Effects of Residual Surface Stress and Tempering on the Fatigue... J.J. Williams, X. Deng, and N. Chawla
advertisement

Effects of Residual Surface Stress and Tempering on the Fatigue Behavior of Ancorsteel 4300
J.J. Williams, X. Deng, and N. Chawla
Department of Chemical and Materials Engineering
Fulton School of Engineering
Arizona State University
Tempe, AZ 85287-6006
B. Lindsley, P. King, and K.S. Narasimhan
Hoeganaes Corporation
1001 Taylors Lane
Cinnaminson, NJ 08077
ABSTRACT
In this study, the microstructure, residual stress and fatigue behavior of Hoeganaes’ Ancorsteel 4300
sintered steel were characterized. Samples were tempered at either 205˚C or 315˚C and then machined by
low-stress grinding. The effects of residual surface stress (measured by XRD) on the fatigue behavior
were studied by either application of a stress-relieving heat-treatment after machining or by polishing
away the machined surface. Based on this study, samples tempered at 315˚C had slightly higher fatigue
strengths than samples tempered at 205˚C. Although significant compressive stresses were induced by
machining on the surface of samples, these residual stresses did not affect the fatigue behavior. Rather,
the fatigue behavior was controlled by porosity inherent to these sintered steels.
INTRODUCTION
The fatigue strength of sintered steels is affected by a variety of factors, such as the amount of porosity
and matrix microstructure.1-5 In some studies, the presence of 10% porosity decreased the fatigue strength
of steels by 25% to 50%. Additionally systematic studies have shown that pore shape plays an important,
yet secondary role in affecting fatigue strength.6,7 For a given level of porosity, steels with spherical
pores will possess higher fatigue strengths than steels with irregularly-shaped or angular pores. Surface
condition can play a strong role in fatigue strength of both wrought and porous steels. For example,
Sonsino et al8,9. have shown that surface rolling and shot-peening can improve fatigue strengths of
sintered steels by roughly 20% due to surface densification and the introduction of residual compressive
stresses at the surface. In wrought steels, the surface condition, and hence the fatigue strength, is affected
by machining. For example, milled tool steel samples have a 35% higher fatigue strength than those
machined by EDM, because EDM causes cracking and residual tensile stresses on the surface.10 Finally,
for a given composition, tempering can have a strong effect on fatigue strength. Surprisingly few
published studies exist on how fatigue strength is affected by tempering. Two such studies have shown
that an optimum tempering temperature can increase the fatigue strength by 15% to 30%.11,12
In this study, we have characterized the axial fatigue behavior of Hoeganaes’ Ancorsteel 4300 sintered
steel at two tempering temperatures, 205˚C (400˚F) and 315˚C (600˚F). The effects of machining and
polishing on the residual surface-stresses (measured by x-ray diffraction) and fatigue strength were also
examined. Given its importance in fatigue, the amount and shape of the porosity were also characterized.
EXPERIMENTAL PROCEDURE
All specimens in this study were synthesized and processed at Hoeganaes Corporation. The nominal
composition of the steel is listed in Table I. To achieve this composition, Hoeganaes’ Ancorsteel 4300
powder was mixed with 0.6 wt% graphite. Rectangular specimens were made by uniaxial coldcompaction of the powders at 690 MPa (50 tsi). This resulted in a sample size of roughly 10.5 mm × 10.5
mm × 90 mm (0.4" × 0.4" × 3.5") and a green density of 7.1 g/cm3. The compacts were sintered at
1260˚C (2300˚F) in an atmosphere of 90% N2 – 10% H2 for 30 minutes. Samples were then cooled at a
rate of approximately 0.7˚C/s (1.3˚F/s). After cooling, the rectangular blanks were tempered for one hour
in air at either 205˚C (400˚F) or 315˚C (600˚F). Axial fatigue specimens were then machined from these
tempered blanks using a low-stress grinding technique. Finally, in an attempt to decrease residual surface
stresses due to machining, half of the fatigue specimens were given a stress-relieving heat-treatment at
175˚C (350˚F) for one hour. Also, the gage sections of some of the fatigue specimens were polished to a
1µm diamond finish by mounting the sample in a high-speed lathe and manually applying pressure with
nylon polishing clothes as the sample rotated. This resulted in a polishing direction that was
perpendicular to the direction of the low-stress grinding used to machine the specimens.
Fe
95.8
Table I. Nominal Composition of Ancorsteel 4300 (wt.%)
C
Cr
Ni
Mo
Si
Mn
0.6
1.0
1.0
0.8
0.6
0.1
O
0.1
To assess the effects of residual stress on fatigue strength, residual surface stresses along the axial
direction were measured at Proto Manufacturing by x-ray diffraction (XRD) using the sin2ψ method.
