EFFECT OF MICROSTRUCTURE ON THE ROTATING BEND FATIGUE RESPONSE OF... PREALLOYED AND TWO HYBRID P/M STEELS
advertisement

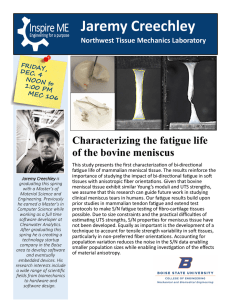
EFFECT OF MICROSTRUCTURE ON THE ROTATING BEND FATIGUE RESPONSE OF A PREALLOYED AND TWO HYBRID P/M STEELS Suleyman Saritas*, Robert Causton**, W. Brian James*** and Alan Lawley**** *Professor, Department of Mechanical Engineering, Gazi University, Maltepe, Ankara, 60570, Turkey **Senior Scientist, Hoeganaes Corporation, Cinnaminson, NJ 08077, USA ***Manager, International Technical Service, Hoeganaes Corporation, Cinnaminson, NJ 08077, USA ****Emeritus Professor, Department of Materials Science & Engineering, Drexel University, Philadelphia, PA 19104, USA ABSTRACT The effect of microstructural inhomogeneities on the rotating bend fatigue response of a prealloyed (FL-4405) and two hybrid (FLC2-4405 and FLN2-4405) steels was evaluated. Different microstructures at a nominal density of 7.4 g/cm3 were developed by conventional sintering, high temperature sintering, quenching and tempering and sinter hardening followed by tempering. In previous studies on these steels, tensile and impact properties, hardenability, fatigue crack growth rates, pore characteristics and residual stress distributions were quantified. For each steel, the highest fatigue limit but the lowest fatigue ratio is obtained in the quenched + tempered condition. Sinter hardening of the steels containing copper and nickel increases the fatigue limit relative to the as-sintered condition. High temperature sintering reduces the fatigue limit relative to conventional sintering. The fatigue ratio is a function of microstructure and is lowest in the three steels in the quenched + tempered condition. The inferior fatigue behavior of the copper-containing steel is attributed to the large pores resulting from the coarse copper powder. INRODUCTION Fatigue is a complex phenomenon influenced by numerous factors, as illustrated in Figure 1. For powder metallurgy (P/M) steels, pores, microstructure, surface finish, residual stresses and external notches are of primary importance [1-21]. The shape and distribution of the pores may be altered by the powder characteristics, by the processing route (for example, the powder size distribution, alloying and lubricant additives, compaction pressure) and by the propensity for the pores to act as crack precursors which can be reduced [15, 22-28]. The microstructures of P/M steels depend on alloying mode and the processing conditions. There are four major alloying modes used for formulating P/M steels and these establish a classification for the steels: admixed, partially alloyed, prealloyed, and hybrid [29]. The resulting microstructures may be homogeneous or heterogeneous with respect to chemical composition and to the constituents in the P/M steel. The effect of homogeneity / heterogeneity on the fatigue properties of P/M steels reflects significant differences of opinion. Several investigators [30-35] observe that the constituents in heterogeneous microstructures reinforce each other and result in improved fatigue performance. In order to further improve the mechanical properties of sintered steels, through hardening or surface hardening can be performed, depending on the end application. If the final component is subjected primarily to axial stresses, through hardening is preferred; surface hardening is applied to components subjected to high Figure 1: Factors affecting the fatigue response of P/M steels bending stresses and/or high surface pressures such as in gear applications. The highest fatigue endurance limit is always obtained after quenching and tempering [36]. Sinter hardening is becoming attractive since it eliminates problems