ADVANCED SINTER-HARDENING MATERIALS AND PRACTICES
advertisement

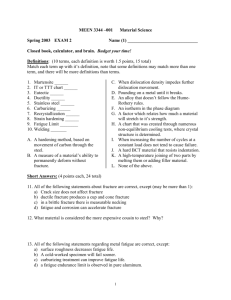
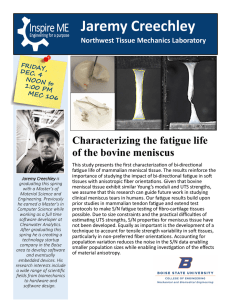
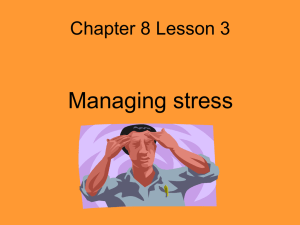
ADVANCED SINTER-HARDENING MATERIALS AND PRACTICES Francis Hanejko *, Alan Taylor **, & Arthur Rawlings * * Hoeganaes Corporation Cinnaminson, NJ 08077 ** GKN Sinter Metals Salem, IN Presented at PM2TEC 2002 International Conference on Powder Metallurgy & Particulate Materials JUNE 16 – 21, 2002 ORLANDO, FLORIDA USA Abstract: Sinter hardening is a well-established production technique utilized in the manufacture of P/M components with hardness and tensile strengths that approach the values of quench and tempered materials. The potential drawback of the sinter hardening process is the uniform carbon content of the case and core. This uniformity of carbon content does not promote a desirable compressive stress condition on the surface of the component leading to less than optimum fatigue strength. Experimental work was performed in which several sinter-hardening materials were produced with lower core carbons and subsequently carburized after the sintering process to produce a carburized case. Mechanical properties including tensile and fatigue of the non-carburized and carburized material will be presented plus the effect of the carburizing cycle on the carbon gradient of the new sinter hardening materials. Introduction: Sinter hardening is a process that combines sintering of the P/M part with furnace accelerated cooling to produce as sintered microstructures containing greater than 75% martensite [1,2]. As a general rule, the ferrous materials used in sinter hardening contain high levels of alloying elements with graphite additions of approximately 0.8% [3]. This combination of a highly alloyed premix with the high graphite level result in reduced compressibility with corresponding low sintered densities. Concomitant with the low density, the microstructure is a uniform carbon distribution from the case to the core. The benefit of high hardness in the as sintered condition is often offset by less than optimum mechanical properties that restricts opportunities for use of sinter hardening in highly stressed applications. Design engineers of highly stressed parts rely on carburizing or carbonitriding the surface to give the often-opposing combination of high mechanical properties with good surface wear and hardness. These heat treatments impart a wear resistance surface layer plus apply a favorable compressive stress condition on the surface of the part to further enhance the cyclic fatigue characteristics [4]. Gas carburizing or gas carbonitriding is traditionally done on lean alloy systems and is followed by an oil quench to develop the appropriate martensitic microstructure. Rolling contact fatigue resistance of materials increases by approximately 20% [5]. Carburizing has been used extensively in P/M components for the same purpose. P/M is unique in that the depth of carburizing is a function of the time at temperature as well as the amount of porosity in the part. One drawback of the oil quenching results in dimensional distortion that often negates the net shape capability of the P/M process. What is needed is a processing technique in which the benefits of sinter hardening can be merged with the advantages of surface modification without the associated distortion inherent in oil quenching. The objective of this paper is to summarize a series of materials that were either conventionally sinter hardened or sintered and then vacuum carburized followed by a rapid gas quench. Key variables that will be measured include the compressibility, the dimensional change as sintered and as gas quenched, and the mechanical properties of test samples prepared by both processing schemes. It is noted that vacuum carburizing was chosen in this experimental work because it was a relatively small batch process that could serve as the model for larger implementation to continuous gas carburizing. Materials Evaluated and Testing The goal of this investigation was to examine material and processing options that would give enhanced fatigue properties in