EFFECT OF POROSITY ON THE HARDENABILITY OF P/M STEELS
advertisement

EFFECT OF POROSITY
ON THE HARDENABILITY OF P/M STEELS
Suleyman Saritas*, Roger D. Doherty and Alan Lawley
Department of Materials Engineering, Drexel University, Philadelphia, PA 19104, USA
* Gazi University, Department of Mechanical Engineering, Maltepe/Ankara, 06570, TURKEY
ABSTRACT
Pores in sintered P/M steels influence their thermal response and thus hardenability. Porosity decreases
thermal conductivity and attendant cooling rates, and it reduces the mass of the steel from which heat is
removed during quenching. The latter effect is quantified by a factor (1-), where ε is the fraction of
porosity; in contrast, the influence of ε on thermal conductivity is more complex. In the present study, the
hardenability of three sintered steels (Fl-4405, FLC2-4405 and FLN2-4405) with levels of porosity in the
range 7v/o-16v/o has been determined experimentally using an instrumented Jominy test in which
thermocouples gave direct readings of cooling rate as a function of distance from the water-quenched end
of the bar. The cooling of the Jominy bars was also simulated by means of a three – dimensional model
using the finite difference method. Cooling curves are given for the three steels as a function of the level
of porosity at distances in the range 5 mm to 65 mm from the water-quenched end of the Jominy bars; the
corresponding hardness traces define the 50% martensite distance. The model predicts a decrease in
cooling rate with an increase in porosity, hence hardenability should decrease whereas the experimental
data show clearly that the P/M steels with a level of porosity > 12v/o cool faster than a baseline pore-free
wrought steel. This is attributed to penetration of the water via the interconnected pores in the sintered
steels.
INTRODUCTION
Hardenability is the ability of a steel to harden by the formation of martensite on quenching. It is the
depth to which steel hardens when quenched from its austenitizing temperature. Grossman [1,2] defines
hardenability in terms of the ideal diameter (DI) of a cylinder in which 50% martensite is obtained at its
center by quenching in a medium with an infinite cooling rate (H = ). Quenching in a medium with
limited cooling rate, for example still water (H = 1), requires the definition of a new diameter, the critical
diameter (DO), where 50% martensite is obtained at the center of the cylinder by quenching in that
medium. While DO is dependent on the quenching medium, DI is a material property and can be
calculated from the composition of the steel and from its austenitic grain size. The first hardenability test
1
representative of industrial heat treating conditions developed by Grossman has several practical
drawbacks. In particular it requires many cylinders with a length more than twice the diameter and
judgment is required in determining the amount of the constituents present in the quenched cylinders. The
test most commonly used now was developed by Jominy [3] and it has been standardized by ASTM [4].
The hardenability of a steel is dictated by metallurgical factors (primarily alloy composition, austenitic
grain size, homogeneity of alloying elements) and the cooling rate. The cooling rate is a function of
composition and porosity. There is an extensive database on the hardenability of wrought steels [1,2, 5-8].
The open literature on the hardenability of P/M steels is limited and of a more recent vintage [9-32].
The main difference in behavior between P/M steels and wrought steels is the presence of porosity in the
former. It is known that porosity exerts a strong and deleterious effect on the mechanical properties of
P/M steels [20, 33-35]. There is experimental evidence to show that porosity also affects the thermal
behavior of P/M steels [20, 36-40]. Grootenhuis et al [36] measured the thermal conductivity of P/M
bronze with levels of porosity up to 45v/o at temperatures in the range 20-200 ºC (68-392 ºF) and
proposed that a straight-line relationship exits between thermal conductivity and porosity, given by:
K
= 1 − 2.1ε
Ko
(1)
where K is the thermal conductivity of the porous material, Ko is the thermal conductivity of the pore-free
material and is the fractional porosity. Eq.1 fits their experimental data. Based on Eq.1, for mono-sized
spheres, the thermal conductivity is zero at = 48v/o, i.e., (1- /6). This is the maximum level of
porosity that can be attained with mono-sized spheres. In the case of parallel cylindrical pores of infinite
length, Eq.1 is represented by:
K
=1−ε
Ko
(2)
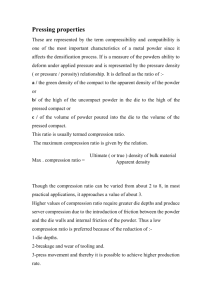
Figure 1. Comparison of experimental data and proposed equations for
thermal conductivity of porous materials [37]
2
Koh and Fortini [37] made thermal conductivity measurements on P/M copper and stainless steel with up
to 35v/o porosity at temperatures in the range 100-1000 ºC (212-1832 ºF). They question the validity of
Eqs. 1 and 2 and suggest that an equation proposed by Aivazov and Domashnev [41] gives an improved
fit to the experimental data:
1−ε
K
=
K o 1 + χε 2
(3)
where is the sensitivity of thermal conductivity to pores (for stainless steel = 11). It is seen from
Figure 1 that Eqs. 1 and 2 constitute upper and the lower boundaries of the thermal conductivity. In
pressed and sintered P/M materials, the pores are not cylindrical or mono-sized spheres. For P/M
applications the level of porosity is generally lower than 30v/o; in this range, Eq.1 represents the
dependence of thermal conductivity on porosity satisfactorily (Figure 1). Eq. 3 represents the dependence
of experimentally determined values of thermal conductivity at all porosity levels (Figure 1).