of distortion and oil retention in quenched porous steels [37, 38]. There is little quantitative information available on the fatigue behavior of sinter-hardened steels [39, 40]. In the present study, the rotating bend fatigue behavior of one prealloyed (FL-4405) and two hybrid (FLC2-4405 and FLN2-4405) P/M steels based on Ancorsteel 85 HP is reported. The effect of microstructural inhomogeneities on hardenability, tensile and impact properties and the fatigue crack growth response of these steels was evaluated previously [41-44]. In the study reported here, the FL-4405 P/M steel was evaluated in the as-sintered condition and after quenching + tempering. FLC2-4405 and FLN2-4405 were evaluated in the as-sintered condition, after quenching + tempering, and after sinter hardening + tempering. EXPERIMENTAL PROCEDURE Materials and Processing Three P/M steels based on Hoeganaes Ancorsteel 85 HP were examined. The compositions and properties of the premixes (FL-4405, FLC2-4405 and FLN2-4405) are given in Table I. After sintering, the carbon level was 0.57w/o in each steel, as determined by infrared oxide detection (Leco). Oxygen levels were in the range 0.009-0.055w/o, as determined by CO2 detection (Leco). Table I: Compositions and Properties of Steel Premixes Premix* Apparent Density (g/cm3) FL-4405 3.11 FLC2-4405 3.11 FLN2-4405 3.13 * MPIF Standard 35 Flow (s/50g) 30 30 29 Composition (w/o) Ancorsteel 85 HP Copper Nickel Graphite Lubricant 98.65 96.65 96.65 0 2 0 0 0 2 0.6 0.6 0.6 0.75 0.75 0.75 A batch size of 227 kg (500 lb) was prepared by mixing each of the three alloys in the Hoeganaes pilot plant using the ANCORBOND process. To achieve a green density of 7.4 g/cm3 the powder mixes were double pressed (550 MPa/550 MPa (80,000 psi/80,000 psi)) with an intermediate sinter at 790 °C (1450 °F) for 30 min. The dimensions of the test blanks were 12.7 mm x 12.7 mm x100 mm. After the second pressing, sintering was carried out in an Abbott ceramic belt high temperature furnace in an atmosphere of 75v/o hydrogen - 25v/o nitrogen for 30min. The furnace was equipped with a cooling zone to provide accelerated cooling from the sintering temperature. The sintering and heat treating conditions employed in the present study are summarized in Table II. For heat treatment, test pieces were austenitized in a Lindberg sealed quench furnace at 900 ºC (1650 ºF) in an atmosphere of 75v/o hydrogen - 25v/o nitrogen for 30 min. The blanks were quenched into oil preheated to 70 ºC (160 ºF) and the excess oil wiped from the quenched blanks before tempering in air. Tempering was carried out at a temperature of 190 ºC (375 ºF) for 60 min. The sinter-hardened test pieces were tempered under the same conditions as the quenched test pieces. Table II: Sintering and Heat Treating Conditions Condition Sintering Temperature ºC (ºF) 1120 (2050) Standard Austenitization Temperature ºC (ºF) - Tempering Temperature ºC (ºF) - 100% Varicool* - 190 (375) Standard 900 (1650) 190 (375) Standard - - Cooling After Sintering Sintered Sinter Hardened 1120 (2050) + Tempered Quenched + 1120 (2050) Tempered Sintered 1260 (2300) * Trade name for furnace cooling zone. 3.0 (75.0) (Nominal) 1.0 (25.4) 1.0 (25.4) 1.0 (25.4) Ø 0.375 (9.520) Ø 0.188 (4.760) R 1.3768 (34.970) Figure 2: RBF specimen (MPIF Standard 56) Rotating Bending Fatigue (RBF) Testing RBF test pieces (Figure 2) were machined from the blanks. These machined test pieces were stress relieved at 190 ºC (375 ºF) to remove any residual stresses from the machining and grinding operations. The densities of the green and sintered steels were determined by the gravimetric immersion method, MPIF Standard 42 [45]. RBF tests were performed (Hoeganaes, Cinnaminson, NJ) using four machines