an automotive hydraulic pump application. When first designed, the part was qualified using a FN-0205 material that was carbonitrided and oil quenched for improved wear and mechanical properties. However, the carbonitrided part required form grinding to meet the component’s final dimensional specifications. To reduce cost, a sinter-hardening grade (FLNC-4408) was successfully substituted, eliminating the need for secondary machining. One disadvantage of the sinter hardening material was a reduction in the fatigue strength of the component [6]. With increasing pump pressures, this reduction in fatigue strength will soon be unacceptable. A heat treatment design of experiments (DOE) demonstrated that the effect of core vs. surface carbon in heat-treated steels results in a 10% improvement in fatigue performance for the surface modified components. Consequently, unless higher fatigue strength sinter-hardening options are developed, the mechanical property requirements will necessitate that the pump component return to the carbonitrided FN0205 material system, thus adding cost to the P/M component. To capitalize on the uniqueness of P/M, a program was designed that investigated two high carbon materials for their sinter hardening response. Additionally, the same base alloy compositions were prepared with lower graphite levels to determine the potential for carburizing to improve the mechanical properties of the final component. Six premix compositions were prepared; these are listed in Table 1. The material listed as FLC4905 (modified) is not a standard MPIF material designation; this material was chosen because it utilized a higher hardenability base iron with the same premix additions of the FLNC-4405. From these six premixes, MPIF standard flat tensile specimens were compacted at 30, 40, and 50 tsi (415, 550, and 690 MPa). These samples were sintered at temperatures of 2050 °F (1120 °C), 2150 °F (1177 °C), and 2300 °F (1260 °C) in a 90% nitrogen and 10% hydrogen atmosphere. Time at temperature was approximately 20 minutes. The continuous belt sintering furnace was equipped with an accelerated cooling unit; the cooling rate was ~1.0 °C per second in the temperature range from 1650 °F (900 °C) to 930 °F (500 °C). After sintering all samples were tempered at 400 °F (205 °C) for one hour. In addition to the “dog-bone” tensile specimens, toroidal samples measuring 1.85 inch OD x 1.00 inch ID x ~1 inch tall (46 mm x 25 mm x 25 mm) were compacted on a 150 ton mechanical compaction press at a rate of 10 parts per minute. These toroidal samples were pressed to a nominal density of 7.1 g/cm³ and were sintered in a continuous belt-sintering furnace utilizing accelerated cooling. The objectives of pressing the toroidal samples were as follows: • Determine the as sintered hardness of the alloys with varying the cooling rate of the furnace • Determine the variability of the dimensional change upon sintering with accelerated cooling and compare this dimensional change with oil quenching and tempering and vacuum carburizing and gas quenching. • Provide samples to evaluate the depth of carburization for two vacuum carburizing cycles. Table 1 Summary of Materials and Processing Material ID FLNC-4408 FLNC-4405 FLC-4905 (modified) Ancorloy MDC (modified) Ancorloy MDC Ancorloy MDCL Alloy Content 0.85% Mo, 2% Ni, 1.5% Cu 0.85% Mo, 2% Ni, 1.5% Cu 1.5% Mo, 2% Ni, 1.5% Cu 0.85% Mo, 4% Ni, 0.70% Si 0.85% Mo, 4% Ni, 0.70% Si 0.85% Mo, 4% Ni, 0.35% Si Graphite Level 0.75% 0.50% 0.50% 0.75% 0.50% 0.50% Rotating bending fatigue samples were machined from compacted samples measuring 0.45 inch x 0.45 inch x 4 inch (11.5 mm x 11.5 mm x 101.6 mm) compacted at 40 tsi (550 Mpa) and 50 tsi (690 MPa). Rough-machined rotating bending fatigue samples were either rapid gas quenched or vacuum carburized. The vacuum carburizing cycle was as follows: carburize at 1700 °F (925 °C) for 30 minutes followed by a 15 minute diffuse cycle. Because of equipment limitations, the samples were slow cooled to room temperature and transferred to a second vacuum furnace in which the samples were reheated to 1700 °F (925 °C) in vacuum, given an additional 15 minutes diffuse cycle