The amount of heat stored in a porous material is directly proportional to (1-). Thus, a reduction in
thermal conductivity by a factor > (1-) due to the presence of porosity will decrease the cooling rate of
the porous material. In this paper, a combined experimental and modeling (finite difference) investigation
of the cooling rates and hardenabilities of P/M steel Jominy bars at various levels of porosity is reported.
EXPERIMENTAL PROCEDURE
Materials
In this study, three high performance P/M steels based on Hoeganaes Ancorsteel 85HP were examined.
The compositions and the coding of the alloys (based on MPIF 35) were:
FL-4405 : Ancorsteel 85HP + 0.6w/o graphite,
FLC2-4405 : Ancorsteel 85HP + 2w/o Cu + 0.6w/o graphite,
FLN2-4405 : Ancorsteel 85HP + 2w/o Ni + 0.6w/o graphite.
No lubricant was added during mixing of the elemental powders. The admixed powders were compacted
by cold isostatic pressing (CIP) at pressures ranging from 246 MPa (35 ksi) to 422 MPa (60 ksi) to
provide cylindrical bars with a diameter 35 mm and length 125 mm. The green bars were sintered at
1120 ºC (2050 ºF) in a 75v/o H2 and 25v/o N2 atmosphere for 30 min in a Hayes furnace. Sintered
densities and the corresponding porosity levels were in the range 6.50 g/cm3 (16.7v/o) to 7.22 g/cm3
(7.4v/o). ASTM Jominy specimens [4] were machined from the sintered bars (Figure 2). This figure also
shows the positions of 4 thermocouples mounted in the specimen. To mount the thermocouples, 4 holes
each 0.84 mm diameter were drilled into the specimens at distances of 5, 25, 45 and 65 mm from the
water-quenched end. The tips of the holes were located along the axis of the specimen.
Wrought pore-free SAE 4150 was also included in the study as a baseline comparison purposes.
Although the composition of SAE 4150 is not identical to that of the P/M steels examined, it provided an
understanding of the cooling response in the absence of pores during cooling from the austenitizing
temperature.
Continious cooling transformation (CCT) diagrams of FL-4405 and SAE 4150 are given in Figure 3. CCT
diagrams for the two other P/M steels are not available, but CCT diagrams of sintered steels with similar
compositions were used in interpreting the transformations taking place during cooling from the
austinitizing temperature.
3
Figure 2. Geometry of Jominy hardenability specimen and positions of thermocouples
Thermocouples and Datalogger
For recording the cooling rates of the bars in the Jominy tests, four K-type thermocouples 3 m in length
and 0.813 mm sheath diameter were utilized (Omega Engineering). The thermocouple wires were
insulated in ceramic fiber and placed inside an Inconel sheath. Since the sheath diameter is very fine, the
thermocouples are flexible and can be bent without damage. Data acquisition from the thermocoupoles
was achieved by means of a 6-temperature channel datalogger (OM 3000/Omega Engineering). The
datalogger has a capacity of 100,000 measurements and is capable of receiving data in 100 ms intervals.
Jominy Test
The furnace was heated to the austenitizing temperature 850 ºC (1562 ºF), and the instrumented Jominy
bar placed in the furnace on a graphite block. The specimen was kept in the furnace until the thermocouple in the center of the bar reached 840 ºC (1544 ºF). Total time in the furnace was about 30 min.
After opening the furnace, the datalogger was set to the recording mode and the bar transferred rapidly to
the Jominy jig. Because of the constraints imposed by the thermocouples, transfer and location of the
specimen to the fixture took about 10 s. The thermocouples recorded a temperature of about 820 ºC
(1508 ºF) when the water jet hit the end of the Jominy bar. Cooling was continued for 20 min, at which
time all the thermocouples recorded temperatures < 50 ºC (122 ºF), then the test was terminated.
Representative time-temperature recordings made during the Jominy test are plotted in Figure 4.
Hardness measurements (HRA) were made on diametrically opposite ground flats as a function of
distance from the water-quenched end of the Jominy bars. The 50% martensite “Jominy distance”
criterion was determined metallographically from one of the two flats on the bar.
