SINTER-HARDENING RESPONSE OF LEANER ALLOY SYSTEMS
advertisement

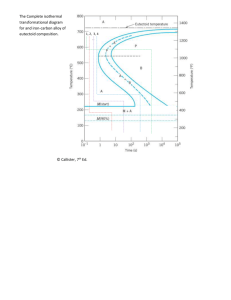
SINTER-HARDENING RESPONSE OF LEANER ALLOY SYSTEMS Bruce Lindsley Hoeganaes Corporation Cinnaminson, NJ 08077, USA ABSTRACT With the recent volatility in raw material prices, powder producers have responded by introducing leaner alloy systems into the marketplace. Examples of these new developments include Ancorsteel® 721 SH and Ancorsteel 4300L. While leaner alloys are cost effective, the reduced alloy content suggests that hardenability will be reduced. It is important to understand how these leaner alloy systems behave under conditions typically found in sintering furnaces. A quantitative study to assess the hardenability of these alloy systems has been undertaken and a comparison made with more traditional Mo-Ni-Cu alloys. Continuous sinter cooling transformation curves are presented along with apparent hardness and metallographic analysis of various phase fractions. INTRODUCTION Sinter hardening refers to the ability to produce predominantly martensitic (hardened) as-sintered compacts. Sinter-hardenable PM steel compositions allow the PM industry to eliminate the time and expense of austenitizing and oil quenching parts. In addition to MPIF alloy designation FLC-4608, several sinter-hardenable prealloy grades were introduced in the 1990’s [1-3]. These compositions contain prealloyed Mo-Ni-Mn(-Cr) to which Cu is admixed. The recent volatility in the cost of these alloying elements forced part makers to re-evaluate the alloying systems that are being used. With a continued desire for improved properties for new applications and the price pressures associated with traditional alloying elements of Mo, Ni and Cu, powder producers have turned to alternative alloying elements such as chromium and manganese and have worked to optimize alloy compositions for current sinter-hardening furnaces. ® Ancorsteel is a registered trademark of Hoeganaes Corporation Ancorsteel 737 SH is one of the most hardenable, prealloyed ferrous PM alloy current available in the marketplace [3], but its high Mo and Ni content have limited its use to applications were maximum hardenability is required. A leaner version of this alloy system was introduced in 2008 as Ancorsteel 721 SH [4], where both Mo and Ni contents were reduced. The addition of chromium to steels greatly improves hardenability, and chromium-containing PM alloys have also been used for sinterhardening [2, 5, 6]. One such alloy, Ancorsteel 4300, was introduced in 2004, utilizing chromium and silicon to enhance the hardenability beyond traditional Mo-Ni steels [6]. With a Mo content of 0.8 wt%, this alloy was subject to similar price pressures as other sinter-hardenable grades. Ancorsteel 4300L was later introduced with a lower Mo content of 0.3 wt% [7], and while it was found that an increase in carbon content could apparently offset the loss in hardenability due to the reduced Mo content, the hardenability of the alloy has not been fully characterized. In this paper, the hardenability of these leaner alloy steels, Ancorsteel 721 SH and 4300L, are examined within the range of cooling rates typically found in production sintering furnaces and compared with PM steels that contain more conventional alloying elements. EXPERIMENTAL PROCEDURE The continuous sinter cooling transformation (CSCT) method is similar to the traditional continuous cooling transformation (CCT) method for determining hardenability utilizing high temperature dilatometry. The method used in this study is similar to that described by Semel and Lindsley [8, 9]. A brief overview of the procedure follows. The composition of the alloys tested is given in Table I. Samples, with a length and width of 11.6 mm and thicknesses of 3.8, 6.4 and 10 mm, were pressed to a green density of 7.0 or 7.1 g/cm3 and sintered in a ceramic belt furnace at 