simultaneously. Thirty specimens were tested in each metallurgical condition of the three P/M steels. The staircase method was utilized to determine the 50% survival limit and the 90% survival limit for 107 load cycles. Metallography Metallographic specimens of all the test materials were examined by optical microscopy in the polished and etched conditions. Polished metallographic samples also were utilized to characterize and evaluate the stereological parameters of the pores (shape, size, and distribution). This was accomplished with a Clemex 1024 automated image analysis system. EXPERIMENTAL RESULTS Microstructures and Pore Characteristics Representative microstructures of the three alloys in each metallurgical condition are shown in Figures 3, 4 and 5. The as-sintered microstructures in the three steels consist primarily of divorced pearlite. FLC2-4405 and FLN2-4405 exhibit martensitic areas. In addition, nickel-rich areas are seen in FLN2-4405; the nickel-rich regions are not as well-defined after sintering at the higher of the two temperatures. Quenching results in a microstructure with more than 90v/o martensite in the P/M steels. Sinter hardening results in about 50v/o martensite in FLC2-4405 and FLN2-4405. (a) (b) (c) Figure 3: Microstructures of FL-4405: (a) as-sintered (1120 ºC (2050 ºF )), (b) sintered at 1120 ºC (2050 ºF ) and quenched + tempered, (c) as-sintered at 1260 ºC (2300 ºF ). Markers: P → divorced pearlite, M → martensite. Figure 6 shows the distribution of the pores, on the basis of pore area (µm2), in the as-sintered condition. The numbers in the legend in each figure refer to the sintering temperature. At both sintering temperatures, and in the three P/M steels, the most frequent pore area is ≤ 100 µm2 (equivalent to a pore diameter ≤ 11 µm). (a) (b) (c) (d) Figure 4. Microstructures of FLC2-4405: (a) as-sintered (1120 ºC (2050 ºF )), (b) sintered at 1120 ºC (2050 ºF ) and quenched + tempered, (c) as-sintered at 1260 ºC (2300 ºF ), (d) sinter hardened from 1120 ºC (2050 ºF ) + tempered. Markers: P → divorced pearlite, M → martensite. (a) (b) (c) (d) Figure 5. Microstructures of FLN2-4405: (a) as-sintered (1120 ºC (2050 ºF )), (b) sintered at 1120 ºC (2050 ºF ) and quenched + tempered, (c) as-sintered at 1260 ºC (2300 ºF ), (d) sinter hardened from 1120 ºC (2050 ºF ) + tempered. Markers: P → divorced pearlite, M → martensite, Ni → nickel-rich area. 100 FL-4405 (1120ºC/2050ºF) Frequency (%) 90 FL-4405 (1260ºC/2300ºF) 80 FLC2-4405 (1120ºC/2050ºF) 70 FLC2-4405 (1260ºC/2300ºF) FLN2-4405 (1120ºC/2050ºF) 60 FLN2-4405 (1260ºC/2300ºF) 50 40 30 20 10 0 100 200 300 400 500 600 700 800 900 >1000 Pore Area (µm²) Figure 6: Pore distribution (by area) for the P/M steels at the two sintering temperatures 100.000 688 FL-4405-(1260ºC/2300ºF) FL-4405-(1120ºC/2050ºF) 90.000 FL-4405-QT 80.000 588 538 438 60.000 388 50.000 338 288 40.000 238 30.000 20.000 10.000 188 100.000 1.000.000 10.000.000 Cycles (N) Figure 7: RBF S-N curves for FL-4405 138 100.000.000 Stress (MPa) 488 70.000 Stress (psi) 638 100.000 FLC2-4405-(1260ºC/2300ºF) FLC2-4405-(1120ºC/2050ºF) 90.000 FLC2-4405-QT 638 588 FLC2-4405-SH 80.000 538 438 60.000 388 50.000 Stress (MPa) 488 70.000 Stress (psi) 688 338 288 40.000 238 30.000 20.000 10.000 188 100.000 1.000.000 10.000.000 138 100.000.000 Cycles (N) Figure 8: RBF S-N curves for FLC2-4405 100.000 688 638 90.000 588 80.000 538 Stress (psi) 438 60.000 388 50.000 40.000 30.000 20.000 10.000 338 FLN2-4405-(1260ºC/2300ºF) 288 FLN2-4405-(1120ºC/2050ºF) 238 FLN2-4405-QT FLN2-4405-SH 100.000 188 1.000.000 10.000.000 Cycles (N) Figure 9: RBF S-N curves for FLN2-4405 138 100.000.000 Stress (MPa) 488 70.000 S-N Response Rotating bend fatigue data are plotted in the form of