4
(a)
(b)
Figure 3. CCT diagrams: (a) SAE 4150 and (b) FL-4405
5
1000
Temperature (ºC)
TC5
800
TC25
600
TC45
TC65
400
200
0
0
200
400
600
800
1000
1200
Time (s)
Figure 4. Cooling curves of FL-4405 with 14.4v/o porosity.
TC Thermocouple; numbers refer to distance (mm) from the water-quenched end.
EXPERIMENTAL RESULTS
Cooling curves of the alloys at each sintered density level are shown in Figures 5-8. The associated
Jominy hardenability traces are given in Figure 9. Table I summarizes the sintered densities and Jominy
distances (50% martensite) of the P/M steels as a function of sintered density. As a second criterion, the
“Jominy distance” was defined at an apparent hardness level of 65 HRA [28].
Table I. Materials, Densities and Jominy Distances
Bar
#
Alloy
Sintered
Density
(g/cm3)
Porosity
(v/o)
Jominy Distance (mm)
50%
Martensite
1
4150 (wrought)
7.80
0
*
*
2
FL-4405
7.13
8.6
8
8
(85 HP + 0.60w/o
3
7.01
10.1
4.75
6.5
graphite)
4
6.80
12.8
10
5
6.60
14.4
13
6
FLN2-4405
7.22
7.4
10
13
(85 HP + 2w/oNi +
7
7.00
10.3
8
9.5
0.60w/o graphite)
8
6.84
12.3
5
13
9
6.50
16.7
13
10
FLC2-4405
7.11
8.8
12
12
(85 HP + 2w/oCu +
11
6.98
10.5
8
8
0.60w/o graphite)
12
6.73
13.7
11
13
6.55
16.0
13
* For wrought 4150, hardness is 81 HRA (60HRC) at the water-quenched end. At a distance
of 76 mm from the water-quenched end, the hardness is 67 HRA (33 HRC).
6
65 HRA
1000
5 mm (FL-4405)
900
800
SAE 4150
700
Temperature (C)
600
8.6v/o
500
10.1v/o
400
12.8v/o
300
14.4v/o
200
100
0
0
10
20
30
40
50
60
70
80
90
100
Time (Second)
1000
5 mm (FLN2-4405)
900
800
SAE 4150
Temperature (C)
700
7.4v/o
600
500
10.3v/o
400
12.3v/o
300
16.7v/o
200
100
0
0
10
20
30
40
50
60
70
80
90
100
Time (Second)
1000
5 mm (FLC2-4405)
900
800
SAE 4150
Temperature (C)
700
600
8.8v/o
500
10.5v/o
400
13.7v/o
300
16.0v/o
200
100
0
0
10
20
30
40
50
60
70
80
90
100
Time (Second)
Figure 5. Cooling curves of P/M steels as a function of porosity at a distance of 5 mm
from water-quenched end: (a) FL-4405, (b) FLN2-4405, (c) FLC2-4405
7
Temperature (ºC)
1000
900
800
700
600
500
400
300
200
100
0
(a)
SAE 4150
FL-4405 (8.6v/o)
FL-4405 (10.1v/o)
FL-4405 (12.8v/o)
FL-4405 (14.4v/o)
0
100
200
300
400
500
600
Temperature (ºC)
Time (s)
1000
900
800
700
600
500
400
300
200
100
0
(b)
SAE 4150
FLN2-4405 (7.4v/o)
FLN2-4405 (10.3v/o)
FLN2-4405 (12.3v/o)
FLN2-4405 (16.7v/o)
0
100
200
300
400
500
600
Temperature (ºC)
Time (s)
1000
900
800
700
600
500
400
300
200
100
0
SAE 4150
(c)
FLC2-4405 (8.8v/o)
FLC2-4405 (10.5v/o)
FLC2-4405 (13.7v/o)
FLC2-4405 (16.0v/o)
0
100
200
300
400
500
600
Time (s)
Figure 6. Cooling curves of P/M steels as a function of porosity at a distance of 25 mm
from water-quenched end: (a) FL-4405, (b) FLN2-4405, (c) FLC2-4405
8
1000
(a)
900
SAE 4150
Temperature (ºC)
800
FL-4405 (8.6v/o)
700
FL-4405 (10.1v/o)
600
FL-4405 (12.8v/o)
500
400
FL-4405 (14.4v/o)
300
200
100
0
0
200
1000
600
Time (s)
(b)
900
Temperature (ºC)
400
800
1000
1200
SAE 4150
800
FLN2-4405 (7.4v/o)
700
FLN2-4405 (10.3v/o)
600
FLN2-4405 (12.3v/o)
500
400
FLN2-4405 (16.7v/o)
300
200
100
0
0
200
Temperature (ºC)
1000
900
400
600
Time (s)
800
1000
1200
SAE 4150
(c)
800
700
600
FLC2-4405 (8.8v/o)
500
400
300
200
FLC2-4405 (13.7v/o)
FLC2-4405 (10.5v/o)
FLC2-4405 (16.0v/o)
100
0
0
200
400
600
800
1000
1200
Time (s)
