Quantifying the Degree-of-Sinter in Ferrous P/M Materials Thomas F. Murphy
advertisement

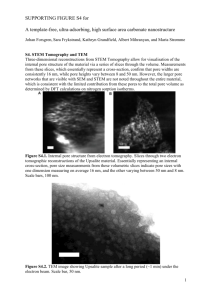
Quantifying the Degree-of-Sinter in Ferrous P/M Materials Thomas F. Murphy Scientist, Laboratory Services Hoeganaes Corporation 1001 Taylors Lane Cinnaminson, NJ 08077 USA Improvements in the physical and mechanical properties of pressed and sintered ferrous materials are made during the sintering process. Particle bonding and alloying by diffusion occur during sintering with property enhancements resulting as the sintering time is increased. The effects of sintering are visible as changes in microstructural features, such as particle boundaries and pore edges. Some of the improvements in sintering appear as a loss in particle boundaries, smoother pore edges, and a lessening in the number of angular features between particles. The appearance of these features and characteristics, in conjunction with their frequency of occurrence, is often referred to as degree-of-sinter. Quantification of the degree-of-sinter can be performed on properly prepared metallographic specimens using well-understood stereological practices. Three test methods will be discussed as techniques for quantifying and separating materials sintered to varying degrees. Additionally, images of an iron-copper-carbon premix, sintered at varying times, will be used to illustrate these microstructural changes. Introduction: A successful sintering operation is an essential process in the manufacture of high quality powder metallurgy parts. The combination of an elevated temperature and a protective furnace atmosphere cause particles in intimate contact to form metallurgical bonds and leads to alloying of the matrix material by diffusion of the elemental additives. Visually, the effectiveness of sintering is characterized by changes in the appearance of the microstructure as a disappearance of particle boundaries, a smoothing of the sharp features along pore edges, and a lessening in the pore perimeters. These result in a reduction of the particle-to-particle and pore surface-to-material volume ratios. It is through the evaluation of these characteristics that an objective estimate of the degree-of-sinter can be made. Historically, an evaluation of this type was performed on a subjective basis and relied heavily on the experience and skill of an operator to assess materials and determine where and when differences existed. The basis for many of these tests was the accurate counting of particle boundaries and angular pores on a properly prepared metallographic specimen. Problems were seen when trying to correlate the test results with physical or mechanical properties and in trying to coordinate results within multiple testing facilities. Results were often inadequate because they were limited to comparative terms, such as good, fair, poor, etc. An illustration of the progress of sintering can be seen in Figures 1 through 4 using an atomized iron mixed with 2 w/o Cu and 0.6 w/o graphite, compacted, and sintered in a pusher furnace at 1120 °C for various times. In this experiment, the time in the hot zone varied between 1 and 50 minutes in 5-minute intervals. Consequently, the samples with residence times in the hot zone of 10 minutes or less did not reach the sintering temperature. Figure 1. Sample sintered for 1 minute in the hot zone. Particle boundaries and unmelted Cu particles are evident. Graphite has not diffused into the iron particles. (original magnification 200x) Figure 2. Sample sintered for 5 minutes. Copper particles remain unmelted, however much of the graphite has diffused into the iron particles. (original magnification 200x) Figure 3. A higher magnification image showing the microstructure after 15 minutes in the hot zone. The copper has melted and traveled along the particle boundaries, pore edges, and grain boundaries. Some of the Cu remains in the boundary regions due to insufficient time for diffusion. The composition is pearlite, ferrite, and free Cu in the particle boundaries. Remnants of the particle boundaries can be seen at the particle edges. (original magnification 1000x) Figure 4. Image showing the microstructure after 20 minutes in the hot zone. Particle boundaries have disappeared and no evidence of unmelted Cu remains. (original magnification 1000x) Specimens from this series of sintered samples, in addition to iron + carbon samples, were used as the subjects for the degree-of-sinter study. Two stereological test methods and one fractal-like technique were used to explore the microstructural changes caused by varying the total time in the hot zone while keeping the sintering temperature constant. Test Methods: The simplest, and most commonly used technique for evaluating the surfaceto-volume ratio of boundary surfaces incorporates the application of an array of parallel, straight-line probes onto a live image or photomicrograph.1,2 In practice, the line probes are overlaid on the image and a counter is incremented as a line crosses a pore edge. Each crossing event, known as a ‘point’, is accumulated and the calibrated total line length determined. The average number of points/unit line length is calculated and used to determine the surface-to-volume ratio (SV) of the metal/pore composite. The formula used in the calculation is shown below as Equation 1 where the surface-to-volume ratio of the composite is equal to twice the average number of points per unit line length (PL): SV = 2PL a (1) b Figure 5a shows a polished and unetched surface of a well-sintered material with the array of parallel line sample probes. The ends of the coincident line segments shown within the pores in Figure 5b represent individual ‘points’ in each field. When using this test technique, the features of interest within the sample must be isotropic, uniform, and random (IUR) in distribution. This presents problems with most powder