S-N graphs in Figures 7, 8 and 9. Table III summarizes the mechanical properties of the three P/M steels, including the fatigue limits (alternating bend stress amplitude for 50% survival and 90% survival). Attendant fatigue ratios (ratio of alternating bend stress amplitude to static tensile strength) for 90% survival are also included in Table III. Table III. Mechanical Properties of P/M Steels as a Function of Metallurgical Condition Steel FL4405 FLC2 -4405 Sintering Temp. ºC (ºF) 1120 (2050) 1260 (2300) 1120 (2050) 1260 (2300) FLN2 -4405 1120 (2050) 1260 (2300) Tensile Strength MPa (103 psi) Fatigue Limit MPa (103 psi) Fatigue Ratio (90% Survival) Sintered Density (g/cm3) Heat Treatment Hardness (HRA) 7.39 AS* 52 7.35 Q+T** 75 7.35 AS 53 659 (96) 290 (42) 262 (38) 0.40 7.28 AS 55 338 (49) Q+T 75 386 (56) 317 (46) 372 (54) 0.40 7.33 7.33 SH+T*** 61 788 (114) 1432 (208) 822 (119) 359 (52) 324 (47) 0.39 7.25 AS 56 745 (108) 276 (40) 262 (38) 0.35 7.44 AS 58 345 (50) Q+T 76 524 (76) 331 (48) 510 (74) 0.40 7.39 7.39 SH+T 60 826 (120) 1644 (238) 982 (142) 359 (52) 338 (49) 0.35 7.39 AS 58 770 (112) 331 (48) 303 (44) 0.39 647 (94) 1486 (215) 50% Survival 310 (45) 483 (70) 90% Survival 290 (42) 469 (68) 0.45 0.32 0.26 0.31 *AS: As-sintered **Q+T: Quenched + tempered ***SH+T: Sinter hardened + tempered DISCUSSION Previously reported mechanical properties [41], summarized in Table III, show clearly that the three P/M steels demonstrate strength levels suitable for high performance applications (i.e. tensile strength > 1000 MPa). At a nominal sintered density of 7.4 g/cm3 high temperature sintering did not result in any change in the tensile strength of FL-4405. It did reduce slightly the tensile strength of the FLC2-4405 and FLN2-4405 steels. Sinter hardening of the FLC2-4405 and FLN2-4405 steels from 1120 ºC (2050 ºF) resulted in tensile strength levels that are higher than the as-sintered values. These strength levels and attendant microstructures confirm that the cooling rate in the furnace (100% Varicool setting) is not sufficient for complete transformation of austenite to martensite. In the three P/M steels, the highest values of tensile strength were exhibited in the quenched + tempered condition. Microstructures of the FL-4405 steel in the as-sintered condition (Figures 3(a) and 3(c)) are similar. The microstructure consists primarily of divorced pearlite and some ferrite. The quenched + tempered microstructure of FL-4405 consists essentially of 100% tempered martensite (Figure 3(b)). Microstructures of FLC2-4405 in the as-sintered condition (Figures 4(a) and 4(c)) are comparable. The brownish etching areas (about 10v/o) consist of fine martensite. The presence of more than 50% cleavage facets on tensile fracture surfaces confirms this observation [41]. The microstructure consists primarily of divorced pearlite. The quenched + tempered microstructure is essentially 100% tempered martensite (Figure 4(b)). The sinter-hardened microstructure consists of about 50v/o martensite, 45v/o divorced pearlite and 5v/o retained austenite (Figure 4(d)). Microstructures of FLN2-4405 in the as-sintered condition (Figures 5(a) and 5(c)) are comparable, except that the nickel-rich regions are not as well-defined after sintering at the higher of the two temperatures. The brownish etching areas (about 10v/o) consist of fine martensite. The tensile fracture surfaces exhibit more than 50% cleavage facets [41]. The microstructure of the material sintered at 1120 °C (2050 °F) is composed primarily of divorced pearlite with light etching nickel-rich areas, Figure 5(a). The quenched + tempered microstructure is composed of about 90v/o tempered martensite (Figure 5(b)). The remaining 10v/o is composed of