Figure 7. Cooling curves of P/M steels as a function of porosity at a distance of 45 mm
from water-quenched end: (a) FL-4405, (b) FLN2-4405, (c) FLC2-4405
9
Temperature (ºC)
1000
900
800
700
600
500
400
300
200
100
0
(a)
FL-4405 (8.6v/o)
FL-4405 (10.1v/o)
FL-4405 (12.8v/o)
FL-4405 (14.4v/o)
0
Temperature (ºC)
SAE 4150
200
1000
900
800
400
600
Time (s)
(b)
800
1000
1200
SAE 4150
FLN2-4405 (7.4v/o)
700
600
500
400
300
FLN2-4405 (10.3v/o)
FLN2-4405 (12.3v/o)
FLN2-4405 (16.7v/o)
200
100
0
Temperature (ºC)
0
200
1000
900
800
700
600
500
400
300
200
100
0
400
600
Time (s)
(c)
800
1000
1200
SAE 4150
FLC2-4405 (8.8v/o)
FLC2-4405 (10.5v/o)
FLC2-4405 (13.7v/o)
FLC2-4405 (16.0v/o)
0
200
400
600
Time (s)
800
1000
1200
Figure 8. Cooling curves of P/M steels as a function of porosity at a distance of 65 mm
from water-quenched end: (a) FL-4405, (b) FLN2-4405, (c) FLC2-4405
10
100
(a)
SAE 4150
FL-4405 (10.1v/o)
FL-4405 (14.4v/o)
20
40
60
Distance (mm)
(b)
SAE 4150
FLN2-4405 (10.3v/o)
FLN2-4405 (16.7v/o)
Hardness (HRA)
90
80
FL-4405 (8.6v/o)
FL-4405 (12.8v/o)
70
60
50
40
30
20
0
100
Hardness (HRA)
90
80
80
100
FLN2-4405 (7.4v/o)
FLN2-4405 (12.3v/o)
70
60
50
40
30
20
0
20
100
(c)
Hardness (HRA)
90
80
40
60
Distance (mm)
SAE 4150
FLC2-4405 (10.5v/o)
FLC2-4405 (16.0v/o)
80
100
FLC2-4405 (8.8v/o)
FLC2-4405 (13.7v/o)
70
60
50
40
30
20
0
20
40
60
Distance (mm)
80
Figure 9. Hardenability curves of P/M and wrought steels as a function of porosity:
(a) FL-4405, (b) FLN2-4405, (c) FLC2-4405
11
100
SIMULATION ANALYSIS
Cooling of the Jominy bars was simulated by means of a three-dimensional (3D) finite difference (FD)
method using an array of points 20 x 10 x 10 (Figure 10) with the points spaced 2.5 mm apart in the three
directions I, J and L. The sample was set at 923 °C (1694 °F) and the surface at 123 °C (254 °F). Porosity
levels of 2.5v/o, 5v/o, 10v/o, 15v/o and 20v/o were simulated by introducing randomly selected points
treated as cubic pores. For simplicity in computation, the quenched surface (0, J, L) was allowed to
contain pores but the other surfaces (I, 0, L) and (I, J, 0) did not contain pores. A further restriction
imposed in the model was that if a pore was present at (I, J, L) then the six adjacent positions {(I-1, J, L),
(I+1, J, L), (I, J-1, L), (I, J+1, L), (I, J, L-1), (I, J, L+1)} were pore-free (Figure 10(b)). Also, the pores
were not allowed to donate or accept heat from any of their six adjacent points.
Water
quenched
end
10
Heat
flow
L
10
1
J
1
1
I
20
(a)
I,J+1,L
I-1,J,L
I,J,L
I+1,J,L
I,J-1,L
(b)
Figure 10. Finite difference model: (a) 3D representation of cubic volumes,
(b) 2D section through 3D array of cubic volumes
The standard equation used in 3D/FD models is:
NK(I,J,L) = K(I,J,L) + (DT.A /DX*DX) ( K(IN,J,L) + K(I1,J,L) + K(IJKN,L)
+ K(I,J1,L) + K(I,J,LN) + K(I,J,L1) - 6* K(I,J,L) )
12
(4)
where, I1 = I +1, IN = I-1, etc
(5)
When one of the points adjacent to (I, J, L), for example (I, JN, L) was a pore, then K(I, JN, L) was set
equal to K(I, J, L) to prevent heat transfer to (I, J, L) before evaluation of the temperature change from
K(I, J, L) to N K(I, J, L). The effect of this was that the temperature remained higher behind a pore
whereas in front of the pore the temperature fell more than it would in the absence of a pore.