This technique involved measuring the d-spacing of the {211} crystallographic plane versus sin2ψ for 13
unique ψ tilts of the diffractometer. The technique is described in detail by Pineault et al.13 A major
advantage of this technique is that the d-spacing of the unstressed material need not be known to obtain
absolute strain measurements. The diffractometer had a Cr source (2.291 Å), and the ψ tilts ranged
between ±25˚. One measurement was taken from the center of several different specimens to assess the
effects that heat-treating, machining and polishing have on the residual surface stress.
As porosity plays a significant role in mechanical properties, the amount of porosity, as well as the size
and shape of the pores were characterized by optical microscopy and digital image analysis. Crosssections were obtained perpendicular to the compaction direction from the centers of the specimen blanks
and polished to a 1µm diamond finish. As aggressive removal rates (such as 600 grit SiC paper or 45 µm
diamond paste) caused significant smearing and closing of pores, most of the polishing time was spent at
less aggressive removal rates (3 µm and 1 µm diamond paste). Porosity was characterized from three
different specimen blanks over a total area of 3.3 mm2, yielding roughly 5000 pores. The resolution of
the optical images used in the analysis was 0.6 µm/pixel.
To obtain S-N curves, stress-controlled uniaxial fatigue tests were performed at ambient temperature on a
precision-aligned servo-hydraulic load frame. Samples were fatigued using a 40 Hz sine wave with a
stress ratio of R = -1. The fatigue endurance limit was defined as 107 cycles. The geometry of the fatigue
specimens is shown in Figure 1.
3.50
88.9
1.17
29.7
1.17
29.7
0.60
15.2
R, 12.7
0.50
5.1
9.5
Figure 1. Axial fatigue specimen geometry. All units in millimeters,
all tolerances are ±0.025mm
SAMPLE NAMING CONVENTION
Throughout this paper, 205T or 315T are used to indicate that samples have been tempered at 205˚C or
315˚C, respectively. SR is used to indicate samples that have undergone a stress-relieving heat-treatment,
whereas NSR is used to indicate samples that have no stress-relieving heat-treatment. Finally, P and NP
are used to indicate whether the samples have been polished to a 1µm finish or left in the as-machined
state, respectively. As an example, 205T-SR-NP is a sample that has been tempered at 205˚C before being
machined, has undergone a stress-relieving heat-treatment at 175˚C after being machined into a fatigue
specimen, and has not been polished.
RESULTS AND DISCUSSION
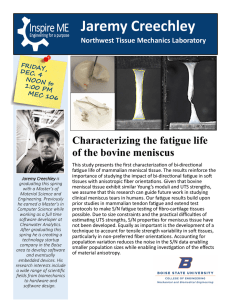
Microstructure Characterization
Figure 2 is a representative optical micrograph of
a sample which illustrates the irregular nature of
the porosity. The area fraction of pores was
measured to be 10.4% ± 0.7%. Analysis of the
pore size, circularity, solidity and Feret’s
diameter are summarized in Table II. The
circularity is defined as:
Cp = 4πA/P2
(1)
where A is the area and P is the perimeter of a
given pore. As the circularity approaches one,
the shape of the pore approaches a perfect circle.
The maximum Feret’s diameter, also known as
the caliper length, Fmax, is the largest distance
between two parallel lines drawn tangentially to
the edge of the pore (as if pore diameters were
measured by a caliper). Another circularity
shape parameter based on Fmax, is:
CF = π(Fmax)2/4A
Figure 2. Optical micrograph of a polished surface
illustrating the nature of the porosity
(2)
This also tends toward one as the pore approaches a perfect circle. This parameter, however, is more
descriptive in that the value obtained can be interpreted as the aspect ratio (major axis / minor axis) of an
equivalent ellipse. Of course, this parameter is most appropriate when the objects are convex and can be
approximated by ellipses. The last shape parameter listed in Table II is the solidity, also known as the
convexity. This is the area fraction of an object’s convex hull that is occupied by the object. Thus, a pore
that is entirely convex will have a solidity of one. As concavity increases, solidity approaches zero.