and subsequently rapid gas quenched to room temperature. All samples were tempered at 400 °F (205 °C) for 1 hour. Rotating bending fatigue testing was done in accordance to ASTM procedure E466. To measure the depth of the carburized layer, toroidal samples were vacuum carburized at 1700 °F (926 °C) for 30 minutes and 60 minutes at temperature followed by a 15 minute diffuse cycle and then simply slow cooled to room temperature. The depth of carburization was determined via machining 0.005-inch (0.12-mm) increments off the ring samples and submitting for carbon content via Leco Carbon Analysis. Additional samples were also reheated to 1700 °F (925 °C) and rapid gas quenched to measure the dimensional change of the rings and measure the hardness of the case and core. Experimental Results A.) Tensile test results The tensile properties of the six premixes are shown in Table 2 and Table 3. Table 2 presents the tensile properties of the two materials that are considered through hardening; that is, a case and core carbon of approximately 0.8%. Table 3 presents the tensile properties of the 0.5% graphite materials, which are characteristic of the core properties of the carburized materials. Table 2 Tensile Properties of High Carbon Sinter-Hardened Materials Material ID FLNC-4408 Sintering Temp. 2050 °F (1120 °C) 2300 °F (1260 °C) Ancorloy MDC Mod 2300 °F (1260 °C) MPIF Reference FLC-4608 • Density, g/cm³ YS, 10³ psi (MPa) UTS, 10³ psi (MPa) Elong. % Hdness, HRA/ HRC* 6.78 79 (550) 92 (635) 1.2 58.3 / 16 6.98 7.08 90 (625) 98 (677) 103 (710) 114 (790) 1.2 1.3 63.4 / 25 64.3 / 28 6.77 107 (745) 124 (855) 1.4 65.5 / 30 6.99 7.09 122 (850) 127 (880) 141 (975) 150 (1035) 1.3 1.3 68.6 / 37 69.8 / 39 6.81 105 (730) 136 (940) 1.6 65.8 / 32 7.01 7.11 113 (785) 120 (835) 157 (1085) 176 (1215) 1.8 2.0 68.6 / 36 70.5 / 40 6.80 79 (545) <1 63.5 / 26 7.00 7.20 100 (690) 120 (630) <1 <1 66.0 / 31 69.0 / 38 Converted from HRA The hardness values of the FLNC-4408 sintered at 2050 °F (1120 °C) were lower than expected and below those values listed for the MPIF reference material. These lower than expected hardness values were a result of slower cooling through the initial section of the accelerated cooling section of the sintering furnace. Despite the lower hardness values achieved at 2050 °F (1120 °C) the FLNC-4408 had tensile and yield strength values exceeding the typical values listed in MPIF Standard 35. Sintering the FLNC4408 at 2300 °F (1260 °C) resulted in complete nickel diffusion, thus increasing the hardenability and producing hardness values more consistent with the MPIF standard and giving tensile properties exceeding the typical values listed in Standard 35. The modified Ancorloy MDC material with its higher hardenability produced hardness values in excess of the MPIF reference standard. Tensile properties of the modified Ancorloy MDC material showed ultimate tensile strengths approaching 180,000 psi (1240 MPa) at 7.1g/cm³ density. In addition to the high strength, the silicon containing material exhibited tensile elongation of approximately 2%. These results are superior to the commercially available sinter-hardening materials. Table 3 Tensile Properties of 0.5% Graphite Materials Material ID FLNC4405 Sintering Temp. 2050 °F (1120 °C) 2300 °F (1260 °C) FLN-4905 (mod) 2050 °F (1120 °C) 2300 °F (1260 °C) Ancorloy MDC 2150 °F (1177 °C) 2300 °F (1260 °C) Ancorloy MDCL 2150 °F (1177 °C) 2300 °F (1260 °C) Density, g/cm³ YS, 10³ psi (MPa) UTS, 10³ psi (MPa) Elong. % Hdness, HRA / RC* 6.76 74 (510) 92 (635) 1.3 54 / 88Rb 7.00 7.10 82 (565) 89 (615) 107 (740) 115 (795) 1.5 1.6 58 / 93Rb 59 / 97Rb 6.80 95 (655) 109 (755) 1.3 59 / 97Rb 7.00 7.15 108 (745) 113 (780) 135 (933) 142 (980) 1.8 1.9 62 / 23 63 / 25 6.72 78 (540) 99 (645) 1.3 58 / 95Rb 6.96 7.11 96 (665) 105 (725) 125 (865) 133 (920) 1.6 1.5 62 / 23 63 / 25 6.75 97 (670) 110 (760) 1.3 59 / 97Rb 7.00 7.12 118 (815) 127 (880) 137 (950) 144 (995) 1.5 1.4 63 / 25 65 / 29 6.81 92 (635) 119 (825) 1.5 65 / 29 7.00 7.11 100 (690) 104 (720) 142 (980) 152 (1050) 1.8 1.9 67 / 32 69 / 37 6.80 104 (720) 141 (975) 1.7 66 / 31 6.99 7.09 112 (775) 118 (815) 163 (1125) 179 (1240) 1.9 2.2 68 / 35 