- No category
Properties and Applications of High Density Sinter-Hardening Materials Thomas Haberberger
advertisement
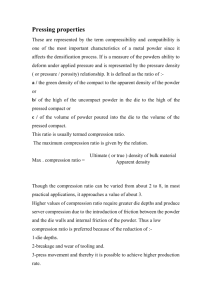
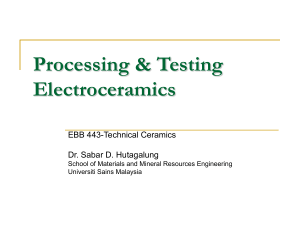
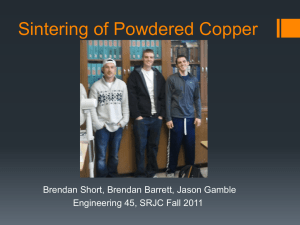
Properties and Applications of High Density Sinter-Hardening Materials Thomas Haberberger Alpha Sintered Metals R.D. #1, Box 43D Montmorenci Road Ridgway, PA 15853 Francis G. Hanejko, Michael L. Marucci, Patrick King Hoeganaes Corporation 1001 Taylors Lane Cinnaminson, NJ 08077 Abstract: Sinter-hardening materials are characterized by their high hardenability which enables the formation of >80% martensite during accelerated cooling. However, these moderately alloyed materials often exhibit lower compressibility and the resulting lower density limits their use in potential high strength applications. What is needed is a method to improve the green and sintered density of current sinter-hardening materials that will enable these materials to be utilized in new high strength applications. This paper describes how the green and sintered density of standard sinter-hardening alloys can be improved using new alloy systems coupled with advanced binder technology. The resulting improvements in mechanical properties will be presented as well as the potential use of highdensity sinter-hardening materials in demanding applications such as high strength gears. Introduction: Sinter-hardening has rapidly become an accepted processing technology enabling the production of net shape P/M parts that have high hardness with good wear resistance. Along with the hardness and wear resistance, sinter-hardened parts show less distortion than traditional quenched and tempered parts. [1] This feature makes this P/M part making technology an ideal candidate for many new high volume applications where the end user is looking to maximize the economic benefits of the P/M process. Despite the numerous advantages of sinter hardening, this technique has certain limitations that must be considered in the specification and design of actual components. Traditional sinterhardening materials are moderate to highly prealloyed steels containing molybdenum and / or nickel that are premixed with graphite contents > 0.8% and elemental copper additions of up to 2%. [2] The combination of alloyed base irons with the elemental copper additions result in premixes that generally have poor compressibility with corresponding low green and sintered densities. Additionally, the mechanical properties of these materials are also lower than those of conventionally heat-treated materials; in particular, the impact energy and rolling contact fatigue resistance (because of the low density and uniform carbon content). Fundamental to improving the properties of any P/M part is increasing the green and sintered densities. Although DP/DS is a potential method to increase density, its usage has been somewhat limited with these alloys with only minor increases in densities achieved. Sizing after sintering to increase density is impractical because of the high hardness and strength of these materials preventing the restriking operation from having any practical effect. What is needed is a way to improve the mechanical properties of sinter-hardened components via enhanced compaction techniques and / or improved alloys that give increased hardenability without the associated loss in compressibility. Previous experimental work reported by Haberberger etal demonstrated ANCORDENSE processing coupled with high temperature sintering of sinter-hardening alloys had a beneficial effect on the impact properties with minor improvements in the tensile properties. [3] For example in the three materials studied, the impact energy increased by 50% / 100% when the sintering temperature was raised from 2150 °F to 2300 °F with only a 0.05 g/cm³ increase in density. One concern with high temperature sintering was the potential for greater dimensional distortion during sintering. In this earlier study, the authors noted that the variability of the OD and ID of test rings sintered at 2300 °F (1260 °C) showed the same variability as similar test rings sintered at 2150 °F (1175 °C) sintering. In this work, the maximum mechanical properties achieved were an approximate 170,000-psi (1175 MPa) tensile strength with a maximum impact toughness of 15 ft.lbf (19J). With the ever increasing demands for increased strength and durability of gearing for both the lawn and garden market and the