1120 °C (2050 °F) in a 90 vol% nitrogen – 10 vol% hydrogen atmosphere. The 721 SH alloys were at temperature for nominally 15 minutes, whereas the 4300L was at temperature for 30 minutes. These times at temperature correspond to 45 and 85 minutes in the hot zone, respectively. Different densities were tested for the different powders so comparisons with earlier alloys could be made; 4300L was compacted to 7.1 g/cm3 while the 721 SH alloys were compacted to 7.0 g/cm3. The samples were then tempered at 650 °C to soften the alloys and allow a hole to be drilled for a thermocouple in the specimens. Individual samples were then placed in a high temperature dilatometer and heated to 1120 °C and held for 10 minutes. Table I. Typical chemical compositions of the alloys tested (wt%). Reference alloys are listed below. Material Alloy C Mn Si Ni Cr Mo Cu Ancorsteel 721 SH 1 0.80 0.4 0.5 0.9 Ancorsteel 721 SH 2 0.60 0.4 0.5 0.9 1.0 Ancorsteel 721 SH 3 0.78 0.4 0.5 0.9 2.0 Ancorsteel 4300L 4 0.64 0.1 0.6 1.0 1.0 0.3 FL-4800 0.4 1.4 1.2 FL-4600 0.1 1.8 0.5 Ancorsteel 4300 0.1 0.6 1.0 1.0 0.8 FLNC-4408 0.75 0.1 2.0 0.8 1.5 The samples were cooled to 865 °C and held for 5 minutes to stabilize the temperature prior to accelerated cooling. The samples were then cooled at different rates by changes in sample thickness, furnace position and gas flow rate. The gas used in the dilatometer was 90 vol% helium – 10 vol% hydrogen at a flow rate of 1.4 liters/min (3 cfh), except at the highest cooling rates, when flow rates of 37 liters/min (80 cfh) and 28 liters/min (60 cfh) were used during the cooling portion of the experiment. Helium is used in lieu of nitrogen owing to its superior thermal properties. The cooling rate was defined as an average rate between 850 °C and 315 °C. The phase transformation temperature from austenite to the low temperature phase (martensite, bainite, and/or ferrite/cementite) was determined from a plot of temperature vs. dilation. An example of the temperature – dilation plot is shown in Figure 1. In this example, the sample was cooled at 1.4 °C/s and a strong transformation was detected at 446 °C. Above 446 °C, the sample is austenitic. The interpretation of the temperature-dilation plots becomes more complex as multiple phases are present, Figure 2. At a faster cooling rate of 2.1 °C/s, one transformation begins at 459°C, appears to end at 340°C, and another begins at 204 °C. In many cases, the end of transformation is difficult to obtain, so no attempt was made to include finish temperatures on the CCT diagram. 200 Dilation (µm) 150 100 50 446C 0 -50 0 100 200 300 400 500 600 700 800 900 o Temperature ( C) Figure 1. Change in sample length during cooling at 1.4 °C/s of Ancorsteel 721 SH with 0.8% sintered C. 200 Dilation (µm) 150 100 50 459C 0 204C -50 0 100 200 300 400 500 600 700 800 900 Temperature (oC) Figure 2. Change in sample length during cooling at 2.1 °C/s of Ancorsteel 721 SH with 0.8% sintered C. The transformation temperature(s) were correlated with the microstructure of the dilatometer specimens. The samples were sectioned, mounted, polished and etched using standard metallographic techniques. The fraction of different microstructural constituents in the samples (excluding porosity) was quantitatively determined using the point count method. The ferrite + carbide microstructures are often difficult to distinguish between bainite and pearlite, in part due to the fineness of the ferrite/carbide spacing. The microstructural observations were rationalized with the dilatometric results to determine pearlite and bainite morphologies. Apparent hardness of the samples was measured in the center of the cross-sectioned face opposite that used for metallography. RESULTS The chemical compositions of the alloys tested are shown in Table I. The carbon content of each sample was measured after dilatometric testing. The average sintered