70 / 39 6.86 92 (635) 117 (810) 1.5 61 / 21 7.07 7.17 105 (725) 111 (765) 142 (980) 153 (1060) 1.9 2.1 65 / 29 67 / 33 6.89 108 (750) 140 (970) 1.8 63 / 25 7.09 7.19 123 (850) 132 (915) 164 (1135) 181 (1250) 2.1 2.5 66 / 31 68 / 35 * Converted from HRA The tensile properties of the 0.50% graphite materials are presented in Table 3. Comparing the tensile properties listed in Table 3 with the properties listed in Table 2, the tensile properties of the lower carbon materials are in some cases superior to the tensile properties of the 0.80% graphite material. This seemingly contradiction in mechanical property response is not uncommon. This reduction in tensile and TRS properties of sinter-hardening materials with carbon levels above 0.7% was reported by Baran and is a result of excessive amounts of retained austenite [7]. Figures 4 and 5 show the tempered microstucture of the low and high carbon materials. Note the greater percentage of retained austenite in the high carbon material relative to the low carbon steels. Tensile properties of the Ancorloy MDC materials are superior to the FLNC-4405 and FLNC-4905 materials evaluated. The presence of the silicon promotes high tensile strength with good tensile elongation and impact energies not normally associated with P/M materials at this strength level. The higher density of the Ancorloy MDC materials is a result of the higher nickel content of these materials promoting greater shrinkage during sintering. It is also interesting to note that the 0.50% sintered carbon content of the Ancorloy MDC materials give equal or slightly superior ultimate tensile and yield strengths relative to the 0.75% graphite addition. The reason for this behavior is the greater amount of retained austenite in the higher carbon material. More importantly, the strength is not compromised with the lower graphite addition relative to the high carbon material. B.) Carburizing Trials The objective of the carburizing heat treatment was to develop a 0.030-inch (0.75-mm) total case depth in the 7.1g/cm³ density components. Vacuum carburizing was selected for this initial work because of process control and the capability of incorporating rapid gas quenching to simulate the accelerated cooling used in traditional sinter-hardening [8]. Figure 1 is a graph showing the carbon gradient developed after vacuum carburizing for 30 minutes and 60 minutes at 1700 °F (925 °C). As expected, there is no significant difference in the carburizing response of the FLNC-4405 and the FLNC-4905. The longer carburizing time produced higher surface carbon and a less steep carbon gradient. 1.40 FLN C-4405, FLN C-4905, FLN C-4405, FLN C-4905, Carbon Content, % 1.20 1.00 30 30 60 60 m in m in m in m in 0.80 0.60 0.40 0.20 0.00 0 0.02 0.04 0.06 0.08 0.1 D epth from Surface, inches Figure 1: Carbon gradient resulting from vacuum carburizing at 1700 °F (926 °C) for either 30 or 60 minutes. From the data presented in Figure 1, the 30-minute carburizing cycle gave a 0.030-inch (0.75-mm) total case depth. The samples carburized for 60 minutes showed excessive sooting on the surface of the parts. Because of this sooting condition the carbon content of the first 0.005-inch (0.12 mm) is not shown for either the 30-minute or 60 minute cycle time. Metallographic analysis of the carburized samples showed that the 60-minute carburizing cycle promoted greater retained austenite at the surface. Figure 2 through Figure 5 show the microstructures of the two carburizing conditions for the FLNC-4405. Figure 2: Photomicrograph of case of FLNC-4405, 30 min carburize cycle Original magnification 400X Figure 3: Photomicrograph of case of FLNC-4405, 60 min carburize cycle Original magnification 400X. Figure 4: Photomicrograph of core of FLNC-4405 as tempered Original magnification 400X Figure 5: Photomicrograph of case of FLNC-4408. Original magnification 400X The photomicrographs shown in Figures 2 through 5 also show a difference in the tempered martensite structure as a result of the carburizing. Figures 2 and 3 show an accicular type microstructure that is developed in the case region with carburizing and subsequent rapid cooling. Whereas, the