Table II. Measured Pore Shape Parameters
All Pores
Largest 2% of Pores
Shape Parameter
Median
Skewness
Median
Skewness
2
31.3
3.80
451
1.64
Size, µm
8.57
2.16
29.8
1.41
Feret’s Diameter, µm
Circularity, CP
0.906
-0.929
0.247
0.816
Circularity, CF
1.83
1.98
2.94
1.09
Solidity
0.940
-1.53
0.617
0.004
Because there is only a very small probability of
intersecting a tortuous three-dimensional pore
along its largest cross-section, the median solidity
and circularity of all intersected pores
overestimate the true pore shape. Similarly, the
median size parameters underestimate the true
median sizes. Beiss and Dalgic6 showed
excellent correlation between the Cp of the top
2% of pores and the fatigue strength in sintered
steels. Thus, for a more accurate representation
of pore shapes, parameters of the largest 2% of all
pores are also given in Table III.
Optical microscopy of polished surfaces, etched
with 2% Nital, show that the microstructure
consists primarily of tempered martensite and
bainite, with some retained austenite (Figure 3).
The difference due to tempering is a coarser
bainite in the 315T samples compared to the
205T samples.
Figure 3. Optical micrograph of a 205T sample,
etched with 2% Nital.
Effect of Machining and Tempering on Residual Surface Stress
As stated previously, fatigue specimens were machined by a low-stress grinding technique after
tempering of the sintered blanks. Examination of the machined surface by optical microscopy revealed a
surface porosity of less than 0.2% (compared to 10.4% in the interior), indicating substantial plastic
deformation and densification during machining. As shown in Figure 4, low-stress grinding generated a
residual compressive stress along the axial direction of approximately -500 MPa (-72.5 ksi). The
magnitude of residual stress is expected to be dependent on machining technique, as well as specimen
properties such as porosity, strength and surface hardness. For example, Matsumoto et al.14 have shown
that AISI 4340 steel machined by turning had a residual surface stress ranging from +200 MPa (+29 ksi)
in low-hardness samples (HRC 29) to -530 MPa (-76.9 ksi) in high hardness sample (HRC 53). On the
Effect of Stress-Relieving Heat-Treatment on
Residual Surface Stress and Fatigue Strength
As-sintered
Low-stress Grinding
100
0
-100
σ (MPa)
surfaces of ground porous steels, Sonsino et al.8
measured residual stresses of -50 MPa (-7.3 ksi)
for a soft sample (HV 130) and -100 MPa (-14.5
ksi) for a harder sample (HV 280). In contrast to
machining, tempering led to residual compressive
surface stresses of less than -100 MPa (14.5 ksi)
(Figure 4). Furthermore, no significant difference
was observed in the residual stress between
samples tempered at 205˚C and those tempered at
315˚C, whether before or after machining. Thus,
the residual surface stresses were not sensitive to
the subtle changes in phase fractions formed
during the two different tempering temperatures of
this study.
-200
-300
-400
-500
-600
Untempered
205T-NSR-NP
315T-NSR-NP
Figure 4. Residual surface stresses along the axial
direction due to machining and tempering.
Whereas tempering temperature had little effect on
the residual stress, substantial compressive stresses
were generated by machining.
As seen in Figure 5, the 175˚C heat-treatment after
machining yielded no significant change in
residual stress. Before stress-relief, the average axial surface stress was -507 ± 17 MPa (74 ± 3 ksi) and
after stress-relief was -538 ± 39 MPa (78 ± 6 ksi). Furthermore, no difference in fatigue behavior was
measured for samples before and after this heat-treatment, whether tempered at 205˚C or 315˚C. This is
illustrated in Figure 6 for samples tempered at 205˚C. The plotted lines seen in all figures with S-N data
were obtained from linear regression. The difference between the two curves at low cycles – high stress
is likely due to an insufficiently small sample size at these levels.
360
Before Stress-Relief
After Stress-Relief
100
205T-NSR-P
205T-SR-P
340
0
320
σmax (MPa)
σaxial (MPa)
-100
-200
-300
280
260
240
-400
220
-500
-600
300
205T-NP
315T-NP
Figure 5. Residual surface stresses along the
axial direction before and after a 175˚C stressrelief heat-treatment. No significant changes in
residual stresses were observed as a result of this
heat-treatment.
200 4
10
10
5
10
6
10
Cycles to Failure, Nf
Figure 6. S-N curves for samples tempered at
205˚C, with or without a stress-relieving heattreatment. No difference in fatigue behavior
was observed due to this heat-treatment.
