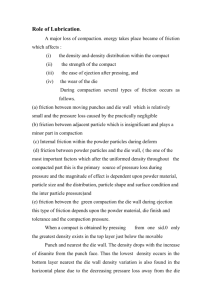
Market Acceptance of AncorMax 225 Continues to Grow Hoeganaes Corporation’s AncorTech family of products focuses on meeting market needs. The AncorMax 225 system is becoming popular among customers who desire high density parts. The material is currently used at more than 20 of our customers for applications worldwide. Why is the product adoption growing rapidly? As the applications for PM structural parts become increasingly more demanding, there is a need for parts with higher strength, hardness, and ductility. The most effective way to satisfy customer needs and achieve improvements in all of these areas simultaneously is to raise the density of the compacted parts. Because of the desire for higher and higher densities, it is the responsibility of both the parts maker and powder producer to develop ways to improve density across the board for an array of material compositions. This was done at Hoeganaes Corporation using an advanced lubricant and binder system called AncorMax 225. In order to achieve high density parts, it is vital to reduce the total amount of lubricant in the powder premix, as lubricants have a significantly detrimental effect on the maximum green density that can be attained during compaction. This value of the maximum green density achieved if all porosity was removed is known as the pore free density (PFD). While lubricants are necessary for protecting parts and tooling during the forming and ejection, for each 0.1% lubricant added to a premix, there is a 0.05 g/cm3 loss in PFD. The graph below shows the effect of both graphite and lubricant content in a premix on achieving 98% of the PFD, which is generally the highest that can be attained during compaction. Thus, to achieve higher green and sintered densities via single press single sinter processing, lower lubricant levels are necessary. The AncorMax 225 system utilizes warm die compaction technology and allows for lubricant levels as low as 0.25%, which allows for green densities in compacted parts up to approximately 7.5 g/cm3. Figure 1: 98% PFD vs. graphite addition for three lubricant levels By raising green and sintered densities, overall strength, hardness and ductility in PM parts can be improved dramatically. Physical properties such as transverse rupture strength, apparent hardness, ultimate tensile strength, and Charpy impact toughness are directly related to part density. Figure 2 shows the elevated green density values that can be achieved in an FLN2‐4405 mix with the AncorMax 225 system compared to another high density system, AncorMax 200, and a standard premix with 0.75% Acrawax. Figure 2: Green density vs. compaction pressure for three lubricant systems In addition to increasing part density and strength, the AncorMax 225 system gives several other advantages including better material flow, improved part‐to‐part consistency, higher green strength, reduced part ejection forces, and lower burn‐off emissions during sintering. By nearly doubling the green strength of a compacted part, this advanced lubricant system allows for easier part handling with less cracking and chipping in the green condition. Meanwhile, the reduction in the ejection forces is extremely beneficial for reducing scoring on the part, die, and punches, while increasing overall tool life. As an added benefit, the lower burn‐off emissions can lead to lower maintenance costs. 35 5000 4500 Green Strength, psi 3500 25 3000 20 2500 15 2000 0.75% Acrawax AncorMax 200 AncorMax 225 1500 1000 10 Green Strength, MPa 30 4000 5 500 0 0 7.00 7.10 7.20 7.30 Green Density, g/cm³ 7.40 7.50 Please use this as a highlight box AncorMax 225 Key Benefits: Increased Green Density Increased Green Strength Improved Dynamic Properties Reduced organic content