metallurgy materials due to the methods used for part compaction. The pressing operation places directionality in the pore structure and forces the person performing the test to either remove orthogonal sections from the test material or find an alternative testing procedure, one that accounts for the presence of anisotropy into the sampling. This problem is addressed by fixing both the orientation of the removed sample and the type of probe used to sample the prepared surface. A horizontal plane perpendicular to the plane of orientation is removed for testing rather than to a plane of random orientation. This is referred to as a vertical section. Straight-line probes are replaced by cycloid shaped probes arranged in four orientations. The cycloid shaped curves have been shown to randomly sample oriented structures when properly applied to the directionality within the sample.3,4 A cycloid test curve is shown in Figure 6. The cycloid shape is defined by the following equations, 2 and 3, where 0 ≤ Θ < π: x = Θ – sinΘ y = 1 – cosΘ (2) (3) Figure 6. The cycloid test curve, where the length of the curve is twice the height. Four orientations of the cycloids are arranged uniformly as an overlay and used as the test probe. The testing is similar to that describe previously with the straight-line probes. Counting of the crossing points is performed the same as are making the calculations. A convenient arrangement of the cycloid orientations is a sine-like wave overlay as shown in Figure 7. This connected pattern can be repeated to multiple ‘waves’ to uniformly cover the image as is shown in Figure 8. Manually following the wave may be more convenient for some operators as opposed to counting many separated cycloid segments. Figure 7. Sine-like wave composed of the four cycloid orientations. Figure 8. Multiple wave array of cycloids overlaid on an as-polished field. Counts of points are made as the wave crosses the pore edges. Using the image in Figure 8 as an example, the surface-to-volume ratio was calculated in a similar manner as with the straight-line probes. The formula for determining the surface-tovolume ratio remains the same as shown in Equation 1, SV = 2PL. Incrementally increased counts for P are also the same, at locations where the curve crosses the pore edge, and the total line length is measured or calculated from the number of cycloid segments. The surface-to-volume ratio of the particle boundaries within the metallic phase can be determined using either the straight line or cycloid overlays. Directional problems caused by orientation effects still exist if the materials are pressed, but counts using the cycloid arrays are valid. The difference in counting boundaries vs. pore edges is that one count is made as the line crosses a particle boundary rather than two or more counts being made at each pore (multiple crossings at each pore). Calculations are the same as previously shown. Another method used for comparing the smoothness of pore edges and the presence of particle boundaries is a fractal-like technique known as the Box Counting Dimension.5 With this method, grids of various size boxes are overlaid on live images or photomicrographs. Pore edges or particle boundaries are extracted from the image and the grid boxes containing segments of the edges or boundaries are counted. As the grid size becomes smaller, the number of boxes counted increases due to the increased resolution. At the conclusion of the counting, a log-log plot is made of the total number of counts vs. the box sizes. The slope of the linear plot multiplied by –1 is determined to be the box counting dimension. Figure 9. Surface of an as polished pressed and sintered material. Most of the particle boundaries have been sintered. The features of interest are the pore edges. The rectangle defined with the blue edges contains features for illustrating the effect of change in box size. Figure 10. Left image with grid overlay. Right image shows colored boxes containing pore edges. Figure 11. Same image as used in Figure 10 with a smaller grid overlay. Colored boxes in right image contain pore edges. The overlaid grids containing progressively smaller boxes continues using a minimum of four grid sizes. The graph is then plotted and the slope calculated. The irregularity of materials sintered to different degrees should become apparent by the difference in the number of boxes counted as the grid size changes. In some cases, the combination of image magnification, coupled with the box size variation may give a more acceptable separation of materials sintered to varying degrees. Conclusions: Test techniques exist to aid the researcher in quantifying and/or separating materials sintered to differing degrees. Utilizing the inherent variations in both prior particle boundary and pore surface irregularity, the stereological test methods provide calculated quantities through the use manual or automated procedures. The box counting dimension can also aid the researcher in determining differences in the effectiveness of sintering through careful design of the test magnification and grid sizes. References: 1. Underwood, E.E., Surface Area and Length in Volume, Quantitative Microscopy, Editors: R.T. DeHoff and F.N. Rhines, 1968, McGraw-Hill, Inc., New York, NY, pp. 78-127. 2. Russ, J.C., DeHoff, R.T., Practical Stereology, 2nd Edition, 1999, Plenum Press, New York, NY, pp. 49-62. 3. Baddeley, A.J., Gundersen, H.J.G., Cruz-Orive, L.M., Estimation of Surface Area from Vertical Sections, Journal of Microscopy, Vol. 142 Pt. 3, June 1986, pp. 259276. 4. Gundersen, H.J.G., et.al., Some New, Simple and Efficient Stereological Methods and Their Use in Pathological Research and Diagnosis, APMIS, Vol. 96, 1988, pp. 379394. 5. H.-O, Peitgen, H. Jurgens, D.Saupe, Fractals for the Classroom, Part One, Introduction to Fractals and Chaos, Springer-Verlag, New York, NY, pp. 240-244