nickel-rich areas and retained-austenite. The sinter-hardened microstructure consists of about 50v/o martensite, 40v/o divorced pearlite with the balance comprising nickel-rich areas and retained-austenite (Figure 5(d)). An increase in the sintering temperature from 1120 ºC (2050 ºF) to 1260 ºC (2300 ºF) resulted in a decrease in the total number of pores. As seen in Figure 6, a majority of the pores (>70%) in the three P/M steels are in the size range (by area) <100 µm2; this corresponds to a pore size ≤ 11 µm dia. The frequency of pores in the 100 to 200 µm2 range (corresponding to a pore size 11 to 16 µm dia) is about 10%; it is much lower for larger pores. There are a few pores with areas > 1000 µm2 (corresponding to a pore size > 35 µm dia) in the copper-containing P/M steel. Quenching + tempering resulted in much higher alternating bend stress levels in the S-N graphs for the three steels, as seen in Figures 7, 8 and 9. Increases in the 90% survival fatigue limit of 17%, 54% and 62% were obtained by quenching and tempering FLC2-4405, FLN2-4405 and FL-4405 respectively, compared with sintering at 1120 ºC (2050 ºF). However, the fatigue ratios (90% survival) of the quenched + tempered P/M steels were lower than in the other metallurgical conditions: 0.26, 0.31 and 0.32 respectively for FLC2-4405, FLN2-4405 and FL-4405. The lowest fatigue ratio was exhibited by the copper-containing FLC2-4405. This is related to the large pores present and it is attributed to the relatively large size of the copper particles. High temperature sintering at 1260 ºC (2300 ºF) did not improve fatigue strength; in fact the fatigue limit decreased slightly compared with sintering at 1120 ºC (2050 ºF). Reductions in the fatigue limits were 8%, 10% and 17% for FLN2-4405, FL-4405 and FLC2-4405 respectively. The behavior of the copper admixed steel is again dominant in reducing the fatigue limit. Apparent hardnesses of the copperadmixed steel sintered at both temperatures are comparable (55 HRA and 56 HRA respectively). Thus, the behavior of the copper-admixed steel, with respect to hardness, can again be attributed to the large pores resulting from the relatively large copper particles. Sinter hardening of the FLC2-4405and FLN2-4405 steels did not produce a significant increase in fatigue resistance. Increases of about 2% in the 90% survival fatigue limit were recorded for both alloys, compared with the as-sintered 1120 ºC (2050 ºF) condition, respectively. The microstructures confirm that the sinter hardening treatment did not result in a completely martensitic structure. Higher cooling rates in the furnace would be required to achieve this goal. A comparison of the tensile properties (Table III and reference [41]), rotating bend fatigue response (Table III), and fatigue crack growth rates [43] confirms that in the three P/M steels at a density of 7.4 g/cm3, the lowest fatigue ratio, the highest fatigue limit, and the highest fatigue crack growth rates are associated with the quenched + tempered metallurgical condition. From Table III it is deduced that the apparent hardness of the P/M steels in the quenched + tempered condition increases by 31% (FLN2-4405), 36% (FLC2-4405) and 44% (FL-4405), compared with the as-sintered (1120 ºC) condition. In contrast, the corresponding increases in the tensile strength are 82% (FLC2-4405), 98% (FLN2-4405), and 129% (FL-4405). Thus, apparent hardness does not accurately reflect the strength of the P/M steels. In terms of the 90% survival fatigue limit in the quenched + tempered condition, the increases are 17% (FLC2-4405), 54% (FLN2-4405), and 62% (FL-4405), compared with the as-sintered (1120 ºC (2050 °F)) condition. It is well-established that a quenched + tempered microstructure