carbon content is given in the table. Carbon contents were within ±0.03 wt% of that listed. The thinnest samples (3.8 mm) contained the lowest carbon contents in this range due to a small amount of decarburization. The development of the continuous sinter cooling transformation diagram has been described by Semel [8]. The diagram is based on a linear time scale and traces of four cooling profiles are shown along with their average cooling rates. The legend in each figure is as follows: A – austenite, M – martensite, B – bainite, P – pearlite. The solid black lines represent the transformation start temperatures for the various microstructures as measured in the dilatometer. The grey transformation start lines were not detected in the dilatometer and are interpretations based on the microstructures. Ancorsteel 721 SH Hardenability The hardenability of 721 SH was evaluated at three different Cu, C levels. Figure 3 shows the CSCT diagram for Alloy 1, which contains 0.8% sintered C. Two transformations are evident in the diagram. Above 480 °C, the alloy is austenitic (A). As the temperature decreases, a transformation occurred with start temperatures ranging from approximately 450 to 480 °C. Transformations that occur in this temperature range are typically bainitic. Another transformation occurred at temperatures of 250 °C and below with average cooling rates greater than 1.4°C/s. These temperatures are typically associated with martensite. An inserted table in the diagram provides the microstructural and apparent hardness results for the different cooling rates tested. As predicted from the dilatometric results, the microstructure of the alloy consists of varying levels of bainite and martensite. The lack of martensite in the microstructure at cooling rates of 1.4 °C/s and below corresponds with the lack of a measured transformation in the dilatometer at temperatures below 250 °C. The formation of martensite at higher cooling rates causes a measurable increase in the apparent hardness of the samples. The hardness of the 100% bainite samples is at or below 55 HRA (or 90 HRB), while at cooling rates of 1.7 °C/s and higher, the presence of martensite results in hardnesses greater than 60 HRA (20 HRC). The nearly 100% martensite sample has a hardness of 73 HRA (45 HRC). The martensite start temperature was found to increase with increasing cooling rate. This result is consistent with earlier findings [8, 9]. The formation of bainite influences the martensite start temperature. As less bainite forms, the Ms temperature increases until it reaches a maximum temperature associated with 100% martensite formation. The grey line in the diagram that connects the bainite start (Bs) temperature line with the martensite start (Ms) temperature line at 1.7 °C/s separates two regions. To 3 Temperature (C) 721 SH + 0.80 wt% Sintered Carbon at 7.0 g/cm Continuous Sinter Cooling Transformation Diagram 900 800 700 600 500 400 300 200 100 0 Microstructure and Apparent Hardness Cooling Rate o A C/s 3.1 2.6 2.3 2.1 1.7 1.4 1.0 0.6 Bs A+B B o F/s 5.6 4.6 4.2 3.7 3.1 2.6 1.8 1.1 M B Hardness % 98 89 86 79 25 0 0 0 % 2 11 14 21 75 100 100 100 HRA 73 70 70 68 61 55 50 52 Ms B M+B o 3.1 C/s 0 5 10 o 0.6 C/s o o 2.1 C/s 15 1.4 C/s 20 25 Time (min) 30 35 40 45 Figure 3. CSCT Diagram for Alloy 1 (Ancorsteel 721 SH + 0.80 wt% sintered carbon). the right of the line, the alloy forms 100% bainite, while to the left is a combination of austenite and bainite, labeled (A+B). Upon further cooling from this region, the austenite transforms to martensite resulting in a martensite and bainite structure (M+B). Although the grey line was placed in the diagram at 1.7 °C/s, technically it should be somewhere between the 1.4 °C/s and 1.7 °C/s cooling profiles, as martensite is present at 1.7 °C/s, but not present when the alloy is cooled at 1.4 °C/s. Figure 4. Alloy 1 (Ancorsteel 721 SH + 0.8% sintered C) cooled at (a) 1.4 °C/s and (b) 2.1 °C/s. Martensite (M) and bainite (B) morphologies are labeled. The microstructure of the samples cooled at 1.4 °C/s and 2.1 °C/s is shown in Figure 4. These microstructures correspond to the cooling curves presented in Figures 1 and 2. The microstructural constituents include martensite (M - light etching) and bainite (B – gray/brown). The ferrite and carbide phases are too fine to resolve in the bainite at either cooling rate. The CSCT diagrams for Alloys 2 and 3 follow a trend similar to Alloy 1 in Figure 3. Bainite formed at a slightly higher temperature (470 °C to 480 °C) for Alloy 2 as compared with Alloy 1, Figure 5. The martensite start temperature is also higher due to the lower carbon content in Alloy 2. The addition of admixed Cu results in some martensite formation at all but the lowest cooling rate, thereby shifting the boundary given by the gray line between the bainite and the austenite + bainite fields toward the right. The amount of martensite and bainite is similar for Alloys 1 and 2 for corresponding cooling rates, indicating that the two alloys have similar hardenability. The lower carbon content is counterbalanced by the increased Cu content. Nevertheless, the apparent hardness is significantly lower for Alloy 2 due to the reduced carbon content. 3 Temperature (C) 721 SH + 1 wt% Cu + 0.60 wt% Sintered Carbon at 7.0 g/cm Continuous Sinter Cooling Transformation Diagram 900 800 700 600 500 400 300 200 100 0 Microstructure and Apparent Hardness Cooling Rate o A C/s 3.4 2.7 1.9 1.7 1.4 1.0 0.6 Bs A+B o F/s 6.1 4.9 3.4 3.1 2.5 1.8 1.1 M B Hardness % 97 92 61 29 5 1 0 % 3 8 39 72 95 99 100 HRA 71 68 67 59 53 50 48 B Ms B M+B o 3.4 C/s 0 5 10 o 0.6 C/s o o 1.9 C/s 15 1.4 C/s 20 25 Time (min) 30 35 40 45 Figure 5. CSCT Diagram for Alloy 2 (Ancorsteel 721 SH + 1% Cu + 0.60 wt% sintered carbon). Alloy 3 contains 2% Cu and 0.78% sintered C, and the addition of the Cu results in a significant improvement in alloy hardenability, Figure 6, compared with Alloy 1. Some martensite was found at all cooling rates tested, and cooling rates of 1.6 °C/s or higher resulted in a nearly 100% martensitic microstructure. This cooling rate can be easily obtained in a sintering furnace equipped with a convective cooling unit. At 2.3 °C/s, a trace amount of bainite was found in the structure and is indicated in the microstructure table as “t” under the bainite column. The higher copper-carbon levels also shift the bainite and martensite start temperatures down. The 100% bainite region present in Alloys 1 and 2 shifts to cooling rates below 0.6 °C/s and therefore off the diagram in Figure 6. The grey line on the diagram now separates the austenite and the austenite + bainite fields. 3 Temperature (C) 721 SH + 2 wt% Cu + 0.78 wt% Sintered Carbon at 7.0 g/cm Continuous Sinter Cooling Transformation Diagram 900 800 700 600 500 400 300 200 100 0 Microstructure and Apparent Hardness Cooling Rate o C/s 3.2 2.3 2.0 1.6 1.0 0.6 A Bs o F/s 5.8 4.1 3.6 2.9 1.9 1.1 M B Hardness % 100 100* 98 96 69 12 % 0 t 2 4 31 88 HRA 74 74 74 73 71 58 A+B Ms M 3.2 C/s 0 5 o M+B o 10 o 2.0 C/s 15 0.6 C/s o 1.6 C/s 20 25 Time (min) 30 35 40 45 Figure 6. CSCT Diagram for Alloy 3 (Ancorsteel 721 SH + 2% Cu + 0.78 wt% sintered carbon). The martensite morphology changes with the different Cu/C compositions of Alloys 1-3, Figure 7. The martensite of Alloy 1 is plate or acicular, while Alloy 2 contains lath martensite due to its lower carbon content. Alloy 3 contains well defined plate martensite, with a small amount of retained austenite visible between the plates (white). The different martensite morphologies correspond to the maximum hardness measured in the test bars. Alloy 1 Alloy 2 Alloy 3 Figure 7. Martensite comparison of Alloys 1-3. All samples contain a small amount of bainite. A comparison of the 721 SH alloy was made