Other aspects of the model were conventional; the sides of the box were given periodic boundary conditions, that is (I, 10, L) was identical to (I, 0, L), and the back surface ( 20, J,L) was a neutral surface from
which no heat was lost. This condition was achieved by setting K(20, J, L) = K(19, J, L). The back layer
did not contain any pores.
With no pores (P= 0), the program always showed the same time for the temperature to fall by 100 °C
(212 °F) called the “100 °C cooling time” at layer 19, determined by the average of all the temperatures
K(19, J, L). This, coupled with P = 0, required a time of 301.25 s using an arbitrary thermal diffusivity of
0.000001 m2/s. With no pores present, this time was the same as that obtained previously using onedimensional (1D) and two-dimensional (2D) models. With no pores present, all temperatures at the same
I value were identical and these temperatures were the same as those in the 1D and 2D models at the same
distance from the water quenched surface.
When the material contained pores, the cooling rate was significantly lower. There was also a variation in
the time to cool 100 °C (212 °F) from run to run, depending on where the pores were located. If, for
statistical reasons, there were more pores near the water-quenched surface, cooling took longer than if
more of the pores were further from the water-quenched end of the bar. The set of averaged temperatures
was similar for all levels of porosity, including P = 0, when measured at the end of the run when the mean
temperature was 827 °C (1521 °F) at a depth I = 19. Regions with a statistically higher density of pores
showed a higher local temperature gradient, as expected.
Table II lists the average time at a finite porosity P to cool by 100 °C (212 °F) at the end of the bar. Since
the product of the thermal diffusivity and the time t is a constant:
R=
α ( P = 0)
t ( P)
=
α ( P)
t ( P = 0)
(6)
where R is defined as the decrease in α
Table II. Results of 3-D Finite Difference Analysis
Porosity, P, (v/o)
0
2.5
5
10
15
20
Average Time, <t> (s)
301.25
309 ± 0.6
317 ± 1.5
332.17 ± 1.5
355.6 ± 2
382.5 ± 2.5
R
1
1.026 ± 0.002
1.052 ± 0.005
1.103 ± 0.007
1.18 ± 0.008
1.27 ± 0.01
The second set of simulations was a 1D model of the cooling of a 100 mm rod along its axis. The initial
temperature was 800 °C (1472 °F) and the surface was set at 25 °C (77 °F). It was run for 1200 s with the
temperatures recorded at 10s intervals at distances of 5, 25, 45 and 65mm from the water-quenched end.
The correct value of the thermal diffusivity (0.000006 m2/s,) was used for P = 0. For the increase in
porosity, the thermal diffusivity was decreased by a factor 1/R (from Table II).
13
900
Temperature (°C)
0v/o
(a)
800
2.5v/o
700
5v/o
600
10v/o
500
15v/o
20v/o
400
300
200
100
0
0
200
400
600
800
1000
1200
Time (s)
900
(b)
0v/o
Temperature (°C)
800
2.5v/o
700
5v/o
600
10v/o
500
15v/o
20v/o
400
300
200
100
0
0
200
400
600
800
Time (s)
Figure caption is on page 15
14
1000
1200
900
0v/o
Temperature (°C)
(c)
800
2.5v/o
700
5v/o
600
10v/o
500
15v/o
20v/o
400
300
200
100
0
0
200
400
600
800
1000
1200
Time (s)
900
0v/o
(d)
Temperature (°C)
800
2.5v/o
700
5v/o
600
10v/o
500
15v/o
20v/o
400
300
200
100
0
0
200
400
600
800
1000
1200
Time (s)
Figure 11. Cooling curves for P/M steels with 0 to 20v/o porosity, predicted by finite difference analysis:
(a) 5 mm, (b) 25 mm, (c) 45 mm and (d) 65 mm from water-quenched end.
15
The results shown in Figure 11 are similar to those obtained by Kaviany [42]. At small values of thermal
diffusivity and small P (P< 0.1 falls as 1/1+P), but at higher P the fall is higher. If this is translated back
to thermal conductivities, the drop in k would be larger than that for thermal diffusivity:
=
k / (C )
(7)
where C is the specific heat (J/kg/K) and is the density (Kg/m 3). C. (J/m 3/K) is the specific heat for
unit volume will decrease as (1/(1+P). Thus, k will decrease at least as 1/(1+P)2 initially, but more
rapidly after P>0.1.