automotive market it is speculated that the target for P/M processing is to produce a material with ultimate tensile strength approaching 200,000 psi (1400 MPa) with unnotched impact toughness >20 ft.lbf (27J). This combination of tensile strength and toughness exceed the performance of cast ductile and malleable irons thus enabling P/M to fill a unique niche between high performance castings and traditional wrought alloy steels. [4] This paper will focus on the methods to improve the green and sintered densities of conventional sinter-hardening materials plus the initial development of a new sinter-hardening material that offers the potential for high strength, high hardness, good impact properties plus stability of dimensions with sintering at 2300 °F (1260 °C). Experimental Procedure: The objective of this work was to develop a material and processing scheme that would facilitate achieving high green and sintered densities plus give mechanical properties approaching 200,000psi tensile strengths (~1400 MPa) with impact energies > 20 ft.lbf (27 J). Two materials were evaluated, the chemical analysis of these materials is shown in Table 1. Both materials were prepared in the R&D pilot production facility of Hoeganaes Corporation. The nickel was added as carbonyl nickel (Inco 123) and the graphite was added as natural graphite (Asbury 3203). Table 1 Chemical analysis of Test Materials Material ID A B Mo, w/o 0.85 0.85 Ni, w/o 4.0 3.0 Cr, w/o 0 1.0 Si, w/o 0.35 0.35 Gr, w/o 0.60 0.60 Premixes were prepared both as standard double cone blended with 0.75% Acrawax and the new proprietary AncorMax D technology with 0.55% total lubricant. Using the conventionally blended premix, standard MPIF tensile bars, TRS bars, and impact specimens were pressed over a range of compaction pressures from 40 to 60 tsi (550 to 830 MPa). After compaction, the test samples were sintered at either 2300 °F (1260 °C) or 2350 °F (1290 °C) in various atmospheres ranging from 90-v/o nitrogen and 10-v/o hydrogen to 100% hydrogen. Sintering was done in a laboratory 6-inch (15 cm) ceramic belt furnace equipped with a Varicool™ accelerated cooling. All samples were sintered on ceramic trays. Only high temperature sintering was investigated in this study, the rationale was to maximize the alloy potential of the silicon and chromium additions. After sintering all samples were tempered at 400 °F (205 °C) in a nitrogen atmosphere to temper any transformed martensite to tempered martensite. Testing of the various samples was done in accordance to standard MPIF standard test methods. [5] As a follow up to the testing of standard test specimens, Alpha Sintered Metals designed and fabricated tooling to compact a prototype gear. Alpha Sintered Metals has considerable experience in the compaction and sintering of these types of gears. The objective of the gear compaction work was to validate the test results achieved with standard test samples. Additionally these gears could be used to document the performance advantages of high density processing on dynameters test stands. Compaction of the gears was done at Alpha Sintered Metals on a 300-ton mechanical compaction press using heated dies heated to 150 °F (65 °C). Sintering was carried out in production 12-inch (30 cm) high temperature pusher sintering furnace located at Alpha. These gears were evaluated for sintered density, sintered hardness, and microstructural analysis. Results: The tensile data developed for the two materials is shown in Table 1 and Table 2. In an effort to understand the effects of high density on the mechanical properties of these materials, samples were prepared from the standard premix with 0.75% Acrawax compacted at pressures ranging from 40 to 60 tsi (550 to 830 MPa). Sintered densities ranging from 7.0 g/cm³ up to >7.3 g/cm³ were achieved. Previous experimental work has shown that the AncorMax D processing produces a 0.10 g/cm³ increase in density at compaction pressures > 40 tsi up to a maximum of 98% of the pore free density of the premix. Two distinct sintering temperatures 2300 °F (1260 °C) and 2350 °F (1290 °C) were evaluated in this testing utilizing three sintering atmospheres. The sintering furnace utilized was a laboratory high temperature belt furnace with an integral accelerated cooling unit. All samples were sintered under conditions of accelerated cooling. Table 2 Tensile Data on Ancorloy MDCL Sinter Conditions, °C, N2 / H2 1260,90/10 1260, 50/50 1260, 0/100 1290, 50/50 1290, 0/100 