sinter- hardening FLNC-4408 and the core of the FLNC-4405 show a lathe type structure. The accicular type tempered martensite gives better gear performance and is the preferred structure in high performance wrought steel parts [9]. A similar accicular microstructure was developed in the carburized Ancorloy MDCL materials. The higher sintering temperature utilized with the Ancorloy MDCL materials showed a more uniform microstructure with no undiffused nickel particles. C.) Rotating Bending Fatigue Test Results The rotating bending fatigue test results are shown in Table 4. The six sample conditions tested compared sinter- hardening vs. carburizing after sintering with rapid gas quenching. All samples were tempered for 1 hour at 400 °F (205 °C). The carburized samples were rough machined to 0.193-inch +/- .002 inch (4.9-mm +/- 0.05 mm). Final machined and polished fatigue samples measured 0.187-inch +/- .001 inch (4.85 +/- 0.02 mm) in the reduced area. From carburized to final machined samples, approximately 0.0025 inch was removed from the radial dimension giving a carbon profile in the rotating bending fatigue test bars similar to that shown in Figure 1. It was noteworthy that there was minimal distortion of the pre-machined rotating bending fatigue bars after the vacuum carburizing / quenching cycle. Table 4 Rotating Bending Fatigue Properties Material FLNC-4408* Ancorloy MDC mod* Sinter Temp. Density, g/cm³ Hardness, HRA / HRC 50% Fatigue Limit, 10³ psi (MPa) 90% Fatigue Limit, 10³ psi (MPa) 2050 °F (1120 °C) 7.07 69 / 37 45.7 (315) 44.4 (307) 7.18 70 / 38 47.8 (330) 46.5 (322) 7.07 71 / 41 60.7 (420) 58.4 (404) 7.16 71 / 41 64.7 (448) 62.5 (432) 7.20 70 / 40 54.7 (378) 53.3 (369) 7.20 71 / 42 75.1 (520) 68.1 (471) 2300 °F (1260 °C) FLNC-4405 2050 °F Carburized** (1120 °C) Ancorloy 2300 °F MDCL (1260 °C) Carburized** * Based on 30 samples ** Based on 20 samples The fatigue results of the through-hardened materials (FLNC-4408 and Ancorloy MDCL modified) show an increasing fatigue endurance limit with increasing density. The fatigue ratio (fatigue limit / ultimate tensile strength) of the FLNC-4408 material is approximately 38%. For the Ancorloy MDC modified, the fatigue ratio is approximately 36%. These ratios are higher than reported in the literature [11,12,13]. Some minor discrepancies in the ultimate tensile strength may be the cause. The fatigue strength of the FLNC-4408 is consistent with the data reported in MPIF Standard 35 [3]. The fatigue properties of the Ancorloy MDC modified are significantly better than the FLNC-4405 at equivalent densities. The values shown are superior to the fatigue values reported for FLN-4205-175HT. Rotating bending fatigue test results of the carburized FLNC-4405 or the Ancorloy MDCL materials showed an approximate 15% increase in both the 50% and 90% fatigue endurance limit compared to the through hardened materials. In wrought steels, these higher fatigue limits are a result of the compressive surface stresses induced by the carburized case delaying the onset of fatigue crack initiation at the surface. Unlike wrought steels, in P/M the crack initiation stage is not limited to the surface of the part because of the large number of pores within the part. Despite the higher number of crack initiation sites within any P/M sample, the carburizing still shows a significant improvement in properties. This improvement in rotating bending fatigue may result from the nature of the testing itself. Specifically, the maximum stresses in a rotating bending fatigue sample are on the surface and diminish with distance to the core. Thus, the higher strength and compressive stresses at the surface of the part resulting from the carburizing are still beneficial to the overall fatigue performance. It is unknown if carburizing will result in a similar improvement in axial fatigue testing. However, many gears and pump hydraulic pump components are subject to alternating stresses similar to those imposed in rotating bending fatigue testing. It is interesting to note that the FLNC-4405 material showed a tensile strength of ~120,000 psi, thus carburizing increased the fatigue ratio to approximately 45% to 50% of