DISCUSSION
The FD analysis has showed that the thermal diffusivity, and thus the thermal conductivity, of P/M steels
are dependent on the inherent porosity level. Cooling curves predicted by FD analysis are similar in shape
to those recorded by thermocouples in the Jominy test. There are, however, significant differences
between the two sets of curves. Unfortunately, the current FD analysis does not to be account of the heat
generated as a result of any transformation reactions, cooling from the surfaces of the cylinder by
convection, and cooling by conduction trough the metallic support in the Jominy test rig.
The positions of thermocouples were selected such that the one nearest to the water-quenched end will
always be in the martensitic region (in terms of Jominy distance). The second thermocouple was expected
to be in the mixed martensite/bainite region, the third thermocouple in the bainitic region, and the fourth
thermocouple in the mixed bainite/ferrite+pearlite region.
Examination of the cooling curves at a distance of 5 mm from the water-quenched end (Figure 5) shows
that all the alloys over the porosity range examined are martensitic. The attendant cooling rate for all the
alloys was > 30 ºC/s. The recordings also show that the wrought SAE 4150 exhibited the slowest cooling
rate at this distance. Faster cooling rates were associated with the alloys of higher porosity. This shows
clearly that water from the jet penetrated the pores in the sintered bar and increased the cooling rate. As
seen in Table I, at porosity levels > 12v/o the apparent hardness was < 65 HRA, but the 50% martensite
distance was > 10 mm for all the alloys. The only explanation for this result appears to be the penetration
of water into the sintered alloys via interconnected pores.
The cooling rate at a distance of 25 mm from the water-quenched end is between 3-10 ºC/s and this
corresponds to a cooling rate that results in the formation of mixed martensite and bainite (Figure 3(b)).
Values of the 50% martensite distance given in Table I are all < 25 mm. The cooling curves show that
there are no significant differences in the cooling rates of the P/M steels and SAE 4150. Some of the high
porosity alloys cooled faster than wrought SAE 4150, which is attributed penetration of the water into the
pores of the sintered bars.
Cooling rates at distances of 45 and 65 mm from the water-quenched end were between 1-2 ºC/s. The
corresponding CCT diagrams predict that the bainite transformation should take place in these regions.
These cooling rates are faster than those required for the formation of ferrite + pearlite. The cooling
curves exhibit flat regions over these distances. The flat region of the wrought SAE 4150 occurs at about
450 ºC (842 ºF) and that of P/M steels at about 550 ºC (1022 ºF). Both temperatures correspond to the
upper bainite transformation.
The Jominy curves given in Figure 9 show a dependence of hardness on the level of porosity. As porosity
decreases the curves are displaced upward (to higher hardness levels) and almost parallel to each other.
Could this be attributed to an increase in hardenability? The answer to this question lies in definition of
hardenability. If hardenability is a material property dependent on chemistry and grain size, then the
16
answer is no. But, if hardenability is defined as depth to a certain hardness (for example 65 HRA or 75
HRA) [27-28], which is of utility for practical purposes, then the answer is yes.
CONCLUSIONS
1. The finite difference method predicts that the thermal diffusivity and thermal conductivity of P/M steels are dependent on their inherent porosity levels. Thus increasing the level
of porosity decreases the cooling rate and should affect hardenability.
2. Instrumented Jominy tests have been conducted to monitor accurately the cooling rates
present in the alloys at specific distances away from the water-quenched end. These
measurements provide an improved understanding of the transformations taking place in
the P/M steels.
3. Measurements taken at a distance of 5 mm from the water-quenched end show that the
P/M steels with a level of porosity > 12v/o cool faster than fully dense wrought steels.
This is attributed to the penetration of water into the interconnected pores and which
increases the cooling rate of the sintered alloys.
ACKNOWLEDGEMENT
Professor Saritas is indebted to the Hoeganaes Corporation for financial support during a sabbatical leave
(2000/2001) at Drexel University. The company also provided the powders and sintering facilities.
REFERENCES
1. M.A. Grossman, Elements of Hardenability, ASM Int., Materials Park, Ohio, 1952.
2. M.A. Grossman and E.C. Bain, Principles of Heat Treatments, Fifth Edition, ASM Int., Materials
Park, Ohio, 1964.
3. W.E. Jominy and A.L. Bogehold, “A Hardenability Test for Carburizing Steel”, Trans. ASM, Vol.26,
1938, pp.574-606.
4. ASTM Test Method A255-99, “Standard Test Method for Determining Hardenability of Steel”,
American Society For Testing and Materials, West Conshohocken, Pennsylvania, 1999.
5. Hardenability Concept with Applications to Steel, Edited by D.V. Doane and J.S. Kirkaldy, The
Metallurgical Society of AIME, Warrendale, PA, 1978.