Comp. Pressure, tsi (MPa) 40 (550) 50 (690) 60 (830) 40 (550) 50 (690) 60 (830) 40 (550) 50 (690) 60 (830) 40 (550) 50 (690) 60 (830) 40 (550) 50 (690) 60 (830) Sintered Density YS, 1000 psi (MPa) UTS, 1000 psi (MPa) El, % Hardness, HRC 7.12 7.24 7.30 7.14 7.25 7.32 7.17 7.26 7.32 7.14 7.25 7.32 7.16 7.26 7.32 115 (793) 116 (800) 122 (841) 116 (800) 124 (855) 129 (890) 97 (670) 128 (883) 139 (959) 131 (903) 131 (903) 132 (910) 112 (772) 138 (952) 144 (993) 166 (1145) 180 (1241) 186 (1282) 160 (1103) 179 (1234) 187 (1289) 143 (986) 183 (1262) 194 (1338) 167 (1151) 186 (1282) 189 (1304) 154 (1062) 188 (1296) 202 (1393) 2.1 2.3 2.3 2.0 2.2 2.4 2.0 2.4 2.4 2.0 2.3 2.1 2.0 2.4 2.4 34 36 38 31 35 37 26 33 36 31 35 36 28 34 38 Table 3 Tensile Data on 1%Chrome, Nickel, Silicon Steel Sinter Conditions, °C, N2 / H2 1260, 90/10 1260, 50/50 1260, 0/100 1290, 50/50 1290, 0/100 Comp. Pressure, tsi (MPa) 40 (550) 50 (690) 60 (830) 40 (550) 50 (690) 60 (830) 40 (550) 50 (690) 60 (830) 40 (550) 50 (690) 60 (830) 40 (550) 50 (690) 60 (830) Sintered Density YS, 1000 psi (MPa) UTS, 1000 psi (MPa) El, % Hardness, HRC 7.01 7.12 7.19 7.02 7.14 7.20 7.03 7.13 7.20 7.01 7.13 7.19 7.16 7.26 7.32 111 (766) 118 (814) 121 (834) 120 (827) 128 (883) 126 (869) 115 (793) 125 (862) 135 (931) 122 (841) 126 (69) 137 (945) 121 (834) 129 (890) 139 (959) 159 (1097) 171 (1179) 180 (1241) 161 (1110) 174 (1200) 186 (1283) 159 (1097) 176 (1314) 192 (1324) 168 (1159) 179 (1234) 189 (1303) 163 (1124) 180 (1241) 191 (1317) 2.0 2.0 2.3 1.9 2.1 2.3 1.9 2.2 2.4 1.9 2.0 2.2 2.0 2.4 2.4 32 35 37 32 35 37 29 33 36 33 35 37 28 33 35 Shown in Table 4 are the impact energies for the two materials at selected densities and sintering conditions, all samples were tempered at 400 °F (205 °C). All the impact testing was done at room temperature using unnotched Charpy impact bars. Table 4 Impact Energy of Two Materials Evaluated Material MDCL Sinter Conditions, °C, N2 / H2 1260, 90/10 1260, 50/50 1290, 50/50 1260, 90 / 10 1% Chrome 1260, 50/50 1290, 50/50 MPIF FLC4608 2050 °F (1120 °C) Sintered Density, g/cm³ Tempered Hardness, HRc Impact Energy, ft.lbf (Joules) 7.23 7.28 7.24 7.29 7.27 7.32 7.06 7.13 7.06 7.13 7.09 7.15 39 42 41 41 39 41 38 39 36 39 38 38 20 (27) 23 (31) 24 (33) 24 (33) 25 (34) 27 (37) 20 (27) 22 (30) 20 (27) 22 (30) 22 (30) 25 (34) 7.20 37 14 (19) Discussion: The primary objective of this study was to develop a material and processing technique that could produce as-sintered and tempered tensile strengths approaching 200,000 psi (~1400 MPa) via a single press / single sinter processing route. Two keys to obtaining these mechanical properties are having a material with sufficient hardenability to achieve the desired as sintered microstructure and having an alloy system capable of producing the mechanical properties required for the final application. Prior to discussing the mechanical property results it is useful to discuss the sintering response and the hardenability of the two alloys. In a parallel study to this effort, King etal investigated the dimensional change (DC) during sintering and Jominy hardenability of these materials. [6] The DC data presented in Figure 1shows a higher degree of shrinkage for the MDCL material relative to the 1% chromium material (all sintering done at 2300 °F (1260 °C) in a 90 v/o nitrogen and 10 v/o hydrogen atmosphere). The explanation for this difference is the reduced nickel addition in the chrome containing material; the higher nickel in the Ancorloy MDCL does promote greater shrinkage. At the high sintered densities required for high performance components, the material containing the 1% chrome showed significantly reduced DC relative to the MDCL material, with the DC becoming nearly zero at sintered densities approaching 7.2 g/cm³. This feature of the chrome containing material has both advantages and disadvantages. Certainly, a near die size material simplifies the die design process and can show reduced distortion. However, the near die size does not sinter densify thus giving lower sintered densities with the potential for reduced mechanical properties. Thus, the new alloy must show improved mechanical properties at somewhat lower sintered densities. 0.1 0 Dimensional Change, % -0.1 -0.2 1% Chrome Variant -0.3 MDCL -0.4 -0.5 -0.6 -0.7 -0.8 -0.9 6.7 6.8 6.9 7.0 7.1 7.2 7.3 Sintered Density, g/cm³ Figure 1: Sintered dimensional change for the two materials studied. 