7
Effect of Surface Polishing on Residual Surface Stress and Fatigue Strength
It is important to note, however, that the reduction
in residual surface stress did not have an effect on
the fatigue strengths (Figure 8). This insensitivity
of fatigue strength to residual surface stress is
further illustrated in Figure 9 for samples tested at
228 MPa (33.1 ksi). Insensitivity to residual
surface stresses is typically seen in materials
whose fatigue strengths are governed by large
internal defects. For example, a study on high
speed tool steels by Meurling et al.15 showed that
samples with surface stresses of -350 MPa (50.8
ksi) due to surface grinding had the same fatigue
strength as samples with surface stresses of -750
MPa (109 ksi) due to shot-peening. The reason
was that fatigue cracks did not originate on the
surface, but at large interior inclusions. Several
studies on porous sintered steels, including this
study, have observed that fatigue cracks routinely
originate from just below the surface at either
large pores or at localized regions of increased
porosity.16-18 Further evidence that fatigue
strength in these steels is governed by subsurface porosity is given in Figure 10. The data
in Figure 10 are of 205T-NSR-P samples
fatigued at 260 MPa (37.7 ksi). As can be seen,
the cycles to failure is a function of defect size,
which were determine by SEM to be sub-surface
regions of distinctly higher porosity.
Before Polishing
After Polishing
100
0
σaxial (MPa)
-100
-200
-300
-400
-500
-600
205T-NSR
205T-SR
315T-NSR
315T-SR
Figure 7. Residual surface stresses along the
axial direction before and after polishing the
surface of machined fatigue specimens.
Polishing led to significant reductions in the
compressive surface stresses.
360
315T-P
315T-NP
340
320
σmax (MPa)
The polishing of sample gage sections, as
described in the experimental procedure, yielded
a surface that was still significantly denser than
the interior. Based on optical microscopy, the
amount of porosity on the surface was estimated
to be 1% after polishing, compared to 10.4% in
the interior and <0.2% on the as-machined
surface. Nonetheless, polishing did have a
significant effect on the residual axial surface
stresses, as seen in Figure 7. The average stress
was -522 ± 30 MP a(-7 6± 4 ksi) before polishing
and -417 ± 32 MPa (-61 ± 5 ksi) after polishing.
300
280
260
240
220
200 4
10
10
5
10
6
Cycles to Failure, Nf
Figure 8. S-N curves for samples tempered at
315˚C, with surfaces in the as-machined state
(NP) or with polished surfaces (P). No
significant difference was seen in fatigue
behavior due to polishing.
10
7
10
5
7
205T
315T
4
Cycles to Failure, ×105
Cycles to Failure, Nf
10
6
3
2
5
10
-600
-550
-500
-450
σaxial (MPa)
-400
1
40
-350
Figure 9. Effect of residual axial surface stress
on the cycles to failure of samples fatigued at
228 MPa. No significant effect was observed.
60
80
100
Defect Size (µm)
120
Figure 10. Effect of the strength-limiting
defect size on the cycles to failure of 205TNSR-P samples fatigued at 260 MPa.
Effect of Tempering on Fatigue Strength
CONCLUSIONS
360
205T
315T
340
320
σmax (MPa)
Since stress-relieving and polishing had no
significant effect on the fatigue behavior,
Figure 11 combines all data to compare the
effects of tempering on fatigue. Two
differences exist between the 215T and 315T
samples. First, more scatter exists in the 315T
samples, as evidenced by the lower correlation
coefficient of 0.77, compared to 0.92 for the
205T samples. Second, the 315T samples
have a slightly higher fatigue strength of 225
MPa(32.6 ksi) compared to 220MPa(31.9 ksi)
for 205T samples. As there was no
measurable difference in porosity or surface
condition, these differences in fatigue behavior
must be due to differences in the
microstructural constituents.
300
280
260
240
220
200 4
10
10
5
10
6
10
7
Cycles to Failure, Nf
Figure 11. S-N curves for all samples tempered at
either 205˚C or 315˚C. Increasing the tempering
temperature led to a 5 MPa increase in fatigue
strength.
Although low-stress grinding generates significant compressive stresses on the surfaces of porous steels,
these residual stresses do not affect the fatigue behavior, other than possibly shifting crack initiation from
the surface to just below the surface. The compressive residual stresses due to low-stress grinding are
known to dissipate rapidly beneath the surface, unlike more energetic techniques such as shot-peening.
Studies have shown that these more energetic surface modifications have a much stronger effect on
fatigue behavior.8,19 Furthermore, localized regions of high porosity just below the surface, that are
sufficient to initiate fatigue cracks, are commonly found in sintered steels. The effect of tempering on the
4300 sintered steels of this study was small, with about a 2% increase in fatigue strength due to a 54%
increase in tempering temperature. This is further evidence to suggest that fatigue behavior in this study
was dominated by porosity rather than changes in residual stresses or phase fractions.