6. C.A. Siebert, D.V. Doane and D.H. Breen, The Hardenability of Steels-Concepts, Metallurgical
Influences and Industrial Applications, ASM Int, Metals Park, Ohio, 1977.
7. D.K. Bullens, Steel and Its Heat Treatment, Fift Edition, John Wiley and Sons, New York, NY, 1948.
8. K.E. Thelning, Steel and Its Heat Treatment, (Bofors Handbook), Second Edition, Butterworths,
London, UK, 1984.
9. G. Bockstiegel, “The Effect of Minor Additions of Sulfur on Pore Closure and Case-Hardenability of
Sintered Iron”, New Perspectives in P/M: 3, Iron Powder Metallurgy, Metal Powder Industries
Federation, Princeton, NJ, 1968, pp.230-248.
10. G.I. Aksenov and R. Zabbarov, “Hardenability of Porous ShKh-15 Steel”, Soviet P/M and Metal
Ceramics (Poroshkovaya Metallurgiya), no.11 (71), 1968, pp. 863-865.
11. P. Lindskog, “Controlling the Hardenability of Sintered Steels”, Powder Metallurgy, Vol.13, No.26,
1970, pp.280-294.
17
12. P.C. Eloff and S.M. Kaufman, “Hardenability Considerations in the Sintering of Low Alloy Iron
Powder Preforms”, 1971 Fall P/M Conference Proc., MPIF/ ASME, Detroit, 1971, pp.5-17.
13. P. Eloff and S.M. Kaufman, “Hardenability Considerations in the Sintering of Low Alloy Iron
Powder Pre-forms”, Powder Metallurgy Int., vol.3, no.2, 1971, pp.71-80.
14. Y.E. Smith and R. Pathak, “New Hardenability Data for Application in Low Alloy Ferrous Powder
Forging”, 1971 Fall P/M Conference Proc., MPIF/ ASME, Detroit, 1971, pp.19-33.
15. N.T. Zherditskii and V.N. Mishchenko, “Hardenability of P/M Steels Produced by Dynamic Hot
Pressing”, Soviet P/M and Metal Ceramics (Poroshkovaya Metallurgiya), vol.12, no.9, 1973, pp.699703.
16. T. Krantz, J.C. Farge and P. Chollet, “Hardenability and Mechanical Properties of Hot Forged MnMo Steels Made from Pre-alloyed Powders”, Modern Developments in P/M, Proc. Int. Con., Metal
Powder Industries Federation, Princeton, NJ, vol.10, 1976, pp.15-41.
17. G.T. Eldis, D.E. Diesburg and Y.E. Smith, “High Hardenability Ferrous Powders for P/M Forgings”,
Progress in Powder Metallurgy, Metal Powder Industries Federation, Princeton, NJ, vol.33, 1977,
pp.67-86.
18. H.J. Maurer and W. Bodden, “Effect of Water-glass Impregnation upon Hardenability of Porous
Sintered Steel”, Powder Metallurgy Int., vol.15, no.3, 1983, pp.122-125.
19. Yu.G. Gurevich, V.I. Rakhmanov, and I.F. Pan’shin, “Effect of Composition and Porosity on the
Hardenability and Hardness Penetration of Structural Powder Steels”, Soviet P/M and Metal
Ceramics (Proskovoya Metallurgia), vol.25, no.1, 1986, pp.70-73.
20. G.F. Bocchini, “The Influence of Porosity on the Characteristics of Sintered Materials”, Int. J.
Powder Metallurgy, vol.22, no.3, 1986, pp.185-202.
21. J.M. Ruiz, J.M. Torralba, J.M. Luna, and C. Ranninger, “Heat Treatments of Sintered Steels Alloyed
With Nickel: Hardenability”, Modern Developments in P/M, Metal Powder Industries Federation,
Princeton, NJ, vol. 21, 1988, pp.301-310.
22. Yu.G. Gurevich, E.S. Rozman, A.G. Ivashko and N.V. Germanyuk, “Hardenability of SP70DZ-1
P/M Steel in Relation to Carbon Content in It”, Soviet P/M and Metal Ceramics (Poroshkovaya
Metallurgiya), vol.29, no.4, 1990, pp.302-306.
23. T.A. Parker, A. Lawley and R.J. Causton, “Determination of the Hardenability of Fully Dense and
Porous Steels”, Advances in Powder Metallurgy & Particulate Materials, Compiled by C. Lall and
A.J. Neupaver, Metal Powder Industries Federation, Princeton, NJ, vol.2, 1994, pp.27-50.
24. T. Tsutsui, K. Ishii and M. Yoshida, “High Strength PM Steel with High Hardenability Made from
High Compressibility Powder”, PM’94, Proc. World Con. on PM, Paris, Vol.2, 1994, pp.883-886.