the ultimate tensile strength. One of the objectives of this study was to develop a material with better fatigue properties relative to the FLNC-4408 material. From this part of the study, two options exist. First, a change in the material to the Ancorloy MDC modified produces an approximate 30% improvement in fatigue strength. Alternately, carburizing a FLNC4405 will produce a 15% improvement in fatigue performance. If optimum fatigue performance is desired, carburizing the Ancorloy MDCL gives a 50% improvement in fatigue life relative to the standard sinter-hardening material evaluated in this study. D.) Dimensional Analysis of Sintered, Hardened and Carburized Samples Shown in Table 5 is the dimensional change data measured on pressed and sinteredhardened toroids of the FLNC-4408 and Ancorloy MDC modified (the sinter hardening material options evaluated in this study). Although the magnitude of the DC is important for tool design, a key manufacturing issue is the variability of the dimensional change from part to part. Throughout this discussion, the variability is defined as one standard deviation (1σ) of the measured dimensions (a minimum of 10 parts were checked). The data in Table 5 shows that the variability of the sinter hardening materials ranges from 0.02% to 0.080% (a 6σ of 0.001 to 0.004 inches per inch) on both the OD and the ID. This dimensional change is within the range reported by MPIF and is consistent with the results reported by Haberberger, etal [13]. In conjunction with the dimensional change data shown in Table 5, additional toroids (1.75in x 1in x 1in) from materials 2 and 3 were pressed at both 40 and 50 tsi (550 and 690 MPa). These toroids were sintered at 2050 °F (1120 °C) in a 90% nitrogen and 10% hydrogen atmosphere and subsequently slowed cooled. After sintering the rings were then precision machined (+/- 0.0005 inch) on the OD and ID. The objective of this experiment was to simulate a sintered and sized P/M part which would then be carburized / gas quenched to increase surface hardness and mechanical properties. Two sets of toroids were prepared and subjected to two distinct heat treatments; these were as follows: • Austenitize at 1600 °F (870 °C) for 30 minutes followed by oil quenching and tempering at 400 °F (205 °C) for one hour. • Vacuum carburize at 1700 °F (925 °C) for 30 minutes followed by rapid gas quenching, and tempering at 400 °F (205 °C) for one hour. The dimensional change of the OD and ID was then determined and the data in the quenched and tempered condition is presented in Table 6. Table 5 Dimensional Change Data for Through Hardening Materials Material FLNC 4408 Sintering Temp. 2050 °F (1120 °C) 2300 °F (1260 °C) Ancorloy MDC mod 2300 °F (1260 °C) HT Condition As sintered Hardened Tempered As sintered Hardened Tempered Sintered & Tempered %DC, OD OD DC (1σ σ) %DC, ID DC ID (1σ σ) -0.043% 0.0138% -0.214% 0.0425% -0.005% 0.012% 0.022% 0.015% -0.322% -0.187% 0.028% 0.0768% -0.045% 0.005% 0.095% 0.036% 0.120% -0.090% 0.02% 0.018% 0.522% 0.010% 0.03% 0.044% 0.587% 0.01% 0.467% 0.04% The data presented in Table 6 indicates that the variability (1σ) of the dimensional change from part to part of the vacuum carburized, rapid gas quenched and tempered samples is at the minimum 30% lower than the samples that were austenitized, oil quenched and tempered. This reduction in dimensional variability is significant because it does demonstrate that the equivalent hardness can be achieved with rapid gas quenching with part to part variability equivalent to the conventionally sintered-hardened materials. Table 6 Dimensional Change Data for Oil Quenched and Tempered & Vacuum Carburized, Gas Quenched, and Tempered Material FLNC 4405 FLNC 4905 Density Thermal Treatment DC of OD DC of OD, (1σ σ) DC of ID DC of ID, (1σ σ) 7.17 Oil Quench -0.12% 0.08% -0.11% 0.09% 7.18 7.25 7.26 Carburized Oil Quench Carburized -0.25% -0.12% -0.24% 0.03% 0.06% 0.04% -0.18% -0.06% -0.17% 0.03% 0.10% 0.04% 7.15 Oil Quench -0.09% 0.07% +0.01% 0.08% 7.16 7.26 7.27 Carburized Oil Quench Carburized -0.27% -0.10% -0.25% 0.02% 0.05% 0.02% -0.19% +0.01% -0.17% 0.05% 0.07% 0.05% When this program was originally designed, it