is sensitive to factors that enhance stress concentrations. In this context, it is the pores that result in a low fatigue limit in FLC2-4405 – a consequence of the presence of large pores, in comparison with the other two P/M steels. Higher fatigue crack growth rates in the quenched + tempered condition compared with the sintered and sinter hardened conditions also reflect the influence of pores in generating stress concentration sites. In general, fatigue crack propagation rates are high in P/M steels, to the extent that the fatigue limit is dictated by crack initiation rather than propagation. Thus, resistance to crack initiation increases as the tensile strength increases. The low fatigue ratios of the three P/M steels in the quenched + tempered condition are a consequence of the relatively high tensile strengths. CONCLUSIONS 1. At a nominal density of 7.4 g/cm3, FL-4405, FLC2-4405 and FLN2-4405 exhibit the highest fatigue limit in the quenched and tempered condition. Increases in the 90% survival fatigue limit of 17%, 54% and 62% were obtained in FLC2-4405, FLN2-4405 and FL-4405 respectively, compared to the as-sintered condition (1120 ºC (2050 ºF)). 2. Sinter hardening of FLC2-4405 and FLN2-4405 increased the fatigue limit relative to the as-sintered condition. 3. High temperature sintering reduced the 90% survival fatigue limit relative to conventional sintering. This decrease was small in FLN2-4405 and FL-4405 (8% and 10% respectively), but higher in FLC2-4405 (17%). 4. The fatigue ratio is a function of microstructure and varies from about 0.27 to 0.48. It is lowest in the three P/M steels in the quenched + tempered condition. 5. The fatigue behavior of FLC2-4405 was inferior to that of the other two P/M steels in the metallurgical conditions examined. This is attributed to the large pores resulting from the copper particles. To improve the behavior of copper admixed steels, fine copper powder (<10 µm) should be employed. AKNOWLEDGEMENTS Professor Saritas is indebted to the Hoeganaes Corporation for financial support during a sabbatical leave (2000/2001) at Drexel University. The authors also express their gratitude to Thomas Murphy and Michael Marucci, both of Hoeganaes Corporation, for assistance with the pore and microstructure analysis, and fatigue testing, respectively. REFERENCES 1. R. Haynes, The Mechanical Behavior of Sintered Metals, Freund Publishing, House, London, 1981. 2. G.F. Bocchini, “The Influence of Porosity on the Characteristics of Sintered Materials”, Int. J. of Powder Metallurgy, 1986, vol.22, no.3, pp.185-202. 3. H. Danninger, G. Jangg, B. Weiss, and R. Stickler, “Microstructure and Mechanical Properties of Sintered Iron, Part I: Basic Considerations and Review of Literature”, Powder Metallurgy International, 1993, vol.25, no.3, pp.111-117. 4. H. Danninger, G. Jangg, B. Weiss, and R. Stickler, “Microstructure and Mechanical Properties of Sintered Iron, Part II: Experimental Study”, Powder Metallurgy International, 1993, vol.25, no.5, pp.170-223. 5. R. Haynes, “Fatigue Behavior of Sintered Metals and Alloys”, Powder Metallurgy, 1970, vol.13, no.26, pp.465-510. 6. A.F. Kravic, “The Fatigue Properties of Sintered Iron and Steel”, Int, J. of Powder Metallurgy, 1967, vol.3, no.2, pp.7-13. 7. R.S. Bankowski and W.H. Feilbach, “Fatigue Behavior of Sintered Iron Powder”, Int, J. of Powder Metallurgy, 1970, vol.6, no.3, pp.23-37. 8. I. Bertilsson, B. Karlsson and J. Wasen, “Fatigue Properties of Sintered Steels”, Modern Developments in Powder Metallurgy, Edited by E.N. Aqua and C.I. Whitman, Metal Powder Industries Federation, Princeton, NJ, 1984, vol.16, pp.19-32. 