with FL-4600 and FL-4800 base alloys. The hardenability of FL-4800 measured in the dilatometer was reported in [8] for different Cu-C combinations, while the hardenability of FLC-4608 was reported in [9]. Plots of average cooling rate versus percent martensite were made to allow for direct comparison, Figure 8 and 9. All materials were tested at a density of 7.0 g/cm3. It can be seen that the FL-4800 alloy has better hardenability than the 721 SH at both coppercarbon compositions, which is expected as the 721 SH has a lower alloy content. With no admixed Cu, the FL-4800 alloy has considerably higher martensite fractions between 1.5 and 2 °C/s, which is within the range of cooling rates found in sinter-hardening furnaces. Recall that FL-4800 was designed to have superior hardenability by utilizing high Ni and Mo contents at a time prior to the recent raw material price volatility, and the data shows the ability to sinter-harden this alloy without the addition of copper. With the addition of 2% Cu (Figure 9), both alloys exhibit a significant increase in hardenability, and the difference between FLC2-4808 and Alloy 3 is greatly reduced. With accelerated cooling, Alloy 3 can be used in lieu of FLC2-4808 for small to medium sized parts, where cooling rates of 1.5 °C/s can be achieved. The hardenability of Alloy 3 is greater relative to FLC-4608, resulting in higher martensite fractions over a wide range of cooling rates, including 1 °C/s to 2 °C/s. There is a clear advantage of Alloy 3 compared with FLC-4608 for producing sinter-hardened parts. This result is consistent with the findings in [10]. 0.8% C 2%Cu, 0.8% C Figure 8 Figure 9 Figures 8 and 9. Plot of martensite content versus average cooling rate measured between 850 °C to 315 °C for base alloys FL-4800 (blue), FL-4600 (green) and Ancorsteel 721 SH (red). Ancorsteel 4300L Hardenability The hardenability of Alloy 4 was evaluated at a sintered carbon content of 0.64%. The CSCT diagram is shown in Figure 10. The initial transformation in this alloy occurred in the temperature range between 535 and 560 °C. Transformations above 500 °C are often pearlitic. A second transformation was observed at temperatures below 270 °C and was martensitic. It can be seen in the metallographic results (Figures 10 and 11) that three phases are present, martensite, bainite (lower) and pearlite, yet the bainitic transformation is not present on the diagram. The amount of bainite present in the microstructure is quite low, nominally 10% and below, which resulted in a weak signal during dilatometric testing. A slight indication of a transformation occurring at 410 °C was present at select cooling rates, but was far from definitive and it was elected not to add a bainite transformation start line. The bainite present in Figure 11 3 Temperature (C) 4300L + 0.62 wt% Sintered Carbon at 7.1g/cm Continuous Sinter Cooling Transformation Diagram 900 800 700 600 500 400 300 200 100 0 Microstructure and Apparent Hardness Cooling Rate o A C/s 3.7 2.8 2.3 2.1 1.9 1.5 1.0 0.6 Ps A+P o F/s 6.6 5.0 4.1 3.7 3.4 2.7 1.8 1.1 M B P Hardness % 86 75 75 72 80 71 41 39 % 3 3 6 6 7 9 12 10 % 10 22 19 22 13 20 47 51 HRA 74 72 73 71 70 68 66 64 A+B+P Ms M+B+P oo 3.1 C/s 186 3.7 C/sec C/min 0 5 10 oo 128 C/s 2.1 C/sec C/min 15 oo 35 C/min 0.6 C/sec C/s oo 88 C/min 1.5 C/sec C/s 20 25 Time (min) 30 35 40 45 Figure 10. CSCT Diagram for Alloy 4 (Ancorsteel 4300L + 0.64 wt% sintered carbon). Figure 11. Microstructures of Alloy 4 at cooling rates of 1 °C/s and 1.9 °C/s. is acicular lower bainite, which corresponds well with a transformation temperature of 410 °C. The pearlite in this alloy system is not lamellar, but rather a divorced pearlite morphology. This alloy was found to have good hardenability, as evident from the microstructural results. More than half of the structure was martensitic at cooling rates > 1.0 °C/s, and the primarily