was anticipated that rapid gas quenching from the carburizing temperature would give reduced dimensional change variability relative to oil quenching. The data presented in Table 6 also indicates that the absolute magnitude of the dimensional change is quite stable for the two densities evaluated. Specifically, the dimensional change of the OD was approximately -0.25% for all the two materials and two densities while the dimensional change of the ID were approximately 0.18% for the four conditions. The nearly identical dimensional change response indicates that the carburization was uniform but as importantly, the dimensional change response is predictable and consistent despite potential density variations within the part or part to part. This suggests that this processing can improve the overall part tolerances of P/M components over the range of densities examined. The reduced variability of the DC inherent with vacuum carburizing indicates that a pressed, sintered, and sized component will give very predictable dimensional response. With the increasing demands for dimensional precision of both the automotive and nonautomotive sectors it is important for the P/M industry to continue to explore new opportunities to improve the net shape capabilities of the P/M process. To this end, many P/M parts are sized to improve dimensional precision. Once sized, any subsequent heat treatment must not degrade that improved dimensional tolerance. The process described here gives the P/M parts producer the option of heat treating to increase the mechanical properties while preserving the inherent dimensional precision achieved with sizing a sintered P/M component. Discussion One key objective of this investigation was to develop material and processing options that would provide improved mechanical properties in an automotive hydraulic pump application. The reference material for this study was a sinter-hardened FLNC-4408 material. Results presented in this report show that two options exist to achieve improved properties. The first option is a both a material and processing option; specifically utilizing a modified Ancorloy MDC (0.75% graphite) produced approximately a 30% improvement in rotating bending fatigue performance. Along with the improved fatigue performance, the ultimate tensile strength of this material approached 180,000 psi (1250 MPa) with approximately 2% tensile elongation. The potential drawback to this option is the necessity to sinter the Ancorly MDC modified at 2300 °F (1260 °C). As reported by Baran [14], the modified Ancorloy MDC material has inherently a high hardenability, which implies slower cooling will produce the desired martensitic microstructure. Also, larger section sizes can be effectively through hardened with standard sinter hardening furnaces. Some loss in compressibility is observed with the Ancorloy MDC material but the enhanced properties offset any lowering of density. A second option to improved performance is the incorporation of a secondary carburizing cycle after sizing or sintering. This experimental work utilized vacuum sintering to achieve the desired results but it is anticipated that conventional furnace carburizing followed with an accelerated gas cooling will produce the same properties and dimensional precision. The advantages of this second process are as follows: • • • • • Leaner alloy systems can be utilized promoting higher part densities with the potential to use a smaller compaction press for the same size part Sizing of the part for improved dimensional precision Eliminating oil quenching and the associated oil entrapment problems and the greater variability in dimensions associated with oil quenching The development of a carburized case and the resulting compressive surface stresses with the corresponding improvement in mechanical properties (notably up to a 50% improvement in fatigue endurance limits) Development of a favorable accicular tempered martensitic microstructure in the case region that is the preferred microstructure of high performance wrought components. Data presented in this report show improved fatigue life with the carburized case. Although no