9. W.B. James and R.C. O'Brien, “High Performance Ferrous P/M Materials: The Effect of Alloying Method on Dynamic Properties”, Progress in Powder Metallurgy, Compiled by E.A. Carlson and G. Gaines, Metal Powder Industries Federation, Princeton, NJ, vol.42, 1986, pp.353-372. 10. B. Lindqvist, “Influence of Microstructure and Porosity on Fatigue Properties of Sintered Steels”, Metal Powder Report, 1989, vol.44, no.6, pp.443-448. 11. H. Danninger, G. Jangg,, B. Weiss and R. Stickler, “The Influence of Porosity on Static and Dynamic Properties of P/M Iron”, P/M Into The 1990’s, Proc. World Con. on P/M, Institute of Materials, London, 1990, vol.1, pp.433-439. 12. J. Holmes and R.A. Queeney, “Fatigue Crack Initiation in a Porous Steel”, Powder Metallurgy, 1985, vol.28, no.4, pp.231-235. 13. K.D. Christian and R.M. German, “Relation Between Pore Structure and Fatigue Behavior in Sintered Iron-Copper-Carbon”, Int. J. Powder Metallurgy, 1995, vol.31, no.1, pp 51-61. 14. D. Rodzinak and M. Slesar, “The Fatigue Curve of Sintered Iron and Its Microstructural and Fractographic Interpretation”, Powder Metallurgy Int., 1980, vol.12, no.3, pp.127-130. 15. B. Lindqvist, “Fatigue of P/M-Materials: Present Status and Future Possibilities”, Hoganas Internal Information, 1991, no. P/M’91-4, pp. 1-11. 16. S. Saritas, C. Dogan and R. Varol, “Improvement of Fatigue Properties of P/M Steels by Shot Peening”, Powder Metallurgy, 1999, vol. 42, no. 2, pp 126-130. 17. C.M. Sonsino, F. Mueller and R. Mueller, “Improvement of Fatigue Behavior of Sintered Steels by Surface Rolling”, Int. J. Fatigue, 1992, vol.14, no.1, pp.3-13. 18. C.M. Sonsino, G. Schlieper and W.J. Huppmann, “How to Improve the Fatigue Properties of Sintered Steels by Combined Mechanical and Thermal Surface Treatments”, ibid. reference no. 8, pp.33-48. 19. S. Saritas, F.H. Usmani and T.J. Davies, “Fatigue of Surface Treated Powder Forged Steels”, Heat Treatment’81, Proc. Int. Con., Metals Society, Birmingham, UK, 1981, pp.147-157. 20. P. Beiss, “Finishing Processes in Powder Metallurgy”, Powder Metallurgy, 1989, vol.32, no.4, pp.277-284. 21. S. Saritas, W.B. James and A. Lawley, “Fatigue Properties of Sintered Steels: A Critical Review”, Proc. EuroPM 2001, Nice, France, European Powder Metallurgy Association, Shrewsbury, UK, 2001, vol.1, pp.272-285. 22. R.M. German and R.A. Queeney, “Fatigue and Fracture Control for Powder Metallurgy Components”, ASM Handbook, Fatigue and Fracture, ASM International, Materials Park, OH, 1996, vol. 19, pp.337344. 23. D.S. Madan, “Enhanced Sintering and Property Improvement in Ferrous P/M Compacts”, Int. J. Powder Metallurgy, 1991, vol.27, no.4, pp.339-345. 24. H. Miura and Y. Tokunaga, “The Effect of Phosphorus Additions on the Structure and Mechanical Properties of Sintered Iron Compacts”, Int. J. Powder Metallurgy, 1985, vol.21, no.4, pp.269-281. 25. K. Shimada, “Improved Properties and Performance of Low Alloy Steel Parts Via High Temperature Sintering”, Int. J. Powder Metallurgy, 1991, vol.27, no.4, pp 357-361. 26. C. Lall, “Principles and Applications of High Temperature Sintering”, Reviews in Particulate Materials, 1993, vol.1, pp.75-107. 27. T.M. Cimino, H.G. Rutz, A.H. Graham and T.M. Murphy, “The Effect of Microstructure on Fatigue Properties of Ferrous P/M Materials”, Advances in Powder Metallurgy and Particulate Materials, compiled by R.A. McKotch and R. Webb, Metal Powder Industries Federation, Princeton, NJ, 1997, vol.2, pp 13/137-13/149. 28. T.M. Cimino, A.H. Graham, T.F. Murphy and A. Lawley, “The Effect of Microstructure and Pore Morphology on Mechanical and Dynamic Properties of Ferrous P/M Materials”, Advances in P/M and Particulate Materials, compiled by C.L. Rose and M.H. Thibodeau, Metal Powder Industries Federation, Princeton, NJ, 1999, vol.2, pp.7/65-7/84. 