0 Distance from Quenched End (mm) 40 60 20 80 100 Apparent Hardness (HRA) 76 MDCL 74 1% Chrome Variant 72 70 68 66 0.0 Figure 2: 0.5 1.0 1.5 2.0 2.5 3.0 Distance from Quenched End (in.) 3.5 4.0 Jominy Hardenability of MDCL and the chrome containing material. Figure 2 presents the Jominy hardenability of the two materials (King etal). Although the Jominy data presented in Figure 2 is for a 0.80% graphite addition, it clearly demonstrated the hardenability improvement with the substitution of 1% chrome for 1% nickel in the MDCL material. The greater hardenability of the chrome containing steel is expected based on the calculated ideal diameters for these materials. [7] As demonstrated in the calculation of the ideal diameter, both the Ancorloy MDCL and the chrome-containing variant have significantly higher hardenability relative to the more commonly used sintered-hardening grades. This higher hardenability denotes an ability to cool the part slower yet still achieve the desired microstructure and with a potential to reduce distortion within the part. Additionally, larger through hardened parts are possible with these alloys compared to the standard sinter-hardening grades. Additionally, slower cooling rates can be used to achieve the martensite transformation. Table 5 Ideal Diameters for Various Sinter-Hardening Materials Material Ancorloy MDCL Chrome Containing Ancorsteel 737, 2% cu & 0.9% Graphite MPIF FLC-4608 Ideal Diameter, cm/in. 13 / 5.3 16.0 / 6.3 12.8 / 5.1 5.4 / 2.1 As noted in Figure 1, the MDCL material exhibits shrinkage during the sintering stage thus leading to improved sintered densities. If the chrome containing material is to successfully replace the MDCL material it must show enhanced mechanical properties at lower densities. Figure 3 presents the tensile data shown in Table 2 and Table 3 for the sintering conditions of 2300F and 90-v/o nitrogen and 10-v/o hydrogen. 200 Strength, 1000 psi 180 Tensile Strength 160 MDCL 1% Chrome 140 120 Yield Strength 100 80 7.0 Figure 3: 7.0 7.1 7.1 7.2 7.2 Sintered Denisty 7.3 7.3 7.4 Tensile properties of MDCL and chrome containing variant. The 1% chrome steel exhibits higher yield and tensile strengths at equivalent sintered densities. The MDCL material does show an approximate 3% improvement in UTS at the highest compaction pressure evaluated in this study. Advanced compaction technologies such as ANCORDENSE or AncorMax D can provide higher compacted densities for either material. Both P/M steel alloys show excellent tensile elongations at >2% while still possessing tensile strengths greater than 180,000 psi (1250 MPa). Even as the tensile strength nears 200,000 psi (~1400 MPa) for the MDCL or the chrome variant, the elongation remains at the 2% level. Similarly, the impact toughness of both materials show that at these elevated strength levels an impact toughness of > 20 ft.lbf (27 J) were obtained. Although the MDCL appears to have higher impact toughness, the 1% chrome steel has nearly the same impact toughness albeit at a 0.10 g/cm³ lower density. Thus, the chrome addition has the same impact toughness as the MDCL but achieves this level at lower densities. Similar to the tensile results, both materials show improved impact toughness when compared to the MPIF Standard sinter-hardening material. Although not a focus of this study, rotating bending fatigue test results of these alloys developed by King demonstrated that the 1% chrome alloy has a higher 50% and 90% FEL relative to the MDCL alloy at similar compaction pressures (the chrome steel had a lower sintered density). Additionally, both steels show a significant improvement in rotating bending fatigue performance compared to the commercially available sinter hardening grades. Note, the MDCL and 1% Chrome grades shown in Table 6 were sintered at 2300 °F (1260 °C) whereas the FLC-4608 was sintered at 2050 °F (1120 °C). Table 6 FEL of MDCL and Chrome Containing Variant Material MDCL 1% Chrome MPIF FLC-4608 Sintered Density 7.25 7.13 7.20 50% FEL 412 / 60 430 / 62.3 90%FEL 403 / 58.5 421 / 61.1 285 / 42.0 Production of Gears at Alpha Sintered Metals The data developed to this point in the study was done utilizing standard MPIF test geometries. To prove the validity of these alloys for production, Alpha Sintered Metals designed and built prototype gear tooling. The objective was to determine if the laboratory data could be transferred to production components. Although the exact geometry of the gears is proprietary, the gear was approximately 2.5 inches (6.3 cm) in diameter and was about 0.7 inches (1.8 cm) in length with an approximately mass of 200 grams. The material evaluated was the 1% chrome variant prepared via the AncorMax D premix technology. Gears were compacted at 50 and 60 tsi (690 and 830 MPa) with corresponding green densities of 7.3 g/cm³ and 7.35 g/cm³. The sintered densities after sintering at 2350 °F (1290 °C) in a 50/50 atmosphere were 7.4 and 7.45 g/cm³ respectively. The resulting microstructure of the as sintered gears is shown in Figure 5. The microstructure consists of > 85% martensite with small amounts of bainite and fine pearlite. Preliminary testing of the gears is ongoing, no results are available at this time. 125 microns Figure 4: Photomicrograph of 1% Chrome Variant material Summary: The primary objective of this study was to achieve a high performance sinter hardening material that possessed tensile strengths approaching 200,000 psi (~1400 MPa) with impact toughness of >20 ft.lbf (27). The two materials evaluated in this investigation met the mechanical property objectives; both materials require high temperature sintering to achieve these goals. Although high temperature sintering is not as common as conventional sintering, it usage is growing because it enables the parts producer to achieve levels of mechanical properties heretofore unobtainable via conventional P/M process. By way of comparison, MPIF Standard 35 for sinter hardening materials presents values of tensile strength at 7.2 g/cm³ having a minimum of 120,000 psi (875 MPa) with less than 1% elongation. The present materials far exceed these published values with tensile strengths approaching 200,000 psi (~1400 MPa), elongation values of > 2%, and impact energies of >20 ft.lbf (27 J). It should also be noted that the mechanical properties achieved in this work were achieved at a graphite addition level of 0.6% in lieu of the standard 0.9% typically used in sinter-hardening materials. In the earlier work of Haberberger etal, the maximum tensile strength achieved was ~170,000 psi (1175 MPa) at a sintered density of 7.3 g/cm³. However, the impact toughness and elongation was much reduced over the present materials. The two materials studied although similar in mechanical property performance show different sintering response. The MDCL shows considerable shrinkage during sintering whereas the 1% chrome variant is nearly a die size material when compacted to high density and sintered at 2300 °F (1260 °C). Another benefit of the chrome addition is higher hardenability and improved rotating bending fatigue results. The higher hardenability enables slower cooling rates and the ability to make larger through hardened parts. Both the MDCL and the chrome variant show better compressibility relative to standard sinter hardening materials. Lastly, production of prototype P/M gears demonstrated that production processing of these materials gave sintered densities > 7.4 g/cm³. The sintering of the experimental gears was carried out in a production high temperature pusher furnace without accelerated cooling. As sintered hardness greater than HRC 40 were obtained. The microstructure consisted of > 85% tempered martensite. Currently, these gears are undergoing dynamometer testing. References: 1.) F. Hanejko, A. Taylor, “Advanced Sintering Materials and Practices”, Advances in Powder Metallurgy and Particulate Materials – 2002, Part 13, pp 13-29, Metal Powder Industries Federation, Princeton, NJ, 2002. 2.) Material Standards for P/M Structural Parts, 2000 Edition, Published by Metal Powder Industries Federation, 2002, . 3.) T. Haberberger, F. Hanejko, M. Baran, “Advanced Hardening of Sinter-Hardening Materials”, Advances in Powder Metallurgy and Particulate Materials – 2001, Part xxx, pp. yyy, Metal Powder Industries Federation, Princeton, NJ, 2001.. 4.) M. Baran, N. Chawla, T. Murphy, K. Narasimhan, “New High Performance P/M Alloys for Replacing Ductile Cast Irons”, Advances in Powder Metallurgy and Particulate Materials - 2000, Part 13, pp. 123-130, Metal Powder Industries Federation, 2000. 5.) MPIF testing standard 6.) P King, G. Fillari, F. Hanejko, “Chromium Additions to the Ancorloy MD Series”, Presented at 2003 International Conference on Powder Metallurgy and Particulate Materials, June 8-12, Las Vegas. 7.) A.F. DeRetana, R.V. Doane, “Predicting the Hardenability of Carburizing Steels”, Metal Progress, vol. 9, pp 65-78, 1971.
 0
0
advertisement
Related documents






Download
advertisement
Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users