martensite/bainite microstructure produced as-sintered hardnesses of 68 HRA (35 HRC) and higher. At cooling rates of 1 °C/s and below, 40% of the microstructure remains martensitic, resulting in good hardness even at slow cooling rates. It should be noted that although this alloy was sintered at only 1120 °C, it was sintered for an extended sintering time that would likely be considered impractical in production environments. It is therefore recommended that this lean alloy system be sintered at higher temperatures to achieve the desired microstructures. Reference 11 provides a guide to sintering times, temperatures and microstructures for this alloy system. The hardenability of Ancorsteel 4300 and 4300L was compared. Data taken from [9] and the current study were used to plot the martensite content versus cooling rate for the two alloys. The 4300L alloy contains 0.5% less Mo than the 4300 alloy, so additional graphite was added to compensate for the lower alloy content. Work by Castro et al has shown that the 4300L system is more tolerant of higher carbon contents than the 4300 alloy [12]. Figure 12 shows a similar hardenability response for the two alloys, although the higher carbon 4300L results in a greater amount of martensite at intermediate cooling rates. With respect to alloy cost, it is therefore advantageous to select the 4300L alloy with additional graphite as compared with the 4300 alloy. This again assumes the sufficient sintering is applied to achieve these properties. Figure 12. Plot of martensite content versus average cooling rate measured between 850 °C to 315 °C for Ancorsteel 4300 [9] and Alloy 4 (4300L). A final comparison of the lean alloys was made with another sinter-hardening grade. Using the dilatometric procedures outlined in the paper, martensite content was obtained at various cooling rates for MPIF alloy FLNC-4408. Figure 13 shows the hardenability response of the three alloys. Alloy 3 (blue) has superior hardenability in the cooling rate range of 1 °C/s to 2 °C/s compared with FLNC-4408 (green), yet in referring to Table I, it can be seen that Alloy 3 has less total alloy content than FLNC4408. Ni content is reduced by 1.5%, while Mn, Mo and Cu are increased by 0.3%, 0.1% and 0.5%, respectively. A fully martensitic structure is more easily obtained in Alloy 3. The FLNC-4408 alloy contains more martensite than Alloy 4, due in part to the lower carbon content of Alloy 4. If the carbon contents were similar, it is believed that the hardenability of the two alloys would be somewhat similar. Alloy 4 contains additions of 1% Cr and 0.6% Si to improve its hardenability, while it has reduced content of Ni, Mo and Cu by 1%, 0.5% and 1.5%, respectively, compared with FLNC-4408. The reduction in the amount of cost sensitive alloying elements should make Alloy 4 a cost effective alternative. This again assumes proper sintering of the Cr-containing alloy. Figure 13. Plot of martensite content versus average cooling rate measured between 850 °C to 315 °C for Alloy 3 (721 + 2%Cu + 0.78%C), Alloy 4 (4300L with 0.64%C) and FLNC-4408 (0.75%C). CONCLUSIONS Typical sinter-hardenable PM steels are based on prealloys of Mo and Ni (and Mn), to which Cu and graphite are admixed. Initial sinter-hardenable PM steel alloys were designed with high Mo and Ni contents when alloying element costs were relatively low and stable. In response to recent price fluctuations, newer, leaner alloy systems have been introduced. Ancorsteel 721 SH has reduced Ni and Mo contents relative to FL-4800. The leaner 721 SH alloy was found to maintain good hardenability, especially at a composition of 2% Cu and 0.8% sintered carbon. It also has a significantly lower Ni content than FL-4600, allowing for better compressibility, while having improved hardenability through intelligent alloy design. Ancorsteel 4300L was also evaluated and found to perform well compared