29. W.B. James and G.T. West, “Ferrous Powder Metallurgy Materials”, ASM Handbook, Powder Metal Technologies and Applications, ASM International, Materials Park, OH, 1998, vol. 7, pp.751-768. 30. O. Andersson and B. Lindqvist, “Benefits of Heteroneneous Srructures for the Fatigue Behaviour of PM Steels”, Metal Powder Report, 1990, vol.45, no.11, pp.765-768. 31. S. Mitomi and H. Miura, “Effect of Homogeneous and Heterogeneous Structures on the Properties of Sintered Alloy Steels Produced by MIM”, Nippon Tungsten Review, 1996, vol.28, pp. 1-11. 32. H. Miura, T. Baba and T. Honda, “Effects of Heterogeneous Structure on Properties of Sintered Low Alloy Steels”, Advances in Powder Metallurgy and Particulate Materials, compiled by T.M. Cadle and K.S. Narasimhan, Metal Powder Industries Federation, Princeton, NJ, 1996, vol.4, pp.13/42-13/49. 33. T. Baba, T. Honda and H. Miura, “Effects of Homogeneous and Heterogeneous Microstructures on The Fatigue Properties of 4600 Steels Produced by MIM Process”, J. Japan Society of Powder and P/M, 1997, vol.44, no.5, pp 443-447. 34. N. Douib, I.J. Mellanby and J.R. Moon, “Fatigue of Inhomogeneous Low Alloy P/M Steels”, Powder Metallurgy, 1989, vol.32, no.3, pp.209-214. 35. C. M. Sonsino, G. Schlieper and W.J. Huppmann, “Influence of Homogeneity on the Fatigue Properties of Sintered Steels”, Int. J. Powder Metallurgy, 1984, vol.20, no.1, pp.45-50 36. R.C. O’Brien, “Fatigue Properties of P/M Materials”, SAE Technical Paper No.880165, SAE Int., 1988. 37. E. Duchesne, G. L’Esperance and A. Rege, “Sinter Hardening and Hardenability”, Int. J. Powder Metallurgy, 2000, vol.36, no.1, pp 49-60. 38. W.B. James, “What is Sinter hardening?”, PM2TEC’98, Int. Con. on Powder Metallurgy and Particulate Materials, Metal Powder Industries Federation, Las Vegas, NV, May 31-June 4, 1998, Special Interest Session (oral presentation). 39. K.H. Lang, A. Neubauer, O. Vohringer and D. Lohe, “Cyclic Properties of Differently Heat Treated PM Steels”, Proc. 1998 Powder Metallurgy World Congress & Exhibition, Granada, Spain, European Powder Metallurgy Association, Shrewsbury, UK, 1998, vol.3, pp. 231-236. 40. M. Yoshida, H. Tanaka, A. Fujiki, T. Aoki and Y. Hasegawa, “Development of High Fatigue Strength Material without Heat treatment for High Stress Parts”, Proc. 2000 Powder Metallurgy World 41. 42. 43. 44. 45. Congress, edited by K. Kosuge and H. Nagai, Japan Soc. Powder & Powder Metallurgy, Kyoto, Japan, 2000, Part I, pp.141-144. S. Saritas, R.J. Causton, W.B. James, and A. Lawley, “Effect of Microstructural Inhomogeneities on the Mechanical Properties of Hybrid P/M Steels”, Advances in Powder Metallurgy and Particulate Materials, compiled by W.B. Eisen and S. Kassem, Metal Powder Industries Federation, Princeton, NJ, 2001, pp. 10/51-10/70. S. Saritas, R.D. Doherty and A. Lawley, “Investigation of the Effect of Porosity on the Hardenability of P/M Steels”, ibid. reference no.41, pp. 10/112-10/129. S. Saritas, R.J. Causton, W.B. James and A. Lawley, “Effect of Microstuctural Inhomogeneities on the Fatigue Crack Growth Response of a Prealloyed and two Hybrid Stells”, Advances in Powder Metallurgy and Particulate Materials, compiled by V. Arnhold, C.L. Chu, W.F. Jandeska Jr. and H.I. Sanderow, Metal Powder Industries Federation, Princeton, NJ, 2002, pp. 5/136-5/148. E. Fetullayev, C. Karatas, S. Saritas, R.J. Causton, W. B. James and A. Lawley, “Residual Stresses in Sintered PM Steels”, Euro PM 2003, Valencia, Spain, European Powder Metallurgy Association, Shrewsbury, UK, 2003, vol. 1, pp.343-354. MPIF Standard 42, “Determination of Density of Compacted or Sintered Metal Powder Products”, Standard Test Methods for Metal Powders and Powder Metallurgy Products, Metal Powder Industries Federation, Princeton, NJ, 2003.