25. G.L’Esperance, S. Harton, A. de Rege and S. Nigarura, “Evaluation of the Hardenability,
Microstructure and Properties of Various Sinter Hardening Alloys”, Advances in Powder Metallurgy
& Particulate Materials, Compiled by M. Philips and J. Porter, Metal Powder Industries Federation,
Princeton, NJ, 1995, part 8, pp.8-3/8-18.
26. G.L’Esperance, E. Duchesne and A. de Rege, “Effect of Materials and Process Parameters on the
Microstructure and Properties of Sinter Hardening Alloys”, Advances in Powder Metallurgy &
Particulate Materials, Compiled by T.M. Cadle and K.S. Narasimhan, Metal Powder Industries
Federation, Princeton, NJ, 1996, part 11, pp.11-397/11-413.
27. C. Skena, T. Prucher, R. Czarnek and J.M. Jo, “Hardenability Characteristics of P/M Alloy Steels”,
Advances in Powder Metallurgy & Particulate Materials, Compiled by T.M. Cadle and K.S.
Narasimhan, Metal Powder Industries Federation, Princeton, NJ, 1996, part 11, pp.11-415/11-434.
28. C. Skena, T. Prucher, R. Czarnek and J.M. Jo, “Hardenability Characteristics of P/M Alloy Steels”,
Int. J. Powder Metallurgy, vol.33, no.7, 1997, pp.25-35.
29. H. Ferguson, G.L. L’Esperance, E. Duchesne and A.F. de Rege, “Effect of Mass/Cross Sectional
Thickness on Sinter Hardening of Two Pre-alloyed Steels of Different Hardenability”, Advances in
Powder Metallurgy & Particulate Materials, Compiled by R.A. McKotch and R. Wess, Metal Powder
Industries Federation, Princeton, NJ, 1997, part 14, pp.14-67/14-80.
30. Julien, B. and L’Esperance, G., “Evaluating Hardenability and Compressibility for the Development
of an Optimum Sinter Hardening Powder”, Advances in Powder Metallurgy & Particulate Materials,
Compiled by C.L. Rose and M.H. Thibodeau, Metal Powder Industries Federation, Princeton, NJ,
1999, part 7, pp.7-217/7-227.
18
31. E. Duchesne, G.L’Esperance and A. de Rege, “Sinter-Hardening and Hardenability”, Int. J. Powder
Metallurgy, vol.36, no.1, 2000, pp.49-60.
32. G. Saroop, R.J. Causton and A. Lawley, “Hardenability of Sintered Fe-B-C Alloys”, Advances in
Powder Metallurgy & Particulate Materials, Compiled by H. Ferguson and D.T. Wychell, Metal
Powder Industries Federation, Princeton, NJ, 2000, part 13, pp.13-95/13-110.
33. R. Haynes, “The Mechanical Behavior of Sintered Metals”, Freund Publishing, House, London, 1981
34. A. Salak, Ferrous Powder Metallurgy, Cambridge International Science Publishing, Cambridge, UK,
1995.
35. R.M. German, Powder Metallurgy of Iron and Steel, John Wiley & Sons, New York, N.Y., 1998.
36. P. Grootenhuis, R.W. Powell and R.P. Tye, “Thermal and Electrical Conductivity of Porous Metals
Made by Powder Metallurgy Methods”, Proceedings of The Physical Society, vol. 65B, 1952,
pp.502-511.
37. J.C.Y. Koh and A. Fortini, “Prediction of Thermal Conductivity and Electrical Resistivity of Porous
Metallic Materials”, Int. J. Heat and Mass Transfer, vol. 16, 1973, pp. 2013-2021.
38. E.R. Leheup and J.R. Moon, “Relationships Between Density, Electrical Conductivity, Young’s
Modulus, and Toughness of Porous Iron Samples”, Powder Metallurgy, vol.21, no.1, 1978, pp.1-6.
39. P. Howard and M.J. Koczak, “How Porosity and Atmosphere Effect the Conductivity of P/M Parts”,
Int. J. Powder Metallurgy, vol.17, no.1, 1981, pp.25-35.
40. R.M. German, Powder Metallurgy Science, Second Edition, Metal Powder Industries Federation,
Princeton, NJ, 1994.
41. M.I. Aivazov and I.A. Domashev, “Influence of Porosity on the Conductivity of Hot Pressed
Titanium Nitride Specimens, Poroshkovaya Metallurgiya (Soviet P/M and Metal Ceramics), vol.8,
no.9, 1968, pp. 51-54.
42. M. Kaviany, Principles of Heat Transfer in Porous Media, Springer-Verlag, New York, 1995.
19