with Ancorsteel 4300. The lower Mo 4300L is a Cr-containing steel that does not require copper to enhance hardenability. As the 4300L alloy is more tolerant of high carbon contents than the original 4300 alloy, the use of increased carbon content in the 4300L alloy more than offset the reduced Mo level with respect to hardenability. A fully martensitic microstructure was not obtained with this alloy system under any of the cooling rates studied and thus should not be used in applications requiring nearly 100% martensitic structures. However, a significant amount of martensite (between 40 and 75%) is easily obtained, providing good mechanical properties over a range of cooling rates. ACKNOWLEDGEMENTS The author would like to thank the following people and their contributions in gathering the data found within this paper: Paul Kremus for the dilatometer sample preparation and sintered carbon analysis, and Gerard Golin for the metallographic analysis and photomicrographs. REFERENCES 1. G. L’Esperance, S. Herton, A. DeRege and S. Nigarura, “Evaluation of the hardenability, microstructure and properties of various sinter-hardening alloys”, Advances in Powder Metallurgy & Particulate Materials, Compiled by M. Phillips and J. Porter, MPIF, Princeton, NJ, 1995, part 8, p. 3. 2. F. Chagnon and Y. Trudel, “Designing low alloy steel powders for sintering-hardening applications”, Advances in Powder Metallurgy & Particulate Materials, Compiled by T. M. Cadle and K. S. Narasimhan, MPIF, Princeton, NJ, 1996, part 13, p. 211. 3. M. C. Baran, A. H. Graham, A. B. Davala, R. J. Causton and C. Schade, “A superior sinterhardenable material”, Advances in Powder Metallurgy & Particulate Materials, Compiled by C. L. Rose and M. H. Thibodeau, MPIF, Princeton, NJ, 1999, part 7, p. 185. 4. P. Sokolowski, B. Lindsley and F. Hanejko, “Introduction of a new sinter-hardening grade”, Advances in Powder Metallurgy & Particulate Materials, Compiled by R. Lawcock, A. Lawley and P. McGeehan, MPIF, Princeton, NJ, 2008, part 7, p. 43. 5. U. Engstrom, “Evaluation of sinter-hardening of different powder metallurgy materials”, Advances in Powder Metallurgy & Particulate Materials, Compiled by H. Ferguson and D. T. Wycell, MPIF, Princeton, NJ, 2000, part 5, p. 147. 6. P. King, “Chromium containing materials for high strength-high fatigue applications”, Euro PM2004, Edited by H. Danniger and R. Ratzi, EPMA, Shrewsbury, UK, 2004, Vol. 3, p. 165. 7. P. King and B. Lindsley, “Performance capabilities of high strength powder metallurgy chromium steels with two different molybdenum contents”, Advances in Powder Metallurgy & Particulate Materials, Compiled by W. R. Gasbarre and J. W. von Arx, MPIF, Princeton, NJ, 2006, part 7, p. 1. 8. Semel, F. J., “Cooling rate effects on the metallurgical response of a recently developed sinter hardening grade”, Advances in Powder Metallurgy & Particulate Materials, Compiled by V. Arnhold, C-L. Chu, W. Jandeska and H. Sanderow, MPIF, Princeton, NJ, 2002, part 13, p. 102. 9. Lindsley, B. and James, W. B., “Sinter hardening response of a Cr-Si-Ni-Mo containing steel”, Euro PM2005, EPMA, Shrewsbury, UK, 2005, Vol. 1, p. 275. 10. P. Sokolowski and B. Lindsley, “Influence of Chemical Composition and Austenitizing Temperature on Hardenability of PM Steels”, To be published in Advances in Powder Metallurgy & Particulate Materials, Compiled by T. J. Jesberger and S. J. Mashl, MPIF, Princeton, NJ, 2009. 11. B. Lindsley, “Sintering of chromium containing PM steels processed to high density”, Advances in Powder Metallurgy & Particulate Materials, Compiled by R. Lawcock, A. Lawley and P. McGeehan, MPIF, Princeton, NJ, 2008, part 5, p. 150. 12. F. Castro, S. Sainz, B. Lindsley and W. B. James, “The effect of sintering conditions and composition on the mechanical property response of Cr containing PM steels”, Euro PM2007, EPMA, Shrewsbury, UK, 2007, Vol. 1, p. 61.