ACKNOWLEDGMENT
The authors gratefully acknowledge Hoeganaes Corporation for financial support of this research. We
also thank Tom Murphy (Hoeganaes Corporation) for useful discussions on the microstructures observed
in these steels.
REFERENCES
1. N. Chawla and X. Deng, “Microstructure and Mechanical Behavior of Porous Sintered Steels”,
Mater. Sci. Eng. A 390 (2005) 98-112.
2. H. Danniger, D. Spoljaric, B. Weiss, R. Stickler, “High Cycle Fatigue Behviour of Mo Alloyed
Sintered Steel”, Z Metallkd. 89[2] (1998) 135-141.
3. A. Hadrboletz and B. Weiss, “Fatigue Behaviour of Iron Based Sintered Material: A Review”,
Intl. Mat. Rev., Vol. 42, No. 1, 1997, pp. 1-44.
4. L. Ledoux and C. Prioul, “The Influence of Pore Morphology on the Monotonic and Cyclic
Properties of Sintered Iron”, Mod. Dev. Pow. Metall. 21 (1988) 41-53.
5. R.M. German and R.A. Queeney, “Fatigue and Fracture Control for Powder Metallury
Components”, ASM Hanbook Vol. 7: Powder Metallurgy, ASM International, 1986.
6. P. Beiss, M. Dalgic, “Structure Property Relationships in Porous Sintered Steels”, Mater. Chem.
Phys. 67 (2001) 37–42.
7. K.D. Christian and R.M. German, “Relation between Pore Structure and Fatigue Behavior in
Sintered Iron-Copper-Carbon”, Int. J. Pow. Metall. 31[1] (1995) 51-61.
8. C.M. Sonsino, F. Müller and R. Mueller, “The Improvement of Fatigue Behaviour of Sintered
Steels by Surface Rolling”, Int. J. Fatigue 14[1] (1992) 3-13.
9. C.M. Sonsino, F. Müller, V. Arnhold and G. Schlieper, “Influence of Mechanical Surface
Treatments on the Fatigue Properties of Sintered Steels under Constant and Variable Amplitude
Loading”, Mod. Dev. Pow. Metall. 21 (1988) 55-66.
10. F. Ghanem, C. Braham, M.E. Fitzpatrick, and H. Sidhom, “Effect of Near-Surface Residual
Stress and Microstructure Modification from Machining on the Fatigue Endurance of a Tool
Steel”, J. Mater. Eng. Perf. 11(6) 2002 631-639.
11. H. D’Armas, L. Llanes, J. Peñafiel, J. Bas and M. Anglada, “Tempering Effects on the Tensile
Response and Fatigue Life Behavior of a Sinter-Hardened Steel”, Mater. Sci. Eng. A 277 (2000)
291–296.
12. K Lipp, G. Straffelini and C.M. Sonsino, “Fatigue Resistance and Machinability of a HighStrength Sintered Steel in Dependence on Tempering Temperature”, Pow. Metall. Int. 25{6}
(1993) 261-266.
13. J.A. Pineault and M. Belassel, “X-Ray Diffraction Residual Stress Measurement in Failure
Analysis”, ASM Handbook Vol. 11: Failure Analysis and Prevention, ASM International, 2000.
14. Y. Matsumoto, M.M. Barash and C.R. Liu, “Effect of Hardness on the Surface Integrity of AISI
4340 Steel”, J. Eng. Ind. 108 August (1986) 169-175.
15. F. Meurling, A. Melander, M. Tidesten and L. Westin, “Influence of Carbide and Inclusion
Contents on the Fatigue Properties of High Speed Steels and Tool Steels”, Int. J. Fatigue 23
(2001) 215–224.
16. N. Chawla, S. Polasik, K.S. Narasimhan, T. Murphy, M. Koopman, K.K. Chawla, “Fatigue
Behavior of Binder-Treated P/M Steels”, Intl. J. Powder Metall., 37[3] (2001) 49-57.
17. H. Drar, “Metallographic and Fractographic Examination of Fatigue Loaded PM-Steel with and
without MnS Additive”, Mater. Char. 45 (2000) 211-220.
18. H. Drar, “Fractographic Aspects of Fatigue of Sintered Ni-Steels”, Mater. Char. 34 (1995) 129141.
19. Y. Matsumoto, D Magda, D.W. Hoeppner, T.Y. Kim “Effect of Machining Processes on the
Fatigue Strength of Hardened AISI 430 Steel”, Trans. ASME 113 May (1991) 154-159.