tensile testing was performed on carburized samples, no significant improvement in tensile properties is expected [12]. What this process offers is both mechanical properties plus manufacturability. Although special furnaces may be required, these are not so unique that they can not be easily produced and maintained. Additionally, one disadvantage of sinter hardening is the inability to machine the part after the sinter stage. This process offers the ability to machine after sizing to incorporate counter bores, cross-holes, etc. Future Work: This work has demonstrated that gas carburizing followed by a rapid gas quench can develop a desirable compressive stress on the surface of a P/M part which results in higher rotating bending fatigue properties when compared to a standard sinter hardening material. Additionally, the dimensional distortion associated with this processing is significantly less than oil quenching and equivalent to a sinter hardening material. All the carburizing trials done in this paper were performed on simple rings using vacuum carburizing for a 30 minute carburizing cycle with relatively small furnace loads. To verify the applicability of this process, it would be useful to extend this work to an actual P/M part and process larger volumes of parts to monitor the dimensional stability of the process. To this end, future work to perform in conjunction with this effort is as follows: • • • • Work with actual P/M part that is currently in production to evaluate the process capability and resulting mechanical properties Use ANCORDENSE processing to increase initial part density to produce higher core mechanical properties Evaluate lower core carbon contents with the objective of producing higher core densities and promoting greater ease of coining. Work with gearing to determine applicability of process to complex gear geometry. Acknowledgements: The authors would like to acknowledge Tom Christian, Craig Gamble, William Bentcliff, and Ron Fitzpatrick of Hoeganaes Corporation for their assistance in performing the experimental work reported in this paper. Additionally, we acknowledge the CI Hayes heat treating division and in particular Richard Houghton for his work in performing the vacuum carburizing trials. References: 1.) W. J. James, “ What is sinter hardening?”, Hoeganaes Corporation publication, www.hoeganaes.com, Technical Library, paper #62. 2.) ASM Metals Handbook Vol. 7, Powder Metallurgy Technologies and Applications, Published by the American Society for Metals, Copyright 1998, p.652. 3.) Material Standards for P/M Structural Parts, 2000 Edition, MPIF Standard 35, Published by Metal Powders Industry Federation. 4.) Gear Design, Manufacturing and Inspection Manual, Published by the Society of Automotive Engineers, Warrendale, PA, 19096, 1990, p.51. 5.) H. Sanderow, CPMT Status Report-RCF Test Program, April/May 1999. 6.) Alan Taylor, 2002, GKN Corporation, private communication. 7.) M. Baran, T. Murphy, “Metallographic Testing to Determine the Influence of Carbon and Copper on the Retained Austenite Content in a Sinter-Hardening Material”, P/M Science and Technology Briefs, Vol. 1, No. 3, pp. 22-26. 8.) R. Shivanath, R. Peters, P. Jones, E. El-Sawaf, “Vacuum Carburization of HighPerformance Automotive PM Parts:, Industrial Heating, May 2001, pp. 37-39. 9.) W. Jandeska, 2002, General Motors Corporation, private communication. 10.) R. C. O’Brien, “Impact and Fatigue Characterization of Selected Ferrous P/M Materials”, Progress in Powder Metallurgy, Vol. 43, 1987, p.749, published by MPIF, Princeton, NJ. 11.) W. B. James, “Ferrous Powders-How Alloying Method Influences Thermal Processing and Properties”, Industrial Heating, June, 1992, Pp. 34-40. 12.) S. Saritas, W. James, A. Lawley, “Fatigue Properties of Sintered Steels: A Critical Review”, Presented at the European Powder Metallurgy Association, October 2001. 13.) T. Haberberger, F. Hanejko, M. Baran, “Advanced Processing of SinterHardening Materials”, Hoeganaes Corporation publication, www.hoeganaes.com, Technical library, paper #90. 14.) M. Baran, “High Performance Alloys – Ancorloy MD Series”, www.hoeganaes.com, Technical library, paper #93.