World Journal Of Engineering The effect of boundary layer on
advertisement

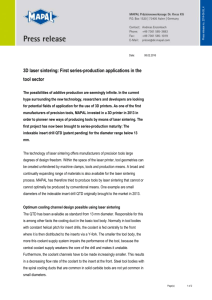
World Journal Of Engineering The effect of boundary layer on activated liquid phase sintering of W-bronze composites by Co and Fe Additions. 1 M. S Kahtan, 2 R. Azmi Universiti Malaysia Perlis School of Material Engineering-Jejawi- Taman Muhibah 02600 Perlis-Malaysia 1 E mail: tompetorage954@yahoo.com Abstract W grains on the verge of complete dissolution In this study, the effects of 1-5wt. % Fe and Co additions on the densification of different compositions of W-pre-alloy and pre-mixed bronze compacts were examined. The sintering process was conducted isothermally at temperatures ranging from920 to1300ºC for 3h. Relative sintered densities in the range of 70-90% were achieved. The results showed that substantial improvement in hardness by a factor of two folds and density by 5-15% was achieved for the sintered compacts by the addition of 2–3 wt. % Fe and Co as activators. Key words: Composite material; Microstructure; sintering; grain boundaries. Neck W40 Bro. Fe3 1100ºC Mag. = 2.00 K X 5µm Fig. 1: An image of W40wt. %- pre-alloy bronzeFe3wt. % sintered at 1100ºC. Fig.2 SEM images and EDX line scan analysis show the formation of Co-W intermetallics layer of W40wt%-pre-alloy bronze sintered compacts of Co 3wt.% addition sintered at 1100ºC. Complete wetting and the richness of this layer by Co element is evident. Introduction Tungsten metal and bronze alloy are almost completely immiscible in both solid and liquid phases. This limitation excludes the use of conventional alloying techniques to yield W-bronze alloys. So far solid-state (SS) and liquid phase sintering (LPS) techniques are extensively used to sinter compacts of W-Cu composite slugs according to their desired industrial specifications [1]. Panichkina[2] and later by Johnson and German[3] and Y. Boonyongmaneerat[4] have demonstrated that addition of group VIII transition metals including Ni, Co, Fe and Pd can beneficially enhance the sintering kinetics of W powder and thus lower its sintering temperature. It was found that sintering additives which are insoluble in W can segregate to the W interparticles zone, provide a high diffusivity transport path for W atoms and consequently lower the activation energy for bulk transport of W [5]. O C Sn Co W W40BRO. Co3 1100 ºC 15.0 kV x 5000 5µm Fig.2 SEM images and EDX line scan analysis show the formation of Co-W intermetallics layer. Peak of Co element shoots up at the interboundary layer. Experimental Mixing of the as received powders is an essential step in green compact preparation. Mixes of different compositions varied from W40-80wt. %- pre-alloy bronze were prepared from their elemental powders of tungsten, pre-alloy and pre-mix bronze. The compacts were held isothermally at sintering temperature ranged from 920ºC to 1300ºC for 3 h. H2/N2 as protective gas mixture of 20/80 wt% ratio was utilized. Fig. 3: (a) Effects of Fe and Co addition on W50wt. %pre-alloy bronze compacts sintered at 920ºC and 1100ºC (b) W80 wt. %-pre-alloy bronze compacts with Fe addition sintered at 1100, 1200 and 1300ºC. Figure 4 shows SEM fractograph of W40wt. %-pre-alloy bronze compact of Fe3wt. % addition sintered at 965ºC in H2/N2 as protective gas environment. It is apparent that the Fe rich-W inter-boundary layer completely Results wets the W grain compared to the other adjacent non wetted fractured one. It is apparent that the Fe rich-W Fig. 1: An image of W40wt. %- pre-alloy bronze-Fe3wt. % sintered at 1100ºC, dissociation of w grains in interboundary layer inter-boundary layer completely wets the W grain is evident 519 World Journal Of Engineering sintering mechanisms of W were considered a mystery. Very recently, numerous experiments were devoted to elucidate the long-standing mystery of subsolidus activated sintering mechanisms in solid-state sintering of W-Pd, W-Ni, W-Co, W-Fe materials. Specifically, that part related to the initiation of activated sintering, the wetting-prewetting transition and the formation of quasi-liquid phase at subsolidus eutectic/peretectic temperatures. In the classical models of Brophy et al., [7] and Toth and Lockington, [8], the solid-state activator is presumed to be the secondary crystalline Ni-rich phase which completely ‘‘wets’’ the tungsten primary phase and penetrates along the grain boundaries (GBs). The work of Luo and Shi, [9] and Luo, [10] and Gupta et al.[11] proposed a mechanism in which the stabilized nanometer-thick, quasi-liquid GB layers in Ni-doped W well below the bulk eutectic temperature is considered fully responsible for the densification enhancement in solid-state subsolidus activated sintering. The outcome of this study came on the contrary and provides compelling evidences on different conclusions. It seems to follow the mechanism proposed by and Toth and Lockington, [8]. compared to the other adjacent non wetted fractured one. a Conclusion The sintering activation mechanisms seemed to follow the model proposed earlier by Toth and Lockington rather than the recently proposed mechanism by Gupta and coworkers. b Fig.3 depicts the effects of Fe and Co addition on W50 and 80wt. %-pre-alloy bronze compacts. References b Element Wt% At% OK 01.38 10.27 FeK 17.39 37.10 WL 81.23 52.63 [1] L. J. Kecskes, M. D. Trexler, B. R. Klotz, K. C. Cho, R. J. Dowding, Metall. Mater. Trans. A 32A (2001) 2885-2893. [2] V. V. Panichkina, Article translated from Poroshkovaya Metallurgiya 2 (50) (1966) 1-5. [3] J. L. Johnson, R. M. German, Metall. Mater. Trans. B 27B (1996) 901-909. [4] Y. Boonyongmaneerat, J. Mater. Processing Technol. (2008) 1-4. [5] R. M. German, Z. A. Munir, Metall. Mater. Trans. A7 (1976) 1873-1877. [6] IceNine Phase diagram, ESM Software, (1997) version 1.0, http://www.esmsoftware. com. [7] J.H. Brophy, H.W. Hayden, A.L. Prill, J. Wulff, Prepared under U.S. navy, bureau of naval weapons, contract no. w 61-0326-d1. (1961). Fractured W grain W-Fe rich layer completely wets the W grain Fig.4 shows SEM of W40wt. %-pre-alloy bronze compact fractograph of Fe3wt. % addition Discussion As the sintering process commences, the activator elements of Co and Fe start to segregate at W grain boundary and owing to high solubility for W, they form stable intermetallic compounds of W6Co7 and W6Fe7 with W. Consulting the relevant Fe-W and CoW binary phase diagrams in [6], reveals that these intermetallic compounds melt at 1538ºC and 1471ºC respectively, while W melts at 3430ºC. This means that the diffusion energies for those two intermetallic compounds are substantially lower than the solid-state diffusion energy of W element. Based on that, those two intermetallic compounds could be responsible for sintering enhancement. However, clarification of the process is not simple. For decades, the activated [8] J.I. Toth, N.A. Lockington, J. Less-common Me12 (1967) 353-36. [9] J. Luo, X. Shi, App. Phys. Let. 92 (2009) 101901. [10] J. Houze, S. Kim, S.J. Park, R.M. German, M.F. Horstemeyer, S.G. Kim, J. App. Phys. 103(10) (2009) 106103. [11] V.K. Gupta, D.H. Yoon, H.M. Meyer III, J. Luo, Act. Mat. 55 (2007) 3131-3142. 520